EP1560952B1 - Verfahren und vorrichtung zum schmelzspinnen und abkuhlen einer vielzahl von synthetischen filamenten - Google Patents
Verfahren und vorrichtung zum schmelzspinnen und abkuhlen einer vielzahl von synthetischen filamenten Download PDFInfo
- Publication number
- EP1560952B1 EP1560952B1 EP03810948A EP03810948A EP1560952B1 EP 1560952 B1 EP1560952 B1 EP 1560952B1 EP 03810948 A EP03810948 A EP 03810948A EP 03810948 A EP03810948 A EP 03810948A EP 1560952 B1 EP1560952 B1 EP 1560952B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filaments
- diffuser
- airflow
- precooling
- spinneret
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 22
- 238000000048 melt cooling Methods 0.000 title claims description 4
- 238000002074 melt spinning Methods 0.000 title claims description 4
- 238000001816 cooling Methods 0.000 claims description 57
- 238000010791 quenching Methods 0.000 claims 11
- 238000009987 spinning Methods 0.000 description 24
- 239000002826 coolant Substances 0.000 description 19
- 238000009826 distribution Methods 0.000 description 7
- 238000007664 blowing Methods 0.000 description 6
- 239000000835 fiber Substances 0.000 description 6
- 238000002360 preparation method Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000000155 melt Substances 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 238000005422 blasting Methods 0.000 description 1
- 239000000872 buffer Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
- D01D5/092—Cooling filaments, threads or the like, leaving the spinnerettes in shafts or chimneys
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Schmelzspinnen und Abkühlen einer Vielzahl von synthetischen Filamenten gemäß dem Oberbegriff des Anspruchs 1 sowie eine Vorrichtung zur Durchführung des Verfahrens gemäß dem Oberbegriff des Anspruchs 6.
- Ein gattungsgemäßes Verfahren sowie eine gattungsgemäße Vorrichtung sind beispielsweise aus der in der
DE 36 29 731 A1 bekannt. - Bei der Herstellung von Stapelfasern werden die Fasern zuvor aus einer Polymerschmelze mittels einer Spinndüse mit einer Vielzahl von Düsenbohrungen als strangförmige Filamente extrudiert. In Abhängigkeit von den Lochdurchsätzen und den Abzugsgeschwindigkeiten von der Spinndüse werden zwischen den sogenannten Kurzspinnprozessen und den Langspinnprozessen unterschieden. Bei den Kurzspinnprozessen werde niedrige Abzugsgeschwindigkeiten und geringe Lochdurchsätze eingestellt, so daß eine Abkühlung der frisch extrudierten Filamentstränge innerhalb kurzer Strecke möglich ist. Bei derartigen Prozessen werden jedoch Spinndüsen eingesetzt, die eine sehr große Anzahl von Düsenbohrungen aufweisen, so daß ein relativ dichter Filamentvorhang erzeugt wird und gekühlt werden muß. Hierzu werden beispielsweise Kühleinrichtungen eingesetzt wie aus der
US 5,178,814 bekannt. Dabei wird unterhalb der Spinndüse ein auf sehr kurzer Länge wirkender Kühlluftstrom erzeugt, die den Filamentvorhang radial von Innen nach Außen durchdringt. - Bei den sogenannten Langspinnprozessen wird dagegen eine sehr viel größer Durchsatzmenge durch die Spinndüse und dementsprechend wesentlich höhere Abzugsgeschwindigkeiten erreicht. Um die frisch extrudierten Filamente optimal abzukühlen, wird eine lange und gleichmäßige Anblasstrecke benötigt. Hierzu haben sich insbesondere die sogenannten Blaskerzen bewährt, die über eine gleichmäßige Anblasstrecke an ihrem Mantel einer radial austretenden Mantelluftstrornbilden. Ein derartiges Verfahren sowie eine derartige Vorrichtung sind aus der
DE 36 29 731 A1 bekannt, von der die Erfindung ausgeht. - Bei dem bekannten Verfahren und der bekannten Vorrichtung werden die Filamente durch ringförmig angeordnete Düsenbohrungen in der Spinndüse extrudiert. Unterhalb der Spinndüse ist die Blaskerze angeordnet. Die Blaskerze besitzt einen porösen Mantel, der beispielsweise aus einem Sintermaterial besteht, so daß die im Innern der Blaskerze durch eine Luftzuführung eingebrachte Kühlluft radial aus dem Mantel der Blaskerze heraustritt und als Mantelluftstrom die an der Blaskerze vorbeigeführten Filamentstränge kühlt. Bei der bekannten Vorrichtung weist die Blaskerze am freien Ende einen verschließbaren Ringspalt auf, der zum Einschwenken und Bewegen der Blaskerze geöffnet wird, so daß ein Verkleben der Filamentstränge mit der Blaskerze während die Blaskerze in eine Betriebsstellung geführt wird, nicht möglich ist. Sobald die Blaskerze ihre Betriebsstellung unterhalb der Spinndüse erreicht hat, wird der Ringspalt verschlossen. Die Kühlung der Filamente erfolgt ausschließlich durch den Mantelluftstrom.
