EP0739845A2 - Verfahren zum Steuern der Bewegung eines einer Fensterfalztasche eines Taschenfalzwerkes zugeordneten Umlenkelements - Google Patents
Verfahren zum Steuern der Bewegung eines einer Fensterfalztasche eines Taschenfalzwerkes zugeordneten Umlenkelements Download PDFInfo
- Publication number
- EP0739845A2 EP0739845A2 EP96106445A EP96106445A EP0739845A2 EP 0739845 A2 EP0739845 A2 EP 0739845A2 EP 96106445 A EP96106445 A EP 96106445A EP 96106445 A EP96106445 A EP 96106445A EP 0739845 A2 EP0739845 A2 EP 0739845A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- folding
- movement
- deflecting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 15
- 238000001514 detection method Methods 0.000 claims description 17
- 230000006835 compression Effects 0.000 claims description 5
- 238000007906 compression Methods 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 230000004888 barrier function Effects 0.000 description 12
- 238000006073 displacement reaction Methods 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
- B65H45/147—Pocket-type folders folding rollers therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
- B65H45/148—Pocket-type folders diverters therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/11—Length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/50—Timing
Definitions
- the invention relates to a method for controlling the movement of a deflection element assigned to a window folding pocket of a pocket folding mechanism between a deflection position in which the front end of the deflection element projects into the stowage space of the window folding pocket provided with a bow stop, and a rest position in which the deflection element the inlet of the window folding pocket releases.
- a pocket folding mechanism is known from DE 24 17 750 C2, in which a first light barrier in the penultimate folding pocket and a second light barrier in the last folding pocket, ie the window folding pocket, are arranged to control the deflecting element.
- the first light barrier is arranged to be adjustable in the longitudinal direction of the penultimate folding pocket, as a result of which the time can be set at which the sheet to be folded triggers a signal from the first light barrier.
- the second light barrier is also arranged on the window rebate pocket so that it can be adjusted lengthways.
- the first light barrier is set so that the displacement of the deflecting element into its deflecting position, in which its free end projects into the stowage space, is terminated when the sheet entering the window folding pocket reaches the sheet stop in the window folding pocket.
- the deflection member remains in the deflection position until, as a result of an impulse from the second light barrier, the movement into the retracted rest position is triggered.
- the pocket folding unit it is very difficult to position the first and the second light barrier in such a way that the switching element is switched exactly at the right times.
- the setting is made based on the experience of a machine operator by moving the light barriers in the longitudinal direction of the corresponding folding pocket. Since the light barriers are very difficult to access and the course of the sheet within the pocket folding unit is difficult to observe, the pocket folding unit can only be adjusted with a great deal of time.
- the positioning of the light barriers is only optimal for a certain running speed of the folding machine. If the running speed of the folding machine is changed, the light barriers must be reset.
- the invention has for its object to provide a method for controlling the movement of a deflecting element associated with a window folding pocket of a pocket folding unit, which enables a rapid adaptation of the movement of the deflecting element to different machine speeds and different window fold products.
- the method according to the invention enables a precise switching of the deflection element as a function of the sheet length, the sheet speed and the previously set path of the sheet in the pocket folding unit.
- the switching times of the deflecting element can be calculated automatically by means of a microprocessor control provided with suitable software on the basis of the measured sheet length, the sheet speed and the first and second sheet paths.
- Machine constants for the arc path length can be stored in the microprocessor at the factory. To adapt to the corresponding window rebate product, the machine operator only has to enter the individual rebate lengths in the microprocessor.
- An even more precise control of the deflecting element can be achieved by additionally entering parameters for the slippage of the sheet on the folding rollers, any loop formation of the sheet in the compression spaces and the switching duration of the deflecting element.
- both the distance of the sheet from the sheet stop of the window folding pocket at the point in time at which the deflecting element reaches the deflecting position and the distance between the rear edge and the front edge of the sheet from the pair of folding rollers at the point in time, at which the deflection element is moved into the rest position, can be selected.
- the path of the sheet can preferably be measured by a displacement sensor formed by an incremental encoder, which is connected to a drive element of the folding machine.
- the incremental encoder passes the microprocessor control pulse signals, each of which has a specific path Bow is assigned.
- the arc speed is calculated in the microprocessor on the basis of the time intervals between the pulses.
- a sheet sensor is advantageously arranged at the detection location, which detects the passage of the leading edge and the trailing edge of the sheet and forwards corresponding signals to the microprocessor control.
- the microprocessor control can use the measured sheet speed and the time interval between the detection of the leading edge and the detection of the trailing edge of the sheet to determine the sheet length.
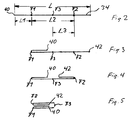
- the pocket folding mechanism shown in FIG. 1 is used in particular to fold a sheet 34 into a window fold, as is shown in FIGS. 2 to 5.
- the sheet 34 is first folded around a first folding line F1, which is at a distance L1 from the front edge 40 of the bow 34 is located.
- the second fold is made around a second fold line F2, which has a distance L2 from the first fold line.
- a fold line F3 is arranged between the first fold line F1 and the second fold line F2, which is at a distance L3 from the second fold line F2.
- the pocket folding mechanism shown in FIG. 1 has six folding rollers 10, 12, 14, 16, 18, 20, which are arranged one after the other in the direction of travel of the sheet 34 and have the same diameter.
