EP0741101B1 - Verfahren zum Trennen von Heftlagenpaketen in Staplern und Stapler zum Durchführen des Verfahrens - Google Patents
Verfahren zum Trennen von Heftlagenpaketen in Staplern und Stapler zum Durchführen des Verfahrens Download PDFInfo
- Publication number
- EP0741101B1 EP0741101B1 EP96107015A EP96107015A EP0741101B1 EP 0741101 B1 EP0741101 B1 EP 0741101B1 EP 96107015 A EP96107015 A EP 96107015A EP 96107015 A EP96107015 A EP 96107015A EP 0741101 B1 EP0741101 B1 EP 0741101B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- separating
- stacker
- separating blade
- fork
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 23
- 230000015572 biosynthetic process Effects 0.000 claims description 13
- 238000000605 extraction Methods 0.000 claims 1
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 238000000926 separation method Methods 0.000 description 9
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/30—Arrangements for removing completed piles
- B65H31/309—Arrangements for removing completed piles by acting on one of the outermost articles for moving the pile of articles on edge along a surface, e.g. by pushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/04—Pile receivers with movable end support arranged to recede as pile accumulates
- B65H31/06—Pile receivers with movable end support arranged to recede as pile accumulates the articles being piled on edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H33/00—Forming counted batches in delivery pile or stream of articles
- B65H33/02—Forming counted batches in delivery pile or stream of articles by moving a blade or like member into the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4214—Forming a pile of articles on edge
- B65H2301/42146—Forming a pile of articles on edge by introducing articles from above
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4224—Gripping piles, sets or stacks of articles
- B65H2301/42242—Gripping piles, sets or stacks of articles by acting on the outermost articles of the pile for clamping the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1932—Signatures, folded printed matter, newspapers or parts thereof and books
Definitions
- the invention relates to a method for separating Staple packages in stackers and a stacker for Perform the procedure according to the generic terms of Claims 1 and 3.
- US-A-4772003 discloses a stacker for forming packages consisting of booklets, but not from a scale-like, continuous booklet flow be separated, e.g. through a in the booklet stream introduce, or to be extracted from the latter Separating scoop, but will after the formation of each package the supply of the booklet current stopped.
- the booklet packs are oblique arranged guide plate and three movable back and forth Stop elements provided that come from the guide plate protrude, as well as below the latter orthogonal to Guide plate can be removed and stored, with the Packet formation and movement a first stop element as the front support element, the second stop element as Stop and package guide element and the third Stop element as subsequent, front stop and Package guide element act.
- the front booklet layers neither front nor back supported, but are the same only by one upper, essentially horizontal and swiveling arranged holding plate positioned.
- sloping guide plate Above the sloping guide plate is also a End plate feeder arranged, the one the front Insert the end plate into the third stop element and then - after the complete formation and postponement of a Booklet package - the rear end plate creates.
- the invention has for its object the above mentioned disadvantages of the known methods and stackers eliminate and specify a method and a stacker, with which a perfect separation of the booklet packs can be accomplished without the current of to interrupt incoming booklet positions or their speed to change.
- the stacker designated as a whole has 1 Support frame 2, in which a known and therefore unspecified funding route for one continuous stream 3 of scale-like arranged Booklet positions 4 runs in the direction of arrows F in the End section 5 of the guide section of the booklet runs.
- This section 5 is a vibrating carpet 6 assigned, the individual bands between the wheels 7th and 8 can be redirected.
- a tensioning unit for tensioning the tapes of the carpet 6 designated.
- the whole structure of the vibrating carpet is about that Axis of the deflection wheel 7 pivotable.
- the booklets 4 are against those known from Belt driven existing parcel carrier and conveyor track 12 guided. These straps are not shown in FIG Supported spars, which are part of the support frame 2 of the Machine are.
- the biasing means 10 consist, for example, of a piston-cylinder unit attached to the machine support frame 2.
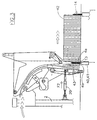
- the stacker is also equipped with a separating blade 13, a support fork 14 and a stop fork 15 of the finished package, see FIG. 4, the separating blade 13 and the support and stop forks 14, 15 being retractable in a known and not shown manner.
- the separating blade 13 on the one hand and the forks 14 and 15 on the other hand are operatively connected to known adjusting means, not shown.
- the reference numerals 17 and 18 denote a circulation counter or a straight line of the upper edge of the booklet layers.
- the known stackers also have a device for temporarily stopping the booklet stream 3 for generating interruption points in the continuous booklet stream 3.
- Such means consist, for example, of a press jaw which can be provided at any point along the conveying path of the booklet stream.
