EP1114694A1 - Machine-outil - Google Patents
Machine-outil Download PDFInfo
- Publication number
- EP1114694A1 EP1114694A1 EP99905331A EP99905331A EP1114694A1 EP 1114694 A1 EP1114694 A1 EP 1114694A1 EP 99905331 A EP99905331 A EP 99905331A EP 99905331 A EP99905331 A EP 99905331A EP 1114694 A1 EP1114694 A1 EP 1114694A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- feed
- slide
- driving means
- tool
- mechanisms
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
- B23Q1/44—Movable or adjustable work or tool supports using particular mechanisms
- B23Q1/56—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs only, the sliding pairs being the first two elements of the mechanism
- B23Q1/60—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs only, the sliding pairs being the first two elements of the mechanism two sliding pairs only, the sliding pairs being the first two elements of the mechanism
- B23Q1/62—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs only, the sliding pairs being the first two elements of the mechanism two sliding pairs only, the sliding pairs being the first two elements of the mechanism with perpendicular axes, e.g. cross-slides
- B23Q1/621—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs only, the sliding pairs being the first two elements of the mechanism two sliding pairs only, the sliding pairs being the first two elements of the mechanism with perpendicular axes, e.g. cross-slides a single sliding pair followed perpendicularly by a single sliding pair
- B23Q1/623—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs only, the sliding pairs being the first two elements of the mechanism two sliding pairs only, the sliding pairs being the first two elements of the mechanism with perpendicular axes, e.g. cross-slides a single sliding pair followed perpendicularly by a single sliding pair followed perpendicularly by a single rotating pair
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/01—Frames, beds, pillars or like members; Arrangement of ways
- B23Q1/012—Portals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/01—Frames, beds, pillars or like members; Arrangement of ways
- B23Q1/017—Arrangements of ways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
- B23Q1/44—Movable or adjustable work or tool supports using particular mechanisms
- B23Q1/48—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs and rotating pairs
- B23Q1/4804—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs and rotating pairs a single rotating pair followed perpendicularly by a single sliding pair
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
- B23Q1/44—Movable or adjustable work or tool supports using particular mechanisms
- B23Q1/48—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs and rotating pairs
- B23Q1/4852—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs and rotating pairs a single sliding pair followed perpendicularly by a single rotating pair
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
- B23Q1/44—Movable or adjustable work or tool supports using particular mechanisms
- B23Q1/48—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs and rotating pairs
- B23Q1/4852—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs and rotating pairs a single sliding pair followed perpendicularly by a single rotating pair
- B23Q1/4866—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs and rotating pairs a single sliding pair followed perpendicularly by a single rotating pair followed perpendicularly by a single sliding pair
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
- B23Q1/44—Movable or adjustable work or tool supports using particular mechanisms
- B23Q1/56—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs only, the sliding pairs being the first two elements of the mechanism
- B23Q1/60—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs only, the sliding pairs being the first two elements of the mechanism two sliding pairs only, the sliding pairs being the first two elements of the mechanism
- B23Q1/62—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs only, the sliding pairs being the first two elements of the mechanism two sliding pairs only, the sliding pairs being the first two elements of the mechanism with perpendicular axes, e.g. cross-slides
- B23Q1/621—Movable or adjustable work or tool supports using particular mechanisms with sliding pairs only, the sliding pairs being the first two elements of the mechanism two sliding pairs only, the sliding pairs being the first two elements of the mechanism with perpendicular axes, e.g. cross-slides a single sliding pair followed perpendicularly by a single sliding pair
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q5/00—Driving or feeding mechanisms; Control arrangements therefor
- B23Q5/22—Feeding members carrying tools or work
- B23Q5/28—Electric drives
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50165—Axis nc machine cooperates with two axis rotary table
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50174—Machine tool y-1, y-2, z, A-axis, table x, c-axis
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5104—Type of machine
- Y10T29/5105—Drill press
- Y10T29/5107—Drilling and other
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5104—Type of machine
- Y10T29/5109—Lathe
- Y10T29/5114—Lathe and tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/307672—Angularly adjustable cutter head
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/307728—Milling including means to infeed rotary cutter toward work including gantry-type cutter-carrier
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/30784—Milling including means to adustably position cutter
- Y10T409/307952—Linear adjustment
- Y10T409/308288—Linear adjustment including gantry-type cutter-carrier
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/30784—Milling including means to adustably position cutter
- Y10T409/308512—Compound angular adjustment
Definitions
- the present invention relates to a machine tool such as a lathe, a milling machine, a machining center etc. comprising feeding system to linearly feed a tool rest, a tool post, a tool slide, a tool box and a slide to be fed such as a spindle head, a table etc.
- An conventional general machine tool comprises feeding system composed of linear feed-driving means such as a ball screw etc., feed-moving bodies such as a ball nut etc. which engage with the feed-driving means and move along them, and position sensors such as a rotary encoder etc. to detect positions of the feed-moving bodies along the feed-driving means.
- the feeding system drive above-mentioned tool rest etc. and the slide such as the spindle head, the table etc. to move them linearly.
- the machining center comprises a table for installing an object to be machined (hereinafter referred to as a work piece) thereto, a spindle which is rotatably supported and can hold a tool at a front end portion thereof, and three pairs of feeding system which relatively move the table and the spindle in the mutually orthogonal three axes directions.
- a three-dimensional machining can be realized for the work piece put on the table.
- the above-mentioned three pairs of feeding system are disposed so that the each feed-driving means is mutually orthogonal, the table is driven by the first feed gear provided with the horizontal feed-driving means, and the spindle is driven by the second and the third feeding system whose feed-driving means are mutually orthogonal as well as at right angles to feed-driving means of the first feed gear.
- one feed gear is formed of one feed-driving means, and the slide to be fed such as above-mentioned table is driven by such feed gear and also guided by linear guide mechanisms (for example a rolling guide and a sliding guide etc.) arranged at both sides of the feed-driving means, the slide moving along the linear guide mechanisms.
