EP0876977B1 - Verfahren für das Beschicken einer Verarbeitungsmaschine mit Druckprodukten und Vorrichtung zu dessen Durchführung - Google Patents
Verfahren für das Beschicken einer Verarbeitungsmaschine mit Druckprodukten und Vorrichtung zu dessen Durchführung Download PDFInfo
- Publication number
- EP0876977B1 EP0876977B1 EP98810356A EP98810356A EP0876977B1 EP 0876977 B1 EP0876977 B1 EP 0876977B1 EP 98810356 A EP98810356 A EP 98810356A EP 98810356 A EP98810356 A EP 98810356A EP 0876977 B1 EP0876977 B1 EP 0876977B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conveying
- storage device
- products
- speed
- product stream
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/24—Feeding articles in overlapping streams, i.e. by separation of articles from a pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/08—Supports or magazines for piles from which articles are to be separated with means for advancing the articles to present the articles to the separating device
- B65H1/22—Supports or magazines for piles from which articles are to be separated with means for advancing the articles to present the articles to the separating device moving in direction of plane of articles, e.g. for bodily advancement of fanned-out piles
- B65H1/225—Round stack feeders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/28—Feeding articles stored in rolled or folded bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4213—Forming a pile of a limited number of articles, e.g. buffering, forming bundles
- B65H2301/42134—Feeder loader, i.e. picking up articles from a main stack for maintaining continuously enough articles in a machine feeder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/30—Numbers, e.g. of windings or rotations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1932—Signatures, folded printed matter, newspapers or parts thereof and books
Definitions
- the invention relates to a method for loading a Processing machine with flat products, such as printed sheets, Cards, samples or the like according to the preamble of the claim 1.
- the single unwinding station which is characterized by the inclusion of a roll, is less expensive and takes up less space, but makes it necessary to interrupt the processing machine or the saddle stitcher if an empty roll core has to be replaced by a new roll.
- the processing machine can therefore not be used optimally and the processing suffers a certain unproductivity.
- the double unwinding station avoids this disadvantage in that when a winder runs empty, the winder prepared next door can be switched on immediately via a switch.
- a separate product memory is assigned to the conveyor line, which picks up products from the conveyor line and, if the product supply is interrupted, feeds the previously stored products to the conveyor line.
- the conveyor line consists of partial conveyors, the former of which is driven at a constant, higher speed than the downstream conveyor, which also has a constant speed in order to shed the products more closely. set up.
- US 5,088,711 relates to a collating machine with several Investors arranged along a conveyor are.
- the feeders point over a deduction device a magazine in which the printed products are stacked are.
- the magazine is loaded with printed products through conveyors over conveyor belts in one Scale flow.
- the magazines have a level control, which controls the supply of the printed products. It takes place when needed a tracking of printed products at constant conveying speed instead of.
- the present invention is based on the object Method and device according to the preamble of the claims 1 and 11 such that the disadvantages when using a single or double unwind station avoided and the benefits retained.
- a device for carrying out the method, which is a drivable for the removal of the flat products Has storage device, which by a conveyor with a processing machine that processes the products is connected, this device according to the features of claim 9 is distinguished.
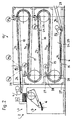
- FIG. 1 and 2 show a device 1 according to the invention for loading a processing machine 2.
- the latter is, for example, a collating machine from which a stack magazine 4 belonging to a known feeder 3 and loaded with printed sheets 6 and a channel-like collecting device 5 can be seen.
- the printed sheets 6 are provided for processing in a storage device designed as a winding 12 and — as can be seen — on the way to the processing machine 2.
- the winding 12 has a core 7 which is rotatably supported in a stand 8.
- the layers wound around the core 7, the printed sheets 6 occurring in a scale formation, are held on the core 7 by winding tapes 9, one end of a winding tape 9 being fastened to the core 7 and the other to a roller 11 mounted in a tape magazine 10 , Contrary to the illustration in FIG. 1, the band magazine 10 is fastened to the frame 8 and the roller 11 is coupled to the output shaft of a geared motor M R in coordination with the winding 12.
