EP0335080B1 - Verfahren und Vorrichtung zum Ermitteln des Spulenumfangs von Kreuzspulen und zum Verwerten des Ergebnisses - Google Patents
Verfahren und Vorrichtung zum Ermitteln des Spulenumfangs von Kreuzspulen und zum Verwerten des Ergebnisses Download PDFInfo
- Publication number
- EP0335080B1 EP0335080B1 EP89101884A EP89101884A EP0335080B1 EP 0335080 B1 EP0335080 B1 EP 0335080B1 EP 89101884 A EP89101884 A EP 89101884A EP 89101884 A EP89101884 A EP 89101884A EP 0335080 B1 EP0335080 B1 EP 0335080B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bobbin
- computer
- winding
- cross
- current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 64
- 238000004804 winding Methods 0.000 claims description 107
- 238000011156 evaluation Methods 0.000 claims description 12
- 239000004753 textile Substances 0.000 claims description 10
- 238000011161 development Methods 0.000 description 13
- 238000005259 measurement Methods 0.000 description 12
- 235000013351 cheese Nutrition 0.000 description 6
- 238000004364 calculation method Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000000691 measurement method Methods 0.000 description 3
- 238000004590 computer program Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 230000001932 seasonal effect Effects 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000012067 mathematical method Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000010408 sweeping Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
- B65H63/08—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle
- B65H63/082—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle responsive to a predetermined size or diameter of the package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/11—Length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
- B65H2513/11—Speed angular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/12—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2557/00—Means for control not provided for in groups B65H2551/00 - B65H2555/00
- B65H2557/20—Calculating means; Controlling methods
- B65H2557/24—Calculating methods; Mathematic models
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a method and device for determining the bobbin circumference of cross-wound bobbins on a textile machine producing cross-wound bobbins and for evaluating the result, in which measured values, e.g. Bobbin and drum angular velocities, which are produced by the sensors detecting the growth of the package and which are evaluated appropriately, are concluded on the extent reached of the package or the length of thread wound on the package.
- measured values e.g. Bobbin and drum angular velocities
- a simple way to measure the diameter of a package is to measure the frame angle.
- the coil diameter can then be calculated using the cosine theorem, since the frame geometry remains the same.
- This measuring method also has the advantage of being independent of winding parameters.
- Another possibility for determining the coil diameter is to measure the period duration ratio of a coil revolution to a drive drum revolution. With the additional condition that the circumferential speeds of drum and spool are the same, this ratio multiplied by the drum diameter gives the current spool diameter.
- the procedure is inaccurate and it is dependent on the set winding parameters, e.g. B. thread tension, weight, drum type, etc., depending.
- the invention has for its object to improve the quality of the package production.
- this object is achieved in that the measured values representing the growth of the package are continuously recorded and in at least one computer for further The evaluation is prepared and, if necessary, saved so that when further evaluation is carried out for each winding position, based on their measurement data, a mathematical link is made again and again, symbolizing the randomness of the current measured value pickup, at very short time intervals, that the current bobbin circumference or bobbin radius is derived from this link or bobbin diameter is calculated and that the linking result is used with the least possible delay for the purpose of displaying, influencing the winding process, determining the thread length and / or for ending the winding process.
- the invention is based on the following findings: If a cylindrical drive drum drives a conical coil by friction, the friction ratio between the drum and the coil results in a speed ratio which relates to the driven diameter of the conical coil.
- the circumferential speed of the coil is smaller towards the small diameter and greater than the circumferential speed of the drum towards the larger coil diameter.
- the driven diameter of the package can be determined.
- the driven diameter depends on the thread tension, i.e. on the bobbin running time (seasonal fluctuations), on the spool taper and on the weight of the spool.
- the position of the driven diameter on the coil is relatively constant during the entire coil running time.
- the first phenomenon depends on the taper of the coil. It is therefore less important for the repeatability of the measurement method.
- the second phenomenon is responsible for the repeatability of the measurement method. What is striking is the wide range with a low spool force. Thread tension fluctuations during a cop run time have a strong impact. This bandwidth reduces the repeatability of the process.
- the coil diameter can be calculated using both mathematical equations.
- the parameters to be determined for the respective coil are identical in both formulas, namely d O and ⁇ .
