EP1221422A1 - Wickelvorrichtung zum Aufwickeln von mehreren Kunststoffbahnen auf starre Wickelwellen - Google Patents
Wickelvorrichtung zum Aufwickeln von mehreren Kunststoffbahnen auf starre Wickelwellen Download PDFInfo
- Publication number
- EP1221422A1 EP1221422A1 EP01100475A EP01100475A EP1221422A1 EP 1221422 A1 EP1221422 A1 EP 1221422A1 EP 01100475 A EP01100475 A EP 01100475A EP 01100475 A EP01100475 A EP 01100475A EP 1221422 A1 EP1221422 A1 EP 1221422A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding
- winding device
- plastic
- web
- webs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/10—Mechanisms in which power is applied to web-roll spindle
- B65H18/106—Mechanisms in which power is applied to web-roll spindle for several juxtaposed strips
Landscapes
- Winding Of Webs (AREA)
- Replacement Of Web Rolls (AREA)
Abstract
Die Wickelvorrichtung (1) zum Aufwicklen von Kunststoffbahnen
(4) auf zylindrische Wickelkerne (14) weist mindestens
zwei, vorzugsweise mehrere nebeneinanderliegende Tänzerwalzen
(7) auf. Diese Tänzerwalzen (7) stehen in zugestellter
Position in Eingriff mit der Oberfläche der Kunststoffbahnen
(4) und gleichen Längendifferenzen von benachbarten
Teilbahnen (4',4'') aus, welche gleichzeitig auf einen einzigen
Wickelkern (14) aufgewickelt werden. Vorzugsweise
weist die Wickelvorrichtung (1) drei hintereinander angeordnete
Wickelstellen (10;11;12) auf, in welchen jeweils
auf einen Wickelkern (14) zwei oder mehr Teilbahnen
(4',4'') gleichzeitig aufgewickelt werden.
Description
Die vorliegende Erfindung betrifft eine Wickelvorrichtung
nach dem Oberbegriff von Anspruch 1.
Derartige Wickelvorrichtungen werden eingesetzt, um Kunststoffbahnen,
insbesondere Folien, unmittelbar nach dem Herstellungsprozess
anschliessend an das Glättwerk auf Rollen
resp. Wickelkerne aufzuwickeln. Dabei werden typischerweise
Wickelgeschwindigkeiten bis zu 40 m/Min gefordert bei Endwickeldurchmessern
von bis zu 2 m. Dies bedeutet, dass Folienbahnen
zwischen ca. 400 m und 4 km erzeugt und aufgewickelt
werden, abhängig u.a. von der Folienstärke, welche
typischerweise zwischen 0.2 bis 2.5 mm beträgt.
Die fertig gewickelten Rollen weisen demnach beträchtliche
Abmessungen und auch ein hohes Gewicht von bis zu 2500 kg
auf. Herkömmlicherweise werden häufig auf vier Wickelvorrichtungen
bis maximal 4 Bahnen gleichzeitig gewickelt, wobei
jede Bahn auf einer eigenen, separaten Wickelvorrichtung
gewickelt wird. Dies führt dazu, dass diese Vorrichtungen
einen grossen Platzbedarf aufweisen, da die Rollen
in Wickelbahnrichtung gesehen nacheinander angeordnet sind.
Um gleichzeitig mehrere Bahnen auf einen Wickler resp. Wickelstation
aufzubringen, ist ein Rollensystem entwickelt
worden, bei welchem parallel zueinander auf einer Achse angeordnet
mehrere Wickelbahnen aufgerollt werden können.
Hierzu weist die Welle jeweils Friktionskupplungen zu den
einzelnen daran befindlichen Wickelkernen auf. Damit soll
die durch kleine Abweichungen in der Stärke der Bahnen herrührenden
Durchmesserunterschiede der einzelnen Wickelkerne
kompensiert werden. Dieses System hat einerseits den Nachteil,
dass der Aufbau der Welle und der Wickelkerne sehr
aufwändig und damit teuer ist andererseits auf verhältnismässig
schmale Wickelbahnen von max. ca. 80 mm Breite beschränkt.
