Die Erfindung betrifft eine Vorrichtung zum Schmelzspinnen und Kühlen einer
Filamentschar gemäß dem Oberbegriff des Anspruchs 1.
Beim Schmelzspinnen von synthetischen Fäden wird aus einer Polymerschmelze
mittels einer Spinndüse mit einer Vielzahl von Düsenbohrungen eine Vielzahl von
strangförmigen Filamenten extrudiert. Hierbei müssen die aus den Spinndüsen
austretenden Filamentstränge gekühlt werden, um nach weiterer Behandlung als
Fäden oder Fadenbündel aufgenommen zu werden. Dabei wird als Kühlmedium
vorzugsweise Luft verwendet, die quer zur Fadenlaufrichtung strömt und auf die
Filamente gerichtet ist. Die Kühlluft kann die Filamentschar von außen nach innen
oder von innen nach außen durchringen. Die Erfindung geht von den bekannten
Vorrichtungen aus, bei welchen der Kühlluftstrom eine Filamentschar von
innen nach außen durchdringt, wie beispielsweise aus der DE 37 08 168 A1 bekannt
ist.
Bei der bekannten Vorrichtung wird die Filamentschar durch eine ringförmige
Spinndüse einer Spinneinrichtung erzeugt. Unterhalb der Spinneinrichtung ist eine
Kühleinrichtung vorgesehen, die eine im wesentlichen zentrisch zur Spinndüse
ausgerichtete Blaskerze aufweist. Die Blaskerze ist mit einer Haltevorrichtung
verbunden, durch welche ein Kühlmedium in die Blaskerze eingeleitet wird. Die
Blaskerze besitzt einen porösen Mantel, der beispielsweise aus einem Sintermaterial
besteht, so daß die im Innern der Blaskerze einströmende Kühlluft radial aus
der Blaskerze heraustritt und die Filamentschar durchdringt. Bei derartigen Vorrichtungen
tritt grundsätzlich das Problem auf, daß der poröse Mantel der Blaskerze
durch die flüchtigen Bestandteile der Filamentschar derart belastet wird, daß
von Zeit zu Zeit ein Reinigen oder Auswechseln der Blaskerze erforderlich wird.
Bei der bekannten Vorrichtung besteht der Nachteil, daß die komplette Kühleinrichtung
hierzu aus dem Spinnbereich herausgeführt werden muß.
Bei der bekannten Vorrichtung ist ein weiteres Problem dadurch gegeben, daß die
Kühlstrecke, in welcher die Filamente durch das Kühlmedium gekühlt werden,
und die Position der Fadenpräparierung in einem festen Verhältnis zueinander
stehen und unveränderbar sind.
Es ist nun Aufgabe der Erfindung, eine Vorrichtung der eingangs genannten Art
mit einer flexiblen Kühleinrichtung auszustatten, die einerseits eine einfache
Handhabung beim Wechseln einer Blaskerze und andererseits eine flexible Einstellmöglichkeit
der Fadenführung ermöglicht.
Diese Aufgabe wird erfindungsgemäß durch eine Vorrichtung mit den Merkmalen
nach Anspruch 1 gelöst.
Die Erfindung zeichnet sich dadurch aus, daß die Kühleinrichtung eine in axialer
Richtung relativ zu der Haltevorrichtung verstellbare Blaskerze aufweist. Die
Verstellbarkeit der Blaskerze wird dabei dazu genutzt, um die Blaskerze in einer
Betriebsstellung oder in einer Wechselstellung zu halten. Die Betriebsstellung ist
dabei die Stellung der Blaskerze, die sie während der Kühlung der Filamentschar
aufweist. Die Wechselstellung ist demgegenüber eine in Fadenlaufrichtung unterhalb
der Betriebsstellung vorgesehene Position der Blaskerze, die ein Auswechseln
der Blaskerze ermöglicht. Durch die axiale Beweglichkeit der Blaskerze besteht
der besondere Vorteil, daß unabhängig von der relativen Position zwischen
der Haltevorrichtung und der Spinneinrichtung die Blaskerze in der Betriebsstellung
gehalten wird. Somit lassen sich vorteilhaft auch größere Toleranzabweichungen
bei der Positionierung der Haltevorrichtung ohne Probleme ausgleichen.
