EP0876977B1 - Méthode pour alimenter une machine de traitement avec des produits imprimés et dispositif pour la mise en oeuvre de cette méthode - Google Patents
Méthode pour alimenter une machine de traitement avec des produits imprimés et dispositif pour la mise en oeuvre de cette méthode Download PDFInfo
- Publication number
- EP0876977B1 EP0876977B1 EP98810356A EP98810356A EP0876977B1 EP 0876977 B1 EP0876977 B1 EP 0876977B1 EP 98810356 A EP98810356 A EP 98810356A EP 98810356 A EP98810356 A EP 98810356A EP 0876977 B1 EP0876977 B1 EP 0876977B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conveying
- storage device
- products
- speed
- product stream
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/24—Feeding articles in overlapping streams, i.e. by separation of articles from a pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/08—Supports or magazines for piles from which articles are to be separated with means for advancing the articles to present the articles to the separating device
- B65H1/22—Supports or magazines for piles from which articles are to be separated with means for advancing the articles to present the articles to the separating device moving in direction of plane of articles, e.g. for bodily advancement of fanned-out piles
- B65H1/225—Round stack feeders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/28—Feeding articles stored in rolled or folded bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4213—Forming a pile of a limited number of articles, e.g. buffering, forming bundles
- B65H2301/42134—Feeder loader, i.e. picking up articles from a main stack for maintaining continuously enough articles in a machine feeder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/30—Numbers, e.g. of windings or rotations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1932—Signatures, folded printed matter, newspapers or parts thereof and books
Definitions
- the invention relates to a method for loading a Processing machine with flat products, such as printed sheets, Cards, samples or the like according to the preamble of the claim 1.
- the single unwinding station which is characterized by the inclusion of a roll, is less expensive and takes up less space, but makes it necessary to interrupt the processing machine or the saddle stitcher if an empty roll core has to be replaced by a new roll.
- the processing machine can therefore not be used optimally and the processing suffers a certain unproductivity.
- the double unwinding station avoids this disadvantage in that when a winder runs empty, the winder prepared next door can be switched on immediately via a switch.
- a separate product memory is assigned to the conveyor line, which picks up products from the conveyor line and, if the product supply is interrupted, feeds the previously stored products to the conveyor line.
- the conveyor line consists of partial conveyors, the former of which is driven at a constant, higher speed than the downstream conveyor, which also has a constant speed in order to shed the products more closely. set up.
- US 5,088,711 relates to a collating machine with several Investors arranged along a conveyor are.
- the feeders point over a deduction device a magazine in which the printed products are stacked are.
- the magazine is loaded with printed products through conveyors over conveyor belts in one Scale flow.
- the magazines have a level control, which controls the supply of the printed products. It takes place when needed a tracking of printed products at constant conveying speed instead of.
- the present invention is based on the object Method and device according to the preamble of the claims 1 and 11 such that the disadvantages when using a single or double unwind station avoided and the benefits retained.
- a device for carrying out the method, which is a drivable for the removal of the flat products Has storage device, which by a conveyor with a processing machine that processes the products is connected, this device according to the features of claim 9 is distinguished.
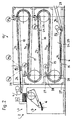
- FIG. 1 and 2 show a device 1 according to the invention for loading a processing machine 2.
- the latter is, for example, a collating machine from which a stack magazine 4 belonging to a known feeder 3 and loaded with printed sheets 6 and a channel-like collecting device 5 can be seen.
- the printed sheets 6 are provided for processing in a storage device designed as a winding 12 and — as can be seen — on the way to the processing machine 2.
- the winding 12 has a core 7 which is rotatably supported in a stand 8.
- the layers wound around the core 7, the printed sheets 6 occurring in a scale formation, are held on the core 7 by winding tapes 9, one end of a winding tape 9 being fastened to the core 7 and the other to a roller 11 mounted in a tape magazine 10 , Contrary to the illustration in FIG. 1, the band magazine 10 is fastened to the frame 8 and the roller 11 is coupled to the output shaft of a geared motor M R in coordination with the winding 12.
