EP1114682B1 - Machine à redresser à cylindres obliques - Google Patents
Machine à redresser à cylindres obliques Download PDFInfo
- Publication number
- EP1114682B1 EP1114682B1 EP00125182A EP00125182A EP1114682B1 EP 1114682 B1 EP1114682 B1 EP 1114682B1 EP 00125182 A EP00125182 A EP 00125182A EP 00125182 A EP00125182 A EP 00125182A EP 1114682 B1 EP1114682 B1 EP 1114682B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- piston
- cylinder unit
- straightening machine
- roll
- chock
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000008094 contradictory effect Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 241000237858 Gastropoda Species 0.000 description 1
- 241000256251 Spodoptera frugiperda Species 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
- B21D3/02—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts by rollers
- B21D3/04—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts by rollers arranged on axes skew to the path of the work
Definitions
- the invention relates to a cross roll straightening machine, consisting of a formed by a lower yoke, an upper yoke and columns connecting them Frame that receives rotatably mounted rollers in roller mills, the Roll mill of the lower roll in the Unterjoch and the roll mill of an adjusting spindle acted upon upper roller vertically adjustable in the upper yoke and the rollers for setting the crossing angle of the roller axes are pivotally mounted about a vertical center axis.
- Such an oblique roller straightening machine is, for example, designed by DE 19 10 879 became known.
- the roller mill For straightening so-called blank material (drawn or peeled Round bars) is the roller mill that supports the lower roller directly from the lower beam supported by the frame.
- black material unprocessed rolling rods with a not completely round cross-section
- the piston-cylinder unit on the other hand, can be acted upon with adjustable pressure, with which the Slide the lower roller with the roller mill from the support on the lower beam and the resilient support of the lower roller takes over.
- the roll or straightening nip can run out of a rod to be straightened Pressure relief of the piston-cylinder unit can be opened.
- the flexible support provides overload protection.
- the invention is therefore based on the object in a cross-roll straightening machine the type mentioned above means for guiding the chock to provide for the pillars of the frame, despite the contradictory demands allow both blank material and black material to be straightened.
- the top roller in one Installation piece is arranged, which is integrated with four guide surfaces between Setting wedges, fitting strips or similar guide means having adjusting means is guided on the columns of the frame, of which on the in the direction of flow of the leveling material seen front and rear frame pillars each Hydraulic guide wedge of a double-acting piston-cylinder unit and the other wedge is mechanically adjustable, and further the chock is formed with a hollow pin for guidance in the Oberjoch is that with a threaded nut for vertical adjustment of the chock is provided by means of a threaded spindle, the adjusting spindle on the upper yoke a double-acting clamping-piston-cylinder unit is assigned.
- By moving the Wedges are additionally reduced the guide play of the chock to zero mm. In this way, operationally reliable blank material straightening operation can be maintained.
- the clamping piston-cylinder unit of the adjusting spindle is at maximum pressure and the piston-cylinder units the hydraulic wedges are depressurized. So judging is also of blank material without activated clamping of our management level, i.e. with low set play, possible.
- the invention offers the possibility of an alternative control such that a straightening gap height set smaller than the current straightening material diameter of the rollers, the tensioning piston-cylinder unit for floating support of the Spindle is loaded and the piston-cylinder units of the hydraulically moved Wedges are depressurized.
- This allows the requirements for Straightening of black material also create, it is the incoming straightening material by the one set X smaller than the current target diameter Alignment gap height is enabled, the set alignment gap height by the amount X to press because the clamping piston-cylinder unit in the cylinder with a Gap applied according to the way of retreating or evading is.
- the cylinder can thus "float" around this dimension X and to compensate for the shape deviation of the target diameter.
- the chock is only subject to mechanical adjustable wedges set by means of stop screws.
- One according to an embodiment of the invention in the pressure side of the pressure medium supply adjustable pressure relief valve arranged in the clamping piston-cylinder unit ensures that it is possible to avoid the straightening force.
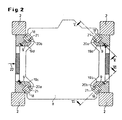
- a cross-roll straightening machine 1 shown in FIG. 1 has one of four guide columns 2 existing, a lower yoke 3 and an upper yoke 4 connecting Frame.
- a lower roller 5 is mounted while an upper roller 6 is mounted in a carrier 7, which is from an installation piece 8 is recorded in the guideways 9 formed on the columns 2 is performed (see also Fig. 2).
- the chock 8 has an engaging in the upper yoke 8 Hollow pin 10 on. This is connected to a threaded nut 11, the for vertical adjustment of the chock 8 and thus setting the Straightening gap between the upper and lower rollers 5, 6 with a screw or threaded spindle 12 cooperates.
