EP1299201B1 - Fermeture a tiroir pour la coulee de bain de fusion - Google Patents
Fermeture a tiroir pour la coulee de bain de fusion Download PDFInfo
- Publication number
- EP1299201B1 EP1299201B1 EP01957934A EP01957934A EP1299201B1 EP 1299201 B1 EP1299201 B1 EP 1299201B1 EP 01957934 A EP01957934 A EP 01957934A EP 01957934 A EP01957934 A EP 01957934A EP 1299201 B1 EP1299201 B1 EP 1299201B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- closure
- sliding
- sliding plate
- casting
- housing frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/04—Low pressure casting, i.e. making use of pressures up to a few bars to fill the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/40—Means for pressing the plates together
Definitions
- the invention relates to a slide closure for casting of molten metal, with at least one stationary one Closure part on a mold or the like, as well as with this movable slide plate, as well an associated refractory plate unit.
- the present invention has the object based on creating a slide closure, which is designed so that with him a reliable and economical operation of a die casting device or the like in total and here the slide plate or closure parts a long Durability should have.
- an on the Mold or the like attachable housing frame provided in which a detachable housing part is fixed, on which the spring organs held and the stationary Locking part and the slide plate are receivable.
- the refractory Slide plate and the at least one closure part as Main component graphite, al-titanate or zirconium on.
- Figures 1 to 3 show a slide closure 20, the for opening and closing a passage opening 13, 14th serves.
- the slider closure 20 has an upper and a lower stationary closure part 21, 22 and an intermediate this movable slide plate 24, wherein this parts in contact with the melt from one refractory material are made.
- Andeutungjan is of a Druckgiess driven, which preferably for the rising pour one Alloy alloy is used, the upper end riser 11, 12 seen from a casting furnace through which the Melt up in a partially shown mold 15 is brought, this ever a through hole 13, 14th is provided, wherein between the riser 11, 12 and the mold 15, the slide closure 20 with the closure part 21 and the slide plate 24 is arranged.
- the slide plate 24 is by means of spring organs 25 to the upper stationary closure member 21 or by other means to the lower closure member 22 pressed.
- the upper closure part 21 and the below this sliding slide plate 24 are of the spring organs 25 pressed together and assigned to the mold 15, Meanwhile, the lower closure member 22 the riser 11, 12 is assigned.
- the slide plate 24 is at Placing the mold 15 on the casting furnace close to the upper sliding surface 22 'of the closure part 22 is pressed, the means for this pressing by its own weight the mold 15 and / or by an additional not shown in more detail can be provided Verspannstoff.
- This bracing means may for example be a docking mechanism be by means of which the mold on the stove is positioned and tightened.
- the lower closure part 22 has one to the top 16 'of the riser protruding collar 22 "on, the Such a height and width, that the spring organs 25 with rocker arms 26 engage under the slide plate 24 on both sides can.
- the slide plate could 24 on its underside a corresponding collar exhibit.
- Housing frame 32 is provided in which a detachable Housing part 35 is fixed, on which the spring elements 25 held and the stationary closure part 21 and the slide plate 24 are receivable.
- the housing frame 32 and the detachable housing part 35th have mutually corresponding guide surfaces on both sides 33, 34, wherein the one guide surface of the housing frame 32 so approximately in their longitudinal extent is slidably held, that the housing part 35 in it tensioned or can be solved by the same.
- the guide surface 33 of the housing frame 32 protruding from a on a guide rod 36 Wedge 33 'formed.
- This guide rod 36 is in the housing frame 32 held longitudinally displaceable and can of outside the frame 32 in a housing part 35 spanning Item 36.2, as shown, or in a dissolved position 36.1 are pushed, in which the Housing part 35 of the frame 32 in particular for a Change of plates 21, 24 can be taken out, Meanwhile, the frame 32 on the mold or the like remains.
- the guide surfaces 33 of the wedge 33 'and the Housing part 35 are to the direction of displacement of the wedge 33 'arranged at an angle of several degrees, so that in position 36.2 a non-releasing wedge bracing arises.