- Bei dem bekannten Verfahren und der bekannten Vorrichtung wurde nun festgestellt, daß insbesondere beim Schmelzspinnen und Abkühlen von Filamenten mit feinen Titern es häufig bei außen liegenden Filamenten zu Brüchen kommt. Da die Belegung der Düsenbohrungen in der Spinndüse und damit die der extrudierten Filamenten bei feinen Titern größer ist als bei dicken Titern bewirkt der Mantelluftstrom der Blaskerze eine unzureichende Abkühlung aller Filamente.
- Das Problem konnte auch nicht durch Einstellung eines Blasprofils an der Blaskerze, wie beispielsweise aus der
DE 37 08 168 A1 bekannt ist, gelöst werden. - Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung der eingangs genannten Art derart weiterzubilden, daß eine Vielzahl von extrudierten Filamenten mit relativ feinen Titern, die in einer ringförmigen Anordnung geführt sind, gleichmäßig abgekühlt werden können.
- Diese Aufgabe wird erfindungsgemäß durch ein Verfahren mit den Merkmalen nach Anspruch 1 und durch eine Vorrichtung mit den Merkmalen nach Anspruch 6 gelöst.
- Vorteilhafte Weiterbildungen der Erfindung sind durch die Merkmale und Merkmalskombinationen der jeweiligen Unteransprüche definiert.
- Die Erfindung besitzt den Vorteil, daß bereits unmittelbar nach Austritt der Filamente aus der Spinndüse die Abkühlung der Filamente einsetzt. Hierzu wird durch ein zusätzliches Kühlmittel zwischen der Spinndüse und der Blaskerze ein Vorkühlluftstrom erzeugt, der zur Vorkühlung auf die Filamente gerichtet ist. Damit ergibt sich eine höhere Flexibilität bei der Abkühlung der Filamente. Die intensive Vorkühlung der Filamente zeigte insbesondere bei der Herstellung von Stapelfasern die Möglichkeit auf, besonders feine Titer herzustellen.
- Die Wirkung konnte auch dadurch verbessert werden, daß bei dem erfindungsgemäßen Verfahren der Vorkühlluftstrom und der Mantelluftstrom gleich gerichtet auf die Filamente treffen, wobei die Strömungsgeschwindigkeit des Vorkühlluftstromes höher ist als die Strömungsgeschwindigkeit des Mantellußstromes. Damit ließ sich einerseits eine gleichmäßige Aufweitung des Filamentvorhangs erreichen und zum anderen führte der intensive Vorkühlluftstrom zu einer gleichmäßigen und durchgängigen Vorkühlung aller Filamente innerhalb des Filamentvorhangs. Die anschließende weitere Abkühlung der Filamente durch den Mantelluftstrom entlang der Blaskerze ermöglicht insbesondere eine gleichmäßige Verfestigung der Filamente selbst bei höheren Abzugsgeschwindigkeiten.
- Um eine gleichmäßige und intensive Durchdringung des Filamentvorhangs zur gleichmäßigen Abkühlung auch der im äußeren Bereich geführten Filamente zu erhalten, hat sich die Einstellung bewährt, bei welcher die Strömungsgeschwindigkeit bei Austritt des Vorkühlluftstromes zumindest doppelt so hoch ist, als die Strömungsgeschwindigkeit bei Austritt des Mantelluftstromes.
- Hierbei zeigte insbesondere ein durch eine Ringspaltdüse erzeugter Vorkühlluftstrom die beste Wirkung. Hierzu weist die Ringspaltdüse eine ringförmige in Abstand zu den Filamenten ausgebildete Düsenöffnung auf. Insbesondere konnte damit eine völlige Verdrängung der in dem Filamentvorhang mitgeführten warmen Luft erreicht werden, was insbesondere die weitere Abkühlung der Filamente durch den Mantelluftstrom verbessert hat.
- Um zu gewährleisten, daß sowohl die Vorkühlung als auch die weitere Abkühlung der Filamente mit optimierten Luftströmen erfolgen kann, ist gemäß einer vorteilhaften Weiterbildung vorgesehen, den Vorkühlluftstrom und den Mantelluftstrom unabhängig voneinander einzustellen.
- Zur Durchführung des Verfahrens weist die erfindungsgemäße Vorrichtung ein zusätzliches Kühlmittel zwischen der Spinndüse und der Blaskerze auf, durch welches ein zusätzlicher Vorkühlluftstrom zum Vorkühlen der Filamente erzeugt wird.
- Hierbei können das zusätzliche Kühlmittel und die Blaskerze sowohl gemeinsam an einer Luftzufuhreinrichtung angeschlossen sein oder jeweils durch separate Luftzufuhreinrichtungen versorgt werden. Um gegenüber dem Mantelluftstrom eine mit möglichst höherer Strömungsgeschwindigkeit fließenden Vorkühlluftstrom zu halten, wird das Kühlmittel bevorzugt als eine Ringspaltdüse ausgebildet, bei welcher der Vorkühlluftstrom durch eine ringförmig im Abstand zu den Filamenten angeordnete Düsenöffnung austritt.