- the folding rollers 10 and 12, 14 and 16 and 18 and 20 form an essentially horizontal nip, whereas an essentially vertical roller nip is formed between the folding rollers 12 and 14 and 16 and 18.
- a first folding pocket 22 and a second folding pocket 24, respectively, protrude from above into the compression space formed by the folding rollers 10, 12 and 14 and into the compression space formed by the folding rollers 14, 16 and 18.
- In the folding space 16 18 and 20 formed compression space projects from below a window fold pocket 26.
- a horizontal take-over surface 32 ends in front of the nip between the folding rollers 10, 12.
- a sheet sensor 36 is provided above the take-over surface for detecting the front edge 40 and the rear edge 42 of a sheet 34 conveyed on the take-over surface 32.
- the window folding pocket 26 is assigned a deflection element 30 which is guided so as to be displaceable in the longitudinal direction of the window folding pocket 26.
- the deflection element 30 can be moved, for example, by means of a solenoid drive (not shown) between a deflection position (solid line) and an inoperative position (dashed line).
- the deflection point 31 facing the stuffer box The end of the deflecting element 30 is designed such that in the deflecting position of the deflecting element 30 an unfolding of the folding flaps of a window rebate is prevented until the front edge 40 and the rear edge 42 of the folded sheet have passed through the nip between the last folding rollers 18, 20.
- a displacement sensor 38 is coupled to the first folding roller 10 and generates a pulse signal for each unit rotation angle of the folding roller 10.
- a control by a microprocessor 39 is provided for controlling the movement of the deflection element 30 between the deflection position and the rest position by the solenoid drive.
- the manufacturer specifies the length W0 of the partial arcs of the outer circumference of the folding rollers 12, 14, 16, 18 between the tangential contact points Q1, Q2, Q3, Q4, Q5 of the folding rollers 10, 12 and 12, 14, of the folding rollers 12, 14 and 14, 16, the folding rollers 14, 16 and 16, 18 and the folding rollers 16, 18 and 18, 20 stored.
- the distance W1 between the detection location of the sensor 36 and the tangential contact point Q1 of the folding rollers 10, 12 is also stored in the microprocessor 39.
- the switching times T1 and T2 for the movement of the deflection element 30 from the rest position into the deflection position or from the deflection position into the rest position are stored in the microprocessor 39.
- the microprocessor 39 also receives the pulse signals from the displacement sensor 38, whereby it assigns each pulse signal a certain distance that the sheet 34 travels between the folding rollers 10 and 12. Based on the time difference between each The microprocessor 39 determines pulse signals the peripheral speed between the folding rollers 10 and 12, which corresponds to the sheet speed v of the sheet 34 on the transfer table 32.
- the fold lengths L1, L2 and L3 are entered by the machine operator, with which the sheet 34 with the aid of the first fold pocket 22 (FIG. 3), the second fold pocket 24 (FIG. 4) and the window fold pocket 26 ( Fig. 5) is folded to the finished window rebate product. If necessary, a value C can be entered to correct a loop formation in the stowage spaces due to the paper quality.
- the deflecting element 30 should be in the deflecting position shortly before the arch 34 hits the arch stop 28.
- the distance F that the sheet 34 should have from the sheet stop 28 when the deflection element 30 reaches the deflection position can also be entered into the microprocessor 39 by the machine operator as a correction factor.
- the switching time S2 for the movement of the deflecting element 30 from the deflecting position into the rest position is determined in a similar manner.
- the machine operator can additionally enter a value E into the microprocessor which compensates for the slip which the leading edge 40 and the trailing edge 42 can experience when passing through the folding rollers 18, 20 due to the necessary loose adjustment of the folding rollers 18, 20.
- the microprocessor 39 calculates the time between the time t 0 of the detection of the leading edge 40 and the point in time when the leading edge 40 is in the nip between the folding rollers 18 and 20 is located.
- the microprocessor 39 also calculates on the basis of the values W1, W0, L1, L2, L3 C and E as well as the determined arc length L the time between the time t 0 and the time at which the rear edge 42 is in the contact point Q5 of the nip of the folding rollers 18 and 20.
- the larger of the two time periods is then used by the microprocessor 39 as the time period for calculating the switching time S2 for the movement of the deflection element 30 from the deflection position into the rest position, in order to ensure that both the front edge 40 and the rear edge 42 of the sheet are switched over 34 have passed through the folding rollers 18, 20.
- the control of the deflection element 30 can be easily adapted to a new window rebate with different fold lengths L1, L2 and L3 by entering the new fold lengths into the microprocessor 39.
- the microprocessor 39 then automatically calculates the new switching times S1 and S2, which are required for an exact switching of the deflection element 30.
- a value for example L1 can be entered instead of the values L1, L2 and L3.
- the other values are automatically calculated by the microprocessor 39.
- New switching times S1 and S2 are automatically determined by the microprocessor 39 even when the sheet speed v changes.
- the microprocessor control also makes it possible, by means of a suitable algorithm, to independently calculate and set the minimum sheet spacing AB of two successive sheets 34, depending on the type of fold selected.
- the minimum distance is 2cm.
