EP0946799B1 - Process and device for producing industrial polyester yarn - Google Patents
Process and device for producing industrial polyester yarn Download PDFInfo
- Publication number
- EP0946799B1 EP0946799B1 EP97945717A EP97945717A EP0946799B1 EP 0946799 B1 EP0946799 B1 EP 0946799B1 EP 97945717 A EP97945717 A EP 97945717A EP 97945717 A EP97945717 A EP 97945717A EP 0946799 B1 EP0946799 B1 EP 0946799B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- thread
- deflecting
- delivery assembly
- speed
- filaments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/22—Stretching or tensioning, shrinking or relaxing, e.g. by use of overfeed and underfeed apparatus, or preventing stretch
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
- D01D5/16—Stretch-spinning methods using rollers, or like mechanical devices, e.g. snubbing pins
Definitions
- the present invention relates to a method and a Device for the production of industrial yarns Spinning lines of melt-spun polyester filaments at speeds of 3000 to 6000 m / min, the Stretching by means of a delivery unit and a drafting unit he follows.
- Polyester filaments for use in industrial Sector d. H. in a total titer range over 500 dtex and a strength of at least 60 cN / tex, become the predominantly manufactured in the spin stretching process, which has proven to be very inexpensive. Further Cost savings can be achieved by: the productivity of the plants by increasing the Production speed with top speeds in the range of 6,000 m / min and above. It has also proved that by increasing the Spinning speed also filaments with new properties can be obtained.
- a spin draw process of the type is known from US-A-3,790,995 known.
- DE-A-1 950 743 also describes a process for Spinning lines of melt-spun polyester filaments known to industrial yarns.
- the stretching is carried out by means of a delivery plant and a faster running drafting system.
- the stretching is after the delivering plant Arranged friction member, which with the thread in slipping touch, which causes the stretch zone in divided into two zones with different thread tension becomes.
- the friction member can be a stationary pin or be a rotating heated roller.
- the Draw-off speed is at a maximum of 2500 m / min specified. At higher speeds, too the time available for orientation of the Thread too short.
- Another object is an improved device to create with which highly oriented industrial yarns can be produced.
- the object is achieved in that the thread between the delivery unit and the drafting unit deflected and by means of at least one Thread end braking device is delayed.
- the thread deflection is brought about by braked rollers with a structured surface and a defined average roughness.
- the sizes v 1 and v 2 indicate the speeds of the delivery unit and the drafting unit, respectively. The speed must therefore be lower than the thread running speed at the place where they touch the deflection rollers. This can only be carried out by means of rollers which are provided with a structured surface which enables slippage between the thread and the roller surface.
- a further improvement in stretchability was made achieved by additionally opening the pulleys a jacket temperature between 150 and 210 ° C heated.
- the number depends on the type of extension of the thread path the required pulleys different. Under A deflection roller, which rotates by almost 180 °, may be sufficient is wrapped in the thread.
- the main advantage of this approach is that that the pulleys can be very short because they only offer space for one or at most two thread running tracks have to. This is favorable from an investment perspective, since the cost of roles with larger working width, such as they are needed for multiple wraps, very much are much higher.
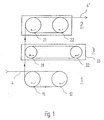
- Figure 1 shows a schematic of the inventive Arrangement.
- 1 denotes a delivery mechanism, consisting of a heatable driven godet 11 and a heatable godet 12.
- a drafting system 2 consists of a heatable driven godet 21 and a heatable driven godet 22. Between the feed mechanism 1 and the drafting mechanism 2 a thread braking device 3 is arranged.
- the thread brake device 3 is equipped with a heatable and brakeable deflection roller 31 and optionally with a heatable and brakeable deflection roller 32, which in turn are located within a thermally insulated housing 33.
- the undrawn filament 4 comes in a known manner from a known spinning device, not shown; the drawn filament 4 'is taken up in a known manner by a winding device, not shown, for example a winder.
- the thread braking device 3 forms the extension of the stretching zone lying in between.
- the filament 4 comes in a manner not shown from a conventional device for melt spinning, cooling and preparation, wraps several times around the delivery mechanism 1 running at a peripheral speed v 1 , being heated according to the set jacket temperature, then arrives at the thread braking device 3 , which depends on the peripheral speed v 3 braked deflection rollers 31, 32 are wrapped around once, and is finally stretched by the drafting device 2 running at the peripheral speed v 2 in accordance with a set speed ratio (v 2 / v 1 ).
- the filament 4 ' is then wound up in a conventional manner, possibly after passing through another godet duo (not shown).
- the deflection rollers 31, 32 must not be smooth. she have a textured surface to a Slip between the filament 4 and the roll surface to enable.
- the average roughness of the surface of the Deflection rollers 31, 32 are expediently in the range of 2.5 up to 3.5 micrometers. Acts to reduce abrasion it is expedient to have a hard metal surface or a coating with ceramic or other abrasion resistant materials. To avoid Fibril damage must clear the surface structure be of sharp bumps. It is useful as "Orange peel" structured.
- the required braking of the pulleys 31 and 32 can be done purely mechanically. It is for security and reproducibility of the method advantageous if the peripheral speed of the pulleys 31 and 32 with With the help of a known control device constant is held.
- the use of controlled frequency drives has proven particularly successful. such However, drive units must have a device for Recuperation of the braking power or with another type be equipped for energy destruction.