Die Aufgabe der vorliegenden Erfindung lag nun darin, eine
Wickelvorrichtung zu finden, welche eine höhere Wickelleistung
bei geringerem Platzbedarf, als die bei herkömmlichen
Vorrichtungen notwendig ist, aufweist.
Diese Aufgabe wird erfindungsgemäss durch eine Vorrichtung
mit den Merkmalen nach Anspruch 1 gelöst.
Weitere, bevorzugte Ausführungsformen der Erfindung ergeben
sich aus den abhängigen Ansprüchen 2 bis 12.
Durch die Anordnung von Tänzerwalzen, welche im wesentlichen
senkrecht zur Kunststoffbahn auf diese einwirkend zugestellt
werden, können durch quer zur Kunststoffbahn auftretende
Dickenunterschiede insbesondere mehrerer paralleler
Bahnen auf einfache Weise kompensiert werden. Damit ist
es möglich, gleichzeitig zwei oder mehrere Bahnen von einstellbarer
Bahnbreite auf einen gemeinsamen Wickelkern aufzuwickeln.
Dabei müssen keine voneinander über eine Rutschkupplung
entkoppelte Wickelkernbereiche eingerichtet werden.
Damit ist es vorteilhaft möglich, auf einen einfachen
Wickelkern an einer Position mehrere Bahnen gleichzeitig
aufzuwickeln und diese Position nach erfolgter vollständiger
Wicklung direkt zu verladen. Damit benötigt eine erfindungsgemässe
Vorrichtung im Vergleich zu herkömmlichen Vorrichtungen
zum Aufwickeln von jeweils lediglich einer
Kunststoffbahn bei gleicher Wickelleistung einen bedeutend
kleineren Raumbedarf.
Vorzugsweise wird die aus dem Extruder stammende Kunststoffbahn
nach dem Glättwerk vorzugsweise einem Bahnspeicher
resp. Hauptspeicher zugeführt, welcher vorzugsweise in
die erfindungsgemässe Vorrichtung integriert ist. Dieser
Hauptspeicher dient dazu, dass vom Extruder laufend produzierte
Bahnmaterial zwischenzuspeichern, falls der Aufwickelvorgang
unterbrochen ist. Dies ist beispielsweise beim
Wechseln der Wickelstellen der Fall, d.h. wenn eine voll
aufgewickelter Wickelkern abgeschaltet und eine neuer Wickelkern
zugeschaltet werden soll. In dieser Phase muss das
Kunststoffband auf der Wickelvorrichtung teilweise stillgelegt
werden, der Extruder sollte aber in dieser Zeit weiter
produzieren können, da sonst die Extrusionsanlage abgeschaltet
werden müsste.
Wenn die erfindungsgemässe Vorrichtung vorzugsweise drei
Wickelstellen aufweist, können vorteilhaft jeweils zwei Wickelstellen
gleichzeitig betrieben werden, d.h. aufgewickelt
werden, und die dritte Stelle kann für einen nachfolgenden
Wickelvorgang vorbereitet werden. Dies kann beispielsweise
das Entfernen der fertig gewickelten Rollen umfassen
und das Einrichten eines neuen, leeren Wickelkernes.
Damit lässt sich auf vorteilhafte Weise mit geringem Raumbedarf
eine Wickelvorrichtung realisieren, welche ein hohe
Wickelleistung aufweist. Darüber hinaus kann die Vorrichtung
einfach auf unterschiedliche Bandbreiten und -dicken
eingestellt werden.
Besonders vorteilhaft eignet sich die erfindungsgemässe
Vorrichtung zum Aufwickeln von dünnen Kunststofffolien von
0,2 bis 2,5 mm.
Ein Ausführungsbeispiel der vorliegenden Erfindung wird
nachstehend anhand von Zeichnungen noch näher beschrieben.
Es zeigen
Es zeigen
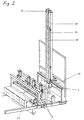
In Figur 1 ist die Seitenansicht einer erfindungsgemässen
Wickelvorrichtung dargestellt. Die Wickelvorrichtung 1
weist einen Trägerrahmen 2 auf, an welchem die einzelnen
Komponenten angeordnet sind.
