EP0609196A1 - Zweikammerofen zur Schmelzenbeschickung von Giessmaschinen - Google Patents
Zweikammerofen zur Schmelzenbeschickung von Giessmaschinen Download PDFInfo
- Publication number
- EP0609196A1 EP0609196A1 EP94890018A EP94890018A EP0609196A1 EP 0609196 A1 EP0609196 A1 EP 0609196A1 EP 94890018 A EP94890018 A EP 94890018A EP 94890018 A EP94890018 A EP 94890018A EP 0609196 A1 EP0609196 A1 EP 0609196A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- chamber
- melt
- removal
- storage chamber
- storage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005266 casting Methods 0.000 title claims abstract description 7
- 239000002184 metal Substances 0.000 title abstract 7
- 239000000463 material Substances 0.000 claims abstract description 11
- 239000000155 melt Substances 0.000 claims description 26
- 230000001681 protective effect Effects 0.000 claims description 8
- 230000001105 regulatory effect Effects 0.000 abstract 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000000289 melt material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces
- F27B3/04—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces of multiple-hearth type; of multiple-chamber type; Combinations of hearth-type furnaces
Definitions
- the invention relates to a two-chamber furnace for the melt loading of casting machines, with a storage chamber having a material feed device, a removal chamber having a melt removal device and a melt pump for transferring the melt from the storage chamber into the removal chamber, comprising a control device for the melt fill level in the removal chamber.
- melt is pumped directly from the storage chamber into the removal chamber, an overflow being able to prevent overfilling of the removal chamber.
- This level control device is therefore relatively complex, it leads to the melt bath in the removal chamber being disturbed by the amount of melt that flows in and, moreover, the two chambers remain in contact with one another at least with regard to their atmosphere, which inevitably leads to undesirable oxidation phenomena in the melt due to the air admission when the material is refilled.
- the invention is therefore based on the object of eliminating these deficiencies and of rationally improving a two-chamber furnace of the type described above with regard to its function and effect.
- the invention solves this problem in that an intermediate chamber is provided between the removal chamber and storage chamber, which communicates with the removal chamber on the one hand communicating via a compensating opening and on the other hand communicates with the storage chamber via an overflow, and in that the melt pump transfers the melt from the storage chamber into the Intermediate chamber promotes.
- This intermediate chamber creates a lock located upstream of the removal chamber, which allows a complete separation between the store and the removal chamber. Since the melt is not fed directly into the removal chamber, but rather into the storage chamber for refilling the amount of feed removed, and the intermediate chamber with the storage chamber merely gives a communicating container, the melt can also be refilled in the removal chamber without causing an undesired bath movement. Apart from this, it is possible, due to the overflow of the intermediate chamber, by correspondingly overdosing the melt refill quantity, to adhere very precisely to the fill level in the removal container determined by the overflow height, without the need for expensive control devices and sensors.
- the removal chamber, the intermediate chamber and the storage chamber are tightly covered and gas lines open into the chambers to build up a protective gas atmosphere, the risk of oxidation for the melt can be easily eliminated Air access can be secured and a protective gas atmosphere can be applied, and the intermediate and storage chamber are also protected from air access by a suitable cover and protective gas. If the material feed device is also equipped with a suitable closure and preferably its own protective gas purging device, the protective gas atmosphere is retained even when the material is refilled.
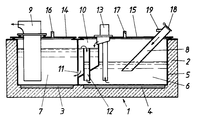
- a two-chamber furnace 1 with its insulating housing 2 and corresponding heating devices 3, 4 has a furnace insert 5 which forms two chambers, a storage chamber 6 and a removal chamber 7.
- a tubular material feed device 8 leads into the storage chamber 6 and a melt removal device 9 projects into the removal chamber 7 for the actual loading of the casting machine.
- an intermediate chamber 10 is provided which communicatively connects to the removal chamber 7 via a compensating opening 11 and is connected to the storage chamber 6 via an overflow pipe 12.