- a machining center 100 comprises a bed 101, a pair of columns 102 and 102 respectively erected from both sides of the bed 101, and a cross beam 103 horizontally linked with upper end portions of the column 102 and 102.
- a table 105 which is driven by the first feed gear (not shown) having above-mentioned construction and reciprocally moves in the X-axis direction indicated by an arrow (X) is mounted on the bed 101, and a saddle 106 which is driven by the second feed gear (not shown) and reciprocally moves in the Y-axis direction indicated by an arrow (Y) is disposed at a front face 103a of the cross beam 103, and a slide 107 which is driven by the third feed gear (not shown) and reciprocally moves in the Z-axis direction indicated by an arrow (Z) is disposed at a front of the saddle 106.
- a head holder 108 which is driven by a first rotary feed gear (not shown) comprising a drive motor and a worm gear etc.
- a spindle head 111 which is supported by a support shaft 110, driven by a second rotary feed gear (not shown) comprising a drive motor etc., rotating in the direction of an arrow B is disposed between a pair of support arms 109, 109 of the head holder 108.
- the spindle head 111 rotatably supports a spindle 112 having a front end portion to hold a tool T and axially rotates the spindle 112 by an appropriate drive means such as a built-in drive motor (not shown) etc.
- each feed gear (not shown) and the drive means (not shown) are controlled in their operations by a controller 113.
- the table 105 and the spindle 112 can be relatively moved in the X-axis, Y-axis and Z-axis directions respectively by driving and controlling above-mentioned each feed gear (not shown) and the drive means (not shown) owing to the controller 113, furthermore, the spindle 112 can swing so that the spindle center thereof obliquely crosses the driving directions of the feeding system (not shown).
- the spindle 112 can be linearly and curvilinearly moved in the three-dimensional space. Therefore, the work pieces having the complicated surfaces are continuously machined at a time with being fixed on the table 105.
- the head holder 108 and the spindle head 111 are driven by the rotary feeding system comprising the drive motor and the worm gear etc., rotating in the directions of the arrow A and the arrow B respectively, whereby needing complicated constructions thereof, as a result the size of a mechanism itself becomes large in view of strength thereof.
- the rotary feeding system since the rotary feeding system must be stored in a limited space, they cannot be produced easily, consequently a manufacturing cost is heightened. It is also problem on accuracy that the rotary feeding system using the worm gear etc., have many error factors such as a backlash which disables a precise control of the head holder 108 and the spindle head 111.
- a further advantage is to provide a machine tool comprising above-mentioned feeding system to machine work pieces having complicated surfaces.
- each feed gear comprises a first and a second feed mechanisms which are provided in parallel manner spaced apart from each other by a specified interval therebetween respectively comprising: a linear feed-driving means, a feed-moving body which engages with the feed-driving means and moves along the feed-driving means and a position sensor to detect positions of the feed-moving body along the feed-driving means, a first and a second support mechanisms which are respectively connected to each feed-moving body of the first and the second feed mechanisms and rotatably support the slide to be fed, and a control means to independently control the feed motions of the first and the second feed mechanisms, wherein at least either of support portions of the first and the second support mechanisms rotatably supporting the slide to be fed is disposed so as to move in such a direction as being separated from the other, and the slide to be fed is rotated on the basis of a difference in moving amount
- two feed-moving bodies can be synchronously moved by independently controlling the feed motions of the first and the second feed mechanisms, on the other hand, those two feed-moving bodies can be moved in such a manner that there is a difference in moving amount therebetween.
- the slide to be fed can be moved in a parallel manner, while for moving them such that there is a difference in moving amount therebetween, at least either of the support portions of the first and the second support mechanisms moves so as to separate from the other on the basis of the movements of the feed-moving bodies, as a result the slide to be fed rotates within a plane including two feed-driving means, consequently the slide to be fed moves with being rotated in the feeding directions of the first and the second feed mechanisms.
- the slide to be fed can be rotated. Therefore, even though a work piece has a complicated surface, it can be easily machined.
- the slide to be fed can be rotated by one feed gear, the structure of the feed gear itself is made simple, consequently there is such an advantage that the machine tool in the present invention can be produced easily in comparison with an conventional one, as a result a manufacturing cost can be lowered.
- the support portions in the present invention can be disposed so as to be linearly moved relative to the slide to be fed.
- a simple and precise mechanism to move the support portions can be attained.
- the feed-driving means in above-mentioned present invention can be composed of a linear motor.
- the drive means with using the conventional worm gear as described above have many error factors such as a backlash, therefore the slide to be fed cannot be precisely rotated.
- the linear motor such error decreases, whereby the slide to be fed can be precisely rotated.
- the slide to be fed is provided with a tool hold mechanism to hold a tool
- the tool can be linearly moved in the feeding directions of the feeding system and also can be rotated, whereby it is possible to machine the work piece having the complicated surface such as a curved one.
- the machine tool in the present invention can comprise a pair of columns disposed in a parallel manner being spaced away from each other by a specified interval therebetween, a cross beam linked with the columns, and a table that is provided under the cross beam and is allowed reciprocating in orthogonal direction of the cross beam, wherein the first and the second feed mechanisms are disposed at a front face of the cross beam, the slide is provided with the tool hold mechanism to rotatably hold the tool, and the tool hold mechanism is movable across the feed-driving means.
- the table and the tool hold mechanism can be linearly moved in two-axial directions of a moving direction of the table and a longitudinal direction of the cross beam both of which are disposed at right angles to each other, also can be linearly moved relative to such a direction as crossing above-mentioned two axes.
- the tool hold mechanism can be rotated within the plane including the first and the second feed mechanisms, whereby the work pieces having the complicated surfaces such as the curved ones etc. can be continuously machined at a time with being fixed on the table.