- Dabei läßt sich eine intensive Vorkühlung der extrudierten Filamente besonders dadurch erreichen, daß der Abstand zwischen der Düsenöffnung der Ringspaltdüse und den Filamenten kleiner gehalten wird, als der Abstand zwischen dem Mantel der Blaskerze und den Filamenten.
- Desweiteren kann die Strömungsgeschwindigkeit der Vorkühlluft dadurch beeinflußt werden, daß die Düsenöffnung in ihrer Spalthöhe veränderbar ist.
- Das zusätzliche Kühlmittel kann sowohl unmittelbar unterhalb der Spinndüse oder direkt mit der Blaskerze fest verbunden sein.
- Das erfindungsgemäße Verfahren ist anhand einiger Ausführungsbeispiele der erfindungsgemäßen Vorrichtung unter Hinweis auf die beigefügten Zeichnungen nachfolgend näher beschrieben.
- Es stellen dar:
- Fig. 1
- schematisch eine Querschnittsansicht eines ersten Ausfiihrungsbeispiels der erfindungsgemäßen Vorrichtung.
- Fig. 2
- schematisch eine Querschnittsansicht eines weiteren Ausführungsbeispiels der erfindungsgemäßen Vorrichtung
- Fig. 3 und 4
- schematisch eine Querschnittsansicht weiterer Ausführungsbeispiele der erfindungsgemäßen Vorrichtung
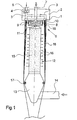
- In
Fig. 1 ist schematisch ein ersten Ausführungsbeispiel der erfindungsgemäßen Vorrichtung in einer Querschnittsansicht dargestellt. Die Vorrichtung weist eine Spinndüse 1 auf, die innerhalb eines beheizten Spinnbalkens 2 angeordnet ist. Die Spinndüse 1 ist ringförmig vorzugsweise kreisförmig oder rechteckig ausgebildet und an der Unterseite des Spinnbalkens 2 angeordnet. Die Spinndüse 1 ist durch Schmelzeverteilerleitungen 3 mit einer Spinnpumpe 4 gekoppelt. Der Spinnpumpe 4 wird über einen Schmelzezulauf 5 eine Polymerschmelze beispielsweise durch einen Extruder zugeführt. Die Spinndüse 1 weist auf ihrer Unterseite eine Vielzahl von Düsenbohrungen (hier nicht dargestellt) auf, aus denen jeweils ein Filament strangförmig extrudiert wird. - An der Unterseite des Spinnbalkens 2 ist ein Kühlmittel 6 in Form einer Anblasung angeordnet. Hierzu besitzt die Anblasung 6 eine ringförmige Blaskammer 8 und eine die Blaskammer 8 nach außen hin abdeckende Blaswand 10. Die Anblasung 6 ist in ihrer Größe derart bemessen, daß zwischen der durch die Spinndüse 1 extrudierten Filamentschar 18 und der Blaswand 10 ein Abstand besteht. Das Kühlmittel 6 ist an einer ersten Luftzuführung 7 angeschlossen, die den Spinnbalken 2 und die Spinndüse 1 durchdringt. Die Luftzuführung 7 ist über Luftverteilerleitungen 9 mit der Blaskammer 8 verbunden.
- Unterhalb des Kühlmittels 6 ist eine Blaskerze 12 angeordnet, die an ihrem oberen Ende über einen Zentrieranschlag 11 einem Kühlmittel 6 anliegt. An dem gegenüberliegenden Ende über einen Zentrieranschlag 11 an dem Kühlmittel 6 anliegt. An dem gegenüberliegenden Ende ist die Blaskerze 12 mit einer Halteeinrichtung 13 verbunden. Die Blaskerze 12 besitzt einen porösen Mantel 15, der beispielsweise aus einem Vlies, Schaumstoff, Siebgewebe oder einem Sintermaterial hergestellt sein kann. Die Halteeinrichtung 13 ist mit einer zweiten Luftzuführung 14 verbunden, wobei über die Halteeinrichtung 13 der Innenraum der Blaskerze 12 mit der Luftzuführung 14 gekoppelt ist. Die Halteeinrichtung 13 ist vorzugsweise bewegbar ausgeführt, um zur Wartung oder Reinigung oder Wechsel der Blaskerze 12 diese aus oder in die Spinnlinie zu führen.
- Die Halteeinrichtung 13 weist unterhalb der Blaskerze 12 einen Präparationsring 17 auf, der von der Filamentschar 18 kontaktiert wird, um ein Präparationsmittel auf die Filamente aufzutragen.