- Processing machine 2 and winding 12 are connected by a conveying device 13 so that when the scaled sheets 6 are unwound from the winding 12, which can be driven over the circumference of the winding core 7 or, as illustrated, with its conveyor belt 19 over its circumference, the latter onto the first one in the conveying direction Conveying element 14, the conveying elements 14 to 18 forming the conveying device 13 arrive.
- the conveyor belts 19 to 21 usually used for direct loading of a processing machine 2 are provided, of which the first 19 in the conveying direction is applied to the circumference of the winding by means of a lifting element 23 acting on an arm 22.
- the winding is emptied via the driven conveyor belt 19 to the subsequent conveyor belts 20, 21, which are articulated on the arm 22, in such a way that an undisturbed conveying flow can occur.
- the arm 22 in turn is pivotally mounted on a stand 23.
- a sensor F 8 gives a signal when the arm 22 is raised to such an extent that the supply on the roll has been removed except for a remaining stock.
- the product memory shown consists of five memory sections connected in series, respectively.
- the conveyor elements 14 to 17 are each formed by two laterally offset endless belts 24, 25 and a deflection roller 26 and a plurality of deflection rollers 27, around which the belts form a support for the printed sheets 6.
- the conveying elements 14 to 17 of the exemplary embodiment shown each have a longer flat section and an adjoining approximately circularly curved section on which the printed sheets 6 are transported, the flat section being guided by two deflecting rollers 27, 27 'and the undershot area of the deflecting roller 26 is formed.
- the upward circular section on which the printed sheets 6 are transported is determined inwardly by the deflecting roller 26 and outwardly by the circumferential belts 24, 25, the latter subsequently forming the conveying end on the flat section of the conveying element 14 a guide roller 28 and a deflecting roller 27 return to the deflecting roller 27 '.
- the flat section of the second conveying element 15 adjoins the conveying end of the conveying element 14.
- the conveying end of the conveying device 13 forms the flat conveying element 18, which is formed from two spaced apart belts 24, 25 which run around deflection rollers 27.
- a conveyor belt 29 is provided as a transition from the conveyor device 13 to the stack magazine 4, with which the incoming printed sheets 6 are taken over by an acceleration device 30.
- Conveyor belt 29 is also driven by a separate motor M B.
- the conveying elements 14 to 18 can be driven by electric motors M 1 to M 5 which can be controlled individually or in association with a plurality of conveying elements 14 to 18 and which act on a deflecting roller 26 or deflecting roller 27 of a conveying element 14 to 18.
- One of the deflecting rollers 27 of a conveying element 14 to 17 receiving the belts 24, 25 is advantageously resiliently supported, so that shingled streams of different thicknesses can pass through the curved sections of the conveying elements 14 to 17.
- Fig. 2 are further, the exemplary embodiment according to Fig. 1 entered additional information and then described.
- a sensor F 1 to F 6 is arranged at the upstream end of a conveying element 14 to 18.
- An additional analog sensor F 7 is arranged in the machine 2. It controls the motors M 1 to M 5 and M R in such a way that in normal operation the winding belt 9, all the conveyor belts 19 to 21 and the conveyor elements 14 to 18 and the conveyor belt 29 have the same speed and run so fast that the machine 2 delivers the one supplied Scale 31 resp. can reliably process the product flow.
- FIG. 7 shows an embodiment of the control device 40 with which the motors M are controlled.
- Sensor F 7 controls a first frequency converter FU 1 , the frequency of which drives all motors M 1 -M 5 , M R , M B in normal operation.
- the signal from the sensor is also connected to two further frequency converters FU R and FU 2 via two multipliers 41, 42, which multiply this signal by an adjustable factor.
- the frequency of these converters is, for example, a factor 5 higher than the frequency of the converter FU 1 .