- Correction values F, E, C are used in the individual calculations, which take into account the slip between the individual pairs of folding rollers, the reaction time of the switching drives or the formation of loops.
- the switching times were determined using time units from the detection of the leading edge of the sheet. However, the calculation can also be carried out using incremental distances.
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Steuern der Bewegung eines einer Fensterfalztasche eines Taschenfalzwerkes zugeordneten Umlenkelements zwischen einer Umlenkstellung, in der das vordere Ende des Umlenkelements in den Stauchraum der mit einem Bogenanschlag versehenen Fensterfalztasche ragt, und einer Ruhestellung, in der das Umlenkelement den Einlauf der Fensterfalztasche freigibt.
- Aus der DE 24 17 750 C2 ist ein Taschenfalzwerk bekannt, bei dem zur Steuerung des Umlenkelements eine erste Lichtschranke in der vorletzten Falztasche und eine zweite Lichtschranke in der letzten Falztasche, d.h. der Fensterfalztasche, angeordnet sind. Die erste Lichtschranke ist in Längsrichtung der vorletzten Falztasche verstellbar angeordnet, wodurch der Zeitpunkt eingestellt werden kann, zu dem der zu falzenden Bogen ein Signal der ersten Lichtschranke auslöst. Die zweite Lichtschranke ist an der Fensterfalztasche ebenfalls in Längsrichtung verstellbar angeordnet. Die erste Lichtschranke ist so eingestellt, daß die durch ihr Signal ausgelöste Verschiebung des Umlenkelementes in die Umlenkstellung, in der ihr freies Ende in den Stauchraum ragt, gerade dann beendet ist, wenn der in die Fensterfalztasche einlaufende Bogen den Bogenanschlag in der Fensterfalztasche erreicht. Das Umlenkglied bleibt so lange in der Umlenkstellung, bis infolge eines Impulses der zweiten Lichtschranke die Bewegung in die zurückgezogene Ruhestellung ausgelöst wird.
- Es ist bei dem bekannten Taschenfalzwerk sehr schwierig, die erste und die zweite Lichtschranke so zu positionieren, daß ein exaktes Umschalten des Umschaltelementes zu den richtigen Zeitpunkten stattfindet. Die Einstellung erfolgt anhand der Erfahrung eines Maschinenbedieners durch Verschiebung der Lichtschranken in Längsrichtung der entsprechenden Falztasche. Da die Lichtschranken sehr schlecht zugänglich sind und auch der Ablauf des Bogens innerhalb des Taschenfalzwerks schwer zu beobachten ist, ist eine Einstellung des Taschenfalzwerkes nur mit sehr großem Zeitaufwand möglich. Darüber hinaus ist die Positionierung der Lichtschranken nur für eine bestimmte Laufgeschwindigkeit der Falzmaschine optimal. Falls die Laufgeschwindigkeit der Falzmaschine geändert wird, muß eine neue Einstellung der Lichtschranken vorgenommen werden.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zur Steuerung der Bewegung eines einer Fensterfalztasche eines Taschenfalzwerkes zugeordneten Umlenkelements zu schaffen, das eine schnelle Anpassung der Bewegung des Umlenkelements an unterschiedliche Maschinengeschwindigkeiten und verschiede Fensterfalzprodukte ermöglicht.
- Diese Aufgabe wird durch das Verfahren von Patentanspruch 1 gelöst.
- Vorteilhafte Ausführungsarten des erfindungsgemäßen Verfahrens sind Gegenstand der Patentansprüche 2 bis 8.
- Das erfindungsgemäße Verfahren ermöglicht eine genaue Schaltung des Umlenkelements in Abhängigkeit von der Bogenlänge, der Bogengeschwindigkeit und des vorher eingestellten Weges des Bogens in dem Taschenfalzwerk.
- Eine Anbringung von schwer zugänglichen Bogensensoren an den Falztaschen ist nicht erforderlich. Die Schaltzeitpunkte des Umlenkelements können mittels einer mit einer geeigneten Software versehenen Mikroprozessorsteuerung automatisch anhand der gemessenen Bogenlänge, der Bogengeschwindigkeit und der ersten und zweiten Bogenwege berechnet werden.
- Maschinenkonstanten für die Bogenweglänge können in dem Mikroprozessor werksseitig abgelegt werden. Zur Anpassung an das entsprechende Fensterfalzprodukt müssen durch den Maschinenbediener nur noch die einzelnen Falzlängen in den Mikroprozessor eingegeben werden.
- Eine noch präzisere Steuerung des Umlenkelements läßt sich dadurch erreichen, daß zusätzlich Parameter für den Schlupf des Bogens an den Falzwalzen, eine etwaige Schlaufenbildung des Bogens in den Stauchräumen und die Schaltdauer des Umlenkelements eingegeben werden.
- Darüber hinaus kann noch die Möglichkeit vorgesehen werden, daß sowohl der Abstand des Bogens von dem Bogenanschlag der Fensterfalztasche zu dem Zeitpunkt, an dem das Umlenkelement die Umlenkstellung erreicht, als auch der Abstand der Hinterkante und der Vorderkante des Bogens von dem Falzwalzenpaar zu dem Zeitpunkt, an dem das Umlenkelement in die Ruhestellung bewegt wird, wählbar sind.