- Bei der in
Fig. 1 dargestellten Vorrichtung wird im Betrieb der Spinndüse 1 durch die Spinnpumpe 4 eine Polymerschmelze unter Druck zugeführt. Dabei treten au der Unterseite aus den Düsenbohrungen der Spinndüse 1 strangförmige Filamente aus, die eine Filamentschar 18 bilden. Die Filamentschar 18 wird ringförmig geführt und gemeinsam durch ein hier nicht dargestelltes Abzugswerk von der Spinndüse 1 abgezogen. - Kurz unterhalb der Spinndüse 1 wird durch das als Anblasung ausgebildete Kühlmittel 6 ein Vorkühlluftstrom 19 radial von Innen nach Außen durch die Filamentschar 18 geblasen. Die Intensität des Vorkühlluftstromes 19 läßt sich dabei unmittelbar über die Luftzuführung 7 regulieren. Der Vorkühlluftstrom 19 ist derart eingestellt, daß jeder der innerhalb der Filamentschar geführten Filamente eine gleichmäßige Kühlwirkung erhalten. Zudem tritt eine Aufweitung des Filamentvorhanges ein, so daß die einzelnen Filamente in dem Filamentvorhang gleichmäßig von dem folgenden Mantelluftstrom umspült werden können.
- Zur Verfestigung der Filamente erfolgt eine weitere Abkühlung durch den Mantelluftstrom 16 der Blaskerze 12. Damit wird auch bei hohen Spinngeschwindigkeiten von über 800 m/min. eine gleichmäßige und hinreichende Kühlung der Filamente erreicht. Um eine intensive und gleichmäßige Vorkühlung der Filamente zu erhalten, ist die Strömungsgeschwindigkeit des Vorkühlluftstromes höher eingestellt, als die Strömungsgeschwindigkeit des Mantelluftstromes. Hierzu ist der Abstand zwischen der Blaswand 10 und der Filamentschar 18 wesentlich kleiner eingestellt, als der Abstand zwischen dem Mantel 15 und der Filamentschar 18.
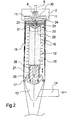
- Das erfindungsgemäße Verfahren wird jedoch bevorzugt mit einer Vorrichtung ausgeführt, wie sie beispielsweise in
Fig. 2 dargestellt ist. Hierbei wird der Vorkühlluftstrom durch ein als Ringspaltdüse 20 ausgebildetes Kühlmittel erzeugt. Die aus einer Düsenöffnung 21 austretende Vorkühlluftstrom stellt einen relativ starken Blaswind her, um eine Vorkühlung in der Filamentschar zu bewirken. Bei der nachfolgenden Beschreibung des Ausführungsbeispiels zu derFig. 2 wurden die Bauteile gleicher Funktion mit identischen Bezugszeichen gekennzeichnet. Bei dem Ausführungsbeispiel der erfindungsgemäßen Vorrichtung nachFig. 2 ist eine ringförmige Spinndüse 1 über einen Schmelzeverteiler 30 mit einer Spinnpumpe 4 gekoppelt. Die Spinnpumpe 4, der Schmelzeverteiler 30 und die Spinndüse 1 sind in einem beheizten Spinnbalken 2 angeordnet. - Unterhalb der Spinndüse 1 ist ein zusätzliches als Ringspaltdüse 20 ausgebildetes Kühlmittel angeordnet. Die Ringspaltdüse 20 ist fest mit der Blaskerze 12 verbunden. Hierzu weist die Blaskerze 12 am freien Ende eine Kopfplatte 25 auf. Die Ringspaltdüse 20 ist kragenförmig am freien Ende der Blaskerze 12 ausgebildet und fest mit der Kopfplatte 25 verbunden. Die umlaufend ringförmige Düsenöffnung 21 der Ringspaltdüse 20 wird dabei zwischen einer Lochplatte 23 und einer Deckplatte 24 gebildet, die über einen Dichtring 22 gegeneinander verspannt sind. Die Spalthöhe der Düsenöffnung 21 wird durch die Stärke des Dichtringes 22 bestimmt. Somit läßt sich durch Austausch und Veränderung des Dichtringes 22 jede beliebige Spalthöhe der Düsenöffnung 21 an der Ringspaltdüse 20 einstellen. Die Düsenöffnung 21 ist über Bohrungen in der Lochplatte 23 und der Kopfplatte 25 mit dem Inneren der Blaskerze 12 verbunden. Somit wird die Ringspaltdüse 20 und die Blaskerze 12 über eine gemeinsame Luftzuführung 14 gespeist. Die Ringspaltdüse 20 und die Blaskerze 12 werden über eine Halteeinrichtung 13 mit einem Zentrieranschlag 11 an der Unterseite des Spinnbalkens 2 gehalten.