- Processing machine 2 and winding 12 are connected by a conveying device 13 so that when the scaled sheets 6 are unwound from the winding 12, which can be driven over the circumference of the winding core 7 or, as illustrated, with its conveyor belt 19 over its circumference, the latter onto the first one in the conveying direction Conveying element 14, the conveying elements 14 to 18 forming the conveying device 13 arrive.
- the conveyor belts 19 to 21 usually used for direct loading of a processing machine 2 are provided, of which the first 19 in the conveying direction is applied to the circumference of the winding by means of a lifting element 23 acting on an arm 22.
- the winding is emptied via the driven conveyor belt 19 to the subsequent conveyor belts 20, 21, which are articulated on the arm 22, in such a way that an undisturbed conveying flow can occur.
- the arm 22 in turn is pivotally mounted on a stand 23.
- a sensor F 8 gives a signal when the arm 22 is raised to such an extent that the supply on the roll has been removed except for a remaining stock.
- the product memory shown consists of five memory sections connected in series, respectively.
- the conveyor elements 14 to 17 are each formed by two laterally offset endless belts 24, 25 and a deflection roller 26 and a plurality of deflection rollers 27, around which the belts form a support for the printed sheets 6.
- the conveying elements 14 to 17 of the exemplary embodiment shown each have a longer flat section and an adjoining approximately circularly curved section on which the printed sheets 6 are transported, the flat section being guided by two deflecting rollers 27, 27 'and the undershot area of the deflecting roller 26 is formed.
- the upward circular section on which the printed sheets 6 are transported is determined inwardly by the deflecting roller 26 and outwardly by the circumferential belts 24, 25, the latter subsequently forming the conveying end on the flat section of the conveying element 14 a guide roller 28 and a deflecting roller 27 return to the deflecting roller 27 '.
- the flat section of the second conveying element 15 adjoins the conveying end of the conveying element 14.
- the conveying end of the conveying device 13 forms the flat conveying element 18, which is formed from two spaced apart belts 24, 25 which run around deflection rollers 27.
- a conveyor belt 29 is provided as a transition from the conveyor device 13 to the stack magazine 4, with which the incoming printed sheets 6 are taken over by an acceleration device 30.
- Conveyor belt 29 is also driven by a separate motor M B.
- the conveying elements 14 to 18 can be driven by electric motors M 1 to M 5 which can be controlled individually or in association with a plurality of conveying elements 14 to 18 and which act on a deflecting roller 26 or deflecting roller 27 of a conveying element 14 to 18.
- One of the deflecting rollers 27 of a conveying element 14 to 17 receiving the belts 24, 25 is advantageously resiliently supported, so that shingled streams of different thicknesses can pass through the curved sections of the conveying elements 14 to 17.
- Fig. 2 are further, the exemplary embodiment according to Fig. 1 entered additional information and then described.
- a sensor F 1 to F 6 is arranged at the upstream end of a conveying element 14 to 18.
- An additional analog sensor F 7 is arranged in the machine 2. It controls the motors M 1 to M 5 and M R in such a way that in normal operation the winding belt 9, all the conveyor belts 19 to 21 and the conveyor elements 14 to 18 and the conveyor belt 29 have the same speed and run so fast that the machine 2 delivers the one supplied Scale 31 resp. can reliably process the product flow.
- FIG. 7 shows an embodiment of the control device 40 with which the motors M are controlled.
- Sensor F 7 controls a first frequency converter FU 1 , the frequency of which drives all motors M 1 -M 5 , M R , M B in normal operation.
- the signal from the sensor is also connected to two further frequency converters FU R and FU 2 via two multipliers 41, 42, which multiply this signal by an adjustable factor.
- the frequency of these converters is, for example, a factor 5 higher than the frequency of the converter FU 1 .
- the motors M R , M B and M 1 -M 4 are in function of the signals from the sensors, F 1 -F 8 and a start signal via a circuit 44-49 either with the frequency of the converter FU 1 or with the frequency of one of the FU R or FU 2 powered.
- FIG. 3 shows normal operation in which all tapes run at the same speed and controlled by the sensor F 7 .
- Circuits 44-49 connect all motors M to the converter FU 1 .
- the scale 31 is the same thickness everywhere.
- FIG. 4 shows the situation shortly before the end of the product supply on the winding core 7. To prepare for a winding change, sensor F 8 has responded and switched the circuit 44 so that the motor M R and with it the motors of the belts 19 to 21 with, for example, the run five times the speed of the other belts.
