EP1313575B1 - Gelenkarm-transportsystem - Google Patents
Gelenkarm-transportsystem Download PDFInfo
- Publication number
- EP1313575B1 EP1313575B1 EP01964901A EP01964901A EP1313575B1 EP 1313575 B1 EP1313575 B1 EP 1313575B1 EP 01964901 A EP01964901 A EP 01964901A EP 01964901 A EP01964901 A EP 01964901A EP 1313575 B1 EP1313575 B1 EP 1313575B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pivoting arm
- pivoting
- arm part
- movement
- transporting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/05—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work specially adapted for multi-stage presses
Definitions
- the invention relates to a transport system for transporting workpieces from a processing station in the subsequent processing station or clipboard of a press, press line, a simulator or the like according to the preamble of claim 1.
- step press or press line for cost-effective production.
- the number of tools then corresponds to the number of work stages that are required for the production.
- the presses are transport facilities with which the workpieces are transported from one workstation to the next.
- the transport devices consist of gripper rails or mounting rails which extend through the entire length of the forming machine.
- the mounting rails are equipped with gripper or retaining elements.
- gripper or retaining elements are equipped with gripper or retaining elements.
- a pivoting to the change in position of the part during the transport step may be required.
- This change in position can also be done by an arranged between the forming stages Orientierstation.
- the masses of the transfer systems to be accelerated and braked are in complete contrast to the low masses of the parts to be transported. Since the transport step is to be carried out in the shortest possible time in order to achieve the highest possible number of press strokes and thus parts output, the system must have a high speed and thus acceleration and deceleration.
- each stand area is a transfer device disclosed in DE 196 544 75 A1.
- the drive elements known as -Parallelkinematik- are used.
- no telescopic extension of the drive rods is made, but at a constant rod length, the pivot points are changed, thus achieving the transport movements.
- the forces or torques receiving points of articulation are not constant at a distance to each other and especially if these points are close to each other due to the desired travel curve support problems may occur.
- further parallel control arms are proposed which are interconnected with crossbeams. To achieve a functionally safe transport of large parts, the proposed system is correspondingly complex and of great height.
- the invention has for its object to provide a highly flexible and precise transport system with low height, which ensures an advantageous use of the freedom between the upper and lower tool for the purpose of inserting and discharging workpieces.
- the invention is based on the idea, instead of a rigid transport arm to carry out this 2 parts which are hinged together, connected. To achieve a flat retraction and discharge curve, the pivot angle of the first arm can be selected correspondingly large.
- the swivel angle is selectable in any technically meaningful range.
- the transport arm is located in the tool area in a very flat, directed against the horizontal plane position.
- the articulated arm transport system should be in a lowered position in the stand area, which is given for the subsequent parts transport a favorable freedom of movement to the ramping ram. This freedom of movement allows early retraction and thus in turn reduces the non-productive time. This lowered park position is made possible by superposition of horizontal and vertical movement.
- the articulated-arm transport system is designed with an additional pivoting movement if required.
- the mounting position of the articulated arm transport system is arbitrary, d. H. the pivoting movement can take place both above and below the transport plane.
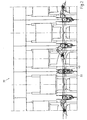
- 1 presses 2 and 3 are shown in FIG. 1 by a press line.
- Press rams 4 and 5 carry upper tools 6 and 7.
- Lower tools 8 and 9 are located on sliding tables 10 and 11.
- Between the presses are Orientierstationen 12 and 13 arranged.
- the articulated arm transport systems 18 - 21 are the articulated arm transport systems 18 - 21 according to the invention in different functional positions.
- Vertical guide rails 22 are attached to the press stands 14-17, carriages 23 with guides 24 carry the articulated arms 43, 44.
- the drive motor for Armverschwenkung is designated 25.
- the stationary lifting motor 26 for the vertical movement is via a gear 27, in operative connection with a rack 28. More constructional details are described in the following figures.
- the task of the articulated arm transport system 18 - 21 is to transport parts in cycles in the transport direction 29 by successively arranged processing and orientation stations. The different movements are not chronological but exemplified.
- the articulated arm transport systems are arranged at the press stands in pairs and in mirror image opposite each other.
- Receiving elements for the parts holding means 31 supporting cross-beam 30 are designed so that an automatic replacement is possible in a tool change.
- the proposed lowered park position favors an early retraction into the tool room.
- FIG. 2 shows the arrangement of an articulated-arm transport system in a large-scale transfer press 39. Shown are, for example, forming stages in different movement sequences. To reduce the press length was waived on clipboards or Orientierstationen. If a change in position of the part is required, this is performed directly by the articulated arm transport system. For this purpose, a drive 40 is connected via drive elements with the cross-beam 30. The functional sequences are comparable to those already described under FIG.
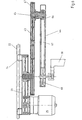
- Figure 3a and 3b show an articulated arm enlarged in the front view.
- the illustration has been chosen so that in Figure 3a, the drive chain for the pivot arm and in Figure 3b, the drive for the pivoting of the crossbar 30 can be explained.
- Figure 4 for understanding the function.
- the gear 46 engages and in this the gear 47 a.
- the gear 47 is fixedly connected to the second Schwenkarmteil 44. If the pivoting movement of the first Schwenkarmteils 43 introduced by the drive motor 25 via gears 41, 42, this generates a rolling rotational movement of the gears 46, 47 and the fixed connection with gear 47, the corresponding pivoting of the second Schwenkarmteils 44 about the axis of rotation 70th
- the size of the pivoting movement or the pivot angle 48 is infinitely variable via the drive 25, the z. B. is designed as a controlled servo motor. It can be clearly seen that the larger the pivoting angle 48 is chosen, the more the articulated arm system 43, 44 approaches the horizontal extended position and the smaller the required clearance for inserting or discharging the parts. A distortion-free horizontal movement is achieved when based on the rotational or bearing axes 69, 70, 62, the two Schwenkarmmaschine 43, 44 are executed in the same length.
- the pivot drive 40 mounted on the carriage 23 drives the gear 49. Via intermediate wheel 50, the rotational movement is transmitted to gear 51. Via a common shaft 52 gear 51 is connected to gear 53. Gear 53 drives the mounted in the first Schwenkarmteil 43 gear chain 54 - 57 at. Gear 57 is fixedly connected via a hollow shaft 58 with toothed belt pulley 59 and drives this. Timing belt pulley 59 drives toothed belt pulley 61 via toothed belt 60.