In Figur 2 auf der rechten Seite ist der Hauptspeicher 3
dargestellt. In diesen Hauptspeicher 3 gelangt beispielsweise
eine von einem Extruder und Glättwerk (beides nicht
dargestellt) stammende Bahn 4. Diese Bahn 4 wird um eine
Vielzahl Walzenrollen 5 herumgeführt, bis sie den Hauptspeicher
3 wieder verlassen.
Die Walzenrollen 5 sind in eine obere 5' und untere Gruppe
5'' zusammengefasst, welche gegeneinander vertikal verschiebbar
im Hauptspeicher 3 angeordnet sind. Die Verschiebbarkeit
wird beispielsweise mittels elastischen Elementen,
wie Federn oder dergleichen realisiert. Im Grundzustand,
d.h. leerem Speicher, liegen diese beiden Gruppe von
Drehstäben 5 praktisch auf einer horizontalen Ebene, resp.
lassen die Bahnen 4 praktisch gestreckt durch den Hauptspeicher
3 hindurchlaufen. Die elastischen Elemente sind
nun derart angeordnet, dass die Drehstäbe 5 der beiden
Gruppen gegen die Bahnen 4 voneinander weg gedrückt werden.
Wenn nun auf der rechten Seite vom Extruder die Bahnen 4
zugeführt werden, aber auf der linken Seite die Bahnen 4
noch nicht abgezogen werden, so bewegen sich die beiden
Gruppen 5' resp. 5'' auseinander und nehmen damit eine verhältnismässig
grosse Länge an Bahnmaterial 4 auf. Sobald
nun von der linken Seite Bahnmaterial 4 abgezogen wird, und
zwar in stärkerem Masse als die Zuführung erfolgt, so baut
sich der Speicher in entgegengesetzter Weise ab. Der Hauptspeicher
3 gewährleistet also eine unterbrechungsfreie Produktion
der Bahnen 4 auch bei ruhender Aufwickelvorrichtung,
wenigstens für eine beschränkte Zeit. Der Hauptspeicher
kann nun durch unabhängig nebeneinander angeordnete
Gruppen 5' resp. 5'' für die unabhängige Speicherung von
mehreren Bahnen 4 ausgelegt sein, die auch von unterschiedlichen
Extrudern her stammen können.
Anschliessend an den Hauptspeicher 3 ist vorzugsweise eine
Bahnschneideeinrichtung 6 angeordnet, in welcher die einzelne
Bahn 4 in mehrere Teilbahnen unterschiedlicher oder
gleicher Breite aufgeteilt werden kann. Hierfür sind in der
Bahnschneideeinrichtung 6 beispielsweise zustellbare und in
der seitlichen Anordnung einstellbare Klingen oder Rollenmesser
angeordnet.
Anschliessend werden die Bahnen 4 resp. die Teilbahnen unter
den Tänzerwalzen 7 hindurch zum Abzug 8 geführt, welcher
die Bahnen 4 schliesslich über einen Rost oder Transportband
9 leitend den einzelnen Wickelstationen 10, 11 und
12 zuführt. Die Tänzerwalzen 7 sind hier in der nicht zugestellten
Position dargestellt, d.h. sie sind nicht im Eingriff
auf die Oberseite der Bahnen 4. Im Bereich des Abzuges
8, vorzugsweise unmittelbar nach dem Abzug 8 ist eine
weitere Schneideeinheit 13 angeordnet, welche die Bahnen 4
quer zur Bahnrichtung zu- resp. abschneiden kann.
Im dargestellten Ausführungsbeispiel einer erfindungsgemässen
Wickelvorrichtung mit drei Wickelstellen 10,11 und 12
können nun vorteilhaft gleichzeitig zwei Bahnen 4 praktisch
unterbrechungsfrei parallel aufgewickelt werden, wobei jede
Bahn 4 in bis zu 4 Teilbahnen unterteilt sein kann. So kann
beispielsweise die erste aufgeteilte Bahn 4 auf die erste
Wickelstelle 10 und die zweite aufgeteilte Bahn 4 auf die
zweite Wickelstelle 11 geführt sein und dort aufgewickelt
werden. Währenddessen wird an der Wickelstelle 12 ein neuer,
leerer Wickelkern 14 vorbereitet und positioniert. Wenn
nun beispielsweise die Wickelstelle 10 fertig gewickelt
ist, kann die ganze Bahn 4 angehalten werden, während der
Hauptspeicher 3 für diese Bahn das weiterhin durch den
Extruder produzierte Material zwischenspeichert. Nach dem
Durchschneiden der Bahn 4 durch die Schneideeinheit 13 kann
nun die Bahn 4 über das Band 9 zur Wickelstelle 12 geleitet
werden und dort mit dem Wickelkern 14 verbunden werden. Anschliessend
wird nun die ganze Bahn 4 mit einer höheren
Bahngeschwindigkeit betrieben, als der zugehörige Extruder
liefert, womit der Hauptspeicher 3 wieder entleert wird.