- Die Blaskerze 12 ist relativ zu der Halteeinrichtung 13 axial verschiebbar ausgebildet, wobei die Blaskerze 12 durch einen in axialer Richtung wirkenden Kraftgeber 27 in einer Betriebsstellung gehalten wird. Eine derartig axial verstellbare Blaskerze ist aus der
EP 1 231 302 A1 bekannt, so daß an dieser Stelle auf diese Druckschrift Bezug genommen wird. Dabei ist die Blaskerze 12 an ihrem unteren Ende an einem Anschlußstück 26 gehalten, das in einer Zentrieröffnung 28 der Halteeinrichtung 13 verschiebbar geführt ist. Der Kraftgeber 27 ist in diesem Ausführungsbeispiel als eine Druckfeder ausgebildet, die eine axiale Verstellung der Blaskerze zum Auswechseln ermöglicht. - Der weitere Aufbau der Vorrichtung nach
Fig. 2 ist identisch zu dem Aufbau der Vorrichtung nachFig. 1 , so daß zu dem vorhergehenden Ausführungsbeispiel Bezug genommen wird. - Zur Abkühlung der Filamente wird über die Luftzuführung 14 und der Halteeinrichtung 13 der Blaskerze 12 ein Kühlluftstrom zugeführt. Dabei gelangt ein Teil des Kühlluftstromes unmittelbar am freien Ende über die Bohrungen der Kopfplatte 25 zu der Ringspaltdüse 20. Aus der Düsenöffnung 21 tritt daraufhin ein relativ scharfer Vorkühlluftstrom aus, der im kurzen Abstand zur Filamentschar 18 austritt und die Filamentschar 18 durchdringt. Gleichzeitig tritt aus dem porösen Mantel 15 der Blaskerze 12 ein radial gerichteter Mantelluftstrom aus. In Versuchen wurde festgestellt, daß bei einer gemeinsamen Luftzuführung sich eine Austrittsgeschwindigkeit der Vorkühlluft von ca. 10 m/sec. gegenüber einer Austrittsgeschwindigkeit des Mantelluftstromes von 3 m/sec. einstellte. Damit war es möglich, Stapelfasern herzustellen, die einen Endtitern von 0,6 dtex. aufweisten. Mit einer Standardausführung der Blaskerze ohne zusätzliches Kühlmittel und unter gleichen Luftzufiihrungsbedingungen konnten nur Fasern mit einem Endtiter von oberhalb 0,9 dtex. hergestellt werden. Feinere Titer ließen sich aufgrund häufig auftretender Filamentbrüche nicht sicher produzieren. Erst durch das erfindungsgemäße Verfahren konnte erreicht werden, daß Fasern mit feinen Titern ohne Auftreten von Filamentbrüchen sicher herstellbar sind. Eine weitere Optimierung der Vorkühlung der Filamente konnte auch durch Veränderung der Spalthöhe der Düsenöffnung 21 der Ringspaltdüse 20 erreicht werden. Die Spalthöhe lag dabei im Bereich von 0,1 bis 0,9 mm.
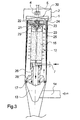
- In
Fig. 3 ist ein weiteres Ausfiihrungsbeispiel einer erfindungsgemäßen Vorrichtung zur Durchführung des Erfindungsgemäßen Verfahrens dargestellt. Das Ausführungsbeispiel inFig. 3 ist im wesentlichen identisch zu dem vorhergehenden Ausführungsbeispiel nachFig. 2 . Insoweit wird auf die vorhergehende Beschreibung Bezug genommen und an dieser Stelle nur die Unterschiede aufgezeigt. - Bei dem in
Fig. 3 dargestellten Ausführungsbeispiel ist das zusätzliche Kühlmittel ebenfalls als Ringspaltdüse 20 ausgebildet, die am freien Ende der Blaskerze 12 kragenförmig angeordnet ist. Der Aufbau der Ringspaltdüse 20 ist identisch zu dem Ausführungsbeispiel der Ringspaltdüse inFig. 2 . - Innerhalb der Blaskerze 12 ist eine Luftzufuhrleitung 29 angeordnet, die mit einem Ende mit den Bohrungen in der Kopfplatte 25 verbunden ist. Mit dem anderen Ende ist die Luftzufuhrleitung 29 mit der Luftzuführung 7 verbunden. Die Ringspaltdüse 20 läßt sich somit unabhängig von der Kühlluftzufuhr zur Blaskerze 12 separat mit einem Kühlluftstrom versorgen. Die Blaskerze 12 ist über die Halteeinrichtung 13 mit der Luftzuführung 14 gekoppelt. Damit können der Vorkühlluftstrom und der Mantelluftstrom zum Abkühlen er Filamente unabhängig voneinander eingestellte werden. Zudem könnten auch unterschiedliche Kühlmedien bzw. unterschiedliche Zusammensetzungen der Kühlluft eingesetzt werden, um die Verfestigung der Filamente zu bewirken.