- a circular table which can be horizontally rotated is set on the table, it is also possible to continuously machine work pieces having more complicated shapes at a time with being fixed on the table.
- Fig. 1 is a perspective view illustrating a preferred machine tool concerning the present invention.
- Fig. 2 is a greatly enlarged front elevation illustrating a spindle head and a cross beam of the machine tool shown in Fig. 1.
- Fig. 3 is a cross-sectional view taken in the direction indicated by the arrow I - I shown in Fig. 2.
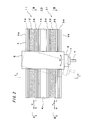
- Fig. 4 is a cross-sectional view taken in the direction indicated by the arrow II - II shown in Fig. 2.
- Fig. 5 is a cross-sectional view taken in the direction indicated by the arrow III - III shown in Fig. 2.
- Fig. 6 is a perspective view illustrating an conventional machining center.
- a machine tool according to the present invention is classified into an elevation type machining center, comprising a bed 2, a pair of columns 3, 3 erected from both sides of the bed 2, a cross beam 4 horizontally linked with upper end portions of the columns 3, 3, and a controller 60 for controlling operations of after-mentioned feeding system etc. as basic composing elements.
- a table 8 which is driven by the feeding system (not shown) and reciprocally moves in the X-axis direction indicated by an arrow (X) is mounted on the bed 2.
- a circular table 9 which is driven by a rotary feed gear (not shown) comprising a drive motor and a worm gear etc. and rotating in the direction of an arrow C is mounted on the table 8.
- a front of the cross beam 4 is divided into an upper-side plane 4a and a lower-side plane 4b by means of a concave area 4c formed along the longitudinal direction of the front.
- a first feed mechanism 11 is provided along the upper-side plane 4a, while a second feed mechanism 31 is provided along the lower-side plane 4b.
- the first feed mechanism 11 comprises a linear magnet plate 12 in which magnetic poles excited to a N-pole and a S-pole are alternately arranged, a linear scale 16 placed along the magnet plate 12, a pair of guide rails 14, 14 arranged along the magnet plate 12 and the linear scale 16 in such a manner as holding them, slide bearings 15, 15 which respectively engage with the guide rails 14, 14 and move along them, a feed-moving body 18 fixed to the slide bearings 15, 15, a stator 13 fixed to the feed-moving body 18 so as to face the magnet plate 12, and a detection amplifier 17 fixed to the feed-moving body 18 so as to face the linear scale 16.
- the stator 13 constructs the linear motor together with the magnet plate 12. An electric power is supplied from the controller 60. Magnetic poles on the stator 13 are excited to a N-pole and a S-pole by means of such electric power.
- the stator 13 and the feed-moving body 18 joined therewith are guided to the guide rails 14, 14 by an absorptive and a repulsive forces generated between the stator 13 and the fixed poles on the magnet plate 12, moved to the Y1-axis direction indicated by an arrow (Y1).
- a scale on the linear scale 16 is read by the detection amplifier 17, thus positions of the feed-moving body 18 on the linear scale 16 can be always detected by the detection amplifier 17.
- the second feed mechanism 31 has the same construction as that of the first feed mechanism 11, comprising a magnet plate 32, a linear scale 36, a pair of guide rails 34, 34, slide bearings 35, 35, a feed-moving body 38, a stator 33, and a detection amplifier 37.
- a magnet plate 32 As in the first feed mechanism 11, when an electric power is supplied to the stator 33 from the controller 60, an absorptive and a repulsive forces generate between the stator 33 and fixed poles on the magnet plate 32, whereby the stator 33 and the feed-moving body 38 joined therewith are guided to the guide rails 34 and 34, moved to the Y2-axis direction indicated by an arrow (Y2). Positions of the feed-moving body 38 on the linear scale 36 are always detected by the detection amplifier 37.
- the controller 60 is connected to the stators 13, 33 and to the detection amplifiers 17, 37, receiving signals detected by the detection amplifiers 17, 37, controlling the electric powers supplied to the stators 13, 33 independently according to the signals, furthermore controlling the movements of the stator 13 and the feed-moving body 18 joined therewith in the Y1-axis direction indicated by the arrow (Y1) and the movements of the stator 33 and the feed-moving body 38 joined therewith in the Y2-axis direction indicated by the arrow (Y2).
- the feed-moving body 18 of the first feed mechanism 11 and the feed-moving body 38 of the second feed mechanism 31 are respectively provided with a first support mechanism 21 and a second support mechanism 41, wherein the first support mechanism 21 and the second support mechanism 41 rotatably support a spindle head 5 as a slide to be fed.
- the first support mechanism 21 comprises a support shaft 22 erected from the feed-moving body 18, a housing 24 which is rotatably connected to the support shaft 22 through a bearing 23, guide rails 25, 25 which guide the housing 24, and slide bearings 26, 26 which respectively engage with the guide rails 25, 25.
- the housing 24, the guide rails 25, 25, and the slide bearings 26, 26 are arranged in a space 5e formed in the spindle head 5 at such a side thereof as facing the feed-moving body 18. More precisely to say, the guide rails 25, 25 are perpendicularly fixed to facing inside walls 5f, 5g of the space 5e.
- the slide bearings 26, 26 which respectively engage with the guide rails 25, 25 are fixed to outer surfaces 24a, 24b of the housing 24. According to above-mentioned construction, the spindle head 5 is rotatably supported by the first support mechanism 22.
- the support shaft 22, the bearing 23, the housing 24, and the spindle head 5 are in such a condition that they can relatively move.
- the second support mechanism 41 comprises a support shaft 42 erected from the feed-moving body 38, and a bearing 43 which is held inside of a hole 5h formed in the spindle head 5 and is connected to the support shaft 42, wherein the spindle head 5 is rotatably supported by the support shaft 42 and the bearing 43.