Um die Blaskerze unmittelbar aus der unterhalb der Spinnenrichtung positionierten
Kühleinrichtung zu wechseln ist die Blaskerze gemäß einer vorteilhaften Weiterbildung
der Erfindung lösbar mit der Haltevorrichtung verbunden. Somit wird
in der Wechselstellung die Blaskerze von der Haltevorrichtung abgenommen und
nach einer Reinigung, nach einem Austausch oder nach dem Anspinnen wieder
auf der Haltevorrichtung montiert. Die Haltevorrichtung mit den Zuführleitungen
für das Kühlmedium kann vorteilhaft ortsfest gehalten werden.
Bei einer besonders vorteilhaften Weiterbildung der Erfindung wird die Blaskerze
in der Betriebsstellung durch einen zwischen der Blaskerze und der Haltevorrichtung
vorgesehenen Kraftgeber gehalten. Damit ist gewährleistet, daß die Blaskerze
nach jedem Wechsel sicher in die Betriebsstellung geführt und gehalten wird.
Der Kraftgeber könnte dabei durch elektrische, pneumatische oder hydraulische
Mittel gebildet sein. Die Ausbildung des Kraftgebers als eine vorgespannte Feder
besitzt jedoch den Vorteil, daß eine ständig anstehende Führungskraft an der
Blaskerze in Richtung der Betriebsstellung wirkt. Somit ist nur für den Fall eines
Auswechselns eine Gegenkraft zu erzeugen. Dabei läßt sich der Kraftgeber in der
Wechselstellung vorzugsweise arretieren, so daß keine ungewollte Verstellung der
Blaskerze erfolgt.
Um einerseits das über die Haltevorrichtung in die Blaskerze einzuleitende Kühlmedium
sicher zu übertragen und andererseits eine axiale Beweglichkeit der Blaskerze
gegenüber der Haltevorrichtung zu ermöglichen, ist die erfindungsgemäße
Vorrichtung bevorzugt nach der Weiterbildung gemäß Anspruch 6 ausgeführt.
Dabei ist die Blaskerze mit dem zur Haltevorrichtung gewandten Ende mit einem
rohrförmigen Anschlußstück verbunden. Die Haltevorrichtung besitzt zur Aufnahme
des Anschlußstücks ein rohrförmiges Aufhahmestück, wobei das
Anschlußstück und das Aufnahmestück ineinander gesteckt derart miteinander
verbunden sind, daß das Anschlußstück relativ zu dem Aufnahmestück bewegbar
ist.
Dabei ist die Weiterbildung der Erfindung gemäß Anspruch 7 besonders vorteilhaft,
um die Blaskerze auszuwechseln, da die Bewegung der Blaskerze und das
Lösen der Blaskerze unabhängig voneinander ausführbar sind.
Der als Feder ausgebildete Kraftgeber wird hierbei vorzugsweise in einem zwischen
dem Anschlußstück und dem Aufnahmestück gebildeten Ringraum eingespannt
und wirkt somit zwischen dem Anschlußstück und dem Aufnahmestück.
Gemäß einer besonders vorteilhaften Weiterbildung der Erfindung sind mehrere
Führungsmittel zum Verschieben, Verdrehen und Arretieren des Anschlußstückes
relativ zum Aufnahmestück vorgesehen. Damit ist ein zentriertes Verstellen der
Blaskerze relativ zur Haltevorrichtung gewährleistet.
Die Haltevorrichtung der Kühleinrichtung wird bevorzugt zur Aufnahme einer
Präparationseinrichtung verwendet, die unterhalb der Blaskerze an der Haltevorrichtung
angebracht ist. Die Präparationseinrichtung weist einen Präparationsring
auf, der von der Filmentschar kontaktiert wird und ein Präparationsmittel auf die
Filamente aufbringt.