- an adjusting device 20 is arranged, which in the example shown is a piston-cylinder unit is, the control valve 21 with the designated 17 Edition counter or the like.
- the Separating blade 13 made of two retractable tines 22, 23, the respective piston-cylinder units 24, 25 assigned are on a in the direction of arrow f1 below the Parcel conveyor 12 can be moved back and forth, the prepackage supporting frame 27 are arranged. It's practical the prepackage supporting frame 27, on a central spar slidably mounted, the middle belt of the web 12th carries and for example in a manner not shown an annular belt is driven between two pulleys is deflected, one of which is one Drive motor is assigned.
- the support fork 14 also exists and the stop fork 15 each from two prongs 30, 31 and 32, 33, for their retracting movement a piston-cylinder unit assigned.
- the support fork 14 and the Stop fork 15 arranged on a frame 35 which for Example similar to how the frame 27 is mounted.
- the Racks 27 and 35 are plate-shaped, for example executed.
- the frame 35 is also not in shown way over an annular belt driven, which is deflected between two pulleys , one of which is assigned to a drive motor.
- Figure 5 also shows that on the prongs 22, 23 of the Separating blade 13 stop and separating wedges 40, 41 arranged are.
- the wedges 40, 41 are perpendicular to the prongs 22, 23 movable and stand in with fixed guide cams Active connection that is not shown in detail and with the stacker frame 2 are connected in one piece.
- the cams are designed so that the stop wedges 40, 41 be moved vertically, between an upper one Position, Figure 1, 2 and 5, in which they from the Parcel conveyor track 12 protrude in height, but without to the lower, free edge of the last booklet 4a one finished package 42 to reach, and a confiscated Position below the conveyor track 12, Figures 3 and 4.
- the packet separation method according to the invention is now under Described in relation to the operation of the truck.
- Figure 1 the step is shown in which the formation of a package is completed.
- the separating blade 13 is located in the withdrawn position in front of the infeed conveyor 12 of the booklet stream 3.
- the stop wedges 40, 41 are in the raised waiting position.
- the the Pre-package supporting frame 27 is corresponding withdrawn.
- the stop fork 15 is also withdrawn.
- the booklet layers 4 through the piston-cylinder unit 10 prestressed vibrating carpet 6 in a known manner introduced and positioned.
- the support fork 14 supports this Package and moves in a known manner with a Speed which is the speed of packet formation equivalent.
- the pulse controls the following steps to disconnect the packet on: via the control valve 21 causes the piston-cylinder unit 20 the swinging out of the vibrating carpet 6 in the open position, see Figure 2.
- the frame 27 moves with a quick run to the package 42 and the towering part of the stop wedges 40, 41 lies on lower, free edge of the last booklet position 4a of the package 42 on.
- opening the carpet 6 there can be a large space form to accommodate the incoming booklet layers.
- At her Downward movement therefore slides the stapling 4b, the comes immediately after the booklet position 4a, over the separating wedges away and away from the booklet position 4a.
- While the frame 27 carrying the prepackage Moving the formation of the prepackage further leads the frame 35 the finished package 42 to the downstream treatment station, for example a station, not shown, where after attaching the end flaps, the package is pressed and is tied down.
- the rack 35 runs back quickly in a known manner, the tines 32, 33 retract the stop fork 15 and then the Tines 30, 31 of the support fork 14 against the first stitch position 4b of the prepackage come to the plant, which is known to be the floor of the package being formed. Now they are driving Prongs 22, 23 of the separating blade 13 back and at their Backward movement push the stop wedges 40, 41, Figure 1, in the packet formation route.
- the length of the package give determining packet separation pulse.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Pile Receivers (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Description
Der Stapler ist ausserdem mit einer Trennschaufel 13, einer Stützgabel 14 und einer Anschlaggabel 15 des fertigen Pakets ausgerüstet, siehe Figur 4, wobei die Trennschaufel 13 und die Stütz- und Anschlaggabeln 14, 15 auf bekannte und nicht weiter dargestellte Weise zurückziehbar sind. Die Trennschaufel 13 einerseits und die Gabeln 14 und 15 anderseits stehen mit bekannten, nicht weiter dargestellten Verstellmitteln in Wirkverbindung. Mit den Bezugszeichen 17 und 18 sind ein Auflagenzähler bzw. ein Geradeleger des oberen Randes der Heftlagen bezeichnet. Die bekannten Stapler weisen ausserdem eine Vorrichtung zum zeitweiligen Anhalten des Heftlagenstromes 3 zur Erzeugung von Unterbrechungsstellen im kontinuierlichen Heftlagenstrom 3 auf. Solche Mittel bestehen zum Beispiel aus einer Pressbacke, die an jeder beliebigen Stelle des Förderweges des Heftlagenstromes vorgesehen werden kann.