- covers 14, 15 are provided and gas lines 16, 17 opening into the removal and storage chamber 7, 6 allow a protective gas atmosphere to be built up inside the chambers.
- the material supply device 8 is provided with a suitable closure 18 and can be flushed with protective gas via a gas supply line 19.
- the material to be cast is melted or kept warm in the storage chamber 6 and comes ready for pouring into the removal chamber 7, with a complete separation between the removal and storage chambers taking place through the intermediate chamber 10 and therefore the preparation measures in the storage chamber without a harmful reaction to the removal conditions the removal chamber 7 can be performed.
- the melt pump 13 conveys processed melt from the storage chamber 6 into the intermediate chamber 10, so that the bath level in the removal chamber 7 is kept constant without unwanted bath movement.
- the overflow 12 allows a fill level height determination in a simple manner by suitable overfilling of the intermediate chamber 10, the excess amount flowing back into the storage chamber through the overflow 12. Therefore, if the pump running time and thus the delivery rate are adapted to the time required for the casting machine to melt, there is an exact control of the filling level in the removal chamber 7 without expensive melt level sensors or the like.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Casting Devices For Molds (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf einen Zweikammerofen zur Schmelzenbeschickung von Gießmaschinen, mit einer eine Materialzufuhreinrichtung aufweisenden Speicherkammer, einer eine Schmelzenentnahmeeinrichtung aufweisenden Entnahmekammer und einer eine Schmelzenpumpe zum Umfüllen der Schmelze aus der Speicherkammer in die Entnahmekammer umfassenden Regelungseinrichtung für die Schmelzenfüllhöhe in der Entnahmekammer.
- Solche Zweikammerofen haben sich bereits durchaus bewährt, da in der Speicherkammer das zu verarbeitende Material getrennt von der Entnahmekammer aufbereitet werden kann und sich daher die zur Gießmaschinenbeschickung aus der Entnahmekammer entnommene Schmelzenmenge gleich durch gießfertiges Schmelzenmaterial ersetzen läßt, was größere Schwankungen hinsichtlich der qualitätsentscheidenden Schmelzen-Entnahmebedingungen vermeidet. Bei den bekannten Zweikammeröfen wird allerdings zur Konstanthaltung der Schmelzenfüllhöhe in der Entnahmekammer in Abhängigkeit vom jeweils über Sensoren od. dgl. erfaßbaren Schmelzenspiegel Schmelze aus der Speicherkammer direkt in die Entnahmekammer gepumpt, wobei ein Überlauf zur Verhinderung eines Überfüllens der Entnahmekammer vorgesehen sein kann. Diese Füllstandshöhenregelungseinrichtung ist somit relativ aufwendig, sie führt zu einer Beunruhigung des Schmelzenbades in der Entnahmekammer durch die nachfließende Schmelzenmenge und außerdem bleiben die beiden Kammern zumindest hinsichtlich ihrer Atmosphäre miteinander in Verbindung, was wegen des Luftzutritts beim Nachfüllen des Materials zwangsweise zu unerwünschten Oxydationserscheinungen bei der Schmelze führt.
- Der Erfindung liegt daher die Aufgabe zugrunde, diese Mängel zu beseitigen und einen Zweikammerofen der eingangs geschilderten Art auf rationelle Weise hinsichtlich seiner Funktion und Wirkung zu verbessern.
- Die Erfindung löst diese Aufgabe dadurch, daß zwischen Entnahmekammer und Speicherkammer eine Zwischenkammer vorgesehen ist, die einerseits über eine Ausgleichsöffnung kommunizierend an die Entnahmekammer anschließt und anderseits über einen Überlauf mit der Speicherkammer in Verbindung steht, und daß die Schmelzenpumpe die Schmelze aus der Speicherkammer in die Zwischenkammer fördert. Durch diese Zwischenkammer entsteht eine der Entnahmekammer vorgeordnete Schleuse, die eine vollständige Trennung zwischen Speicher und Entnahmekammer erlaubt. Da die Schmelze zum Nachfüllen der entnommenen Beschickungsmenge nicht direkt in die Entnahmekammer, sondern in die Speicherkammer gefördert wird und die Zwischenkammer mit der Speicherkammer lediglich einen kommunizierenden Behälter ergibt, kann Schmelze auch in der Entnahmekammer nachgefüllt werden, ohne daß es zu einer unerwünschten Badbewegung kommt. Abgesehen davon ist es möglich, aufgrund des Überlaufes der Zwischenkammer durch eine entsprechende Überdosierung der Schmelzennachfüllmenge die durch die Überlaufhöhe bestimmte Füllstandshöhe im Entnahmebehälter sehr exakt einzuhalten, ohne dazu aufwendige Regelungseinrichtungen und Sensoren zu benötigen.