Um einerseits eine gleichmäßige Benetzung und Verteilung des Präparationsmittels
an der Oberfläche des Präparationsrings zu erhalten und andererseits eine verschleißarme
sichere Fadenführung zu gewährleisten, ist der Präparationsring vorzugsweise
aus mehreren Keramikscheiben gebildet.
Die Weiterbildung der Erfindung gemäß Anspruch 12 ist besonders vorteilhaft,
um eine Feineinstellung der Position der Präparationseinrichtung vornehmen zu
können, ohne die Kühlstrecke zur Kühlung der Filamente zu verändern. So läßt
sich der Abstand zwischen der Spinneinrichtung und der Präparationseinrichtung
durch die Höhenverstellung der Halteeinrichtung unabhängig von der Position der
Blaskerze einstellen. Diese Ausbildung ist somit besonders vorteilhaft, um bei
Prozeßbeginn einen für die Präparierung der Filamente günstige Position einzurichten.
Einige Ausführungsbeispiele der erfindungsgemäßen Vorrichtung sind anhand der
beigefügten Zeichnungen näher beschrieben.
Es stellen dar.
- Fig. 1
und 2
- schematisch ein erstes Ausführungsbeispiel der erfindungsgemäßen
Vorrichtung;
- Fig. 3
und 4
- schematisch weitere Ausführungsbeispiele von Kühleinrichtungen
mit beweglicher Blaskerze.
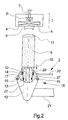
In Fig. 1 und 2 ist schematisch ein erstes Ausführungsbeispiel der erfindungsgemäßen
Vorrichtung dargestellt. Hierbei zeigt Fig. 1 die Vorrichtung im Betrieb
und Fig. 2 die Vorrichtung außer Betrieb. Insoweit kein ausdrücklicher Bezug zu
einer der Figuren gemacht ist, gilt die nachfolgende Beschreibung für beide Figuren.
Die Vorrichtung besteht aus einer Spinneinrichtung 1 und einer unterhalb der
Spinneinrichtung 1 angeordneten Kühleinrichtung 2. Die Spinneinrichtung 1 weist
an einer Unterseite eine ringförmige Spinndüse 4 auf, die über einen Schmelzeverteiler
5 mit einer Spinnpumpe 6 verbunden ist. Die Spinnpumpe 6 ist über eine
Schmelzeleitung 7 mit einem Schmelzeerzeuger (hier nicht dargestellt) verbunden.
Die Kühleinrichtung 2 unterhalb der Spinneinrichtung 1 weist eine Haltevorrichtung
10 und eine mit der Haltevorrichtung 10 verbundene Blaskerze 9 auf. Die
Blaskerze 9 besitzt einen porösen Mantel, der beispielsweise aus einem Vlies,
Schaumstoff, Siebgewebe oder einem Sintermaterial hergestellt sein kann. Am
freien Ende ist die Blaskerze 9 durch einen Zentrieransatz 11 verschlossen.
An dem zur Haltevorrichtung 10 gewandten Ende der Blaskerze 9 besitzt die
Blaskerze 9 ein Anschlußstück 12. Das Anschlußstück 12 und die Blaskerze 9
sind hierzu über einen Kegelsitz 16 miteinander verbunden. Das Anschlußstück
12 ist rohrförmig ausgebildet und erstreckt sich in axialer Verlängerung der Blaskerze
9. Mit dem freien Ende ist das Anschlußstück 12 in ein Aufnahmestück 15
der Haltevorrichtung 10 eingesteckt. Hierbei wird das zylindrische Anschlußstück
12 innerhalb einer Zentrieröffnung 13 des Aufnahmestücks 15 gleitend geführt. In
dem Führungsteil des Anschlußstücks 12 ist am Umfang eine Dichtung 22 vorgesehen.
Das Anschlußstück 12 ist hohlzylindrisch ausgebildet und mit einer
Druckkammer innerhalb der Haltevorrichtung 10 verbunden. Die Druckkammer
innerhalb der Haltevorrichtung 10 ist über einen Zulauf 21 mit einer Druckquelle
verbunden.
