EP0679741A1 - Faserbandzuführeinrichtung - Google Patents
Faserbandzuführeinrichtung Download PDFInfo
- Publication number
- EP0679741A1 EP0679741A1 EP95106001A EP95106001A EP0679741A1 EP 0679741 A1 EP0679741 A1 EP 0679741A1 EP 95106001 A EP95106001 A EP 95106001A EP 95106001 A EP95106001 A EP 95106001A EP 0679741 A1 EP0679741 A1 EP 0679741A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- guide
- feeding device
- feed device
- feed
- slivers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000835 fiber Substances 0.000 claims description 56
- 239000000919 ceramic Substances 0.000 claims description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 2
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G27/00—Lap- or sliver-winding devices, e.g. for products of cotton scutchers, jute cards, or worsted gill boxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/14—Pulleys, rollers, or rotary bars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/16—Guides for filamentary materials; Supports therefor formed to maintain a plurality of filaments in spaced relation
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G21/00—Combinations of machines, apparatus, or processes, e.g. for continuous processing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
- B65H2701/311—Slivers
Definitions
- the invention relates to a feed device according to the preamble of claim 1.
- a group of slivers is fed to a drafting unit, which is located above a feed table for the machine that forms the rolls.
- a feed table for the machine that forms the rolls.
- two or three such drafting units are arranged one behind the other above the feed table.
- the individual slivers are drawn from cans via a roller assigned above the can and fed to the respective drafting unit.
- the cans are placed in rows next to the feed table. This means that the slivers are fed transversely to the longitudinal direction of the feed table.
- Such a device can be found, for example, in the brochure "CHERRY-SUPERLAP-SL 100 from Hara Shokki - Imprint 9-91".
- Three rows of cans, each with 12 cans, are placed on the feed table.
- the drafting system rollers of which are aligned transversely to the transport direction on the feed table twelve fiber slivers are fed in to form a nonwoven fabric.
- these are deflected downwards from the delivery point at the cans via a guide roller to a pair of conveyor rollers.
- Spacers for the lateral guidance of the slivers are also attached in front of the respective pair of conveyor rollers.
- the slivers passing through the nip of the conveyor rollers reach a deflecting element on a guide table, in which they are deflected horizontally by 90 ° and transferred to a drafting system.
- the slivers are deflected a total of three times in the area of the feed table before they are fed to the drafting unit in an orderly manner and next to one another. From a technological point of view, the structure of the fiber slivers is adversely affected in every turning process. Twists of the fiber sliver can occur at the deflection points, which can have a negative effect on the subsequent stretching process.
- the feed device consists of a plurality of guide elements which are arranged distributed over the width of the drafting unit and are provided for the individual deflection of the individual slivers downward in a conveying direction pointing transversely to the horizontal delivery direction.
- This arrangement or design of the feed device makes it possible to manage with only one deflection point in order to feed the fiber slivers to the drafting unit.
- the rotationally symmetrical axis of the guide element which is assigned to a specific delivery point, cross to Direction of supply of the sliver, viewed from the delivery point, is aligned.
- the guide elements be mounted so that the vertical planes in which the axes of the guide elements lie partially overlap. This makes it possible to align each guide element in its position individually to the delivery point and the delivery point at the drafting unit and to ensure a gentle deflection of the fiber slivers.
- the axes of the guide elements being partially arranged in different horizontal planes, leads to a compact design of the deflection point, avoiding overlap of the fiber slivers or the streaking between the fiber slivers and optimally designing the alignment to the delivery point for the drafting unit can be.
- An embodiment is proposed for loading the drafting unit with fiber tapes from two sides, the guide elements being arranged in mirror image with respect to the vertical center plane of the drafting unit.
- the guide elements are preferably arranged in the region of planes which extend outward from the central plane of the drafting unit in the manner of a fir tree.
- the guide elements In order to reduce the friction between the guide elements and the sliver at the deflection point to a minimum, it is proposed to design the guide elements as rotatably mounted deflection rollers.
- the guide rollers are provided with one or more guide grooves for exact guidance of the slivers.
- Several guide grooves are provided if a guide roller is provided for the simultaneous deflection of several fiber slivers. This makes it possible to feed as large a number of slivers as possible to the drafting unit.
- the sliver guides can be formed from holes arranged side by side and offset from one another. The Holes are then rounded off in the area where the sliver enters.
- the holes it is also possible to design the holes so that they serve to receive guide sleeves for tape guidance.
- the sleeves can be assembled or disassembled separately. This enables in particular the production of a tape guide part which can be made from wear-resistant material.
- the guide sleeve can preferably be made of ceramic.
- the tape guide part In order to facilitate the threading of the fiber tapes when attaching them to the tape guide part, it is proposed to provide the tape guide part with slots of different lengths that are open on one side.
- An embodiment is proposed for aligning the slivers emitted by the sliver guide part with respect to one another, the sliver guides of the sliver guide part being formed from adjustably fastened guide sleeves which are arranged next to one another and which are provided with through-openings.
- the guide sleeves are preferably mounted laterally displaceably in a receptacle with respect to the central plane of the drafting unit.
- the receptacle can consist of a rod or a carrier with a longitudinal groove in which the guide sleeves are slidably mounted next to each other.
- the fixation in one position can be done with a screw.
- each group of guide sleeves favors the merging of the fiber slivers into a fiber sliver fleece for transfer to the subsequent drafting unit.
- the guide sleeves being provided with tapering and then diverging openings, as seen in the conveying direction of the fiber slivers.
- this enables good threading and self-cleaning of the opening, that is, the contamination of the opening is reduced.
- the receptacles are adjustably attached laterally with respect to the central plane of the drafting unit. This means that a group of guide sleeves can also be adjusted laterally in one direction.
- the delivery points of the fiber slivers are preferably formed from rollers rotatably mounted on a feed frame, the axes of rotation of the rollers being arranged such that it can be aligned approximately parallel to the axis of the respectively assigned deflection roller.
- a deflection roller and a guide plate can be connected downstream of the band guide part in order to transfer the fiber band fleece into the first clamping point of the drafting unit.
- the tape guide part can also be provided from a roller with guide grooves for the individual fiber tapes.
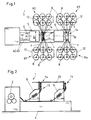
- the machine 1 shows a roll-forming machine 1 for forming cotton rolls 2, which are then transported to a combing machine for further processing.
- the machine 1 is provided with a feed table 4, two drafting units 5 and 6 being arranged above the feed table.
- the drafting units 5, 6 are through Fibers F fed, which are withdrawn from cans K of the can rows R1 to R4 via corresponding delivery points 8.
- the rows of cans R1-R4 are arranged on both sides of the feed table 4.
- the delivery points 8 can, as shown for example in FIG. 5, be formed from take-off rolls 9.
- the take-off rollers 9 are freely rotatable about an axis 10.
- the take-off rollers 9 are rotatably attached to a feed frame 12.
- the slivers F drawn from the cans K are transferred to a feed device 14, on which they are deflected from an approximately horizontal position in the vertical direction. This feed device is shown in detail in FIGS. 3 and 4 on an enlarged scale.
- the feed device 14 is formed from a plurality of deflection rollers 16a to 16f, which are partially rotatably mounted in different horizontal planes I-III.
- the deflection rollers 16a to 16f are rotatably mounted on a holder 18, which in turn is attached to a rod 20 of a frame, not shown.
- the holder 18 is slidably mounted on the rod 20 and can be locked in a set position by a screw 21.
- the individual axes 17a to 17f are arranged in the region - seen in the vertical direction - of an inclined plane 23 or 24.
- the arrangement is such that the deflection rollers 16a to 16c are arranged in mirror image to the deflection rollers 16d to 16f, so that the deflection rollers are arranged in the manner of a fir tree.
- the planes defined by the axes 17a to 17c overlap.
- This different angular arrangement of the axes 17a to 17f makes it possible to use the fiber slivers F without further special deflection points to be transferred directly from the respective take-off roller 9 to the feed device 14.
- Each of the deflection rollers 16a to 16f is provided with two guide grooves 47, 48 each for receiving a sliver. 5, the axes 17c of the deflection roller 16c are aligned approximately parallel to the axis 10 of the correspondingly assigned pull-off roller 9.
- the sliver On the path of the sliver F from the take-off roller 9 to the deflection roller 16c, the sliver is supported in the vertical direction by crossbars 26 attached to the feed frame 12.
- the already described special arrangement of the rollers 16a to 16f enables the fiber slivers deflected in the rollers to be released downwards, so that they are released in a fiber sliver assembly 30 with the corresponding width B, which is to be presented to the subsequent drafting unit 5 or 6 is necessary.
- a sliver guide part 15 is arranged below the feed device, which is provided with holes 28, the number of slivers F discharged downwards corresponds.