- the riser has a refractory pouring tube 11 and a this holding metal tube 12 with an upper flange 12 ', which is mounted on a bellows 17.
- This advantageous made of a sheet metal bellows 17 is provided with such rigidity that with the lower Closure part 22 a limited floating storage is formed, so that a whole-area concern when Pressing the slide plate 24 against this closure member 22 and thus an optimal seal between the two is guaranteed.
- the spring members 25 have - as in Fig.2 it can be seen - on both sides of the plate 24 each one Rocker arm 26, each articulated on tabs 28 and from spring elements 29 on the plate 24 facing away Side is applied, such that the front Ends of the rocker arm 26, the slide plate up against push the closure member 21, which in a housing frame 32 is held.
- the housing frame 32 is in turn attached to the bottom of the mold 15. Further is still one with the slide plate frontally coupled Drive rod 33 indicated that not one listened closer shown drive member.
- This pressure casting device is characterized by that the successively to be filled with melt molds easily and quickly positioned on the casting furnace, filled and replaced by a next mold can.
- the housing frame 32 is with its underside 32 'preferably on the side facing away from the drive member above the lower sliding surface 24 'of the slide plate 24 arranged. This allows the mold 15 together with the slide fastener attached to its underside 20 in the longitudinal direction of the slide plate 24 in the way that the collar 22 "of the belonging to the casting furnace closure member 22 between the Rocker arm 26 comes to rest and the mold 15 after Reaching the casting position on this closure part 22 can be lowered.
- FIG. 4 shows a variant of a pressure casting device, which in itself the same as that of Fig.1 constructed is therefore referred to the above explanations.
- the lower one stationary closure member 42 not the riser 41, but associated with the mold. Accordingly are the upper and lower closure members 21, 42 as well the slide plate 24 of rocker arms 46 of the spring members 45th braced against each other in the frame 32.
- This lower one Locking part 42 arrives when the casting mold is introduced the projecting collar 41 'of the riser 41 to lie. This offers the advantage that there is no shift between these two takes place and that between the slide plate 24 and the upper and the lower closure part 21, 42 a defined clamping force is present.
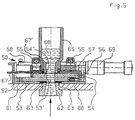
- FIG. 5 shows a slide closure 50 which is in the Difference from that of Figure 1 not on the mold 65, but on the suggestively shown casting furnace 61 is attached.
- the simplified illustrated mold 65 is accordingly at the remaining on the mold Slide lock 50 attached and released again.
- the slider closure 50 has a the casting furnace 61 mounted housing frame 52 in which a lower stationary refractory closure part 63 frontally of a clamping screw 66 or the like is fixed.
- the sliding above the closure part 63 arranged slide plate 54 is in a slide frame 56 held in turn by one of a drive member 69 adjustable slide 57 is taken.
- This Slider 57 is guided on slide rails 58, the top of Case frame 52 are attached.
- the slide plate 54 and the adjacent thereto Locking part 53, which form the closing surface are each provided with such passage openings 53 ', 54', that they are starting from the closing surface in diameter are extended upwards or downwards. This can be the in the passage opening 54 'of the slide plate 54th solidified melt when removing the mold 65 easily be taken out.
- a refractory Plate unit provided, which consists of at least one stätiondid Closure part 21, 22, 42, 53 and a slide plate 24, 54 exists in which the following material combinations used in the production:
- the invention is with the embodiments explained above sufficiently demonstrated.
- the construction of the casting furnace with the riser can of course other than look like this.