- Timing belt pulley 61 forms a unit with the receiving and bearing unit of the cross-beam 30 and causes a pivoting movement about the pivot axis 62. Since the pivot drive 40 may be a controlled servomotor, a defined change in position of the parts is guaranteed.
- the receiving and supporting unit for the cross-beam 30 is exemplified as a universal joint 63, whereby a horizontal and vertical inclination of the cross-beam 30 is made possible.
- Elements for automatically changing the cross-beam 30 in a tool change are provided and designated 64.
- FIGS. 3a and 3b The drive chains described in FIGS. 3a and 3b can be seen together from the sectional representation of FIG. In addition to other structural details, in particular, the required for pivoting from the first Schwenkarmteil 43 fixed connection of gear 45, with carriage 23 and also the fixed connection of gear 47 with the second Schwenkarmteil 44 can be seen. Since the opening angle between the Schwenkarm surely 43, 44 is twice as large as the pivot angle 48, and the gear ratio of gear 45 to gear 47 is corresponding to 2: 1.
- the darker hatched drive chain in FIG. 4 serves to pivot the crosspiece 30 about the pivot axis 62.
- FIGS 5 and 6 An embodiment without pivoting the cross-beam 30 is shown in FIGS 5 and 6.
- the functional description of the vertical lifting movement and the gear assembly in the carriage 23 and the first pivot arm 43 can be found in the previous figures.
- the connection of the first Schwenkarmteil 43 with the second Schwenkarmteil 44 via gear 47 and the movable mounting of the arms is identical to the previously described embodiment.
- New is the fixed connection of the toothed belt pulley 66 with the first Schwenkarmteil 43.
- the toothed belt drives 66, 67, 68 are now used to stabilize and positionally correct support the crossbar 30.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manipulator (AREA)
- Press Drives And Press Lines (AREA)
- Specific Conveyance Elements (AREA)
- Feeding Of Workpieces (AREA)
- Automatic Assembly (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Description
- Die Erfindung betrifft ein Transportsystem zum Transportieren von Werkstücken aus einer Bearbeitungsstation in die nachfolgende Bearbeitungsstation oder Zwischenablage einer Presse, Pressenstraße, eines Simulators oder dergleichen nach dem Oberbegriff des Anspruches 1.
- Erfordert die Herstellung eines Werkstückes mehrere Arbeitsoperationen, wie Schneiden oder Umformen, so werden zur wirtschaftlichen Fertigung die erforderlichen Einzeloperationen in einer sogenannten Stufenpresse oder Pressenstraße durchgeführt. Die Anzahl der Werkzeuge entspricht dann der Anzahl der Arbeitsstufen, die zur Herstellung erforderlich sind. In den Pressen befinden sich Transporteinrichtungen mit welcher die Werkstücke von einer Arbeitsstation zur nächsten transportiert werden.
- Bei Stufen- oder Großteil-Transferpressen bestehen die Transporteinrichtungen aus Greifer- bzw. Tragschienen die sich durch die gesamte Länge der Umformmaschine erstrecken. Zum Transport der Teile sind die Tragschienen mit Greifer- oder Halteelementen bestückt. Unterschieden wird dabei, je nach Bewegungsablauf, zwischen einem mit Saugertraversen bestückten Zwei-Achstransfer oder einem mit Greiferelementen versehenen Drei-Achstransfer. Als Zusatzbewegung kann auch eine Verschwenkung zur Lageveränderung des Teiles während dem Transportschritt erforderlich sein. Diese Lageveränderung kann auch durch eine zwischen den Umformstufen angeordnete Orientierstation erfolgen.
- Die Transferbewegung wird über Kurven eingeleitet, die über Bewegungsübertragungselemente mit dem Stößelantrieb zwangssynchronisiert sind. Die Herstellung von insbesonders großflächigen Teilen führte zur Entwicklung der Großteil-Transferpressen in immer größeren Dimensionen bezogen auf die Umformkraft und die Transportwege. Werkzeugabstände in einer Größenordnung von 5000 mm sind heute durchaus üblich und damit sind auch entsprechende Transportschritte erforderlich.
- Als Ergebnis dieser Entwicklung stehen die zu beschleunigenden und abzubremsenden Massen der Transfersysteme in einem völligen Gegensatz zu den geringen Massen der zu transportierenden Teile. Da der Transportschritt in kürzester Zeit ausgeführt werden soll, um eine möglichst hohe Pressenhubzahl und damit Teileausbringung zu erreichen, muss das System über eine hohe Geschwindigkeit und damit auch Beschleunigung und Verzögerung verfügen.
- Ein weiterer Nachteil ist der starre Bewegungsablauf der durch die Kurvenantriebe vorgegeben wird.
Die optimale Nutzung der Freiräume zwischen Unter- und Oberwerkzeug während dem Stößelhub ist für den Teiletransport nicht möglich. - Um diese aufgezeigten Nachteile zu vermeiden befassen sich jetzt Schutzrechtsanmeldungen mit der Ablösung des bisherigen Transfersystems durch eine entsprechende Anzahl von zwischen den Bearbeitungsstufen angeordneten, mit Eigenantrieb ausgerüsteten Transfersysteme. Eine solche Anordnung ist in der EP 0 672 480 B1 offenbart. An den Ständern angeordnete Transfersysteme sind mit einer Anzahl von Antrieben ausgerüstet, die in Wirkverbindung mit den Bewegungsübertragungsmitteln den Teiletransport ausführen. Als Besonderheit ist das System sowohl als Zwei-Achstransfer mit Saugerbalken, als auch als Drei-Achstransfer mit Greifern umrüstbar. Allerdings erfordert dieser universelle Einsatz einen entsprechenden baulichen Aufwand.
- Ebenfalls in jedem Ständerbereich angeordnet ist eine in der DE 196 544 75 A1 offenbarte Transfereinrichtung. In dieser Anmeldung werden für den Antrieb Elemente die als -Parallelkinematik- bekannt sind verwendet. In Abwandlung dieser bekannten Bewegungselemente wird jedoch keine teleskopartige Verlängerung der Antriebsstäbe vorgenommen, sondern bei konstanter Stablänge werden die Anlenkpunkte verändert und damit die Transportbewegungen erreicht. Die die Kräfte bzw. Drehmomente aufnehmenden Anlenkpunkte sind im Abstand zueinander nicht konstant und insbesondere wenn diese Punkte aufgrund der gewünschten Fahrkurve dicht beieinander liegen können Abstützungsprobleme auftreten. Zur Erhöhung der Systemsteifigkeit werden auch weitere zueinander parallele Lenker vorgeschlagen die untereinander mit Quertraversen verbunden werden. Zur Erreichung eines funktionssicheren Transportes von großflächigen Teilen wird das vorgeschlagene System entsprechend aufwendig und von großer Bauhöhe.