- a mathematical compensation method is required, which adjusts d O and ⁇ so that the sum of the error squares of the measured diameter value is minimal compared to the pre-calculated diameter value. This can be done with the help of a mathematical filter, for example a Kalman filter.
- the filters are used to determine the values of the two parameters d OK and ⁇ K , which parameterize the theoretical coil diameter profile. With the values of these parameters, however, no winding process control, for example a diameter adjustment, is possible.
- the spool period T Sp of the cross-wound bobbin and the drum period T Tr of the drive drum are measured continuously.
- the diameter d Sp of the cross-wound bobbin is determined at precisely defined intervals according to Formula 1, A. Since the number of revolutions of the coil, B, or the coil running time, C, are known from the measurement of the coil period, each can be calculated using the mathematical method Compensation method determine the values of the parameters d OK and ⁇ K.
- the mathematical equalization methods require the mathematical filters that can be developed from Formula 2, D, and Formula 3, E.
- the diameter can be calculated using formulas 2 and 3, so that a new diameter value d m is present after each measurement. The increase in the coil diameter during the coil travel can thus be measured.
- the coil circumference can only be determined fuzzy within a more or less wide range.
- the influence on the winding process, the display, the determination of the thread length or the detection of the bobbin diameter which is decisive for ending the winding process or the thread length which is decisive for ending the winding process is correspondingly imprecise.
- the invention now ensures that a bobbin circumference cleaned from the coincidences of the winding process can be determined with a significantly smaller inaccuracy bandwidth, so that the influence on the winding process can be made with much greater accuracy and with more precise reproducibility, so that a total Quality increase of the package production can be achieved.
- the measured values representing the growth of the package are continuously recorded and processed in at least one winding unit computer assigned to the individual winding units of the textile machine for further evaluation, that the further evaluation may be carried out in a higher-level computer connected to the winding unit computer or units is that, if necessary, in the higher-level computer for each winding station, based on their measurement data, a new mathematical link symbolizing the current bobbin circumference, which has been cleared of randomness of the current measured value recording, is carried out again and again at very short time intervals, that the current bobbin circumference or bobbin radius or bobbin diameter is calculated from this link and that the linkage result, if necessary, to the winding station computer again for the purpose of displaying the influence on the winding process, the determination of the thread length and / or for the purpose of ending the winding process is transmitted with as little delay as possible.
- the measured values of a sensor that detects the angle of rotation of the drive drum are advantageously linked to the measured values of a sensor that detects the angle of rotation of the cross-wound bobbin, in order to infer the result of the linking of the circumference of the cross-wound bobbin, in the computer or in Superordinate computer from these continuously new connection results again and again the mathematical connection effecting the elimination of the randomness of the current measured value recording is formed or the compensation function is calculated.
- selected measured values of the winding travel or their linking results are used to calculate the compensation function.
- Those measured values or their linking results which are obtained from a selectable point in time of the winding travel are advantageously used for calculating the compensation function.
- a specific period of time can also be selected and this period of time can extend, for example, to a period of time which, calculated from the respective measurement point in time, always points to the past at the same time interval.
- the compensation function is calculated using mathematical filters.
- a filter of the Kalman filter type is advantageously used as the mathematical filter.
- the compensation function is represented as a polynomial.
- the angular velocities of the drive drum and the cheese are measured and linked and stored in one of the computers before the compensation function is calculated from the link results.
- a higher-level computer takes over the calculation of the compensation function and the compensation function in turn symbolizes the measurement result that has been cleaned of randomness.
- the signals which may be transmitted back from the higher-level computer and represent the current bobbin circumference or bobbin radius or bobbin diameter are in turn linked in the computer or in the winding station computer with the signals representing the angle of rotation of the cross-wound bobbin and the angle of rotation of the drive drum in order to derive the current wound thread length and / or calculate the current winding density, display it if necessary and compare it with setpoints, intervening in the winding process if necessary on the basis of the comparison result.
- the course of a winding trip can be saved as a setpoint.
- the winding density of the package can be influenced, for example, by varying the thread tension and the package can be adjusted, for example, either to a constant winding density or to a winding density that changes continuously in the course of the winding phase. If tolerances are exceeded, the winding process can be interrupted because the cheese no longer meets the quality requirements.