- the riser could even an upper plane end face and thus the Make a closure part on which the slide plate would be slidably arranged.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Continuous Casting (AREA)
- Forging (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Sliding Valves (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Claims (12)
- Fermeture coulissante pour coulée de métal fondu, destinée à une installation de coulée sous pression, qui présente au moins une pièce fixe de fermeture (21, 42, 53) qui peut être reliée à un moule de coulée (15) ou similaire de l'installation de coulée sous pression et qui présente une plaque coulissante (24, 54) qui peut être déplacée par rapport à la pièce fixe de fermeture (21, 42, 53) et être raccordée à une colonne montante (11, 12, 62) du four de coulée (61) de l'installation de coulée sous pression, la plaque coulissante (24, 54) et la ou les pièces fixes de fermeture présentes étant serrées l'une contre l'autre au moyen d'organes élastiques (25, 45, 55) ou par d'autres moyens, caractérisée en ce que, quand ils sont montés prêts à l'emploi sur l'installation de coulée sous pression, les organes élastiques (25, 45, 55) prévus pour serrer la ou les pièces fixes de fermeture (21, 42, 53) présentes contre la plaque coulissante sont agencés sur la fermeture coulissante entre le moule de coulée et la colonne montante (11, 12, 62) du four de coulée (61).
- Fermeture coulissante selon la revendication 1, caractérisée en ce qu'est prévu un cadre de boítier (32) qui peut être fixé sur le moule de coulée (15) ou similaire, dans lequel est fixée une pièce (35) libérable de boítier, sur lequel sont maintenus les organes élastiques (25) et dans lequel la pièce fixe de fermeture (21) ainsi que la plaque coulissante (24) peuvent être logées.
- Fermeture coulissante selon la revendication 2, caractérisée en ce que le cadre de boítier (32) et la pièce de boítier (35) maintenue dans celui-ci de façon libérable présentent des surfaces de guidage (33, 34) qui se correspondent des deux côtés, l'une des surfaces de guidage du cadre de boítier (32) étant maintenue de manière à pouvoir coulisser sensiblement en longueur de telle sorte que la pièce de boítier (35) puisse y être serrée ou en être libérée.
- Fermeture coulissante selon la revendication 3, caractérisée en ce que la surface de guidage du cadre de boítier (32) est formée sur une clavette (33') qui fait saillie sur une tige de guidage (36), la tige de guidage (36) pouvant coulisser en longueur avec la clavette (33') dans le cadre de boítier (32) dans une position (36.2) de serrage de la pièce de boítier (35) ou dans une position (36.1) de libération de la pièce de boítier (35).
- Fermeture coulissante selon l'une des revendications précédentes, caractérisée en ce que la pièce inférieure de fermeture (22) présente un collet (22") qui est situé au-dessus du côté supérieur (16) d'un four de coulée ou similaire et qui présente une hauteur et une largeur telles que les organes élastiques (25) peuvent prendre la plaque coulissante (24) par le dessous et par les deux côtés avec leurs leviers basculants (26).
- Fermeture coulissante selon l'une des revendications précédentes, caractérisée en ce que le côté inférieur (32') du cadre de boítier (32) est agencé sur le côté qui n'est pas tourné vers l'organe d'entraínement de la plaque coulissante (24) et de préférence au-dessus de la surface inférieure de glissement (24') de la plaque coulissante (24).
- Fermeture coulissante selon l'une des revendications précédentes, caractérisée en ce que la partie supérieure de fermeture et la partie inférieure de fermeture (21, 42) ainsi que la plaque coulissante (24) sont serrées l'une contre l'autre par les organes élastiques (45) dans le cadre de boítier (32) fixé sur le moule de coulée (15).
- Fermeture coulissante selon la revendication 1, caractérisée en ce qu'est prévu un cadre de boítier (52) fixé sur le four de coulée (61) ou similaire, dans lequel est fixée une pièce inférieure, fixe et réfractaire de fermeture (63), tandis que la plaque coulissante (54) agencée à glissement au-dessus de la pièce de fermeture (63) est maintenue dans un cadre coulissant (56) qui, quant à lui, est entraíné par une coulisse (57), la plaque coulissante (54) étant maintenue contre la pièce de fermeture (63) par des organes élastiques (55) qui sont intégrés dans la coulisse (57).
- Fermeture coulissante selon l'une des revendications précédentes, caractérisée en ce qu'un conduit d'amenée (67) ou une rainure annulaire (67') pour un moyen de refroidissement qui entoure la bouche d'ouverture du moule de coulée (65) ou similaire sont agencés au-dessus de la plaque coulissante (54).
