EP0946799B1 - Verfahren und vorrichtung zur herstellung von industriegarnen aus polyester - Google Patents
Verfahren und vorrichtung zur herstellung von industriegarnen aus polyester Download PDFInfo
- Publication number
- EP0946799B1 EP0946799B1 EP97945717A EP97945717A EP0946799B1 EP 0946799 B1 EP0946799 B1 EP 0946799B1 EP 97945717 A EP97945717 A EP 97945717A EP 97945717 A EP97945717 A EP 97945717A EP 0946799 B1 EP0946799 B1 EP 0946799B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- thread
- deflecting
- delivery assembly
- speed
- filaments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/22—Stretching or tensioning, shrinking or relaxing, e.g. by use of overfeed and underfeed apparatus, or preventing stretch
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
- D01D5/16—Stretch-spinning methods using rollers, or like mechanical devices, e.g. snubbing pins
Definitions
- the present invention relates to a method and a Device for the production of industrial yarns Spinning lines of melt-spun polyester filaments at speeds of 3000 to 6000 m / min, the Stretching by means of a delivery unit and a drafting unit he follows.
- Polyester filaments for use in industrial Sector d. H. in a total titer range over 500 dtex and a strength of at least 60 cN / tex, become the predominantly manufactured in the spin stretching process, which has proven to be very inexpensive. Further Cost savings can be achieved by: the productivity of the plants by increasing the Production speed with top speeds in the range of 6,000 m / min and above. It has also proved that by increasing the Spinning speed also filaments with new properties can be obtained.
- a spin draw process of the type is known from US-A-3,790,995 known.
- DE-A-1 950 743 also describes a process for Spinning lines of melt-spun polyester filaments known to industrial yarns.
- the stretching is carried out by means of a delivery plant and a faster running drafting system.
- the stretching is after the delivering plant Arranged friction member, which with the thread in slipping touch, which causes the stretch zone in divided into two zones with different thread tension becomes.
- the friction member can be a stationary pin or be a rotating heated roller.
- the Draw-off speed is at a maximum of 2500 m / min specified. At higher speeds, too the time available for orientation of the Thread too short.
- Another object is an improved device to create with which highly oriented industrial yarns can be produced.
- the object is achieved in that the thread between the delivery unit and the drafting unit deflected and by means of at least one Thread end braking device is delayed.
- the thread deflection is brought about by braked rollers with a structured surface and a defined average roughness.
- the sizes v 1 and v 2 indicate the speeds of the delivery unit and the drafting unit, respectively. The speed must therefore be lower than the thread running speed at the place where they touch the deflection rollers. This can only be carried out by means of rollers which are provided with a structured surface which enables slippage between the thread and the roller surface.
- a further improvement in stretchability was made achieved by additionally opening the pulleys a jacket temperature between 150 and 210 ° C heated.
- the number depends on the type of extension of the thread path the required pulleys different. Under A deflection roller, which rotates by almost 180 °, may be sufficient is wrapped in the thread.
- the main advantage of this approach is that that the pulleys can be very short because they only offer space for one or at most two thread running tracks have to. This is favorable from an investment perspective, since the cost of roles with larger working width, such as they are needed for multiple wraps, very much are much higher.
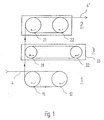
- Figure 1 shows a schematic of the inventive Arrangement.
- 1 denotes a delivery mechanism, consisting of a heatable driven godet 11 and a heatable godet 12.
- a drafting system 2 consists of a heatable driven godet 21 and a heatable driven godet 22. Between the feed mechanism 1 and the drafting mechanism 2 a thread braking device 3 is arranged.
- the thread brake device 3 is equipped with a heatable and brakeable deflection roller 31 and optionally with a heatable and brakeable deflection roller 32, which in turn are located within a thermally insulated housing 33.
- the undrawn filament 4 comes in a known manner from a known spinning device, not shown; the drawn filament 4 'is taken up in a known manner by a winding device, not shown, for example a winder.
- the thread braking device 3 forms the extension of the stretching zone lying in between.
- the filament 4 comes in a manner not shown from a conventional device for melt spinning, cooling and preparation, wraps several times around the delivery mechanism 1 running at a peripheral speed v 1 , being heated according to the set jacket temperature, then arrives at the thread braking device 3 , which depends on the peripheral speed v 3 braked deflection rollers 31, 32 are wrapped around once, and is finally stretched by the drafting device 2 running at the peripheral speed v 2 in accordance with a set speed ratio (v 2 / v 1 ).