- In der nicht vorveröffentlichen DE 100 10 079 schlägt der Anmelder ein System mit im Pressenständerbereich angeordneten Transporteinrichtungen vor die vergleichbar einem Schwenkarmprinzip arbeiten. Mit Teileaufnahme- und Haltemittel versehenen, quer zur Transportrichtung angeordnete Traversen, werden jeweils an ihren Enden von diesen Schwenkarm-Robotern gehalten und bewegt. Somit sind die Schwenkarm-Roboter jeweils paarweise und sich gegenüberliegend im Ständerbereich angeordnet. Aufgrund der Bauhöhe und der durch das Antriebskonzept erforderlichen vertikalen Bewegung ist das vorgeschlagene Transportsystem insbesondere für Pressen mit einer größeren Bauhöhe geeignet. Der Schwenkarm besteht aus einem starren Stück, wodurch sich ein entsprechend großer Schwenkradius ergibt. Da zu einem möglichst frühen Zeitpunkt, nach Beginn der Stößelaufwärtsbewegung, die Werkstücke entnommen werden sollen sind der große Schwenkradius und die daraus resultierenden Störkanten ungünstig. Eine wünschenswerte flache Ein- oder Ausfahrkurve ist mit diesem System nur schwierig realisierbar.
- Aus der US-PS 5 423 648 ist ein Robotersystem gemäß der Gattung des Anspruchs 1 bekannt geworden. Derartige Systeme werden einseitig seitlich an einer Pressenstraße angeordnet und wirken nicht paarweise zusammen. Sie führen aufgrund der vielseitigen Bewegungsmöglichkeiten eine räumliche, auch quergerichtete Bewegung aus. Dies ist allenfalls für den Transport von kleineren Werkstücken von Vorteil.
- Der Erfindung liegt die Aufgabe zugrunde, ein hochflexibles und präzises Transportsystem mit geringer Bauhöhe zu schaffen, welches eine vorteilhafte Nutzung der Freigängigkeit zwischen Ober- und Unterwerkzeug zum Zwecke des Einlegen und Austragen von Werkstücken gewährleistet.
- Diese Aufgabe wird ausgehend von einem Transportsystem nach dem Oberbegriff des Anspruch 1, durch die kennzeichnenden Merkmale des Anspruch 1 gelöst. In den Unteransprüchen sind vorteilhafte und zweckmäßige Weiterbildungen des Transportsystems angegeben.
- Der Erfindung liegt der Gedanke zugrunde, statt einem starren Transportarm diesen aus 2 Teilen auszuführen die miteinander, gelenkig gelagert, verbunden sind. Zur Erzielung einer flachen Einfahr- und Austragekurve kann der Schwenkwinkel des ersten Teilarmes entsprechend groß gewählt werden.
- Aufgrund der vorgeschlagenen Konstruktion, in Verbindung mit geregelten Antrieben, ist der Schwenkwinkel in jedem technisch sinnvollen Bereich wählbar. Als Folge daraus befindet sich der Transportarm im Werkzeugbereich in einer sehr flachen, gegen die Horizontalebene gerichteten Lage.
- In vorteilhafter Weise kann somit bei einem relativ kleinen Öffnungshub des das Oberwerkzeug tragenden Pressenstößels, der Gelenkarm in den sich bildenden Freiraum zwischen Ober- und Unterwerkzeug einfahren.
- Besonders vorteilhaft ist eine Ausführung der beiden Gelenkarmteile in gleichen Längen, da dann eine horizontale Transportbewegung ausgeführt wird. Die das Werkstück tragende Saugerspinne fährt somit eine verzerrungsfreie Horizontalbewegung. Die für das Ablegen und Anheben der Werkstücke erforderliche vertikale Bewegung wird von einem ortsfesten Hubantrieb ausgeführt.
- Bei Überlagerung der Horizontal- mit der Vertikalbewegung ist ein entsprechend günstiger flacher Kurvenverlauf am Anfang und Ende der Transportbewegung realisierbar. Ohne Probleme kann die Großteil-Transferpresse oder Pressenstraße mit phasenverschobenen Stößelstellungen gefahren werden, wodurch sich bei geringerer Antriebsleistung eine günstige Kraftverteilung ergibt. Ebenfalls erhöht diese Maßnahme die Teileausbringung durch Reduzierung der Transportzeiten.
- Während dem eigentlichen Umformvorgang sollte sich das Gelenkarm-Transportsystem in einer abgesenkten Stellung im Ständerbereich befinden, wodurch für den anschließenden Teiletransport eine günstige Freigängigkeit zu dem hochfahrenden Stößel gegeben ist. Diese Freigängigkeit ermöglicht eine frühzeitige Einfahrbewegung und reduziert dadurch wiederum die Nebenzeiten. Auch diese abgesenkte Parkposition wird durch Überlagerung der Horizontal- mit der Vertikalbewegung ermöglicht.
- Je nach Aufgabenstellung kann es erforderlich sein, dass die Teile zwischen 2 Umformstationen in der Lage verändert werden müssen. In einer Pressenstraße findet die Lageveränderung durch Zwischenablagen, sogenannten Orientierstationen, statt. Da die Zwischenablagen zu einer Vergrößerung der Pressenbaulängen führen, versucht man diese Lösung bei Großteil-Transferpressen zu vermeiden. Bei Einsatz in einer Großteil-Stufenpresse wird im Bedarfsfall das Gelenkarm-Transportsystem mit einer zusätzlichen Schwenkbewegung ausgeführt.
- Die Anbaulage des Gelenkarm-Transportsystem ist beliebig, d. h. die Schwenkbewegung kann sowohl oberhalb, als auch unterhalb der Transportebene erfolgen.
- Weitere Einzelheiten und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen.