- Sind die Entnahmekammer, die Zwischenkammer und die Speicherkammer dicht abgedeckt und münden Gasleitungen zum Aufbau einer Schutzgasatmosphäre in die Kammern, läßt sich auf einfache Weise die Oxydationsgefahr für die Schmelze bannen, a einerseits die von den übrigen Ofenkammern vollständig abgetrennte Entnahmekammer gut und sicher vor einem unerwünschten Luftzutritt gesichert und mit einer Schutzgasatmosphäre beaufschlagt werden kann und auch die Zwischen- und Speicherkammer durch eine geeignete Abdeckung und Schutzgasbeaufschlagung vor einem Luftzutritt geschützt sind. Wird die Materialzufuhreinrichtung ebenfalls mit einem geeigneten Verschluß und vorzugsweise einer eigenen Schutzgasspüleinrichtung ausgestattet,bleibt die Schutzgasatmosphäre auch bei einer Materialnachfüllung erhalten.
- In der Zeichnung ist ein erfindungsgemäßer Zweikammerofen beispielsweise an Hand einer rein schematischen Schnittdarstellung näher veranschaulicht.
- Ein Zweikammerofen 1 mit seinem Isoliergehäuse 2 und entsprechenden Heizeinrichtungen 3, 4 weist einen Ofeneinsatz 5 auf, der zwei Kammern, eine Speicherkammer 6 und eine Entnahmekammer 7, bildet. In die Speicherkammer 6 führt eine rohrförmige Materialzufuhreinrichtung 8 und in die Entnahmekammer 7 ragt eine Schmelzenentnahmeeinrichtung 9 zur eigentlichen Gießmaschinenbeschickung. Zwischen Speicherkammer 6 und Entnahmekammer 7 ist eine Zwischenkammer 10 vorgesehen, die einerseits über eine Ausgleichsöffnung 11 kommunizierend an die Entnahmekammer 7 anschließt und anderseits über ein Überlaufrohr 12 mit der Speicherkammer 6 in Verbindung steht. Eine Schmelzenpumpe 13 einer Regelungseinrichtung für die Schmelzenfüllhöhe in der Entnahmekammer 7 fördert bedarfsweise in der Speicherkammer aufbereitete Schmelze zum Nachfüllen der über die Entnahmeeinrichtung 9 aus der Entnahmekammer 7 entnommenen Schmelzenmenge in die Zwischenkammer 10.
- Zum Abschluß der Kammern sind Abdeckungen 14, 15 vorgesehen und in die Entnahme- und Speicherkammer 7, 6 mündende Gasleitungen 16, 17 erlauben den Aufbau einer Schutzgasatmosphäre innerhalb der Kammern. Um diese Atmosphäre nicht durch eine Materialzufuhr in die Speicherkammer 6 zu gefährden, ist die Materialzufuhreinrichtung 8 mit einem geeigneten Verschluß 18 versehen und über eine Gaszuleitung 19 mit Schutzgas spülbar.
