EP0335080B1 - Method and apparatus for determining the size of cross-wound packages and for utilising the results - Google Patents
Method and apparatus for determining the size of cross-wound packages and for utilising the results Download PDFInfo
- Publication number
- EP0335080B1 EP0335080B1 EP89101884A EP89101884A EP0335080B1 EP 0335080 B1 EP0335080 B1 EP 0335080B1 EP 89101884 A EP89101884 A EP 89101884A EP 89101884 A EP89101884 A EP 89101884A EP 0335080 B1 EP0335080 B1 EP 0335080B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bobbin
- computer
- winding
- cross
- current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 64
- 238000004804 winding Methods 0.000 claims description 107
- 238000011156 evaluation Methods 0.000 claims description 12
- 239000004753 textile Substances 0.000 claims description 10
- 238000011161 development Methods 0.000 description 13
- 238000005259 measurement Methods 0.000 description 12
- 235000013351 cheese Nutrition 0.000 description 6
- 238000004364 calculation method Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000000691 measurement method Methods 0.000 description 3
- 238000004590 computer program Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 230000001932 seasonal effect Effects 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000012067 mathematical method Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000010408 sweeping Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
- B65H63/08—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle
- B65H63/082—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle responsive to a predetermined size or diameter of the package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/11—Length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
- B65H2513/11—Speed angular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/12—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2557/00—Means for control not provided for in groups B65H2551/00 - B65H2555/00
- B65H2557/20—Calculating means; Controlling methods
- B65H2557/24—Calculating methods; Mathematic models
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a method and device for determining the bobbin circumference of cross-wound bobbins on a textile machine producing cross-wound bobbins and for evaluating the result, in which measured values, e.g. Bobbin and drum angular velocities, which are produced by the sensors detecting the growth of the package and which are evaluated appropriately, are concluded on the extent reached of the package or the length of thread wound on the package.
- measured values e.g. Bobbin and drum angular velocities
- a simple way to measure the diameter of a package is to measure the frame angle.
- the coil diameter can then be calculated using the cosine theorem, since the frame geometry remains the same.
- This measuring method also has the advantage of being independent of winding parameters.
- Another possibility for determining the coil diameter is to measure the period duration ratio of a coil revolution to a drive drum revolution. With the additional condition that the circumferential speeds of drum and spool are the same, this ratio multiplied by the drum diameter gives the current spool diameter.
- the procedure is inaccurate and it is dependent on the set winding parameters, e.g. B. thread tension, weight, drum type, etc., depending.
- the invention has for its object to improve the quality of the package production.
- this object is achieved in that the measured values representing the growth of the package are continuously recorded and in at least one computer for further The evaluation is prepared and, if necessary, saved so that when further evaluation is carried out for each winding position, based on their measurement data, a mathematical link is made again and again, symbolizing the randomness of the current measured value pickup, at very short time intervals, that the current bobbin circumference or bobbin radius is derived from this link or bobbin diameter is calculated and that the linking result is used with the least possible delay for the purpose of displaying, influencing the winding process, determining the thread length and / or for ending the winding process.
- the invention is based on the following findings: If a cylindrical drive drum drives a conical coil by friction, the friction ratio between the drum and the coil results in a speed ratio which relates to the driven diameter of the conical coil.
- the circumferential speed of the coil is smaller towards the small diameter and greater than the circumferential speed of the drum towards the larger coil diameter.
- the driven diameter of the package can be determined.
- the driven diameter depends on the thread tension, i.e. on the bobbin running time (seasonal fluctuations), on the spool taper and on the weight of the spool.
- the position of the driven diameter on the coil is relatively constant during the entire coil running time.
- the first phenomenon depends on the taper of the coil. It is therefore less important for the repeatability of the measurement method.
- the second phenomenon is responsible for the repeatability of the measurement method. What is striking is the wide range with a low spool force. Thread tension fluctuations during a cop run time have a strong impact. This bandwidth reduces the repeatability of the process.
- the coil diameter can be calculated using both mathematical equations.
- the parameters to be determined for the respective coil are identical in both formulas, namely d O and ⁇ .
- a mathematical compensation method is required, which adjusts d O and ⁇ so that the sum of the error squares of the measured diameter value is minimal compared to the pre-calculated diameter value. This can be done with the help of a mathematical filter, for example a Kalman filter.
- the filters are used to determine the values of the two parameters d OK and ⁇ K , which parameterize the theoretical coil diameter profile. With the values of these parameters, however, no winding process control, for example a diameter adjustment, is possible.
- the spool period T Sp of the cross-wound bobbin and the drum period T Tr of the drive drum are measured continuously.
- the diameter d Sp of the cross-wound bobbin is determined at precisely defined intervals according to Formula 1, A. Since the number of revolutions of the coil, B, or the coil running time, C, are known from the measurement of the coil period, each can be calculated using the mathematical method Compensation method determine the values of the parameters d OK and ⁇ K.
- the mathematical equalization methods require the mathematical filters that can be developed from Formula 2, D, and Formula 3, E.
- the diameter can be calculated using formulas 2 and 3, so that a new diameter value d m is present after each measurement. The increase in the coil diameter during the coil travel can thus be measured.
- the coil circumference can only be determined fuzzy within a more or less wide range.
- the influence on the winding process, the display, the determination of the thread length or the detection of the bobbin diameter which is decisive for ending the winding process or the thread length which is decisive for ending the winding process is correspondingly imprecise.
- the invention now ensures that a bobbin circumference cleaned from the coincidences of the winding process can be determined with a significantly smaller inaccuracy bandwidth, so that the influence on the winding process can be made with much greater accuracy and with more precise reproducibility, so that a total Quality increase of the package production can be achieved.
- the measured values representing the growth of the package are continuously recorded and processed in at least one winding unit computer assigned to the individual winding units of the textile machine for further evaluation, that the further evaluation may be carried out in a higher-level computer connected to the winding unit computer or units is that, if necessary, in the higher-level computer for each winding station, based on their measurement data, a new mathematical link symbolizing the current bobbin circumference, which has been cleared of randomness of the current measured value recording, is carried out again and again at very short time intervals, that the current bobbin circumference or bobbin radius or bobbin diameter is calculated from this link and that the linkage result, if necessary, to the winding station computer again for the purpose of displaying the influence on the winding process, the determination of the thread length and / or for the purpose of ending the winding process is transmitted with as little delay as possible.