- a first feed gear 10 is composed of the first feed mechanism 11, the second feed mechanism 31, the first support mechanism 21, the second support mechanism 41, and the controller 60 which controls the operations of the first feed mechanism 11 and the second feed mechanism 31.
- a space 5a is formed so as to vertically thrust the spindle head 5.
- a spindle quill 6 is provided in the space 5a so as to move in the Z-axis direction indicated by an arrow (Z) in the direction along the length of the spindle head 5) with being driven by the second feed gear 50.
- the second feed gear 50 comprises almost same composing elements as the first feed mechanism 11 and the second feed mechanism 31, comprising a magnet plate 51, a linear scale 53, a pair of guide rails 55, 55, slide bearings 56, 56, a stator 52, and a detection amplifier 54 etc.
- the pair of guide rails 55, 55 are fixed perpendicular to facing inside walls 5b, 5c of the space 5a
- the slide bearings 56, 56 which engage with the guide rails 55, 55 are fixed to outer surfaces 6a, 6b of the spindle quill 6 respectively.
- the spindle quill 6 can be moved in the Z-axis direction indicated by the arrow (Z) with being guided by the guide rails 55, 55 as well as slide bearings 56, 56.
- the magnet plate 51 and the linear scale 53 are fixed parallel to each other and perpendicular to an inside wall 5d of the space 5a.
- the stator 52 and the detection amplifier 54 are fixed parallel to each other to an outer surface 6c of the spindle quill 6 so that they face the magnet plate 51 and the linear scale 53 respectively.
- An electric power is supplied to the stator 52 from the controller 60 as in the first feed mechanism 11 and the second feed mechanism 31, whereby an absorptive and repulsive forces generate between the stator 52 and fixed poles of the magnet plate 51 so as to drive the stator 52 in the Z-axis direction indicated by the arrow (Z), consequently the spindle quill 6 joined with the stator 52 also moves in the Z-axis direction.
- Positions of the spindle quill 6 on the linear scale 53 are always detected by the detection amplifier 54.
- the controller 60 receives signals detected by the detection amplifier 54, upon which controlling the electric power supplied to the stator 52, controlling the movements of the stator 52 and the spindle quill 6 joined therewith in the Z-axis direction indicated by the arrow (Z) .
- the spindle quill 6 rotatably supports a spindle 7 that can hold a tool T at a front end portion thereof.
- the spindle 7 can be axially rotated by a built-in drive motor.
- the same composing elements as the first feed gear 10 and the second feed gear 50 can be adopted to the feeding system (not shown) for driving the table 8, while other mechanism composed of a ball screw, a ball nut, and a servo motor etc. can be adopted, too.
- the feeding system (not shown), the rotary feed gear (not shown) to drive the circular table 9, and the drive motor to rotate the spindle 7 are also to be controlled in their operations by the controller 60.
- the machine tool 1 also comprises a tool changing apparatus (not shown in particular) provided to appropriately change the tool T held by the spindle 7.
- the controller 60 receives the signals detected by the detection amplifiers 17, 37, controlling the electric powers supplied to the stators 13, 33 respectively, controlling the movements of the stator 13 and the feed-moving body 18 joined therewith in the Y1-axis direction indicated by the arrow (Y1) as well as the movements of the stator 33 and the feed-moving body 38 joined therewith in the Y2-axis direction indicated by the arrow (Y2) respectively.
- the electric powers can be uniformly supplied from the controller 60 to the stators 13, 33.
- the spindle head 5 connected to the first support mechanism 21 and the second support mechanism 41 is moved parallel to the Y1-axis and Y2-axis directions with keeping its initial posture as described above when synchronously moving the stators 13, 33.
- the spindle head 5 rotates in the direction of an arrow A then stays in such a condition as shown by alternate long and two short dashes line in Fig. 2. This is because the spindle head 5 is rotatably supported by the first support mechanism 21 and the second support mechanism 41. At this time, the spindle head 5 rotates in the direction of the arrow A around the support shaft 42 owing to the structures of the first support mechanism 21 and the second support mechanism 41.
- the feed-moving body 18 and the spindle head 5 reciprocally rotate and move relative to the Z-axis, furthermore, the feed-moving body 18 and the feed-moving body 38 separate from each other according to the moving amount of the feed-moving body 38.
- the support shaft 22 etc. of the first support mechanism 21 are disposed so as to move in relation to the spindle head 5 in the longitudinal direction thereof (in the Z-axis direction).
- the spindle head 5 rotates in reverse owing to the same action as described above.
- the spindle head 5 can be moved parallel to the Y1-axis and the Y2-axis or can be rotated in the direction of the arrow A, furthermore, such movement and rotation can be simultaneously promoted through the control of the electric powers supplied to the stators 13, 33.
- the spindle quill 6 can be moved in the Z-axis direction indicated by the arrow (Z) by appropriately supplying the electric power to the stator 52 of the second feed gear 50, while the table 8 can be moved in the X-axis direction indicated by the arrow (X) by driving the feeding system (not shown), furthermore the circular table 9 can be rotated in the direction of the arrow C by driving the rotary feed gear (not shown).
- the circular table 9 can be moved in the direction of the arrow C and the X-axis direction, while the tool T can be moved in the Y1-axis and Y2-axis directions, the arrow A, as well as the Z-axis. Therefore, through the simultaneous driving and controlling of the circular table 9 and the tool T, a work piece and the tool T put on the circular table 9 and fixed thereto can be simultaneously moved relative to the directions of the arrow C, the X-axis, the Y1-axis, the Y2-axis and the arrow A, as well as the Z-axis.
- the work piece and the tool T can be relatively moved in a three-dimensional space both in a linear and curvilinear manners.
- the work pieces can be continuously machined at a time with being fixed on the circular table 9 even though they have complicated surfaces to be machined such as curved ones etc.