- the chock 8 is - as shown in Fig. 2 - in its the guideways 9 Frame columns 2 facing areas cut out in a V-shape and in these Areas provided with corresponding guide strips 18.
- the guideways 9 are in mounting blocks 19a to d attached to the frame columns 2 (see FIG. 2). They exist - as can be seen in more detail in FIGS. 5 and 6 is - in the exemplary embodiment, an adjusting wedge 20a or 20b and one complementary, providing the sliding surface for the track strips 18 of the chock 8, counter plate 21 screwed to the mounting blocks 19a to d. Is seen in the direction of passage 22 (see FIG.
- the piston-cylinder units 23 of the adjusting wedges 20a can thus be adjusted the cross roll straightening machine 1 on the one hand for the blank operation and on the other hand, carry out the black operation.
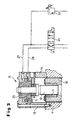
- the cylinder piston 25 of the tensioning piston-cylinder unit 15 and of the cylinder piston 26 of the piston-cylinder units 23 are on the clamping piston-cylinder unit 15 and the piston-cylinder units 23 pressure medium lines 27, 28 or 29, 30 connected (cf. FIG. 3 or FIGS. 5 and 7 and 8), connected to a pressure medium source, not shown, and a control unit are.
- the lines 27, 28 and 29, 30 have an integrated Multi-way valve 31 or 32 on, and to the clamping piston-cylinder unit 15 is in an adjustable pressure relief valve 33 is also provided on the pressure side.
- the setting wedges 20a become so far via the piston-cylinder units 23 moved until the guide play of the chock 8 in the guideways 9 is reduced to zero, which with the position of the multi-way valve shown in FIG. 7 32 is the case.
- the blank material thus runs through with a fixed setting Straightening nip rollers 5, 6.
- the straightening gap height between the rollers 5, 6 set an amount X smaller than the current target diameter.
- the reversing position is not shown in Fig. 4 - the cylinder piston 25 in the clamping piston-cylinder unit 15 in the intermediate position shown in Fig. 4, in 3 compared to the block position according to FIG. 3, the dimension X of the reduced Alignment gap-high corresponding gap S1 to the block position defined.
- the cylinder piston 25 can swim to the Compensate the shape deviation of the target diameter.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
- Metal Rolling (AREA)
- Jigs For Machine Tools (AREA)
Claims (6)
- Machine à dresser les cylindres coniques, composée d'au moins un châssis formé d'une travée inférieure (3), d'une travée supérieure (4) et de colonnes reliant celles-ci, qui reçoit des cylindres appuyés en rotation dans des cages de laminoirs, la cage de laminoir du cylindre inférieur (5) étant disposée dans la travée inférieure et la cage de laminoir du cylindre supérieur (6) sollicité par une broche d'approche étant disposée de manière réglable verticalement dans la travée supérieure et les cylindres de réglage de l'angle d'intersection des axes des cylindres s'appuyant en pivotement autour d'un axe vertical médian,
caractérisée en ce que
le cylindre supérieur (6) est disposé dans une pièce intégrée (8) qui est guidée par quatre surfaces de guidage (18) entre des coins de réglage (20a ; 20b) ou des pistes de guidage (9) intégrés présentant des baguettes d'ajustage sur les colonnes (2) du châssis, dont, vu dans le sens de circulation (22) du produit à dresser, sur les colonnes de châssis avant ou arrière, respectivement un coin de réglage (20a) des pistes de guidage (9) est réglable par système hydraulique par une unité piston-vérin à double action (23), et l'autre coin de réglage (20b) est réglable mécaniquement, et que de plus la pièce intégrée (8) est réalisée avec un tourillon creux (10) pour le guidage dans la travée supérieure (4), qui est pourvue d'un écrou fileté (11) pour le réglage vertical de la pièce intégrée (8) au moyen d'une broche filetée (12), étant associée à la broche filetée (12), sur la travée supérieure (4), une unité de serrage piston-vérin à double action (15). - Machine à dresser les cylindres coniques selon la revendication 1,
caractérisée en ce qu'une barre de traction (16) disposée sur la travée supérieure (4) et sollicitée par une unité piston-vérin (17) est reliée à la pièce intégrée (8). - Machine à dresser les cylindres coniques selon la revendication 1 ou 2,