- the holes 28 are arranged offset in the horizontal direction in the tape guide part 15.
- the structure of the fiber sliver fleece 30 is predetermined, which results after the fiber slivers have passed through the belt guide part 15.
- the holes 28 are provided with roundings 29 in the entry area. On the one hand, this should make it easier to thread the fiber slivers and, on the other hand, it should prevent the outer fibers of the slivers from being torn off. Such a rounding 29 could also be provided when it emerges from the band guide part 15.
- the hole 28 in the embodiment according to FIG. 7 has a larger diameter and the through bore 33 corresponds to the diameter of the hole 28 of the embodiment according to FIG. 4.
- the embodiment variant according to FIG. 7 on the one hand enables a simple one Production of the tape guide part 15 and a possibility of replacing the inserts 32 when they are closed.
- the inserts 32 could be adapted in material and shape according to the band number or the band material.
- FIG. 8 shows a further embodiment variant of the band guide part 15, the holes 28 having been replaced by longitudinal slots 35 and 36 which are open on one side.
- the longitudinal slots 35 and 36 are of different lengths, so that the delivery structure in accordance with the exemplary embodiment according to FIGS. 3 and 4 is retained.
- the embodiment according to FIG. 8 has the particular advantage that the slivers are easy to thread, that is, the slivers do not have to be pointed for the purpose of threading.
- the sliver fleece 30 delivered downwards arrives at a guide roller 38 which is freely rotatable.
- the guide roller 38 is attached above a guide plate 39, via which the fiber sliver fleece is fed to the input roller pair 41 of the drafting unit 5.
- the fiber band fleece 30 is stretched or warped in the drafting unit 5 and reaches as fiber fleece 43 via a guide surface 44 on the feed table 4 under a clamping line of a driven conveyor roller 45.
- the fiber fleece 42 delivered by the drafting unit 6 is in the area of this clamping point with the Fiber fleece 43 relined and then transferred to the wrap-forming unit.
- the guide roller 38 is arranged directly above the guide plate 39 and, together with the guide plate 39, forms a clamping point for the supplied nonwoven fiber sliver. This means that in this area of the clamping point it is no longer possible to speak of a free deflection of the slivers, especially since the slivers no longer have the possibility to twist and thus produce an undesired structure.
- FIG. 9 shows a further exemplary embodiment of a winder-forming machine 1, the components of which essentially correspond to the components of the exemplary embodiment according to FIG. 1. Only the feed device 14, which forms the deflection point for the fiber slivers F, is designed differently with respect to the exemplary embodiment according to FIG. 1. This can be seen in particular from the side view of FIG. 10, or from the enlarged partial views of FIGS. 11 and 12.
- the slivers are fed from the cans K of the can rows R1 to R2, or R3 to R4, to the respective feed device 14 in an approximately horizontal position.
- the fiber tapes F arrive at the assigned deflecting rollers 55a to 55o (FIG. 12).
- the deflection rollers 55a to 55o are rotatably mounted in interlaced tabs 53a to 53o.
- the tabs 53a to 53o are fixed at a certain distance from one another on a holder 50 or on a holder 51.
- the holders 50, 51 are attached to a rod 52 and each extend approximately at an angle ⁇ to the vertical center plane M of the feed device 14.
- the holders 51, 52 and the deflection rollers 55a to 55o aligned approximately in a horizontal plane.
- a horizontal plane H was drawn in and an axis connecting line A1 or A2 between the individual deflection rollers. As can be seen from this, the lines A1 and A2 run approximately parallel to the horizontal plane H.
- the individual axes 56a to 56o are inclined at a certain angle ⁇ to the horizontal plane H.
- the axes 56b and 56i are the only ones that are parallel to the horizontal plane H.
- This angular position with respect to the horizontal plane H is designed so that the respective deflecting rollers continue to guide the fiber slivers F in the direction of the holes 28 of the subsequent sliver guide part so that no additional deflection for the slivers F occurs.
- This means that the individual slivers F are deflected gently at the deflection rollers 55a to 55o and without further stress.
- This fir tree-like design of the feed device lying in an approximately horizontal plane H also makes it clear and easy to handle Deflection point formed. This means that the assignment of the individual deflecting rollers to the correspondingly assigned pull-off rollers 9 is easily manageable.
- the feed device 14 is fastened to a frame (not shown) via the rod 52. This attachment can be designed so that a horizontal and / or vertical change in position of the feed device 14 can be carried out.
- no sliver F is placed on the deflection rollers 55g or 55o. These rolls could be used to hold a reserve band (not shown) or to take up a further sliver if a further sliver F is drawn off from a seventh can K in each row of cans R1 to R4.
- the tabs 53a to 53o in the solution according to FIG. 11 have to be designed so that they are entangled (as shown).
- FIG. 13 and FIG. 14 show a further special embodiment of the tape guide part 15.
- guide sleeves 58 and 59 which are arranged next to one another and are displaceably attached, are used here.
- the guide sleeves 58, 59 are provided with funnel-shaped, elongated and downwardly narrowing through openings 60. This shape of the passage opening 60 enables problem-free threading of the fiber tapes on the one hand and prevents external fibers from being peeled off from the fiber composite of the fiber association on the other hand. Due to the funnel-shaped and elongated opening, the fiber tapes are slightly compressed and deformed from the round tape structure into a flat tape structure.
- This flat belt structure is more suitable for subsequent further processing in the drafting system 5 or 6 and enables the presentation of a closed fiber band composite, ie a closed fiber mat is presented to the respective drafting system for stretching.
- a closed fiber band composite ie a closed fiber mat is presented to the respective drafting system for stretching.
- the guide sleeves 58 and 59, or their through openings 60 are arranged such that they overlap with the dimension X, as seen over the width B '.
- the dimension X can be set precisely by the lateral displaceability of the guide sleeves 58 and 59, as indicated schematically by double arrows. There are also applications where the X dimension is set to zero. However, this depends on the type of fiber material being processed.
- the symmetrical axes 61 and 62 of the guide sleeves 58, 59 are inclined with respect to the vertical center plane V. That is, the vertical plane in which the axes 61 are located would intersect below the belt guide part 15 with the vertical plane in which the axes 62 are located.
- the guide sleeves 58, 59 are slidably fastened in the receptacles 64 and 65 via the tabs 67.
- the tabs 67 are each provided with through holes through which the screws 75 reach and are screwed into a guide nut 71.
- the guide nut 71 is designed such that it is mounted in the T-shaped longitudinal slot 69 of the receptacle 64 or 65 so as to be longitudinally displaceable. When the screws are turned, the upper surface of the nut 71 braces against the upper inner surface of the T-shaped longitudinal slot 69. This blocks the longitudinal displacement and fixes the guide sleeve in its set position.
- An angle 72 is attached to the receptacle 64 and is fastened to the schematically illustrated frame 77 by means of the screw 78. As can be seen in particular from FIG. 14, the angle is provided with an elongated hole 66, with which a common lateral adjustment of the guide sleeves 58 can be carried out. As a rule, several such angles are attached to the receptacle 64 at a distance. This possibility of the lateral displacement of the receptacle 64 enables the edges of the sliver mat to be set with respect to the inlet of the subsequent drafting system. The same adjustment option is of course also provided for the receptacle 64. However, it was not shown for reasons of clarity.
- FIG. 1 A further type of fastening of the sleeve 58 is shown in FIG.
- a holder 63 is on the sleeve 58 a bearing part 68 attached.
- the bearing part 68 is slidably mounted on a rod 70.
- a screw 73 projecting through the bearing part 68 is pressed against the rod 70.
- the rod is fixed in a frame 77.
- FIG. 16 shows a further embodiment of a guide sleeve 80, the opening 81 being provided with a constriction in the middle part.
- the guide sleeve 80 is fastened to the bracket 67 at an angle 69 by means of the screw 75.
- the angle 79 can be slidably attached to the frame 77 like the angle 72.
- the angle 79 could be provided with elongated holes in the area of the screw 75, which would enable the sleeve 80 to be moved laterally transversely to the conveying direction.
- the proposed embodiment of the feed device according to the invention enables a star-shaped feed of fiber slivers from corresponding delivery points 8 without additional additional deflection points for the fiber slivers F being necessary.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Forwarding And Storing Of Filamentary Material (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf eine Zuführeinrichtung nach dem Oberbegriff des Anspruches 1.