- the required braking power can, depending on the stretching conditions, up to 1 watt / dtex of the stretched Filaments.
- the melt throughput per hole was 2.45 g / min.
- the melt jets were cooled in a conventional manner and provided with an anhydrous preparation. They were then combined into two filament bundles and drawn off from the spinning shaft at a speed v 1 of 3,100 m / min by the delivery unit 1 with godets 11, 12 heated to 120 ° C.
- the feeder 1 was wrapped around the threads 4 six times. After a single wrap around the deflection rollers 31, 32 of the thread braking device 3 , the threads 4 were then fed to the drafting unit 2 , which was heated to 240 ° C.
- the stretch godets 21, 22 were wrapped eight times by the threads 4.
- the drafting zone 3 between delivery unit 1 and drafting unit 2 was extended by 1.5 m by the deflection device 3 .
- the deflection rollers 31, 32 had a diameter of 190 mm and were provided with a ceramic-coated surface with an average roughness of 3.5 micrometers. They were heated to a temperature of 180 ° C and were braked to a speed v 3 of 5,190 m / min with a braking torque of 1 Nm each. The total braking power was 1.82 kW.
- the threads were on another duo at 120 ° C cooled and finally wound up at a tension of 250 cN.
- the filaments had a titer of 1100 dtex.
- Polyethylene terephthalate of the same type as in Example 1 was melted, spun and drawn in the same manner, with the difference that the melt throughput was 3.21 g / min. This resulted in a final titer of 1,440 dtex of the drawn yarn.
- the deflection rollers 31, 32 of the thread braking device 3 had to be acted upon with a braking torque of 1.25 Nm each in order to achieve the same peripheral speed as in Example 1.
- the total braking power was 2.28 kW.
- Polyester granules (polyethylene terephthalate) with a viscosity index of 114 were extruded as in Example 1 and spun into two filament yarns with 256 filaments each.
- the multifilaments were withdrawn from the spinning shaft at 3,100 m / min.
- the optical birefringence (DB) of the filaments thus spun was 0.065.
- the filament yarns were fed to a feed unit 1 at 3,130 m / min and a temperature of 80 ° C., which was looped six times.
- the drafting unit 2 had a peripheral speed of 5776 m / min and a temperature of 240 ° C. It was wrapped in threads eight times.
- the thread braking device consisted of the two electrically braked deflection rollers 31, 32, with a temperature of 200 ° C. within a thermally insulated housing, which were once wrapped in the filaments. They were braked to a speed of 5'247 m / min. After stretching, the filament was cooled on another godet duo at 120 ° C, which ran as fast as the drafting system. The filament was then wound up at 5,600 m / min.
- the filament yarn treated in this way had the following properties: titres 1,100 dtex strength 67.2 CN / tex elongation 14.2 % LASE 2% 14.8 CN / tex LASE 5% 34.5 CN / tex Thermal shrink at 160 C. 6.7 %
- the yarn is particularly suitable for use in Tire cord.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Polyesters Or Polycarbonates (AREA)
- Artificial Filaments (AREA)
Abstract
Description
Die vorliegende Erfindung betrifft ein Verfahren und eine Vorrichtung zur Herstellung von Industriegarnen durch Spinnstrecken von schmelzgesponnenen Polyesterfilamenten bei Geschwindigkeiten von 3000 bis 6000 m/min, wobei das Verstrecken mittels eines Lieferwerks und eines Streckwerks erfolgt.The present invention relates to a method and a Device for the production of industrial yarns Spinning lines of melt-spun polyester filaments at speeds of 3000 to 6000 m / min, the Stretching by means of a delivery unit and a drafting unit he follows.
Polyesterfilamente für den Einsatz im industriellen Sektor, d. h. in einem Gesamttiterbereich über 500 dtex und einer Festigkeit von wenigsten 60 cN/tex, werden zum überwiegenden Teil im Spinnstreckverfahren hergestellt, welches sich als sehr kostengünstig erwiesen hat. Weitere Kosteneinsparungen können dadurch erzielt werden, dass die Produktivität der Anlagen durch Erhöhung der Produktionsgechwindigkeit mit Endgeschwindigkeiten im Bereich von 6'000 m/min und darüber erhöht wird. Es hat sich zusätzlich erwiesen, dass durch die Erhöhung der Spinngeschwindigkeit auch Filamente mit neuen Eigenschaften erhalten werden können. Polyester filaments for use in industrial Sector, d. H. in a total titer range over 500 dtex and a strength of at least 60 cN / tex, become the predominantly manufactured in the spin stretching process, which has proven to be very inexpensive. Further Cost savings can be achieved by: the productivity of the plants by increasing the Production speed with top speeds in the range of 6,000 m / min and above. It has also proved that by increasing the Spinning speed also filaments with new properties can be obtained.