- the spindle head 5 is rotated only by the first feed gear 10 which plays a roll of a linear feed gear without using the rotary feed gear such as the drive motor and the worm gear, the structure of the rotary mechanism can be made simple, and besides the feed gear itself can be made compact. Furthermore, the machine tool 1 in this embodiment can be easily produced in comparison with the conventional machining center 100, therefore there is such an advantage that the manufacturing cost can be decreased.
- the spindle head 5 can be precisely rotated, consequently a precise machining is enabled.
- the mechanism for moving the support shaft 22 and the housing 24 can be made comparatively simple and precise.
- the characteristic structure of the present invention is not only practiced in the feeding system of the spindle head 5 of the machining center as in this embodiment, but also carried out in the feeding system of the table 8 as well as those of a tool post of a lathe, those of a spindle slide as other machine tools, besides those of a spindle head or a table of a milling machine in other embodiments.
- the linear motor comprising the magnet plates 12, 32 and the stators 13, 33 is used for the first feed gear 10
- the linear motor comprising the magnet plate 51 and the stator 52 is used for the second feed gear 50.
- the feed mechanism comprising the ball screw, the ball nut, and the servo motor etc. can be used as each feed mechanism of the first feed gear 10 and the second feed gear 50.
- the machine tool with respect to the present invention is adaptable to machine parts having complicated surfaces such as curved ones etc.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machine Tool Units (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP1999/000971 WO2000051779A2 (fr) | 1999-02-26 | 1999-02-26 | Machine-outil |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1114694A1 true EP1114694A1 (fr) | 2001-07-11 |
| EP1114694A4 EP1114694A4 (fr) | 2003-03-05 |
| EP1114694B1 EP1114694B1 (fr) | 2004-04-28 |
Family
ID=14235063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99905331A Expired - Lifetime EP1114694B1 (fr) | 1999-02-26 | 1999-02-26 | Machine-outil |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6357094B1 (fr) |
| EP (1) | EP1114694B1 (fr) |
| DE (1) | DE69916862T2 (fr) |
| WO (1) | WO2000051779A2 (fr) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002071166A3 (fr) * | 2001-03-03 | 2003-07-24 | Karlsruhe Forschzent | Procede et dispositif destine a l'usinage par enlevement de copeaux |
| WO2003070407A1 (fr) * | 2002-02-21 | 2003-08-28 | Ex-Cell-O Gmbh | Machine-outil |
| EP1445080A1 (fr) * | 2003-02-06 | 2004-08-11 | Leiner Gmbh | Presse de Découpage |
| WO2006036669A1 (fr) * | 2004-09-22 | 2006-04-06 | Kulicke And Soffa Industries, Inc. | Dispositif de commande de mouvement pour tete de soudage de machine de liaison de fils |
| WO2007131686A1 (fr) * | 2006-05-11 | 2007-11-22 | Eew Maschinenbau Gmbh | Structure porteuse pour un appareil d'usinage |
| WO2009069153A1 (fr) * | 2007-11-26 | 2009-06-04 | Mechatronic System Company S.R.L. | Dispositif permettant d'assurer et/ou d'exécuter des tâches sur des objets |
| DE102009008122A1 (de) * | 2009-02-09 | 2010-08-12 | Deckel Maho Pfronten Gmbh | Vorrichtung zum Bearbeiten eines in eine Werkzeugmaschine eingespannten Werkstücks durch Zerspanen und Verfahren zum Fertigen eines eine Verzahnung aufweisenden Werkstücks durch Wälzfräsen |
| EP2305418A1 (fr) * | 2009-10-03 | 2011-04-06 | Fischer AG Präzisionsspindeln | Agencement de tête basculante à plusieurs axes pour une machine de traitement |
| US8567039B2 (en) | 2009-02-09 | 2013-10-29 | Deckel Maho Pfronten Gmbh | Machine tool and process for machining a workpiece |
| US8615317B2 (en) | 2009-02-09 | 2013-12-24 | Deckel Maho Pfronten Gmbh | Process and apparatus for generating control data for controlling a tool on a machine tool comprising at least 5 axes |
| WO2015014948A3 (fr) * | 2013-08-01 | 2015-04-02 | Grob-Werke Gmbh & Co. Kg | Machine d'usinage pour l'usinage par enlèvement de copeaux |
| CN106737151A (zh) * | 2017-03-07 | 2017-05-31 | 昆山日日先精密机械有限公司 | 一种磨床高精准x轴结构 |
| CN108480688A (zh) * | 2018-03-18 | 2018-09-04 | 邹惠峰 | 一种机械加工用钻床 |
| CN110860911A (zh) * | 2018-08-28 | 2020-03-06 | 海勒机械制造兄弟有限公司 | 机床 |
| CN111328304A (zh) * | 2017-11-22 | 2020-06-23 | 株式会社牧野铣床制作所 | 机床 |