- the filament 4 ' is then wound up in a conventional manner, possibly after passing through another godet duo (not shown).
- the deflection rollers 31, 32 must not be smooth. she have a textured surface to a Slip between the filament 4 and the roll surface to enable.
- the average roughness of the surface of the Deflection rollers 31, 32 are expediently in the range of 2.5 up to 3.5 micrometers. Acts to reduce abrasion it is expedient to have a hard metal surface or a coating with ceramic or other abrasion resistant materials. To avoid Fibril damage must clear the surface structure be of sharp bumps. It is useful as "Orange peel" structured.
- the required braking of the pulleys 31 and 32 can be done purely mechanically. It is for security and reproducibility of the method advantageous if the peripheral speed of the pulleys 31 and 32 with With the help of a known control device constant is held.
- the use of controlled frequency drives has proven particularly successful. such However, drive units must have a device for Recuperation of the braking power or with another type be equipped for energy destruction.
- the required braking power can, depending on the stretching conditions, up to 1 watt / dtex of the stretched Filaments.
- the melt throughput per hole was 2.45 g / min.
- the melt jets were cooled in a conventional manner and provided with an anhydrous preparation. They were then combined into two filament bundles and drawn off from the spinning shaft at a speed v 1 of 3,100 m / min by the delivery unit 1 with godets 11, 12 heated to 120 ° C.
- the feeder 1 was wrapped around the threads 4 six times. After a single wrap around the deflection rollers 31, 32 of the thread braking device 3 , the threads 4 were then fed to the drafting unit 2 , which was heated to 240 ° C.
- the stretch godets 21, 22 were wrapped eight times by the threads 4.
- the drafting zone 3 between delivery unit 1 and drafting unit 2 was extended by 1.5 m by the deflection device 3 .
- the deflection rollers 31, 32 had a diameter of 190 mm and were provided with a ceramic-coated surface with an average roughness of 3.5 micrometers. They were heated to a temperature of 180 ° C and were braked to a speed v 3 of 5,190 m / min with a braking torque of 1 Nm each. The total braking power was 1.82 kW.
- the threads were on another duo at 120 ° C cooled and finally wound up at a tension of 250 cN.
- the filaments had a titer of 1100 dtex.
- Polyethylene terephthalate of the same type as in Example 1 was melted, spun and drawn in the same manner, with the difference that the melt throughput was 3.21 g / min. This resulted in a final titer of 1,440 dtex of the drawn yarn.
- the deflection rollers 31, 32 of the thread braking device 3 had to be acted upon with a braking torque of 1.25 Nm each in order to achieve the same peripheral speed as in Example 1.
- the total braking power was 2.28 kW.
- Polyester granules (polyethylene terephthalate) with a viscosity index of 114 were extruded as in Example 1 and spun into two filament yarns with 256 filaments each.
- the multifilaments were withdrawn from the spinning shaft at 3,100 m / min.
- the optical birefringence (DB) of the filaments thus spun was 0.065.
- the filament yarns were fed to a feed unit 1 at 3,130 m / min and a temperature of 80 ° C., which was looped six times.
- the drafting unit 2 had a peripheral speed of 5776 m / min and a temperature of 240 ° C. It was wrapped in threads eight times.
- the thread braking device consisted of the two electrically braked deflection rollers 31, 32, with a temperature of 200 ° C. within a thermally insulated housing, which were once wrapped in the filaments. They were braked to a speed of 5'247 m / min. After stretching, the filament was cooled on another godet duo at 120 ° C, which ran as fast as the drafting system. The filament was then wound up at 5,600 m / min.