Ein Spinnstreckverfahren der Art ist aus der US-A-3,790,995 bekannt. Dort wird ein einstufiges Spinnstreckverfahren zur Herstellung von Polyester-Filamenten beschrieben. Dieses Verfahren beruht auf der Verstreckung zwischen zwei Galettenduos in der Form, dass infolge mangelnden Kraftschlusses zwischen Faden und Galettenoberfläche der Streckprozess am Faden bereits einige Umschlingungen vor dem Verlassen des Lieferwerks beginnt. Der Streckprozess wird desgleichen erst einige Umschlingungen nach dem Auflaufen auf das Streckwerk beendet. Ermöglicht wird dies durch die fadenberührenden aufgerauhten Oberflächen der Galetten, was einen Schlupf zwischen dem Filamenten und der Rollenoberfläche ermöglicht. Dadurch wird die Streckzone effektiv auf ein Vielfaches des geometrischen Abstands der Galettenduos voneinander verlängert. Entsprechend steht auch für die Orientierung der die Fadenmasse bildenden Makrolmoleküle mehr Zeit zur Verfügung. Es wird so ein höherer Orientierungsgrade erreicht als bei Verwendung von Rollenoberflächen mit hochglanzpolierten Oberflächen. Hochglanzpolierte Oberflächen ermöglichen einen maximalen Kraftschluss zwischen Faden und Rollenoberfläche.A spin draw process of the type is known from US-A-3,790,995 known. There is a one-step spin stretching process for the production of polyester filaments described. This process is based on drawing between two godet duos in the form that as a result lack of adhesion between thread and The godet surface the stretching process on the thread already a few loops before leaving the delivery plant starts. The stretching process will also become a few Wraps after running onto the drafting system completed. This is made possible by the thread touching roughened surfaces of the godets, causing a slip between the filament and the roll surface allows. This effectively extends the stretch zone to one Multiple of the geometric spacing of the godet duos extended from each other. Correspondingly also stands for the Orientation of the macrol molecules forming the thread mass more time available. It becomes a higher degree of orientation achieved than when using Roll surfaces with highly polished surfaces. Highly polished surfaces allow a maximum Non-positive connection between thread and roll surface.
Auch aus der DE-A-1 950 743 ist ein Verfahren zum Spinnstrecken von schmelzgesponnenen Polyesterfilamenten zu Industriegarnen bekannt. Nach dem bekannten Verfahren erfolgt das Verstrecken mittels eines Lieferwerks und eines schneller laufenden Streckwerks. Zur Vebesserung der Verstreckung ist nach dem Lieferwerk ein Reibungsglied angeordnet, welches mit dem Faden in schlüpfender Berührung steht, wodurch die Streckzone in zwei Zonen mit unterschiedlicher Fadenspannung aufgeteilt wird. Das Reibungsglied kann ein ortsfester Stift oder eine rotierende beheizte Rolle sein. Die Streckabzugsgeschwindigkeit wird mit maximal 2500 m/min angegeben. Bei höheren Geschwindigkeiten wird auch hier die zur Verfügung stehende Zeit zur Orientierung des Fadens zu kurz.DE-A-1 950 743 also describes a process for Spinning lines of melt-spun polyester filaments known to industrial yarns. According to the known method the stretching is carried out by means of a delivery plant and a faster running drafting system. For improvement the stretching is after the delivering plant Arranged friction member, which with the thread in slipping touch, which causes the stretch zone in divided into two zones with different thread tension becomes. The friction member can be a stationary pin or be a rotating heated roller. The Draw-off speed is at a maximum of 2500 m / min specified. At higher speeds, too the time available for orientation of the Thread too short.
Es hat sich nun gezeigt, dass mit der Erhöhung der Produktionsgeschwindigkeit über 3'000 m/min dieses Verfahren nicht mehr optimal arbeitet, da die für die Orientierung zur Verfügung stehende Zeit nicht mehr ausreicht. Die Orientierung nimmt umgekehrt proportional zur Produktionsgeschwindigkeit ab. Die Zeit wird schliesslich so kurz, dass die für den Einsatz als technische Garne erforderlichen hohen Orientierungsgrade nicht mehr erzielt werden können. Der Orientierungsgrad ist für eine entsprechend niedrige Bruchdehnung und hohe Festigkeit des gestreckten Filamentgarns verantwortlich.It has now been shown that with the increase in Production speed over 3'000 m / min this Process no longer works optimally, because the for the Orientation time no longer available sufficient. The orientation is inversely proportional to the production speed. Time will finally so short that the for use as technical yarns require high levels of orientation can no longer be achieved. The degree of orientation is for a correspondingly low elongation at break and high Strength of the stretched filament yarn responsible.