- Die 7 Figuren zeigen schematisch:
- Figur 1
- Pressenstraße mit Gelenkarm-Transportsystem
- Figur 2
- Großteil-Transferpresse mit Gelenkarm-Transportsystem
- Figur 3a
- Einzelheit Antrieb Gelenkarm
- Figur 3b
- Einzeleinheit Antrieb Quertraverse schwenken
- Figur 4
- Draufsicht von Figur 3a und Figur 3b
- Figur 5
- Einzelheit Gelenkarm ohne Quertraverse schwenken
- Figur 6
- Draufsicht von Figur 5
- Beispielhaft sind in Figur 1 von einer Pressenstraße 1 Pressen 2 und 3 dargestellt. Pressenstößel 4 und 5 tragen Oberwerkzeuge 6 und 7. Unterwerkzeuge 8 und 9 befinden sich auf Schiebetischen 10 und 11. Zwischen den Pressen sind Orientierstationen 12 und 13 angeordnet. An den Pressenständern 14 - 17 befinden sich die erfindungsgemäßen Gelenkarm-Transportsysteme 18 - 21 in unterschiedlichen Funktionsstellungen. Vertikale Führungsschienen 22 sind an den Pressenständern 14 - 17 befestigt, Schlitten 23 mit Führungen 24 tragen die Gelenkarme 43, 44. Der Antriebsmotor für die Armverschwenkung ist mit 25 bezeichnet. Der stationäre Hubmotor 26 für die vertikale Bewegung steht über ein Zahnrad 27, in Wirkverbindung mit einer Zahnstange 28. Nähere konstruktive Details werden in folgenden Figuren beschrieben. Die Aufgabe des Gelenkarm-Transportsystems 18 - 21 besteht darin, in Transportrichtung 29, Teile taktweise durch hintereinander angeordnete Bearbeitungs- und Orientierstationen zu befördern. Die verschiedenen Bewegungsabläufe sind nicht chronologisch sondern beispielhaft dargestellt.
- Zum Laden der ersten Presse 2 nehmen die an Quertraverse 36 befestigten Teilehaltemittel 31, z. B. Saugerspinnen, des Gelenkarm-Transportsystem 18, Platinen 32 von einem Platinenstapel 33. Aus der geöffneten Presse 2 wird ein umgeformtes Teil 34 vom Gelenkarm-Transportsystem 19 entnommen und zu der Orientierstation 12 transportiert. Gelenkarm-Transportsystem 20 legt ein Teil 35, welches auf der Orientierstation 12 zuvor in eine Lageveränderung erfahren hat, in Presse 3 ein. Gelenkarm-Transportsystem 21 wiederum legt ein in Presse 3 umgeformtes Teil 36 auf die Orientierstation 13 ab. Die Fahrkurve für den Teiletransport ist mit 37 die für die Parkposition mit 38 gekennzeichnet. Eine Teileverschwenkung durch das Gelenkarm-Transportsystem ist in diesem Anwendungsfall nicht vorgesehen und wird bei Bedarf durch die Orientierstationen 12, 13 durchgeführt.
- Jeweils paarweise und spiegelbildlich gegenüberliegend sind die Gelenkarm-Transportsysteme an den Pressenständern angeordnet. Aufnahmeelemente für die die Teilehaltemittel 31 tragende Quertraverse 30 sind so gestaltet, das ein automatischer Austausch bei einem Werkzeugwechsel möglich ist.
- Die zur Nutzung der Freigängigkeit zwischen Ober- und Unterwerkzeug besonders günstige Formgestaltung des Gelenkarmes ist gut erkennbar. Auch die Fahrkurven 37, 38 zeigen anschaulich die günstigen Verhältnisse für ein sehr flaches Einfahren und Austragen der Teile. Eine Überlagerung der Vertikalbewegung durch den Hubantrieb 26 mit der Horizontalbewegung des durch den Antriebsmotor 25 betätigten Schwenkarmes ergibt sehr vorteilhafte Bewegungsabläufe.
- Auch die vorgeschlagene abgesenkte Parkposition begünstigt ein frühes Einfahren in den Werkzeugfreiraum.
- Figur 2 zeigt die Anordnung eines Gelenkarm-Transportsystems in einer Großteil-Transferpresse 39. Dargestellt sind beispielhaft Umformstufen in unterschiedlichen Bewegungsabläufen. Zur Reduzierung der Pressenbaulänge wurde auf Zwischenablagen bzw. Orientierstationen verzichtet. Ist eine Lageveränderung des Teiles erforderlich, wird dieses direkt von dem Gelenkarm-Transportsystem ausgeführt. Zu diesem Zweck dient ein Antrieb 40 der über Antriebselemente mit der Quertraverse 30 verbunden ist. Die Funktionsabläufe sind vergleichbar wie bereits unter Figur 1 beschrieben.
- Figur 3a und Figur 3b zeigen einen Gelenkarm vergrößert in der Vorderansicht. Zur Vereinfachung und besseren Klarstellung wurde die Darstellung so gewählt, dass in Figur 3a die Antriebskette für den Schwenkarm und in Figur 3b der Antrieb für das Verschwenken der Quertraverse 30 erläutert werden kann. Zusätzlich wird zum Verständnis der Funktion auf Figur 4 verwiesen.
- Zu sehen sind die vertikalen Führungsschienen 22 und der in Führungen 24 bewegbare Schlitten 23 der den Schwenkarm trägt. Die vertikale Bewegung bewirkt der ortsfeste Hubmotor 26 der das Zahnrad 27 antreibt, welches in Wirkverbindung mit der Zahnstange 28 steht. Zum Schwenken des Gelenkarmes dient gemäß Figur 3a der Antriebsmotor 25, der Zahnrad 41 antreibt. Das Zahnrad 41 treibt Zahnrad 42 an, welches fest mit dem ersten Schwenkarmteil 43 verbunden ist. Diese Verbindung bewirkt die Schwenkbewegung des ersten Schwenkarmteils 43 um die Drehachse 69. Ein weiterer Antriebsstrang dient zur Weiterleitung der Schwenkbewegung, vom ersten Schwenkarmteil 43, an den zweiten Schwenkarmteil 44. Zu diesem Zweck befindet sich ein erstes Zahnrad 45 im ersten Schwenkarmteil 43. Dieses Zahnrad 45 ist fest mit dem Schlitten 23 verbunden. In das Zahnrad 45 greift das Zahnrad 46 und in dieses das Zahnrad 47 ein. Das Zahnrad 47 ist fest mit dem zweiten Schwenkarmteil 44 verbunden. Wird durch den Antriebsmotor 25 über Zahnräder 41, 42 die Schwenkbewegung des ersten Schwenkarmteils 43 eingeleitet, so erzeugt diese eine sich abwälzende Drehbewegung der Zahnräder 46, 47 und durch die feste Verbindung mit Zahnrad 47 die entsprechende Schwenkung des zweiten Schwenkarmteils 44 um die Drehachse 70.