- Das zu vergießende Material wird in der Speicherkammer 6 geschmolzen bzw. warmgehalten und kommt gießfertig in die Entnahmekammer 7, wobei durch die Zwischenkammer 10 eine vollständige Trennung zwischen Entnahme- und Speicherkammern erfolgt und daher die Aufbereitungsmaßnahmen in der Speicherkammer ohne eine schädliche Rückwirkung auf die Entnahmebedingungen in der Entnahmekammer 7 durchgeführt werden können. Zur Regelung der Füllstandshöhe in der Entnahmekammer 7 fördert die Schmelzenpumpe 13 aufbereitete Schmelze aus der Speicherkammer 6 in die Zwischenkammer 10, so daß ohne ungewollte Badbewegung ein Konstanthalten des Badspiegels in der Entnahmekammer 7 gewährleistet ist. Der Überlauf 12 erlaubt auf einfache Weise eine Füllstandshöhenbestimmung durch eine geeignete Überfüllung der Zwischenkammer 10, wobei die Überschußmenge durch den Überlauf 12 wieder in die Speicherkammer zurückfließt. Wird daher die Pumpenlaufzeit und damit die Fördermenge an den zeitlichen Schmelzenbedarf der Gießmaschine angepaßt, kommt es ohne aufwendige Schmelzspiegeltaster od. dgl. Sensoren zu einer exakten Füllhöhenregelung in der Entnahmekammer 7.
Claims (2)
- Zweikammerofen (1) zur Schmelzenbeschickung von Gießmaschinen, mit einer eine Materialzufuhreinrichtung (8) aufweisenden Speicherkammer (6), einer eine Schmelzenentnahmeeinrichtung (9) aufweisenden Entnahmekammer (7) und einer eine Schmelzenpumpe (13) zum Umfüllen der Schmelze aus der Speicherkammer (6) in die Entnahmekammer (7) umfassenden Regelungseinrichtung für die Schmelzenfüllhöhe in der Entnahmekammer (7), dadurch gekennzeichnet, daß zwischen Entnahmekammer (7) und Speicherkammer (6) eine Zwischenkammer (10) vorgesehen ist, die einerseits über eine Ausgleichsöffnung (11) kommunizierend an die Entnahmekammer (7) anschließt und anderseits über einen Überlauf (12) mit der Speicherkammer (6) in Verbindung steht, und daß die Schmelzenpumpe die Schmelze aus der Speicherkammer (6) in die Zwischenkammer (10) fördert.
- Zweikammerofen nach Anspruch 1, dadurch gekennzeichnet, daß die Entnahmekammer (7), die Zwischenkammer (10) und die Speicherkammer (6) dicht abgedeckt sind und Gasleitungen (16, 17, 19) zum Aufbau einer Schutzgasatmosphäre in die Kammern (7, 6) münden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT115/93 | 1993-01-26 | ||
| AT0011593A AT401302B (de) | 1993-01-26 | 1993-01-26 | Zweikammerofen zur schmelzenbeschickung von gussmaschinen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0609196A1 true EP0609196A1 (de) | 1994-08-03 |
| EP0609196B1 EP0609196B1 (de) | 1996-03-20 |
Family
ID=3481924
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94890018A Expired - Lifetime EP0609196B1 (de) | 1993-01-26 | 1994-01-24 | Zweikammerofen zur Schmelzenbeschickung von Giessmaschinen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5411240A (de) |
| EP (1) | EP0609196B1 (de) |
| JP (1) | JPH074850A (de) |
| AT (1) | AT401302B (de) |
| DE (1) | DE59400160D1 (de) |
| ES (1) | ES2085184T3 (de) |
| NO (1) | NO301998B1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4439214A1 (de) * | 1994-11-03 | 1996-05-09 | Schmitz & Apelt Loi Industrieo | Magnesiumschmelzofen und Verfahren zum Schmelzen von Magnesium |
| DE19747002A1 (de) * | 1997-10-24 | 1999-04-29 | Audi Ag | Verfahren zum Betreiben eines Magnesiumschmelzofens |