- Zur Beschickung von Faserband verarbeitenden Maschinen, zum Beispiel von Wickel bildenden Maschinen, werden jeweils eine Gruppe von Faserbändern einer Streckwerkseinheit zugeführt, welche sich oberhalb eines Zuführtisches für die Wickel bildende Maschine befindet. In der Regel sind zwei oder drei solcher Streckwerkseinheiten hintereinander oberhalb des Zuführtisches angeordnet. Die einzelnen Faserbänder werden dabei aus Kannen über eine oberhalb der Kanne zugeordneten Rolle abgezogen und der jeweiligen Streckwerkseinheit zugeführt. Die Kannen sind in Reihen neben dem Zuführtisch aufgestellt. Das heisst, die Zuführung der Faserbänder erfolgt quer zur Längsrichtung des Zuführtisches.
- Eine derartige Einrichtung ist zum Beispiel aus dem Prospekt "CHERRY-SUPERLAP-SL 100 der Firma Hara Shokki - Impressum 9-91" zu entnehmen. Hierbei werden drei Kannenreihen mit jeweils 12 Kannen dem Zuführtisch vorgelegt. Das heisst, pro Streckwerk, dessen Streckwerkswalzen quer zur Transportrichtung auf dem Zuführtisch ausgerichtet sind, werden zwölf Faserbänder zur Bildung eines Faservlieses zugeführt. Zur geordneten Vorlage der einzelnen Faserbänder beim jeweiligen Streckwerk werden diese, ausgehend von der Lieferstelle bei den Kannen, über eine Führungswalze nach unten zu einem Förderwalzenpaar umgelenkt. Vor dem jeweiligen Förderwalzenpaar sind zusätzlich Abstandshalter zur Seitenführung der Faserbänder angebracht. Die durch den Klemmspalt der Förderwalzen hindurchtretenden Faserbänder gelangen auf einem Führungstisch zu einem Umlenkelement, bei welchem sie um 90° horizontal umgelenkt und zu einem Streckwerk überführt werden.
- Bei dieser Einrichtung werden die Faserbänder im Bereich des Zuführtisches insgesamt dreimal umgelenkt, bevor sie geordnet und nebeneinanderliegend der Streckwerkseinheit zugeführt werden. Das Gefüge der Faserbänder wird bei jedem Umlenkvorgang technologisch gesehen negativ beeinflusst. Es können an den Umlenkstellen Verdrehungen des Faserbandes entstehen, welche sich negativ beim nachfolgenden Verstrekkungsprozess auswirken können.
- Es ist deshalb Aufgabe der Erfindung, die Anzahl der Umlenkstellen für die Faserbänder zu reduzieren und eine einfache und kostengünstige Zuführvorrichtung für die Faserbänder auszubilden.
- Diese Aufgabe wird dadurch gelöst, dass die Zuführeinrichtung aus mehreren Führungselementen besteht, die über die Breite der Streckwerkseinheit verteilt angeordnet sind und zur individuellen Umlenkung der einzelnen Faserbänder nach unten in eine quer zur horizontalen Lieferrichtung zeigende Förderrichtung vorgesehen sind. Durch diese Anordnung bzw. Ausbildung der Zuführeinrichtung ist es möglich, mit nur einer Umlenkstelle auszukommen, um die Faserbänder der Streckwerkseinheit zuzuführen.
- Es wird vorgeschlagen die Führungselemente als rotationssymmetrische Umlenkelemente auszubilden.
- Zur Vermeidung von zusätzlichen Umlenkungen für die Faserbänder und zur besseren Führung wird vorgeschlagen, dass die rotationssymmetrische Achse des Führungselementes, das einer bestimmten Lieferstelle zugeordnet ist, quer zur Zuführrichtung des Faserbandes, von der Lieferstelle aus betrachtet, ausgerichtet ist.
- Um die Fürhungselemente entsprechend auf die Lieferstellen und die Abgabestelle an die Streckwerkseinheit besser auszurichten, wird vorgeschlagen, dass die Führungselemente so gelagert sind, so dass sich die vertikalen Ebenen, in welchen die Achsen der Führungselemente liegen, teilweise überschneiden. Dadurch ist es möglich jedes Führungselement in seiner Lage individuell auf die Lieferstelle und die Abgabestelle bei der Streckwerkseinheit auszurichten und eine schonende Umlenkung der Faserbänder zu gewährleisten.
- Ausserdem wird dadurch eine sternförmige Zuführung der Faserbänder von den einzelnen Lieferstellen ermöglicht. Das heisst, es werden zwischen der Lieferstelle des Faserbandes und der entsprechend zugeordneten Umlenkrolle keine weiteren Führungshilfen für das Faserband benötigt.
- Es wird eine Ausführung vorgeschlagen, wobei die Führungselemente, bzw. deren Achsen, auf einer Ebene angeordnet sind, die quer zur nach unten gerichteten Abgaberichtung der Förderelemente ausgerichtet ist. Durch diese Anordnung erhält man eine übersichtliche Umlenkstelle für die Faserbänder, die das Einfädeln und Ansetzen der Faserbänder problemlos gestattet.
- Der weitere Vorschlag, wobei die Achsen der Führungselemente teilweise in verschiedenen horizontalen Ebenen angeordnet sind, führt zu einer kompakten Ausführung der Umlenkstelle, wobei Ueberschneidungen der Faserbänder, bzw. das Streifen zwischen den Faserbändern vermieden wird und die Ausrichtung auf die Abgabestelle für die Streckwerkseinheit optimal ausgelegt werden kann.
- Die genaue Ausrichtung der Führungselemente auf die genannte Abgabestelle wird vereinfacht, wenn, wie weiter vorgeschlagen, die Führungselemente so gelagert sind, so dass deren Achsen in bezug auf eine horizontale Ebene teilweise unterschiedlich geneigt sind.
- Zur Beschickung der Streckwerkseinheit mit Faserbändern von zwei Seiten wird eine Ausführung vorgeschlagen, wobei die Führungselemente in bezug auf die vertikale Mittelebene der Streckwerkseinheit spiegelbildlich angeordnet sind.
- Vorzugsweise sind dabei die Führungselemente im Bereich von Ebenen angeordnet, die sich tannenbaumartig von der Mittelebene der Streckwerkseinheit nach aussen erstrecken.
- Um die Reibung zwischen den Führungselementen und dem Faserband an der Umlenkstelle auf ein Minimum zu reduzieren, wird vorgeschlagen, die Führungselemente als drehbar gelagerte Umlenkrollen auszubilden. Zur exakten Führung der Faserbänder sind die Führungsrollen mit einer oder mehreren Führungsrillen versehen. Mehrere Führungsrillen werden dann vorgesehen, wenn eine Führungsrolle zum gleichzeitigen Umlenken mehrerer Faserbänder vorgesehen ist. Dadurch ist es möglich, eine möglichst grosse Zahl von Faserbändern geordnet der Streckwerkseinheit zuzuführen.
- Um die von den Umlenkrollen abgegebenen Faserbänder zu einem Faserbandvlies für die Vorlage der Streckwerkseinheit auszurichten, wird weiter vorgeschlagen, unterhalb der Umlenkrollen ein Bandführungsteil mit im Abstand fixierten Faserbandführungen vorzusehen, wobei sich das Bandführungsteil über die Breite der Streckwerkseinheit erstreckt.
- Die Faserbandführungen können aus nebeneinander und versetzt zueinander angeordneten Löchern ausgebildet sein. Die Löcher werden dann im Bereich des Eintritts des Faserbandes mit entsprechenden Abrundungen versehen.
- Es ist jedoch auch möglich, die Löcher so auszubilden, dass sie zur Aufnahme von Führungshülsen zur Bandführung dienen. Das heisst, die Hülsen können separat montiert, bzw. demontiert werden. Dadurch wird insbesondere die Herstellung eines Bandführungsteiles ermöglicht, welches aus verschleissfestem Material hergestellt werden kann. Vorzugsweise kann die Führungshülse aus Keramik ausgebildet sein.
- Um das Einfädeln der Faserbänder beim Ansetzen in das Bandführungsteil zu erleichtern, wird vorgeschlagen, das Bandführungsteil mit einseitig offenen Schlitzen mit unterschiedlichen Längen zu versehen.
- Zur Ausrichtung der vom Bandführungsteil abgegebenen Faserbänder zueinander wird eine Ausführung vorgeschlagen, wobei die Faserbandführungen des Bandführungsteiles aus verstellbar befestigten und nebeneinander versetzt angeordneten, Führungshülsen gebildet sind, die mit Durchtrittsöffnungen versehen sind.
- Vorzugsweise sind die Führungshülsen in bezug auf die Mittelebene der Streckwerkseinheit seitlich verschiebbar in einer Aufnahme gelagert.
- Die Aufnahme kann dabei aus einer Stange oder einem Träger mit einer Längsnut bestehen, in welchen die Führungshülsen nebeneinanderliegend verschiebbar gelagert sind. Die Fixierung in einer Lage kann dabei über eine Schraube erfolgen.
