EP0927687A2 - Procédé et dispositif pour transférer un matériau granuleux - Google Patents
Procédé et dispositif pour transférer un matériau granuleux Download PDFInfo
- Publication number
- EP0927687A2 EP0927687A2 EP98124583A EP98124583A EP0927687A2 EP 0927687 A2 EP0927687 A2 EP 0927687A2 EP 98124583 A EP98124583 A EP 98124583A EP 98124583 A EP98124583 A EP 98124583A EP 0927687 A2 EP0927687 A2 EP 0927687A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- granular material
- screen
- transfer means
- layer
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
- B28B13/022—Feeding several successive layers, optionally of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/005—Devices or processes for obtaining articles having a marble appearance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0205—Feeding the unshaped material to moulds or apparatus for producing shaped articles supplied to the moulding device in form of a coherent mass of material, e.g. a lump or an already partially preshaped tablet, pastil or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0295—Treating the surface of the fed layer, e.g. removing material or equalization of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
Definitions
- the invention relates to a method and relative apparatus for transferring in a controlled manner granular material on a support; in particular, the invention can be applied to the manufacturing of ceramic tiles to add on or take from them granular material.
- granular material means a loose product capable of flowing, constituted by powders, granules of any form and dimension, scales, small tesserae or any mixture of said pieces.
- IT-B-1268908 discloses a system for decorating objects with a powdery decorating product, in which the decorating product is made to pass through the meshes of a silk-screen and is deposited on predetermined areas of a surface to be decorated.
- PCT/EP94/04291 discloses a system in which a decorating product, in a powdery state, is incorporated in shaped cavities of a transport belt and is projected from the belt onto a surface to be decorated.
- These systems provide for the decorating product being incorporated in a suitable transfer means, i.e. a silk-screen or a belt, and then ejected from said transfer means; so wear of the silk-screen and changes in the granulometry of the decorating product have been found due to the sliding of the product on the transfer means; furthermore these systems are not suitable for treating granules having large dimensions.
- a purpose of the present invention is to improve the known decorating machines, particularly to make possible to reduce the strengths on the particles of decorating product, to change and control the thickness of decorating product to be applied, and to reduce wear of the silk-screens and/or the dies used, all that causing variability of the results.
- An other purpose of the present invention is to make possible to decorate a support even with rough granular materials, preserving a good definition and without the need to recover the material distributed in excess.
- a further purpose of the present invention is to make possible to change the thickness of a granular material layer in an easy and controllable way in order to obtain decorating effects on it.
- a first technique described in IT-B-890769 was to use multiple loading carriages, but, said technique did not allow to obtain the required aesthetic effects and, in addition, extended substantially the pressing cycles.
- IT-B-1146358 discloses a rotating die multiple mould press; in this case, even if there is the possibility of obtaining fair aesthetic results, remarkable financial commitments are required, special presses being required to be used. Furthermore the moulds are very bulky, expensive, complicated and it is almost impossible to use multiple parallel imprints.
- This method allows to have a good definition of the decoration but involves a considerable increase of the costs because, first of all, the insertion of the decalcomania into the mould has to be done before or after the insertion of the powder constituting the tile body; more operations are therefore needed to load the mould which increase greatly the duration of the working cycle.
- a decorating layer for example a decalcomania
- An other object of the present invention is to allow said decalcomania to be obtained directly during the production cycle related to the pressing.
- a further object of the present invention is to obtain an apparatus, which may be applied to the more widely used presses for forming ceramic tiles, i.e. presses having moulds with lower die, side die and punch always in axis, said apparatus allowing, during a production cycle with single pressing, a filling of the mould space without relative displacements among the granules, i.e. allowing different granular materials to be introduced into the mould in a single filling operation, even according to patterns well defined in the stratification and at the surface, without the presence of excess of powder to be recycled and without loss of productivity.
- a further purpose of the present invention is to improve the described technology in order to overcome its drawbacks, first of all, to allow a mould to be loaded in only one loading operation, with a well defined and controlled stratigraphical and plan arrangement of different powders and then with the possibility of mutually mixing along a vertical direction the different layers of powder in a controlled and selective way, i.e. just only in a portion of the thickness or in a selected portion of the plan surface.
- transfer means of granular material including a permeable baffle through which a fluid acts on said granular material.
- a method for transferring granular material comprising acting with a fluid on a granular material through a permeable baffle.
- transfer means for transferring granular material to a pressing station for ceramic tiles comprising a thin belt where said granular material lays, said thin belt being wound off a spool arranged upstream the pressing station and rewound on a spool downstream the said pressing station.
- a method for preparing a layer of powders designed to be pressed in form of ceramic tile characterised in that it comprises the following steps:
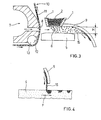
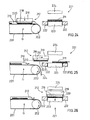
- Ejecting means 7 are provided at a side of the gap 6, said ejecting means having an ejecting nozzle 8 capable of directing a stream of a transporting fluid, for examples compressed air, towards the gap 6 in such a way as to force the product 2 which is in the gap 6 to be discharged at the opposite side, where a downwardly-bent deflecting baffle 9 directs the product towards the support 4.
- a transporting fluid for examples compressed air
- the ejecting nozzle 8 is provided with an end turned towards the gap 6 on which end a selective screen 10 is caused to pass.