- Die Größe der Schwenkbewegung bzw. der Schwenkwinkel 48 ist stufenlos über den Antrieb 25 regelbar, der z. B. als geregelter Servomotor ausgeführt ist. Gut erkennbar ist, dass je größer der Schwenkwinkel 48 gewählt wird, um so mehr nähert sich das Gelenkarmsystem 43, 44 der horizontalen Strecklage und um so geringer ist der erforderliche Freiraum zum Einlegen oder Austragen der Teile. Eine verzerrungsfreie Horizontalbewegung wird erreicht, wenn bezogen auf die Dreh- bzw. Lagerachsen 69, 70, 62 die beiden Schwenkarmteile 43, 44 in gleicher Länge ausgeführt werden.
- Ist als weitere Bewegung eine Lageveränderung der Teile während dem Transportschritt erforderlich, so kann dieses gemäß Figur 3b erfolgen. Zu diesem Zweck treibt der auf Schlitten 23 gelagerte Schwenkantrieb 40 das Zahnrad 49 an. Über Zwischenrad 50 wird die Drehbewegung auf Zahnrad 51 übertragen. Über eine gemeinsame Welle 52 ist Zahnrad 51 mit Zahnrad 53 verbunden. Zahnrad 53 treibt die im ersten Schwenkarmteil 43 gelagerte Räderkette 54 - 57 an. Zahnrad 57 ist über eine Hohlwelle 58 mit Zahnriemenscheibe 59 fest verbunden und treibt dieses an. Zahnriemenscheibe 59 treibt über Zahnriemen 60 Zahnriemenscheibe 61 an. Zahnriemenscheibe 61 bildet mit der Aufnahme- und Lagereinheit der Quertraverse 30 eine Einheit und bewirkt eine Schwenkbewegung um die Schwenkachse 62. Da auch der Schwenkantrieb 40 ein geregelter Servomotor sein kann, ist eine definierte Lageveränderung der Teile gewährleistet.
- Die Aufnahme- und Lagereinheit für die Quertraverse 30 ist beispielhaft als Kardangelenk 63 ausgeführt, wodurch auch eine horizontale und vertikale Schrägstellung der Quertraverse 30 ermöglicht wird. Elemente zum automatischen Wechsel der Quertraverse 30 bei einem Werkzeugwechsel sind vorgesehen und mit 64 bezeichnet.
- Die in den Figuren 3a und 3b beschriebenen Antriebsketten sind aus der Schnittdarstellung von Figur 4 gemeinsam zu ersehen. Neben anderen konstruktiven Details ist insbesondere die für das Schwenken vom ersten Schwenkarmteil 43 erforderliche feste Verbindung von Zahnrad 45, mit Schlitten 23 und ebenso die feste Verbindung von Zahnrad 47 mit dem zweiten Schwenkarmteil 44 zu ersehen. Da der Öffnungswinkel zwischen den Schwenkarmteilen 43, 44 doppelt so groß ist wie der Schwenkwinkel 48, beträgt auch das Übersetzungsverhältnis von Zahnrad 45 zu Zahnrad 47 entsprechend 2:1. Die in der Figur 4 dunkler schraffierte Antriebskette dient der Verschwenkung der Quertraverse 30 um die Schwenkachse 62.
- Eine Ausführung ohne Verschwenkung der Quertraverse 30 zeigt Figur 5 und 6. Die Funktionsbeschreibung der vertikalen Hubbewegung und der Getriebeanordnung im Schlitten 23 und erstem Schwenkarm 43 ist den vorherigen Figuren zu entnehmen. Auch die Verbindung vom ersten Schwenkarmteil 43 mit dem zweiten Schwenkarmteil 44 über Zahnrad 47 und die bewegliche Lagerung der Arme ist baugleich mit der bereits beschriebenen Ausführung. Neu ist die feste Verbindung von Zahnriemenscheibe 66 mit dem ersten Schwenkarmteil 43. Die Zahnriementriebe 66, 67, 68 dienen jetzt zur Stabilisierung und lagegerechten Halterung der Quertraverse 30. Wichtig ist dabei, dass bei der gewählten Anordnung und Geometrie die Riemenscheibe und damit die Übersetzung im Verhältnis 2:1 gewählt werden, d.h. die Riemenscheibe 68 hat den zweifachen Durchmesser der Riemenscheibe 66. Bei gleicher Länge der Schwenkarmteile 43, 44 ist somit wieder eine einwandfreie Horizontalbewegung, von Quertraverse 30 und Teilehaltemittel 31, gewährleistet.
- Die Erfindung ist nicht auf die beschriebenen und dargestellten Ausführungsbeispiele beschränkt. Sie umfaßt auch alle fachmännischen Ausgestaltungen im Rahmen des geltenden Anspruches 1. Möglich ist beispielsweise, die horizontale Transportbewegung in eine schräge bzw. diagonale Bewegung zu ändern. Zu diesem Zweck wird das mit dem Schlitten 23 fest verbundene Zahnrad 45, über ein weiteres Zahnrad mit Antrieb, derart angetrieben, dass eine vertikale Bewegung die Horizontalbewegung überlagert.
