EP0608518A2 - Vorrichtung zum Entgraten von Formen und Kernen - Google Patents
Vorrichtung zum Entgraten von Formen und Kernen Download PDFInfo
- Publication number
- EP0608518A2 EP0608518A2 EP19930119491 EP93119491A EP0608518A2 EP 0608518 A2 EP0608518 A2 EP 0608518A2 EP 19930119491 EP19930119491 EP 19930119491 EP 93119491 A EP93119491 A EP 93119491A EP 0608518 A2 EP0608518 A2 EP 0608518A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- deburring
- holding body
- displacement
- holding
- lamellae
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000006073 displacement reaction Methods 0.000 claims abstract description 15
- 238000000926 separation method Methods 0.000 claims description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 15
- 241000446313 Lamella Species 0.000 description 4
- 239000004576 sand Substances 0.000 description 2
- 208000031872 Body Remains Diseases 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/18—Finishing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/384—By tool inside hollow work
- Y10T83/386—With expanding mandrel
Definitions
- the radial play between the inner ring 1a and the deburring element 9a is, for example, such that the outer diameter of the inner ring 1a is 80 mm, but the inner diameter of the deburring ring 9a is 81 mm.
- the radial width of the slot or the separation point 10a is dimensioned such that the deburring ring 9a can yield radially in the desired manner, that is to say can reduce its diameter.
- the separation point 10a is inclined to the axis A of the holding body, preferably at 45 °, so that the two ends of the ring overlap in this area and thus deburring takes place on the deburring edge 13 over the entire circumference.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Devices For Molds (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Milling, Broaching, Filing, Reaming, And Others (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Entgraten von Formen oder Kernen, insbesondere in engen Zwischenräumen derartiger Formen.
- Es handelt sich hierbei in der Regel um Sand-Formen oder -Kerne, wie Wassermantelkerne, Sohlenkerne oder Kombinationen dergleichen, die zum Gießen von metallischen Teilen, wie beispielsweise Motorblöcken oder dergleichen, vorgesehen sind.
- Bei einer Vielzahl dieser Formen, beispielsweise bei der Kombination von Wassermantel- und Sohlen-Kernen sind zwischen einzelnen Abschnitten oder Formausbildungen nur sehr schmale Zwischenräume vorhanden, wobei tief in diesen Zwischenräumen nach Herstellen der Sand-Formen oder -Kerne Grate verbleiben können, beispielsweise im Bereich der Trennlinie zwischen einem Unter- und einem Oberwerkzeug, in dem die entsprechenden Formen oder Kerne hergestellt werden. Aus Gründen der Automatisierung sollen gemeinsam hergestellte Wassermantel- und Sohlen-Kerne sogleich zusammengesetzt werden. Es ist dann schwierig, in die Zwischenräume hineinzukommen, um die verbleibenden Grate zu entfernen, insbesondere wenn dies auch vollautomatisch erfolgen soll.
- Der Erfindung liegt daher die Aufgabe zugrunde, eine Vorrichtung zu schaffen, mit der ein automatisches Entgraten in schmalen, tiefen Zwischenräumen von Kern- oder Formteilen erfolgen kann.
- Erfindungsgemäß wird die genannte Aufgabe bei einer Vorrichtung der eingangs genannten Art gelöst durch einen Haltekörper, an dessen Umfang mindestens ein in unbelastetem Zustand den Haltekörper etwas radial überragendes Entgratelement radial nachgiebig gelagert ist.
- In bevorzugter Ausgestaltung ist dabei vorgesehen, daß das Entgratelement ein mit einer Trennstelle versehener Ring ist, wobei insbesondere die Trennstelle geneigt zur Achse, vorzugsweise unter 45°, verläuft.
- Eine Ausgestaltung für komplexere zu entgratende Teile sieht vor, daß als Entgratelemente Entgratlamellen derart axial verschiebbar gelagert sind, daß sie bei Verschiebung in einer Richtung zurückweichen und bei Verschiebung in der entgegengesetzten Richtung sich nach vorne bewegen, wobei die Entgratlamellen einen Entgratabschnitt aufweisen, der sich unter einem endlichen Winkel zur Verschieberichtung vom Haltekörper forterstreckt.