Claims (5)
- Verfahren zum Trennen von Heftlagenpaketen (42) in Staplern (1), enthaltend:zum Beispiel in waagerechten Staplern, dadurch gekennzeichnet, dass es folgende Schritte umfasst:einen Schwingteppich (6), der am Ende (5) eines Heftlagenförderweges zum Ausziehen der zugeführten Heftlagen (4) angeordnet ist, sowie, unterhalb einer Paketbildungsstrecke (12) angeordnet,eine mit Verstellmitteln versehene, zurückziehbare Trennschaufel (13), undeine Paketstützgabel (14) und eine Paketanschlaggabel (15), die beide zurückziehbar und mit Verstellmitteln versehen sind,einen Schritt, bei dem die Heftlagen (4) in einem kontinuierlichen Strom (3) zur Paketbildung zugeführt werden undeinen Schritt, bei dem die Pakete (42) getrennt werden, indem sich der Schwingteppich (6) mit einem jähen Ausschwenken öffnet und das fertige Paket (42) gegen die auf den unteren freien Rand der letzten Heftlage (4a) des gebildeten Pakets (42) wirkende Trennschaufel (13) mechanisch anschlägt,einen Schritt, bei dem die Trennschaufel und die Anschlaggabel (15) des fertigen Pakets (42), die in einer Ebene liegen, gleichzeitig zwischen die letzte Heftlage des fertigen Pakets (42) und die erste Heftlage des nachfolgenden Vorpakets (43) eingeschoben werden,einen Schritt, bei dem der Schwingteppich (6) in Schließstellung eingeschwenkt wird, wonach die bekannten Vorgänge erfolgen, bei denen das Vorpaket (43) gebildet wird und das Paket (42) zur nachgeschalteten Behandlungsstation gefördert wird, die Stützgabel (14) und die Anschlaggabel (15) zurückfahren, die Stützgabel (14) auf die erste Heftlage (4b) des in Bildung begriffenen Vorpakets (43) zur Anlage kommt und die zurückgezogene Trennschaufel (13) in die Ausgangsstellung zurückführt,wobei die teilweise Einführung der Trennschaufel in die Paketbildungsstrecke (12), um das fertige Paket (42) mechanisch anzuhalten, auf einer Höhe stattfindet, die unterhalb des unteren, freien Randes der letzten Heftlage des fertigen Pakets (42) liegt.
- Verfahren nach Anspruch 1, beim dem die teilweise Einführung der Trennschaufel (13) in die Paketbildungsstrecke und das mechanische Anhalten des fertigen Pakets über Trennkeile (40,41) erfolgen, die in den Zinken (22,23) der Trennschaufel (13) so gelagert sind, dass ihre senkrechte Bewegung während der Aus- und Zurückziehbewegung angesteuert wird.
- Stapler, zum Beispiel waagerechter Stapler (1) zur Durchführung des Verfahrens nach Anspruch 1 und 2, der im wesentlichen eine Paketbildungsstreck (12), auf der der der Heftlagenstromes (3) über einen Bildungs- und Förderweg der Pakete (42) dem Paketbildungsbereich zugeführt wird, einen Schwingteppich (6) zum Ausziehen der Heftlagen (4), eine Paketstützgabel (14) und eine Paketanschlaggabel (15), die beide zurückziehbar und Verstellmitteln zugeordnet sind, sowie eine ebenfalls Verstellmitteln zugeordnete, zurückziehbare Trennschaufel (13),
wobei die Gabeln (14,15) und die Schaufel (13) mit Antriebsvorrichtungen zur Herstellung eines Vorpakets (43) bzw. des vollendeten Pakets (42) in Wirkverbindung stehen, sowie einen Auflagenzähler (17) oder dgl. aufweist, dadurch gekennzeichnet, dass dem Schwingteppich (6) eine Vorrichtung (20) zugeordnet ist, die das Schwenken des Schwingteppichs (6) in Öffnungs- und in Schliesstellung auslöst, dass an den Zinken (22, 23) der Trennschaufel (13) Anschlagkeile (40, 41) verschiebbar angeordnet sind, die mit Führungsnocken in Wirkverbindung stehen und zwischen eine obere Stellung, in der sie in die Paketbildungsstrecke (12) des Pakets (42) vor der Ankunftsstelle der Heftlagen (4) ragen, und eine zurückgezogene Stellung beweglich sind, dass die Trennschaufel (13) an einem das Vorpaket (43) tragenden Gestell (27) angeordnet ist, das unterhalb der Paketbildungsstrecke (12) hin- und herbeweglich gelagert ist, dass die Stützgabel (14) und die Anschlaggabel (15) an einem das Paket (42) tragenden Gestell (35) angeordnet sind, das unterhalb der Paketbildungsstrecke (12) hin- und herbeweglich gelagert ist, und dass während des Trennvorganges des Pakets (42) die Trennkeile (40, 41) gegen den unteren, freien Rand der letzten Heftlage (4a) des zu trennenden Pakets (42) anliegen und die Trennschaufel (13) zusammen mit der Anschlaggabel (15) in der gleichen senkrechten Ebene zwischen der letzten Heftlage (4a) des zu trennenden Pakets (42) und der ersten Heftlage (4b) des anstehenden Vorpakets (43) liegt. - Stapler nach Anspruch 3, dadurch gekennzeichnet, dass das, das Vorpaket (43) tragende Gestell (27) und das, das fertige Paket (42) tragende Gestell (35) plattenförmig ausgebildet sind und in einem Tragholm verschiebbar gelagert sind, der einen Riemen der Paketbildungsstrecke (12) trägt.