- the screen 10 is provided with barrier regions 11, that is regions through which the transport fluid can not pass, and regions 12 permeable to the transport fluid, through which the transport fluid can easily pass and act on the product 2, which is in the gap 6, in order to transport it.
- the screen 10 is flexible, so that it can be wound on roller means 13, supported in a free to rotate manner below the ejecting means 7, and on a motorised roller 14, arranged above the ejecting means 7.
- the screen 10, for example, can consists of a usual silk-screen with any pattern defined by the permeable regions 12.
- the transport fluid ejected by the ejecting nozzle 8 moves from the gap 6 mainly the product 2 facing the permeable regions 12, so defining a corresponding decoration on the support 4.
- the support 4 can be yielding, for example consisting of powders defining a soft layer: in this case the product 2 can hit the upper surface of the support 4 with enough strength to let the particles 15 of the product 2 penetrate into the layer of the support 4.
- the obturator element 5 may be inclined in such a way as to have a side 16, remote from the nozzle 8, substantially matching the opening 3 to prevent the product 2 from being discharged from that side, and another side 17, near to the nozzle 8, closer to support 4 than the remote side 16.
- the compressed air ejected from the nozzle 8 stops the fall of the product 2 from the opening 3 onto the permeable regions 12 but do not prevents the product 2 from falling onto the barrier regions 11 of the support 4.
- the ejecting means 7 may be substantially placed over the opening 3 in order to reduce the fall distance K of the product 2 to a minimum.
- the product 2 has to stop its fall motion through the hopper 1, due to its own friction angle.
- the ejecting means 7 are provided with holes 23 in order to support the rollers 13 on an air cushion .
- the opening 3 is kept adherent to a side of the screen 10 and, at the opposite side, suction means maintain, in a chamber 19, an enough pressure drop p- to assure the adherence between the particles 15 of the product 2 and the screen 10 at the permeable regions 12 thereof.
- the screen 10 is wound on a pair of rollers 20, through which the air can be sucked, and on a roller 21, external to the chamber 19, defining, together with one of the rollers 2, a horizontal path stroke for the screen 10.
- the screen 10 passes under a wall 22, surrounding the chamber 19 under pressure drop, and beyond which the product 2 is no more kept adherent to the screen 10 by the pressure drop p- and falls on the support 4, decorating it.
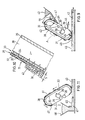
- a screen 31 constituted by a weft of wires 32 forming a endless belt, leans, in a portion of its route, against a permeable wall 33, consisting of a wall provided with a number of through holes 34; the screen 31 having permeable regions 36 and non-permeable regions 37.
- the permeable wall 33 together with other non-permeable walls 35, surrounds a chamber 38 into which a pressure drop P- is kept by known means, not shown.
- the screen 31 is wound on rollers 39 capable of moving the screen 31 sliding on the permeable wall 33, in a controlled and synchronised manner with an underlying support 40.
- a container 41 having inside the granular material 42; at the bottom, said container is provided with a opening leading near to the screen 31 in the route portion where the chamber 38 is present: in this portion therefore, the granular material will be attracted by the permeable regions 36 of the screen 31 and here will stay adherent for a certain thickness S.
- the active side of the screen 31 designed to adhere to the granular material 42, is turned downwards.
- the collected granular material that rises adherent to the screen 31 will be automatically and continuously replaced by natural sliding fall from the container 41.
- a scraping blade 44 in order to level the layer of granular material 42.
- the granular material 42 is kept adherent due to the presence of the chamber 38 in pressure drop, while, downwards, near the support 40, the granular material remains n on the support 40 due to lack of pressure drop and gravity effect; the transfer can be aided through the action of other means as for example a body 45, having a suitable vibration and in contact to the screen 31.
- a cleaning system of the screen 31 can be advantageously placed, for example a sucking mouth 46.
- the screen 31 can work away from the support 40 but may also work in contact with it.
- This second possibility is very advantageous when said support 40 is constituted by a layer of another granular material; in this case the granular material 42 will penetrate into the support 40, keeping it levelled and furthermore the pattern will result better defined due to the absence of falling and sliding of said granular material 42. Said penetration can be achieved by forcing said material 42 into the levelled support 40, in such a case the granular material 42, displacing automatically the other granular material of the support 40, replaces it and keep it levelled, or said penetration can be achieved introducing said granular material 42 into cavities 49 already provided in the support 40.
- the invention is used to take in a selective manner granular material from an underlying support 40; in such a case the taken granular material 47 can be easily recycled causing it to fall into an upstream distributing device 48; this use is particularly useful to modify in a controlled manner the thickness of a layer of granular material, or to obtain said cavities 49, in which a different material may be introduced.
- the invention allows an effective control of the dosing of the granular material simply regulating the pressure drop level in the chamber 38; for example, using:
- the invention can be carried out in different forms, for example: with movable or stationary planar screens, with drum-shaped screens, for applications on the movable support 40 (as in the explained examples) or stationary. In this last event, since the support 40 is stationary, the apparatus will be caused to translate.
- the invention is also suitable for transferring material in form of great scales or tesserae without real limits of dimension, particularly valuable aesthetic effects being obtainable using these materials, as for example mosaic surfaces or imitations of natural stones.