- Der Haltekörper kann verschiedenartigste Form aufweisen. In bevorzugter Ausgestaltung ist er zylindermantelförmig, weist also den Querschnitt eines Kreises auf; er kann weiterhin einen vier- oder mehreckigen Querschnitt oder aber einen Querschnitt beliebiger Kontur aufweisen. In der Regel wird allerdings der Querschnitt über die gesamte Höhe des Haltekörpers im wesentlichen gleich bleiben. Derart kann der Haltekörper mit seinen vorzugsweise in seinem unteren Bereich angeordneten, zumindest radial, gegebenenfalls auch axial beweglichen Entgratkörpern mit senkrecht zur Verschieberichtung ausgerichteten Entgratabschnitten in die Zwischenräume des zu bearbeitenden Werkstücks eintauchen, bis die Entgratabschnitte der Entgratlamellen die Grate untergreifen. Durch Hin- und Herbewegung kratzen die freien Seiten der Entgratabschnitte die Grate langsam ab, so daß diese entfernt werden. Während die Entgratabschnitte senkrecht zur Achse des Haltekörpers nach außen, beispielsweise bei einem zylindermantelförmigen Haltekörper radial nach außen ragen können, kann die erfindungsgemäße Vorrichtung auch derart ausgebildet sein, daß Entgratabschnitte nach innen, also gegeneinander, ragen, beispielsweise bei einem zylindermantelförmigen Haltekörper radial nach innen. Die radiale Erstreckung der Entgratabschnitte muß nicht über den gesamten Umfang des Haltekörpers gleich sein, sondern kann unterschiedlich sein, beispielsweise in besonders engen Bereichen abgeflacht bzw. verkürzt sein.
- Eine weitere bevorzugte Ausgestaltung der erfindungsgemäßen Vorrichtung zeichnet sich dadurch aus, daß die Entgratlamellen in einem Zwischenraum zwischen dem Haltekörper und einem diesen umgebenden Haltering mit Spiel in Verschieberichtung und senkrecht hierzu beweglich gelagert sind.
- Eine Weiterbildung sieht vor, daß die Entgratlamellen als Winkelteil mit einem sich in Verschieberichtung erstreckenden Führungsschenkel ausggebildet sind, wodurch eine sichere Führung der Entgratlamellen gewährleistet ist.
- In Weiterbildung ist vorgesehen, daß die Entgratlamellen auf einer schrägen Fläche aufsitzen, wobei insbesondere die gesamte Anordnung im wesentlichen kreisförmigen Querschnitt aufweist.
- Eine andere Ausbildung sieht vor, daß die Entgratabschnitte der Entgratelemente in verschiedenen Umfangsbereichen sich radial unterschiedlich weit erstrecken bzw. unterschiedliche Länge aufweisen, also gegebenenfalls die Entgratabschnitte der einzelnen Entgratlamellen sich senkrecht zur Verschieberichtung unterschiedlich weit erstrecken bzw. unterschiedliche Länge aufweisen.
- In Weiterbildung kann darüber hinaus vorgesehen sein, daß mehrere Haltekörper mit an ihnen zumindestens radial nachgiebig gelagerten Entgratlamellen angeordnet sind und insbesondere, daß mehrere Haltekörper mit in ihnen axial verschiebbaren und nach innen und außen beweglichen Entgratlamellen mit sich senkrecht zur Verschieberichtung erstreckenden Entgratabschnitten an einer Montageplatte angeordnet sind. Wenn mehrteilige Werkstücke bearbeitet werden, die lediglich zusammengesteckt sind, so zeichnet sich eine vorteilhafte Ausgestaltung der erfindungsgemäßen Vorrichtung dadurch aus, daß neben den Haltekörpern, sich parallel zur Verschieberichtung erstreckend, elastisch vorgespannte Federbolzen angeordnet sind.
- Weitere Vorteile und Merkmale der Erfindung ergeben sich aus den Ansprüchen und aus der nachfolgenden Beschreibung, in der ein bevorzugtes Ausführungsbeispiel der Erfindung unter Bezugnahme auf die Zeichnung im einzelnen erläutert ist. Dabei zeigt:
- Figur 1
- einen Längsschnitt durch das bevorzugte Ausführungsbeispiel der erfindungsgemäßen Vorrichtung zum Entgraten;
- Figur 2
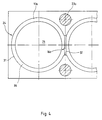
- einen Querschnitt entsprechend II-II der Figur 1;
- Figur 3
- eine Darstellung des Einsatzes einer erfindungsgemäßen Vorrichtung;
- Figur 4
- eine Sicht entsprechend IV-IV der Figur 3; und
- Figur 5
- eine weitere vereinfachte Ausgestaltung der erfindungsgemäßen Vorrichtung.