- a device for determining the bobbin circumference of cross-wound bobbins on a textile machine producing cross-wound bobbins and for evaluating the result resulting from measured values, e.g. Spool and drum angular velocities, which are produced by the growth of the cross-wound sensors and which are evaluated appropriately is provided for executing the method in a development of the invention that the sensors are connected to at least one computer that prepares the measured values for further evaluation, that the A link program for a mathematical link of the processed measured values, which has been cleaned of randomnesses of the current measured value recording and symbolizes the current bobbin size, is entered, and that the computer has devices for displaying the link result and / or devices for influencing the winding process in accordance with the link result and / or devices for determining the thread length in accordance with the linking result and / or devices for ending the winding process in accordance with the linking result.
- measured values e.g. Spool and drum angular velocities
- the link result can be shown on a display, for example.
- the winding process can be ended, for example, when the desired thread length is reached or when the desired current bobbin circumference is reached. With conical The current coil size is in the so-called neutral zone.
- a device for determining the bobbin circumference of textile machine producing cross-wound bobbins and for evaluating the result, resulting from measured values, e.g. Spool and drum angular velocities, which are produced by the sensors detecting the growth of the cross-wound bobbin and which are evaluated appropriately are provided for executing the method in a development of the invention that the sensors are connected to at least one winding unit computer which prepares the measured values for further evaluation, that the winding unit computer A first active connection is connected to a higher-level computer, to which a link program for a mathematical link of the measured values prepared by the winding station computer, which has been corrected from randomnesses of the current measured value recording and symbolizes the current bobbin size, is entered so that the higher-level computer has a second active connection for transmitting the result of the link to the Has winding unit computer and that the winding unit computer means for displaying the link result and / or devices for influencing the Sp UL process according to the
- the linking program is set up for calculating a mathematical compensation function symbolizing the current coil size, which has been cleaned of randomnesses of the current measured value recording, over the winding time.
- the linking program advantageously has a mathematical filter to represent the compensation function.
- a Kalman filter has proven to be a suitable filter.
- the compensation function can advantageously be represented as a polynomial in the computer or higher-level computer. The polynomial representation of a function is particularly advantageous and expedient with regard to the use of an electronic computer.
- both the cross-wound bobbin and the drive drum are each assigned a sensor that detects the angle of rotation.
- the sensor that detects the angle of rotation, the computer or the winding unit computer advantageously has a device for measuring the duration of the passage through a rotation angle of a predetermined size, the computer, the winding unit computer or the higher-level computer having a program for determining the period duration ratio of the rotation of the spool to the rotation of the drive drum.
- the sleeve 2 of a cross-wound bobbin 3 is rotatably held in a bobbin frame 4, 4 'mounted on the winding unit 1 of an automatic winder not shown here, tapered sleeve plate 5, 6.
- the cheese 3 lies on a drive drum 7. It is rotated by the drive drum 7 due to friction.
- the thread 9 running in the direction of the arrow 8 runs through a thread eyelet 10 before it reaches the cheese 3, guided by a sweeping thread groove 11.
- the thread 9 comes from a payout spool, not shown here, for example a spinning cop.
- the drive drum 7 is fixed on the shaft 12 of a drive motor 13.
- a computer R is assigned to the winding unit 1. Via electrical active connections 14 'to 17', the drive motor 13, the sensors 24 and 25 and a display 26 are connected to the computer R.
- the sensors 24 and 25 are rotation angle sensors.
- the angle of rotation sensor 24 continuously measures the angle of rotation of the sleeve plate 6 and thus also the angle of rotation of the sleeve 2 and the cross-wound bobbin 3.
- the angle of rotation sensor 25 continuously measures the angle of rotation of the shaft 12 and thus also the angle of rotation of the drive drum 7. The measured values arrive continuously via the active connections 15 'And 16' in the computing unit 27 'of the computer R.
- the coil radius is determined, which can also be used as a unit of measurement for the coil circumference. Instead of the coil radius, the coil circumference can also be calculated directly.
- the compensation calculation results in a compensation function, which follows the thick solid line.
- the vertical distances of the measuring points from the curve of the compensation function are approximately the same.
- the fluctuation range of the compensation function is less than the fluctuation range of the individual measured values.
- the link result arrives at the control unit 28 '.
- the control unit 28 ' has a setpoint generator 29, which is impressed with a set winding travel, which follows the curve 30.