| WO1999048637A1 (de) * | 1998-03-26 | 1999-09-30 | Universität Hannover | Verfahren und vorrichtung zur handhabung von schmelzen, insbesondere von magnesium und magnesiumlegierungen |
| DE19807003C2 (de) * | 1997-12-26 | 2002-07-18 | Ye Long Su | Thermalbehälter für Schmelzmetall und zugehöriges Herstellungsverfahren |
| EP1997572A2 (de) | 2007-05-24 | 2008-12-03 | Meltec Industrieofenbau GmbH | Schmelzentiegel mit Überlauf für eine Giessmaschine |
| DE102016123595A1 (de) | 2016-12-06 | 2018-06-07 | Carsten Speckmann | Gießofen für den Niederdruckguss |
Families Citing this family (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT404328B (de) * | 1995-03-24 | 1998-10-27 | Rauch Fertigungstech Gmbh | Verfahren und vorrichtung zum beschicken von giessmaschinen |
| WO2001005539A1 (de) * | 1999-07-15 | 2001-01-25 | Meltec Industrieofenbau Gmbh | Schmelzofen zur beschickung einer giesseinrichtung |
| WO2002058862A2 (en) * | 2001-01-25 | 2002-08-01 | Alcoa Inc. | Recirculating molten metal supply system and method |
| US6451248B1 (en) | 2001-01-25 | 2002-09-17 | Alcoa, Inc. | Pressurized molten metal holder furnace |
| US6516868B2 (en) | 2001-01-25 | 2003-02-11 | Alcoa Inc. | Molten metal holder furnace and casting system incorporating the molten metal holder furnace |
| US6503292B2 (en) | 2001-06-11 | 2003-01-07 | Alcoa Inc. | Molten metal treatment furnace with level control and method |
| US6500228B1 (en) * | 2001-06-11 | 2002-12-31 | Alcoa Inc. | Molten metal dosing furnace with metal treatment and level control and method |
| US20050013715A1 (en) | 2003-07-14 | 2005-01-20 | Cooper Paul V. | System for releasing gas into molten metal |
| US20070253807A1 (en) | 2006-04-28 | 2007-11-01 | Cooper Paul V | Gas-transfer foot |
| US7402276B2 (en) * | 2003-07-14 | 2008-07-22 | Cooper Paul V | Pump with rotating inlet |
| US7470392B2 (en) | 2003-07-14 | 2008-12-30 | Cooper Paul V | Molten metal pump components |
| DE10256513B4 (de) * | 2002-12-04 | 2009-11-26 | Ing. Rauch Fertigungstechnik Ges.M.B.H. | Verfahren zum Schmelzen eines Metalles und Vorrichtung zur Durchführung des Verfahrens |
| US7906068B2 (en) | 2003-07-14 | 2011-03-15 | Cooper Paul V | Support post system for molten metal pump |
| EP1533390A1 (de) * | 2003-11-19 | 2005-05-25 | Ing. Rauch Fertigungstechnik GmbH | Verfahren zum Herstellen einer Al- oder Mg-Legierung und Vorrichtung zur Durchführung des Verfahrens |
| US8337746B2 (en) * | 2007-06-21 | 2012-12-25 | Cooper Paul V | Transferring molten metal from one structure to another |
| US9156087B2 (en) | 2007-06-21 | 2015-10-13 | Molten Metal Equipment Innovations, Llc | Molten metal transfer system and rotor |
| US9643247B2 (en) | 2007-06-21 | 2017-05-09 | Molten Metal Equipment Innovations, Llc | Molten metal transfer and degassing system |
| US8613884B2 (en) | 2007-06-21 | 2013-12-24 | Paul V. Cooper | Launder transfer insert and system |
| US9409232B2 (en) | 2007-06-21 | 2016-08-09 | Molten Metal Equipment Innovations, Llc | Molten metal transfer vessel and method of construction |
| US9410744B2 (en) | 2010-05-12 | 2016-08-09 | Molten Metal Equipment Innovations, Llc | Vessel transfer insert and system |
| US8366993B2 (en) | 2007-06-21 | 2013-02-05 | Cooper Paul V | System and method for degassing molten metal |
| US9205490B2 (en) | 2007-06-21 | 2015-12-08 | Molten Metal Equipment Innovations, Llc | Transfer well system and method for making same |