- a thicker scale 31 is formed than has previously occurred in normal operation.
- all conveyor elements 14 to 18 are filled with the thick scale 31 'when the winding core 7 is empty, as shown in FIG. 5.
- the sensor F 1 determines the end of the scale 31 ', switches off the motor M R via the circuit 44 and initiates the winding change.
- the sensor F 2 -F 5 When the end of the thick scale 31 'passes the sensor F 2 -F 5 at the downstream end of the conveying elements 14 to 17, the sensor F 2 -F 5 successively switch on the relevant motors M 1 -M 4 via the circuits 45-48 the higher frequency of the converter FU 2 .
- the motor M R is connected to the converter FU R by a start signal on the circuit 44.
- the belts 9 and 19 to 21 thus run at a higher speed than at least the last conveyor element 18.
- a logic circuit 50 in which the signals F 1 -F 6 are linked, all circuits 44-48 are reset to their basic position via a reset input R as soon as the new, thin scale 31 runs onto a conveying element 14 to 18, in which the thick scale 31 'still runs.
- This logic condition is such that the circuit 50 supplies a reset signal if one of the sensors F 1 -F 4 is switched off by the arrival of the new scale 31 before the next sensor F 2 -F 5 is switched on by the departure of the thick scale 31 ' has been.
- the new thin scale 9 then follows the expiring old one just a small gap which is usually less than that Length of a conveyor element is 14 to 18. This ensures that the processing machine 2 when changing the winding can be operated practically without interruption.
- the Conveyor 13 or the product memory is low Requires space and, above all, does not require any width additional space so that it fits well in existing facilities limited space can be integrated.
- the sensor F 6 can also be designed such that it can not only discriminate between thin and thick scale 31, 31 'or between thick scale 31' and zero, but also between thin scale 31 and zero.
- the control device 40 according to FIG. 7 can be modified such that the last conveying element 18 can also be switched between the two speeds. It is possible to switch all motors except M B to converter FU 2 again as soon as the end of thick scale 31 'has passed sensor F 6 . The motors M 1 -M 5 and M R are then switched back to the converter FU 1 when the beginning of the new scale 31 reaches the sensor F 6 . As a result, the interruption of the product flow to the machine 31 when changing the winding or in another supply interruption can be kept extremely short.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Discharge By Other Means (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
Description
Bei einer Verarbeitungsmaschine für solche Druckerzeugnisse, beispielsweise einem Sammelhefter, werden die geschuppt aufgerollten Druckerzeugnisse zur Beschickung des Sammelhefters in einer Abrollstation wieder abgewickelt und über eine relativ kurze Förderstrecke, auf der sie möglicherweise in eine Verarbeitungslage zu wenden sind, an die Verarbeitungsmaschine transportiert. Hierzu gibt es Einfach- oder Doppelabrollstationen.
Die Doppelabrollstation vermeidet diesen Nachteil, indem beim Leerlaufen eines Wickels der nebenan vorbereitete Wickel über eine Weiche sofort zugeschaltet werden kann.
Hierbei ist der Förderstrecke ein separater Produktespeicher zugeordnet, der Produkte von der Förderstrecke aufnimmt und bei einem Unterbruch der Produktezufuhr der Förderstrecke mit den zuvor gespeicherten Produkten beschickt. Die Förderstrecke besteht aus Teilförderern, von denen ersterer mit einer konstanten, höheren Geschwindigkeit angetrieben ist als der nachgeschaltete Förderer, der ebenfalls eine konstante Geschwindigkeit aufweist, um die Produkte enger zu schuppen resp. aufzustellen.
Damit kann ein durch einen Wechsel des Wickels an der Einfachabrollstation oder einem anderen an der Lagervorrichtung oder der Förderstrecke zu einem Unterbruch der Zuführung von Produkten führenden Umstand ohne schädliche Auswirkungen auf die weitere Verarbeitung auf einfache Weise begegnet werden.