- the current coil circumference or coil radius or coil diameter determined by the computer R is shown on the display 26.
- a winding station computer SR is assigned to winding unit 1. Via electrical active connections 14 to 19, the drive motor 13, the sensors 24 'and 25', a display 26 and a superordinate computer, called the central computer ZR, are connected to the winding station computer SR. Further active connections 20, 21 and 22, 23 lead from the central computer ZR to any further winding station computers which may still be present.
- the two sensors 24 'and 25' include devices for measuring the duration of the passage of an angle of rotation of a predetermined size.
- the sensor 24 ' gives the active connection 15 in an uninterrupted sequence, the period of a quarter turn of the sleeve plate 6 to the computing unit 27 of the winding unit computer SR.
- the rear end of the sleeve plate 6 is provided with four magnets 31 distributed uniformly over the circumference, the passage of which is detected by the sensor 24 '.
- the sensor 25 ' continuously transmits the period of a quarter turn of the winding roller 7 to the computing unit 27.
- the rear end of the shaft 12 which is mounted in a bearing 33, carries a disc 34 which is distributed uniformly over the circumference carries four magnets 32. The passage of the magnets is detected by the sensor 25 '.
- the measurement results are processed in accordance with Formula 1 and partially fed to the central computer ZR.
- the result of the link is sent from the central computer ZR via the active connection 19 back to the control unit 28 of the winding station computer SR.
- the control unit 28 has a setpoint generator 29, which is impressed with a set winding travel that follows the curve 30.
- the current coil circumference or coil radius or coil diameter reported by the central computer ZR is shown on the display 26.
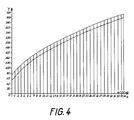
- FIG. 4 shows the diagram of a winding trip as it could be shown in the display 26 or printed out by the winding station computer SR, for example.
- the winding time is plotted on the X axis.
- the vertical lines mark spool stoppages that were caused by the replacement of spinning bobbins.
- the cross-bobbin diameter is plotted on the Y-axis.
- the lower curve reflects the calculation result of the computing unit 27 of the exemplary embodiment according to FIG. 1.
- the curve shows noticeable jumps and during the travel of the payout spool, the turn is also very uneven, which is not so clearly visible in FIG. 4.
- FIG. 5 and 6 show an extract from the log of a winding travel of a conical cross-wound bobbin, which was carried out with a device according to FIG. 2.
- the spool revolutions and the payout spool change are plotted on the X axis.
- the individual reel changes are marked with consecutive numbers.
- the cross-bobbin diameter is plotted on the Y-axis.
- the lower, thickly printed curve results from the continuous application of tangents to the compensation curve of the current diameter of the conical cheese, determined by the central computer ZR.
- the computer program of the central computer ZR contains here a Kalman filter to determine the compensation curve.
- the compensation function becomes better and better from the beginning of the winding cycle because the Kalman filter allows past measurement results to be incorporated.
- the window width of the acquisition can be controlled.
- the vertical lines each mark interruptions in the winding that were necessary due to the replacement of the pay-off spools.
- the diameter of the conical cross-wound bobbin was manually determined at its thick end each time the supply reel was changed. The determined values were subsequently entered in the log printed out by the winding unit computer SR.
- the connecting line represents the upper, thinly drawn curve.