- Um die Faserbänder so zu führen, dass sie im Bereich vor dem Bandführungsteil nicht aneinander reiben wird vorgeschlagen, mindestens zwei nebeneinanderliegende Aufnahmen vorzusehen, wobei jede Aufnahme eine Gruppe von nebeneinanderliegenden Führungshülsen aufnimmt.
- Die Schrägstellung der Symmetrieachsen innerhalb jeder Gruppe von Führungshülsen begünstigt das Zusammenführen der Faserbänder zu einem Faserbandvlies für die Uebergabe an die nachfolgende Streckwerkseinheit.
- Durch die Ausführung der vorgeschlagenen Verjüngung der Öffnung der Führungshülsen wird das Einfädeln der Faserbänder erleichtert.
- Es wird eine weitere Variante vorgeschlagen, wobei die Führungshülsen mit, in Förderrichtung der Faserbänder gesehen, zuerst verjüngenden und dann divergierenden Öffnungen versehen sind. Dadurch wird einerseits eine gute Einfädelung ermöglicht sowie eine Selbstreinigung der Öffnung, das heisst die Verschmutzung der Öffnung wird herabgesetzt.
- Um die Standzeit der Führungshülsen zu erhöhen, wird vorgeschlagen sie teilweise aus Keramik oder gesintertem Aluminium auszubilden.
- Um die vom Bandführungsteil abgegebenen Faserbänder auf den Einlauf der Streckwerkseinheit, insbesondere im Randbereich der Faserbandwatte, besser ausrichten zu können, wird vorgeschlagen, dass die Aufnahmen seitlich, in bezug auf die Mittelebene der Streckwerkseinheit, verstellbar befestigt sind. Damit kann auch gleichzeitig eine Gruppe von Führungshülsen in einer Richtung seitlich verstellt werden.
- Vorzugsweise sind die Lieferstellen der Faserbänder aus an einem Zuführgestell drehbar gelagerten Rollen gebildet, wobei die Drehachsen der Rollen so angeordnet sind, dass sie etwa parallel zur Achse der jeweils zugeordneten Umlenkrolle ausgerichtet werden kann.
- Als Zuführhilfe zur Streckwerkseinheit kann dem Bandführungsteil eine Umlenkwalze und ein Führungsblech nachgeschaltet sein, um das Faserbandvlies in die erste Klemmstelle der Streckwerkseinheit zu überführen.
- Wie weiter vorgeschlagen, kann das Bandührungsteil auch aus einer Walze mit Führungsrillen für die einzelnen Faserbänder vorgesehen sein.
- Weitere Vorteile der Erfindung sind anhand eines nachfolgenden Ausführungsbeispieles näher beschrieben und aufgezeigt. Es zeigen:
- Fig. 1
- eine schematische Draufsicht auf eine faserbandverarbeitende Maschine mit der erfindungsgemäss ausgebildeten Umlenkeinrichtung,
- Fig. 2
- eine schematische Seitenansicht nach Fig. 1,
- Fig. 3
- eine schematische und vergrössert dargestellte Draufsicht auf die erfindungsgemässe Umlenkvorrichtung gemäss Fig. 1,
- Fig. 4
- eine schematische Seitenansicht nach Fig. 3,
- Fig. 5
- eine vergrösserte Teilansicht nach Fig. 1 mit der Zuordnung Lieferstelle Kanne und Umlenkvorrichtung,
- Fig. 6
- eine vergrösserte Teilansicht nach Fig. 2 im Bereich einer Streckwerkseinheit,
- Fig. 7
- eine Teilansicht des Bandführungsteils nach Fig. 4 mit einer speziellen Ausführungsform,
- Fig. 8
- eine Teilansicht in der Draufsicht eines Ausführungsbeispiels des Bandführungsteils nach Fig. 4,
- Fig. 9
- eine schematische Draufsicht auf eine faserbandverarbeitende Maschine mit einer weiteren erfindungsgemäss ausgebildeten Umlenkeinrichtung,
- Fig. 10
- eine schematische Seitenansicht nach Fig. 9,
- Fig. 11
- eine schematische und vergrössert dargestellte Seitenansicht auf die Umlenklenkvorrichtung nach Fig. 9,
- Fig. 12
- eine schematische Draufsicht nach Fig. 11,
- Fig. 13
- eine vergrösserte Darstellung einer Ausführungsform der Führungshülsen des Bandführungsteils nach Fig. 1 bzw. Fig. 10,
- Fig. 14
- eine Draufsicht nach Fig. 13,
- Fig. 15
- eine Variante der Befestigung der Führungshülse nach Fig. 13,
- Fig. 16
- eine schematische Seitenansicht einer möglichen Ausführungsform einer Führungshülse nach Fig. 13.
- Fig. 1 zeigt eine wickelbildende Maschine 1 zur Bildung von Wattewickeln 2, welche anschliessend zur Weiterverarbeitung an eine Kämmaschine transportiert werden. Die Maschine 1 ist mit einem Zuführtisch 4 versehen, wobei oberhalb des Zuführtisches zwei Streckwerkseinheiten 5 und 6 angeordnet sind. Die Streckwerkseinheiten 5, 6 werden durch Faserbänder F beschickt, welche aus Kannen K der Kannenreihen R1 bis R4 über entsprechende Lieferstellen 8 abgezogen werden. Die Kannenreihen R1-R4 sind dabei beidseitig des Zuführtisches 4 angeordnet. Die Lieferstellen 8 können wie zum Beispiel in Fig. 5 gezeigt aus Abzugsrollen 9 gebildet sein. Die Abzugsrollen 9 sind dabei um eine Achse 10 frei drehbar gelagert. Die Abzugsrollen 9 sind an einem Zuführgestell 12 drehbar befestigt. Die von den Kannen K abgezogenen Faserbänder F werden einer Zuführvorrichtung 14 überführt, an welcher sie von einer etwa horizontalen Lage in vertikale Richtung umgelenkt werden. Diese Zuführvorrichtung ist im Detail in Fig. 3 und Fig. 4 in vergrössertem Massstab aufgezeigt.
- Die Zuführvorrichtung 14 ist dabei aus mehreren teilweise in verschiedenen horizontalen Ebenen I-III drehbar gelagerten Umlenkrollen 16a bis 16f gebildet. Die Umlenkrollen 16a bis 16f sind an einem Halter 18 drehbar gelagert, der wiederum an einer Stange 20 eines nicht näher aufgezeigten Gestelles befestigt ist. Der Halter 18 ist an der Stange 20 verschiebbar gelagert und kann durch eine Schraube 21 in einer eingestellten Lage arretiert werden. Die einzelnen Achsen 17a bis 17f sind im Bereich - in vertikaler Richtung gesehen - einer schrägen Ebene 23, bzw. 24 angeordnet.
- Die Anordnung ist so getroffen, dass die Umlenkrollen 16a bis 16c zu den Umlenkrollen 16d bis 16f spiegelbildlich angeordnet sind, so dass sich eine tannenbaumförmige Anordnung der Umlenkrollen ergibt.
- Wie aus Fig. 3 zu entnehmen, überschneiden sich die durch die Achsen 17a bis 17c gelegten Ebenen. Durch diese unterschiedliche Winkelanordnung der Achsen 17a bis 17f ist es möglich, die Faserbänder F ohne weitere besondere Um-lenkstellen direkt von der jeweiligen Abzugsrolle 9 zu der Zuführvorrichtung 14 zu überführen. Jede der Umlenkrollen 16a bis 16f ist mit jeweils zwei Führungsrillen 47,48 zur Aufnahme je eines Faserbandes versehen. Dabei sind, wie insbesondere in Fig. 5 dargestellt, die Achsen 17c der Umlenkrolle 16c zu der Achse 10 der entsprechend zugeordneten Abzugsrolle 9 etwa parallel ausgerichtet. Auf dem Weg des Faserbandes F von der Abzugsrolle 9 zu der Umlenkrolle 16c wird das Faserband durch am Zuführgestell 12 angebrachte Querstangen 26 in vertikaler Richtung abgestützt. Durch die bereits beschriebene spezielle Anordnung der Rollen 16a bis 16f wird ermöglicht, dass die bei den Rollen umgelenkten Faserbänder so nach unten abgegeben werden können, so dass diese in einem Faserbandverbund 30 mit der entsprechenden Breite B abgegeben werden, welche zur Vorlage an der nachfolgenden Streckwerkseinheit 5 oder 6 notwendig ist. Um die Faserbänder F in dieser Breite B mit entsprechender Ausrichtung der Faserbänder F untereinander zur Streckwerkseinheit 5, bzw. 6, zu überführen, ist unterhalb der Zuführvorrichtung ein Bandführungsteil 15 angeordnet, das mit Löchern 28 versehen ist, deren Anzahl der nach unten abgegebenen Faserbänder F entspricht.