- 1
- Pressenstraße
- 2
- Presse
- 3
- Presse
- 4
- Pressenstößel
- 5
- Pressenstößel
- 6
- Oberwerkzeug
- 7
- Oberwerkzeug
- 8
- Unterwerkzeug
- 9
- Unterwerkzeug
- 10
- Schiebetisch
- 11
- Schiebetisch
- 12
- Orientierstation
- 13
- Orientierstation
- 14
- Pressenständer
- 15
- Pressenständer
- 16
- Pressenständer
- 17
- Pressenständer
- 18
- Gelenkarm-Transportsystem
- 19
- Gelenkarm-Transportsystem
- 20
- Gelenkarm-Transportsystem
- 21
- Gelenkarm-Transportsystem
- 22
- Vertikale Führungsschienen
- 23
- Schlitten
- 24
- Führungen
- 25
- Antriebsmotor
- 26
- Hubmotor
- 27
- Zahnrad
- 28
- Zahnstange
- 29
- Transportrichtung
- 30
- Quertraverse
- 31
- Teilehaltemittel
- 32
- Platine
- 33
- Platinenstapel
- 34
- Teil
- 35
- Teil
- 36
- Teil
- 37
- Fahrkurve Teiletransport
- 38
- Fahrkurve-Parkposition
- 39
- Großteil-Transferpresse
- 40
- Antrieb schwenken
- 41
- Zahnrad
- 42
- Zahnrad
- 43
- Erster Schwenkarmteil
- 44
- Zweiter Schwenkarmteil
- 45
- Zahnrad
- 46
- Zahnrad
- 47
- Zahnrad
- 48
- Schwenkwinkel
- 49
- Zahnrad
- 50
- Zwischenrad
- 51
- Zahnrad
- 52
- Welle
- 53
- Zahnrad
- 54
- Zahnrad
- 55
- Zahnrad
- 56
- Zahnrad
- 57
- Zahnrad
- 58
- Hohlwelle
- 59
- Zahnriemenscheibe
- 60
- Zahnriemen
- 61
- Zahnriemenscheibe
- 62
- Schwenkachse
- 63
- Kardangelenk
- 64
- Wechseleinrichtung
- 65
- Lagerung
- 66
- Zahnriemenscheibe
- 67
- Zahnriemen
- 68
- Zahnriemenscheibe
- 69
- Drehachse
- 70
- Drehachse
Claims (10)
- Einrichtung zum transportieren von Werkstücken in einer Presse, Pressenstraße, Grossteil-Stufenpresse, einem Simulator oder dergleichen, wobei einer Bearbeitungsstation wenigstens eine, das Werkstück transportierende unabhängige Transporteinrichtung (18-21) zur Durchführung einer Transportbewegung in Werkstücktransportrichtung zugeordnet ist, dadurch gekennzeichnet, dass jeweils paarweise und spiegelbildlich gegenüberliegende Transporteinrichtungen (18-21) als Gelenkarm-Transportsysteme ausgebildet sind, die jeweils einen Schwenkarm umfassen, welcher wenigstens aus zwei drehbeweglich, über eine Lagerung (65) drehbar gelagerten Schwenkarmteilen (43,44) besteht, mit an einem Ende des äußeren beweglichen Schwenkarmteils (44) angeordneten Aufnahme- und Haltemittel (64) für eine Quertraverse (30) mit Teilehaltemittel (31), die die beiden Transporteinrichtungen (18-21) miteinander zur Durchführung einer zweiachsigen Transportbewegung verbindet, wobei ein Antriebsmotor (25) auf Bewegungsübertragungsmittel (41,42) für den jeweiligen Schwenkarm derart einwirkt, dass ein Schwenkwinkel (48) des Schwenkarms in seiner Größe regelbar ist und wobei der Schwenkarm an einem Schlitten (23) drehbeweglich gelagert ist.
- Einrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der Schlitten (23) in Linearführungen (22, 24) gelagert und durch einen ortsfesten Hubmotor (26) über Bewegungsübertragungsmittel (27, 28) vertikal verfahrbar ist.
- Einrichtung nach Anspruch 1 und 2, dadurch gekennzeichnet, dass der erste Schwenkarmteil (43) an dem Schlitten (23) drehbeweglich gelagert ist.
- Einrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass bezogen auf ihre Drehachsen (69, 70, 62) die Abstandsmaße des ersten Schwenkarmteil (43) und des zweiten Schwenkarmteil (44) gleich sind.
- Einrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine fest mit dem ersten Schwenkarmteil (43) verbundene Zahnriemenscheibe (66) im zweiten Schwenkarmteil (44) angeordnet ist und über Zahnriemen (67) und Zahnscheibe (68) mit der Wechseleinrichtung (64) der Quertraverse (30) verbunden ist.
- Einrichtung nach Anspruch 5, dadurch gekennzeichnet, dass das übersetzungsverhältnis von Zahnriemenscheibe (68) zu Zahnriemenscheibe (66) 2 zu 1 beträgt.
- Einrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass Zahnrad (45) mit Schlitten (23) fest verbunden ist.
- Einrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein erster Schwenkarmteil (43) in Verbindung mit Bewegungsübertragungsmittel (45, 46, 47) das Schwenken des zweiten Schwenkarmteils (44) um Drehachse (70) bewirkt und das Übersetzungsverhältnis zwischen Zahnrad (45) und Zahnrad (47) 2 zu 1 beträgt.
- Einrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass Quertraverse (30) über Wechseleinrichtung (64) mit Kardangelenk (63) verbunden ist.