Es ergeben sich folgende Nachteile:The disadvantages are as follows:
Eine Verlängerung der Streckzeit durch Vergrösserung des Abstands zwischen den Galettenpaaren hat den entscheidenden Nachteil, dass die Bauhöhe der Produktionseinrichtung auf ein untolerierbares Mass erhöht werden müsste, so dass die Anlage nicht mehr ohne Hilfsmittel, wie Hebebühnen und dergleichen, bedient werden könnte. Durch ein- oder mehrfaches Umlenken des Fadenlaufs innerhalb der Streckzone lässt sich der Abstand zwischen den Galettenpaaren zwar verringern, aber unter Inkaufnahme einiger gravierender Nachteile. Umlenkungen mit Fadenleitorganen innerhalb der Streckzone sind unerwünscht und problematisch. Umlenkstifte und dergleichen werden wegen der in der Streckzone herrschenden hohen Fadenzugkraft sehr heiss und führen schon nach kurzer Betriebszeit zu gebrochenen Filamenten. Mit nicht angetriebenen Umlenkrollen lässt sich zwar der Fadenlauf zwischen den Galettenpaaren verlängern, jedoch treten dabei zahlreiche Filamentbrüche auf, die das Verfahren unwirtschaftlich machen. Auch der Einsatz von Umlenkrollen mit strukturierter Oberfläche, die bekanntlich verhindert, dass sich gebrochene Filamente zu einem Depot akkumulieren, brachte diesbezüglich keinen Fortschritt.An extension of the stretching time by increasing the The distance between the pairs of godets has the decisive disadvantage that the overall height of the Production facility to an intolerable level would have to be increased so that the system is no longer without Aids such as lifting platforms and the like are operated could be. By redirecting the The thread run within the stretch zone can be Reduce the distance between the godet pairs, but accepting some serious disadvantages. Deflections with thread guide elements within the stretching zone are undesirable and problematic. Deflection pins and The like are because of the prevailing in the stretch zone high thread tension very hot and already follow short operating time for broken filaments. With not The thread run can be driven by deflection rollers lengthen between the pairs of godets, but kick numerous filament breaks on the process make uneconomical. The use of Deflection pulleys with a textured surface, which is known prevents broken filaments from becoming one Accumulating the depot did not help Progress.
Es stellt sich somit die Aufgabe, zur Erhöhung der Produktionsgeschwindigkeit Massnahmen zu ergreifen und Mittel bereitzustellen, die trotz der verkürzten Streckzeit eine für den technischen Einsatz ausreichend hohe molekulare Orientierung im Filamentgarn erzeugen.It is therefore the task of increasing the Production speed to take measures and Provide funds despite the shortened stretching time a sufficiently high level for technical use generate molecular orientation in the filament yarn.
Es ist eine weitere Aufgabe der Erfindung, ein Verfahren zur Verfügung zu stellen, das eine wirtschaftlichere Herstellung von Industriegarnen erlaubt.It is another object of the invention to provide a method to provide that a more economical Manufacture of industrial yarns allowed.
Eine weitere Aufgabe ist es, eine verbesserte Vorrichtung zu schaffen, mit welcher hochorientierte Industiegarne hergestellt werden können. Another object is an improved device to create with which highly oriented industrial yarns can be produced.
Die Aufgabe wird erfindungsgemäss dadurch gelöst, dass der Faden zwischen dem Lieferwerk und dem Streckwerk umgelenkt und mittels wenigstens einer Fadendenbremseinrichtung verzögert wird. Die Fadenumlenkung wird durch gebremste Rollen mit strukturierter Oberfläche und definiertem Mittenrauhwert bewirkt.According to the invention, the object is achieved in that the thread between the delivery unit and the drafting unit deflected and by means of at least one Thread end braking device is delayed. The thread deflection is brought about by braked rollers with a structured surface and a defined average roughness.
Überraschend konnte eine deutliche Verbesserung dadurch
erzielt werden, dass man die Umlenkrollen der Fadendenbremseinrichtung
auf eine Geschwindigkeit v3
abbremste, die der folgenden Bedingung genügt:
Eine weitere Verbesserung der Verstreckbarkeit wurde dadurch erzielt, dass man die Umlenkrollen zusätzlich auf eine Manteltemperatur zwischen 150 und 210 °C erhitzt. A further improvement in stretchability was made achieved by additionally opening the pulleys a jacket temperature between 150 and 210 ° C heated.
Es hat sich des weiteren als vorteilhaft erwiesen, dass das gesamte Umlenksystem innerhalb eines gegenüber der Umgebung thermisch isolierten Gehäuses angeordnet wird, um die Abkühlung des Fadens in der Streckzone zu verhindern.It has also proven advantageous that the entire deflection system within one versus the Environment is arranged thermally insulated housing to cool the thread in the drawing zone prevent.
Je nach Art der Verlängerung des Fadenwegs ist die Anzahl der erforderlichen Umlenkrollen verschieden. Unter Umständen genügt eine Umlenkrolle, welche um knapp 180° vom Faden umschlungen wird.The number depends on the type of extension of the thread path the required pulleys different. Under A deflection roller, which rotates by almost 180 °, may be sufficient is wrapped in the thread.
Die Anordnung von zwei Rollen, analog zur Anordnung eines üblichen Galettenduos, hat sich als vorteilhaft erwiesen. Eine solche Anordnung kann vom Faden entweder S-förmig oder 8-förmig oder 0-förmig umschlungen werden. Dadurch kann ohne konstruktive Veränderung der Einrichtung die wirksame Kontaktlänge zwischen Faden und Rollenoberflächen in gewissen Grenzen variiert und den erforderlichen Verfahrensbedingungen angepasst werden. In der Regel werden die Rollen nur je einmal vom Faden umschlungen. Eine Zweifachumschlingung liegt nicht im Rahmen der Erfindung kann aber unter Umständen dann von Vorteil sein, wenn der Kraftschluss zwischen Faden und Rollenoberfläche sehr gering ist.The arrangement of two roles, analogous to the arrangement of one usual godet duos, has proven to be advantageous. Such an arrangement can be either S-shaped from the thread or 8-shaped or 0-shaped. Thereby can the without changing the design of the facility effective contact length between thread and roll surfaces varies within certain limits and the necessary process conditions are adjusted. In As a rule, the reels are removed from the thread only once entwined. A double wrap is not within the scope of the invention but can under certain circumstances then be of advantage if the adhesion between Thread and roll surface is very low.