- Wie insbesondere in Fig. 3 zu entnehmen, sind die Löcher 28 in horizontaler Richtung versetzt im Bandführungsteil 15 angeordnet. Dadurch wird die Struktur des Faserbandvlieses 30 vorgegeben, welche sich nach dem Durchtritt der Faserbänder durch das Bandführungsteil 15 ergibt. Im Eintrittsbereich sind die Löcher 28 mit Abrundungen 29 versehen. Dies soll einerseits ein leichteres Einfädeln der Faserbänder ermöglichen und andererseits ein Abspleisen von äusseren Fasern der Faserbänder verhindern. Eine derartige Abrundung 29 könnte auch beim Austritt aus dem Bandführungsteil 15 angebracht sein.
- In Fig. 7 ist eine spezielle Ausführung des Bandführungsteils 15 aufgezeigt, wobei in die Löcher 28 ein Keramikeinsatz 32 mit einer Durchtrittsbohrung 33 für das Faserband F eingesetzt ist. In bezug auf die Ausführung nach Fig. 4 besitzt bei der Ausführung nach Fig. 7 das Loch 28 einen grösseren Durchmesser und die Durchtrittsbohrung 33 entspricht dem Durchmesser des Loches 28 der Ausführung nach Fig. 4. Die Ausführungsvariante nach Fig. 7 ermöglicht einerseits eine einfache Herstellung des Bandführungsteils 15 und eine Austauschmöglichkeit der Einsätze 32, wenn diese verschliessen sind. Die Einsätze 32 könnten entsprechend der Bandnummer bzw. des Bandmaterials in Werkstoff und Form angepasst werden.
- Fig. 8 zeigt eine weitere Ausführungsvariante des Bandführungsteils 15, wobei die Löcher 28 durch einseitig offene Längsschlitze 35 und 36 ersetzt wurden. Die Längsschlitze 35 und 36 sind von unterschiedlicher Länge, so dass die Abgabestruktur entsprechend dem Ausführungsbeispiel nach Fig. 3 bzw. 4 erhalten bleibt. Die Ausführung nach Fig. 8 bringt insbesondere den Vorteil, dass die Faserbänder leicht einzufädeln sind, das heisst die Faserbänder müssen zum Zwecke des Einfädelns nicht angespitzt werden.
- Wie aus Fig. 6 zu entnehmen, gelangt das nach unten abgegebene Faserbandvlies 30 zu einer Führungsrolle 38, welche frei drehbar gelagert ist. Die Führungsrolle 38 ist oberhalb eines Leitbleches 39 angebracht, über welches das Faserbandvlies dem Eingangswalzenpaar 41 der Streckwerkseinheit 5 zugeführt wird. Das Faserbandvlies 30 wird in der Streckwerkseinheit 5 verstreckt, bzw. verzogen und gelangt als Faservlies 43 über eine Leitfläche 44 auf den Zuführtisch 4 unter eine Klemmlinie einer angetriebenen Förderwalze 45. Das von der Streckwerkseinheit 6 abgegebene Faservlies 42 wird im Bereich dieser Klemmstelle mit dem Faservlies 43 doubliert und anschliessend zur wickelbildenden Einheit überführt. Die Führungsrolle 38 ist direkt oberhalb des Leitbleches 39 angeordnet und bildet mit dem Leitblech 39 eine Klemmstelle für das zugeführte Faserbandvlies. Das heisst, man kann in diesem Bereich der Klemmstelle nicht mehr von einer freien Umlenkung der Faserbänder sprechen, zumal die Faserbänder hier keine Möglichkeit mehr haben, sich zu verdrehen und somit eine unerwünschte Struktur zu erzeugen.
- Es wäre jedoch auch denkbar, die Zuführeinrichtung 14 in vertikaler Richtung schräg anzuordnen, so dass eine zusätzlich Umlenkung durch die Führungsrolle 38 überflüssig wird.
- In Fig. 9 wird ein weiteres Ausführungsbeispiel einer wikkelbildenden Maschine 1 gezeigt, deren Komponenten im wesentlichen mit den Komponenten des Ausführungsbeispiels nach Fig. 1 übereinstimmen. Lediglich die Zuführvorrichtung 14, welche die Umlenkstelle für die Faserbänder F bildet, ist abweichend in bezug auf das Ausführungsbeispiel nach Fig. 1 ausgebildet. Dies ist insbesondere aus der Seitenansicht der Fig. 10, bzw. aus den vergrösserten Teilansichten der Fig. 11 und 12 zu entnehmen.
- Die Faserbänder werden aus den Kannen K der Kannenreihen R1 bis R2, bzw. R3 bis R4, der jeweiligen Zuführvorrichtung 14 in etwa horizontaler Lage zugeführt.
- Über die einzelnen Lieferstellen 8 der Kannen K gelangen die Faserbänder F zu den zugeordneten Umlenkrollen 55a bis 55o (Fig. 12).
- Die Umlenkrollen 55a bis 55o sind in verschränkten Laschen 53a bis 53o drehbar gelagert. Die Laschen 53a bis 53o sind in bestimmten Abständen zueinander an einem Halter 50, bzw. an einem Halter 51 befestigt. Die Halter 50,51 sind an einer Stange 52 angebracht und verlaufen jeweils etwa unter einem Winkel α zur vertikalen Mittelebene M der Zuführeinrichtung 14. Wie insbesondere aus der Seitenansicht nach Fig. 11 zu entnehmen, sind die Halter 51,52 sowie die Umlenkrollen 55a bis 55o etwa in einer horizontalen Ebene ausgerichtet. Um dies besser zu veranschaulichen, wurde eine horizontale Ebene H eingezeichnet sowie eine Achsenverbindungslinie A1 bzw. A2 zwischen den einzelnen Umlenkrollen. Wie daraus zu ersehen, verlaufen die Linien A1 bzw. A2 etwa parallel zur horizontalen Ebene H.
- Die einzelnen Achsen 56a bis 56o sind bis auf zwei Ausnahmen unter einem bestimmten Winkel β zur horizontalen Ebene H schräggestellt. Die Achsen 56b und 56i sind die einzigen, die parallel zur horizontalen Ebene H verlaufen. Diese Winkelstellung in bezug auf die horizontale Ebene H ist so ausgebildet, so dass die jeweiligen Umlenkrollen die Faserbänder F in Richtung der Löcher 28 des nachfolgenden Bandführungsteils so weiterführen, so dass keine zusätzliche Umlenkung für die Faserbänder F entsteht. Das heisst, die einzelnen Faserbänder F werden bei den Umlenkrollen 55a bis 55o schonend und ohne weitere Beanspruchung umgelenkt. Dies wird zusätzlich auch durch eine weitere Schrägstellung der Achsen 56a bis 56g zur Achsenverbindungslinie A1 bzw. der Achsen 56h bis 56o zur Achsenverbindungslinie A2 erreicht. Dadurch ist es möglich, wie z.B. in Fig. 5 gezeigt, die Drehachsen der einzelnen Umlenkrollen etwa parallel zu den Drehachsen 10 der zugeordneten Abzugsrolle 9 bei den Kannen K auszurichten.
- Durch diese in einer etwa horizontalen Ebene H liegende tannenbaumartige Ausführung der Zuführvorrichtung wird ausserdem eine übersichtliche und leicht zu handhabende Umlenkstelle gebildet. Das heisst, die Zuordnung der einzelnen Umlenkrollen zu den entsprechend zugeordneten Abzugsrollen 9 ist leicht überschaubar. Über die Stange 52 ist die Zuführvorrichtung 14 an einem Gestell befestigt (nicht gezeigt). Diese Befestigung kann so ausgebildet werden, so dass eine horizontale und/oder vertikale Lageänderung der Zuführvorrichtung 14 vorgenommen werden kann.
- Im gezeigten Beispiel nach der Fig. 12 ist auf den Umlenkrollen 55g bzw. 55o kein Faserband F gelegt. Diese Rollen könnten zur Aufnahme eines Reservebandes (nicht gezeigt) dienen oder zur Aufnahme eines weiteren Faserbandes, wenn in einer Kannenreihe R1 bis R4 ein weiteres Faserband F aus jeweils einer siebten Kanne K abgezogen wird.
- Es ist auch denkbar, anstelle der drehbar gelagerten Rollen 16a bis 16f, bzw. 55a bis 55o, feststehende Umlenkelemente, z.B. rotationssymmetrische Keramikteile zu verwenden. Dies würde zwar gegenüber den drehbar gelagerten Umlenkrollen eine höhere Reibung an den Umlenkstellen geben, jedoch könnten diese Umlenkstellen dadurch einfach und preisgünstig hergestellt werden.