- Fig. 1
- eine schematische Seitenansicht einer erfindungsgemässen Vorrichtung,
- Fig. 2
- eine vergrösserte Darstellung eines Ausschnit- . tes aus Fig. 1,
- Fig. 3 bis 6
- vereinfachte Darstellungen der Vorrichtung in verschiedenen Betriebsphasen und
- Fig. 7
- ein Blockschaltbild.
Die Druckbogen 6 sind in einer als Wickel 12 ausgebildeten Lagervorrichtung zur Verarbeitung bereitgestellt und -wie ersichtlich- unterwegs zur Verarbeitungsmaschine 2. Der Wickel 12 besitzt einen Kern 7, der in einem Ständer 8 drehgelagert ist. Die um den Kern 7 gewickelten Lagen, der in einer Schuppenformation vorkommenden Druckbogen 6, werden durch Wickelbänder 9 auf dem Kern 7 gehalten, wobei das eine Ende eines Wickelbandes 9 am Kern 7 und das andere an einer in einem Bandmagazin 10 gelagerten Rolle 11 befestigt ist.
Das Bandmagazin 10 ist entgegen der Darstellung in Fig. 1 an dem Gestell 8 befestigt und die Rolle 11 ist in Abstimmung mit dem Wickel 12 mit der Abtriebswelle eines Getriebemotors MR gekuppelt.
Verarbeitungsmaschine 2 und Wickel 12 sind durch eine Fördereinrichtung 13 förderwirksam verbunden, sodass beim Abwickeln der geschuppten Druckbogen 6 vom Wickel 12, der übrigens über die Achse des Wickelkerns 7 oder wie veranschaulicht mit Förderband 19 über seinen Umfang antreibbar ist, diese auf das in Förderrichtung erste Förderelement 14, der die Fördereinrichtung 13 bildenden Förderelemente 14 bis 18 gelangen.
Hierzu sind die üblicherweise zur Direktbeschickung einer Verarbeitungsmaschine 2 verwendeten Förderbänder 19 bis 21 vorgesehen, von denen das in Förderrichtung erste 19 mittels eines auf einen Arm 22 einwirkenden Hubelementes 23 an den Wikkelumfang angelegt wird. Die Entleerung des Wickels folgt über das angetriebene Förderband 19 auf die anschliessenden Förderbänder 20, 21, die am Arm 22 angelenkt sind, derart, dass ein ungestörter Förderfluss entstehen kann. Der Arm 22 wiederum ist an einem Ständer 23 schwenkbar gelagert. Ein Fühler F8 gibt ein Signal, wenn der Arm 22 soweit angehoben ist, dass der Vorrat am Wickel bis auf einen Restbestand abgetragen ist.
Mit Ausnahme des in der Reihe letzten Förderelementes 18, das eine flache Förderebene aufweist, sind die Förderelemente 14 bis 17, welche die Druckbogen 6 an dem Förderende durch eine Umlenkung wenden, etwa gleich ausgestaltet und funktionierend, jedoch einzel und gemeinsam steuerbar angetrieben.
Die Förderelemente 14 bis 17 werden durch je zwei seitlich zueinander versetzte endlose Bänder 24, 25 und einer Umlenkrolle 26 sowie mehreren Umlenkwalzen 27 gebildet, um die die Bänder eine Auflage für die Druckbogen 6 bildend umlaufen. Die Förderelemente 14 bis 17 des dargestellten Ausführungsbeispiels weisen jeweils einen längeren flachen Abschnitt und einen daran anschliessenden etwa kreisförmig gekrümmten Abschnitt auf, auf dem die Druckbogen 6 transportiert werden, wobei der flache Abschnitt durch zwei Umlenkwalzen 27, 27' und den unterschlächtigen Bereich der Umlenkrolle 26 gebildet wird. Der nach oben gerichtete kreisförmige Abschnitt, auf dem die Druckbogen 6 transportiert werden, wird nach innen durch die Umlenkrolle 26 und nach aussen durch die umlaufenden Bänder 24, 25 bestimmt, wobei letztere anschliessend, das Förderende an dem flachen Abschnitt des Förderelementes 14 bildend, um eine Führungsrolle 28 und eine Umlenkwalze 27 auf die Umlenkwalze 27' zurücklaufen.