- Die erfindungsgemäße Vorrichtung zum Entgraten von Formen oder Kernen weist zunächst einen Haltekörper 1 auf, der in der dargestellten bevorzugten Ausführungsform grundsätzlich die Form eines Zylindermantels hat. Der Haltekörper 1 kann aber auch verschiedenartige Kontur aufweisen, wie im Schnitt rechteckige, mehreckige Kontur oder beliebige Querschnittsformen. Wesentlich ist lediglich, daß über seine Höhe hin die Querschnittsform im wesentlichen gleich ist.
- An der Außenseite des Haltekörpers 1 ist in dessen unterem Bereich eine Ringausnehmung 2 ausgebildet, die von oben her nach außen, d.h. über ihren Umfang hin durch einen Haltering 3 abgedeckt ist. Unterhalb des Halterings 3 befindet sich unmittelbar auf dem Haltekörper 1 ein Spreizring 4. Der obere Bereich 6 des Spreizringes 4 ist abgeschrägt, beispielsweise unter einem Winkel von 30° zur Längsachse A des Haltekörpers 1, und weist einen endlichen Abstand zur unteren Kante 7 des Halterings 3 auf.
- In der Ringausnehmung 2 zwischen dem Haltering 3 und dem auf dessen Höhe befindlichen Bereich 8 des Haltekörpers 1 sind um den Umfang des Haltekörpers 1 eine Vielzahl von Entgratlamellen 9 angeordnet. Diese sind in der dargestellten Ausführungsform als Winkelteile ausgebildet und weisen einen Führungsschenkel 11 auf, der parallel zur Achse A ausgerichtet ist und in die Ausnehmung 2 hineinragt. Am unteren Ende des Führungsschenkels 11 ist winklig ein Entgratabschnitt 12 ausgebildet, der im Zwischenraum zwischen der Unterkante 7 des Halterings 3 und der Schräge 6 des Spreizrings 4 nach außen, hier radial nach außen ragt. Die Breite des Führungsschenkels 11 ist geringer als die Breite der Ausnehmung 2 zwischen Haltering 3 und Bereich 8 des Haltekörpers 1. Wenn die Entgratlamelle 9 mit dem freien Ende 13 des Entgratabschnitts 12 durch einen Grat an einem zu bearbeitenden Werkstück nach oben gedrückt wird (beim Herunterbewegen der erfindungsgemäßen Vorrichtung mit dem Haltekörper 1 in Richtung B), so gleitet die Entgratlamelle entlang der Schräge 6 einerseits entgegen der Bewegungsrichtung B des Haltekörpers 1 nach oben, bewegt sich andererseits aber senkrecht zu der Bewegungsrichtung B in Richtung C nach innen, also radial nach innen. Wenn dagegen der Haltekörper 1 wieder entgegen der Bewegungsrichtung B linear nach oben bewegt wird (die Hin- und Herbewegung erstreckt sich beispielsweise über 10 mm), so kommt der Entgratabschnitt 12 mit seiner äußeren oberen Kante an einem Grat zum Anliegen, wird von diesem nach unten und gleichzeitig entgegen der Richtung C (radial) nach außen gezogen, bis die Entgratlamelle mit ihrem Führungsschenkel 11 an dem Haltering 3 zum Anliegen kommt. Wird der Haltekörper 1 dann weiter nach oben bewegt, so streift die Entgratlamelle 9 mit der äußeren oberen Kante ihres Entgratabschnittes 12 den Grat der zu bearbeitenden Form oder des zu bearbeitenden Kerns ab.