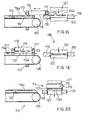
- the apparatus 101 ( Figure 12) includes a belt 102 of permeable to air material, for example of thin metal mesh or texture material, said belt, having on its external surface some separating walls 103 forming compartments of dimensions corresponding to the dimensions of the tile 104, is moved in a controlled way by rollers 105.
- Said drawer transfer means 114 includes a porous diaphragm 115 overhung by a chamber 116 suitable for being depressurised by well known means, not shown, and enclosed by side walls forming a frame 117 axially movable with reference to said porous screen 115.
- the drawer transfer means 114 is horizontally movable from a position overhanging the terminal portion 113 of the belt 102 (as in the Figures 12, 16, 17 and 18) to a position at the inside of the mould 118 in its open configuration (as in the Figures 14 and 20).
- Said mould 118 is constituted by a lateral frame die 119, a lower punch 120 and an upper punch 121; obviously a mould of the type known as "double mirror" may also be used, that is a mould with two axially movable side matrices or also any other suitable mould.
- the belt 102 advances one step, discharging the exceeding granular material 108 and bringing a new portion of the granules bulk 114a in a suitable position for drawing.
- a lower trimming on the granules 108 may be performed, to remove a possible excess of granules or to level the surface through a scraper 124, such material automatically mixing with the other excesses of granules 123.
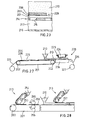
- the apparatus includes an endless belt 201 in a material permeable to the air wound on rollers 202, at least one of them being provided with members for the rotation, not shown.
- the upper branch of the said belt 201 may be advanced step by step to the right with a step width equal to the distance between each station and next one.
- a plurality of decorating stations D1, D2 each provided with decorating means 213 capable to apply further decorating materials 204, 205.
- Such a decoration can be obtained from powdery or granular material at a dry state, as in the example, or from powdery or granular material kneaded with a liquid mean according to well known technologies; in the first case there will be preferably a subsequent station (not shown) to fix the said decorating materials, for example by applying a fixing agent, in the second case there will be preferably a subsequent dry station (not shown).
- the whole portion of the belt 201 from the station C to the station F1 lays on a permeable support 214, for example due to presence of the small holes 215; the said support 214 together with a sealing wall 216 bounds a chamber 217, in which a light pressure drop is maintained through well known means, not shown.
- a pressure drop has the function to maintain steadily in its position on the belt 201, the sheet 203 and the respective decalcomania 209.
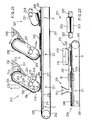
- the transfer means 212 is constituted by a permeable wall 218, overhung by a chamber 219 suitable for being depressurised through well known means, not shown, and by lateral walls projecting downwards and forming a relatively thin, or "wedge" shaped, frame 220, that is walls capable to penetrate into the powder layer 210 without appreciably throwing it into disorder.
- Said drawer transfer means 212 may be translated from a position overhanging the terminal station G of the belt 201 (as in the Figures 22 and 24) to a position at the inside of the open mould 221 (as in the Figures 25 and 26)
- Said mould 221 is constituted by a side frame-shaped die 222, a lower punch 223 and an upper punch 224; obviously a mould of the type known as "double mirror" may be used, that is a mould with two movable side dies or any other suitable mould.
- the belt 201 advances one step unloading the excess 224 of powders 210 and bringing a new decalcomania 209 with respective layer of powders 210 to a drawing position.
- the pressure drop in the chamber 219 is activated during the drawing step ( Figure 24), is maintained during the translation step ( Figure 25) and is deactivated during the unloading phase in the mould 221 ( Figure 26).
- the combination just described that is the transfer of the powder layer 210 and the low permeability layer by means of said pressure drop apparatus 212, is particularly effective and congenial, because, forming said low permeability layer a substantially impermeable wall, the powders 210 may be supported at the inside of the apparatus by a "static pressure drop" of minimum value.
- a higher pressure drop and of dynamic type for supporting the powders 210 that is a pressure drop with a continuous air flow through the powders 210, which could produce separations between the different granular components of the powders 210 and decomposition of the aesthetic aspect of the decoration.
- decalcomania 209 may be replaced with a thin sheet of paper or plastic material, or a low permeability layer, designed to form said substantially impermeable wall to support the powders 210, while the decorating materials may be arranged in different position, for example on the powders 210 and directly in contact with the permeable wall 218.
- the decalcomanias 209 may be prepared in advance so that the stations D and E may be omitted.
- the transfer equipments may be of any known type, for example capable to move the terminal portion of the belt 201 from an external position to an internal position in the mould 221, the mould being opened so that the decalcomania 209 with its layer of powders 210 may be arranged in it.
- the pressing may be made directly on the belt 201, in this case the transfer apparatus being constituted by the belt 201 itself.
- the sheets 203 may have a peripheral plan dimension like that of the tile 211, but may be constituted also by a thin continuous belt, for example of heat-fusible plastic material that, in such a case, may be automatically cut to a given dimension by the same frame 220 heated to a suitable temperature.
- said thin continuous belt 225 lying on the belt 201 during the passage under the various stations D, E, F1, is dragged into the open mould 226 together with the decorating material 204, 205 and the powders 210; in such a case said thin continuous belt 225 is not cut and can therefore be detached and wound as a coil 227 downstream the mould after pressing has occurred.