An das Förderende des Förderelementes 14 schliesst der flache Abschnitt des zweiten Förderelementes 15 an. Das Förderende der Fördereinrichtung 13 bildet das flache Förderelement 18, das aus zwei beabstandeten, um Umlenkwalzen 27 umlaufende Bänder 24, 25 gebildet ist.
Selbstverständlich könnte der längere flache Abschnitt eines Förderelementes 14 bis 18 in Förderrichtung der Druckbogen 6 auch dem gekrümmten Abschnitt nachgeschaltet sein, was bedeuten würde, dass das erste Förderelement 14 etwa dem dargestellten Förderelement 18 entsprechen würde.
Als Uebergang von der Fördereinrichtung 13 zum Stapelmagazin 4 ist in den Fig. 1 und 2 ein Förderband 29 vorgesehen, mit dem die ankommenden Druckbogen 6 von einer Beschleunigungsvorrichtung 30 übernommen werden.
Förderband 29 ist ebenfalls durch einen separaten Motor MB angetrieben.
Der Antrieb der Förderelemente 14 bis 18 kann durch einzeln oder im Verband mehrerer Förderelemente 14 bis 18 regelbare Elektromotoren M1 bis M5 erfolgen, die auf jeweils eine Umlenkrolle 26 oder Umlenkwalze 27 eines Förderelementes 14 bis 18 einwirken.
Vorteilhaft ist jeweils eine der die Bänder 24, 25 aufnehmenden Umlenkwalzen 27 eines Förderelementes 14 bis 17 nachgiebig abgestützt, sodass unterschiedlich dicke Schuppenströme die gekrümmten Abschnitte der Förderelemente 14 bis 17 passieren können.
Ein zusätzlicher Analog-Fühler F7, beispielsweise ein Niveaufühler, ist in der Maschine 2 angeordnet. Er steuert die Motoren M1 bis M5 und MR derart, dass im Normalbetrieb das Wickelband 9, alle Förderbänder 19 bis 21 und die Förderelemente 14 bis 18 sowie Förderband 29 die gleiche Geschwindigkeit haben und so schnell laufen, dass die Maschine 2 die gelieferte Schuppe 31 resp. den Produktestrom zuverlässig verarbeiten kann.
Figur 4 zeigt die Situation kurz vor Ende des Produktevorrates auf dem Wickelkern 7. Zur Vorbereitung eines Wickelwechsels hat Fühler F8 angesprochen und die Schaltung 44 umgeschaltet, so dass der Motor MR und mit ihm die Motoren der Bänder 19 bis 21 mit zum Beispiel der fünffachen Geschwindigkeit laufen wie die übrigen Bänder. Auf den Förderelementen 14 bis 18 bildet sich, beginnend mit der untersten 14, eine dickere Schuppe 31 als sie zuvor im Normalbetrieb vorgekommen ist. Idealerweise sind alle Förderelemente 14 bis 18 mit der dicken Schuppe 31' gefüllt, wenn der Wickelkern 7 leer ist, wie es in Figur 5 dargestellt ist.
Der Fühler F1 stellt sodann das Ende der Schuppe 31' fest, stellt über die Schaltung 44 den Motor MR ab und leitet den Wickelwechsel ein.
Claims (17)
- Verfahren für das Beschicken einer Verarbeitungsmaschine mit flachen Produkten, wie Druckbogen, Karten, Mustern oder dgl., die von einer Lagervorrichtung über eine zwischen dieser und der Verarbeitungsmaschine angeordneten, einen Produktespeicher bildenden Förderstrecke in einem sich aus geschuppt angeordneten Produkten gebildeten Strom zugeführt werden, dadurch gekennzeichnet, dass einer auf der Förderstrecke zur Verarbeitungsmaschine hin unterbrochenen Produktezuführung ein aus einer in einer Lagervorrichtung gespeicherten Restmenge der Produkte gebildeter Produktestrom mit höherer Geschwindigkeit nachgeführt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass ein nachgeführter Produktestrom mit einer gegenüber der Verarbeitungsgeschwindigkeit höheren Geschwindigkeit einem dem stromaufwärts sich befindenden Ende einer Förderteilstrecke zugeführt wird.