- the measured values of a sensor that detects the angle of rotation of the drive drum are advantageously linked to the measured values of a sensor that detects the angle of rotation of the cross-wound bobbin, in order to infer the result of the linking of the circumference of the cross-wound bobbin, in the computer or in Superordinate computer from these continuously new connection results again and again the mathematical connection effecting the elimination of the randomness of the current measured value recording is formed or the compensation function is calculated.
- selected measured values of the winding travel or their linking results are used to calculate the compensation function.
- Those measured values or their linking results which are obtained from a selectable point in time of the winding travel are advantageously used for calculating the compensation function.
- a specific period of time can also be selected and this period of time can extend, for example, to a period of time which, calculated from the respective measurement point in time, always points to the past at the same time interval.
- the compensation function is calculated using mathematical filters.
- a filter of the Kalman filter type is advantageously used as the mathematical filter.
- the compensation function is represented as a polynomial.
- the angular velocities of the drive drum and the cheese are measured and linked and stored in one of the computers before the compensation function is calculated from the link results.
- a higher-level computer takes over the calculation of the compensation function and the compensation function in turn symbolizes the measurement result that has been cleaned of randomness.
- the signals which may be transmitted back from the higher-level computer and represent the current bobbin circumference or bobbin radius or bobbin diameter are in turn linked in the computer or in the winding station computer with the signals representing the angle of rotation of the cross-wound bobbin and the angle of rotation of the drive drum in order to derive the current wound thread length and / or calculate the current winding density, display it if necessary and compare it with setpoints, intervening in the winding process if necessary on the basis of the comparison result.
- the course of a winding trip can be saved as a setpoint.
- the winding density of the package can be influenced, for example, by varying the thread tension and the package can be adjusted, for example, either to a constant winding density or to a winding density that changes continuously in the course of the winding phase. If tolerances are exceeded, the winding process can be interrupted because the cheese no longer meets the quality requirements.
- a device for determining the bobbin circumference of cross-wound bobbins on a textile machine producing cross-wound bobbins and for evaluating the result resulting from measured values, e.g. Spool and drum angular velocities, which are produced by the growth of the cross-wound sensors and which are evaluated appropriately is provided for executing the method in a development of the invention that the sensors are connected to at least one computer that prepares the measured values for further evaluation, that the A link program for a mathematical link of the processed measured values, which has been cleaned of randomnesses of the current measured value recording and symbolizes the current bobbin size, is entered, and that the computer has devices for displaying the link result and / or devices for influencing the winding process in accordance with the link result and / or devices for determining the thread length in accordance with the linking result and / or devices for ending the winding process in accordance with the linking result.
- measured values e.g. Spool and drum angular velocities
- the link result can be shown on a display, for example.
- the winding process can be ended, for example, when the desired thread length is reached or when the desired current bobbin circumference is reached. With conical The current coil size is in the so-called neutral zone.
- a device for determining the bobbin circumference of textile machine producing cross-wound bobbins and for evaluating the result, resulting from measured values, e.g. Spool and drum angular velocities, which are produced by the sensors detecting the growth of the cross-wound bobbin and which are evaluated appropriately are provided for executing the method in a development of the invention that the sensors are connected to at least one winding unit computer which prepares the measured values for further evaluation, that the winding unit computer A first active connection is connected to a higher-level computer, to which a link program for a mathematical link of the measured values prepared by the winding station computer, which has been corrected from randomnesses of the current measured value recording and symbolizes the current bobbin size, is entered so that the higher-level computer has a second active connection for transmitting the result of the link to the Has winding unit computer and that the winding unit computer means for displaying the link result and / or devices for influencing the Sp UL process according to the
- the linking program is set up for calculating a mathematical compensation function symbolizing the current coil size, which has been cleaned of randomnesses of the current measured value recording, over the winding time.
- the linking program advantageously has a mathematical filter to represent the compensation function.
- a Kalman filter has proven to be a suitable filter.
- the compensation function can advantageously be represented as a polynomial in the computer or higher-level computer. The polynomial representation of a function is particularly advantageous and expedient with regard to the use of an electronic computer.
- both the cross-wound bobbin and the drive drum are each assigned a sensor that detects the angle of rotation.
- the sensor that detects the angle of rotation, the computer or the winding unit computer advantageously has a device for measuring the duration of the passage through a rotation angle of a predetermined size, the computer, the winding unit computer or the higher-level computer having a program for determining the period duration ratio of the rotation of the spool to the rotation of the drive drum.
- the sleeve 2 of a cross-wound bobbin 3 is rotatably held in a bobbin frame 4, 4 'mounted on the winding unit 1 of an automatic winder not shown here, tapered sleeve plate 5, 6.
- the cheese 3 lies on a drive drum 7. It is rotated by the drive drum 7 due to friction.
- the thread 9 running in the direction of the arrow 8 runs through a thread eyelet 10 before it reaches the cheese 3, guided by a sweeping thread groove 11.
- the thread 9 comes from a payout spool, not shown here, for example a spinning cop.
- the drive drum 7 is fixed on the shaft 12 of a drive motor 13.
- a computer R is assigned to the winding unit 1. Via electrical active connections 14 'to 17', the drive motor 13, the sensors 24 and 25 and a display 26 are connected to the computer R.
- the sensors 24 and 25 are rotation angle sensors.
- the angle of rotation sensor 24 continuously measures the angle of rotation of the sleeve plate 6 and thus also the angle of rotation of the sleeve 2 and the cross-wound bobbin 3.
- the angle of rotation sensor 25 continuously measures the angle of rotation of the shaft 12 and thus also the angle of rotation of the drive drum 7. The measured values arrive continuously via the active connections 15 'And 16' in the computing unit 27 'of the computer R.
- the coil radius is determined, which can also be used as a unit of measurement for the coil circumference. Instead of the coil radius, the coil circumference can also be calculated directly.
- the compensation calculation results in a compensation function, which follows the thick solid line.
- the vertical distances of the measuring points from the curve of the compensation function are approximately the same.
- the fluctuation range of the compensation function is less than the fluctuation range of the individual measured values.
- the link result arrives at the control unit 28 '.