- Ein weiteres Ausführungsbeispiel der erfindungsgemäßen Vorrichtung ist schematisch in
Fig. 4 dargestellt. Das Ausführungsbeispiel unterscheidet sich im wesentlichen dadurch, dass eine Blaskerze 12 an der Unterseite eines Spinnbalkens 2 gehalten ist, wie beispielsweise aus derEP 1 247 883 A2 bekannt. Hinsichtlich Aufbau und Funktion einer derartigen Vorrichtung wird an dieser Stelle ausdrücklich Bezug zu dem Inhalt der zitierten Druckschrift genommen. Bei der nachfolgenden Beschreibung des Ausführungsbeispiels zu derFig. 4 wurden die Bauteile gleicher Funktion mit den identischen Bezugszeichen der vorgehenden Ausführungsbeispiele gekennzeichnet. - Bei dem Ausführungsbeispiel der erfindungsgemäßen Vorrichtung nach
Fig. 4 ist eine ringförmige Spinndüse 1 über Schmelzeverteilerleitungen 31 mit einer Spinnpumpe 4 gekoppelt. Die Spinnpumpe 4 wird durch die Antriebswelle 33 angetrieben. Die Spinnpumpe 4, die Verteilerleitungen 31 und die Spinndüse 1 sind in einem beheizten Spinnbalken 2 angeordnet. Unterhalb der Spinndüse 1 ist eine Ringspaltdüse 20 als zusätzliches Kühlmittel angeordnet. Die Ringspaltdüse 20 ist an ihrer Unterseite fest mit einer Blaskerze 12 verbunden. Die Ringspaltdüse 20 und die Blaskerze 12 sind mit der zum Spinnbalken 2 gewandten Seite an einer Luftzuführung gekoppelt. Hierbei wird eine erste Luftzuführung 7 durch eine innere Luftzufuhrleitung 29 gebildet, die den Spinnbalken 2 durchdringt und in die Blaskerze 12 hineinragt. Die innere Luftzufuhrleitung 29 ist durch eine äußere Luftzufuhrleitung 32 ummantelt, die mit der Ringspaltdüse 20 gekoppelt ist. Hierüber wird eine zweite Luftzuführung 14 der Ringspaltdüse 20 zugeführt. - Die Ringspaltdüse 20 wird durch eine Lochplatte 23 und eine unterhalb der Lochplatte angeordnete Kopfplatte 25 gebildet. Die Lochplatte 23 weist einen Einlaß auf, welcher mit der Düsenöffnung 21 zwischen der Lochplatte 23 und der Kopfplatte 25 verbunden ist. An der Kopfplatte 25 schließt sich die Blaskerze 12 an.
- Unterhalb der Blaskerze 12 ist eine Präparationseinrichtung in Form eines Präparationsringes 17 ausgebildet, welcher Präparationsring 17 ein durch die Spinndüse 1 extrudierte Filamentschar 18 umschließt. Hierbei wird die Filamentschar 18 an einer inneren Kontaktfläche des Präparationsrings 17 entlanggeführt.
- Bei dem in
Fig. 4 dargestellten Ausführungsbeispiel werden die durch die Spinndüse 1 frisch extrudierten Filamente der Filamentschar 18 nach Austritt aus der Spinndüse 1 zunächst durch den Vorkühlluftstrom 19 gekühlt, der durch die Ringspaltdüse 20 erzeugt wird. Nach intensiver Vorkühlung erfolgt anschließend die weitere Abkühlung der Filamentschar 18 durch den Mantelluftstrom 16, der durch den Mantel 15 der Blaskerze 12 erzeugt wird. Wie bereits zuvor beschrieben, lässt sich hierbei die Spalthöhe der Düsenöffnung 21 der Ringspaltdüse 20 verändern, um die Intensität der Vorkühlung der Filamentschar 18 auf bestimmte Verhältnisse einstellen zu können. - Die in den Ausführungsbeispielen nach
Fig. 1 bis 4 dargestellten Vorrichtungen sind in ihrem Aufbau beispielhaft und lassen sich wahlweise kombinieren. So könnte beispielsweise ein als Ringspaltdüse ausgebildetes Kühlmittel unmittelbar unterhalb des Spinnbalkens angeordnet werden, wie im Ausführungsbeispiel inFig. 1 gezeigt. Es ist jedoch auch möglich, das Kühlmittel mit mehreren ringförmigen Düsenöffnungen, die in kurzen Abständen hintereinander angeordnet sind, auszuführen. Wesentlich für die Erfindung ist es, daß kurz unterhalb der Spinndüse ein intensiver Vorkühlluftstrom zur Vorkühlung der Filamente erzeugbar ist und daß eine längere durch eine Blaskerze bedingte weitere Abkühlung der Filamente folgt. -
- 1
- Spinndüse
- 2
- Spinnbalken
- 3
- Schmelzeverteilerleitung
- 4
- Spinnpumpe
- 5