- Die Erstreckung des Entgratabschnitts 12 kann auch bei beispielsweise einem Haltekörper 1 mit grundsätzlich zylindrischem Querschnitt in Anpassung an die zu bearbeitenden Werkstücke wie Formen oder Kerne unterschiedlich gewählt werden, wie dies in Figur 2 der Fall ist, wo in sehr engen Bereichen zwischen Teilen eines solchen Werkstücks, beispielsweise zylindrischen Teilen eines Sohlenkerns und zwischen diesen ragenden Bereichen eines Wassermantelkerns (Fig. 3) zu entgraten ist. Hierzu sind die Entgratabschnitte in dem Bereich 16 der Figur 2 gegenüber denen im Bereich 17 gekürzt.
- Während in der Figur 1 eine erfindungsgemäße Vorrichtung zum Entgraten dargestellt ist, die alleine aus einem Haltekörper 1 besteht, an dem dann eine Vorrichtung zur Hin- und Herbewegung desselben in der Richtung B (parallel zur Achse A) angreifen kann, zeigt die Figur 3 eine erfindungsgemäße Vorrichtung zum Entgraten für den Wassermantel- und Sohlen-Kern für einen Verbrennungsmotor. Bei der erfindungsgemäßen Vorrichtung der Figur 3 sind an einer Montageplatte 21 mehrere Haltekörper 1 in der unter Bezug auf die Figur 1 beschriebenen Ausgestaltung befestigt, von denen allerdings nur einer teilweise im Längsschnitt (linke Seite), teilweise in der Außenansicht mit weggebrochenen Teilen dargestellt ist.
- An der Montageplatte 21 sind weiter durch eine Feder 22 elastisch vorgespannte Federbolzen 23 vorgesehen, die sich in Richtung der Achse A und damit in Bewegsrichtung B der Vorrichtung erstrecken. Die Federbolzen 23 kommen in einem Bereich 23a des Wassermantel-Kerns 24 zur Anlage und verhindern, daß dieser sich vom Sohlen-Kern 25 löst.
- Mit der erfindungsgemäßen Vorrichtung, die im oberen Teil der Figur 3 dargestellt ist, wird eine Wassermantel-Sohlen-Kern-Kombination bearbeitet, die im unteren Teil der Figur 3 dargestellt ist. Ein solches Werkstück besteht aus dem genannten Wassermantel-Kern 24 und dem Sohlen-Kern 25, an dem einstückig zylinderförmige Abschnitte 26 ausgebildet sind. Der Wassermantel-Kern 24 sitzt auf einem unteren Teil 27 des Sohlen-Kerns 25 auf und wird in diesem gegen Verschiebung durch in Ausnehmungen 28 ragende Stifte 29 gehalten.
- Während die Umfangswand 31 des Wassermantel-Kerns nahezu über die Höhe der Zylinderteile 26 sich erstreckt, sind zwischen den Zylinderteilen 26 Rippen 32 des Wassermantel-Kerns ausgebildet, die nur über eine geringe Höhe über die Platte 27 hinausragen. Im oberen Bereich der Rippen 32 verbleiben nach der Herstellung des Wassermantel-Kerns Grate 33; in entsprechender Weise verbleiben Grate 34 auf der gleichen Höhe an der Innenseite der Außenwandung 31. Derartige Grate sollen durch die erfindungsgemäße Vorrichtung entgratet werden, wobei der Zwischenraum zwischen den Rippen 32 und der Außenwandung 31 und den Zylinderabschnitten 36 nur wenige mm, beispielsweise 8 bis 10 mm beträgt, gleichzeitig der Abstand der Grate 33, 34 bis zur Oberkante des Wassermantel-Kerns 24 mehrere cm, beispielsweise etwa 10 cm, betragen kann.
- Zum Entgraten fährt die erfindungsgemäße Vorrichtung mit ihren Haltekörpern 1 in den Zwischenraum 36 zwischen dem Wassermantel-Kern 24 und den Zylinderabschnitten 26 des Sohlen-Kerns 25, wobei die Bereiche 16 der Entgratabschnitte 12 der Entgratlamellen 9 in den Bereich 16a zwischen den Rippen 32 und dem Zylinderteil 26 des Sohlen-Kerns 25 ragen, während die Bereiche 17 der Entgratlamellen 9 in einen hierzu um 90° versetzten Bereich 17a ragen bzw. in diesen ausgerichtet sind.