- Der Weg des Bogens läßt sich vorzugsweise durch einen von einem Inkrementalgeber gebildeten Wegfühler messen, der mit einem Antriebselement der Falzmaschine verbunden ist. Der Inkrementalgeber übergibt der Mikroprozessorsteuerung Impulssignale, denen jeweils ein bestimmter Weg des Bogens zugeordnet wird. Anhand der Zeitintervalle zwischen den Impulsen wird in dem Mikroprozessor die Bogengeschwindigkeit errechnet.
- An dem Erfassungsort ist vorteilhafterweise ein Bogensensor angeordnet, der den Durchlauf der Vorderkante und der Hinterkante des Bogens erfaßt und entsprechende Signale an die Mikroprozessorsteuerung weitergibt. Die Mikroprozessorsteuerung kann anhand der gemessenen Bogengeschwindigkeit und dem Zeitintervall zwischen der Erfassung der Vorderkante und der Erfassung der Hinterkante des Bogens die Bogenlänge ermitteln.
- Ein Ausführungsbeispiel wird nachstehend anhand der Zeichnungen näher erläutert. Es zeigt:
- Fig. 1
- schematisch eine Seitenansicht eines Taschenfalzwerks;
- Fig. 2
- eine Seitenansicht eines zu einem Fensterfalz zu falzenden Bogens;
- Fig. 3
- den Bogen von Fig. 2 nach einer ersten Falzung;
- Fig. 4
- den Bogen von Fig. 2 nach einer zweiten Falzung;
- Fig. 5
- den Bogen von Fig. 2 nach einer dritten Falzung.
- Das in Fig. 1 gezeigte Taschenfalzwerk dient insbesondere zur Falzung eines Bogens 34 zu einem Fensterfalz, wie er in den Fig. 2 bis 5 gezeigt ist.Der Bogen 34 wird zunächst um eine erste Falzlinie F1 gefalzt, die sich in einem Abstand L1 zur Vorderkante 40 des Bogens 34 befindet. Die zweite Falzung erfolgt um eine zweite Falzlinie F2, die von der ersten Falzlinie einen Abstand L2 hat. Schließlich wird noch um eine zwischen der ersten Falzlinie F1 und der zweiten Falzlinie F2 angeordneten Falzlinie F3 gefalzt, die von der zweiten Falzlinie F2 den Abstand L3 hat.
- Das in Fig. 1 gezeigte Taschenfalzwerk weist sechs Falzwalzen 10, 12, 14, 16, 18, 20 auf, die in Durchlaufrichtung des Bogens 34 nacheinander angeordnet sind und den gleichen Durchmesser aufweisen. Die Falzwalzen 10 und 12, 14 und 16 sowie 18 und 20 bilden einen im wesentlichen horizontalen Walzenspalt, wohingegen zwischen den Falzwalzen 12 und 14 sowie 16 und 18 ein im wesentlichen vertikaler Walzenspalt gebildet ist. In den von den Falzwalzen 10, 12 und 14 gebildeten Stauchraum und in den von den Falzwalzen 14, 16 und 18 gebildeten Stauchraum ragt von oben her jeweils eine erste Falztasche 22 bzw. eine zweite Falztasche 24. In den von den Falzwalzen 16, 18 und 20 gebildeten Stauchraum ragt von unten her eine Fensterfalztasche 26.
- Eine horizontale Übernahmefläche 32 endet vor dem Walzenspalt zwischen den Falzwalzen 10, 12. Oberhalb der Übernahmefläche ist ein Bogensensor 36 zur Erfassung der Vorderkante 40 und der Hinterkante 42 eines auf der Übernahmefläche 32 beförderten Bogens 34 vorgesehen.
- Der Fensterfalztasche 26 ist ein Umlenkelement 30 zugeordnet, das in Längsrichtung der Fensterfalztasche 26 verschiebbar geführt ist. Das Umlenkelement 30 ist beispielsweise mittels eines Solenoidantriebs (nicht gezeigt) zwischen einer Umlenkstellung (durchgezogene Linie) und einer Ruhestellung (gestrichelte Linie) bewegbar. Die dem Stauchraum zugewandte Umlenkstelle 31 am Ende des Umlenkelements 30 ist so ausgebildet, daß in der Umlenkstellung des Umlenkelements 30 ein Aufklappen der Falzklappen eines Fensterfalzes so lange verhindert wird, bis die Vorderkante 40 und die Hinterkante 42 des gefalzten Bogens den Walzenspalt zwischen den letzten Falzwalzen 18, 20 durchlaufen haben.
- Mit der ersten Falzwalze 10 ist ein Wegfühler 38 gekoppelt, der pro Einheitsdrehwinkel der Falzwalze 10 ein Impulssignal erzeugt.
- Für die Steuerung der Bewegung des Umlenkelements 30 zwischen der Umlenkstellung und der Ruhestellung durch den Solenoidantrieb ist eine Steuerung durch einen Mikroprozessor 39 vorgesehen.