| JP2010096401A (ja) * | 2008-10-15 | 2010-04-30 | Sanken Sangyo Co Ltd | 非鉄金属溶解炉 |
| EP2443319B1 (de) | 2009-06-16 | 2020-01-15 | Pyrotek, Inc. | Überlauf-wirbelübertragungssystem |
| US8535603B2 (en) | 2009-08-07 | 2013-09-17 | Paul V. Cooper | Rotary degasser and rotor therefor |
| US8449814B2 (en) | 2009-08-07 | 2013-05-28 | Paul V. Cooper | Systems and methods for melting scrap metal |
| US10428821B2 (en) | 2009-08-07 | 2019-10-01 | Molten Metal Equipment Innovations, Llc | Quick submergence molten metal pump |
| US8444911B2 (en) | 2009-08-07 | 2013-05-21 | Paul V. Cooper | Shaft and post tensioning device |
| US8524146B2 (en) | 2009-08-07 | 2013-09-03 | Paul V. Cooper | Rotary degassers and components therefor |
| US8714914B2 (en) | 2009-09-08 | 2014-05-06 | Paul V. Cooper | Molten metal pump filter |
| US9108244B2 (en) | 2009-09-09 | 2015-08-18 | Paul V. Cooper | Immersion heater for molten metal |
| EP2866962B1 (de) | 2012-06-29 | 2017-01-18 | Le Bronze Industriel | Tiegel für eine maschine zum stranggiessen einer stange oder einer spule aus einer metalllegierung |
| US9903383B2 (en) | 2013-03-13 | 2018-02-27 | Molten Metal Equipment Innovations, Llc | Molten metal rotor with hardened top |
| US9011761B2 (en) | 2013-03-14 | 2015-04-21 | Paul V. Cooper | Ladle with transfer conduit |
| US10052688B2 (en) | 2013-03-15 | 2018-08-21 | Molten Metal Equipment Innovations, Llc | Transfer pump launder system |
| US10138892B2 (en) | 2014-07-02 | 2018-11-27 | Molten Metal Equipment Innovations, Llc | Rotor and rotor shaft for molten metal |
| US10947980B2 (en) | 2015-02-02 | 2021-03-16 | Molten Metal Equipment Innovations, Llc | Molten metal rotor with hardened blade tips |
| JP6953312B2 (ja) * | 2015-02-27 | 2021-10-27 | パイロテック インコーポレイテッド | 進歩したオーバーフロー材料移送ポンプ |
| US10267314B2 (en) | 2016-01-13 | 2019-04-23 | Molten Metal Equipment Innovations, Llc | Tensioned support shaft and other molten metal devices |
| US11149747B2 (en) | 2017-11-17 | 2021-10-19 | Molten Metal Equipment Innovations, Llc | Tensioned support post and other molten metal devices |
| US11358216B2 (en) | 2019-05-17 | 2022-06-14 | Molten Metal Equipment Innovations, Llc | System for melting solid metal |
| US11873845B2 (en) | 2021-05-28 | 2024-01-16 | Molten Metal Equipment Innovations, Llc | Molten metal transfer device |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1136452B (de) * | 1955-05-02 | 1962-09-13 | Ajax Engineering Corp | Schmelzofen zum intermittierenden Abgeben geschmolzenen Metalls und Verfahren zum Betreiben desselben |
| DE1508560B2 (de) * | 1966-11-21 | 1970-08-06 | Brown, Boveri & Cie Ag, 6800 Mannheim | Verfahren und orrichtung zum Entleeren von Schmelz- oder Warmhalteöfen |
| DE2313399A1 (de) * | 1972-03-29 | 1973-10-25 | Asea Ab | Anordnung zum schmelzen, warmhalten und abfuellen von metallen und metallegierungen |
| DE2050933B2 (de) * | 1969-11-18 | 1977-03-31 | Georg Fischer Ag, Schaffhausen (Schweiz) | Behaelter fuer die aufnahme und abgabe von fluessigem metall |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0780040B2 (ja) * | 1990-09-14 | 1995-08-30 | 宇部興産株式会社 | 鋳造装置 |
-
1993
- 1993-01-26 AT AT0011593A patent/AT401302B/de not_active IP Right Cessation
-
1994
- 1994-01-24 DE DE59400160T patent/DE59400160D1/de not_active Expired - Fee Related
- 1994-01-24 US US08/185,473 patent/US5411240A/en not_active Expired - Fee Related