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
- Winding Filamentary Materials (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3810365 | 1988-03-26 | ||
| DE3810365A DE3810365A1 (de) | 1988-03-26 | 1988-03-26 | Verfahren und vorrichtung zum ermitteln des spulenumfangs von kreuzspulen und zum verwerten des ergebnisses |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0335080A2 EP0335080A2 (de) | 1989-10-04 |
| EP0335080A3 EP0335080A3 (en) | 1990-01-24 |
| EP0335080B1 true EP0335080B1 (de) | 1993-05-19 |
Family
ID=6350806
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89101884A Expired - Lifetime EP0335080B1 (de) | 1988-03-26 | 1989-02-03 | Verfahren und Vorrichtung zum Ermitteln des Spulenumfangs von Kreuzspulen und zum Verwerten des Ergebnisses |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4964582A (ja) |
| EP (1) | EP0335080B1 (ja) |
| JP (1) | JP2735605B2 (ja) |
| DE (2) | DE3810365A1 (ja) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1231742B (it) * | 1988-04-11 | 1991-12-21 | Murata Machinery Ltd | Dispositivo per regolare la pressione di contatto in una roccatrice |
| DE3917055C2 (de) * | 1989-05-25 | 1996-12-12 | Schlafhorst & Co W | Verfahren und Einrichtung zum Überwachen des Produktionsvorgangs der Spuleinrichtungen einer Kreuzspulen herstellenden Maschine |
| US5141169A (en) * | 1990-08-06 | 1992-08-25 | Teijin Seiki Co., Ltd. | Method and apparatus for winding a yarn according to desired tension and winding speed |
| DE4235450A1 (de) * | 1991-11-05 | 1993-05-06 | Rieter Ingolstadt Spinnereimaschinenbau Ag, 8070 Ingolstadt, De | Verfahren und vorrichtung zum ermitteln des durchmessers einer spule an einer spinnstelle einer spinnmaschine |
| US5676323A (en) * | 1992-03-06 | 1997-10-14 | Maschinenfabrik Rieter Ag | Apparatus and method for changing and winding bobbins involving the correction of movement sequences in a moving element |
| US5765770A (en) * | 1992-07-08 | 1998-06-16 | W. Schlafhorst Ag & Co. | Method and apparatus for grasping a yarn end on a cheese |
| EP0580548A1 (de) * | 1992-07-23 | 1994-01-26 | Maschinenfabrik Rieter Ag | Verfahren und Vorrichtung zum Aufspulen eines Fadens |
| US5469696A (en) * | 1992-10-29 | 1995-11-28 | Rieter Ingolstadt Spinnereimaschinenbau Ag | Process and device to determine the diameter of a bobbin at a spinning station of a spinning machine |
| EP0648701A1 (en) * | 1993-10-19 | 1995-04-19 | Teijin Seiki Company Limited | Yarn winding machine |
| DE4336312C2 (de) * | 1993-10-25 | 2003-09-25 | Schlafhorst & Co W | Vorrichtung zum Wickeln von Garnkörpern |
| US5533686A (en) * | 1993-11-15 | 1996-07-09 | Maschinenfabrik Rieter Ag | Methods and apparatus for the winding of filaments |
| DE19538480C2 (de) * | 1995-10-16 | 2001-10-25 | Sahm Georg Fa | Spulmaschine und Verfahren zum Aufwickeln eines kontinuierlich zulaufenden Fadens auf eine Spule |
| DE19548256A1 (de) * | 1995-12-22 | 1997-06-26 | Schlafhorst & Co W | Verfahren zur Bestimmung des Durchmessers konischer Kreuzspulen |
| DE19625512A1 (de) * | 1996-06-26 | 1998-01-15 | Schlafhorst & Co W | Verfahren und Vorrichtung zum Bestimmen des Durchmessers einer Kreuzspule |
| DE19625511A1 (de) * | 1996-06-26 | 1998-01-02 | Schlafhorst & Co W | Verfahren und Vorrichtung zum Herstellen von Kreuzspulen in wilder Wicklung |
| DE19625513A1 (de) * | 1996-06-26 | 1998-01-02 | Schlafhorst & Co W | Verfahren und Vorrichtung zum Herstellen von Kreuzspulen |
| DE19642705A1 (de) * | 1996-10-16 | 1998-04-23 | Hamel Ag | Verfahren zur Herstellung einer mit einer vorgegebenen Garnmenge bewickelten, spindelgetriebenen Fadenspule |
| US6082653A (en) * | 1996-10-31 | 2000-07-04 | Ampex Corporation | System for estimating tape pack radius using a Kalman filter |