- In dem Mikroprozessor 39 ist vom Hersteller die Länge W0 der Teilkreisbögen des Außenumfangs der Falzwalzen 12, 14, 16, 18 zwischen den tangentialen Berührungspunkten Q1, Q2, Q3, Q4, Q5 der Falzwalzen 10,12 und 12, 14, der Falzwalzen 12, 14 und 14, 16, der Falzwalzen 14, 16 und 16, 18 sowie der Falzwalzen 16, 18 und 18, 20 gespeichert. In dem Mikroprozessor 39 ist auch der Abstand W1 zwischen dem Erfassungsort des Sensors 36 und dem tangentialen Berührungspunkt Q1 der Falzwalzen 10,12 gespeichert. Außerdem sind in dem Mikroprozessor 39 die meßtechnisch ermittelten Schaltdauern T1 und T2 für die Bewegung des Umlenkelements 30 aus der Ruhestellung in die Umlenkstellung bzw. aus der Umlenkstellung in die Ruhestellung hinterlegt. Der Mikroprozessor 39 empfängt darüber hinaus die Impulssignale des Wegfühlers 38, wobei er jedem Impulssignal eine bestimmte Wegstrecke zuordnet, die der Bogen 34 zwischen den Falzwalzen 10 und 12 zurücklegt. Anhand der Zeitdifferenz zwischen den einzelnen Impulssignalen bestimmt der Mikroprozessor 39 die Umfangsgeschwindigkeit zwischen den Falzwalzen 10 und 12, die der Bogengeschwindigkeit v des Bogens 34 auf dem Übernahmetisch 32 entspricht.
- Der Mikroprozessor 39 empfängt außerdem zu einem Zeitpunkt t0 von dem Bogensensor 36 das Erfassungssignal der Vorderkante 40 des Bogens 34 und zu einem Zeitpunkt t1 das Erfassungssignal der Hinterkante des Bogens 34. Durch Multiplikation der Zeitdifferenz

- Durch den Maschinenbediener werden die Falzlängen L1, L2 und L3 (siehe Fig. 2) eingegeben, mit der der Bogen 34 mit Hilfe der ersten Falztasche 22 (Fig. 3), der zweiten Falztasche 24 (Fig. 4) und der Fensterfalztasche 26 (Fig. 5) zu dem fertigen Fensterfalzprodukt gefalzt wird. Falls erforderlich, kann ein Wert C zur Korrektur einer aufgrund der Papierqualität auftretenden Schlaufenbildung in den Stauchräumen eingegeben werden.
- Das Umlenkelement 30 soll sich kurz vor Auftreffen des Bogens 34 an dem Bogenanschlag 28 in der Umlenkstellung befinden. Der Abstand F, den der Bogen 34 vom Bogenanschlag 28 haben soll, wenn das Umlenkelement 30 die Umlenkstellung erreicht, kann vom Maschinenbediener als Korrekturfaktor ebenfalls in den Mikroprozessor 39 eingegeben werden.
- Der Mikroprozessor 39 rechnet dann anhand der Werte W0, W1, L1, L2, L3 und C mittels folgender Formel die Wegstrecke BW, die die dritte Falzlinie F3 des Bogens 34 von der Erfassung der Vorderkante 40 an bis zu dem Zeitpunkt zurücklegt, an dem sie sich an der Umlenkstelle 31 des in der Umlenkstellung angeordneten Umlenkelementes 30 befindet, d.h der Bogen 34 am Bogenanschlag 28 anschlägt:

- W1:
- Weg zwischen dem Erfassungsort des Sensors 36 und dem tangentialen Berührungspunkt Q1 des ersten Falzwalzenpaares 10, 12
- W0:
- Länge der einzelnen Teilkreisbögen des Außenumfangs der Falzwalzen 12, 14, 16, 18 zwischen den tangentialen Berührungspunkten Q1, Q2, Q3, Q4 der Falzwalzen 10,12 und 12, 14, der Falzwalzen 12, 14 und 14, 16, der Falzwalzen 14, 16 und 16, 18 sowie der Falzwalzen 16, 18 und 18, 20.
- L1:
- Abstand zwischen Vorderkante 40 und erster Falzlinie F1 (Einstellung der ersten Falztasche 22),
- L2:
- Abstand erster Falzlinie F1 und zweiter Falzlinie F2 (Einstellung der zweiten Falztasche 24),
- L3:
- Abstand dritter Falzlinie F3 und zweiter Falzlinie F2 (Einstellung der dritten Falztasche 28),
- C:
- Differenz zwischen der tatsächlichen Länge eines Bogenabschnitts zwischen den Berührungspunkten Q1, Q2, Q3, Q4 zweier aufeinanderfolgender Falzwalzenpaare und W0 (bei Schlaufenbildung).
- Anhand dieser Bogenwegstrecke BW und der Bogengeschwindigkeit v, die beim Durchlauf des Bogens 34 durch das Taschenfalzwerk im wesentlichen konstant ist, errechnet der Mikroprozessor 39 die Zeitdauer von dem Zeitpunkt t0 der Erfassung der Vorderkante 40 durch den Bogensensor 36 bis zu dem Zeitpunkt, an dem sich das Umlenkelement 30 in der Umlenkstellung befinden soll. Zur Berechnung des exakten Schaltzeitpunkts S1, an dem von dem Mikroprozessor 39 das Schaltsignal für die Bewegung des Umlenkelements 30 aus der Ruhestellung in die Umlenkstellung an den Antrieb, beispielsweise in Form des Solenoids, abgegeben wird, wird von dem Mikroprozessor 39 der Wert T1 der Schaltdauer des Antriebs subtrahiert. Der Schaltzeitpunkt S1 läßt sich somit nach folgender Formel berechnen:

- T1:
- Schaltdauer für die Bewegung des Umlenkelementes 30 aus der Ruhestellung in die Umlenkstellung
- v:
- Umfangsgeschwindigkeit der Falzwalzen
- F:
- Abstand, den der Bogen 34 vom Bogenanschlag 28 haben soll (Korrekturfaktor), wenn das Umlenkelement 30 die Umlenkstellung erreicht.