- 1994-01-24 ES ES94890018T patent/ES2085184T3/es not_active Expired - Lifetime
- 1994-01-24 EP EP94890018A patent/EP0609196B1/de not_active Expired - Lifetime
- 1994-01-25 JP JP6038993A patent/JPH074850A/ja active Pending
- 1994-01-25 NO NO940254A patent/NO301998B1/no not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1136452B (de) * | 1955-05-02 | 1962-09-13 | Ajax Engineering Corp | Schmelzofen zum intermittierenden Abgeben geschmolzenen Metalls und Verfahren zum Betreiben desselben |
| DE1508560B2 (de) * | 1966-11-21 | 1970-08-06 | Brown, Boveri & Cie Ag, 6800 Mannheim | Verfahren und orrichtung zum Entleeren von Schmelz- oder Warmhalteöfen |
| DE2050933B2 (de) * | 1969-11-18 | 1977-03-31 | Georg Fischer Ag, Schaffhausen (Schweiz) | Behaelter fuer die aufnahme und abgabe von fluessigem metall |
| DE2313399A1 (de) * | 1972-03-29 | 1973-10-25 | Asea Ab | Anordnung zum schmelzen, warmhalten und abfuellen von metallen und metallegierungen |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4439214A1 (de) * | 1994-11-03 | 1996-05-09 | Schmitz & Apelt Loi Industrieo | Magnesiumschmelzofen und Verfahren zum Schmelzen von Magnesium |
| DE19747002A1 (de) * | 1997-10-24 | 1999-04-29 | Audi Ag | Verfahren zum Betreiben eines Magnesiumschmelzofens |
| DE19747002C2 (de) * | 1997-10-24 | 2000-09-21 | Audi Ag | Verfahren zum Betreiben eines Magnesiumschmelzofens |
| DE19807003C2 (de) * | 1997-12-26 | 2002-07-18 | Ye Long Su | Thermalbehälter für Schmelzmetall und zugehöriges Herstellungsverfahren |
| WO1999048637A1 (de) * | 1998-03-26 | 1999-09-30 | Universität Hannover | Verfahren und vorrichtung zur handhabung von schmelzen, insbesondere von magnesium und magnesiumlegierungen |
| EP1997572A2 (de) | 2007-05-24 | 2008-12-03 | Meltec Industrieofenbau GmbH | Schmelzentiegel mit Überlauf für eine Giessmaschine |
| EP1997572A3 (de) * | 2007-05-24 | 2009-11-04 | Meltec Industrieofenbau GmbH | Schmelzentiegel mit Überlauf für eine Giessmaschine |
| DE102016123595A1 (de) | 2016-12-06 | 2018-06-07 | Carsten Speckmann | Gießofen für den Niederdruckguss |
| DE102016123595B4 (de) | 2016-12-06 | 2018-10-31 | Carsten Speckmann | Gießofen für den Niederdruckguss |
Also Published As
| Publication number | Publication date |
|---|---|
| NO301998B1 (no) | 1998-01-05 |
| AT401302B (de) | 1996-08-26 |
| EP0609196B1 (de) | 1996-03-20 |
| US5411240A (en) | 1995-05-02 |
| NO940254D0 (no) | 1994-01-25 |
| DE59400160D1 (de) | 1996-04-25 |
| JPH074850A (ja) | 1995-01-10 |
| NO940254L (no) | 1994-07-27 |
| ES2085184T3 (es) | 1996-05-16 |
| ATA11593A (de) | 1995-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0609196B1 (de) | Zweikammerofen zur Schmelzenbeschickung von Giessmaschinen | |
| AT397056B (de) | Vorrichtung für das verdeckte abgiessen von metallschmelzen | |
| EP0711616A2 (de) | Vorrichtung zum Giessen von Metallen | |
| DE2734776A1 (de) | Vorrichtung zum abmessen und zum transport von fluessigen metallen, insbesondere nichteisen-metallen | |
| DE3049053A1 (de) | Verfahren und vorrichtung zur abtrennung von schlacke und zum ausgiessen einer stahlschmelze aus einem behaelter | |
| DE102008057440A1 (de) | Druckgussanlage mit Füllung des Druckgusszylinders von unten | |
| DE3214922C2 (de) | Niederdruck-Gießvorrichtung zum Gießen von flüssigen Metallen | |
| DE3307589A1 (de) | Verfahren und vorrichtung zur ablage einer pulverschicht auf der oberflaeche einer schmelze in einer stranggiesskokille | |