- the motors M R , M B and M 1 -M 4 are in function of the signals from the sensors, F 1 -F 8 and a start signal via a circuit 44-49 either with the frequency of the converter FU 1 or with the frequency of one of the FU R or FU 2 powered.
- FIG. 3 shows normal operation in which all tapes run at the same speed and controlled by the sensor F 7 .
- Circuits 44-49 connect all motors M to the converter FU 1 .
- the scale 31 is the same thickness everywhere.
- FIG. 4 shows the situation shortly before the end of the product supply on the winding core 7. To prepare for a winding change, sensor F 8 has responded and switched the circuit 44 so that the motor M R and with it the motors of the belts 19 to 21 with, for example, the run five times the speed of the other belts.
- a thicker scale 31 is formed than has previously occurred in normal operation.
- all conveyor elements 14 to 18 are filled with the thick scale 31 'when the winding core 7 is empty, as shown in FIG. 5.
- the sensor F 1 determines the end of the scale 31 ', switches off the motor M R via the circuit 44 and initiates the winding change.
- the sensor F 2 -F 5 When the end of the thick scale 31 'passes the sensor F 2 -F 5 at the downstream end of the conveying elements 14 to 17, the sensor F 2 -F 5 successively switch on the relevant motors M 1 -M 4 via the circuits 45-48 the higher frequency of the converter FU 2 .
- the motor M R is connected to the converter FU R by a start signal on the circuit 44.
- the belts 9 and 19 to 21 thus run at a higher speed than at least the last conveyor element 18.
- a logic circuit 50 in which the signals F 1 -F 6 are linked, all circuits 44-48 are reset to their basic position via a reset input R as soon as the new, thin scale 31 runs onto a conveying element 14 to 18, in which the thick scale 31 'still runs.
- This logic condition is such that the circuit 50 supplies a reset signal if one of the sensors F 1 -F 4 is switched off by the arrival of the new scale 31 before the next sensor F 2 -F 5 is switched on by the departure of the thick scale 31 ' has been.
- the new thin scale 9 then follows the expiring old one just a small gap which is usually less than that Length of a conveyor element is 14 to 18. This ensures that the processing machine 2 when changing the winding can be operated practically without interruption.
- the Conveyor 13 or the product memory is low Requires space and, above all, does not require any width additional space so that it fits well in existing facilities limited space can be integrated.
- the sensor F 6 can also be designed such that it can not only discriminate between thin and thick scale 31, 31 'or between thick scale 31' and zero, but also between thin scale 31 and zero.
- the control device 40 according to FIG. 7 can be modified such that the last conveying element 18 can also be switched between the two speeds. It is possible to switch all motors except M B to converter FU 2 again as soon as the end of thick scale 31 'has passed sensor F 6 . The motors M 1 -M 5 and M R are then switched back to the converter FU 1 when the beginning of the new scale 31 reaches the sensor F 6 . As a result, the interruption of the product flow to the machine 31 when changing the winding or in another supply interruption can be kept extremely short.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Discharge By Other Means (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
Claims (17)
- Procédé pour alimenter une machine de traitement en articles plats, tels que des feuillets imprimés, des cartes, des échantillons ou analogues, qui sont amenés depuis un dispositif de stockage, via une ligne de transport située entre ce dernier et la machine de traitement et constituant une réserve d'articles, en formant un flux d'articles disposés en écailles, caractérisé en ce qu'un flux d'articles constitué d'un reste d'articles demeuré dans un dispositif de stockage rejoint à vitesse plus élevée une file d'articles dont l'acheminement vers la machine de traitement a été interrompu sur la ligne de transport.
- Procédé selon la revendication 1, caractérisé en ce qu'un flux d'articles amené ultérieurement à une vitesse supérieure à la vitesse de traitement rejoint l'extrémité amont d'un tronçon de transport.
- Procédé selon la revendication 1 ou 2, dans lequel les articles sont stockés dans une bobine interchangeable réalisée sous forme de dispositif de stockage, caractérisé en ce qu'un flux d'articles issu d'un dispositif de stockage venu remplacer un dispositif de stockage vide, qui arrive ultérieurement sur la ligne de transport, alimente l'extrémité amont d'un tronçon de transport à une vitesse supérieure à la vitesse de traitement des articles.