| EP3581327A4 (fr) * | 2017-02-07 | 2020-11-04 | Makino Milling Machine Co., Ltd. | Machine-outil |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10045176B4 (de) * | 2000-09-13 | 2004-03-18 | Deckel Maho Pfronten Gmbh | Werkzeugmaschine |
| ES2294062T3 (es) * | 2001-05-17 | 2008-04-01 | CHIRON-WERKE GMBH & CO. KG | Maquina herramienta y procedimiento para mecanizacion de una pieza a elaborar en forma de barra. |
| NO315973B1 (no) * | 2001-06-21 | 2003-11-24 | Per Oeyvind Boe | Anordning ved skj¶re-/fresehode |
| JP4179493B2 (ja) * | 2001-09-21 | 2008-11-12 | 株式会社ジェイテクト | 回動自在な主軸ヘッドを備えた工作機械 |
| JP4138302B2 (ja) * | 2001-11-30 | 2008-08-27 | 東芝機械株式会社 | 工作機械 |
| JP4006253B2 (ja) * | 2002-03-28 | 2007-11-14 | 株式会社大井製作所 | 加工セル装置 |
| JP3939604B2 (ja) * | 2002-06-28 | 2007-07-04 | 東芝機械株式会社 | 門形工作機械 |
| US7179043B2 (en) * | 2003-05-28 | 2007-02-20 | Felsomat Gmbh & Co., Kg | Manipulating arrangement and cell |
| US6988434B1 (en) * | 2003-12-03 | 2006-01-24 | Elk Premium Building Products, Inc. | Multi-axis tool positioner and related methods |
| US7354227B2 (en) * | 2004-05-20 | 2008-04-08 | Pro-Line Automation Systems Ltd. | Apparatus and method for manufacturing plastic frameworks such as window frames |
| US7255033B2 (en) * | 2004-05-20 | 2007-08-14 | Siemens Vdo Automotive Corporation | Apparatus and method of making a compound-angled orifice in a disc for a fuel injector |
| JP2005334920A (ja) * | 2004-05-26 | 2005-12-08 | Yamazaki Mazak Corp | レーザ加工機におけるツールチェンジマガジン |
| US7481728B2 (en) * | 2004-06-29 | 2009-01-27 | Siemens Energy & Automation, Inc. | System and apparatus for driving a track mounted robot |
| JP4427689B2 (ja) * | 2004-07-08 | 2010-03-10 | オークマ株式会社 | 工作機械 |
| CA2487387C (fr) * | 2004-12-01 | 2010-02-23 | David Fenton | Dameuse a rails et methode d'utilisation |
| TWM269987U (en) * | 2005-01-07 | 2005-07-11 | Suen Cin Entpr Co Ltd | C-shaped machining center for symmetric workpiece |
| DE102005005905A1 (de) * | 2005-02-09 | 2006-08-17 | Siemens Ag | Werkzeugkopf zum Bewegen eines Werkzeugs mit mehreren beweglichen Achsen |
| EP2030721B1 (fr) | 2006-06-19 | 2011-08-17 | JTEKT Corporation | Machine-outil ayant une section mobile pouvant pivoter |
| ITBO20060500A1 (it) * | 2006-06-29 | 2007-12-30 | Jobs Spa | Macchina utensile pluriasse. |
| JP4943173B2 (ja) * | 2007-02-06 | 2012-05-30 | 東芝機械株式会社 | スライドコア穴の加工方法およびスライドコア穴加工に用いる計測・補正システム |
| US20110123285A1 (en) * | 2007-08-27 | 2011-05-26 | Hiroyuki Matsuda | Multiaxis machining apparatus |
| DE102008015049B4 (de) | 2008-03-19 | 2014-11-06 | Schneider Gmbh & Co. Kg | Linearantrieb für eine Werkzeugmaschine |
| WO2009135513A1 (fr) * | 2008-05-09 | 2009-11-12 | Ady Palti | Dispositif d'usinage pour la réalisation d'un gabarit de forage destiné à des implants dentaires |
| WO2010049759A1 (fr) * | 2008-10-30 | 2010-05-06 | Faurecia Interieur Industrie | Procédé de fabrication d’une partie habillage intérieur d’automobile pourvue d’une protection de coussin gonflable, et machine associée |
| WO2011132324A1 (fr) * | 2010-04-23 | 2011-10-27 | 株式会社牧野フライス製作所 | Unité de broche, unité de plateau, et machine-outil |
| US8459079B2 (en) * | 2010-07-27 | 2013-06-11 | National Formosa University | Auto-scraping apparatus |
| CN103429382B (zh) * | 2011-03-24 | 2016-02-24 | 村田机械株式会社 | 机床系统 |
| DE102012201736B3 (de) * | 2012-02-06 | 2013-06-27 | Deckel Maho Pfronten Gmbh | Universal-Werkzeugmaschine mit Spänesammelraum |
| US10286515B2 (en) * | 2012-03-16 | 2019-05-14 | Dtc Products, Inc. | Slug retention groove forming machine and method of use and operation thereof |
| US9149902B2 (en) * | 2012-03-16 | 2015-10-06 | Dtc Products, Inc. | Slug retention groove forming machine and method |
| DE102012010689A1 (de) * | 2012-05-30 | 2013-12-05 | Vollmer Werke Maschinenfabrik Gmbh | Vorrichtung zum Schärfen von Werkzeugen mit Schneiden, wie beispielsweise Bohrer, Fräser oder dergleichen |
| JP2014034073A (ja) * | 2012-08-08 | 2014-02-24 | Homma Machinery Co Ltd | 複合工作機械 |
| TWI483804B (zh) * | 2012-12-07 | 2015-05-11 | Univ Nat Formosa | The detection and processing device of the fixed seat and its working method |
| US9604332B2 (en) * | 2013-04-04 | 2017-03-28 | Microlution Inc. | Fast live tool system |
| JP6140585B2 (ja) * | 2013-09-19 | 2017-05-31 | 三菱重工工作機械株式会社 | 内歯車加工機械及び内歯車加工方法 |
| WO2015114811A1 (fr) * | 2014-01-31 | 2015-08-06 | 株式会社牧野フライス製作所 | Procédé de coupe et dispositif de commande |