- the control unit 28 ' has a setpoint generator 29, which is impressed with a set winding travel, which follows the curve 30.
- the current coil circumference or coil radius or coil diameter determined by the computer R is shown on the display 26.
- a winding station computer SR is assigned to winding unit 1. Via electrical active connections 14 to 19, the drive motor 13, the sensors 24 'and 25', a display 26 and a superordinate computer, called the central computer ZR, are connected to the winding station computer SR. Further active connections 20, 21 and 22, 23 lead from the central computer ZR to any further winding station computers which may still be present.
- the two sensors 24 'and 25' include devices for measuring the duration of the passage of an angle of rotation of a predetermined size.
- the sensor 24 ' gives the active connection 15 in an uninterrupted sequence, the period of a quarter turn of the sleeve plate 6 to the computing unit 27 of the winding unit computer SR.
- the rear end of the sleeve plate 6 is provided with four magnets 31 distributed uniformly over the circumference, the passage of which is detected by the sensor 24 '.
- the sensor 25 ' continuously transmits the period of a quarter turn of the winding roller 7 to the computing unit 27.
- the rear end of the shaft 12 which is mounted in a bearing 33, carries a disc 34 which is distributed uniformly over the circumference carries four magnets 32. The passage of the magnets is detected by the sensor 25 '.
- the measurement results are processed in accordance with Formula 1 and partially fed to the central computer ZR.
- the result of the link is sent from the central computer ZR via the active connection 19 back to the control unit 28 of the winding station computer SR.
- the control unit 28 has a setpoint generator 29, which is impressed with a set winding travel that follows the curve 30.
- the current coil circumference or coil radius or coil diameter reported by the central computer ZR is shown on the display 26.
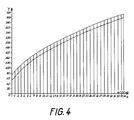
- FIG. 4 shows the diagram of a winding trip as it could be shown in the display 26 or printed out by the winding station computer SR, for example.
- the winding time is plotted on the X axis.
- the vertical lines mark spool stoppages that were caused by the replacement of spinning bobbins.
- the cross-bobbin diameter is plotted on the Y-axis.
- the lower curve reflects the calculation result of the computing unit 27 of the exemplary embodiment according to FIG. 1.
- the curve shows noticeable jumps and during the travel of the payout spool, the turn is also very uneven, which is not so clearly visible in FIG. 4.
- FIG. 5 and 6 show an extract from the log of a winding travel of a conical cross-wound bobbin, which was carried out with a device according to FIG. 2.
- the spool revolutions and the payout spool change are plotted on the X axis.
- the individual reel changes are marked with consecutive numbers.
- the cross-bobbin diameter is plotted on the Y-axis.
- the lower, thickly printed curve results from the continuous application of tangents to the compensation curve of the current diameter of the conical cheese, determined by the central computer ZR.
- the computer program of the central computer ZR contains here a Kalman filter to determine the compensation curve.
- the compensation function becomes better and better from the beginning of the winding cycle because the Kalman filter allows past measurement results to be incorporated.
- the window width of the acquisition can be controlled.
- the vertical lines each mark interruptions in the winding that were necessary due to the replacement of the pay-off spools.
- the diameter of the conical cross-wound bobbin was manually determined at its thick end each time the supply reel was changed. The determined values were subsequently entered in the log printed out by the winding unit computer SR.
- the connecting line represents the upper, thinly drawn curve.
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
- Winding Filamentary Materials (AREA)
Description
Die Erfindung betrifft Verfahren und Vorrichtung zum Ermitteln des Spulenumfangs von Kreuzspulen an einer Kreuzspulen herstellenden Textilmaschine und zum Verwerten des Ergebnisses, bei dem aus Meßwerten, z.B. Spulen- und Trommelwinkelgeschwindigkeiten, die von das Anwachsen der Kreuzspule erfassenden Sensoren produziert werden und die zweckentsprechend ausgewertet werden, auf den erreichten Umfang der Kreuzspule beziehungsweise der auf der Kreuzspule aufgewickelten Fadenlänge geschlossen wird.The invention relates to a method and device for determining the bobbin circumference of cross-wound bobbins on a textile machine producing cross-wound bobbins and for evaluating the result, in which measured values, e.g. Bobbin and drum angular velocities, which are produced by the sensors detecting the growth of the package and which are evaluated appropriately, are concluded on the extent reached of the package or the length of thread wound on the package.
An Spulautomaten ist eine "Durchmesserabstellung" bekannt, die den Benutzer in die Lage versetzt, Spulen mit bestimmten Enddurchmessern zu produzieren. Die Forderungen an diese Einrichtung lauten:
- Genaue Meßmethode des Spulendurchmessers an der jeweiligen Spulstelle,
- von Spulparametern unabhängige Meßmethode,
- gute Reproduzierbarkeit der Durchmesserfassung.
- Exact method of measuring the bobbin diameter at the respective winding point,
- measurement method independent of winding parameters,
- good reproducibility of the diameter setting.
Eine einfache Methode, den Durchmesser einer Kreuzspule zu erfassen, ist die Messung des Rahmenwinkels. Über den Kosinussatz läßt sich dann der Spulendurchmesser berechnen, da die Rahmengeometrie gleichbleibt. Diese Meßmethode besitzt darüber hinaus den Vorteil, von Spulparametern unabhangig zu sein.A simple way to measure the diameter of a package is to measure the frame angle. The coil diameter can then be calculated using the cosine theorem, since the frame geometry remains the same. This measuring method also has the advantage of being independent of winding parameters.
Die Nachteile der Methode sind jedoch gravierend. Da die Winkeländerung während einer Spulreise nur wenige Grad beträgt, erreichen nur technisch aufwendige Winkelgeber über den geringen Arbeitswinkel die geforderte Durchmessergenauigkeit.However, the disadvantages of the method are serious. Since the change in angle during a winding cycle is only a few degrees, only technically complex angle encoders achieve the required diameter accuracy due to the small working angle.