Der Vorteil dieser Vorgehensweise liegt vor allem darin, dass die Umlenkrollen sehr kurz sein können, da sie nur für einen, höchstens zwei Fadenlaufspuren Platz bieten müssen. Dies ist aus der Sicht der Investition günstig, da die Kosten für Rollen mit grösserer Arbeitsbreite, wie sie für vielfache Umschlingungen benötigt werden, sehr viel höher sind.The main advantage of this approach is that that the pulleys can be very short because they only offer space for one or at most two thread running tracks have to. This is favorable from an investment perspective, since the cost of roles with larger working width, such as they are needed for multiple wraps, very much are much higher.
Die Erfindung soll anhand einer Zeichnung ausführlich beschrieben werden.The invention is intended to be described in detail with reference to a drawing to be discribed.
Figur 1 zeigt ein Schema der erfindungsgemässen Anordnung.Figure 1 shows a schematic of the inventive Arrangement.
In der einzigen Figur 1 wird mit 1 ein Lieferwerk
bezeichnet, bestehend aus einer beheizbaren angetriebenen
Galette 11 und einer beheizbaren Galette 12. Ein
Streckwerk 2 besteht aus einer bebeheizbaren
angetriebenen Galette 21 und einer beheizbaren
angetriebenen Galette 22. Zwischen dem Lieferwerk 1 und
dem Streckwerk 2 ist eine Fadenbremseinrichtung 3
angeordnet. Die Fadenbremseinrichtung 3 ist mit einer
beheizbaren und bremsbaren Umlenkrolle 31 und wahlweise
mit einer beheizbaren und bremsbaren Umlenkrolle 32
ausgestattet, die sich ihrerseits innerhalb eines
thermisch isolierten Gehäuses 33 befinden. Das
unverstreckte Filament 4 kommt in bekannter Weise von
einer nicht gezeigten bekannten Spinneinrichtung; das
verstreckte Filament 4' wird in bekannter Weise von einer
nicht gezeigten Wickeleinrichtung beispielsweise einem
Spuler aufgenommen.In the single FIG. 1, 1 denotes a delivery mechanism, consisting of a heatable driven
Bei der Durchführung des erfindungsgemässen Verfahrens
bildet die Fadenbremseinrichtung 3 die Verlängerung der
dazwischen liegenden Streckzone. Das Filament 4 kommt auf
nicht dargestellt Weise aus einer herkömmlichen Einrichtung
zum Schmelzspinnen, Abkühlen und Präparieren,
umschlingt das mit einer Umfangsgeschwindigkeit v1
laufende Lieferwerk 1 mehrfach, wobei es entsprechend der
eingestellten Manteltemperatur aufgeheizt wird, gelangt
dann zur Fadenbremseinrichtung 3, deren auf die Umfangsgeschwindigkeit
v3 abgebremsten Umlenkrollen 31,32 einmal
umschlungen werden, und wird schliesslich durch das mit
der Umfangsgeschwindigkeit v2 laufende Streckwerk 2
entsprechend einem eingestellten Geschwindigkeitsverhältnis
(v2/v1) verstreckt. Im Anschluss daran wird
das Filament 4', eventuell nach Durchlaufen eines
weiteren nicht dargestellten Galettenduos, in
herkömmlicher Weise aufgespult.When the method according to the invention is carried out, the
Die Umlenkrollen 31, 32 dürfen nicht glatt sein. Sie
weisen eine strukturierte Oberfläche auf, um einen
Schlupf zwischen dem Filament 4 und der Rollenoberfläche
zu ermöglichen. Der Mittenrauhwert der Oberfläche der
Umlenkrollen 31, 32 liegt zweckmässig im Bereich von 2.5
bis 3.5 Mikrometer. Zur Verminderung der Abrasion handelt
es sich hierbei zweckmässig um eine Hartmetalloberfläche
oder um eine Beschichtung mit keramischem oder anderen
abrasionsfesten Materialien. Zur Vermeidung von
Fibrillenschädigungen muss die Oberflächenstruktur frei
sein von scharfen Erhebungen. Sie ist zweckmässig als
"Orangenhaut" strukturiert.The
Die erforderliche Bremsung der Umlenkrollen 31 und 32
kann rein mechanisch erfolgen. Es ist für die Sicherheit
und Reproduzierbarkeit des Verfahrens vorteilhaft, wenn
die Umfangsgeschwindigkeit der Umlenkrollen 31 und 32 mit
Hilfe einer bekannten Regelungseinrichtung konstant
gehalten wird. Der Einsatz von gesteuerten Frequenzantrieben
hat sich besonders bewährt. Derartige
Antriebseinheiten müssen jedoch mit einer Einrichtung zur
Rekuperation der Bremsleistung oder mit einer anderen Art
der Energievernichtung ausgerüstet sein. Die
erforderliche Bremsleistung kann, je nach den Streckbedingungen,
bis zu 1 Watt/dtex des verstreckten
Filaments betragen.The required braking of the
Das erfindungsgemässe Verfahren sei anhand folgender Beispiele erläutert.The method according to the invention is based on the following Examples explained.