- Said thin continuous belt 225 may have a thickness of some hundredths of millimetre or a fraction of hundredth of millimetre, such a configuration beyond the advantage of a low cost (mainly if it consists of material recoverable by recycling) allows the tile surface to be obtained having a shape exactly matching the profile of the underlying die 228 as in a usual mould, without being even necessary cleaning operations of the die 228 itself.
- Said mould 226 is provided with a side frame 229 able to penetrate into the powder 210 without substantially throwing it into disorder.
- the low permeability layer may be achieved distributing on the belt 201 a first layer 253 of powdery material 254, preferably on isolated regions with a peripheral extension corresponding to about the peripheral dimension of the tile 211.
- Said powder material 254 will not necessarily be constituted by decorating materials but may be the same material 210 suitable to form the body of the tile 211, or may be an other material with characteristics particularly suitable to the treatment to which it has to be submitted and to the function it has to carry out.
- the packet of layers so arranged is then drawn by the drawer transfer means 212 and transferred to the mould 221, as already described.
- the advantage of such a version consists in the fact that, even if the transfer means 212 works with a "static pressure drop", there is no foreign material that has to be detached and removed from the pressed tile 211, because said layer 253 constitutes an integral portion of the tile 211; furthermore, the compacting of said layer 253 is particularly easy because said layer has a small thickness so that rollers of great diameter are not necessary; considerable pressing forces are not necessary because the area subjected to pressing is somewhat limited.
- the small thickness of the layer 253 allows a good compacting to be obtained in the peripheral regions of the said layer even without lateral containing walls for the powder.
- the belt 201 in this version, can be also advantageously split into two portions, a first portion having a non-permeable surface where the compacting takes place and a second portion having a permeable surface, in order to make easier the working of the transfer means 212.
- the low permeability layer may be obtained by treating the layer 253 with appropriate impermeabilizing substances.
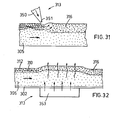
- the invention can be used as mixing apparatus 313 of layered powders, such an apparatus, placed closely above the layer to be modified, during the motion of relative translation, raises the surface layers and leaves them fall subsequently in a downstream position.
- the screen 331 with both permeable regions and non-permeable, the mixing may be obtained only on a selected portion of the layers and/or at different depths, so obtaining special aesthetic effects.
- a mixing device is shown constituted by an ejector 350 provided with an opening shaped as a thin slot 351 arranged transversally with respect to the direction of movement of the underlying layers; if a suitable air is caused to flow through the said slot 351, a mixing of the surface layers will be produced; some of the surface particles will be deeply throw, while some of the deeply placed particles will raise at the surface.
- a permeable screen 331 is associated to said ejector 350, said screen running on a sliding wall 352 and passing under the said ejector 350, such a configuration offering a first advantage consisting in that a selective mixing can be made even in this case, using the screen 331 provided with both permeable and impermeable regions; furthermore, in this case, the ejector slot 351 may be also disposed in a lower position interfering with the layers 310, 312, without producing accumulations of powder because the screen 331 will drag the powder forward; in addition, said arrangement is particularly advantageous because an excessive volatility of the surface powders is avoided.
- a mixing device consisting of a fluid bed route portion on the belt 302. From below the belt 302, constituted by permeable material, as already explained, air is blown, keeping a certain amount of pressure inside a chamber 353.
- the belt 302 slides over the said chamber 353, that is stationary; the air causes a mixing of the layer of powders while goes up, passing through the whole layer; obviously, in this case, also the most deep particles of the layer will be involved in the mixing and sometimes that can be advantageous, if, for example, the decorating powders are applied directly on the belt 302 or are arranged in a middle layer and covered by a base powder layer 305; with the treatment of fluid bed mixing the decorating powders will be distributed at the inside of the whole overhanging bulk and at the surface, with shades of agreeable effects.
- the mixing devices 313 can be used also in conditions different from those up to now described, for example they can be used for applications on an already pressed or fired material or to form decalcomanias or again a layers of powders already loaded in a mould can be mixed. Furthermore, the layer to be mixed can be kept stationary while the mixing device 313 translates.