- the filament yarn treated in this way had the following properties: titres 1,100 dtex strength 67.2 CN / tex elongation 14.2 % LASE 2% 14.8 CN / tex LASE 5% 34.5 CN / tex Thermal shrink at 160 C. 6.7 %
- the yarn is particularly suitable for use in Tire cord.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Polyesters Or Polycarbonates (AREA)
- Artificial Filaments (AREA)
Description
Die Filamentgarne wurden einem Lieferwerk 1 mit 3'130 m/min und einer Temperatur von 80 °C zugeführt, welches sechsmal umschlungen wurde. Das Streckwerk 2 hatte eine Umfangsgeschwindigkeit von 5776 m/min und eine Temperatur von 240 °C. Es wurde achtmal von den Fäden umschlungen. Die Fadenbremseinrichtung bestand aus den beiden elektrisch gebremsten Umlenkrollen 31,32, mit einer Temperatur von 200 °C innerhalb eines termisch isolierten Gehäuses, die einmal von den Filamenten umschlungen wurden. Sie wurden auf eine Geschwindigkeit von 5'247 m/min abgebremst. Nach der Verstreckung wurde das Filament auf einem weiteren Galettenduo mit 120 °C gekühlt, welches gleich schnell lief wie das Streckwerk. Anschliessend wurde das Filament mit 5'600 m/min aufgespult. Das so behandelte Filamentgarn wies folgende Eigenschaften auf:
| Titer | 1'100 | dtex |
| Festigkeit | 67.2 | cN/tex |
| Bruchdehnung | 14.2 | % |
| LASE 2% | 14.8 | cN/tex |
| LASE 5% | 34.5 | cN/tex |
| Thermoschrunpf bei 160 C | 6.7 | % |
Claims (5)
- Verfahren zur Herstellung von Industriegarnen durch Spinnstrecken von schmelzgesponnenen Polyesterfilamenten bei Geschwindigkeiten von 3000 m/min bis 6000 m/min, wobei das Verstrecken mittels eines Lieferwerks (1) und eines Streckwerks (2) so erfolgt, dass die Polyesterfilamente(4) zwischen dem Lieferwerk (1) und dem Streckwerk (2) umgelenkt und verzögert werden, wobei die Umlenkrolle (31) und/oder die Umlenkrolle (32) nur einmal vom Polyesterfilament (4) umschlungen wird, eine strukturierten Oberfläche mit einem Mittenrauhwert im Bereich von 2.5 bis 3.5 Mikrometer aufweist, einen Schlupf zwischen den Polyesterfilamenten (4) und der Oberfläche der Umlenkrollen (31,32) ermöglicht und die Umlenkrolle (31) und/oder die Umlenkrolle (32) auf eine Geschwindigkeit abgebremst wird, die den folgenden Bedingungen genügt: v3 = v1 + (v2 - v1) * F, wobei F im Bereich von 0.5 < = F < 1 liegt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Umlenkrollen (31,32) beheizt werden und in einem thermisch isolierten Gehäuse (33) angeordnet sind.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Umlenkrollen (31,32) auf eine Manteltemperatur zwischen 150 und 210 °C erhitzt werden.
- Vorrichtung zur Herstellung von Industriegarnen durch Spinnstrecken von schmelzgesponnenen Polyester-filamenten bei Geschwindigkeiten von 3000 m/min bis 6000 m/min, wobei das Verstrecken mittels eines Lieferwerks (1) und eines Streckwerks (2) erfolgt, zwischen dem Lieferwerk (1) und dem Streckwerk (2) gebremste Umlenkrollen (31,32) angeordnet sind, die eine strukturierte Oberfläche aufweisen und einen Schlupf zwischen dem Polyesterfilament (4) und der Rollenoberfläche ermöglichen, dadurch gekennzeichnet, dass der Mittenrauhwert der Oberfläche der Umlenkrollen (31,32) im Bereich von 2.5 bis 3.5 Mikrometer liegt.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass die Fadendenbremseinrichtung (3) in einem thermisch isolierten Gehäuse angeordnet ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH314796 | 1996-12-20 | ||
| CH314796 | 1996-12-20 | ||
| PCT/CH1997/000463 WO1998028473A1 (de) | 1996-12-20 | 1997-12-11 | Verfahren und vorrichtung zur herstellung von industriegarnen aus polyester |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0946799A1 EP0946799A1 (de) | 1999-10-06 |
| EP0946799B1 true EP0946799B1 (de) | 2002-01-30 |
Family
ID=4249633
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97945717A Expired - Lifetime EP0946799B1 (de) | 1996-12-20 | 1997-12-11 | Verfahren und vorrichtung zur herstellung von industriegarnen aus polyester |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US6115893A (de) |