- Die erfindungsgemäße Vorrichtung fährt den Haltekörper 1 zunächst soweit in den Zwischenraum zwischen der Wandung 31 und den Zylinderteilen 26, bis die Federbolzen 23 in den Bereichen 23a (Figur 4) zur Anlage am Wassermantel-Kern 24 gelangen. Wenn diese Anlage erfolgt, befinden sich die Entgratabschnitte 12 der Entgratlamellen 9 noch oberhalb der Grate 33, 34. Anschließend wird die Montageplatte 21 und mit ihr der Haltekörper 1 weiter nach unten bewegt, wobei die Entgratlamellen 9 zunächst, wie oben beschrieben, durch die Grate 33, 34 angehoben werden und sich dabei radial nach innen bewegen. Entweder fallen sie, wenn der durch die Grate 33, 34 freigelassene Freiraum ausreicht, an den Graten vorbei nach unten und bewegen sich dabei wieder nach außen, oder aber beim weiteren Abbewegen, wenn sie sich nicht mehr nach innen bewegen können, schneiden sie schon den äußeren Bereich der Grate 33, 34 ab. Die erfindungsgemäße Vorrichtung bewegt sich jeweils nach unten und nach oben. Wenn sie sich wieder nach oben bewegt, so nimmt sie die Entgratlamellen mit, die mit ihrer äußeren oberen Kante an den Graten 33, 34 zum Anliegen kommen und diese dort abschneiden. Die Auf- und Abbewegung wird so lange wiederholt, bis die Grate 33, 34 vollständig entfernt sind.
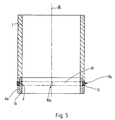
- In der Figur 5 ist im Längsschnitt eine weitere Ausbildung der erfindungsgemäßen Vorrichtung dargestellt. Grundsätzlich gleiche Teile sind mit gleichen Bezugszeichen wie vorstehend versehen.
- Diese Vorrichtung weist auch wiederum einen Haltekörper 1 in der Form eines Zylindermantels auf. An diesem ist im unteren Bereich ein Innenring 1a befestigt, wie durch Kleben, der gegebenenfalls auch einstückig mit dem Haltekörper 1 ausgebildet sein kann. Über den Innenring 1a ist mit radialem Spiel ein Entgratelement 9a in Form eines mit einer Trennstelle 10a versehenen Ringes 10 geschoben, der durch einen fest auf dem Innenring 1 aufsitzenden oder aber mit diesem einstückig verbundenen Tragring 4a axial gehalten wird.
- Aus herstellungstechnischen Gründen sind entweder die Teile 1, 1a, 4a sämtlich separate Teile, die miteinander verklebt sind, oder aber der Innenring 1a ist entweder mit dem Haltekörper 1 oder aber mit dem Tragring 4a einstückig ausgebildet und mit dem anderen Teil fest verbunden.
- Das radiale Spiel zwischen dem Innenring 1a und dem Entgratelement 9a ist beispielsweise derart, daß der Außendurchmesser des Innenrings 1a 80 mm beträgt, der Innendurchmesser des Entgratrings 9a aber 81 mm. Die radiale Breite des Schlitzes oder der Trennstelle 10a ist derart bemessen, daß der Entgratring 9a radial in der gewünschten Weise nachgeben kann, also seinen Durchmesser reduzieren kann. Die Trennstelle 10a ist zur Achse A des Haltekörpers geneigt ausgebildet, vorzugsweise unter 45°, damit die beiden Enden des Ringes sich in diesem Bereich überlappen und damit ein Entgraten an der Entgratkante 13 über den gesamten Umfang hin erfolgt.
- Ansonsten kann auch diese Vorrichtung grundsätzlich weitere Merkmale, wie sie oben beschrieben wurden, aufweisen, beispielsweise muß der Ring insbesondere in seinem Außenbereich nicht völlig kreissymmetrisch sein, sondern kann in unterschiedlichen angularen Bereichen unterschiedliche Radialerstreckungen aufweisen, je nach der Form der zu entgratenden Teile.
- Der Einsatz der Entgratvorrichtung nach der Figur 5 erfolgt grundsätzlich, wie dies oben unter Bezugnahme auf die Figuren 3 und 4 beschrieben wurde. Zur Querschnittsreduzierung findet hier allerdings keinerlei Axialbewegung relativ zum Haltekörper 1 statt, wie dies bei den Lamellen der Figuren 1 und 2 der Fall ist, sondern der Entgratring 9 reduziert vielmehr seinen Durchmesser, was durch das genannte Spiel sowie den Schlitz 10a möglich ist.