| DE19961982A1 (de) | 1999-12-22 | 2001-07-05 | Schlafhorst & Co W | Verfahren zum Wickeln von Kreuzspulen |
| DE10206761A1 (de) * | 2002-02-19 | 2003-08-28 | Rieter Ingolstadt Spinnerei | Textilmaschine mit einer Erfassungseinrichtung für den Spulendurchmesser |
| JP4264015B2 (ja) * | 2003-08-01 | 2009-05-13 | 津田駒工業株式会社 | 繊維機械における巻径の算出方法及び装置 |
| DE102005044339B4 (de) * | 2005-09-16 | 2016-01-14 | Siemens Aktiengesellschaft | Verfahren zum Betrieb einer Wicklermaschine |
| DE102005049567A1 (de) * | 2005-10-17 | 2007-04-19 | SSM Schärer Schweiter Mettler AG | Verfahren und Vorrichtung zur Regelung der Spulendichte einer Garnspule |
| DE102007015695A1 (de) * | 2007-03-31 | 2008-10-02 | Oerlikon Textile Gmbh & Co. Kg | Verfahren zum Betreiben einer Kreuzspulen herstellenden Textilmaschine |
| DE102013016644A1 (de) * | 2013-10-05 | 2015-04-09 | Saurer Germany Gmbh & Co. Kg | Verfahren zum Betreiben einer Arbeitsstelle einer Kreuzspulen herstellenden Textilmaschine |
| DE102015008166A1 (de) * | 2015-06-25 | 2016-12-29 | Saurer Germany Gmbh & Co. Kg | Verfahren und Vorrichtung zum Optimieren der Dichte von auf Arbeitsstellen eines Kreuzspulautomaten hergestellten Kreuzspulen |
| DE102020102801A1 (de) | 2020-02-04 | 2021-08-05 | Saurer Spinning Solutions Gmbh & Co. Kg | Verfahren zur Drehzahlsteuerung einer Spulmaschine bei der Oberfadensuche |
| CH717382A1 (de) * | 2020-05-05 | 2021-11-15 | Ssm Schaerer Schweiter Mettler Ag | Verfahren und Vorrichtung zum Aufspulen eines Fadens auf eine Spule. |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2126983A1 (de) * | 1971-05-29 | 1972-11-30 | W. Schlafhorst & Co, 4050 Mönchengladbach | Verfahren und Vorrichtung zum Betrieb einer automatischen Spulmaschine |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3739996A (en) * | 1971-06-29 | 1973-06-19 | Murata Machinery Ltd | Measuring apparatus of total yarn length wound in package on a yarn winder |
| CH635300A5 (de) * | 1979-04-10 | 1983-03-31 | Zellweger Uster Ag | Verfahren und vorrichtung zur erzielung vorbestimmbarer und genauer garnlaengen auf kreuzspulen. |
| CH663402A5 (de) * | 1981-12-04 | 1987-12-15 | Loepfe Ag Geb | Verfahren zum bestimmen der auf eine kreuzspule mit reibantrieb durch eine nutentrommel aufgewickelten garnlaenge. |
| CH661587A5 (de) * | 1983-03-29 | 1987-07-31 | Loepfe Ag Geb | Laengenmessvorrichtung fuer einen faden an einer fadenspulvorrichtung. |
| CS247880B1 (en) * | 1983-11-29 | 1987-01-15 | Miroslav Boucek | Method of yarn measuring drawn-off with constant speed from working units |
| GB8407465D0 (en) * | 1984-03-22 | 1984-05-02 | Rieter Ag Maschf | Length control in winding of threads |
| CH668637A5 (de) * | 1984-10-12 | 1989-01-13 | Loepfe Ag Geb | Fadenlaengenmessung. |
| JPS61254473A (ja) * | 1985-04-27 | 1986-11-12 | Teijin Seiki Co Ltd | スピンドル駆動巻取機 |
| DE3703869C2 (de) * | 1987-02-07 | 1996-12-12 | Schlafhorst & Co W | Verfahren zum Überwachen und/oder Steuern des Spulvorgangs und Spulstelle zum Ausführen des Verfahrens |
| DE3716473A1 (de) * | 1987-05-16 | 1988-11-24 | Schlafhorst & Co W | Verfahren zum sortieren von kreuzspulen an einem spulautomaten |
-
1988
- 1988-03-26 DE DE3810365A patent/DE3810365A1/de not_active Withdrawn
-
1989
- 1989-02-03 DE DE8989101884T patent/DE58904385D1/de not_active Expired - Fee Related
- 1989-02-03 EP EP89101884A patent/EP0335080B1/de not_active Expired - Lifetime
- 1989-03-27 US US07/328,963 patent/US4964582A/en not_active Expired - Lifetime
- 1989-03-27 JP JP1072050A patent/JP2735605B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2126983A1 (de) * | 1971-05-29 | 1972-11-30 | W. Schlafhorst & Co, 4050 Mönchengladbach | Verfahren und Vorrichtung zum Betrieb einer automatischen Spulmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0335080A2 (de) | 1989-10-04 |