Polyäthylentherephthalat mit einem Viskositätsindex
VI = 114 wurde in einem Extruder aufgeschmolzen und durch
zwei Spinndüsen mit je 256 Bohrungen extrudiert. Der
Schmelzedurchsatz pro Bohrung betrug 2.45 g/min. Die
Schmelzestrahlen wurden auf herkömmliche Weise gekühlt
und mit einem wasserfreien Präparationsmittel versehen.
Anschliessend wurden sie zu zwei Filamentbündeln
zusammengefasst und mit einer Geschwindigkeit v1 von
3'100 m/min durch das Lieferwerk 1 mit auf 120 °C
temperierten Galetten 11, 12 aus dem Spinnschacht
abgezogen. Das Lieferwerk 1 wurde sechsmal von den Fäden
4 umschlungen. Anschliessend wurden die Fäden 4 nach
einer einmaligen Umschlingung um die Umlenkrollen 31, 32
der Fadenbremseinrichtung 3 dem Streckwerk 2 zugeführt,
welches auf 240 °C temperiert war und mit einer Umfangsgeschwindigkeit
v2 von 5'710 m/min lief. Die Streckgaletten
21, 22 wurden achtmal von den Fäden 4
umschlungen. Durch die Umlenkvorrichtung 3 wurde die
Streckzone zwischen Lieferwerk 1 und Streckwerk 2 um
1.5 m verlängert. Die Umlenkrollen 31, 32 hatten einen
Durchmesser von 190 mm und waren mit einer keramikbeschichteten
Oberfläche mit einem Mittenrauhwert von 3.5
Mikrometer versehen. Sie waren auf eine Temperatur von
180 °C temperiert und wurden mit einem Bremsmoment von je
1 Nm auf eine Geschwindigkeit v3 von 5'190 m/min
abgebremst. Die gesamte Bremsleistung betrug 1.82 kW.Polyethylene terephthalate with a viscosity index VI = 114 was melted in an extruder and extruded through two spinnerets with 256 holes each. The melt throughput per hole was 2.45 g / min. The melt jets were cooled in a conventional manner and provided with an anhydrous preparation. They were then combined into two filament bundles and drawn off from the spinning shaft at a speed v 1 of 3,100 m / min by the
Nach der so erfolgten Verstreckung um den Faktor 1.84 wurden die Fäden auf einem weiteren Duo mit 120 °C gekühlt und zuletzt bei einer Spannung von 250 cN aufgespult. Die Filamente hatten einen Titer von 1100 dtex.After stretching by a factor of 1.84 the threads were on another duo at 120 ° C cooled and finally wound up at a tension of 250 cN. The filaments had a titer of 1100 dtex.
Polyethylentherephthalat der gleichen Art wie in
Beispiel 1 wurde auf die gleiche Weise aufgeschmolzen,
gesponnen und verstreckt, mit dem Unterschied, dass der
Schmelzedurchsatz 3.21 g/min betrug. Dies führte zu einem
Endtiter des verstreckten Garns von 1'440 dtex. Die
Umlenkrollen 31, 32 der Fadenbremseinrichtung 3 mussten
mit einem Bremsmoment von je 1.25 Nm beaufschlagt werden,
um auf die gleiche Umfangsgeschwindigkeit wie im
Beispiel 1 zu kommen. Die gesamte Bremsleistung betrug
2.28 kW.Polyethylene terephthalate of the same type as in Example 1 was melted, spun and drawn in the same manner, with the difference that the melt throughput was 3.21 g / min. This resulted in a final titer of 1,440 dtex of the drawn yarn. The
Der Versuch aus dem erfindungsgemässen Beipiel 1 wurde
wiederholt, jedoch ohne Benutzung der Fadenbremseinrichtung
3. Hierbei war das Einziehen der Filamente
auf dem Streckwerk erst möglich, nachdem man das
Streckverhältnis auf 1.7 reduziert hatte. Jedoch wurde
der Spinnstrecklauf durch das Auftreten zahlreicher
gebrochener Filamente stark gestört.The experiment from example 1 according to the invention was repeated, but without using the
Polyestergranulat (Polyäthylentherephthalat) mit einem
Viskositätsindex von 114 wurde wie in Beispiel 1
extrudiert und zu zwei Filamentgarnen mit je 256 Filamenten
versponnen. Die Multifilamente wurden mit 3'100 m/min
aus dem Spinnschacht abgezogen. Die optische Doppelbrechung
(DB) der so ersponnenen Filamente betrug 0.065.
Die Filamentgarne wurden einem Lieferwerk 1 mit
3'130 m/min und einer Temperatur von 80 °C zugeführt,
welches sechsmal umschlungen wurde. Das Streckwerk 2
hatte eine Umfangsgeschwindigkeit von 5776 m/min und eine
Temperatur von 240 °C. Es wurde achtmal von den Fäden
umschlungen. Die Fadenbremseinrichtung bestand aus den
beiden elektrisch gebremsten Umlenkrollen 31,32, mit
einer Temperatur von 200 °C innerhalb eines termisch
isolierten Gehäuses, die einmal von den Filamenten
umschlungen wurden. Sie wurden auf eine Geschwindigkeit
von 5'247 m/min abgebremst. Nach der Verstreckung wurde
das Filament auf einem weiteren Galettenduo mit 120 °C
gekühlt, welches gleich schnell lief wie das Streckwerk.