- Die Ermittlung des Schaltzeitpunkts S2 für die Bewegung des Umlenkelements 30 aus der Umlenkstellung in die Ruhestellung erfolgt auf ähnliche Weise. Durch den Maschinenbediener kann zusätzlich ein Wert E in den Mikroprozessor eingegeben werden, der den Schlupf kompensiert, den die Vorderkante 40 bzw. die Hinterkante 42 beim Durchlauf durch die Falzwalzen 18, 20 durch die notwendige lose Einstellung der Falzwalzen 18, 20 erfahren kann.
- Anhand der Werte W1, W0, L2, C und E sowie der Bogengeschwindigkeit v berechnet der Mikroprozessor 39 die Zeitdauer zwischen dem Zeitpunkt t0 der Erfassung der Vorderkante 40 bis zu dem Zeitpunkt, an dem sich die Vorderkante 40 im Walzenspalt zwischen den Falzwalzen 18 und 20 befindet. Der Mikroprozessor 39 berechnet außerdem anhand der Werte W1, W0, L1, L2, L3 C und E sowie der ermittelten Bogenlänge L die Zeitdauer zwischen dem Zeitpunkt t0 und dem Zeitpunkt, an dem sich die Hinterkante 42 im Berührungspunkt Q5 des Walzespaltes der Falzwalzen 18 und 20 befindet.
- Die größere der beiden Zeitdauern wird dann von dem Mikroprozessor 39 als Zeitdauer zur Berechnung des Schaltzeitpunktes S2 für die Bewegung des Umlenkelements 30 aus der Umlenkstellung in die Ruhestellung verwendet, um sicherzustellen, daß bei der Umschaltung sowohl die Vorderkante 40 als auch die Hinterkante 42 des Bogens 34 die Falzwalzen 18, 20 durchlaufen haben.
- Es ergeben sich folgende Formeln zur Berechnung des Schaltzeitpunktes S2. Der größere Wert wird zur Schaltung der Bewegung des Umlenkelementes 30 aus der Umlenkstellung in die Ruhestellung verwendet.

- Die Steuerung des Umlenkelements 30 kann an einen neuen Fensterfalz mit unterschiedlichen Falzlängen L1, L2 und L3 auf einfache Weise dadurch angepaßt werden, daß die neuen Falzlängen in den Mikroprozessor 39 eingegeben werden. Der Mikroprozessor 39 errechnet daraufhin automatisch die neuen Schaltzeitpunkte S1 und S2, die für ein exaktes Umschalten des Umlenkelementes 30 erforderlich sind. Für einen symmetrischen Fensterfalz können anstatt der Werte L1, L2 und L3 ein Wert, beispielsweise L1, eingegeben werden. Die anderen Werte werden automatisch durch den Mikroprozessor 39 berechnet.
- Neue Schaltzeitpunkte S1 und S2 werden von dem Mikroprozessor 39 auch bei Änderung der Bogengeschwindigkeit v automatisch ermittelt.
- Die Mikroprozessorsteuerung ermöglicht es außerdem, durch einen geeigneten Algorithmus den minimalen Bogenabstand AB zweier aufeinanderfolgender Bogen 34 in Abhängigkeit von der gewählten Falzart selbständig berechnen und einstellen zu lassen. Hierzu kan folgende Gleichung herangezogen werden:

- Der Mindestabstand beträgt 2cm.
- Bei den einzelnen Berechnungen werden ggf. Korrekturwerte F, E, C verwendet, die den Schlupf zwischen den einzelnen Falzwalzenpaaren, die Reaktionszeit der Schaltantriebe bzw. die Schlaufenbildung berücksichtigen.
- Bei allen Berechnungen wurden die Schaltzeitpunkte mittels Zeiteinheiten ab Erfassung der Vorderkante des Bogens ermittelt. Die Berechnung kann jedoch auch mittels inkrementaler Wegstrecken erfolgen.