- Fermeture coulissante selon l'une des revendications précédentes, caractérisée en ce que la plaque coulissante (24, 54) et la ou les pièces contiguës de fermeture (21, 22, 42, 54) présentes ont du graphite, du titanate d'Al ou du zirconium comme composant principal.
- Fermeture coulissante selon la revendication 10, caractérisée en ce que la plaque coulissante (54) et la pièce de fermeture (53) qui lui est contiguë, qui forment la surface de fermeture, sont chacune munie d'ouvertures de passage (53', 54') telles que leur diamètre croít vers le haut ou vers le bas en partant de la surface de fermeture.
- Fermeture coulissante selon les revendications 10 ou 11, caractérisée en ce que la plaque coulissante (24, 54) a du graphite comme composant principal et la ou les pièces contiguës de fermeture (21, 22, 42, 54) présentes ont du graphite, du titanate d'aluminium ou du zirconium comme composant principal ou inversement.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI200130340T SI1299201T1 (en) | 2000-07-12 | 2001-07-07 | Sliding closure for casting molten metal |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10033904A DE10033904A1 (de) | 2000-07-12 | 2000-07-12 | Schieberverschluss zum Vergiessen von Metallschmelze, sowie eine dazugehörige feuerfeste Platteneinheit |
| DE10033904 | 2000-07-12 | ||
| PCT/EP2001/007822 WO2002004148A1 (fr) | 2000-07-12 | 2001-07-07 | Fermeture a tiroir pour la coulee de bain de fusion et unite de plaque connexe refractaire |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1299201A1 EP1299201A1 (fr) | 2003-04-09 |
| EP1299201B1 true EP1299201B1 (fr) | 2005-02-16 |
Family
ID=7648700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01957934A Expired - Lifetime EP1299201B1 (fr) | 2000-07-12 | 2001-07-07 | Fermeture a tiroir pour la coulee de bain de fusion |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US6978980B2 (fr) |
| EP (1) | EP1299201B1 (fr) |
| AT (1) | ATE289239T1 (fr) |
| AU (2) | AU2001279722B2 (fr) |
| BR (1) | BR0112412A (fr) |
| CA (1) | CA2414943A1 (fr) |
| DE (2) | DE10033904A1 (fr) |
| DK (1) | DK1299201T3 (fr) |
| ES (1) | ES2238465T3 (fr) |
| HU (1) | HU226153B1 (fr) |
| MX (1) | MXPA03000287A (fr) |
| PL (1) | PL198757B1 (fr) |
| SK (1) | SK286971B6 (fr) |
| WO (1) | WO2002004148A1 (fr) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10033902C1 (de) * | 2000-07-12 | 2001-11-22 | Vaw Ver Aluminium Werke Ag | Verfahren und Vorrichtung zum steigenden Giessen mit einem auf den Giesstisch aufgesetzten Schieberverschluss |
| DE10033903C1 (de) * | 2000-07-12 | 2001-11-29 | Vaw Ver Aluminium Werke Ag | Verfahren und Vorrichtung zum steigenden Giessen mit einer Giessform mit untenliegender Eingussöffnung mit einem Schieberverschluss |
| EP1631406B1 (fr) * | 2003-06-14 | 2007-04-11 | Stopinc Aktiengesellschaft | Poste de coulee, notamment pour la coulee du metal sous pression |
| DE102004043444B3 (de) * | 2004-09-06 | 2006-06-14 | Hydro Aluminium Alucast Gmbh | Verfahren und Vorrichtung zum Gießen von Metallschmelze |
| US7743790B2 (en) * | 2008-02-20 | 2010-06-29 | Varian, Inc. | Shutter and gate valve assemblies for vacuum systems |
| JP5309011B2 (ja) * | 2009-12-25 | 2013-10-09 | 品川リフラクトリーズ株式会社 | 自動面圧負荷スライドバルブ装置およびその面圧負荷方法 |
| AU2014245878B2 (en) * | 2013-03-27 | 2016-07-14 | Krosakiharima Corporation | Sliding nozzle device |
| CN108644399B (zh) * | 2013-09-29 | 2020-02-14 | 应用材料公司 | 可移除式隔离阀屏蔽插入组件 |
| CN105750527A (zh) * | 2016-04-19 | 2016-07-13 | 哈尔滨东安发动机(集团)有限公司 | 一种铸造用升液管的密封方法 |