Anschliessend wurde das Filament mit 5'600 m/min
aufgespult. Das so behandelte Filamentgarn wies folgende
Eigenschaften auf:
The filament yarns were fed to a
Das Garn eignet sich besonders für den Einsatz in Reifencord.The yarn is particularly suitable for use in Tire cord.
Claims (5)
- Process for the production of industrial yarns by the stretch-spinning of melt-spun polyester filaments at speeds of 3000 m/min to 6000 m/min, stretching being carried out by means of a delivery assembly (1) and a drawframe (2) in such a manner that the polyester filaments (4) are deflected between the delivery assembly (1) and the drawframe (2) and decelerated, the polyester filament (4) being looped around the deflecting roller (31) and/or the deflecting roller (32) once only, the deflecting rollers having a structured surface with a mean peak-to-valley height in the range of 2.5 to 3.5 micrometres and allowing slip between the polyester filaments (4) and the surface of the deflecting rollers (31, 32), and the deflecting roller (31) and/or the deflecting roller (32) being braked to a speed which satisfies the following conditions: v3 = v1 + (v2-v1) * F, in which F is in the range of 0.5 < = F < 1.
- Process according to Claim 1, characterized in that the deflecting rollers (31, 32) are heated and are arranged in a thermally insulated housing (33).
- Process according to Claim 1, characterized in that the deflecting rollers (31, 32) are heated to a casing temperature of between 150 and 210°C.
- Apparatus for the production of industrial yarns by the stretch-spinning of melt-spun polyester filaments at speeds of 3000 m/min to 6000 m/min, stretching being carried out by means of a delivery assembly (1) and a drawframe (2), braked deflecting rollers (31, 32) being arranged between the delivery assembly (1) and the drawframe (2), the deflecting rollers (31, 32) having a structured surface and allowing slip between the polyester filament (4) and roller surface, characterized in that the mean peak-to-valley height of the surface of the deflecting rollers (31, 32) is in the range of 2.5 to 3.5 micrometres.
- Apparatus according to Claim 4, characterized in that the thread-braking device (3) is arranged in a thermally insulated housing.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH314796 | 1996-12-20 | ||
| CH314796 | 1996-12-20 | ||
| PCT/CH1997/000463 WO1998028473A1 (en) | 1996-12-20 | 1997-12-11 | Process and device for producing industrial polyester yarn |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0946799A1 EP0946799A1 (en) | 1999-10-06 |
| EP0946799B1 true EP0946799B1 (en) | 2002-01-30 |
Family
ID=4249633
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97945717A Expired - Lifetime EP0946799B1 (en) | 1996-12-20 | 1997-12-11 | Process and device for producing industrial polyester yarn |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US6115893A (en) |
| EP (1) | EP0946799B1 (en) |
| JP (1) | JP3516690B2 (en) |
| KR (1) | KR100463355B1 (en) |
| CN (1) | CN1159477C (en) |
| AT (1) | ATE212682T1 (en) |
| BR (1) | BR9713954A (en) |
| DE (1) | DE59706270D1 (en) |
| ES (1) | ES2172010T3 (en) |
| PL (1) | PL185801B1 (en) |
| PT (1) | PT946799E (en) |
| TW (1) | TW357202B (en) |
| WO (1) | WO1998028473A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104109916A (en) * | 2014-07-16 | 2014-10-22 | 张家港市华阳针纺织品有限公司 | Drafting device of roller drafting drawing frame |
| CN109735977B (en) * | 2019-03-13 | 2023-09-19 | 安徽新雅新材料有限公司 | Alternating drafting five-channel spinning device and spinning method of variable-count variable-ratio variable-twist yarn |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2604667A (en) * | 1950-08-23 | 1952-07-29 | Du Pont | Yarn process |
| NL124936C (en) * | 1960-01-12 | |||
| US3715421A (en) * | 1970-04-15 | 1973-02-06 | Viscose Suisse Soc D | Process for the preparation of polyethylene terephthalate filaments |
| US3790995A (en) * | 1970-04-15 | 1974-02-12 | Schweizerische Viscose | Apparatus for the preparation of polyethylene terephthalate filaments |
| GB1305758A (en) * | 1970-09-03 | 1973-02-07 | ||
| DE3026520C2 (en) * | 1980-07-12 | 1985-03-21 | Davy McKee AG, 6000 Frankfurt | Process for the production of high-strength technical yarns by spinning draws |
| US4610060A (en) * | 1984-08-27 | 1986-09-09 | Eastman Kodak Company | Drafting system for yarns |
| DE3840602A1 (en) * | 1988-12-02 | 1990-06-07 | Neumuenster Masch App | DEVICE FOR STRETCHING THERMOPLASTIC THREADS |
-
1997
- 1997-11-25 TW TW086117644A patent/TW357202B/en active
- 1997-12-11 BR BR9713954A patent/BR9713954A/en not_active IP Right Cessation
- 1997-12-11 AT AT97945717T patent/ATE212682T1/en not_active IP Right Cessation
- 1997-12-11 PL PL97334017A patent/PL185801B1/en not_active IP Right Cessation
- 1997-12-11 PT PT97945717T patent/PT946799E/en unknown
- 1997-12-11 CN CNB971999511A patent/CN1159477C/en not_active Expired - Fee Related
- 1997-12-11 WO PCT/CH1997/000463 patent/WO1998028473A1/en active IP Right Grant
- 1997-12-11 EP EP97945717A patent/EP0946799B1/en not_active Expired - Lifetime
- 1997-12-11 KR KR10-1999-7005582A patent/KR100463355B1/en not_active IP Right Cessation
- 1997-12-11 JP JP52818498A patent/JP3516690B2/en not_active Expired - Fee Related
- 1997-12-11 ES ES97945717T patent/ES2172010T3/en not_active Expired - Lifetime
- 1997-12-11 US US09/284,110 patent/US6115893A/en not_active Expired - Lifetime