- Procédé selon l'une des revendications 1 à 3, caractérisé en ce que la vitesse plus élevée du flux d'articles amené ultérieurement est ramenée à la vitesse de traitement du flux partiel d'articles lorsque le flux d'articles amené ultérieurement a atteint l'extrémité du flux partiel d'articles.
- Procédé selon l'une des revendications 1 à 4, caractérisé en ce que la vitesse du dispositif de stockage et du tronçon de transport tourné vers ce dernier est accélérée par rapport à la vitesse de traitement lorsque l'extrémité arrière d'un flux partiel d'articles a dépassé l'extrémité aval d'un tronçon de transport partiel, et la vitesse supérieure est ramenée à la vitesse de traitement lorsque l'extrémité avant du flux partiel d'articles amené ultérieurement ou du flux d'articles a atteint l'extrémité arrière du flux partiel d'articles respectivement du flux d'articles de tête.
- Procédé selon l'une des revendications 1 à 5, dans lequel le dispositif de stockage présente au moins une bobine multicouche composée d'articles plats et pouvant être entraínée en rotation.
- Dispositif pour mettre en oeuvre le procédé selon les revendications 1 à 6, composé d'un dispositif de stockage pour permettre la reprise des articles plats, pouvant être entraíné, et qui est relié par un dispositif de transport (13) formant une réserve d'articles à une machine de traitement (2) des articles (6), caractérisé en ce que le dispositif de transport (13) comporte plusieurs éléments de transport (14 à 18) disposés les uns à la suite des autres et entraínés individuellement et dans le même sens, sur l'extrémité de chacun desquels est placé un détecteur (F1 à F6) relié à un dispositif de commande (40) pour modifier la vitesse de sortie des articles du dispositif de stockage et/ou la vitesse de transport des articles (6) sur les éléments de transport (14 à 18).
- Dispositif selon la revendication 7, caractérisé en ce qu'un détecteur (F1 à F6) est associé à chacun des éléments de transport (14 à 18).
- Dispositif selon la revendication 8, caractérisé en ce qu'un moteur d'entraínement (MR, M1 - M5) relié au dispositif de commande (40) est associé au dispositif de stockage (7-12) et à chacun des éléments de transport (14 à 18).
- Dispositif selon la revendication 9, caractérisé en ce que les moteurs d'entraínement (M1 à M5) peuvent être commutés sur une vitesse de traitement ou sur une vitesse de rattrapage plus élevée.
- Dispositif selon l'une des revendications 7 à 10, caractérisé par un détecteur de stock restant coopérant avec l'extrémité de la réserve d'un dispositif de stockage (7-12) pour relever la quantité d'articles restant dans le dispositif de stockage (7-12), lequel détecteur (F8) est relié au dispositif de commande (40).
- Dispositif selon l'une des revendications 7 à 11, caractérisé en ce que les éléments de transport (14 à 18) sont reliés à un dispositif de commande commun.
- Dispositif selon l'une des revendications 7 à 12, caractérisé en ce que les éléments de transport (14 à 18) sont disposés les uns au-dessus des autres de manière à former un trajet de transport s'étendant en forme de méandres vers le haut ou vers le bas.
- Dispositif selon la revendication 13, caractérisé en ce que les éléments de transport (14 à 18) sont réalisés par des bandes sans fin (24, 25) circulant en boucle fermée.
- Dispositif selon la revendication 14, caractérisé en ce que les extrémités de deux éléments de transport (14 à 18) sont reliées à entraínement par les bandes sans fin (24, 25) d'au moins un élément de transport (14 à 18), qui passent en partie autour de poulies de renvoi.
- Dispositif selon la revendication 15, caractérisé en ce que la fin ou le début d'un élément de transport (14 à 18) est chaque fois formé(e) par une poulie de renvoi (26) coopérant avec les bandes (24, 25) passant en partie autour de cette dernière.