| DE102015208330B4 (de) * | 2015-05-06 | 2024-10-31 | Gehring Technologies Gmbh + Co. Kg | Honmaschine mit einem Maschinengestell und mindestens zwei beidseits des Maschinengestells angeordneten Einheiten |
| CN107020400A (zh) * | 2017-04-07 | 2017-08-08 | 成都亨通兆业精密机械有限公司 | 用于精加工工件浅孔的钻床 |
| CN107052830A (zh) * | 2017-04-11 | 2017-08-18 | 巨轮智能装备股份有限公司 | 机电一体式b轴摆头装置 |
| CN109746691A (zh) * | 2018-12-07 | 2019-05-14 | 徐州腾威机电科技有限公司 | 一种数控钻孔用稳定装置 |
| JP7266875B2 (ja) * | 2019-09-27 | 2023-05-01 | 株式会社ナガセインテグレックス | 工作機械 |
| CN110861152A (zh) * | 2019-10-31 | 2020-03-06 | 宁波时利和自动化科技有限公司 | 一种多方向调节的汽车外饰件锯切设备 |
| CN110883562B (zh) * | 2019-11-29 | 2021-04-20 | 大连理工大学 | 一种大型螺旋桨斜床身进给加工机床 |
| CN113118788B (zh) * | 2020-12-29 | 2022-06-28 | 深圳市金鑫行机械配件有限公司 | 一种配合三轴机床的高精度摇床载具组件 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4658485A (en) * | 1984-08-21 | 1987-04-21 | Yang Tai Her | Machine tool with articulated crossbeam |
| US5839323A (en) * | 1995-12-29 | 1998-11-24 | Helis S.A. | Moving gantry machine having uprights movable relative to each other |
| EP0916446A1 (fr) * | 1997-10-20 | 1999-05-19 | Hüller Hille GmbH | Machine-outil pour l'usinage à trois axes de pièces |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2739087A1 (de) * | 1976-08-30 | 1978-03-09 | Komatsu Mfg Co Ltd | Werkzeugmaschine |
| JPS5335813A (en) | 1976-09-13 | 1978-04-03 | Kubota Ltd | V-shaped air-cooled four stroke engine |
| US4178834A (en) * | 1977-06-23 | 1979-12-18 | The Warner & Swasey Company | Machine tool having deflection compensation for tool support arm |
| SU738786A1 (ru) * | 1978-01-06 | 1980-06-05 | Куйбышевский политехнический институт им. В.В.Куйбышева | Устройство дл автоматического позиционировани поперечины |
| US4543020A (en) * | 1983-05-16 | 1985-09-24 | Usm Corporation | Method of manufacturing large gears |
| JPH0727234B2 (ja) | 1986-08-05 | 1995-03-29 | 富士ゼロックス株式会社 | 電子写真感光体 |
| JPH0727232B2 (ja) | 1986-08-05 | 1995-03-29 | 富士ゼロックス株式会社 | 電子写真感光体 |
| JPS6394641A (ja) | 1986-10-09 | 1988-04-25 | Toshiba Corp | キヤピラリ |
| JPH01222809A (ja) | 1988-02-26 | 1989-09-06 | Shin Nippon Koki Kk | 工作機械 |
| US5314397A (en) * | 1992-07-31 | 1994-05-24 | Ford Motor Company | Positioning apparatus for multiple-spindle machining |
| JPH06320368A (ja) | 1993-05-19 | 1994-11-22 | Kurashiki Kikai Kk | 工作機械用昇降装置 |
| JPH08206936A (ja) | 1995-02-02 | 1996-08-13 | Mitsubishi Heavy Ind Ltd | 立型ターニングセンタのクロスレール支持装置 |
| JP3540091B2 (ja) | 1996-03-29 | 2004-07-07 | 株式会社森精機製作所 | 工作機械 |
| JPH10309642A (ja) | 1996-10-29 | 1998-11-24 | Washi Kosan Kk | 門形工作機械 |
-
1999
- 1999-02-26 US US09/674,005 patent/US6357094B1/en not_active Expired - Fee Related
- 1999-02-26 WO PCT/JP1999/000971 patent/WO2000051779A2/fr active IP Right Grant
- 1999-02-26 EP EP99905331A patent/EP1114694B1/fr not_active Expired - Lifetime
- 1999-02-26 DE DE69916862T patent/DE69916862T2/de not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4658485A (en) * | 1984-08-21 | 1987-04-21 | Yang Tai Her | Machine tool with articulated crossbeam |
| US5839323A (en) * | 1995-12-29 | 1998-11-24 | Helis S.A. | Moving gantry machine having uprights movable relative to each other |
| EP0916446A1 (fr) * | 1997-10-20 | 1999-05-19 | Hüller Hille GmbH | Machine-outil pour l'usinage à trois axes de pièces |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002071166A3 (fr) * | 2001-03-03 | 2003-07-24 | Karlsruhe Forschzent | Procede et dispositif destine a l'usinage par enlevement de copeaux |
| WO2003070407A1 (fr) * | 2002-02-21 | 2003-08-28 | Ex-Cell-O Gmbh | Machine-outil |
| US7384221B2 (en) | 2002-02-21 | 2008-06-10 | Ex-Cell-O Gmbh | Machine tool |
| EP1445080A1 (fr) * | 2003-02-06 | 2004-08-11 | Leiner Gmbh | Presse de Découpage |
| WO2006036669A1 (fr) * | 2004-09-22 | 2006-04-06 | Kulicke And Soffa Industries, Inc. | Dispositif de commande de mouvement pour tete de soudage de machine de liaison de fils |
| WO2007131686A1 (fr) * | 2006-05-11 | 2007-11-22 | Eew Maschinenbau Gmbh | Structure porteuse pour un appareil d'usinage |
| WO2009069153A1 (fr) * | 2007-11-26 | 2009-06-04 | Mechatronic System Company S.R.L. | Dispositif permettant d'assurer et/ou d'exécuter des tâches sur des objets |
| DE102009008122A1 (de) * | 2009-02-09 | 2010-08-12 | Deckel Maho Pfronten Gmbh | Vorrichtung zum Bearbeiten eines in eine Werkzeugmaschine eingespannten Werkstücks durch Zerspanen und Verfahren zum Fertigen eines eine Verzahnung aufweisenden Werkstücks durch Wälzfräsen |
| CN101811206A (zh) * | 2009-02-09 | 2010-08-25 | 德克尔马霍普夫龙滕有限公司 | 范成加工夹持在机床上的工件的设备以及制造具有齿轮的工件的方法 |