- 1997-12-11 DE DE59706270T patent/DE59706270D1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1238815A (en) | 1999-12-15 |
| TW357202B (en) | 1999-05-01 |
| US6115893A (en) | 2000-09-12 |
| PL185801B1 (en) | 2003-07-31 |
| WO1998028473A1 (en) | 1998-07-02 |
| BR9713954A (en) | 2000-03-21 |
| ATE212682T1 (en) | 2002-02-15 |
| CN1159477C (en) | 2004-07-28 |
| KR100463355B1 (en) | 2004-12-23 |
| JP3516690B2 (en) | 2004-04-05 |
| DE59706270D1 (en) | 2002-03-14 |
| KR20000062249A (en) | 2000-10-25 |
| ES2172010T3 (en) | 2002-09-16 |
| JP2001512534A (en) | 2001-08-21 |
| PL334017A1 (en) | 2000-01-31 |
| PT946799E (en) | 2002-07-31 |
| EP0946799A1 (en) | 1999-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1527217B1 (en) | Device for spinning and winding | |
| EP2456913B1 (en) | Method for melt-spinning, drawing, and winding a multifilament thread and a device for performing the method | |
| EP1979513B1 (en) | Apparatus for melt spinning and winding synthetic threads | |
| EP1594785B1 (en) | Device for producing and winding synthetic threads | |
| EP0845550A1 (en) | Process and device for spinning and winding up a yarn | |
| EP0726338B1 (en) | Method for producing a multifilament yarn | |
| DE102005009342A1 (en) | winding machine | |
| DE3026520C2 (en) | Process for the production of high-strength technical yarns by spinning draws | |
| DE3146054A1 (en) | Process and apparatus for the single-step preparation of fully drawn textile multifilament yarns from melt-spinnable polymers | |
| DE102009037125A1 (en) | Method for melt-spinning, drawing and winding multifilament thread during manufacture of synthetic fiber for textile applications, involves guiding bundle at specific drawing speed, and winding yarn into spool | |
| DE102009026737B4 (en) | Apparatus and method for spreading band-shaped filament yarns | |
| EP0826802B1 (en) | Process and device for spinning multifilament yarns | |
| EP0946799B1 (en) | Process and device for producing industrial polyester yarn | |
| EP1277860B1 (en) | Apparatus for manufacturing effect yarns and the use thereof | |
| DE102005045496A1 (en) | Apparatus for melt spinning and taking off synthetic thread, includes easily controlled drive for take-off and stretching reels based on electric motor and electric brake coordinated with respective reels | |
| EP1486592B1 (en) | Apparatus for spinning and treating synthetic filaments | |
| WO2019034488A1 (en) | Method and device for producing a multifilament fully drawn yarn from a polyamide melt | |
| EP0691424B1 (en) | Method and apparatus for producing stretched yarns | |
| DE19909073B4 (en) | Apparatus and method for drawing a synthetic thread | |
| DE102015016800A1 (en) | A method of melt spinning, stripping, stretching, relaxing and winding a synthetic thread for technical applications and associated apparatus | |
| DE69833659T2 (en) | AIR JET STORAGE | |
| EP3117031B1 (en) | Method and apparatus for meltspinning, drawing, crimping and winding up a plurality of yarns | |
| DE19529315C2 (en) | Method and device for producing thick spots and / or color effects in a filament yarn | |
| EP2673406A1 (en) | Method and device for texturing a synthetic thread | |
| WO2011032846A1 (en) | Device for melt spinning, treating, and winding a multifilament thread |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19990528 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IE IT LI LU NL PT |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: RHODIA INDUSTRIAL YARNS AG |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20010412 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IE IT LI LU NL PT |
|
| REF | Corresponds to: |
Ref document number: 212682 Country of ref document: AT Date of ref document: 20020215 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59706270 Country of ref document: DE Date of ref document: 20020314 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020408 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20020429 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2172010 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20081203 Year of fee payment: 12 Ref country code: LU Payment date: 20081217 Year of fee payment: 12 Ref country code: IE Payment date: 20081216 Year of fee payment: 12 Ref country code: CH Payment date: 20081216 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20081126 Year of fee payment: 12 Ref country code: ES Payment date: 20081218 Year of fee payment: 12 Ref country code: AT Payment date: 20081211 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20081224 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20081212 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20081205 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20081210 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20090119 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20100611 |
|
| BERE | Be: lapsed |
Owner name: *RHODIA INDUSTRIAL YARNS A.G. Effective date: 20091231 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20100701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100611 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20091211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100831 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100701 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091212 |