Claims (14)
- Vorrichtung zum Entgraten von Formen oder Kernen, insbesondere in engen Zwischenräumen derartiger Formen, gekennzeichnet durch einen Haltekörper (1), a dessen Umfang mindestens ein in unbelastetem Zustand den Haltekörper etwas radial überragendes Entgratelement radial nachgiebig gelagert ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß das Entgratelement ein mit einer Trennstelle versehener Ring ist.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, daß die Trennstelle geneigt zur Achse, vorzugsweise unter 45°, verläuft.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß als Entgratelemente Entgratlamellen (9) derart axial verschiebbar gelagert sind, daß sie bei Verschiebung in einer Richtung (B) zurückweichen (in Richtung C) und bei Verschiebung in der entgegengesetzten Richtung (-B) sich nach vorne (in Richtung -C) bewegen, wobei die Entgratlamellen (9) einen Entgratabschnitt (12) aufweisen, der sich unter einem endlichen Winkel zur Verschieberichtung (B) vom Haltekörper (1) forterstreckt.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, daß die Entgratlamellen (9) in einem Zwischenraum (2) zwischen dem Haltekörper (1) und einem diesen umgebenden Haltering (3) mit Spiel in Verschieberichtung (B) und senkrecht hierzu (in Richtung C) beweglich gelagert sind.
- Vorrichtung nach Anspruch 4 oder 5, dadurch gekennzeichnet, daß die Entgratlamellen (9) als Winkelteile mit einem sich in Verschieberichtung (B) erstreckenden Führungsschenkel (11) ausgebildet sind.
- Vorrichtung nach einem der Ansprüche 4 bis 6, dadurch gekennzeichnet, daß die Entgratlamellen (9) auf einer schrägen Fläche (6) aufsitzen.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß die Schrägfläche im oberen Bereich eines den Haltekörper (1) in seinem unteren Bereich umgebenden Spreizringes (4) ausgebildet ist.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß Entgratabschnitte (12) der Entgratelemente (9) in verschiedenen Umfangsbereichen sich radial unterschiedlich weit erstrecken bzw. unterschiedliche Länge aufweisen.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß der Haltekörper (1) zylindermantelförmig ausgebildet ist.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, daß die gesamte Anordnung im wesentlichen kreisförmigen Querschnitt aufweist.
- Vorrichtung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, daß mehrere Haltekörper (1) mit an ihnen zumindestens radial (in Richtung C) nachgiebig gelagerten Entgratelementen angeordnet sind.
- Vorrichtung nach einem der Ansprüche 4 bis 12, dadurch gekennzeichnet, daß mehrere Haltekörper (1) mit in ihnen axial (in Richtung B) verschiebbaren und nach innen und außen (in Richtung C) beweglichen Entgratelementen (9) mit sich senkrecht zur Verschieberichtung (B) erstreckenden Entgratabschnitten an einer Montageplatte (21) angeordnet sind.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß neben den Haltekörpern (1), sich parallel zur Achse der Haltekörper (1) erstreckend, elastisch vorgespannte Federbolzen (23) angeordnet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19934302227 DE4302227C2 (de) | 1993-01-27 | 1993-01-27 | Vorrichtung zum Entgraten von Formen und Kernen |
| DE4302227 | 1993-01-27 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0608518A2 true EP0608518A2 (de) | 1994-08-03 |
| EP0608518A3 EP0608518A3 (de) | 1995-02-01 |
| EP0608518B1 EP0608518B1 (de) | 1997-10-08 |
Family
ID=6479042
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19930119491 Expired - Lifetime EP0608518B1 (de) | 1993-01-27 | 1993-12-03 | Vorrichtung zum Entgraten von Formen und Kernen |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5477908A (de) |
| EP (1) | EP0608518B1 (de) |
| JP (1) | JPH06234043A (de) |