- Stapler nach Anspruch 3, dadurch gekennzeichnet, dass die mit den Trennkeilen (40, 41) der Trennschaufel (13) zusammenarbeitenden Führungsnocken aus plattenförmigen, am Rahmen (2) des Staplers (1) befestigten Nocken bestehen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMI950907 | 1995-05-05 | ||
| ITMI950907A IT1274434B (it) | 1995-05-05 | 1995-05-05 | Procedimento per separare pacchi di segnature in impilatori ed impilatore per l'esecuzione del procedimento |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0741101A2 EP0741101A2 (de) | 1996-11-06 |
| EP0741101A3 EP0741101A3 (de) | 1997-07-30 |
| EP0741101B1 true EP0741101B1 (de) | 2002-01-09 |
Family
ID=11371538
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96107015A Expired - Lifetime EP0741101B1 (de) | 1995-05-05 | 1996-05-03 | Verfahren zum Trennen von Heftlagenpaketen in Staplern und Stapler zum Durchführen des Verfahrens |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0741101B1 (de) |
| DE (1) | DE59608547D1 (de) |
| DK (1) | DK0741101T3 (de) |
| ES (1) | ES2169171T3 (de) |
| IT (1) | IT1274434B (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021109361A1 (de) | 2021-04-14 | 2022-10-20 | Sig Technology Ag | Vorrichtung und Verfahren zum Gruppieren von Packungsmänteln |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2777876B1 (fr) * | 1998-04-24 | 2000-06-30 | Realisations Etudes Et Commerc | Dispositif d'empilage et de transfert de cahiers imprimes sous forme de cartouches |
| FR2788261B1 (fr) * | 1999-01-08 | 2001-03-23 | Realisations Etudes Et Commerc | Dipositif d'empilage de cahiers sous forme de cartouches |
| EP1405809B1 (de) * | 2002-10-02 | 2009-07-01 | Müller Martini Holding AG | Einrichtung zur Herstellung von Stapelpaketen |
| FR2856391B1 (fr) * | 2003-06-20 | 2005-08-19 | Recmi Ind | Dispositif automatique d'empilage horizontal et de transfert de cahiers sous forme de cartouches de cahiers empiles |
| EP2316767B1 (de) * | 2009-11-03 | 2012-08-29 | Müller Martini Holding AG | Verfahren und Vorrichtung zum Herstellen von Stapeln aus Druckprodukten |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1163666A (en) * | 1967-03-15 | 1969-09-10 | Kartonagenmaschinenwerk Kama V | Device for Grouping Folding Cartons or the like. |
| GB1303135A (de) * | 1970-02-25 | 1973-01-17 | ||
| US4172531A (en) * | 1975-12-29 | 1979-10-30 | Grapha-Holding Ag | Apparatus for transforming a stream of overlapping paper sheets into a staple of sheets |
| US4772003A (en) * | 1987-02-24 | 1988-09-20 | Dainihon Insatsu Kabushiki Kaisha | Apparatus for stacking signatures or the like |
-
1995
- 1995-05-05 IT ITMI950907A patent/IT1274434B/it active IP Right Grant
-
1996
- 1996-05-03 ES ES96107015T patent/ES2169171T3/es not_active Expired - Lifetime
- 1996-05-03 EP EP96107015A patent/EP0741101B1/de not_active Expired - Lifetime
- 1996-05-03 DE DE59608547T patent/DE59608547D1/de not_active Expired - Fee Related
- 1996-05-03 DK DK96107015T patent/DK0741101T3/da active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021109361A1 (de) | 2021-04-14 | 2022-10-20 | Sig Technology Ag | Vorrichtung und Verfahren zum Gruppieren von Packungsmänteln |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0741101A3 (de) | 1997-07-30 |
| DK0741101T3 (da) | 2002-04-29 |
| ITMI950907A0 (it) | 1995-05-05 |
| EP0741101A2 (de) | 1996-11-06 |
| IT1274434B (it) | 1997-07-17 |
| ES2169171T3 (es) | 2002-07-01 |
| DE59608547D1 (de) | 2002-02-14 |
| ITMI950907A1 (it) | 1996-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0187344B1 (de) | Verfahren und Vorrichtung zum Herstellen einzelner, aus einer zickzackförmig gefalteten Materialbahn bestehender Stapel | |
| DE69317051T2 (de) | Speicher für bögen mit zurückziehbarer rampe | |
| DE3611369C2 (de) | Vorrichtung zum Stapeln von Bögen und zum Weitergeben des Stapels | |