- Einrichtung nach Anspruch 1 und 2, dadurch gekennzeichnet, dass über ein an dem Schlitten (23) befestigter Schwenkmotor (40) und Bewegungsübertragungsmittel (49, 50, 51, 53, 54, 55, 56, 57, 59, 60, 61) die Quertraverse (30) um die Schwenkachse (62) schwenkbar ist und der Schwenkwinkel durch Regelung des Schwenkantriebes (40) wählbar ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10042991 | 2000-09-01 | ||
| DE10042991A DE10042991A1 (de) | 2000-09-01 | 2000-09-01 | Gelenkarm-Transportsystem |
| PCT/DE2001/003083 WO2002018073A2 (de) | 2000-09-01 | 2001-08-10 | Gelenkarm-transportsystem |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1313575A2 EP1313575A2 (de) | 2003-05-28 |
| EP1313575B1 true EP1313575B1 (de) | 2005-09-21 |
Family
ID=7654554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01964901A Expired - Lifetime EP1313575B1 (de) | 2000-09-01 | 2001-08-10 | Gelenkarm-transportsystem |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6712198B2 (de) |
| EP (1) | EP1313575B1 (de) |
| AT (1) | ATE304906T1 (de) |
| BR (1) | BR0107159A (de) |
| CA (1) | CA2389291C (de) |
| DE (2) | DE10042991A1 (de) |
| ES (1) | ES2249469T3 (de) |
| MX (1) | MXPA02004312A (de) |
| WO (1) | WO2002018073A2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110180932A (zh) * | 2019-06-04 | 2019-08-30 | 张小赛 | 冲压机及用于该冲压机的机器人 |
| DE102020112613B3 (de) | 2020-05-11 | 2021-08-19 | Aida Europe Gmbh | Transfersystem für Pressen und Pressenanordnung |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3895538B2 (ja) * | 2000-11-24 | 2007-03-22 | 本田技研工業株式会社 | 縁曲げ加工装置 |
| DE10140182A1 (de) * | 2001-08-22 | 2003-04-10 | Volkswagen Ag | Zufuhreinrichtung für eine Presse |
| JP3865703B2 (ja) * | 2002-10-25 | 2007-01-10 | ファナック株式会社 | 物品搬送システム及び搬送方法 |
| DE10328447B4 (de) | 2003-06-25 | 2006-06-08 | Schuler Pressen Gmbh & Co. Kg | Transferpresse mit verbesserter Raumausnutzung |
| DE10351670A1 (de) * | 2003-11-05 | 2005-06-30 | Kuka Roboter Gmbh | Verfahren und Vorrichtung zum Steuern von Robotern |
| DE102004013825B4 (de) * | 2003-11-13 | 2011-01-20 | Müller Weingarten AG | Gelenkarmtransportvorrichtung |
| DE10352982B4 (de) * | 2003-11-13 | 2007-06-21 | Müller Weingarten AG | Gelenkarmtransportvorrichtung |
| JP4483306B2 (ja) * | 2004-01-16 | 2010-06-16 | トヨタ自動車株式会社 | タンデムプレス装置 |
| US7316149B2 (en) * | 2004-01-30 | 2008-01-08 | Komatsu Ltd. | Inter-pressing-machine work transfer device |
| DE102004004899B4 (de) * | 2004-01-30 | 2009-04-30 | Müller Weingarten AG | Tandem-Transfervorrichtung zum Transportieren von Werkstücken in einer Pressenstraße |
| DE102004018059B4 (de) * | 2004-04-08 | 2008-01-24 | Schuler Pressen Gmbh & Co. Kg | Transfereinrichtung und Transferverfahren |
| WO2006032254A1 (de) * | 2004-09-22 | 2006-03-30 | Müller Weingarten AG | Transportvorrichtung |
| WO2006045205A1 (en) * | 2004-10-26 | 2006-05-04 | Güdel Group AG | Transfert system for transporting work pieces in a press |
| DE102006003522A1 (de) * | 2006-01-24 | 2007-08-02 | Müller Weingarten AG | Transfersystem mit Wendevorrichtung |
| DE102006021876B4 (de) * | 2006-05-11 | 2018-05-30 | Ford Global Technologies, Llc | Bördelvorrichtung |
| JP2009119580A (ja) * | 2007-11-16 | 2009-06-04 | Aida Eng Ltd | 搬送装置および大型搬送装置 |
| CN101745908B (zh) * | 2008-12-18 | 2013-01-16 | 珠海格力电器股份有限公司 | 一种机械手及使用该机械手的钣材冲压加工设备 |
| DE202009015682U1 (de) * | 2009-12-01 | 2011-04-14 | Kuka Systems Gmbh | Transporteinrichtung |
| US20110248738A1 (en) * | 2010-04-12 | 2011-10-13 | Sze Chak Tong | Testing apparatus for electronic devices |
| IT1402328B1 (it) * | 2010-10-15 | 2013-08-30 | I P S S R L Internat Project Services | "dispositivo di formazione di pacchi di sacchi in plastica" |
| EP2444174B1 (de) * | 2010-10-22 | 2013-11-27 | TRUMPF Corporation | Maschinelle Anordnung zum Bearbeiten von Werkstücken, insbesondere von Blechen, sowie Verfahren zum Entladen von Werkstücken an einer derartigen maschinellen Anordnung |
| JP5476507B2 (ja) * | 2011-03-30 | 2014-04-23 | スキューズ株式会社 | スコットラッセル機構式装置 |
| CN102632123B (zh) * | 2012-03-29 | 2015-06-03 | 浙江凌宇机械制造有限公司 | 一种刹车盘自动生产线 |
| KR101212195B1 (ko) * | 2012-07-19 | 2012-12-13 | 미원정밀공업(주) | 탠덤 프레스 라인용 더블 로봇라인을 이용한 프레스 성형품 자동 제조시스템 |
| CN104802022B (zh) * | 2014-01-23 | 2017-02-08 | 温州神一微型轴有限公司 | 一种轴料平头机自动上下料装置 |
| DE102014102522B3 (de) * | 2014-02-26 | 2015-07-09 | Schuler Pressen Gmbh | Transport- und Orientierungssystem zum Transportieren und Orientieren von Werkstücken |
| CN106180453A (zh) * | 2015-04-29 | 2016-12-07 | 长城汽车股份有限公司 | 物料传递机械手和板件冲压生产线 |
| JP2020518981A (ja) * | 2017-05-03 | 2020-06-25 | コミッサリア ア レネルジー アトミーク エ オ ゼネルジ ザルタナテイヴ | 燃料電池膜を組み立てるための設備 |
| CN109590406A (zh) * | 2018-12-17 | 2019-04-09 | 保定市屹马汽车配件制造有限公司 | 一种座盆冲压件生产自动化工作站 |
| US11584025B2 (en) | 2019-01-18 | 2023-02-21 | Norgren Automation Solutions, Llc | Method and apparatus for automated transforming tooling systems |
| US11760573B2 (en) * | 2021-02-03 | 2023-09-19 | Everseen Limited | Bidirectional unilinear multi-carrier repository interface system |
| CN115959469B (zh) * | 2022-12-27 | 2025-08-01 | 中电鹏程智能装备有限公司 | 一种使用柔性夹爪的pcba分拣机 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4056198A (en) * | 1976-03-29 | 1977-11-01 | Danly Machine Corporation | Transfer and turnover mechanism for use with power press or the like |
| JPS54159964A (en) * | 1978-06-06 | 1979-12-18 | Shiroyama Kogyo Kk | Articulated arm type manipulator |
| JPS5656395A (en) * | 1979-10-12 | 1981-05-18 | Hitachi Ltd | Industrial multiple joint type robot |
| JPS5727686A (en) * | 1980-07-21 | 1982-02-15 | Hitachi Ltd | Industrial articular robot |
| US4548544A (en) * | 1982-12-30 | 1985-10-22 | Prince Corporation | Robot apparatus particularly adapted for removing and handling die cast parts |
| US5222409A (en) * | 1991-09-25 | 1993-06-29 | Dalakian Sergei V | Industrial robot arms |
| US5423648A (en) | 1992-01-21 | 1995-06-13 | Fanuc Robotics North America, Inc. | Method and system for quickly and efficiently transferring a workpiece from a first station to a second station |
| DE4408449A1 (de) | 1994-03-12 | 1995-09-14 | Mueller Weingarten Maschf | Transportsystem |