- the apparatus according to the invention makes possible therefore to obtain an optimal and uniform loading of the mould in a single step, making possible, in addition, to apply an unlimited number of different decorating layers with well defined patterns and to mix them with each other in a controllable and selective manner, which is particularly productive and advantageous.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Finishing Walls (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP99118949A EP0997248B1 (fr) | 1998-09-28 | 1999-09-27 | Procédé et dispositif pour transférer un matériau granuleux |
| DE69918511T DE69918511T2 (de) | 1998-09-28 | 1999-09-27 | Verfahren und Vorrichtung zur Übertragung von körnigem Material |
| AT99118949T ATE270608T1 (de) | 1998-09-28 | 1999-09-27 | Verfahren und vorrichtung zur übertragung von körnigem material |
Applications Claiming Priority (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT97MO000233 IT1297422B1 (it) | 1997-12-23 | 1997-12-23 | Mezzi decoratori |
| ITMO970233 | 1997-12-23 | ||
| ITMO980197 | 1998-09-28 | ||
| ITMO980196 | 1998-09-28 | ||
| ITMO980197 IT1304643B1 (it) | 1998-09-28 | 1998-09-28 | Dispositivo per alimentare lo stampo nella pressatura di prodotticeramici e metodo relativo |
| ITMO980196 IT1304642B1 (it) | 1998-09-28 | 1998-09-28 | Mezzi per trasferimento di materiale granulare particolarmenteindicati alla decorazione di piastrelle ceramiche |
| ITMO980261 | 1998-12-22 | ||
| ITMO980262 | 1998-12-22 | ||
| ITMO980262 IT1304941B1 (it) | 1998-12-22 | 1998-12-22 | Metodo e dispositivo per decorare piastrelle ceramiche alla pressatura |
| ITMO980261 IT1304940B1 (it) | 1998-12-22 | 1998-12-22 | Dispositivo e metodo per realizzare decorazioni, con materiali inpolvere, su piastrelle ceramiche. |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0927687A2 true EP0927687A2 (fr) | 1999-07-07 |
| EP0927687A3 EP0927687A3 (fr) | 1999-08-18 |
| EP0927687B1 EP0927687B1 (fr) | 2004-05-26 |
Family
ID=27517899
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98124583A Expired - Lifetime EP0927687B1 (fr) | 1997-12-23 | 1998-12-23 | Procédé et dispositif pour transférer un matériau granuleux |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0927687B1 (fr) |
| DE (1) | DE69824134D1 (fr) |
| ES (1) | ES2223154T3 (fr) |
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0990496A1 (fr) * | 1998-09-16 | 2000-04-05 | S.I.T.I. S.p.A. Società Impianti Termoelettrici Industriali | Dispositif d'alimentation pour presse, presse et méthode de pressage |
| EP0997248A2 (fr) * | 1998-09-28 | 2000-05-03 | Carlo Antonio Camorani | Procédé et dispositif pour transférer un matériau granuleux |
| EP1175984A2 (fr) * | 2000-07-26 | 2002-01-30 | L.B. Officine Meccaniche S.p.A. | Appareil de distribution pneumatique de poudre de céramique pour le remplissage des moules |
| DE10108327C1 (de) * | 2001-02-21 | 2002-09-05 | Klingenberg Dekoramik Gmbh | Verfahren zum Dekorieren von Formkörpern und Vorrichtung zur Durchführung des Verfahrens |
| EP1334811A2 (fr) * | 2002-02-07 | 2003-08-13 | System S.p.A. | Procédé et dispositif pour la décoration des carreaux ou dalles en céramique |
| EP1358982A2 (fr) * | 2002-05-03 | 2003-11-05 | Tecno-Europa S.r.l. | Unité de traitement et procédé pour décorer des objets en céramique |
| EP1375099A2 (fr) * | 2002-06-20 | 2004-01-02 | System S.p.A. | Dispositif de chargement des matériaux pulvérulents |
| EP1375097A2 (fr) * | 2002-06-28 | 2004-01-02 | L.B. Officine Meccaniche S.p.A. | Installation pour le pré-pressage d'ébauches en céramique pulvérulente et pour remplir la cavité d'un moule avec ces ébauches |
| EP1419863A2 (fr) * | 2003-01-24 | 2004-05-19 | T.S.C. S.p.A. | Dispositif pour l'application de produits pulvérulents sur des articles pour les décorer |
| EP1447190A2 (fr) * | 2002-08-12 | 2004-08-18 | MIRA di ALGERI, Maris | Procédé de fabrication de carreaux |
| EP1454727A2 (fr) * | 2003-03-04 | 2004-09-08 | T.S.C. S.p.A. | Dispositif pour l'application de poudre et/ou de matériau granulaire sur des articles, en particulier des carreaux en céramique et pour leur décoration |
| WO2005025828A1 (fr) * | 2003-09-17 | 2005-03-24 | Mira Di Algeri Maris | Methode et appareil de decoration |
| EP1541308A2 (fr) * | 2003-12-11 | 2005-06-15 | Tecnografica Sistemi Welko S.P.A. | Procédé de fabrication de carreaux avec des veines semblables à celles de pierres naturelles, et installation pour sa mise en oeuvre |
| WO2005097447A2 (fr) * | 2004-04-08 | 2005-10-20 | L.B. - Officine Meccaniche - S.P.A. | Appareils et procedes |