Darüber hinaus muß, bedingt durch die ständige Vibration des Spulenrahmens und damit durch die ständige Veränderung des Spulenrahmenwinkels, ein Winkelgeber eingesetzt werden, der verschleißfrei arbeitet. Winkelgeber, die diese Eigenschaften aufweisen, sind teuer. Zu diesen Kosten muß noch der Aufwand an Spulstellen-Hardware gerechnet werden, der für die Übermittlung des Drehwinkelmeßwertes zum Spulstellenrechner benötigt wird.In addition, due to the constant vibration of the coil frame and thus the constant change of the coil frame angle, an angle encoder must be used that works without wear. Angle encoders that have these properties are expensive. The cost of winding unit hardware that is required for the transmission of the measured angle of rotation to the winding unit computer must be added to these costs.
Eine andere Möglichkeit zur Bestimmung des Spulendurchmessers ist die Messung des Periodendauerverhältnisses einer Spulenumdrehung zu einer Antriebstrommelumdrehung. Mit der Nebenbedingung, daß die Umfangsgeschwindigkeiten von Trommel und Spule gleich sind, ergibt dieses Verhältnis, multipliziert mit dem Trommeldurchmesser, den aktuellen Spulendurchmesser.Another possibility for determining the coil diameter is to measure the period duration ratio of a coil revolution to a drive drum revolution. With the additional condition that the circumferential speeds of drum and spool are the same, this ratio multiplied by the drum diameter gives the current spool diameter.
Die Vorteile dieses Verfahrens sind die einfache Realisierungsmöglichkeit und die geringen Kosten. Bei konischen Kreuzspulen wird nicht der Außendurchmesser bestimmt, sondern der angetriebene Durchmesser.The advantages of this method are the simple implementation options and the low costs. With conical packages, it is not the outer diameter that is determined, but the driven diameter.
Das Verfahren ist ungenau und es ist von den eingestellten Spulparametern, wie z. B. Fadenspannung, Auflagegewicht, Trommeltype usw., abhängig.The procedure is inaccurate and it is dependent on the set winding parameters, e.g. B. thread tension, weight, drum type, etc., depending.
Der Erfindung liegt die Aufgabe zugrunde, die Qualität der Kreuzspulenherstellung zu verbessern.The invention has for its object to improve the quality of the package production.
Gemäß der Erfindung wird diese Aufgabe dadurch gelöst, daß die das Anwachsen der Kreuzspule repräsentierenden Meßwerte fortlaufend erfaßt und in mindestens einem Rechner zur weiteren Auswertung aufbereitet und gegebenenfalls gespeichert werden, daß beim weiteren Auswerten für jede Spulstelle aufgrund ihrer Meßdaten fortlaufend in sehr kleinen Zeitabständen immer wieder neu eine den von Zufälligkeiten der aktuellen Meßwertaufnahme bereinigten aktuellen Spulumfang symbolisierende mathematische Verknüpfung vorgenommen wird, daß aus dieser Verknüpfung der aktuelle Spulenumfang beziehungsweise Spulenradius beziehungsweise Spulendurchmesser errechnet wird und daß das Verknüpfungsergebnis zum Zweck des Anzeigens, der Einflußnahme auf den Spulvorgang, der Ermittlung der Fadenlänge und/oder zum Zweck des Beendens des Spulvorgangs möglichst verzögerungsarm verwendet wird.According to the invention, this object is achieved in that the measured values representing the growth of the package are continuously recorded and in at least one computer for further The evaluation is prepared and, if necessary, saved so that when further evaluation is carried out for each winding position, based on their measurement data, a mathematical link is made again and again, symbolizing the randomness of the current measured value pickup, at very short time intervals, that the current bobbin circumference or bobbin radius is derived from this link or bobbin diameter is calculated and that the linking result is used with the least possible delay for the purpose of displaying, influencing the winding process, determining the thread length and / or for ending the winding process.
Die Erfindung basiert auf folgenden Erkenntnissen:
Treibt eine zylindrische Antriebstrommel durch Friktion eine konische Spule an, stellt sich aufgrund der Reibungsverhältnisse zwischen Trommel und Spule ein Drehzahlverhältnis ein, welches sich auf den angetriebenen Durchmesser der konischen Spule bezieht. Zum kleinen Durchmesser hin ist die Umfangsgeschwindigkeit der Spule kleiner, zum größeren Spulendurchmesser hin größer als die Umfangsgeschwindigkeit der Trommel.The invention is based on the following findings:
If a cylindrical drive drum drives a conical coil by friction, the friction ratio between the drum and the coil results in a speed ratio which relates to the driven diameter of the conical coil. The circumferential speed of the coil is smaller towards the small diameter and greater than the circumferential speed of the drum towards the larger coil diameter.
Mit der Bedingung
![]()
und
![]()
und der Nebenbedingung:
![]()
giltUnder the condition
![]()
and
![]()
and the constraint:
![]()
applies

mit
- VTr
- = Umfangsgeschwindigkeit Trommel
- VSp
- = Umfangsgeschwindigkeit Spule
- rSp
- = Spulenradius (neutrale Zone)
- rTr
- = Trommelradius
- ωSp
- = Spulenwinkelgeschwindigkeit
- ωTr
- = Trommelwinkelgeschwindigkeit
- TSp
- = Spulenperiodendauer
- TTr
- = Trommelperiodendauer
With
- V Tr
- = Peripheral speed drum
- V Sp
- = Circumferential speed coil
- r Sp
- = Coil radius (neutral zone)
- r Tr
- = Drum radius
- ω Sp
- = Coil angular velocity
- ω Tr
- = Drum angular velocity
- T Sp
- = Coil period
- T Tr
- = Drum period
Nach Formel 1 kann der angetriebene Durchmesser der Kreuzspule bestimmt werden.According to
Um anhand dieser Formel bei konischen Spulen eine Aussage über den Außendurchmesser, also Abstelldurchmesser, zu erhalten, wurde untersucht, nach welchen Gesetzmäßigkeiten sich der angetriebene Durchmesser während des Spulbetriebes verhält.In order to obtain information about the outside diameter, i.e. the cut-off diameter, of conical bobbins using this formula, it was investigated according to which laws the driven diameter behaves during winding operation.
Dabei ergab sich folgendes:
Der angetriebene Durchmesser ist von der Fadenspannung, also von der Kopslaufzeit (Saisonschwankungen), von der Spulenkonizität und vom Auflagegewicht der Spule abhängig.The following resulted:
The driven diameter depends on the thread tension, i.e. on the bobbin running time (seasonal fluctuations), on the spool taper and on the weight of the spool.