- Verfahren nach Anspruch 1 oder 2, bei dem die Produkte in einem als Lagervorrichtung ausgebildeten, austauschbaren Wickel gelagert sind, dadurch gekennzeichnet, dass ein einem auf der Förderstrecke nachgeführten Produktestrom einer gegen eine entleerte Lagervorrichtung ausgetauschten Lagervorrichtung mit einer gegenüber der Verarbeitungsgeschwindigkeit der Produkte höheren Geschwindigkeit einem dem stromaufwärts sich befindenden Ende einer Förderteilstrecke zugeführt wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die erhöhte Geschwindigkeit des nachgeführten Produktestroms in die Verarbeitungsgeschwindigkeit des Produkteteilstroms versetzt wird, wenn der nachgeführte Produktestrom das Ende des Produkteteilstroms erreicht hat.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Geschwindigkeit der Lagervorrichtung und der dieser zugewandten Förderteilstrecke gegenüber der Verarbeitungsgeschwindigkeit erhöht wird, wenn das nachlaufende Ende eines Produkteteilstromes das stromabwärtige Ende einer Förderteilstrecke passiert hat, und die erhöhte Geschwindigkeit auf Verarbeitungsgeschwindigkeit reduziert wird, wenn das vordere Ende des nachgeführten Produkteteilstromes resp. Produktestromes das nachlaufende Ende des vorauslaufenden Produkteteilstromes resp. Produktestromes erreicht hat.
- Verfahren nach einem der Ansprüche 1 bis 5, bei dem die Lagervorrichtung wenigstens einen rotierend antreibbaren mehrlagigen Wickel aus flachen Produkten aufweist.
- Vorrichtung zur Durchführung des Verfahrens nach den Ansprüchen 1 bis 6, bestehend aus einer zur Entnahme der flachen Produkte antreibbaren Lagervorrichtung, die durch eine einen Produktespeicher bildenden Fördereinrichtung (13) mit einer die Produkte (6) verarbeitenden Verarbeitungsmaschine (2) verbunden ist, dadurch gekennzeichnet, dass die Fördereinrichtung (13) mehrere hintereinander angeordnete, separat und gleichsinnig angetriebene Förderelemente (14 bis 18) aufweist, auf deren Förderende gerichtet jeweils ein mit einer Steuervorrichtung (40) zur Aenderung der Austragsgeschwindigkeit der Produkte aus der Lagervorrichtung und/oder der Fördergeschwindigkeit der Produkte (6) auf den Förderelementen (14 bis 18) verbundener Fühler (F1 bis F6) angeordnet ist.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass den Förderelementen (14 bis 18) jeweils ein Fühler (F1 bis F6) zugeordnet ist.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass der Lagervorrichtung (7 - 12) und den Förderelementen (14 bis 18) jeweils ein mit der Steuervorrichtung (40) verbundener Antriebsmotor MR, M1 - M5) zugeordnet ist.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Antriebsmotoren (M1 bis M5) in eine Verarbeitungs- oder eine höhere Nachführgeschwindigkeit schaltbar sind.
- Vorrichtung nach einem der Ansprüche 7 bis 10, gekennzeichnet durch einen mit dem Vorratsende einer Lagervorrichtung (7 - 12) zusammenwirkenden Vorratsfühler zum Feststellen einer sich in der Lagervorrichtung (7 - 12) befindenden Produktemenge, welcher Vorratsfühler (F8) mit der Steuervorrichtung (40) verbunden ist.
- Vorrichtung nach einem der Ansprüche 7 bis 11, dadurch gekennzeichnet, dass die Förderelemente (14 bis 18) steuerwirksam verbunden sind.
- Vorrichtung nach einem der Ansprüche 7 bis 12, dadurch gekennzeichnet, dass die Förderelemente (14 bis 18) einen sich nach oben oder unten mäanderartig verlaufenden Förderstrom bildend übereinander angeordnet sind.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die Förderelemente (14 bis 18) durch umlaufende, endlose Bänder (24, 25) ausgebildet sind.
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, dass die Enden zweier Förderelemente (14 bis 18) von den um Umlenkrollen teilweise umlaufenden endlosen Bändern (24, 25) wenigstens eines Förderelementes (14 bis 18) förderwirksam verbunden sind.