| DE (2) | DE4302227C2 (de) |
| DK (1) | DK0608518T3 (de) |
| ES (1) | ES2110048T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021062456A1 (de) | 2019-10-03 | 2021-04-08 | Fill Gesellschaft M.B.H. | Oberflächenbehandlungsverfahren |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004001436B3 (de) * | 2004-01-09 | 2005-06-16 | Rautenbach-Guß Wernigerode GmbH | Vorrichtung und Verfahren zum Entgraten von Formkörpern |
| KR100629316B1 (ko) | 2004-08-31 | 2006-10-11 | 주식회사 진성티이씨 | 플로팅 실 이송 장치 |
| CN107186187A (zh) * | 2017-06-20 | 2017-09-22 | 石家庄钢铁有限责任公司 | 一种矩形连铸坯毛刺的可移动清理装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3617575A1 (de) * | 1985-06-10 | 1986-12-18 | VEB Schwermaschinenbau "Karl Liebknecht" Magdeburg, 39122 Magdeburg | Vorrichtung zum entgraten von gussstuecken |
| DE4002555C1 (de) * | 1990-01-30 | 1991-05-29 | Adolf Hottinger Maschinenbau Gmbh, 6800 Mannheim, De | |
| US5173234A (en) * | 1990-08-03 | 1992-12-22 | Eropol Finance Et Developpement | Process and automatic machine for manufacture of calibrated rings from an extrudate |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5347551B2 (de) * | 1972-02-08 | 1978-12-21 | ||
| JPS608882Y2 (ja) * | 1979-10-09 | 1985-03-30 | 日本鋼管株式会社 | 連鋳スラブの切断バリ除去装置 |
| DE3028666C2 (de) * | 1980-07-29 | 1982-09-23 | Bayerische Motoren Werke AG, 8000 München | Vorrichtung zum Entgraten von Sandkernen |
| JPS58187257A (ja) * | 1982-04-24 | 1983-11-01 | Nissan Motor Co Ltd | 鋳ばり切断装置 |
| JPS5921523A (ja) * | 1982-07-28 | 1984-02-03 | Asahi Chem Ind Co Ltd | 希土類元素のオキシサルフアイドの製造法 |
| DD211071B1 (de) * | 1982-11-01 | 1986-12-10 | Beier Hans Michael | Vorrichtung zum abtrennen von ueberschuessigem material an gussstuecken |
| DE3322567C2 (de) * | 1983-06-23 | 1985-05-23 | Georg Fischer GmbH, 4020 Mettmann | Einrichtung zum Entgraten von als Gießerei-Kerne oder dergleichen ausgebildeten Werkstücken |
| JPS6178536A (ja) * | 1984-09-26 | 1986-04-22 | Toyota Motor Corp | 中子のばり取り機 |
| JPS63303678A (ja) * | 1987-06-02 | 1988-12-12 | Toyota Motor Corp | バリ取り方法 |
| JPH02220765A (ja) * | 1989-02-20 | 1990-09-03 | Yaskawa Electric Mfg Co Ltd | バリ取り工具保持装置 |
| DE4124508C1 (en) * | 1991-07-24 | 1992-07-16 | Mercedes-Benz Aktiengesellschaft, 7000 Stuttgart, De | Flash removal device for mouldings e.g. foundry core - includes baseplate mounted on base with rubber dampers interposed and with magnetic vibrator under baseplate |
-
1993
- 1993-01-27 DE DE19934302227 patent/DE4302227C2/de not_active Expired - Fee Related
- 1993-12-03 DE DE59307504T patent/DE59307504D1/de not_active Expired - Fee Related
- 1993-12-03 EP EP19930119491 patent/EP0608518B1/de not_active Expired - Lifetime
- 1993-12-03 DK DK93119491T patent/DK0608518T3/da active
- 1993-12-03 ES ES93119491T patent/ES2110048T3/es not_active Expired - Lifetime
-
1994
- 1994-01-25 JP JP640194A patent/JPH06234043A/ja active Pending
- 1994-01-27 US US08/187,076 patent/US5477908A/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3617575A1 (de) * | 1985-06-10 | 1986-12-18 | VEB Schwermaschinenbau "Karl Liebknecht" Magdeburg, 39122 Magdeburg | Vorrichtung zum entgraten von gussstuecken |
| DE4002555C1 (de) * | 1990-01-30 | 1991-05-29 | Adolf Hottinger Maschinenbau Gmbh, 6800 Mannheim, De | |
| US5173234A (en) * | 1990-08-03 | 1992-12-22 | Eropol Finance Et Developpement | Process and automatic machine for manufacture of calibrated rings from an extrudate |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021062456A1 (de) | 2019-10-03 | 2021-04-08 | Fill Gesellschaft M.B.H. | Oberflächenbehandlungsverfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| US5477908A (en) | 1995-12-26 |
| JPH06234043A (ja) | 1994-08-23 |
| EP0608518B1 (de) | 1997-10-08 |
| DE59307504D1 (de) | 1997-11-13 |