Wenn dies eingetroffen ist, oder wenigstens annähernd eingetroffen
ist, wird die Bandgeschwindigkeit auf den gleichen
Wert wie diejenige des Extruders zurückgefahren und
die Wickelstelle 12 bis zur Fertigstellung betrieben. Unterdessen
kann der fertig bewickelte Wickelkern der Wickelstelle
10 aus der Vorrichtung 1 ausgebracht werden und ein
neuer, leerer Wickelkern 14 vorbereitet und positioniert
werden.
Die durch nicht ganz gleichmässige Dicke über die Breite
der Bahnen 4 stammenden Durchmesserunterschiede von auf
derselben Welle resp. Wickelwelle 10,11 oder 12 nebeneinander
angeordneten und aufgewickelten Teilbahnen zu kompensieren,
sind die Tänzerwalzen 7 vorgesehen.
In Figur 2 ist diesbezüglich ein vergrösserte Ansicht des
Bereiches um die Tänzerwalzen 7 dargestellt. In Figur 7
sind zwei nebeneinander angeordnete Tänzerwalzen 7 gezeigt,
welche jeweils am Ende einer Stange 15 drehbar angeordnet
sind. Die Stangen 15 ihrerseits sind vertikal verschiebbar
entlang von Schienen 16 angeordnet, welche an Trägern 17
befestigt sind. Die Träger 17 sind wiederum auf einer gemeinsamen
Schiene 18 quer zur Bahnrichtung einzeln verschiebbar
angeordnet. Als Zustellmittel für die Tänzerwalzen
7 sind nun einerseits beispielsweise Zugseile 19 angeordnet,
welche die Tänzerwalzen 7 resp. die Stangen 15 entlang
der Schienen 16 in die in der Figur 2 dargestellten
Ruheposition ziehen können. In dieser Position greifen die
Tänzerwalzen 7 nicht auf die Oberflächen der Bahnen 4 (hier
der Übersichtlichkeit halber nicht dargestellt) ein sondern
befinden sich oberhalb der Bahnen 4. Um nun wie bereits erwähnt
die Durchmesserunterschiede der nebeneinanderliegenden
Teilbahnen der teilbewickelten Wickelkerne 14 auszugleichen,
werden vor dem Beginn des Wickelvorganges die
Tänzerwalzen 7 nach unten in die Arbeitsposition gefahren,
d.h mit der Oberseite der Bahnen 4 in Kontakt gebracht.
Diejenige Teilbahn auf einem gemeinsamen Wickelkern 14 mit
dem grössten Durchmesser bestimmt die Bahngeschwindigkeit,
da mit dieser die Bahnen 4 als Ganzes resp. gemeinsam abgezogen
werden. Für die benachbarten Teilbahnen mit kleinerem
Durchmesser wird damit zuviel Material geliefert, welches
nun durch Absenken der entsprechenden Tänzerwalzen ausgeglichen
werden kann.
In Figur 3 ist dies schematisch in der Ansicht für zwei benachbarte
Teilbahnen 4' und 4'' dargestellt. Die Teilbahn
4'' weist dabei auf dem gemeinsamen Wickelkern 14 einen
leicht grösseren Durchmesser auf, wodurch das aus der gemeinsam
gelieferten Bahn 4 zuviel gelieferte Material der
Teilbahn 4' dadurch ausgeglichen wird, indem die entsprechende
Tänzerwalze 7' nach unten verschoben wird und damit
diese Strecke ausgleicht.