Auf dem zur Blaskerze hingewandten Ende des Aufnahmestückes 15 ist zwischen
dem Aufnahmestück 15 und dem Anschlußstück 12 ein Ringraum 17 gebildet, in
welchem ein als Feder ausgebildeter Kraftgeber 14 angeordnet ist. Die Feder 14
ist hierbei zwischen einem Kragen 28 des Anschlußstücks 12 und einer Stufe 27
des Aufnahmestücks 15 gespannt.
Am Umfang der Haltevorrichtung 10 ist eine Präparationseinrichtung 18 vorgesehen,
die einen an der Haltevorrichtung 10 eingebrachten Präparationsring 19 aufweist.
Der Präparationsring 19 wird von innen mit einer Präparationsflüssigkeit
versorgt, die über eine Leitung 20 zugeführt wird.
In Fig. 1 ist die Vorrichtung im Betrieb dargestellt. Hierzu ist die Blaskerze 9
durch die Feder 14 und das Anschlußstück 12 in einer Betriebsstellung gehalten.
Dabei liegt der Zentrieransatz 11 der Blaskerze 9 an einem Anschlag 8 der Spinneinrichtung
1 an. Der Anschlag 8 ist an der Unterseite der Spinneinrichtung 1 im
wesentlichen zentrisch zur Spinndüse 4 angeordnet.
In der Betriebsstellung wird ein Kühlmedium, vorzugsweise Kühlluft, über den
Zulauf 21 und eine innerhalb der Haltevorrichtung ausgebildete Druckkammer
zugeführt. Über die Druckkammer wird das Kühlmedium über das hohlzylindrische
Anschlußstück 12 ins Innere der Blaskerze 9 geleitet. Nun tritt das Kühlmedium
gleichmäßig über den Mantel der Blaskerze 9 nach außen und durchdringt
eine durch die Spinndüse 4 erzeugte Filamentschar 3 von innen nach außen.
Nachdem die Filamente der Filamentschar 3 gekühlt sind, erfolgt eine Präparierung
in der Präparationseinrichtung 18. Hierzu wird ein Präparationsmittel über
die Leitung 20 zu dem Präparationsring 19 geführt. Der Präparationsring 19 könnte
beispielsweise aus einem porösen Material hergestellt sein, so daß sich das Präparationsmittel
gleichmäßig in dem Präparationsring 19 verteilt und an der Oberfläche
zur Präparierung der Filamente austritt. Nach der Präparierung ist das Filamentbündel
bereit zur Weiterbehandlung. Die Filamentschar könnte so beispielsweise
zu Fäden geführt und aufgewickelt oder zu einem Fadenbündel zusammengeführt
und in einer Kanne abgelegt werden.
In Fig. 2 ist die erfindungsgemäße Vorrichtung außer Betrieb dargestellt. Die
Blaskerze 9 der Kühleinrichtung 2 befindet sich in einer Wechselstellung. Hierbei
ist die Blaskerze 9 mit dem Anschlußstück 12 gegen die Feder 14 axial in Fadenlaufrichtung
verschoben. Dabei löst sich der Zentrieransatz 11 der Blaskerze 9
von dem Anschlag 8 der Spinneinrichtung 1. In der Wechselstellung läßt sich das
Anschlußstück 12 durch hier nicht weiter dargestellte Hilfsmittel an dem Aufnahmestück
15 arretieren, so daß die Feder 14 keine ungewollte Verstellung der
Blaskerze 9 in Richtung Spinneinrichtung ausführen kann. In der Wechselstellung
läßt sich die Blaskerze 9 in einfacher Weise von dem Kegelsitz 16 lösen, um beispielsweise
durch eine neue Blaskerze ausgetauscht zu werden. Diese Auswechslung
läßt sich vorteilhaft nur durch eine Bedienperson ausführen, so daß die Produktionsunterbrechung
aufgrund des Blaskerzenwechsels minimiert ist. Gleichzeitig
besteht die Möglichkeit, bei entfernter Blaskerze 9 die Unterseite der Spinndüse
4 zu reinigen, da keine hinderlichen Vorrichtungsteile der Kühleinrichtung 2
stören. Die Haltevorrichtung 10 der Kühleinrichtung 2 kann während dieser Prozedur
ortsfest gehalten werden. Es ist jedoch auch möglich, daß die Haltevorrichtung
10 relativ zur Spinneinrichtung 1 höhenverstellbar und/oder schwenkbar
ausgebildet ist. Die Höhenverstellung der Haltevorrichtung 10 ist besonders vorteilhaft
zur Einstellung der Präparationsposition während des Betriebes der Vorrichtung.