| DE4302227C2 (de) | 1995-05-24 |
| ES2110048T3 (es) | 1998-02-01 |
| DE4302227A1 (de) | 1994-07-28 |
| DK0608518T3 (da) | 1998-05-18 |
| EP0608518A3 (de) | 1995-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3639313C2 (de) | ||
| CH666427A5 (de) | Metallspritz-giessform. | |
| DE2355844A1 (de) | Schraubverbindung | |
| DE2159627A1 (de) | Vorrichtung zum Entgraten von Kunst stoffrohren | |
| DE1479374B2 (de) | Formwerkzeug zum herstellen von hinterschneidun gen aufweisenden runden hohlkoerpern aus kunststoff | |
| EP1092461A1 (de) | Filterpatrone mit Mittelrohr | |
| DE60101529T2 (de) | Zylindrischer, dynamischer Dämpfer in kompakter Grösse und mit grosser Masse | |
| DE60025855T2 (de) | Steifer Kern in zwei Teilen, zur Herstellung von Luftreifen | |
| DE2906734C3 (de) | Laufrolle in Zwillingsradanordnung | |
| EP0608518B1 (de) | Vorrichtung zum Entgraten von Formen und Kernen | |
| DE4137805C2 (de) | Verfahren zur Herstellung eines Kolbenschiebers sowie Vorrichtung zur Durchführung des Verfahrens | |
| EP3595829B1 (de) | Vorrichtung zum schiessen eines giesskernes | |
| DE2546517A1 (de) | Einstueckiges gussgeformtes filter und verfahren sowie vorrichtung zu seiner herstellung | |
| AT510737B1 (de) | Verfahren zur herstellung eines gusswerkstücks, insbesondere eines gussrads | |
| WO2020169462A1 (de) | EINTEILIGER SPEISERKÖRPER ZUR VERWENDUNG BEIM GIEßEN VON METALLEN | |
| DE3535617A1 (de) | Geteiltes gleitlager, insbesondere pleuellager, fuer mittel- und grossmotorer | |
| EP0264475B1 (de) | Drehräumwerkzeug | |
| DE3735735C2 (de) | ||
| EP0835391B1 (de) | Gusskörper | |
| DE69314281T2 (de) | Kernführung für giessform und gusstück | |
| DE2452846C3 (de) | Werkzeug zum Entfernen eines Grates in oder an Durchbrechungen beliebiger Querschnittsform eines Werkstücks | |
| DE3116526A1 (de) | Vorrichtung zur herstellung eines aus giess- oder spritzbarem werkstoff bestehenden kaefigs | |
| DE102023124558A1 (de) | Spritzgegossener Hohlkörper, Vorrichtung zum Herstellen eines solchen und verstellbarer Fluidverteiler mit einem solchen | |
| EP4344848A1 (de) | Spritzgegossener hohlkörper, vorrichtung zum herstellen eines solchen und verstellbarer fluidverteiler mit einem solchen | |
| DE102004009488B4 (de) | Kernstütze und Gießform mit mindestens einer solchen Kernstütze |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE DK ES FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE DK ES FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19950104 |
|
| 17Q | First examination report despatched |
Effective date: 19961219 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE DK ES FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: HOTTINGER MASCHINENBAU GMBH |
|
| REF | Corresponds to: |
Ref document number: 59307504 Country of ref document: DE Date of ref document: 19971113 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2110048 Country of ref document: ES Kind code of ref document: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19980112 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001120 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001215 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20001221 Year of fee payment: 8 Ref country code: CH Payment date: 20001221 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20001226 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010226 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011203 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011231 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011203 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020830 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021204 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051203 |