| US5842370A (en) | 1996-12-19 | 1998-12-01 | Schuler Pressen Gmbh & Co. | Transfer device and multistation presses |
| US6715981B1 (en) * | 1999-03-17 | 2004-04-06 | Müller Weingarten AG | Transport system |
-
2000
- 2000-09-01 DE DE10042991A patent/DE10042991A1/de not_active Withdrawn
-
2001
- 2001-08-10 DE DE50107515T patent/DE50107515D1/de not_active Expired - Lifetime
- 2001-08-10 AT AT01964901T patent/ATE304906T1/de not_active IP Right Cessation
- 2001-08-10 ES ES01964901T patent/ES2249469T3/es not_active Expired - Lifetime
- 2001-08-10 MX MXPA02004312A patent/MXPA02004312A/es active IP Right Grant
- 2001-08-10 CA CA002389291A patent/CA2389291C/en not_active Expired - Fee Related
- 2001-08-10 WO PCT/DE2001/003083 patent/WO2002018073A2/de not_active Ceased
- 2001-08-10 BR BR0107159-9A patent/BR0107159A/pt not_active IP Right Cessation
- 2001-08-10 EP EP01964901A patent/EP1313575B1/de not_active Expired - Lifetime
- 2001-08-10 US US10/129,011 patent/US6712198B2/en not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110180932A (zh) * | 2019-06-04 | 2019-08-30 | 张小赛 | 冲压机及用于该冲压机的机器人 |
| CN110180932B (zh) * | 2019-06-04 | 2020-10-30 | 常州市思企智能科技有限公司 | 一种配合冲压机使用的机器人 |
| DE102020112613B3 (de) | 2020-05-11 | 2021-08-19 | Aida Europe Gmbh | Transfersystem für Pressen und Pressenanordnung |
| WO2021228326A1 (de) | 2020-05-11 | 2021-11-18 | Aida Europe Gmbh | Transfersystem für pressen und pressenanordnung |
| US11826813B2 (en) | 2020-05-11 | 2023-11-28 | Aida Europe Gmbh | Transfer system for presses and press assembly |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50107515D1 (de) | 2006-02-02 |
| WO2002018073A3 (de) | 2002-07-18 |
| DE10042991A1 (de) | 2002-03-21 |
| US20020192058A1 (en) | 2002-12-19 |
| US6712198B2 (en) | 2004-03-30 |
| BR0107159A (pt) | 2002-06-18 |
| WO2002018073A2 (de) | 2002-03-07 |
| ATE304906T1 (de) | 2005-10-15 |
| ES2249469T3 (es) | 2006-04-01 |
| EP1313575A2 (de) | 2003-05-28 |
| CA2389291A1 (en) | 2002-03-07 |
| MXPA02004312A (es) | 2003-09-22 |
| CA2389291C (en) | 2008-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1313575B1 (de) | Gelenkarm-transportsystem | |
| EP0672480B1 (de) | Transportsystem | |
| EP1161317B1 (de) | Transportsystem | |
| EP0850709B1 (de) | Transfereinrichtung und Mehrstationenpresse | |
| EP0671228B1 (de) | Transporteinrichtung für Werkstücke in einer Presse | |
| EP0693334A1 (de) | Transportsystem | |
| EP2776184B1 (de) | Antriebseinrichtung für einen mehrachsigen transport von werkstücken durch aufeinander folgende bearbeitungsstationen einer bearbeitungsmaschine | |
| DE102004006085B4 (de) | Transportvorrichtung für Werkstücke durch Pressenanlagen | |
| DE19628556A1 (de) | Vorrichtung zur Entnahme und Zuführung von Formteilen | |
| EP1682289B1 (de) | Gelenkarmtransportvorrichtung | |
| EP0850710A1 (de) | Flexibler Mehrachstransfer | |
| EP0621093B1 (de) | Pressenstrasse oder Grossteil-Stufenpresse mit einer Transporteinrichtung zum Transportieren von Werkstücken | |
| EP1123761B1 (de) | Horizontales Transportsystem | |
| EP1000681B1 (de) | Transfereinrichtung mit kombiniertem Antrieb | |
| EP2283981B1 (de) | Handhabungseinrichtung zum Bewegen von Gütern | |
| DE102004051977B4 (de) | Vorrichtung zum Transport und zur Lageveränderung von Werkstücken | |
| EP1000680B1 (de) | Modulare Transfereinrichtung mit Schwenk- und Linearantrieben | |
| EP0507098A1 (de) | Transporteinrichtung zum Transportieren von grossflächigen Teilen in einer Stufenpresse | |
| EP0502233B1 (de) | Transportautomat, insbesondere zum Transportieren von Werkstücken zwischen Pressen | |
| EP0847818B1 (de) | Transferpresse | |
| DE19645793A1 (de) | Transfereinrichtung zum Transport von Werkstücken durch eine Stufenpresse, Transferpressenlinie o. dgl. Pressenanlage | |
| DE10348643B3 (de) | Einrichtung zum Transport von Werkstücken | |
| DE102004013825A1 (de) | Gelenkarmtransportvorrichtung | |
| EP0782900A1 (de) | Werkzeugmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20020418 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| 17Q | First examination report despatched |
Effective date: 20040921 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MUELLER WEINGARTEN AG |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050921 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050921 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050921 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050921 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50107515 Country of ref document: DE Date of ref document: 20051027 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051221 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051221 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: AMMANN PATENTANWAELTE AG BERN |
|
| REF | Corresponds to: |
Ref document number: 50107515 Country of ref document: DE Date of ref document: 20060202 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060221 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2249469 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060810 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060810 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050921 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20100901 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100823 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20100823 Year of fee payment: 10 |
|
| BERE | Be: lapsed |
Owner name: *MULLER WEINGARTEN A.G. Effective date: 20110831 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110810 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110810 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20130822 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140811 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160802 Year of fee payment: 16 Ref country code: IT Payment date: 20160823 Year of fee payment: 16 Ref country code: CH Payment date: 20160824 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20160829 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50107515 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170810 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20181025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170811 |