- Schmelzezulauf
- 6
- Kühlmittel
- 7
- Erste Luftzuführung
- 8
- Blaskammer
- 9
- Luftverteilerleitung
- 10
- Blaswand
- 11
- Zentrieranschlag
- 12
- Blaskerze
- 13
- Halteeinrichtung
- 14
- Zweite Luftzuführung
- 15
- Mantel
- 16
- Mantelluftstrom
- 17
- Präparationsring
- 18
- Filamentschar
- 19
- Vorkühlluftstrom
- 20
- Ringspaltdüse
- 21
- Düsenöffnung
- 22
- Dichtring
- 23
- Lochplatte
- 24
- Deckplatte
- 25
- Kopfplatte
- 26
- Anschlußstück
- 27
- Kraftgeber
- 28
- Zentrieröffnung
- 29
- Luftzufuhrleitung
- 30
- Schmelzeverteiler
- 31
- Verteilerleitungen
- 32
- Äußere Luftzufuhrleitung
- 33
- Antriebswelle
Claims (14)
- Verfahren zum Schmelzspinnen und Abkühlen einer Vielzahl von synthetische Filamenten, bei welchem die Filamente in einer ringförmigen Anordnung mittels einer Spinndüse extrudiert werden, bei welchem die Filamente mit Abstand zu einer Blaskerze geführt werden und bei welchem die Filamente durch einen radial aus dem Mantel der Blaskerze austretenden Mantelluftstrom gekühlt werden, dadurch gekennzeichnet, daß die Filamente vor dem Abkühlen durch den Mantelluftstrom eine Vorkühlung durch einen zusätzlichen Vorkühlluftstrom erhalten.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der Vorkühlluftstrom und der Mantelluftstrom gleichgerichtet auf die Filamente treffen, wobei die Strömungsgeschwindigkeit des Vorkühlluftstromes höher ist als die Strömungsgeschwindigkeit des Mantelluftstroms.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß die Strömungsgeschwindigkeit bei Austritt des Vorkühlluftstromes zumindest doppelt so hoch ist als der Mantelluftstrom.
- Verfahren nach eine der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß der Vorkühlluftstrom durch eine Ringspaltdüse erzeugt wird, welche eine ringförmige in Abstand zu den Filamenten ausgebildete Düsenöffnung aufweist.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß der Vorkühlluftstrom und der Mantelluftstrom unabhängig voneinander einstellbar sind.
- Vorrichtung zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 5, mit einer Spinndüse (1) und einer unterhalb der Spinndüse (1) angeordneten Blaskerze (12), welche einen radial aus dem Mantel (15) austretenden Mantelluftstrom zum Abkühlen der Filamente erzeugt, dadurch gekennzeichnet, daß ein zusätzliches Kühlmittel (6, 20) zwischen der Spinndüse (1) und der Blaskerze (12) angeordnet ist, durch welches ein zusätzlicher Vorkühlluftstrom zum Vorkühlen der Filamente erzeugbar ist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, daß das zusätzliche Kühlmittel (20) und die Blaskerze (12) an einer gemeinsamen Lulftzuführung (14) angeschlossen sind.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, daß das zusätzliche Kühlmittel (6, 20) und die Blaskerze (12) an unabhängig voneinander steuerbare Luftzuführung (7, 14) angeschlossen sind.
- Vorrichtung nach einem der Ansprüche 6 bis 8, dadurch gekennzeichnet, daß das Kühlmittel als eine Ringspaltdüse (20) ausgebildet ist, welche eine ringförmige im Abstand zu den Filamenten angeordnete Düsenöffnung (21) aufweist.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß der Abstand zwischen der Düsenöffnung (21) der Ringspaltdüse (20) und den Filamenten (18) wesentlich kleiner ist als der Abstand zwischen den Mantel (15) der Blaskerze (12) und den Filamenten (18).
- Vorrichtung nach Anspruch 9 oder 10, dadurch gekennzeichnet, daß die Düsenöffnung (21) der Ringspaltdüse (20) eine veränderbare Spalthöhe aufweist.
- Vorrichtung nach einem der Ansprüche 6 bis 11, dadurch gekennzeichnet, daß das zusätzliche Kühlmittel (20) fest mit der Blaskerze (12) verbunden ist.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, daß die Ringspaltdüse (20) in einem die Blaskerze (12) überragenden umlaufenden Kragen ausgebildet ist.