| CH652106A5 (de) | Verfahren und vorrichtung zum bilden von einzelnen stapeln aus einer endlosen bahn. | |
| EP0189090A2 (de) | Vorrichtung zum Falzen von Materialbahnen | |
| EP0208081A1 (de) | Verfahren und Vorrichtung zum Öffnen von ausserhalb der Mitte gefalteten Druckprodukten | |
| EP0575707B1 (de) | Verfahren zum Abstapeln einzelner Bleche von einem Blechstapel und Vorrichtung zur Durchführung des Verfahrens | |
| DE10214684A1 (de) | Fördereinrichtung und Verfahren zur Überführung von Stapeln aus Papier oder dgl. auf einen Abtransportförderer | |
| EP0362740B1 (de) | Verfahren und Vorrichtung zum Herstellen und Abtransportieren von Stapeln aus Folienabschnitten | |
| DE3126807A1 (de) | Stangenstapler fuer gefalzte druckbogen | |
| CH680363A5 (de) | ||
| DE2310021A1 (de) | Einrichtung zum empfangen und trennen von ausschnitten | |
| EP1405809B1 (de) | Einrichtung zur Herstellung von Stapelpaketen | |
| CH648261A5 (de) | Vorrichtung zum herausloesen von mittels eines foerderers gefoerderten druckprodukten aus dem foerderstrom. | |
| EP0741101B1 (de) | Verfahren zum Trennen von Heftlagenpaketen in Staplern und Stapler zum Durchführen des Verfahrens | |
| EP0392139A2 (de) | Vorrichtung zum riesweisen Ablegen von Bögen, insbesondere Papierbögen, auf einen Stapel | |
| EP0418529A2 (de) | Vorrichtung für den dreiseitigen Beschnitt von Druckexemplaren | |
| CH620883A5 (en) | Device for stacking drums provided with stacking grooves | |
| DE102008024599A1 (de) | Vorrichtung zur Bildung von Stapelpaketen | |
| EP0240691B1 (de) | Verfahren zum Umsetzen eines kontinuierlichen Stroms von Papierbogen in Pakete | |
| EP2323938B1 (de) | Sammel- und transportvorrichtung für durch blattlagen gebildete stapel | |
| DE102005045864B4 (de) | Verpackungsanlage und Verpackungsverfahren | |
| EP1050463B1 (de) | Umreifungsmaschine zum Umreifen eines Gutstapels | |
| DE2642265B2 (de) | Vorrichtung zum Stapeln miteinander verklebter flächenförmiger Textilstücke | |
| DE3227973A1 (de) | Verfahren und vorrichtung zum ausrichten der bogen eines stapels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE CH DE DK ES FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 19970430 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE CH DE DK ES FR GB IT LI NL |
|
| 17Q | First examination report despatched |
Effective date: 19991110 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CIVIEMME S.P.A. |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE DK ES FR GB IT LI NL |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59608547 Country of ref document: DE Date of ref document: 20020214 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FREI PATENTANWALTSBUERO |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020404 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020522 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020523 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020524 Year of fee payment: 7 Ref country code: ES Payment date: 20020524 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20020527 Year of fee payment: 7 Ref country code: BE Payment date: 20020527 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20020528 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020604 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2169171 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030531 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030531 |
|
| BERE | Be: lapsed |
Owner name: *CIVIEMME S.P.A. Effective date: 20030531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031201 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031202 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20030503 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040130 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20031201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050503 |