| EP1745904A2 (fr) * | 2005-07-19 | 2007-01-24 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Procédé pour la fabrication des carreaux ou plaques en céramique ayant l'aspect esthétique de la pierre naturelle, et appareil associé |
| US8337947B2 (en) | 2006-02-21 | 2012-12-25 | System S.P.A. | Decorating with powder material |
| CN103466310A (zh) * | 2013-09-10 | 2013-12-25 | 杭州中亚机械股份有限公司 | 一种变向输送装置 |
| CN103466260A (zh) * | 2013-09-10 | 2013-12-25 | 杭州中亚机械股份有限公司 | 一种输送装置 |
| EP2762284A1 (fr) * | 2013-02-01 | 2014-08-06 | SACMI Cooperativa Meccanici Imola Società Cooperativa | Procédé et usine de fabrication de dalles de revêtement et dalle de revêtement |
| WO2015118196A1 (fr) | 2014-02-07 | 2015-08-13 | Kerajet, S.A. | Dispositif, procédé et machine pour le dépôt de matières solides pulvérulentes ou granulaires sur une surface |
| CN105034156A (zh) * | 2015-08-24 | 2015-11-11 | 佛山市赛普飞特机械有限公司 | 一种3d布料装饰方法及应用该方法的3d布料装置 |
| CN106736351A (zh) * | 2016-12-02 | 2017-05-31 | 芜湖市泰能电热器具有限公司 | 一种电热铝管装配线用传输装置 |
| CN110480797A (zh) * | 2019-08-08 | 2019-11-22 | 李岩 | 一种高密度空心砖的环保智能制作装置 |
| CN112265130A (zh) * | 2020-11-18 | 2021-01-26 | 广东宏陶陶瓷有限公司 | 一种用于生产通体砖砖坯的布料机 |
| US20210069933A1 (en) * | 2018-09-30 | 2021-03-11 | Dongguan City Wonderful Ceramics Industrial Park Co., Ltd. | Mechanical arm material distribution equipment capable of realizing consistence between a whole-body texture and a surface decoration pattern of ceramic tile and control method for mechanical arm material distribution and pattern adjustment |
| US20210114254A1 (en) * | 2018-03-26 | 2021-04-22 | System Ceramics S.P.A. | Method for pressing ceramic slabs |
| IT202000023845A1 (it) * | 2020-10-09 | 2022-04-09 | Technoplants S R L | Forno-pressa di materiale inconsistente |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2001872A (en) * | 1977-08-02 | 1979-02-14 | Perez Canales C | Screening device for bulk mineral material in powder or granular form |
| US4296051A (en) * | 1978-10-23 | 1981-10-20 | Shikoku Kasei Kogyo Co., Ltd. | Method of producing granular sodium dichloroisocyanurate |
| US4863645A (en) * | 1987-09-29 | 1989-09-05 | Union Oil Company Of California | Apparatus and process for producing particulate sulfur |
| FR2647298A1 (fr) * | 1989-05-25 | 1990-11-30 | Billard Jean | Dispositif de distribution monograine pneumatique pour semoir polyvalent |
| WO1996004081A1 (fr) * | 1994-08-02 | 1996-02-15 | Kenneth Bibby | Procede et appareil pour poser un ornement granulaire |
| WO1998011996A1 (fr) * | 1996-09-18 | 1998-03-26 | Kenneth Bibby | Procede et appareil servant a poser un motif granulaire |
-
1998
- 1998-12-23 EP EP98124583A patent/EP0927687B1/fr not_active Expired - Lifetime
- 1998-12-23 DE DE69824134T patent/DE69824134D1/de not_active Expired - Lifetime
-
1999
- 1999-09-27 ES ES99118949T patent/ES2223154T3/es not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2001872A (en) * | 1977-08-02 | 1979-02-14 | Perez Canales C | Screening device for bulk mineral material in powder or granular form |
| US4296051A (en) * | 1978-10-23 | 1981-10-20 | Shikoku Kasei Kogyo Co., Ltd. | Method of producing granular sodium dichloroisocyanurate |
| US4863645A (en) * | 1987-09-29 | 1989-09-05 | Union Oil Company Of California | Apparatus and process for producing particulate sulfur |
| FR2647298A1 (fr) * | 1989-05-25 | 1990-11-30 | Billard Jean | Dispositif de distribution monograine pneumatique pour semoir polyvalent |
| WO1996004081A1 (fr) * | 1994-08-02 | 1996-02-15 | Kenneth Bibby | Procede et appareil pour poser un ornement granulaire |
| WO1998011996A1 (fr) * | 1996-09-18 | 1998-03-26 | Kenneth Bibby | Procede et appareil servant a poser un motif granulaire |
Cited By (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0990496A1 (fr) * | 1998-09-16 | 2000-04-05 | S.I.T.I. S.p.A. Società Impianti Termoelettrici Industriali | Dispositif d'alimentation pour presse, presse et méthode de pressage |
| EP0997248A2 (fr) * | 1998-09-28 | 2000-05-03 | Carlo Antonio Camorani | Procédé et dispositif pour transférer un matériau granuleux |
| EP0997248A3 (fr) * | 1998-09-28 | 2000-12-20 | Carlo Antonio Camorani | Procédé et dispositif pour transférer un matériau granuleux |
| EP1175984A2 (fr) * | 2000-07-26 | 2002-01-30 | L.B. Officine Meccaniche S.p.A. | Appareil de distribution pneumatique de poudre de céramique pour le remplissage des moules |
| EP1175984A3 (fr) * | 2000-07-26 | 2003-07-30 | L.B. Officine Meccaniche S.p.A. | Appareil de distribution pneumatique de poudre de céramique pour le remplissage des moules |