caractérisée en ce que
l'unité de serrage piston-vérin (15) de la broche filetée (12) et les unités piston-vérin (23) des coins de réglage (20a) déplacés par système hydraulique reçoit en même temps une pression maximale. - Machine à dresser les cylindres coniques selon la revendication 1 ou 2,
caractérisée en ce que
l'unité de serrage piston-vérin (15) de la broche filetée (12) reçoit une pression maximale et que les unités piston-vérin (23) des coins de réglage (20a) déplacés par système hydraulique sont hors pression. - Machine à dresser les cylindres coniques selon la revendication 1 ou 2,
caractérisée en ce qu'en cas d'une hauteur d'intervalle de dressage des cylindres (5, 6) définie plus petite que le diamètre réel du produit à dresser, l'unité de serrage piston-vérin (15) est sollicitée pour l'appui flottant de la broche filetée (12) et que les unités piston-vérin (23) des coins de réglage (20a) déplacés par système hydraulique sont hors pression. - Machine à dresser les cylindres coniques selon la revendication 5,
caractérisée par
une soupape de limitation de pression (33) réglable disposée dans le côté pression de l'alimentation en fluide sous pression de l'unité de serrage piston-vérin (16).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10000349A DE10000349C2 (de) | 2000-01-07 | 2000-01-07 | Schrägwalzen-Richtmaschine |
| DE10000349 | 2000-01-07 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1114682A2 EP1114682A2 (fr) | 2001-07-11 |
| EP1114682A3 EP1114682A3 (fr) | 2002-10-16 |
| EP1114682B1 true EP1114682B1 (fr) | 2004-07-28 |
Family
ID=7626875
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00125182A Expired - Lifetime EP1114682B1 (fr) | 2000-01-07 | 2000-11-18 | Machine à redresser à cylindres obliques |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6412323B2 (fr) |
| EP (1) | EP1114682B1 (fr) |
| JP (1) | JP3453364B2 (fr) |
| DE (2) | DE10000349C2 (fr) |
| ES (1) | ES2223374T3 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021156205A1 (fr) | 2020-02-06 | 2021-08-12 | Sms Group Gmbh | Dispositif et procédé d'ajustement ou de réglage d'un espace de roulement d'une machine à dresser à deux cylindres pour des barres et/ou des profilés |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100371469C (zh) * | 2005-12-16 | 2008-02-27 | 俞学文 | 细长紧固件连续热处理机及连续热处理法 |
| CN101569901B (zh) * | 2009-06-15 | 2011-01-05 | 合肥海德数控液压设备有限公司 | 提升式液压机 |
| CN101912878B (zh) * | 2010-08-05 | 2012-04-18 | 太原通泽重工有限公司 | 一种开式机架三辊式斜轧延伸机 |
| CN102172713B (zh) * | 2010-12-30 | 2012-10-24 | 一重集团大连设计研究院有限公司 | 压头全方位摆动止转装置 |
| CN103042076B (zh) * | 2012-12-28 | 2014-11-26 | 太原通泽重工有限公司 | 转毂式矫直机压下平衡装置 |
| CN103722017B (zh) * | 2013-12-30 | 2015-06-24 | 中冶京诚工程技术有限公司 | 松棒机转角调整装置 |
| CN103769442B (zh) * | 2014-01-24 | 2015-08-05 | 太原科技大学 | 棒材二辊矫直机导筒装置 |
| CN106783302B (zh) * | 2016-12-28 | 2018-11-27 | 歌尔科技有限公司 | 一种卡扣式按键矫正工装和矫正方法 |
| MX2021012953A (es) | 2019-04-23 | 2021-11-25 | Jfe Steel Corp | Maquina enderezadora de laminacion y metodo de fabricacion de una tuberia o tubo o una barra utilizando la misma. |
| CN112474889B (zh) * | 2020-12-21 | 2022-11-29 | 东台市高科技术创业园有限公司 | 一种纵向调节式不锈钢管矫直装置 |
| CN117380770B (zh) * | 2023-12-06 | 2024-02-20 | 潍坊天信散热器有限公司 | 散热铝管用斜辊矫直机 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1910879C3 (de) * | 1969-03-04 | 1978-12-07 | Th. Kieserling & Albrecht, 5650 Solingen | Richtmaschine für langgestreckte Werkstücke runden Querschnitts |
| JPS5744624U (fr) * | 1980-08-21 | 1982-03-11 | ||
| DE3132712C2 (de) * | 1981-08-19 | 1985-09-12 | Kocks Technik Gmbh & Co, 4010 Hilden | Rohrschrägwalzgerüst |
| US4471639A (en) * | 1982-11-01 | 1984-09-18 | E. W. Bliss Company, Inc. | Roll orientation control system for straightening machines |
| SU1507493A1 (ru) * | 1986-10-08 | 1989-09-15 | Старо-Краматорский машиностроительный завод им.Орджоникидзе | Механизм радиальной настройки валка косовалковой правильной машины |
| US4989432A (en) * | 1990-01-16 | 1991-02-05 | Turner Machine Company | System and method of detecting roll position in a rotary straightener |
-
2000
- 2000-01-07 DE DE10000349A patent/DE10000349C2/de not_active Expired - Lifetime