- Um die entsprechende Winkelstellung der Umlenkrollen in der horizontalen bzw. in der vertikalen Ebene zu erzielen, müssen bei der Lösung nach der Fig. 11 die Laschen 53a bis 53o entsprechend verschränkt (wie gezeigt) ausgeführt werden.
- Die Weiterführung der Faserbänder durch den Bandführungsteil 15 des Ausführungsbeispieles nach Fig. 12 bis zur Vorlage zur jeweiligen Streckwerkseinheit 5,6 erfolgt analog dem unter Fig. 6 beschriebenen Ausführungsbeispiel.
- Fig. 13 bzw. Fig. 14 zeigt eine weitere besondere Ausführung des Bandführungsteils 15.
- Anstelle von einfachen im Bandführungsteil 15 angeordneten Durchgangslöchern 28 kommen hierbei nebeneinanderliegende und verschiebbar angebrachte Führungshülsen 58 bzw. 59 zur Anwendung. Die Führungshülsen 58,59 sind dabei mit trichterförmigen, länglichen und nach unten verengenden Durchtrittsöffnungen 60 versehen. Diese Form der Durchtrittsöffnung 60 ermöglicht einerseits ein problemloses Einfädeln der Faserbänder und verhindert andererseits ein Abschälen von äusseren Fasern aus dem Faserverbund des Faserverbandes. Durch die trichterförmige und längliche Öffnung werden die Faserbänder leicht verdichtet und von der runden Bandstruktur in eine flache Bandstruktur verformt. Diese flache Bandstruktur ist besser geeignet zur nachträglichen Weiterverarbeitung im Streckwerk 5 oder 6 und ermöglicht die Vorlage eines geschlossenen Faserbandes-Verbundes, d.h. dem jeweiligen Streckwerk wird eine geschlossene Fasermatte zum Verstrecken vorgelegt. Damit die mit flachem Querschnitt ausgeformten Faserbänder ohne Zwischenraum nebeneinanderliegen, sind die Führungshülsen 58 und 59, bzw. deren Durchgangsöffnungen 60, so angeordnet, dass sie sich, über die Breite B' gesehen, mit dem Mass X überschneiden. Durch die seitliche Verschiebbarkeit der Führungshülsen 58 und 59, wie durch Doppelpfeile schematisch angedeutet, kann das Mass X genau eingestellt werden. Es gibt auch Anwendungsfälle, wo das Mass X auf Null eingestellt wird. Dies hängt jedoch von der jeweiligen Art des zu verarbeitenden Fasermaterials ab. Um die von den Führungshülsen 58 und 59 abgegebenen flachen Faserbänder F zu einer Faserbandwatte zusammenzuführen, sind die symmetrischen Achsen 61 und 62 der Führungshülsen 58,59 in bezug auf die vertikale Mittelebene V schräggestellt. Das heisst, die vertikale Ebene, in welcher sich die Achsen 61 befinden, würden sich unterhalb des Bandführungsteils 15 mit der vertikalen Ebene, in welcher sich die Achsen 62 befinden, schneiden.
- Die Führungshülsen 58,59 sind in den Aufnahmen 64 bzw. 65 über die Laschen 67 verschiebbar befestigt. Die Laschen 67 sind dabei jeweils mit Durchtrittsbohrungen versehen, durch welche die Schrauben 75 hindurchgreifen und in eine Führungsmutter 71 geschraubt sind. Die Führungsmutter 71 ist dabei so ausgebildet, dass sie in dem T-förmigen Längsschlitz 69 der Aufnahme 64 bzw. 65 längsverschiebbar gelagert ist. Beim Drehen der Schrauben verspannt sich die obere Fläche der Mutter 71 gegen die obere Innenfläche des T-förmigen Längsschlitzes 69. Dadurch ist die Längsverschiebung blockiert und die Führungshülse in ihrer eingestellten Lage fixiert.
- An der Aufnahme 64 ist ein Winkel 72 angebracht, der über die Schraube 78 an dem schematisch dargestellten Gestell 77 befestigt ist. Wie insbesondere aus Fig. 14 zu entnehmen, ist der Winkel mit einem Langloch 66 versehen, womit eine gemeinsame seitliche Verstellung der Führungshülsen 58 vorgenommen werden kann. In der Regel sind mehrere solcher Winkel im Abstand an der Aufnahme 64 angebracht. Durch diese Möglichkeit der seitlichen Verschiebung der Aufnahme 64 wird die Einstellung der Ränder der abgegebenen Faserbandmatte in bezug auf den Einlauf des nachfolgenden Streckwerks ermöglicht. Die gleiche Verstellmöglichkeit ist natürlich auch für die Aufnahme 64 vorgesehen. Sie wurde jedoch aus Übesichtlichkeitsgründen nicht gezeigt.
- Durch die Verwendung derartiger Führungshülsen ist es möglich, individuelle Anpassungen hinsichtlich des Einlaufs unter Berücksichtigung des entsprechenden Fasermaterials vorzunehmen. Ebenso können bei Verschleiss die einzelnen Führungshülsen relativ leicht ersetzt werden.
- In Fig. 15 wird eine weitere Befestigungsart der Hülse 58 gezeigt. Hierbei ist an der Hülse 58 ein Halter 63 mit einem Lagerteil 68 angebracht. Das Lagerteil 68 ist verschiebbar auf einer Stange 70 befestigt. Zur Arretierung an einer vorbestimmten Stelle wird eine durch den Lagerteil 68 ragende Schraube 73 gegen die Stange 70 gedrückt. Die Stange wiederum ist in einem Gestell 77 ortsfest gelagert. Wie zuvorbeschrieben, könnte auch eine Einrichtung vorhanden sein, womit die Hülsen 58 über die Verschiebung des Gestells 77 gemeinsam seitlich verstellt werden können. Es ist auch denkbar, das Profil der Stange 70 nicht rund, sondern so auszuführen, dass bei entsprechend ausgeführtem Lagerteil 68 ein Formschluss entsteht, der eine radiale Verdrehung der Führungshülse 58 um die Stange 70 verhindert.
- In Fig. 16 wird eine weitere Ausführungsform einer Führungshülse 80 gezeigt, wobei die Öffnung 81 mit einer Verengung im mittleren Teil vorgesehen ist. Die Führungshülse 80 ist dabei über die Lasche 67 mittels der Schraube 75 an einem Winkel 69 befestigt. Der Winkel 79 kann wie der Winkel 72 am Gestell 77 verschiebbar befestigt sein. Ausserdem könnte der Winkel 79 mit Langlöchern im Bereich der Schraube 75 versehen sein, welcher eine seitliche Verschiebung der Hülse 80 quer zu Förderrichtung ermöglichen würde. Es sind noch weitere Varianten in der Ausführung der Führungshülsen bzw. deren Befestigungsmöglichkeiten denkbar.
- Durch die vorgeschlagene erfindungsgemässe Ausbildung der Zuführeinrichtung wird eine sternförmige Zuführung von Faserbändern aus entsprechenden Lieferstellen 8 ermöglicht, ohne dass weitere zusätzliche Umlenkstellen für die Faserbänder F notwendig sind.
Claims (31)
- Zuführvorrichtung (14) zum Zuführen einer Anzahl von aus verschiedenen Lieferstellen (8) gelieferten Faserbändern (F) zu einem Eingangswalzenpaar (41) einer Streckwerkseinheit (5,6), wobei die etwa horizontal und quer zur Förderrichtung (T) der Streckwerkseinheit (5,6) gelieferten Faserbänder umgelenkt und quer zu den Drehachsen (40) des Eingangswalzenpaars (41) der Streckwerkseinheit vorgelegt werden, dadurch gekennzeichnet, dass die Zuführvorrichtung (14) aus mehreren Führungselementen (16a-16f;55a-55o) besteht, die über die Breite (B1) der Streckwerkseinheit (5,6) verteilt angeordnet sind und zur individuellen Umlenkung der einzelnen Faserbänder (F) nach unten in eine quer zur horizontalen Lieferrichtung (D) zeigende Förderrichtung (T) vorgesehen sind.
- Zuführvorrichtung (14) nach Anspruch 1, dadurch gekennzeichnet, dass die Führungselemente aus rotationssymmetrischen Umlenkelementen (16a-16f; 55a-55o) bestehen.
- Zuführvorrichtung (14) nach Anspruch 2, dadurch gekennzeichnet, dass die rotationssymmetrische Achse (17a-17f;56a-56o) des Führungselements (16a-16f; 55a-55o), das einer bestimmten Lieferstelle (8) zugeordnet ist, quer zur Zuführrichtung (D) Faserbandes (F), von der Lieferstelle (8) aus betrachtet, ausgerichtet ist.