| EP (1) | EP0946799B1 (de) |
| JP (1) | JP3516690B2 (de) |
| KR (1) | KR100463355B1 (de) |
| CN (1) | CN1159477C (de) |
| AT (1) | ATE212682T1 (de) |
| BR (1) | BR9713954A (de) |
| DE (1) | DE59706270D1 (de) |
| ES (1) | ES2172010T3 (de) |
| PL (1) | PL185801B1 (de) |
| PT (1) | PT946799E (de) |
| TW (1) | TW357202B (de) |
| WO (1) | WO1998028473A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104109916A (zh) * | 2014-07-16 | 2014-10-22 | 张家港市华阳针纺织品有限公司 | 一种罗拉牵伸并条机的牵伸装置 |
| CN109735977B (zh) * | 2019-03-13 | 2023-09-19 | 安徽新雅新材料有限公司 | 交变牵伸五通道纺纱装置及变支变比变捻纱线的纺制方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2604667A (en) * | 1950-08-23 | 1952-07-29 | Du Pont | Yarn process |
| NL124936C (de) * | 1960-01-12 | |||
| US3715421A (en) * | 1970-04-15 | 1973-02-06 | Viscose Suisse Soc D | Process for the preparation of polyethylene terephthalate filaments |
| US3790995A (en) * | 1970-04-15 | 1974-02-12 | Schweizerische Viscose | Apparatus for the preparation of polyethylene terephthalate filaments |
| GB1305758A (de) * | 1970-09-03 | 1973-02-07 | ||
| DE3026520C2 (de) * | 1980-07-12 | 1985-03-21 | Davy McKee AG, 6000 Frankfurt | Verfahren zur Herstellung hochfester technischer Garne durch Spinnstrecken |
| US4610060A (en) * | 1984-08-27 | 1986-09-09 | Eastman Kodak Company | Drafting system for yarns |
| DE3840602A1 (de) * | 1988-12-02 | 1990-06-07 | Neumuenster Masch App | Vorrichtung zum verstrecken von thermoplastischen faeden |
-
1997
- 1997-11-25 TW TW086117644A patent/TW357202B/zh active
- 1997-12-11 BR BR9713954A patent/BR9713954A/pt not_active IP Right Cessation
- 1997-12-11 AT AT97945717T patent/ATE212682T1/de not_active IP Right Cessation
- 1997-12-11 PL PL97334017A patent/PL185801B1/pl not_active IP Right Cessation
- 1997-12-11 PT PT97945717T patent/PT946799E/pt unknown
- 1997-12-11 CN CNB971999511A patent/CN1159477C/zh not_active Expired - Fee Related
- 1997-12-11 WO PCT/CH1997/000463 patent/WO1998028473A1/de active IP Right Grant
- 1997-12-11 EP EP97945717A patent/EP0946799B1/de not_active Expired - Lifetime
- 1997-12-11 KR KR10-1999-7005582A patent/KR100463355B1/ko not_active IP Right Cessation
- 1997-12-11 JP JP52818498A patent/JP3516690B2/ja not_active Expired - Fee Related
- 1997-12-11 ES ES97945717T patent/ES2172010T3/es not_active Expired - Lifetime
- 1997-12-11 US US09/284,110 patent/US6115893A/en not_active Expired - Lifetime
- 1997-12-11 DE DE59706270T patent/DE59706270D1/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1238815A (zh) | 1999-12-15 |
| TW357202B (en) | 1999-05-01 |
| US6115893A (en) | 2000-09-12 |
| PL185801B1 (pl) | 2003-07-31 |
| WO1998028473A1 (de) | 1998-07-02 |
| BR9713954A (pt) | 2000-03-21 |
| ATE212682T1 (de) | 2002-02-15 |
| CN1159477C (zh) | 2004-07-28 |
| KR100463355B1 (ko) | 2004-12-23 |
| JP3516690B2 (ja) | 2004-04-05 |
| DE59706270D1 (de) | 2002-03-14 |
| KR20000062249A (ko) | 2000-10-25 |
| ES2172010T3 (es) | 2002-09-16 |
| JP2001512534A (ja) | 2001-08-21 |
| PL334017A1 (en) | 2000-01-31 |
| PT946799E (pt) | 2002-07-31 |
| EP0946799A1 (de) | 1999-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1527217B1 (de) | Vorrichtung zum spinnen und aufwickeln | |
| EP2456913B1 (de) | Verfahren zum schmelzspinnen, verstrecken und aufwickeln eines multifilen fadens sowie eine vorrichtung zur durchführung des verfahrens | |
| EP1979513B1 (de) | Vorrichtung zum schmelzspinnen und aufwickeln von synthetischen fäden | |
| EP1594785B1 (de) | Vorrichtung zum herstellen und aufwickeln synthetischer fäden | |
| EP0845550A1 (de) | Verfahren und Vorrichtung zum Spinnen und Aufwickeln von Fäden | |
| EP0726338B1 (de) | Verfahren zur Herstellung eines multifilen Fadens | |
| DE102005009342A1 (de) | Aufspulmaschine | |
| DE3026520C2 (de) | Verfahren zur Herstellung hochfester technischer Garne durch Spinnstrecken | |