Die Lage des angetriebenen Durchmessers auf der Spule ist während der gesamten Spulenlaufzeit relativ konstant.The position of the driven diameter on the coil is relatively constant during the entire coil running time.
Zu unterscheiden sind zwei Phänomene:
- 1. die absolute Lage des angetriebenen Durchmessers beziehungsweise die Veränderung dieser Lage während der Spulenlaufzeit,
- 2. die relative Lage des angetriebenen Durchmessers (Saisonschwankungen) beziehungsweise die Veränderung dieser Lage durch Fadenspannungsschwankungen.
- 1. the absolute position of the driven diameter or the change in this position during the coil running time,
- 2. the relative position of the driven diameter (seasonal fluctuations) or the change in this position due to thread tension fluctuations.
Das erste Phänomen ist abhängig von der Spulenkonizität. Es ist damit für die Wiederholgenauigkeit der Meßmethode weniger von Bedeutung.The first phenomenon depends on the taper of the coil. It is therefore less important for the repeatability of the measurement method.
Das zweite Phänomen ist verantwortlich für die Wiederholgenauigkeit der Meßmethode. Auffallend ist die große Bandbreite bei geringer Spulenauflagekraft. Fadenspannungsschwankungen während einer Kopslaufzeit wirken sich stark aus. Diese Bandbreite reduziert die Wiederholgenauigkeit des Verfahrens.The second phenomenon is responsible for the repeatability of the measurement method. What is striking is the wide range with a low spool force. Thread tension fluctuations during a cop run time have a strong impact. This bandwidth reduces the repeatability of the process.
Für die Ermittlung des angetriebenen Durchmessers nach Formel 1 stehen zwei meßbare Größen zur Verfügung, die Zeit der Spulenreise sowie die Anzahl der Umdrehungen der Spule während dieser Zeit. In Abhängigkeit von diesen beiden Parametern läßt sich jeweils eine Ausgangsformel aufstellen. Für den Spulendurchmesser in Abhängigkeit von der Spulenreisezeit gilt:
mit
- dO
- = Ausgangsdurchmesser
- 2δ
- = Durchmesserzunahme pro Spulenumdrehung
- v
- = Geschwindigkeit des Fadens
- t
- = Zeit
With
- d O
- = Initial diameter
- 2δ
- = Diameter increase per spool revolution
- v
- = Speed of the thread
- t
- = Time
Mit δ« d₀ gilt:
Mit
Nach Umformen, Integration und Einsetzen der Formel 1 ergibt sich für die Durchmessererfassung aufgrund der Spulenreisezeitmessung:After reshaping, integrating and inserting

Für den Spulendurchmesser in Abhängigkeit von den Spulenumdrehungen gilt:
Für die Durchmessererfassung aufgrund der Spulenumdrehungsmessung ergibt sichFor the diameter detection based on the coil revolution measurement results
![]()
![]()
Nach beiden mathematischen Gleichungen läßt sich der Spulendurchmesser berechnen. Die für die jeweilige Spule zu bestimmenden Parameter sind in beiden Formeln identisch, nämlich dO und δ . Bei der Bestimmung der beiden Parameter ist ein mathematisches Ausgleichsverfahren erforderlich, welches dO und δ so einstellt, daß die Summe über die Fehlerquadrate des gemessenen Durchmesserwertes zum vorausberechneten Durchmesserwert minimal wird. Das kann jeweils mit Hilfe eines mathematischen Filters, beispielsweise eines Kalman-Filters, erfolgen.The coil diameter can be calculated using both mathematical equations. The parameters to be determined for the respective coil are identical in both formulas, namely d O and δ. When determining the two parameters, a mathematical compensation method is required, which adjusts d O and δ so that the sum of the error squares of the measured diameter value is minimal compared to the pre-calculated diameter value. This can be done with the help of a mathematical filter, for example a Kalman filter.
Mit Hilfe der Filter werden die Werte der zwei Parameter dOK und δK bestimmt, die den theoretischen Spulendurchmesserverlauf parameterisieren. Mit den Werten dieser Parameter ist jedoch noch keine Spulprozeßsteuerung, beispielsweise eine Durchmesserabstellung, möglich.The filters are used to determine the values of the two parameters d OK and δ K , which parameterize the theoretical coil diameter profile. With the values of these parameters, however, no winding process control, for example a diameter adjustment, is possible.
Werden die Werte dieser Parameter und die aktuelle gemessene Spulenreisezeit beziehungsweise aktuelle Anzahl der Spulenumdrehungen in die Ausgangsformeln 2 und 3 eingesetzt, so erhält man einen Durchmesser dm, der von statistisch verteilten Fehlern bereinigt ist (Eigenschaft der Filter).If the values of these parameters and the current measured coil travel time or the current number of coil revolutions are used in the
Diese Vorgehensweise ist in dem Ablaufbild der Fig. 7 dargestellt. Ständig werden die Spulenperiodendauer TSp der Kreuzspule und die Trommelperiodendauer TTr der Antriebstrommel gemessen. In genau festgelegten Zeitabständen wird gemäß Formel 1, A, der Durchmesser dSp der Kreuzspule ermittelt. Da aus der Messung der Spulenperiodendauer die Anzahl der Umdrehungen der Spule, B, beziehungsweise die Spulenlaufzeit, C, bekannt sind, lassen sich jeweils mit Hilfe der mathematischen Ausgleichsverfahren die Werte der Parameter dOK und δK bestimmen. Bei den mathematischen Ausgleichsverfahren sind die mathematischen Filter erforderlich, die aus der Formel 2, D, und der Formel 3, E, entwickelt werden können. Die Durchmesserberechnung kann mit Hilfe der Formeln 2 und 3 erfolgen, so daß jeweils nach jeder Messung ein neuer Durchmesserwert dm vorliegt. Das Anwachsen des Spulendurchmessers während der Spulenreise ist dadurch meßbar.This procedure is shown in the flow chart of FIG. 7. The spool period T Sp of the cross-wound bobbin and the drum period T Tr of the drive drum are measured continuously. The diameter d Sp of the cross-wound bobbin is determined at precisely defined intervals according to
Vom Durchmesser dm kann auf die Länge
lm des gespulten Garns geschlossen werden. Aus der allgemeingültigen Beziehung
v · t = l und der Umformung der Formel 2 ergibt sich eine Formel zur Berechnung der Garnlänge:From diameter d m to length
l m of the wound yarn are closed. From the general relationship
v · t = l and the transformation of formula 2 results in a formula for calculating the yarn length:

Wird gleichzeitig mit Hilfe des mathematischen Filters, entwickelt aus der Formel 3, dOK und
δK ermittelt, kann die Längenzunahme bis zu diesem Zeitpunkt berechnet werden.Is developed simultaneously with the help of the mathematical filter, developed from
δ K determined, the increase in length can be calculated up to this point in time.