Claims (8)
- Verfahren zum Steuern der Bewegung eines einer Fensterfalztasche (26) eines Taschenfalzwerkes zugeordneten Umlenkelementes (30) zwischen einer Umlenkstellung, in der das vordere Ende des Umlenkelementes in den Stauchraum der mit einem Bogenanschlag (28) versehen Fensterfalztasche (26) ragt, und einer Ruhestellung, in der das Umlenkelement (30) den Einlauf der Fensterfalztasche (26) freigibt, gekennzeichnet durch folgende Schritte:- Ermitteln der Bogengeschwindigkeit (v) eines zu falzenden Bogens (34),- Ermitteln der Bogenlänge (L),- Bestimmung einer ersten Zeitdauer der Bogenbewegung anhand eines ersten Bogenweges (BW) zwischem einem Erfassungsort (36) vor der Eintrittstelle des Bogens (34) in das Taschenfalzwerk und dem Auftreffen des Bogens (34) auf den Bogenanschlag (28) der Fensterfalztasche (26) sowie der gemessenen Bogengeschwindigkeit (v),- Bestimmung einer zweiten Zeitdauer der Bogenbewegung anhand eines zweiten Bogenweges zwischem dem Erfassungsort (36) und dem Zeitpunkt, an dem die Vorderkante (40) und die Hinterkante (42) des Bogens das der Fensterfalztasche (26) zugeordnete Falzwalzenpaar (18, 20) gerade durchlaufen haben, der gemessenen Bogengeschwindigkeit (v) und der Bogenlänge (L),- Ermittlung eines ersten Schaltzeitpunktes (S1) für die Bewegung des Umlenkelementes (30) aus der Ruhestellung in die Umlenkstellung anhand der bestimmten ersten Zeitdauer derart, daß sich das Umlenkelement (30) kurz vor dem Auftreffen des Bogens (34) auf den Bogenanschlag (28) in der Umlenkstellung befindet,- Ermittlung eines zweiten Schaltzeitpunktes (S2) für die Bewegung des Umlenkelementes (30) aus der Umlenkstellung in die Ruhestellung anhand der bestimmten zweiten Zeitdauer derart, daß das Umlenkelement (30) kurz nach Durchlauf der Vorderkante (40) und der Hinterkante (42) des Bogens (34) durch das der Fensterfalztasche (26) zugeordnete Falzwalzenpaar (18, 20) in die Ruhestellung bewegt wird,- Starten der Bewegung des Umlenkelements (30) aus der Ruhestellung in die Umlenkstellung zum ersten Schaltzeitpunkt (S1),- Starten der Bewegung des Umlenkelements (30) aus der Umlenkstellung in die Ruhestellung zum zweiten Schaltzeitpunkt (S2).
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß zur Bestimmung der zweiten Zeitdauer- die Zeitdauer der Bewegung der Vorderkante (40) des Bogens (34) von der Erfassung an dem Erfassungsort (36) bis kurz nach dem Durchlauf der Vorderkante (40) durch das Falzwalzenpaar (18, 20) berechnet wird,- die Zeitdauer der Bewegung der Hinterkante (42) vom Zeitpunkt der Erfassung der Vorderkante (40) an dem Erfassungsort (36) bis kurz nach dem Durchlauf der Hinterkante (42) durch das Falzwalzenpaar (18, 20) berechnet wird, und- die längere der beiden berechneten Zeitdauern als zweite Zeitdauer bestimmt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß der erste und der zweite Bogenweg anhand eines fest voreingestellten Weges, den der Bogen (34) ohne Falzung durch das Taschenfalzwerk zurücklegen würde, und wahlweise einstellbaren Falzlängen (L1, L2, L3) berechnet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß bei der Bestimmung des ersten und zweiten Bogenweges der Schlupf an den Falzwalzen (10 bis 20) berücksichtigt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß bei der Bestimmung des ersten und zweiten Bogenweges die Schlaufenbildung des Bogens (34) in den Stauchräumen berücksichtigt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß bei der Ermittlung der Schaltzeitpunkte (S1) die Schaltdauer (T1) des Umlenkelementes (30) für die Bewegung aus der Ruhestellung in die Umlenkstellung berücksichtigt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Abstand (F) des Bogens (34) von dem Bogenanschlag (28) der Fensterfalztasche (26) zu dem Zeitpunkt, an dem das Umlenkelement (30) die Umlenkstellung erreicht, wählbar ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Abstand der Hinterkante (42) und der Vorderkante (40) des Bogens (34) von dem letzten Falzwalzenpaar (18, 20) zu dem Zeitpunkt, an dem das Umlenkelement (30) in die Ruhesstellung bewegt wird, wählbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19515749A DE19515749C2 (de) | 1995-04-28 | 1995-04-28 | Verfahren zum Steuern der Bewegung eines einer Fensterfalztasche eines Taschenfalzwerkes zugeordneten Umlenkelementes |
| DE19515749 | 1995-04-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0739845A2 true EP0739845A2 (de) | 1996-10-30 |
| EP0739845A3 EP0739845A3 (de) | 1997-08-13 |
| EP0739845B1 EP0739845B1 (de) | 1999-11-03 |
Family
ID=7760659
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96106445A Expired - Lifetime EP0739845B1 (de) | 1995-04-28 | 1996-04-24 | Verfahren zum Steuern der Bewegung eines einer Fensterfalztasche eines Taschenfalzwerkes zugeordneten Umlenkelements |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0739845B1 (de) |