| DE3146054A1 (de) | Verfahren und vorrichtung zur einstufigen herstellung von vollverstreckten textilen multifilamenten aus schmelzspinnbaren polymeren | |
| DE102009037125A1 (de) | Verfahren zum Schmelzspinnen, Verstrecken und Aufwickeln eines multifilen Fadens sowie eine Vorrichtung zur Durchführung des Verfahrens | |
| DE102009026737B4 (de) | Vorrichtung und Verfahren zum Ausbreiten von bandförmigen Filamentgarnen | |
| EP0826802B1 (de) | Verfahren und Vorrichtung zum Spinnen eines multifilen Fadens | |
| EP0946799B1 (de) | Verfahren und vorrichtung zur herstellung von industriegarnen aus polyester | |
| EP1277860B1 (de) | Vorrichtung zur Erzeugung von Effektgarnen und Verwendung der Vorrichtung | |
| DE102005045496A1 (de) | Vorrichtung zum Schmelzspinnen und Abziehen eines Fadens | |
| EP1486592B1 (de) | Vorrichtung zum Spinnen und Behandeln synthetischer Fäden | |
| WO2019034488A1 (de) | Verfahren und vorrichtung zur herstellung eines multifilen vollverstreckten fadens aus einer polyamidschmelze | |
| EP0691424B1 (de) | Verfahren und Vorrichtung zur Herstellung von verstreckten Garnen | |
| DE19909073B4 (de) | Vorrichtung und Verfahren zum Verstrecken eines synthetischen Fadens | |
| DE102015016800A1 (de) | Verfahren zum Schmelzspinnen, Abziehen, Verstrecken, Relaxieren und Aufwickeln eines synthetischen Fadens für technische Anwendungszwecke und eine zugehörige Vorrichtung | |
| DE69833659T2 (de) | Luftstrahlablage | |
| EP3117031B1 (de) | Verfahren und vorrichtung zum schmelzspinnen, verstrecken, kräuseln und aufwickeln mehrerer fäden | |
| DE19529315C2 (de) | Verfahren und Vorrichtung zum Herstellen von Dickstellen und/oder Farbeffekten in einem Filamentgarn | |
| EP2673406A1 (de) | Verfahren und vorrichtung zum texturieren eines synthetischen fadens | |
| WO2011032846A1 (de) | Vorrichtung zum schmelzspinnen, behandeln und aufwickeln eines multifilen fadens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19990528 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IE IT LI LU NL PT |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: RHODIA INDUSTRIAL YARNS AG |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20010412 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IE IT LI LU NL PT |
|
| REF | Corresponds to: |
Ref document number: 212682 Country of ref document: AT Date of ref document: 20020215 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59706270 Country of ref document: DE Date of ref document: 20020314 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020408 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20020429 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2172010 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20081203 Year of fee payment: 12 Ref country code: LU Payment date: 20081217 Year of fee payment: 12 Ref country code: IE Payment date: 20081216 Year of fee payment: 12 Ref country code: CH Payment date: 20081216 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20081126 Year of fee payment: 12 Ref country code: ES Payment date: 20081218 Year of fee payment: 12 Ref country code: AT Payment date: 20081211 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20081224 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20081212 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20081205 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20081210 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20090119 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20100611 |
|
| BERE | Be: lapsed |
Owner name: *RHODIA INDUSTRIAL YARNS A.G. Effective date: 20091231 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20100701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100611 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20091211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100831 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100701 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091212 |