| CN110790303A (zh) * | 2019-11-19 | 2020-02-14 | 武汉拓材科技有限公司 | 一种高纯氧化镓合成炉 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1293962B (de) * | 1961-10-23 | 1969-04-30 | Amsted Ind Inc | Platten-Schieber-Verschluss fuer die Giessform einer Niederdruck-Giessanlage |
| CH415972A (de) * | 1964-03-06 | 1966-06-30 | Alusuisse | Druckgiessverfahren und Einrichtung zur Durchführung des Verfahrens |
| US3435884A (en) * | 1966-06-01 | 1969-04-01 | United Eng Foundry Co | Gate positioning device for article-casting machine |
| US3627018A (en) * | 1969-09-23 | 1971-12-14 | Amsted Ind Inc | Method for producing castings in a permanent mold |
| US3905419A (en) * | 1970-09-29 | 1975-09-16 | Gravicast Patent Gmbh | Device for rise casting into a mold |
| US4063668A (en) * | 1971-06-07 | 1977-12-20 | United States Steel Corporation | Ladle gate valve |
| DE2646187A1 (de) * | 1976-10-13 | 1978-04-20 | Ture Arvid Bertland | Verfahren und vorrichtung zum giessen von metall |
| DE2918344A1 (de) * | 1979-05-07 | 1980-11-20 | Metacon Ag | Schieberverschluss fuer den abstichkanal eines metallurgischen ofens oder gefaesses |
| CH653933A5 (de) * | 1981-05-19 | 1986-01-31 | Stopinc Ag | Schiebeverschluss fuer schmelzegefaesse. |
| US4556157A (en) * | 1982-05-24 | 1985-12-03 | Flo-Con Systems, Inc. | Pressure fluid teeming valve and method |
| DE3322542A1 (de) * | 1983-06-23 | 1985-01-10 | Piel & Adey, 5650 Solingen | Verfahren und vorrichtung zum niederdruckgiessen von gegenstaenden aus metallen |
| DE3835687A1 (de) * | 1988-10-20 | 1990-04-26 | Cerafer Sarl | Schieberverschluss fuer metallurgische gefaesse |
| IT1234484B (it) * | 1989-02-15 | 1992-05-18 | Sirma Nuova | Otturatore a cassetto perfezionato a tre piastre, particolarmente per paniera. |
| US5044533A (en) * | 1990-10-01 | 1991-09-03 | Flo-Con Systems, Inc. | Clamp for bandless refractory and method |
| DE68911675T2 (de) * | 1989-06-02 | 1994-05-05 | Ilva Spa | Schieberverschluss für Giesspfannen und ähnliche Vorrichtungen. |
| DE4006064A1 (de) | 1990-02-26 | 1991-08-29 | Zimmermann & Jansen Gmbh | Verschlussvorrichtung fuer die boden-ausgussoeffnung einer giesspfanne |
| US5062553A (en) * | 1990-03-16 | 1991-11-05 | Flo-Con Systems, Inc. | Cantilever spring mount for sliding gate valve and method |
| DE69227770D1 (de) * | 1992-09-28 | 1999-01-14 | Vesuvius Italia Spa | Mit lateralen Torsionsstäbe ausgestatteter Schieberverschluss für metallurgische Gefässe |
| JPH06134557A (ja) * | 1992-10-23 | 1994-05-17 | Tokyo Yogyo Co Ltd | 溶融金属収容容器用スライディングノズル |
| US5350159A (en) * | 1993-02-18 | 1994-09-27 | Westinghouse Electric Corporation | On/off valve apparatus for use in conjunction with electromagnetic flow control device controlling the flow of liquid metal through an orifice |
| DE69332116T3 (de) * | 1993-04-19 | 2006-09-28 | Vesuvius France S.A. | Vorrichtung und Verfahren zum Gießen mit einer zementfreien Verbindung des Schiebeverschlusses mit dem metallurgischen Gefäß |
| US5518154A (en) * | 1994-11-17 | 1996-05-21 | Usx Corporation | Gate and pour tube assembly for use in throttling gate valve |
| GB9509013D0 (en) * | 1995-05-03 | 1995-06-21 | Flogates Ltd | Improved sliding gate valve |
| GB9509014D0 (en) * | 1995-05-03 | 1995-06-21 | Flogates Ltd | Improved sliding gate valve |
| BR9912141A (pt) * | 1998-07-26 | 2001-11-20 | Stopinc Ag | Válvula de comporta deslizante para umrecipiente contendo metal fundido |
-
2000