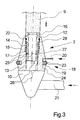
In Fig. 3 ist ein weiteres Ausführungsbeispiel einer Kühleinrichtung gezeigt, wie
sie beispielsweise in der erfindungsgemäßen Vorrichtung nach Fig. 1 und 2 einsetzbar
wäre. Die Kühleinrichtung gemäß Fig. 3 ist im wesentlichen identisch zu
dem vorhergehenden Ausführungsbeispiel ausgebildet, so daß nachfolgend nur
die Unterschiede aufgezeigt werden. Die Haltevorrichtung 10 weist an dem zur
Blaskerze 9 hingewandten Ende das Aufnahmestück 15 auf. Das Aufnahmestück
15 bildet eine zylindrische Zentrieröffnung 13 mit einer Stufe 27, so daß ein Abschnitt
mit kleinerem Durchmesser und ein Abschnitt mit größerem Durchmesser
entsteht. In die Zentrieröffnung 13 des Aufhahmestücks 15 ist das freie Ende eines
hohlzylindrischen Anschlußstückes 12 eingesteckt. Das Anschlußstück 12
weist am Umfang einen Kragen 28 auf, so daß ein Abschnitt mit einem kleineren
Durchmesser und ein Abschnitt mit einem größeren Durchmesser gebildet ist. Die
Abschnitte des Anschlußstücks 12 sind in den entsprechenden Abschnitten der
Aufnahmeöffnung des Aufnahmestücks 15 geführt. Dabei ist zwischen dem Abschnitt
des Anschlußstücks 12 mit dem kleineren Außendurchmesser und dem
Abschnitt der Zentrieröffnung 13 des Aufnahmestücks 15 mit dem größeren
Durchmesser ein Ringraum 17 gebildet, in welchem eine Feder 14 angeordnet ist.
Die Feder 14 ist zwischen der Stufe 27 des Aufhahmestücks 15 und dem Kragen
28 des Anschlußstücks 12 eingespannt. An dem freien Ende des Anschlußstücks
12 innerhalb des Aufnahmestücks 15 sind mehrere Führungsmittel 25 vorgesehen.
Die Führungsmittel 25 sind hierbei als Stifte ausgebildet, die in radialer Richtung
die Wandung des hohlzylindrischen Anschlußstückes 12 durchdringen. Dabei
werden die freien Enden der Führungsmittel 25 in entsprechenden Führungsnuten
26 geführt. Die Führungsnuten 26 sind in der Zentrieröffnung 13 des Aufnahmestücks
15 eingebracht. Die Führungsnuten 26 erstrecken sich in axialer Richtung
des Aufnahmestücks 15, so daß das Anschlußstück 12 axial verschiebbar ist. Die
Führungsnuten 26 sind L-förmig ausgebildet, so daß in einer unteren Position eine
Verdrehung der Führungsmittel 25 durch das Anschlußstück 12 innerhalb des
Aufnahmestücks 15 möglich ist. Diese Ausbildung der Führungsnuten 26 dient
dazu, um in der Wechselstellung der Blaskerze 9 eine Arretierung des
Anschlußstückes 12 vornehmen zu können.
Die Blaskerze 9 ist über den Kegelsitz 16 mit dem herausragenden Ende des Anschlußstückes
12 verbunden.
Die Haltevorrichtung 10 trägt am Umfang einen Präparationsring 19, der durch
mehrere aufeinander liegende Keramikscheiben 23 gebildet ist. Auf der Innenseite
des Präparationsringes 19 ist eine Sammelkammer 24 gebildet, die über eine Leitung
20 mit einer externen Präparationsquelle verbunden ist. Über die Sammelkammer
24 wird somit ein Präparationsmittel aufgenommen, das über den Präparationsring
19 nach außen zu den Filamenten geführt wird.