- Vorrichtung nach einem der Anspruch 6 bis 13, dadurch gekennzeichnet, daß die Blaskerze (12) an einer Halteeinrichtung (13) derart gehalten ist, daß die Blaskerze (12) relativ zu der Haltevorrichtung (13) zwischen einer Betriebsstellung und einer Wartestellung axial verstellbar ist und in der Betriebsstellung zwischen der Haltevorrichtung (13) und dem Kühlmittel (6,20) oder der Spinndüse (1) eingespannt gehalten ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10252169 | 2002-11-09 | ||
| DE10252169 | 2002-11-09 | ||
| PCT/EP2003/011807 WO2004044282A1 (de) | 2002-11-09 | 2003-10-24 | Verfahren und vorrichtung zum schmelzspinnen und abkühlen einer vielzahl von synthetischen filamenten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1560952A1 EP1560952A1 (de) | 2005-08-10 |
| EP1560952B1 true EP1560952B1 (de) | 2008-10-01 |
Family
ID=32308503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03810948A Expired - Lifetime EP1560952B1 (de) | 2002-11-09 | 2003-10-24 | Verfahren und vorrichtung zum schmelzspinnen und abkuhlen einer vielzahl von synthetischen filamenten |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1560952B1 (de) |
| JP (1) | JP2006505705A (de) |
| CN (1) | CN1711375A (de) |
| DE (1) | DE50310587D1 (de) |
| WO (1) | WO2004044282A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101845674B (zh) * | 2010-06-07 | 2011-09-28 | 扬州华美丙纶纺织有限公司 | 二层环吹风纤维喷丝头 |
| CN106521648B (zh) * | 2016-12-21 | 2019-02-19 | 王维列 | 一种粘胶纤维纺丝机 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH673659A5 (de) * | 1987-03-05 | 1990-03-30 | Inventa Ag | |
| US4712988A (en) * | 1987-02-27 | 1987-12-15 | E. I. Du Pont De Nemours And Company | Apparatus for quenching melt sprun filaments |
| WO2001018288A1 (de) * | 1999-09-07 | 2001-03-15 | Barmag Ag | Verfahren zum schmelzspinnen |
-
2003
- 2003-10-24 EP EP03810948A patent/EP1560952B1/de not_active Expired - Lifetime
- 2003-10-24 WO PCT/EP2003/011807 patent/WO2004044282A1/de not_active Ceased
- 2003-10-24 JP JP2004550709A patent/JP2006505705A/ja active Pending
- 2003-10-24 DE DE50310587T patent/DE50310587D1/de not_active Expired - Lifetime
- 2003-10-24 CN CN 200380102936 patent/CN1711375A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006505705A (ja) | 2006-02-16 |
| DE50310587D1 (de) | 2008-11-13 |
| EP1560952A1 (de) | 2005-08-10 |
| CN1711375A (zh) | 2005-12-21 |
| WO2004044282A1 (de) | 2004-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0671492B1 (de) | Verwendung einer Spinndüse zur Herstellung cellulosischer Fäden | |
| EP0453819B1 (de) | Verfahren zur Herstellung von Feinstfaservliesen aus thermoplastischen Polymeren | |
| EP0937791B1 (de) | Verfahren und Vorrichtung zum Spinnen eines multifilen Fadens | |
| DE69214426T2 (de) | Vorrichtung und verfahren zur herstellung von organischen fasern | |
| EP3692188B1 (de) | Vorrichtung für die extrusion von filamenten und herstellung von spinnvliesstoffen | |
| EP1102878B1 (de) | Spinnvorrichtung und -verfahren zum spinnen eines synthetischen fadens | |
| WO2016173828A1 (de) | Verfahren und vorrichtung zum schmelzspinnen und abkühlen von multifilen fäden | |
| DE102016112394A1 (de) | Vorrichtung zum Schmelzspinnen und Abkühlen einer Filamentschar | |
| DE19821778A1 (de) | Vorrichtung und Verfahren zur Herstellung von Mikrofilamenten von hoher Titer-Gleichmäßigkeit aus thermoplastischen Polymeren | |
| EP1725702B1 (de) | Vorrichtung zum schmelzspinnen und abkühlen | |
| EP1228268A1 (de) | Verfahren zum schmelzspinnen | |
| EP1288349B1 (de) | Vorrichtung zum Schmelzspinnen und Kühlen einer Filamentschar | |
| DE1081195B (de) | Verfahren zur Herstellung von Glasfasern | |
| EP1560952B1 (de) | Verfahren und vorrichtung zum schmelzspinnen und abkuhlen einer vielzahl von synthetischen filamenten | |
| DE102020007434B4 (de) | Vorrichtung zum Abkühlen einer ringformig extrudierten Filamentschar | |
| EP1275756B1 (de) | Vorrichtung zum Schmelzspinnen und Kühlen einer Filamentschar | |
| EP3209820B1 (de) | Vorrichtung und verfahren zum schmelzspinnen und kühlen einer filamentschar | |
| EP1608801A1 (de) | Verfahren und vorrichtung zur herstellung von bcf-faden | |
| EP1467005A1 (de) | Verfahren und Vorrichtung zum Schmelzspinnen und Kühlen einer Filamentschar | |
| EP1735484B1 (de) | Verfahren und vorrichtung zum schmelzspinnen mehrerer multifiler fäden | |
| DE69109476T2 (de) | Polymer-Extruder. | |
| DE10140581A1 (de) | Spinnvorrichtung | |
| WO2002088436A9 (de) | Spinnvorrichtung | |
| DE102005048334A1 (de) | Vorrichtung zum Schmelzspinnen und Kühlen einer synthetischen Filamentschar | |
| DE102013014572A1 (de) | Vorrichtung zum Schmelzspinnen und Abkühlen synthetischer Filamente |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050429 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE IT LI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: OERLIKON TEXTILE GMBH & CO. KG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: OERLIKON TEXTILE GMBH & CO. KG |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50310587 Country of ref document: DE Date of ref document: 20081113 Kind code of ref document: P |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20081027 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20081022 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20090702 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20091029 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091024 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50310587 Country of ref document: DE Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 |