| DE1458812A1 (de) | Vorrichtung zum Vakuumbehandeln von Schmelzen,insbesondere Stahlschmelzen,und Verfahren zu ihrem Betrieb | |
| DE69321076T2 (de) | Dosiervorrichtung für flüssiges Magnesium | |
| DE4332760A1 (de) | Verfahren zum Betreiben einer Niederdruckmetallgießvorrichtung und Niederdruckmetallgießvorrichtung dafür | |
| DE1956550C3 (de) | Vorrichtung zur Schmelzenzufuhr für eine Gießanordnung zum Stranggießen von Draht | |
| DE3023262C2 (de) | Mundstück zu Anschluß einer Förderleitung einer Dosiereinrichtung zum Fördern von flüssigem Metall an den Anguß einer Gießform | |
| EP0595103B1 (de) | Feuerfest ausgekleideter, druckbeaufschlagter Kessel mit vorgelagertem Giessbecken | |
| DE2660696C2 (de) | Induktionsofen zum Stranggießen | |
| DE4420655A1 (de) | Fördervorrichtung für NE-Metallschmelzen | |
| EP0025520B1 (de) | Vorrichtung zum Dosieren und Transport von Metallschmelzen | |
| EP1213070B1 (de) | Metallgiessverfahren und -vorrichtung | |
| DE1245049B (de) | Vorrichtung zur dosierten Abgabe schmelzfluessiger Metalle aus einem Behaelter | |
| DE2111462A1 (de) | Vorrichtung zum dosierten Zufuehren von fluessigem Metall fuer eine Giessmaschine,insbesondere Kaltkammerdruckgiessmaschine | |
| DE2830840B2 (de) | Verfahren und Vorrichtung zum Regeln des Badspiegels beim Stranggießen | |
| DE3023261C2 (de) | Mundstück für das Ende einer Förderleitung einer Dosiereinrichtung zum Fördern von flüssigem Metall | |
| DE3490299C2 (de) | ||
| DE69007343T2 (de) | Verfahren und Anlage zum Entgasen und Aufrechterhalten eines niedrigen Wasserstoffgehaltes in legierten Aluminiumschmelzen während des Pfannentransportes. | |
| DE2327879C2 (de) | Vorrichtung zum Abfüllen und Überführen von genau abgemessenen Mengen von geschmolzenem Metall zu Verbraucherstellen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE ES FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19950124 |
|
| 17Q | First examination report despatched |
Effective date: 19950725 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES FR GB IT LI SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: DIPL.-ING. W. STEUDTNER |
|
| REF | Corresponds to: |
Ref document number: 59400160 Country of ref document: DE Date of ref document: 19960425 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2085184 Country of ref document: ES Kind code of ref document: T3 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19960530 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19980129 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980130 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990131 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990131 |
|
| BERE | Be: lapsed |
Owner name: RAUCH FERTIGUNGSTECHNIK G.M.B.H. Effective date: 19990131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040115 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20040119 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20040121 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040130 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040312 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050124 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050125 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050802 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20050125 |