Die Zufälligkeiten der aktuellen Meßwertaufnahme wurden weiter oben erwähnt. Ohne erfindungsgemäße Maßnahmen kann der Spulenumfang nur unscharf innerhalb einer mehr oder weniger großen Bandbreite ermittelt werden. Entsprechend ungenau ist die Einflußnahme auf den Spulvorgang, die Anzeige, die Ermittlung der Fadenlänge oder das Erfassen des für das Beenden des Spulvorgangs maßgebenden Spulendurchmessers oder der für das Beenden des Spulvorgangs maßgebenden Fadenlänge.The randomness of the current measured value recording was mentioned above. Without measures according to the invention, the coil circumference can only be determined fuzzy within a more or less wide range. The influence on the winding process, the display, the determination of the thread length or the detection of the bobbin diameter which is decisive for ending the winding process or the thread length which is decisive for ending the winding process is correspondingly imprecise.
Die Erfindung sorgt nun dafür, daß ein von den Zufälligkeiten des Spulvorgangs bereinigter Spulenumfang mit einer wesentlich geringeren Ungenauigkeits-Bandbreite ermittelt werden kann, so daß auch die Einflußnahme auf den Spulvorgang mit viel größerer Genauigkeit und mit exakterer Reproduzierbarkeit vorgenommen werden kann, so daß insgesamt eine Qualitätssteigerung der Kreuzspulenherstellung zu erreichen ist.The invention now ensures that a bobbin circumference cleaned from the coincidences of the winding process can be determined with a significantly smaller inaccuracy bandwidth, so that the influence on the winding process can be made with much greater accuracy and with more precise reproducibility, so that a total Quality increase of the package production can be achieved.
In Weiterbildung der Erfindung ist vorgesehen, daß die das Anwachsen der Kreuzspule repräsentierenden Meßwerte fortlaufend erfaßt und in mindestens einem den einzelnen Spulstellen der Textilmaschine zugeordneten Spulstellenrechner zur weiteren Auswertung aufbereitet werden, daß das weitere Auswerten gegebenenfalls in einem an den oder die Spulstellenrechner angeschlossenen übergeordneten Rechner vorgenommen wird, daß gegebenenfalls im übergeordneten Rechner für jede Spulstelle aufgrund ihrer Meßdaten fortlaufend in sehr kleinen Zeitabständen immer wieder neu eine den von Zufälligkeiten der aktuellen Meßwertaufnahme bereinigten aktuellen Spulenumfang symbolisierende mathematische Verknüpfung vorgenommen wird, daß aus dieser Verknüpfung der aktuelle Spulenumfang beziehungsweise Spulenradius beziehungsweise Spulendurchmesser errechnet wird und daß das Verknüpfungsergebnis gegebenenfalls dem Spulstellenrechner wieder zum Zweck des Anzeigens, der Einflußnahme auf den Spulvorgang, der Ermittlung der Fadenlänge und/oder zum Zweck des Beendens des Spulvorgangs möglichst verzögerungsarm übermittelt wird.In a further development of the invention, it is provided that the measured values representing the growth of the package are continuously recorded and processed in at least one winding unit computer assigned to the individual winding units of the textile machine for further evaluation, that the further evaluation may be carried out in a higher-level computer connected to the winding unit computer or units is that, if necessary, in the higher-level computer for each winding station, based on their measurement data, a new mathematical link symbolizing the current bobbin circumference, which has been cleared of randomness of the current measured value recording, is carried out again and again at very short time intervals, that the current bobbin circumference or bobbin radius or bobbin diameter is calculated from this link and that the linkage result, if necessary, to the winding station computer again for the purpose of displaying the influence on the winding process, the determination of the thread length and / or for the purpose of ending the winding process is transmitted with as little delay as possible.
In Weiterbildung der Erfindung ist vorgesehen, daß im Rechner oder im übergeordneten Rechner im Rahmen der mathematischen Verknüpfung für jede Spulstelle aufgrund ihrer Meßdaten fortlaufend in sehr kleinen Zeitabständen immer wieder neu eine den von Zufälligkeiten der aktuellen Meßwertaufnahme bereinigten aktuellen Spulenumfang über die Wickelzeit oder die Spulenumdrehungen symbolisierende mathematische Ausgleichsfunktion errechnet wird und daß aus dieser Ausgleichsfunktion der aktuelle Spulenumfang beziehungsweise Spulenradius beziehungsweise Spulendurchmesser errechnet wird.In a further development of the invention it is provided that in the computer or in the higher-level computer within the scope of the mathematical linkage for each winding unit, based on their measurement data, again and again at very short time intervals symbolizing the current coil size, which has been cleared of the randomness of the current measured value recording, over the winding time or the coil revolutions mathematical Compensation function is calculated and that the current coil circumference or coil radius or coil diameter is calculated from this compensation function.
Zur Umfangserfassung von durch Antriebstrommeln am Umfang angetriebenen Kreuzspulen werden vorteilhaft die Meßwerte eines den Drehwinkel der Antriebstrommel erfassenden Sensors mit den Meßwerten eines den Drehwinkel der Kreuzspule erfassenden Sensors verknüpft, um aus dem Verknüpfungsergebnis auf den erreichten Umfang der Kreuzspule zu schließen, wobei im Rechner oder im übergeordneten Rechner aus diesen fortlaufend immer wieder neu gewonnenen Verknüpfungsergebnissen immer wieder neu die das Eliminieren der Zufälligkeiten der aktuellen Meßwertaufnahme bewirkende mathematische Verknüpfung gebildet beziehungsweise die Ausgleichsfunktion errechnet wird.To measure the circumference of cross-wound bobbins driven by drive drums, the measured values of a sensor that detects the angle of rotation of the drive drum are advantageously linked to the measured values of a sensor that detects the angle of rotation of the cross-wound bobbin, in order to infer the result of the linking of the circumference of the cross-wound bobbin, in the computer or in Superordinate computer from these continuously new connection results again and again the mathematical connection effecting the elimination of the randomness of the current measured value recording is formed or the compensation function is calculated.