| DE10108327C1 (de) * | 2001-02-21 | 2002-09-05 | Klingenberg Dekoramik Gmbh | Verfahren zum Dekorieren von Formkörpern und Vorrichtung zur Durchführung des Verfahrens |
| EP1334811A2 (fr) * | 2002-02-07 | 2003-08-13 | System S.p.A. | Procédé et dispositif pour la décoration des carreaux ou dalles en céramique |
| EP1334811A3 (fr) * | 2002-02-07 | 2005-04-20 | System S.p.A. | Procédé et dispositif pour la décoration des carreaux ou dalles en céramique |
| EP1358982A3 (fr) * | 2002-05-03 | 2004-05-19 | Tecno-Europa S.r.l. | Unité de traitement et procédé pour décorer des objets en céramique |
| EP1358982A2 (fr) * | 2002-05-03 | 2003-11-05 | Tecno-Europa S.r.l. | Unité de traitement et procédé pour décorer des objets en céramique |
| EP1375099A2 (fr) * | 2002-06-20 | 2004-01-02 | System S.p.A. | Dispositif de chargement des matériaux pulvérulents |
| EP1375099A3 (fr) * | 2002-06-20 | 2005-05-04 | System S.p.A. | Dispositif de chargement des matériaux pulvérulents |
| EP1375097A2 (fr) * | 2002-06-28 | 2004-01-02 | L.B. Officine Meccaniche S.p.A. | Installation pour le pré-pressage d'ébauches en céramique pulvérulente et pour remplir la cavité d'un moule avec ces ébauches |
| EP1375097A3 (fr) * | 2002-06-28 | 2005-06-29 | L.B. Officine Meccaniche S.p.A. | Installation pour le pré-pressage d'ébauches en céramique pulvérulente et pour remplir la cavité d'un moule avec ces ébauches |
| EP1447190A2 (fr) * | 2002-08-12 | 2004-08-18 | MIRA di ALGERI, Maris | Procédé de fabrication de carreaux |
| EP1447190A3 (fr) * | 2002-08-12 | 2005-03-09 | MIRA di ALGERI, Maris | Procédé de fabrication de carreaux |
| EP1419863A2 (fr) * | 2003-01-24 | 2004-05-19 | T.S.C. S.p.A. | Dispositif pour l'application de produits pulvérulents sur des articles pour les décorer |
| EP1419863A3 (fr) * | 2003-01-24 | 2005-11-23 | T.S.C. S.p.A. | Dispositif pour l'application de produits pulvérulents sur des articles pour les décorer |
| EP1454727A3 (fr) * | 2003-03-04 | 2005-12-07 | T.S.C. S.p.A. | Dispositif pour l'application de poudre et/ou de matériau granulaire sur des articles, en particulier des carreaux en céramique et pour leur décoration |
| EP1454727A2 (fr) * | 2003-03-04 | 2004-09-08 | T.S.C. S.p.A. | Dispositif pour l'application de poudre et/ou de matériau granulaire sur des articles, en particulier des carreaux en céramique et pour leur décoration |
| WO2005025828A1 (fr) * | 2003-09-17 | 2005-03-24 | Mira Di Algeri Maris | Methode et appareil de decoration |
| EP1541308A3 (fr) * | 2003-12-11 | 2006-05-24 | Tecnografica Sistemi Welko S.P.A. | Procédé de fabrication de carreaux avec des veines semblables à celles de pierres naturelles, et installation pour sa mise en oeuvre |
| EP1541308A2 (fr) * | 2003-12-11 | 2005-06-15 | Tecnografica Sistemi Welko S.P.A. | Procédé de fabrication de carreaux avec des veines semblables à celles de pierres naturelles, et installation pour sa mise en oeuvre |
| WO2005097447A2 (fr) * | 2004-04-08 | 2005-10-20 | L.B. - Officine Meccaniche - S.P.A. | Appareils et procedes |
| WO2005097447A3 (fr) * | 2004-04-08 | 2006-03-09 | Lb Officine Meccaniche Spa | Appareils et procedes |
| EP1745904A2 (fr) * | 2005-07-19 | 2007-01-24 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Procédé pour la fabrication des carreaux ou plaques en céramique ayant l'aspect esthétique de la pierre naturelle, et appareil associé |
| EP1745904A3 (fr) * | 2005-07-19 | 2009-09-30 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Procédé pour la fabrication des carreaux ou plaques en céramique ayant l'aspect esthétique de la pierre naturelle, et appareil associé |
| EP2687347A2 (fr) | 2006-02-21 | 2014-01-22 | System Spa | Décoration à base de matériau en poudre |
| US8337947B2 (en) | 2006-02-21 | 2012-12-25 | System S.P.A. | Decorating with powder material |
| EP2762284A1 (fr) * | 2013-02-01 | 2014-08-06 | SACMI Cooperativa Meccanici Imola Società Cooperativa | Procédé et usine de fabrication de dalles de revêtement et dalle de revêtement |
| CN103466260A (zh) * | 2013-09-10 | 2013-12-25 | 杭州中亚机械股份有限公司 | 一种输送装置 |
| CN103466310A (zh) * | 2013-09-10 | 2013-12-25 | 杭州中亚机械股份有限公司 | 一种变向输送装置 |
| CN103466310B (zh) * | 2013-09-10 | 2015-11-25 | 杭州中亚机械股份有限公司 | 一种变向输送装置 |
| CN103466260B (zh) * | 2013-09-10 | 2015-11-25 | 杭州中亚机械股份有限公司 | 一种输送装置 |
| WO2015118196A1 (fr) | 2014-02-07 | 2015-08-13 | Kerajet, S.A. | Dispositif, procédé et machine pour le dépôt de matières solides pulvérulentes ou granulaires sur une surface |
| CN105034156A (zh) * | 2015-08-24 | 2015-11-11 | 佛山市赛普飞特机械有限公司 | 一种3d布料装饰方法及应用该方法的3d布料装置 |
| CN106736351A (zh) * | 2016-12-02 | 2017-05-31 | 芜湖市泰能电热器具有限公司 | 一种电热铝管装配线用传输装置 |