| US4964582A (en) | 1990-10-23 |
| JPH01281269A (ja) | 1989-11-13 |
| JP2735605B2 (ja) | 1998-04-02 |
| EP0335080A3 (en) | 1990-01-24 |
| DE58904385D1 (de) | 1993-06-24 |
| DE3810365A1 (de) | 1989-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0335080B1 (de) | Verfahren und Vorrichtung zum Ermitteln des Spulenumfangs von Kreuzspulen und zum Verwerten des Ergebnisses | |
| DE3242318C2 (de) | Verfahren zum Bestimmen der auf eine Kreuzspule mit Reibantrieb durch eine Nutentrommel aufgewickelten Garnlänge | |
| DE2543839B1 (de) | Vorrichtung zum erzeugen eines gleichmaessigen textilen faserbandes | |
| DE2905713A1 (de) | Garnwickelvorrichtung | |
| EP0307644B1 (de) | Verfahren und Vorrichtung zur Ermittlung der Garngeschwindigkeit an Textilmaschinen | |
| DE2536082C3 (de) | Einrichtung zum kontinuierlichen Messen der Länge von linearem Material wahrend dessen Aufwickeins auf einen sich drehenden Kern | |
| EP0816276B1 (de) | Verfahren und Vorrichtung zum Herstellen von Kreuzspulen | |
| DE4304956C2 (de) | Verfahren und Vorrichtung zum Schären von Fäden | |
| DE69023235T2 (de) | Verfahren und Vorrichtung zum Aufspulen eines Garnes. | |
| DE4208395A1 (de) | Verfahren zum aufspulen von einer spuleinrichtung zugefuehrtem, band- oder fadenfoermigem spulgut in kreuzspulung mit praezisionswicklung | |
| EP2810908B1 (de) | Verfahren zum Einstellen einer Drehwinkelstellung eines eine Spulenhülse drehbeweglich halternden Spulenrahmens und Spulen herstellende Textilmaschine mit mehreren Spulstellen | |
| EP1249422B2 (de) | Garnreinigungseinrichtung an der Spulstelle einer Textilmaschine | |
| EP0816277B1 (de) | Verfahren und Vorrichtung zum Herstellen von Kreuzspulen in wilder Wicklung | |
| DE3111112C2 (de) | Meßvorrichtung für eine Textilmaschinen-Wickelvorrichtung | |
| DE3432276C2 (ja) | ||
| DE69401081T3 (de) | Verfahren und Vorrichtungen zum Wickeln eines Ankers mit verbesserter Auswuchtung | |
| EP0875479A1 (de) | Verfahren zur Verbesserung des Spulprozesses und Spulstation zur Durchführung des Verfahrens | |
| EP0994975A1 (de) | Verfahren und vorrichtung zum schären mit einer konusschärmaschine | |
| DE3602745C2 (ja) | ||
| DE10296719B4 (de) | Verfahren zum Steuern einer Wickeleinrichtung | |
| DE4039121A1 (de) | Vorrichtung und verfahren zum ueberwachen eines laufenden fadens bei einer textilmaschine, insbesondere kabliermaschine | |
| EP1525061B2 (de) | Dynamische dickenkorrektur | |
| EP1110896B1 (de) | Verfahren zum Wickeln von Kreuzspulen | |
| CH666702A5 (de) | Verfahren zum schaeren eines schaerbandes auf einer konusschaermaschine sowie konusschaermaschine zur ausfuehrung des verfahrens. | |
| EP2810907B1 (de) | Verfahren zum Einstellen einer Drehwinkelstellung eines eine Spule drehbeweglich halternden Spulenrahmens und Spulen herstellende Textilmaschine mit mehreren Spulstellen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR IT LI |
|
| 17P | Request for examination filed |
Effective date: 19900710 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: W. SCHLAFHORST AG & CO. |
|
| 17Q | First examination report despatched |
Effective date: 19920217 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR IT LI |
|
| REF | Corresponds to: |
Ref document number: 58904385 Country of ref document: DE Date of ref document: 19930624 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010309 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020903 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030723 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20040225 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041029 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060228 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070203 |