Es findet also eine ständige Korrektur des kurz zuvor errechneten Wertes beziehungsweise Verknüpfungsergebnisses statt, wobei die Genauigkeit der Ermittlung des Spulenumfangs zumindest bis zu einem Grenzwert ansteigt.There is therefore a constant correction of the value or linking result calculated shortly before, the accuracy of the determination of the coil circumference increasing at least up to a limit value.
In Weiterbildung der Erfindung ist vorgesehen, daß zum Errechnen der Ausgleichsfunktion ausgewählte Meßwerte der Spulreise beziehungsweise deren Verknüpfungsergebnisse herangezogen werden. Vorteilhaft werden diejenigen Meßwerte oder deren Verknüpfungsergebnisse zum Errechnen der Ausgleichsfunktion herangezogen, die von einem wählbaren Zeitpunkt der Spulreise an gewonnen werden. Es kann auch eine bestimmte Zeitspanne ausgewählt werden und diese Zeitspanne kann sich beispielsweise auf eine Zeitspanne erstrecken, die vom jeweiligen Meßzeitpunkt aus gerechnet mit immer dem gleichen Zeitabstand in die Vergangenheit gerichtet ist.In a further development of the invention it is provided that selected measured values of the winding travel or their linking results are used to calculate the compensation function. Those measured values or their linking results which are obtained from a selectable point in time of the winding travel are advantageously used for calculating the compensation function. A specific period of time can also be selected and this period of time can extend, for example, to a period of time which, calculated from the respective measurement point in time, always points to the past at the same time interval.
In Weiterbildung der Erfindung ist vorgesehen, daß die Ausgleichsfunktion mittels mathematischer Filter errechnet wird. Als mathematisches Filter wird vorteilhaft ein Filter der Art eines Kalman-Filters eingesetzt.In a further development of the invention it is provided that the compensation function is calculated using mathematical filters. A filter of the Kalman filter type is advantageously used as the mathematical filter.
In Weiterbildung der Erfindung wird die Ausgleichsfunktion als ein Polynom dargestellt.In a development of the invention, the compensation function is represented as a polynomial.
In Weiterbildung der Erfindung ist vorgesehen, daß die Winkelgeschwindigkeiten der Antriebstrommel und der Kreuzspule gemessen und in einem der Rechner miteinander verknüpft und gespeichert werden, bevor aus den Verknüpfungsergebnissen die Ausgleichsfunktion errechnet wird. Bevorzugt übernimmt der ein übergeordneter Rechner die Berechnung der Ausgleichsfunktion und die Ausgleichsfunktionwiederum symbolisiert das von Zufälligkeiten bereinigte Meßergebnis.In a further development of the invention it is provided that the angular velocities of the drive drum and the cheese are measured and linked and stored in one of the computers before the compensation function is calculated from the link results. Preferably, a higher-level computer takes over the calculation of the compensation function and the compensation function in turn symbolizes the measurement result that has been cleaned of randomness.
Alternativ hierzu ist in Weiterbildung der Erfindung vorgesehen, daß das Periodendauerverhältnis der Spulenumdrehung zur Antriebstrommelumdrehung in einem der Rechner ermittelt und gespeichert wird, bevor aus diesen Verknüpfungsergebnissen die Ausgleichsfunktion errechnet wird (s. weiter oben Formel 1).As an alternative to this, a further development of the invention provides that the period duration ratio of the coil revolution to the drive drum revolution is determined and stored in one of the computers before the compensation function is calculated from these linking results (see
In Weiterbildung der Erfindung werden im Rechner oder im Spulstellenrechner die gegebenenfalls vom übergeordneten Rechner rückübermittelten, den aktuellen Spulenumfang beziehungsweise Spulenradius beziehungsweise Spulendurchmesser repräsentierenden Signale wiederum mit den Drehwinkel der Kreuzspule und den Drehwinkel der Antriebstrommel repräsentierenden Signalen verknüpft, um daraus die aktuelle aufgewickelte Fadenlänge und/oder die aktuelle Wickeldichte zu errechnen, gegebenenfalls anzuzeigen und mit Sollwerten zu vergleichen, wobei aufgrund des Vergleichsergebnisses gegebenenfalls in den Wickelvorgang eingegriffen wird.In a further development of the invention, the signals which may be transmitted back from the higher-level computer and represent the current bobbin circumference or bobbin radius or bobbin diameter are in turn linked in the computer or in the winding station computer with the signals representing the angle of rotation of the cross-wound bobbin and the angle of rotation of the drive drum in order to derive the current wound thread length and / or calculate the current winding density, display it if necessary and compare it with setpoints, intervening in the winding process if necessary on the basis of the comparison result.
Als Sollwert kann beispielsweise ausschnittsweise der Verlauf einer Spulreise gespeichert sein. Wenn nun die aktuelle Spulreise mit der vorgegebenen Sollspulreise nicht übereinstimmt, kann beispielsweise durch Variieren der Fadenspannung auf die Wickeldichte der Kreuzspule Einfluß genommen werden und die Kreuzspule beispielsweise entweder auf konstante Wickeldichte oder auf eine sich im Verlauf der Spulreise kontinuierlich ändernde Wickeldichte eingeregelt werden. Sollten hierbei Toleranzen überschritten werden, so kann der Spulvorgang unterbrochen werden, weil die Kreuzspule ohnehin nicht mehr die gestellten Qualitätsanforderungen erfüllt.For example, the course of a winding trip can be saved as a setpoint. If the current winding cycle does not match the specified target winding cycle, the winding density of the package can be influenced, for example, by varying the thread tension and the package can be adjusted, for example, either to a constant winding density or to a winding density that changes continuously in the course of the winding phase. If tolerances are exceeded, the winding process can be interrupted because the cheese no longer meets the quality requirements.