- Vorrichtung nach Anspruch 15, dadurch gekennzeichnet, dass jeweils das Abgabeende oder das Aufnahmeende eines Förderelementes (14 bis 18) durch eine mit den teilweise umlaufenden Bändern (24, 25) zusammenwirkende Umlenkrolle (26) ausgebildet ist.
- Vorrichtung nach Anspruch 16, dadurch gekennzeichnet, dass das stromabwärts letzte Förderelement (18) mittel- oder unmittelbar in einen die Produkte stapelnd aufnehmenden Sammelbehälter (4) einer Verarbeitungsmaschine (2) mündet.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH98097 | 1997-04-28 | ||
| CH98097 | 1997-04-28 | ||
| CH980/97 | 1997-04-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0876977A1 EP0876977A1 (de) | 1998-11-11 |
| EP0876977B1 true EP0876977B1 (de) | 2004-08-18 |
Family
ID=4199676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98810356A Expired - Lifetime EP0876977B1 (de) | 1997-04-28 | 1998-04-22 | Verfahren für das Beschicken einer Verarbeitungsmaschine mit Druckprodukten und Vorrichtung zu dessen Durchführung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6193227B1 (de) |
| EP (1) | EP0876977B1 (de) |
| JP (1) | JPH10310309A (de) |
| DE (1) | DE59811816D1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19732129A1 (de) * | 1997-07-25 | 1999-01-28 | Siemens Nixdorf Inf Syst | Rollenspeicher für blattförmige Gegenstände |
| DE50007218D1 (de) | 2000-10-10 | 2004-09-02 | Grapha Holding Ag | Verfahren und Anordnung zur Herstellung gefalzter Druckerzeugnisse |
| JP2005104505A (ja) * | 2003-09-30 | 2005-04-21 | Toyo Jidoki Co Ltd | 袋詰め包装機の袋供給装置 |
| IT1400854B1 (it) * | 2010-05-14 | 2013-07-02 | Petratto | Metodo di produzione di prodotti grafici mediante stampa digitale e successivo confezionamento, ed unita' di interfaccia tra una stampante digitale e un'unita' di confezionamento per la realizzazione di tale metodo |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH662546A5 (de) * | 1983-09-05 | 1987-10-15 | Ferag Ag | Verfahren und vorrichtung zum verarbeiten von von einem speicherwickel abgewickelten flaechigen erzeugnissen, insbesondere druckprodukten. |
| CH664138A5 (de) * | 1984-10-12 | 1988-02-15 | Grapha Holding Ag | Fliessfertigungsstrecke fuer druckerzeugnisse. |
| EP0300179B1 (de) | 1987-07-24 | 1991-03-27 | Ferag AG | Verfahren und Vorrichtung zum Beschicken einer Vereinzelungseinrichtung für Druckprodukte |
| US5088711A (en) | 1990-08-27 | 1992-02-18 | Newsome John R | Machine for transporting and loading signatures |
| CH683094A5 (de) * | 1991-06-27 | 1994-01-14 | Ferag Ag | Verfahren und Vorrichtung zum Wegfördern von in einem Schuppenstrom zugeführten flächigen Erzeugnissen, insbesondere Druckprodukten. |
| ATE154569T1 (de) * | 1992-04-27 | 1997-07-15 | Ferag Ag | Aktive schnittstelle für einen schuppenstrom von druckprodukten |
| DK0719720T3 (da) * | 1994-12-30 | 1998-04-27 | Ferag Ag | Oplagringsanordning til en rulleenhed og anordning til forarbejdning af trykkeriprodukter |
| AU709896B2 (en) * | 1995-05-02 | 1999-09-09 | Armkel Llc | A method of making a laminated substrate |
-
1998
- 1998-04-21 US US09/063,751 patent/US6193227B1/en not_active Expired - Fee Related
- 1998-04-22 EP EP98810356A patent/EP0876977B1/de not_active Expired - Lifetime
- 1998-04-22 DE DE59811816T patent/DE59811816D1/de not_active Expired - Lifetime
- 1998-04-27 JP JP10117297A patent/JPH10310309A/ja not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10310309A (ja) | 1998-11-24 |
| EP0876977A1 (de) | 1998-11-11 |
| US6193227B1 (en) | 2001-02-27 |
| DE59811816D1 (de) | 2004-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3302935C2 (de) | ||
| DE3244664C2 (de) | Verfahren und Vorrichtung zum Speichern von kontinuierlich, insbesondere in einem Schuppenstrom, anfallenden flächigen Erzeugnissen, vorzugsweise Druckprodukten | |
| CH664138A5 (de) | Fliessfertigungsstrecke fuer druckerzeugnisse. | |