- Dispositif selon la revendication 16, caractérisé en ce que le dernier élément de transport (18) par rapport au sens de transport débouche indirectement ou directement dans un collecteur (4) d'une machine de traitement (2) dans lequel s'empilent les articles.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH98097 | 1997-04-28 | ||
| CH980/97 | 1997-04-28 | ||
| CH98097 | 1997-04-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0876977A1 EP0876977A1 (fr) | 1998-11-11 |
| EP0876977B1 true EP0876977B1 (fr) | 2004-08-18 |
Family
ID=4199676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98810356A Expired - Lifetime EP0876977B1 (fr) | 1997-04-28 | 1998-04-22 | Méthode pour alimenter une machine de traitement avec des produits imprimés et dispositif pour la mise en oeuvre de cette méthode |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6193227B1 (fr) |
| EP (1) | EP0876977B1 (fr) |
| JP (1) | JPH10310309A (fr) |
| DE (1) | DE59811816D1 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19732129A1 (de) * | 1997-07-25 | 1999-01-28 | Siemens Nixdorf Inf Syst | Rollenspeicher für blattförmige Gegenstände |
| EP1197456B1 (fr) | 2000-10-10 | 2004-07-28 | Grapha-Holding AG | Méthode et dispositif pour la production de produits imprimés |
| JP2005104505A (ja) * | 2003-09-30 | 2005-04-21 | Toyo Jidoki Co Ltd | 袋詰め包装機の袋供給装置 |
| IT1400854B1 (it) * | 2010-05-14 | 2013-07-02 | Petratto | Metodo di produzione di prodotti grafici mediante stampa digitale e successivo confezionamento, ed unita' di interfaccia tra una stampante digitale e un'unita' di confezionamento per la realizzazione di tale metodo |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH662546A5 (de) * | 1983-09-05 | 1987-10-15 | Ferag Ag | Verfahren und vorrichtung zum verarbeiten von von einem speicherwickel abgewickelten flaechigen erzeugnissen, insbesondere druckprodukten. |
| CH664138A5 (de) * | 1984-10-12 | 1988-02-15 | Grapha Holding Ag | Fliessfertigungsstrecke fuer druckerzeugnisse. |
| EP0300179B1 (fr) | 1987-07-24 | 1991-03-27 | Ferag AG | Procédé et dispositif pour alimenter un séparateur avec des imprimés |
| US5088711A (en) | 1990-08-27 | 1992-02-18 | Newsome John R | Machine for transporting and loading signatures |
| CH683094A5 (de) * | 1991-06-27 | 1994-01-14 | Ferag Ag | Verfahren und Vorrichtung zum Wegfördern von in einem Schuppenstrom zugeführten flächigen Erzeugnissen, insbesondere Druckprodukten. |
| DE59306763D1 (de) * | 1992-04-27 | 1997-07-24 | Ferag Ag | Aktive Schnittstelle für einen Schuppenstrom von Druckprodukten |
| DE59501544D1 (de) * | 1994-12-30 | 1998-04-09 | Ferag Ag | Lagerungsvorrichtung für eine Wickeleinheit und Vorrichtung zum Verarbeiten von Druckereiprodukten |
| AU709896B2 (en) * | 1995-05-02 | 1999-09-09 | Armkel Llc | A method of making a laminated substrate |
-
1998
- 1998-04-21 US US09/063,751 patent/US6193227B1/en not_active Expired - Fee Related
- 1998-04-22 DE DE59811816T patent/DE59811816D1/de not_active Expired - Lifetime
- 1998-04-22 EP EP98810356A patent/EP0876977B1/fr not_active Expired - Lifetime
- 1998-04-27 JP JP10117297A patent/JPH10310309A/ja not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| DE59811816D1 (de) | 2004-09-23 |
| US6193227B1 (en) | 2001-02-27 |
| JPH10310309A (ja) | 1998-11-24 |
| EP0876977A1 (fr) | 1998-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3302935C2 (fr) | ||
| DE3830339C2 (fr) | ||
| DE3244664C2 (de) | Verfahren und Vorrichtung zum Speichern von kontinuierlich, insbesondere in einem Schuppenstrom, anfallenden flächigen Erzeugnissen, vorzugsweise Druckprodukten | |
| CH664138A5 (de) | Fliessfertigungsstrecke fuer druckerzeugnisse. | |