| DE (2) | DE19515749C2 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19747997A1 (de) * | 1997-10-30 | 1999-05-12 | Stahl Gmbh & Co Maschf | Taschenfalzwerk und Verfahren zur Registerregelung eines Taschenfalzwerks |
| DE10119138B4 (de) * | 2000-05-17 | 2007-12-20 | Heidelberger Druckmaschinen Ag | Austauschbares Umlenkelement, Falztasche und Falzmaschine |
| DE10344042B4 (de) * | 2003-09-23 | 2006-11-23 | Maschinenbau Oppenweiler Binder Gmbh & Co. Kg | Verfahren zur Falzung eines Falzprodukts aus einem Ausgangsbogen |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2417750C2 (de) * | 1974-04-11 | 1982-02-11 | Maschinenbau Oppenweiler Gmbh, 7155 Oppenweiler | Stauchfalzmaschine für dreifachen Parallelfalz |
| DE2422130A1 (de) * | 1974-05-08 | 1975-11-20 | Oppenweiler Gmbh Maschinenbau | Einrichtung zur steuerung eines bogenverarbeitungsgeraetes in abhaengigkeit von der position von bogen auf einer von den aufeinanderfolgenden bogen zu durchlaufenden bahn |
| DE2738689C3 (de) * | 1977-08-27 | 1981-05-21 | Mathias Bäuerle GmbH, 7742 ST. Georgen | Stauchfalzmaschine mit Falztaschen |
| DE2757182C2 (de) * | 1977-12-22 | 1983-09-29 | Mathias Bäuerle GmbH, 7742 St Georgen | Stauchfalzmaschine |
| DD269597A1 (de) * | 1987-12-29 | 1989-07-05 | Polygraph Leipzig | Linearmotorantrieb fuer bogenleitelemente |
| US4850945A (en) * | 1988-04-04 | 1989-07-25 | Baumfolder Corporation | Gatefold apparatus |
| DE9405167U1 (de) * | 1994-03-26 | 1994-05-26 | Mathias Bäuerle GmbH, 78112 St Georgen | Stauchfalzmaschine mit Papierabweiser |
-
1995
- 1995-04-28 DE DE19515749A patent/DE19515749C2/de not_active Expired - Fee Related
-
1996
- 1996-04-24 EP EP96106445A patent/EP0739845B1/de not_active Expired - Lifetime
- 1996-04-24 DE DE59603529T patent/DE59603529D1/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP0739845A3 (de) | 1997-08-13 |
| DE19515749A1 (de) | 1996-10-31 |
| DE59603529D1 (de) | 1999-12-09 |
| EP0739845B1 (de) | 1999-11-03 |
| DE19515749C2 (de) | 1999-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2703356A1 (de) | Vorrichtung zur ermittlung von passmarken in den freien teilen einer spur, die durch freie und belegte teile sich wiederholender muster auf einer bewegten bahn verlaeuft | |
| EP3023537B1 (de) | Vorrichtung zum falten von wäschestücken | |
| DE19747997A1 (de) | Taschenfalzwerk und Verfahren zur Registerregelung eines Taschenfalzwerks | |
| EP0357948B1 (de) | Papierfalzmaschine | |
| DE3233790A1 (de) | Automatisches beschichtungssystem | |
| DE3903381C2 (de) | ||
| CH670463A5 (de) | ||
| DE2928641C2 (de) | Vorrichtung zum Ausbreiten und Führen einer Wirkwarenbahn | |
| EP0982252A1 (de) | Verfahren und Vorrichtung zum Erkennen von Druckmarken | |
| EP1013589B1 (de) | Taschenfalzwerk und Verfahren zur Registerregelung eines Taschenfalzwerks | |
| DE2712401C2 (de) | Faltmaschine zum Falten von Wäschestücken und Schaltungsanordnung hierzu | |
| EP0739845B1 (de) | Verfahren zum Steuern der Bewegung eines einer Fensterfalztasche eines Taschenfalzwerkes zugeordneten Umlenkelements | |
| EP0625473B1 (de) | Verfahren und Vorrichtung zur Vergleichmässigung der Wickelhärte eines Folienwickels | |
| DE3429172C2 (de) | Vorrichtung zum Längsfalzen übereinanderliegender Druckträgerbahnen | |
| DE3520965C2 (de) | ||
| EP0156326A2 (de) | Faltmaschine zum Falten von Bogen | |
| DE2458415A1 (de) | Verfahren und vorrichtung zum steuern der menge eines einschichtigen materials innerhalb eines speicherbereichs stromauf einer das einschichtige material zu einem doppelschichtigen material verarbeitenden behandlungsstelle | |
| DE1934292A1 (de) | Einschlagvorrichtung in Taschenfalzmaschinen | |
| DE19506463C2 (de) | Stauüberwachungseinrichtung für eine Transportvorrichtung für Papier, insbesondere für eine Papierbahn | |
| DE19954301A1 (de) | Verfahren und Anlage zur Herstellung von mindestens 4-lagiger Wellpappe | |
| DE2417750C2 (de) | Stauchfalzmaschine für dreifachen Parallelfalz | |
| DE69709490T2 (de) | Verfahren und Vorrichtung zum Anbringen von Klebstoffen auf Verpackungsmaterial | |
| DE2823047A1 (de) | Vorrichtung zum mehrfachen falten von waeschestuecken | |
| DE9405167U1 (de) | Stauchfalzmaschine mit Papierabweiser | |
| DE3417420A1 (de) | Steuerung fuer einschlagfensterfalz-einrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19970930 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19981217 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 59603529 Country of ref document: DE Date of ref document: 19991209 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000221 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040421 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040428 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050424 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050424 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051230 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20051230 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090504 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101103 |