| EP0128334B1 (de) | Verfahren und Vorrichtung zum Zwischenspeichern von in Schuppenformation anfallenden Druckprodukten | |
| DE69610016T2 (de) | Blattguttransportvorrichtung | |
| DE2423844A1 (de) | Vorrichtung zum gewinnen von kontinuierlich aufeinanderfolgenden bandabschnitten oder blaettern von bandfoermig auf eine spule gewickeltem material, insbesondere geeignet fuer die beschickung von verpackungsmaterialabschnitten zu verpackungsmaschinen | |
| DE3315491C2 (de) | Beschickungs- oder Lagereinrichtung für Druckbogen | |
| DE3244663A1 (de) | Verfahren und vorrichtung zur entnahme von auf einen wickelkern aufgewickelten flaechigen erzeugnissen, vorzugsweise druckprodukten | |
| CH660171A5 (de) | Verfahren und vorrichtung zum zwischenspeichern von in einem schuppenstrom anfallenden druckprodukten, wie zeitungen, zeitschriften oder dgl. | |
| EP0149058B1 (de) | Einrichtung zum Zuführen von Druckprodukten an eine kontinuierlich arbeitende Verarbeitungsstrasse und Verfahren zu ihrem Betrieb | |
| EP0300179B1 (de) | Verfahren und Vorrichtung zum Beschicken einer Vereinzelungseinrichtung für Druckprodukte | |
| DE2421271A1 (de) | Verfahren und vorrichtung zur bildung einer eng aufgefaecherten reihe von druckboegen | |
| WO1995009796A1 (de) | Verfahren und vorrichtung zum bilden und versetzen von stapeln aus bedruckten blättern | |
| EP0054735A2 (de) | Vorrichtung zum Herstellen von Schuppenbandrollen aus geschuppt Übereinander abgelegten flachen flexiblen Gegenständen | |
| EP0876977B1 (de) | Verfahren für das Beschicken einer Verarbeitungsmaschine mit Druckprodukten und Vorrichtung zu dessen Durchführung | |
| AT394020B (de) | Vorrichtung zum speichern von kontinuierlich, insbesondere in einem schuppenstrom zugefuehrten flaechigen erzeugnissen | |
| EP0384147B1 (de) | Verfahren und Vorrichtung zum Zwischenspeichern von mehrblättrigen, gefalteten Druckereierzeugnissen, wie Zeitungen, Zeitschriften und Teilen hievon | |
| EP0918722B1 (de) | Vorrichtung zum zubringen von druckereierzeugnissen zu einer abgabestelle | |
| EP0226007A1 (de) | Verfahren und Vorrichtung zum Verarbeiten von von einem Speicherwickel abgewickelten flächigen Erzeugnissen, insbesondere Druckprodukten | |
| DE3414718A1 (de) | Einrichtung zum zwischenspeichern von druckprodukten | |
| EP0677470B1 (de) | Verfahren zum Speichern von flächigen Erzeugnissen | |
| DE102005035333A1 (de) | Verfahren und Vorrichtung zum Zusammentragen von Druckbogen | |
| CH657114A5 (de) | Verfahren und vorrichtung zum verarbeiten von in einer schuppenformation anfallenden flaechigen erzeugnissen, insbesondere druckprodukten. | |
| EP0579940A1 (de) | Verfahren zum Stapeln von Druckbogen und Vorrichtung zur Durchführung des Verfahrens | |
| WO2000061483A1 (de) | Vorrichtung und verfahren zum sammeln von blattgut |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990407 |
|
| AKX | Designation fees paid |
Free format text: CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20020315 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59811816 Country of ref document: DE Date of ref document: 20040923 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20041210 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20050519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100324 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20100428 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100420 Year of fee payment: 13 Ref country code: DE Payment date: 20100420 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110722 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59811816 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59811816 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110422 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110422 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 |