| EP0128334B1 (fr) | Procédé et dispositif pour le stockage intermédiaire des imprimés arrivant en formation imbriquée | |
| DE69610016T2 (de) | Blattguttransportvorrichtung | |
| DE2423844A1 (de) | Vorrichtung zum gewinnen von kontinuierlich aufeinanderfolgenden bandabschnitten oder blaettern von bandfoermig auf eine spule gewickeltem material, insbesondere geeignet fuer die beschickung von verpackungsmaterialabschnitten zu verpackungsmaschinen | |
| DE3315491C2 (de) | Beschickungs- oder Lagereinrichtung für Druckbogen | |
| DE3244663A1 (de) | Verfahren und vorrichtung zur entnahme von auf einen wickelkern aufgewickelten flaechigen erzeugnissen, vorzugsweise druckprodukten | |
| CH660171A5 (de) | Verfahren und vorrichtung zum zwischenspeichern von in einem schuppenstrom anfallenden druckprodukten, wie zeitungen, zeitschriften oder dgl. | |
| EP0149058B1 (fr) | Dispositif pour l'alimentation en imprimés d'une ligne de traitement et procédé d'utilisation | |
| EP0300179B1 (fr) | Procédé et dispositif pour alimenter un séparateur avec des imprimés | |
| DE2421271A1 (de) | Verfahren und vorrichtung zur bildung einer eng aufgefaecherten reihe von druckboegen | |
| WO1995009796A1 (fr) | Procede et dispositif permettant de former et de deplacer des piles de feuilles imprimees | |
| EP0054735A2 (fr) | Dispositif de fabrication de rouleaux de bandes formées à partir de feuilles souples imbriqueés | |
| EP0876977B1 (fr) | Méthode pour alimenter une machine de traitement avec des produits imprimés et dispositif pour la mise en oeuvre de cette méthode | |
| AT394020B (de) | Vorrichtung zum speichern von kontinuierlich, insbesondere in einem schuppenstrom zugefuehrten flaechigen erzeugnissen | |
| EP0384147B1 (fr) | Procédé et appareil pour l'emmagasinage intermédiaire de produits d'imprimerie pliés, à plusieurs feuilles, comme journaux, magazines et parties de ceux-ci | |
| EP0918722B1 (fr) | Dispositif pour acheminer des produits d'imprimerie vers une zone de distribution | |
| EP0226007A1 (fr) | Procédé et dispositif pour traiter des produits plats, notamment des imprimés, qui sont déroulés d'une bobine de stockage | |
| DE3414718A1 (de) | Einrichtung zum zwischenspeichern von druckprodukten | |
| EP0677470B1 (fr) | Procédé d'accumulation de produits plats | |
| DE102005035333A1 (de) | Verfahren und Vorrichtung zum Zusammentragen von Druckbogen | |
| CH657114A5 (de) | Verfahren und vorrichtung zum verarbeiten von in einer schuppenformation anfallenden flaechigen erzeugnissen, insbesondere druckprodukten. | |
| EP0579940A1 (fr) | Procédé d'empilement de feuilles imprimées et dispositif pour sa mise en oeuvre |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990407 |
|
| AKX | Designation fees paid |
Free format text: CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20020315 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59811816 Country of ref document: DE Date of ref document: 20040923 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20041210 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20050519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100324 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20100428 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100420 Year of fee payment: 13 Ref country code: DE Payment date: 20100420 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110722 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59811816 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59811816 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110422 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110422 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 |