In Fig. 4 ist ein weiteres Ausführungsbeispiel einer Kühleinrichtung schematisch
dargestellt. Hierbei ist wiederum ein Ausschnitt aus der Kühleinrichtung gezeigt,
aus dem die Anbindung zwischen der Blaskerze 9 und der Haltevorrichtung 10
hervorgeht. Bei diesem Ausführungsbeispiel ist die Haltevorrichtung 10 mit einem
zapfenförmigen Aufnahmestück 15 ausgebildet. Das Aufhahmestück 15 ist
hohlzylindrisch, um ein Kühlmedium zur Blaskerze 9 zu führen. Am Außenumfang
des zapfenförmigen Aufnahmestücks 15 ist das hohlzylindrische Anschlußstück
12 geführt. Hierzu weist das Anschlußstück 12 an einem freien Ende mehrere
Führungsmittel 25 auf, die stiftförmig die Zylinderwand des Anschlußstückes
12 durchdringen und in Führungsnuten 26 am Umfang des Aufnahmestücks 15
geführt werden. Am freien Ende des Aufnahmestücks 15 ist ein Kragen 28 ausgebildet,
der sich innen an der Zylinderwand des Anschlußstückes 12 abstützt. In
dem Kragen 28 befindet sich eine Dichtung 22, durch welche ein Austritt des innerhalb
der Blaskerze befindlichen Kühlmediums verhindert wird. Am Umfang
des Aufnahmestückes 15 ist zwischen dem Kragen 28 und den Führungsmitteln
25 eine Feder 14 vorgesehen, die als Zugfeder wirkt und eine in axiale Richtung
zur Spinneinrichtung 1 hin wirkende Kraft auf die Blaskerze 9 ausübt. Die Blaskerze
9 ist dabei über den Kegelsitz 16 mit dem Anschlußstück 12 verbunden.
Auch bei diesem Ausführungsbeispiel der Kühleinrichtung wird die Blaskerze 9
selbsttätig in einer Betriebsstellung unterhalb der Spinneinrichtung 1 gehalten.
Dieses Ausführungsbeispiel könnte ebenfalls in der erfindungsgemäßen Vorrichtung
nach Fig. 1 und 2 eingesetzt werden.
Zum Einrichten der Wechselstellung wird auch in diesem Fall die Blaskerze 9
gegen die Federkraft der Feder 14 in Richtung der Haltevorrichtung 10 gedrückt
und beispielsweise durch Verdrehung arretiert.
Die in den Figuren 1 bis 4 dargestellten Ausführungsbeispiele sind in ihrer Art
beispielhaft. Die Erfindung erstreckt sich nicht nur auf die hier dargestellten Ausführungsbeispiele
sondern umfaßt jede dem Fachmann geläufige Kühleinrichtung,
bei welcher eine Relativbewegung zwischen der Blaskerze und der Haltevorrichtung
ausführbar ist, um die Blaskerze zwischen einer Betriebsstellung und einer
Wechselstellung zu verstellen.
Bezugszeichenliste
- 1
- Spinneinrichtung
- 2
- Kühleinrichtung
- 3
- Filamentschar
- 4
- Spinndüse
- 5
- Schmelzeverteiler
- 6
- Spinnpumpe
- 7
- Schmelzeleitung
- 8
- Anschlag
- 9
- Blaskerze
- 10
- Haltevorrichtung
- 11
- Zentrieransatz
- 12
- Anschlußstück
- 13
- Zentrieröffnung
- 14
- Kraftgeber, Feder
- 15
- Aufnahmestück
- 16
- Kegelsitz
- 17
- Ringraum
- 18
- Präparationseinrichtung
- 19
- Präparationsring
- 20
- Leitung
- 21
- Zulauf
- 22
- Dichtung
- 23
- Keramikscheiben
- 24
- Sammelkammer
- 25
- Führungsmittel
- 26
- Führungsnut
- 27
- Stufe
- 28
- Kragen