| US20210114254A1 (en) * | 2018-03-26 | 2021-04-22 | System Ceramics S.P.A. | Method for pressing ceramic slabs |
| US12109725B2 (en) * | 2018-03-26 | 2024-10-08 | System Ceramics S.P.A. | Method for pressing ceramic slabs |
| US20210069933A1 (en) * | 2018-09-30 | 2021-03-11 | Dongguan City Wonderful Ceramics Industrial Park Co., Ltd. | Mechanical arm material distribution equipment capable of realizing consistence between a whole-body texture and a surface decoration pattern of ceramic tile and control method for mechanical arm material distribution and pattern adjustment |
| US11639013B2 (en) * | 2018-09-30 | 2023-05-02 | Dongguan City Wonderful Ceramics Industrial Park Co., Ltd. | Mechanical arm material distribution equipment capable of realizing consistence between a whole-body texture and a surface decoration pattern of ceramic tile and control method for mechanical arm material distribution and pattern adjustment |
| CN110480797A (zh) * | 2019-08-08 | 2019-11-22 | 李岩 | 一种高密度空心砖的环保智能制作装置 |
| IT202000023845A1 (it) * | 2020-10-09 | 2022-04-09 | Technoplants S R L | Forno-pressa di materiale inconsistente |
| EP3981583A1 (fr) * | 2020-10-09 | 2022-04-13 | Technoplants S.R.L. | Pressage au four d'un matériau incohérent |
| CN112265130A (zh) * | 2020-11-18 | 2021-01-26 | 广东宏陶陶瓷有限公司 | 一种用于生产通体砖砖坯的布料机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0927687A3 (fr) | 1999-08-18 |
| ES2223154T3 (es) | 2005-02-16 |
| DE69824134D1 (de) | 2004-07-01 |
| EP0927687B1 (fr) | 2004-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0927687A2 (fr) | Procédé et dispositif pour transférer un matériau granuleux | |
| EP1170104B1 (fr) | Dispositif pour distribuer des matières pulvérulentes | |
| EP0793565B1 (fr) | Procede de compactage de poudres et appareil associe | |
| CN102225577B (zh) | 一种陶瓷布料设备及其工艺 | |
| CN110418701B (zh) | 用于制造陶瓷制品的设备和方法 | |
| CN114641385A (zh) | 用于生产陶瓷产品的方法和设备 | |
| CN113165205B (zh) | 用于瓷砖的干法装饰的机器 | |
| CN113490809A (zh) | 用于粉末材料的分配装置 | |
| US6391236B1 (en) | Process and plant for forming ceramic tiles and the like | |
| JP2000117717A (ja) | タイル等のセラミック製品を粉末プレスによって形成するためのプラント及びプロセス | |
| EP0997248B1 (fr) | Procédé et dispositif pour transférer un matériau granuleux | |
| ITMO20060297A1 (it) | Apparato e lastra | |
| EP1447190A2 (fr) | Procédé de fabrication de carreaux | |
| US20230158542A1 (en) | Method and machine for the surface treatment of a base ceramic article | |
| ITMO20010253A1 (it) | Sistema di alimentazione di una pressa per la formatura di manufatti ceramici | |
| EP1507748A2 (fr) | Appareil et procede pour fabriquer des carreaux ceramiques decores | |
| ITMI970347A1 (it) | Macchina per la formatura e pressatura di polveri particolarmente per la produzione di piastrelle ceramiche nonche' procedimento per la | |
| ITMO980196A1 (it) | Mezzi per trasferimento di materiale granulare particolarmente indicati alla decorazione di piastrelle ceramiche | |
| ITMO990021A1 (it) | Metodo e dispositivo per alimentare lo stampo nella pressatura di piastrelle ceramiche. | |
| ITRE20010061A1 (it) | Metodo di compattazione delle polveri per formare piastrelle ceramiche, ed attrezzatura per attuare il metodo | |
| ITMO980262A1 (it) | Metodo e dispositivo per decorare piastrelle ceramiche alla pressatura. | |
| ITMO980197A1 (it) | Dispositivo per alimentare lo stampo nella pressatura di prodotti ceramici e metodo relativo | |
| ITMO20000132A1 (it) | Sistema per la formatura di polveri ceramiche e piastrella ceramica | |
| ITMO980261A1 (it) | Dispositivo e metodo per realizzare decorazioni, con materiali in polvere, su piastrelle ceramiche. | |
| ITMO990199A1 (it) | Metodo e dispositivo per il caricamento di uno stampo, in particolareper piastrelle ceramiche. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES FR IT PT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000210 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE LI |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE ES FR IT PT |
|
| 17Q | First examination report despatched |
Effective date: 20010605 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT PT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040526 |
|
| REF | Corresponds to: |
Ref document number: 69824134 Country of ref document: DE Date of ref document: 20040701 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040906 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050301 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041026 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20071228 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081223 |