| DE102009008122B4 (de) * | 2009-02-09 | 2012-04-05 | Deckel Maho Pfronten Gmbh | Werkzeugmaschine zum Bearbeiten eines Werkstücks durch Zerspanen und Verfahren zum Fertigen eines eine Verzahnung aufweisenden Werkstücks durch Wälzfräsen |
| US8567039B2 (en) | 2009-02-09 | 2013-10-29 | Deckel Maho Pfronten Gmbh | Machine tool and process for machining a workpiece |
| US8615317B2 (en) | 2009-02-09 | 2013-12-24 | Deckel Maho Pfronten Gmbh | Process and apparatus for generating control data for controlling a tool on a machine tool comprising at least 5 axes |
| CN101811206B (zh) * | 2009-02-09 | 2014-10-01 | 德克尔马霍普夫龙滕有限公司 | 加工夹持在机床上工件的设备及有齿轮的工件制造方法 |
| EP2305418A1 (fr) * | 2009-10-03 | 2011-04-06 | Fischer AG Präzisionsspindeln | Agencement de tête basculante à plusieurs axes pour une machine de traitement |
| WO2015014948A3 (fr) * | 2013-08-01 | 2015-04-02 | Grob-Werke Gmbh & Co. Kg | Machine d'usinage pour l'usinage par enlèvement de copeaux |
| US9878409B2 (en) | 2013-08-01 | 2018-01-30 | Grob-Werke Gmbh & Co. Kg | Machine tool for machining |
| WO2015014961A3 (fr) * | 2013-08-01 | 2015-04-23 | Grob-Werke Gmbh & Co. Kg | Configuration d'une machine d'usinage |
| CN105451933A (zh) * | 2013-08-01 | 2016-03-30 | 格鲁博-工厂有限及两合公司 | 具有能枢转的刀具主轴的加工机床 |
| CN105492160A (zh) * | 2013-08-01 | 2016-04-13 | 格鲁博-工厂有限及两合公司 | 具有能枢转的刀具主轴的加工机床 |
| CN105682852A (zh) * | 2013-08-01 | 2016-06-15 | 格鲁博-工厂有限及两合公司 | 具有能枢转的刀具主轴的加工机床 |
| WO2015014970A3 (fr) * | 2013-08-01 | 2015-04-09 | Grob-Werke Gmbh & Co. Kg | Machine d'usinage |
| EP3581327A4 (fr) * | 2017-02-07 | 2020-11-04 | Makino Milling Machine Co., Ltd. | Machine-outil |
| US11407071B2 (en) | 2017-02-07 | 2022-08-09 | Makino Milling Machine Co., Ltd. | Machine tool |
| CN106737151A (zh) * | 2017-03-07 | 2017-05-31 | 昆山日日先精密机械有限公司 | 一种磨床高精准x轴结构 |
| CN111328304A (zh) * | 2017-11-22 | 2020-06-23 | 株式会社牧野铣床制作所 | 机床 |
| CN108480688A (zh) * | 2018-03-18 | 2018-09-04 | 邹惠峰 | 一种机械加工用钻床 |
| CN110860911A (zh) * | 2018-08-28 | 2020-03-06 | 海勒机械制造兄弟有限公司 | 机床 |
| CN110860911B (zh) * | 2018-08-28 | 2023-11-17 | 海勒机械制造兄弟有限公司 | 机床 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1114694B1 (fr) | 2004-04-28 |
| DE69916862D1 (de) | 2004-06-03 |
| US6357094B1 (en) | 2002-03-19 |
| WO2000051779A2 (fr) | 2000-09-08 |
| DE69916862T2 (de) | 2005-04-21 |
| EP1114694A4 (fr) | 2003-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1114694B1 (fr) | Machine-outil | |
| JP4763938B2 (ja) | 工作機械 | |
| EP0583085B1 (fr) | Appareil de positionnement pour travailler à multibroche | |
| US20080307935A1 (en) | Method and apparatus for machining roll surface | |
| EP2745961B1 (fr) | Procédé d'usinage d'un élément métallique à l'aide de tournage et de fraisage | |
| JP5384196B2 (ja) | 超精密ロール旋盤 | |
| EP2687307B1 (fr) | Procédé d'usinage de surface incurvée à l'aide d'un tour | |
| JP2798530B2 (ja) | レーザ加工機 | |
| KR101896194B1 (ko) | Cnc 선반용 공구대 | |
| EP2311599B1 (fr) | Machine de fraisage à cinq axes | |
| US9254542B2 (en) | Machine tool with uninterrupted cutting | |
| US20140020526A1 (en) | Lathe for machining curved surfaces | |
| WO2022219772A1 (fr) | Machine-outil | |
| US5559413A (en) | Screw shaft feed mechanism and positioning control method therefor | |
| JP2008509495A (ja) | 電気的位置決め駆動部を備えた機械 | |
| EP2745960A2 (fr) | Procédé d'usinage d'un élément métallique à l'aide de tournage et broyage/raclage | |
| JP3508230B2 (ja) | 工作機械 | |
| EP2687308B1 (fr) | Tour pour l'usinage de surfaces incurvées | |
| JP3388498B2 (ja) | 工作機械 | |
| KR100729473B1 (ko) | 3축집적구조를 갖는 머시닝센터 | |
| KR100544370B1 (ko) | 공구대 이송형 피씨엔씨 | |
| JP7365248B2 (ja) | 研磨用治具および研磨方法 | |
| JPH078463B2 (ja) | テーブルの位置決め機構 | |
| KR20080081420A (ko) | 이송축 부가형 터렛공구대 | |
| JPH10254520A (ja) | Nc制御軸の原点復帰方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20001122 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20030120 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 23Q 1/48 B Ipc: 7B 23Q 1/01 B Ipc: 7B 23Q 1/25 A |
|
| 17Q | First examination report despatched |
Effective date: 20030616 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69916862 Country of ref document: DE Date of ref document: 20040603 Kind code of ref document: P |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050226 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050226 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050901 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20051031 |