- 2000-07-12 DE DE10033904A patent/DE10033904A1/de not_active Withdrawn
-
2001
- 2001-07-07 PL PL359486A patent/PL198757B1/pl not_active IP Right Cessation
- 2001-07-07 WO PCT/EP2001/007822 patent/WO2002004148A1/fr active IP Right Grant
- 2001-07-07 HU HU0301547A patent/HU226153B1/hu not_active IP Right Cessation
- 2001-07-07 SK SK23-2003A patent/SK286971B6/sk not_active IP Right Cessation
- 2001-07-07 US US10/312,801 patent/US6978980B2/en not_active Expired - Fee Related
- 2001-07-07 EP EP01957934A patent/EP1299201B1/fr not_active Expired - Lifetime
- 2001-07-07 MX MXPA03000287A patent/MXPA03000287A/es active IP Right Grant
- 2001-07-07 BR BR0112412-9A patent/BR0112412A/pt not_active Application Discontinuation
- 2001-07-07 DK DK01957934T patent/DK1299201T3/da active
- 2001-07-07 AT AT01957934T patent/ATE289239T1/de not_active IP Right Cessation
- 2001-07-07 AU AU2001279722A patent/AU2001279722B2/en not_active Ceased
- 2001-07-07 AU AU7972201A patent/AU7972201A/xx active Pending
- 2001-07-07 CA CA002414943A patent/CA2414943A1/fr not_active Abandoned
- 2001-07-07 ES ES01957934T patent/ES2238465T3/es not_active Expired - Lifetime
- 2001-07-07 DE DE50105377T patent/DE50105377D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| PL359486A1 (en) | 2004-08-23 |
| US20040026467A1 (en) | 2004-02-12 |
| HUP0301547A2 (en) | 2003-08-28 |
| MXPA03000287A (es) | 2004-12-13 |
| DE50105377D1 (de) | 2005-03-24 |
| BR0112412A (pt) | 2003-05-27 |
| AU2001279722B2 (en) | 2005-04-21 |
| ATE289239T1 (de) | 2005-03-15 |
| US6978980B2 (en) | 2005-12-27 |
| EP1299201A1 (fr) | 2003-04-09 |
| HU226153B1 (en) | 2008-05-28 |
| ES2238465T3 (es) | 2005-09-01 |
| DK1299201T3 (da) | 2005-06-13 |
| SK286971B6 (sk) | 2009-08-06 |
| DE10033904A1 (de) | 2002-01-31 |
| AU7972201A (en) | 2002-01-21 |
| WO2002004148A1 (fr) | 2002-01-17 |
| CA2414943A1 (fr) | 2002-12-30 |
| SK232003A3 (en) | 2003-09-11 |
| PL198757B1 (pl) | 2008-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2545514C3 (de) | Gleitschiebervorrichtung für mit Bodenauslaßöffnungen versehene Gießgefäße | |
| EP0468363B1 (fr) | Dispositif pour échanger un tube de coulée d'un récipient métallurgique | |
| DE2620423A1 (de) | Schieberplatteneinheit fuer schieberverschluesse | |
| EP1299201B1 (fr) | Fermeture a tiroir pour la coulee de bain de fusion | |
| EP0727268B1 (fr) | Système de fermeture à tiroir pour un convertisseur contenant un bain métallique | |
| EP2268433A1 (fr) | Obturateur à tiroir pour récipient contenant un bain métallique | |
| EP0819488B1 (fr) | Fermeture à tiroir pour un récipient contenant un bain métallique en fusion | |
| DE1185340B (de) | Verschlussvorrichtung fuer Giesspfannen | |
| DE3512799C1 (de) | Schiebeverschluss fuer metallurgische Behaelter | |
| DE2024829B2 (de) | Bodenschieberverschluss fuer ein giessgefaess | |
| DE2806919A1 (de) | Flachschieber fuer das abgiessen schmelzfluessiger metalle | |
| DE4403517A1 (de) | Absperrschieber | |
| DE2840171B2 (de) | Verschlußvorrichtung für den BodenausguB von Gießpfannen | |
| DD150365A5 (de) | Schiebeverschluss fuer den abstichkanal eines metallurgischen ofens oder gefaesses | |
| DE2219064A1 (de) | Verfahren und vorrichtung zum austauschen eines halters fuer ein giessrohr an einem mit einer bodenausgussoeffnung versehenen giessgefaess | |
| EP2490846B1 (fr) | Unité réfractaire destinée à un obturateur à tiroir situé sur la busette de coulée d'un contenant pour métal en fusion | |
| DE10033902C1 (de) | Verfahren und Vorrichtung zum steigenden Giessen mit einem auf den Giesstisch aufgesetzten Schieberverschluss | |