- Zuführvorrichtung (14) nach einem der Ansprüche 2 bis 3, dadurch gekennzeichnet, dass die Führungselemente (16a-16f; 55a-55o) so gelagert sind, so dass sich die vertikalen Ebenen, in welchen die Achsen (17a-17f; 56a-56o) der Führungselemente liegen, teilweise überschneiden.
- Zuführvorrichtung (14) nach einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, dass die Führungselemente (55a-55o) auf einer Ebene (A1,A2) angeordnet sind, die quer zur nach unten gerichteten Abgaberichtung (T) der Förderelemente ausgerichtet ist.
- Zuführvorrichtung (14) nach einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, dass die Achsen (17a-17f) der Führungselemente (16a-16f) teilweise in verschiedenen horizontalen Ebenen (I-III) angeordnet sind.
- Zuführvorrichtung (14) nach einem der Ansprüche 2 bis 6, dadurch gekennzeichnet, dass die Führungselemente (16a-16f;55a-55o) so gelagert sind, so dass deren Achsen (17a-17f;56a-56o) in bezug auf eine horizontale Ebene (H) teilweise unterschiedlich geneigt sind.
- Zuführvorrichtung (14) nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Führungselemente (16a-16f;55a-55o) in bezug auf die vertikale Mittelebene (M) der Streckwerkseinheit (5,6) spiegelbildlich angeordnet sind.
- Zuführvorrichtung (14) nach Anspruch 8, dadurch gekennzeichnet, dass die Führungselemente (16a-16f; 55a-55o) im Bereich von Ebenen (23,24;A1,A2) angeordnet sind, die sich tannenbaumartig von der Mittelebene (M) nach aussen erstrecken.
- Zuführvorrichtung (14) nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die Führungselemente aus drehbar gelagerten Umlenkrollen (16a-16f;55a-55o) gebildet sind.
- Zuführvorrichtung (14) nach Anspruch 10, dadurch gekennzeichnet, dass die Umlenkrollen (16a-16f;55a-55o) mit Führungsrillen (47,48) versehen sind.
- Zuführvorrichtung (14) nach Anspruch 11, dadurch gekennzeichnet, dass die Umlenkrollen (16a-16f) jeweils mit mindestens zwei Führungsrillen (47,48) ausgestattet sind.
- Zuführvorrichtung (14) nach einem der Ansprüche 1 bis 12, dass unterhalb der Führungselemente (16a-16f, 55a-55o) ein Bandführungsteil (15) mit im Abstand fixierten Faserbandführungen (28,33,35,36,58,59,80) vorgesehen ist, der sich über die Breite (B1) der Streckwerkseinheit (5,6) erstreckt.
- Zuführvorrichtung (14) nach Anspruch 13, dadurch gekennzeichnet, dass die Faserbandführungen aus nebeneinander und versetzt zueinander angeordneten Löchern (28) gebildet werden.
- Zuführvorrichtung (14) nach Anspruch 14, dadurch gekennzeichnet, dass auf der Seite der Bandzuführung in die Löcher (28) Führungshülsen (32) eingelegt sind.
- Zuführvorrichtung (14) nach Anspruch 13, dadurch gekennzeichnet, dass das Bandführungsteil (15) mit einseitig offenen Schlitzen (35,36) mit unterschiedlichen Längen in Richtung der Mittelebene (M) der Streckwerkseinheit (5,6) versehen ist.
- Zuführvorrichtung (14) nach Anspruch 13, dadurch gekennzeichnet, dass die Faserbandführungen aus verstellbar befestigten und nebeneinander versetzt angeordneten, mit Durchtrittsöffnungen (60,81) versehenen Führungshülsen (58,59,80) gebildet sind.
- Zuführvorrichtung (14) nach Anspruch 17, dadurch gekennzeichnet, dass die Führungshülsen (58,59,60) in bezug auf die Mittelebene (M) der Streckwerkseinrichtung (5,6) seitlich verschiebbar in einer Aufnahme (64,65) gelagert sind.
- Zuführvorrichtung (14) nach Anspruch 18, dadurch gekennzeichnet, dass die Aufnahme aus einer Stange (70), auf welcher die Führungshülsen (57,58) nebeneinanderliegend verschiebbar befestigt sind, gebildet ist.
- Zuführvorrichtung (14) nach Anspruch 18, dadurch gekennzeichnet, dass die Aufnahme aus einem Träger (64,65) mit einer Längsnut (69) gebildet ist, in welcher die Führungshülsen (58,59) nebeneinanderliegend verschiebbar befestigt sind.
- Zuführvorrichtung (14) nach einem der Ansprüche 18 bis 20, dadurch gekennzeichnet, dass mindestens zwei parallel nebeneinanderliegende Aufnahmen (64,65) vorgesehen sind und jede Aufnahme eine Gruppe von nebeneinanderliegenden Führungshülsen (58,59) aufnimmt.
- Zuführvorrichtung nach Anspruch 21, dadurch gekennzeichnet, dass die Symmetrieachsen (61,62) der Durchtrittsöffnungen (60) der Führungshülsen (58,59) in Förderrichtung der Faserbänder (F) gesehen, so ausgerichtet sind, so dass sich die Ebenen, in welcher die Symmetrieachsen (62) der zweiten Gruppe der Führungshülse (59) liegt, unterhalb der Führungshülsen (58,59) schneidet.
- Zuführvorrichtung (14) nach einem der Ansprüche 17 bis 21, dadurch gekennzeichnet, dass die Führungshülsen (58,59) mit in Förderrichtung der Faserbänder (F) verjüngenden Öffnungen (60) versehen ist.
- Zuführvorrichtung (14) nach einem der Ansprüche 17 bis 22, dadurch gekennzeichnet, dass die Führungshülsen (80) mit, in Förderrichtung der Faserbänder (F) gesehen, zuerst verjüngenden und dann divergierenden Öffnungen (81) versehen sind.
- Zuführvorrichtung (14) nach einem der Ansprüche 23 oder 24, dadurch gekennzeichnet, dass die Öffnungen (60,80) als Längsschlitze ausgebildet sind, deren Längsseiten quer zur Mittelebene (M) ausgerichtet sind.
- Zuführvorrichtung (14) nach einem der Ansprüche 15 oder 17 bis 25, dadurch gekennzeichnet, dass die Führungshülsen (32,58,59,80) mindestens teilweise aus Keramik gefertigt sind.
- Zuführvorrichtung (14) nach einem der Ansprüche 15 oder 17 bis 25, dadurch gekennzeichnet, dass die Führungshülsen (32,58,59,80) aus gesintertem Aluminium bestehen.
- Zuführvorrichtung (14) nach einem der Ansprüche 18 bis 22, dadurch gekennzeichnet, dass die Aufnahme (64,65) seitlich in bezug auf die Mittelebene (M) verstellbar befestigt ist.
- Zuführvorrichtung (14) nach einem der Ansprüche 1 bis 28, dadurch gekennzeichnet, dass die Lieferstellen (8) aus an einem Zuführgestell (12) drehbar gelagerten Rollen (9) gebildet sind, deren jeweiligen Drehachsen (10) etwa im rechten Winkel zur Förderrichtung (D) des Faserbandes (F) zum jeweils zugeordneten Führungselement (16a-16f;55a-55o) ausgerichtet sind.
- Zuführvorrichtung (14) nach einem der Ansprüche 1 bis 29, dadurch gekennzeichnet, dass unterhalb den Führungselementen (16a-16f;55a-55o) eine Umlenkwalze (38) drehbeweglich gelagert ist, welcher ein ein vor dem Eingangswalzenpaar (41) liegendes Führungsblech (39) nachgeschaltet ist.