Bei den auftretenden Unterschieden handelt es sich in der
Regel nur um kleine Unterschiede, welche letztlich in einer
kleinen oder grösseren Auslenkung der Tänzerwalzen 7 nach
unten resultieren. Wenn aber dieser Ausgleich nicht vorhanden
wäre, würde dies zu einer Überstreckung der Bahn mit
dem grössten Durchmesser und damit zu nicht weiter verarbeitbaren
Rollen führen, da neben der überstreckten Bahn
die übrigen Bahnen mit zu schwacher Zugkraft gewickelt wurden
und damit zu Teleskopierung neigen.
Vorteilhaft wird ein festgestellter Unterschied der Dicken
der Teilbahnen, welcher in einer Bewegung der entsprechenden
Tänzerwalzen 7 resultiert, festgestellt und entsprechend
die Düsenöffnung des Extruders im entsprechenden
Breitenbereich korrigiert. Die Bewegung der Tänzerwalzen 7
kann also auch als Anzeige für eine über die Breite unterschiedliche
Dicke herangezogen werden.
In Figur 2 ist weiter auf der linken Seite noch der Führungsweiche
20 ersichtlich. Diese schwenkbar angeordnete
Führungsweiche 20 dient dazu, beim Beginn eines neuen
Wickelvorganges den Anfang der Bänder 4 zu der ausgewählten
Wickelstelle 10, 11 oder 12 zu leiten. Hierfür wird die
Weiche 20 nach oben verschwenkt und leitet die vordere Kante
der Bahnen 4 nach unten zum leeren Wickelkern 14.
Ebenfalls aus Figur 2 ist der Aufbau des Abzuges 8 näher
ersichtlich. Der Abzug 8 besteht aus einer segmentierten,
linken und rechten unteren, angetriebenen Walze 21 und einer
ebenfalls segmentierten linken und rechten oberen, vertikal
beweglichen Walze 22, welche ansteuerbar angeordnet
sind. Der Abzug 8 wird gebraucht, um beim Beginn des Wickelvorganges
die Bänder 4 zu entsprechenden Wickelposition
10, 11 oder 12 zu transportieren und die Bänder 4 resp. die
Teilbänder mit dem leeren Wickelkern 14 zu verbinden. Anschliessend
wird die obere Walze 21 des Abzuges 8 abgehoben
und die Bänder durch den Antrieb des Wickelkernes 14 abgezogen.
Mit einer solchen erfindungsgemässen Vorrichtung können Wickelgeschwindigkeiten
zwischen 2 bis 40 m/Min erreicht werden,
was bei einem Wickelkerndurchmesser zwischen 200 und
400 mm und einer fertigen Wicklung mit einem Durchmesser
von 2000 mm bei Foliendicken zwischen 0.3 und 2.2 mm zu einer
aufgewickelten Bahnlänge zwischen 300 und 9999 m führt.
Das Gewicht einer fertig gewickelten Rolle kann bis zu 2500
kg betragen.
Claims (12)
- Wickelvorrichtung zum Aufwickeln von Kunststoffbahnen resp. -folien auf mindestens zwei Wickelkerne (14) in einer Wickelstelle (10;11;12), mit einer Födereinrichtung mit mindestens einem Abzug (8) für das Zuführen der Kunststoffbahnen (4) sowie mit auf diese einwirkende, zustellbare Schneide- und Führungseinrichtungen, dadurch gekennzeichnet, dass mindestens zwei auf die Kunststoffbahnen (4) einwirkende zustellbare Tänzerwalzen (7) vorhanden sind, welche seitlich zur Bahnbewegungsrichtung verstellbar ist und welche über eine definierte oder einstellbare Kraft in zugestellter Position auf die Kunststoffbahnen (4) im wesentlichen senkrecht oder waagrecht zur Bahnbewegungsrichtung einwirkt.
- Wickelvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass mehrere Tänzerwalzen (7) entlang einer gemeinsamen Führungsschiene (18) verschiebbar nebeneinander angeordnet sind.
- Wickelvorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass jeweils eine Tänzerwalze (7) in einer Führungsschiene (16) im wesentlichen senkrecht zur Bahnfläche verschiebbar angeordnet ist und Zustellmittel, vorzugsweise in Form einer Spindel (19), zur Positionierung aufweist.
- Wickelvorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Tänzerwalzen (7) einen hohlzylindrischen Aufbau mit mehreren Stegen zwischen Achse und Zylindermantel aufweisen.
- Wickelvorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass in Bahnbewegungsrichtung nach den Tänzerwalzen (7) ein Abzug (8) angeordnet sind.
- Wickelvorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Schneideeinrichtungen (6;13) in die Kunststoffbahn (4) zustellbare Klingen oder Rollenmesser aufweisen.
- Wickelvorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass mindestens ein in die Kunststoffbahn (4) einschwenkbare Führungsweiche (20) vorhanden ist, vorzugsweise über oder nahe jeder Wickelstelle (10;11;12) positioniert.
- Wickelvorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass jeder Wickelkern (14) mit mindestens zwei, vorzugsweise vier bis acht parallelen Kunststoffbahnen beaufschlagt ist.
- Wickelvorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass seitlich zur Kunststoffbahn (4) einstellbare und senkrecht zur Kunststoffbahn (4) zustellbare Schneideeinrichtungen (6) vorhanden sind, welche die Kunststoffbahn (4) in zugestellter Position in mindestens zwei oder mehr parallele Teilbahnen (4',4'') zuschneiden.
- Wickelvorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass sie mindestens zwei, vorzugsweise drei hintereinander angeordnete Wickelstellen (10;11;12) zur Aufnahme der Wickelkerne (14) aufweist.
- Wickelvorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass jede Wickelstelle (10;11;12) einen eigenen, einstellbaren Antrieb aufweist.
- Wickelvorrichtung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Wickelvorrichtung eine Speichereinrichtung (3) zur Aufnahme und Zwischenspeicherung von stetig gelieferten Kunststoffbahnen (4) aufweist, welche vorzugsweise mehrere hintereinander in zwei parallelen Gruppen (5',5'') angeordnete Rollen (5) aufweist, welche beiden Gruppen gegen- resp. zueinander senkrecht zur Kunststoffbahn (4) verschiebbar angeordnet sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01100475A EP1221422A1 (de) | 2001-01-09 | 2001-01-09 | Wickelvorrichtung zum Aufwickeln von mehreren Kunststoffbahnen auf starre Wickelwellen |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01100475A EP1221422A1 (de) | 2001-01-09 | 2001-01-09 | Wickelvorrichtung zum Aufwickeln von mehreren Kunststoffbahnen auf starre Wickelwellen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1221422A1 true EP1221422A1 (de) | 2002-07-10 |
Family
ID=8176170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01100475A Withdrawn EP1221422A1 (de) | 2001-01-09 | 2001-01-09 | Wickelvorrichtung zum Aufwickeln von mehreren Kunststoffbahnen auf starre Wickelwellen |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1221422A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20111444A1 (it) * | 2011-07-29 | 2013-01-30 | Mobert Srl | Dispositivo e metodo di avvolgimento su un unico asse di una pluralita' di rotoli di sacchi pretagliati |
| CN103935816A (zh) * | 2014-04-21 | 2014-07-23 | 江苏赛宝龙石化有限公司 | 一种塑料薄片牵引装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR935706A (fr) * | 1946-10-31 | 1948-06-29 | Dispositif permettant d'écarter entre elles différentes bandes de papier résultant d'une bande initiale par découpage longitudinal | |
| US3743153A (en) * | 1970-12-21 | 1973-07-03 | Eastman Kodak Co | Apparatus and method for handling a web |
| US3746271A (en) * | 1971-10-07 | 1973-07-17 | S Frankel | Winding process and device for one or more strips of flexible material |
| GB1336652A (en) * | 1970-10-30 | 1973-11-07 | Redman Heenan Int | Spreader for slit web material |
| FR2474006A1 (fr) * | 1980-01-21 | 1981-07-24 | Chambon Machines | Appareil pour ecarter lateralement les unes des autres des bandes defilant en continu |
| US4798353A (en) * | 1987-02-05 | 1989-01-17 | Printpack, Inc. | Web slitting system and slack inducing apparatus and method useful therein |