| EP0578680B1 (fr) | Verrou a coulisse pour recipients de fusion | |
| DE4401825A1 (de) | Anfahrkopf für eine Stranggießanlage | |
| DE3512798C1 (de) | Schiebeverschluss fuer Metallschmelze enthaltende Gefaesse | |
| EP0445590A1 (fr) | Obturateur coulissant pour récipients métallurgiques, en particulier poches de coulée | |
| DE2146677B2 (de) | Bodenschieberverschluss an einem giessgefaess | |
| DE9408700U1 (de) | Vorrichtung zum Anschließen und Wechseln eines Gießrohres an ein Metallschmelze enthaltendes Gefäß | |
| DE10033903C1 (de) | Verfahren und Vorrichtung zum steigenden Giessen mit einer Giessform mit untenliegender Eingussöffnung mit einem Schieberverschluss | |
| DE68917899T2 (de) | Schieberverschluss. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20021218 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: STOPINC AKTIENGESELLSCHAFT Owner name: HYDRO ALUMINIUM DEUTSCHLAND GMBH |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BOCK, RALF Inventor name: MUELLER, WOLFGANG Inventor name: AMSLER, HARRY Inventor name: PLATTNER, WERNER |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: STOPINC AKTIENGESELLSCHAFT Owner name: HYDRO ALUMINIUM DEUTSCHLAND GMBH |
|
| 17Q | First examination report despatched |
Effective date: 20031031 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: SLIDING CLOSURE FOR CASTING MOLTEN METAL |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: RO SI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050216 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050216 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50105377 Country of ref document: DE Date of ref document: 20050324 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050516 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050707 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050722 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20050722 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050731 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2238465 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20050914 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20051117 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060731 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20070405 |
|
| BERE | Be: lapsed |
Owner name: *STOPINC A.G. Effective date: 20060731 Owner name: *HYDRO ALUMINIUM DEUTSCHLAND G.M.B.H. Effective date: 20060731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20071205 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080110 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20080731 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080707 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20090729 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100707 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20120614 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120719 Year of fee payment: 12 Ref country code: IT Payment date: 20120720 Year of fee payment: 12 Ref country code: FR Payment date: 20120803 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130707 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20141010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130707 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170725 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50105377 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190201 |