- Zuführvorrichtung (14) nach einem der Ansprüche 1 bis 12. dadurch gekennzeichnet, dass unterhalb den Führungselementen (16a-16f;55a-55o), ein Bandführungsteil in Form einer Walze (38) mit Führungsrillen für die einzelnen Faserbänder (F) angeordnet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH1336/94 | 1994-04-29 | ||
| CH133694 | 1994-04-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0679741A1 true EP0679741A1 (de) | 1995-11-02 |
| EP0679741B1 EP0679741B1 (de) | 1999-01-07 |
Family
ID=4208102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19950106001 Expired - Lifetime EP0679741B1 (de) | 1994-04-29 | 1995-04-21 | Faserbandzuführeinrichtung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0679741B1 (de) |
| JP (1) | JP3512517B2 (de) |
| CN (1) | CN1048049C (de) |
| DE (1) | DE59504715D1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19706831A1 (de) * | 1996-03-01 | 1997-09-04 | Rieter Ag Maschf | Verstellbare Führungselemente |
| DE19707206A1 (de) * | 1997-02-24 | 1998-08-27 | Rieter Ag Maschf | Herstellung eines Faserbandes aus Natur- und Kunstfasern |
| ITBS20080188A1 (it) * | 2008-10-24 | 2010-04-25 | Marzoli Spa | Dispositivo di guida di nastri ad un dispositivo di stiro, in particolare di uno stiroriunitore |
| ITBS20110097A1 (it) * | 2011-06-29 | 2012-12-30 | Marzoli Combing & Flyer S P A | Dispositivo di deviazione di nastri ad uno stiroriunitore di una linea di filatura |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19908371A1 (de) * | 1999-02-26 | 2000-08-31 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Strecke zur Verarbeitung eines Faserverbandes aus Faserbändern |
| DE102007037431A1 (de) * | 2006-10-20 | 2008-04-24 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern, insbesondere zum Kämmen, mit einer Zuführvorrichtung |
| ITMI20081097A1 (it) * | 2007-06-29 | 2008-12-30 | Truetzschler Gmbh & Co Kg | Apparecchiatura per la cernita di fibre o la selezione di fibre di un fascio di fibre comprendente fibre tessili, specialmente per la pettinatura |
| TW200907134A (en) * | 2007-08-09 | 2009-02-16 | Zheng Chuan Tian | Ribbon roller set transmission device of ribbon loom |
| DE102012110109A1 (de) | 2012-10-23 | 2014-04-24 | TRüTZSCHLER GMBH & CO. KG | Zuführeinrichtung für Faserband |
| CN102965772A (zh) * | 2012-12-17 | 2013-03-13 | 马驰 | 适用于棉条并卷联合机的导棉辊 |
| CN110144647B (zh) * | 2019-05-10 | 2024-10-01 | 经纬智能纺织机械有限公司 | 一种用于条并卷机导条架的棉条喂入装置 |
| CN110791842B (zh) * | 2019-11-07 | 2021-08-20 | 金迪(聊城市)知识产权运营有限公司 | 一种纺织用并条优化装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2322825A (en) * | 1941-12-10 | 1943-06-29 | Celanese Corp | Yarn guide |
| FR1049674A (fr) * | 1951-01-24 | 1953-12-31 | Tmm Research Ltd | Procédé de production de fils formés de fibres textiles retordues par filage |
| GB745395A (en) * | 1953-05-12 | 1956-02-22 | Casablancas High Draft Co Ltd | Improvements in reducing collector assemblies for textile fibre drafting mechanisms |
| GB935333A (en) * | 1958-01-30 | 1963-08-28 | Hercules Powder Co Ltd | Apparatus and method for delivering filaments on to work surfaces |
| FR2285478A1 (fr) * | 1974-09-20 | 1976-04-16 | Platt Saco Lowell Ltd | Appareil perfectionne de bobinage de meches de matiere textile |
| EP0399927A1 (de) * | 1989-05-23 | 1990-11-28 | Devtex | Gatter für eine Spinnmaschine |
| EP0428957A1 (de) * | 1989-11-20 | 1991-05-29 | Maschinenfabrik Rieter Ag | Luntenführer |
-
1995
- 1995-04-21 DE DE59504715T patent/DE59504715D1/de not_active Expired - Fee Related
- 1995-04-21 EP EP19950106001 patent/EP0679741B1/de not_active Expired - Lifetime
- 1995-04-27 JP JP10434695A patent/JP3512517B2/ja not_active Expired - Fee Related
- 1995-04-28 CN CN95105735A patent/CN1048049C/zh not_active Expired - Lifetime
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2322825A (en) * | 1941-12-10 | 1943-06-29 | Celanese Corp | Yarn guide |
| FR1049674A (fr) * | 1951-01-24 | 1953-12-31 | Tmm Research Ltd | Procédé de production de fils formés de fibres textiles retordues par filage |
| GB745395A (en) * | 1953-05-12 | 1956-02-22 | Casablancas High Draft Co Ltd | Improvements in reducing collector assemblies for textile fibre drafting mechanisms |
| GB935333A (en) * | 1958-01-30 | 1963-08-28 | Hercules Powder Co Ltd | Apparatus and method for delivering filaments on to work surfaces |
| FR2285478A1 (fr) * | 1974-09-20 | 1976-04-16 | Platt Saco Lowell Ltd | Appareil perfectionne de bobinage de meches de matiere textile |
| EP0399927A1 (de) * | 1989-05-23 | 1990-11-28 | Devtex | Gatter für eine Spinnmaschine |
| EP0428957A1 (de) * | 1989-11-20 | 1991-05-29 | Maschinenfabrik Rieter Ag | Luntenführer |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19706831A1 (de) * | 1996-03-01 | 1997-09-04 | Rieter Ag Maschf | Verstellbare Führungselemente |
| DE19707206A1 (de) * | 1997-02-24 | 1998-08-27 | Rieter Ag Maschf | Herstellung eines Faserbandes aus Natur- und Kunstfasern |
| ITBS20080188A1 (it) * | 2008-10-24 | 2010-04-25 | Marzoli Spa | Dispositivo di guida di nastri ad un dispositivo di stiro, in particolare di uno stiroriunitore |
| ITBS20110097A1 (it) * | 2011-06-29 | 2012-12-30 | Marzoli Combing & Flyer S P A | Dispositivo di deviazione di nastri ad uno stiroriunitore di una linea di filatura |
| EP2540879A1 (de) | 2011-06-29 | 2013-01-02 | Marzoli S.P.A. | Umleitungsvorrichtung von Bahnen auf einen Schleifenwickler auf einer Spinnanlage |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH07305238A (ja) | 1995-11-21 |
| JP3512517B2 (ja) | 2004-03-29 |
| CN1115803A (zh) | 1996-01-31 |
| EP0679741B1 (de) | 1999-01-07 |
| DE59504715D1 (de) | 1999-02-18 |
| CN1048049C (zh) | 2000-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1984549B1 (de) | Maschine zur herstellung einer maschenware aus fasermaterial, insbesondere rundstrickmaschine | |
| EP2122022B1 (de) | Ringspinnmaschine mit vorrichtung zum zuführen von flammen | |
| EP0679741B1 (de) | Faserbandzuführeinrichtung | |
| EP1449944B1 (de) | Zangenaggregat für eine Kämmaschine | |
| WO2008017340A1 (de) | Vorrichtung zum herstellen einer maschenware | |
| WO1981003501A1 (en) | Spinning frame,preferably ring continuous spinning frame | |
| DE10252631A1 (de) | Spinnmaschine mit Verdichtungseinrichtung | |
| CH664773A5 (de) | Verfahren und vorrichtung zum herstellen eines umwindegarnes. | |
| EP1975288B1 (de) | Spinnmaschine | |
| DE3331195A1 (de) | Vorrichtung zum oe-friktionsspinnen | |
| DE102007003158A1 (de) | Streckwerks-Anordnung | |
| DE2752232A1 (de) | Falschdrall-strecktexturiermaschine | |
| EP3119712B1 (de) | Bandführer für eine strecke sowie strecke | |
| DE69026050T2 (de) | Verfahren zum Auswechseln von Vorgarnspulen in Ringspinnmaschinen | |
| DE3501842C2 (de) | Faserbandauflöseaggregat für eine OE-Spinnmaschine | |
| DE19628164B4 (de) | Verstellbarer Vliesführer | |
| DE19933747A1 (de) | Spinnmaschine mit einer Vielzahl von Spinnstellen | |
| DE1922876A1 (de) | Spinneinheit zum Verspinnen eines Faserbandes | |
| EP1579044A1 (de) | Vorrichtung zum herstellen eines gesponnenen fadens mit verschwenkbar gelagerten und abnehmbaren luftdüsenaggregat | |
| DE19706831A1 (de) | Verstellbare Führungselemente | |
| LU102828B1 (de) | Oberriemchenhalter für ein Riemchenstreckwerk einer Textilmaschine | |
| EP1644560B1 (de) | Zangenaggregat einer k mmaschine | |
| EP1413656A2 (de) | Luftspinnmaschine mit einstellbarer Spinndistanz zwischen Spinnbox und Streckwerk | |
| DE10132865B4 (de) | Trennfadenführer für eine Spinnanlage und Spinnanlage mit einem solchen Trennfadenführer | |
| DE2449311B2 (de) | Vorrichtung zum Zuführen eines Faserbandes an einer Offenendspinnmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE IT LI |
|
| 17P | Request for examination filed |
Effective date: 19950916 |
|
| 17Q | First examination report despatched |
Effective date: 19961120 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59504715 Country of ref document: DE Date of ref document: 19990218 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20000327 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010520 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010520 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030324 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041103 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090428 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100421 |