-
2001
- 2001-01-09 EP EP01100475A patent/EP1221422A1/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR935706A (fr) * | 1946-10-31 | 1948-06-29 | Dispositif permettant d'écarter entre elles différentes bandes de papier résultant d'une bande initiale par découpage longitudinal | |
| GB1336652A (en) * | 1970-10-30 | 1973-11-07 | Redman Heenan Int | Spreader for slit web material |
| US3743153A (en) * | 1970-12-21 | 1973-07-03 | Eastman Kodak Co | Apparatus and method for handling a web |
| US3746271A (en) * | 1971-10-07 | 1973-07-17 | S Frankel | Winding process and device for one or more strips of flexible material |
| FR2474006A1 (fr) * | 1980-01-21 | 1981-07-24 | Chambon Machines | Appareil pour ecarter lateralement les unes des autres des bandes defilant en continu |
| US4798353A (en) * | 1987-02-05 | 1989-01-17 | Printpack, Inc. | Web slitting system and slack inducing apparatus and method useful therein |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20111444A1 (it) * | 2011-07-29 | 2013-01-30 | Mobert Srl | Dispositivo e metodo di avvolgimento su un unico asse di una pluralita' di rotoli di sacchi pretagliati |
| CN103935816A (zh) * | 2014-04-21 | 2014-07-23 | 江苏赛宝龙石化有限公司 | 一种塑料薄片牵引装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60116994T2 (de) | Umwickelmaschine zum umwickeln von material auf eine hülse und entsprechendes wickelverfahren | |
| DE69916444T2 (de) | Wickelmaschine zum Formen von Rollen grossen Durchmessers aus Bahnmaterial mit Mitteln zum Einschieben einer Hülse | |
| DE2301392A1 (de) | Vorrichtung zur herstellung von zu rollen gewickelter folien | |
| DE2154119A1 (de) | Verfahren und Vorrichtung zum Behandeln von Bahnenmaterial | |
| DE2644298A1 (de) | Vorrichtung zum anschliessen einer bobine aus papier oder einem anderen material an eine andere bobine | |
| DE19607349A1 (de) | Verfahren und Vorrichtung zum Aufwickeln einer Papierbahn zu einer Rolle | |
| EP0968919B1 (de) | Vorrichtung zum Umwickeln von quaderförmigen Gegenständen mit einem Bahnförmigen Umwickelmaterial | |
| DE4104082A1 (de) | Vorrichtung zum wahlweisen umschlingen von wickelhuelsen in der einen oder anderen umschlingungsdrehrichtung durch eine warenbahn bei mehrfach-wickelwendemaschinen | |
| DE69624075T2 (de) | Aufwickelmaschine | |
| EP0790084A2 (de) | Haspelanlage für Bänder | |
| EP2782858B1 (de) | Wickler für eine endlose materialbahn | |
| DE1948727A1 (de) | Aufwickelvorrichtung fuer bahnfoermiges Gut | |
| DE60200291T2 (de) | Umwickelmaschine mit Flanken zum Tragen von sich entlang einer geschlossenen Bahn bewegenden greifenden Zentrierdornen | |
| DE202014103124U1 (de) | Slitter zum Schneiden eines Cordbandes | |
| EP2803609B1 (de) | Maschine zum Aufwickeln von bahnförmigen Materialien | |
| DE3816224C1 (de) | ||
| DE69804349T2 (de) | Wickelmaschine für bahnen, zum wickeln von rollen | |
| EP2694415B1 (de) | Verfahren und vorrichtung zum wechseln von wickelwellen | |
| DE202018104837U1 (de) | Schneideinrichtung zum Schneiden von Bandmaterial | |
| EP0514334B1 (de) | Anpresseinrichtung für Wickelmaschinen zum Herstellen von rohrförmigen Paketen aus Druckprodukten | |
| EP1221422A1 (de) | Wickelvorrichtung zum Aufwickeln von mehreren Kunststoffbahnen auf starre Wickelwellen | |
| EP3737630B1 (de) | Vorrichtung zum schneiden einer materialbahn in einzelne bögen mit einem bahnspeicher | |
| DE19748648C1 (de) | Kontinuierlich arbeitender Rollenschneider mit einem Wickelabschnitt | |
| DE10039040A1 (de) | Verfahren und Vorrichtung zum Herstellen von Papierrollen | |
| DE3005530A1 (de) | Drahtliefer- und-richtvorrichtung fuer drahtverarbeitende maschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20010210 |