- 2000-11-18 ES ES00125182T patent/ES2223374T3/es not_active Expired - Lifetime
- 2000-11-18 DE DE50007196T patent/DE50007196D1/de not_active Expired - Lifetime
- 2000-11-18 EP EP00125182A patent/EP1114682B1/fr not_active Expired - Lifetime
-
2001
- 2001-01-04 JP JP2001000257A patent/JP3453364B2/ja not_active Expired - Lifetime
- 2001-01-05 US US09/755,604 patent/US6412323B2/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021156205A1 (fr) | 2020-02-06 | 2021-08-12 | Sms Group Gmbh | Dispositif et procédé d'ajustement ou de réglage d'un espace de roulement d'une machine à dresser à deux cylindres pour des barres et/ou des profilés |
| DE102020201477A1 (de) | 2020-02-06 | 2021-08-12 | Sms Group Gmbh | Vorrichtung und Verfahren zum An- bzw. Einstellen eines Walzspaltes einer Zweiwalzen-Richtmaschine für Stäbe und/oder Profile |
Also Published As
| Publication number | Publication date |
|---|---|
| US20010023604A1 (en) | 2001-09-27 |
| JP2001219218A (ja) | 2001-08-14 |
| US6412323B2 (en) | 2002-07-02 |
| JP3453364B2 (ja) | 2003-10-06 |
| DE10000349A1 (de) | 2001-08-02 |
| ES2223374T3 (es) | 2005-03-01 |
| EP1114682A2 (fr) | 2001-07-11 |
| DE50007196D1 (de) | 2004-09-02 |
| EP1114682A3 (fr) | 2002-10-16 |
| DE10000349C2 (de) | 2002-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0551584B1 (fr) | Dispositif de fermeture de moule pour presses à injection | |
| EP1114682B1 (fr) | Machine à redresser à cylindres obliques | |
| EP0005760B1 (fr) | Machine pour le redressage de tôles et de bandes | |
| EP0556631B1 (fr) | Cage de laminoir universel | |
| DE593557C (de) | Walzwerk mit fliegend angeordneten Arbeitswalzen | |
| EP0722820A1 (fr) | Dispositif de fermeture de moule sans colonnes | |
| DE2552034A1 (de) | Kalander mit spaltbegrenzungsplatten | |
| DE1602176A1 (de) | Walzgeruest,insbesondere zum Auswalzen von Blechen oder Baendern,bestehend aus einer Grobanstellung sowie einer Feinanstellung der Walzen unter Walzdruck | |
| DE2341768A1 (de) | Walzgeruest | |
| EP1324868B1 (fr) | Dispositif de fermeture de moule pour machines de moulage par injection | |
| EP0602492A1 (fr) | Laminoir à plusieurs cylindres | |
| DE2747331A1 (de) | Vorrichtung zum verstellen von stuetzrollen | |
| EP0838277B1 (fr) | Machine de dressage pour dresser les tôles avant l'entrée d'une presse | |
| DE1809260A1 (de) | Walzwerk | |
| DE3317635A1 (de) | Warmwalzverfahren | |
| EP1943032B1 (fr) | Dispositif pour aligner des cylindres de travail sur une ligne de laminoir | |
| DE69912076T2 (de) | Schrägwalzwerk | |
| EP0022136B1 (fr) | Machine à redresser à cylindres obliques | |
| DE1961110A1 (de) | Walzwerk mit einem mehrteiligen Walzenstaender | |
| EP2310150A2 (fr) | Dispositif de rouleaux | |
| DE2743560A1 (de) | Staenderloses duo-walzgeruest | |
| DE2241834B2 (de) | Einrichtung zum Einstellen eines Vertikalwalzen-Einbaustückes | |
| EP3536413B1 (fr) | Cage de laminoir pour un laminoir à chaud | |
| DE540062C (de) | Maschine zum Richten von Blechen und Metallbaendern | |
| DE1221856B (de) | Einrichtung zur einstellbaren Entlastung der Gleitbahnen eines Schlittens an einer Werkzeugmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20030411 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES GB IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50007196 Country of ref document: DE Date of ref document: 20040902 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20041209 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2223374 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050429 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20090319 AND 20090325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081118 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20110616 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20191009 Year of fee payment: 20 Ref country code: ES Payment date: 20191204 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20191009 Year of fee payment: 20 Ref country code: DE Payment date: 20200110 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20201117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20201117 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20211230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20201119 |