Bei einer Einrichtung zum Ermitteln des Spulenumfangs von Kreuzspulen an einer Kreuzspulen herstellenden Textilmaschine und zum Verwerten des Ergebnisses, resultierend aus Meßwerten, z.B. Spulen- und Trommelwinkelgeschwindigkeiten, die von das Anwachsen der Kreuzspule erfassenden Sensoren produziert werden und die zweckentsprechend ausgewertet werden, ist zum Ausführen des Verfahrens in Weiterbildung der Erfindung vorgesehen, daß die Sensoren an mindestens einen die Meßwerte zur weiteren Auswertung aufbereitenden Rechner angeschlossen sind, daß dem Rechner ein Verknüpfungsprogramm für eine von Zufälligkeiten der aktuellen Meßwertaufnahme bereinigte, den aktuellen Spulenumfang symbolisierende mathematische Verknüpfung der aufbereiteten Meßwerte eingegeben ist, und daß der Rechner Einrichtungen zum Anzeigen des Verknüpfungsergebnisses und/oder Einrichtungen zur Einflußnahme auf den Spulvorgang nach Maßgabe des Verknüpfungsergebnisses und/oder Einrichtungen zur Ermittlung der Fadenlänge nach Maßgabe des Verknüpfungsergebnisses und/oder Einrichtungen zum Beenden des Wickelvorgangs nach Maßgabe des Verknüpfungsergebnisses besitzt.In a device for determining the bobbin circumference of cross-wound bobbins on a textile machine producing cross-wound bobbins and for evaluating the result resulting from measured values, e.g. Spool and drum angular velocities, which are produced by the growth of the cross-wound sensors and which are evaluated appropriately, is provided for executing the method in a development of the invention that the sensors are connected to at least one computer that prepares the measured values for further evaluation, that the A link program for a mathematical link of the processed measured values, which has been cleaned of randomnesses of the current measured value recording and symbolizes the current bobbin size, is entered, and that the computer has devices for displaying the link result and / or devices for influencing the winding process in accordance with the link result and / or devices for determining the thread length in accordance with the linking result and / or devices for ending the winding process in accordance with the linking result.
Das Verknüpfungsergebnis kann beispielsweise an einem Display angezeigt werden. Der Wickelvorgang kann beispielsweise bei Erreichen der gewünschten Fadenlänge oder bei Erreichen des gewünschten aktuellen Spulenumfangs beendet werden. Bei konischen Spulen liegt der aktuelle Spulenumfang in der sogenannten neutralen Zone.The link result can be shown on a display, for example. The winding process can be ended, for example, when the desired thread length is reached or when the desired current bobbin circumference is reached. With conical The current coil size is in the so-called neutral zone.
In Weiterbildung der Erfindung ist bei einer Einrichtung zum Ermitteln des Spulenumfangs von Kreuzspulen herstellenden Textilmaschine und zum Verwerten des Ergebnisses, resultierend aus Meßwerten, z.B. Spulen- und Trommelwinkelgeschwindigkeiten, die von das Anwachsen der Kreuzspule erfassenden Sensoren produziert werden und die zweckentsprechend ausgewertet werden, zum Ausführen des Verfahrens in Weiterbildung der Erfindung vorgesehen, daß die Sensoren an mindestens einen die Meßwerte zur weiteren Auswertung aufbereitenden Spulstellenrechner angeschlossen sind, daß der Spulstellenrechner über eine erste Wirkverbindung an einen übergeordneten Rechner angeschlossen ist, dem ein Verknüpfungsprogramm für eine von Zufälligkeiten der aktuellen Meßwertaufnahme bereinigte, den aktuellen Spulenumfang symbolisierende mathematische Verknüpfung der vom Spulstellenrechner aufbereiteten Meßwerte eingegeben ist, daß der übergeordnete Rechner eine zweite Wirkverbindung zur Übermittlung des Verknüpfungsergebnisses an den Spulstellenrechner besitzt und daß der Spulstellenrechner Einrichtungen zum Anzeigen des Verknüpfungsergebnisses und/oder Einrichtungen zur Einflußnahme auf den Spulvorgang nach Maßgabe des Verknüpfungsergebnisses und/oder Einrichtungen zur Ermittlung der Fadenlänge nach Maßgabe des Verknüpfungsergebnisses und/oder Einrichtungen zum Beenden des Wickelvorgangs nach Maßgabe des Verknüpfungsergebnisses besitzt.In a further development of the invention, a device for determining the bobbin circumference of textile machine producing cross-wound bobbins and for evaluating the result, resulting from measured values, e.g. Spool and drum angular velocities, which are produced by the sensors detecting the growth of the cross-wound bobbin and which are evaluated appropriately, are provided for executing the method in a development of the invention that the sensors are connected to at least one winding unit computer which prepares the measured values for further evaluation, that the winding unit computer A first active connection is connected to a higher-level computer, to which a link program for a mathematical link of the measured values prepared by the winding station computer, which has been corrected from randomnesses of the current measured value recording and symbolizes the current bobbin size, is entered so that the higher-level computer has a second active connection for transmitting the result of the link to the Has winding unit computer and that the winding unit computer means for displaying the link result and / or devices for influencing the Sp UL process according to the linking result and / or devices for determining the thread length according to the linking result and / or devices for ending the winding process according to the linking result.
In Weiterbildung der Erfindung ist das Verknüpfungsprogramm für das Errechnen einer den von Zufälligkeiten der aktuellen Meßwertaufnahme bereinigten aktuellen Spulenumfang über die Wickelzeit symbolisierenden mathematischen Ausgleichsfunktion eingerichtet.In a further development of the invention, the linking program is set up for calculating a mathematical compensation function symbolizing the current coil size, which has been cleaned of randomnesses of the current measured value recording, over the winding time.
Zum Darstellen der Ausgleichsfunktion weist das Verknüpfungsprogramm vorteilhaft ein mathematisches Filter auf. Als geeignetes Filter hat sich ein Kalman-Filter erwiesen. Die Ausgleichsfunktion ist im Rechner oder übergeordneten Rechner vorteilhaft als Polynom darstellbar. Die Polynomdarstellung einer Funktion ist mit Rücksicht auf den Einsatz eines elektronischen Rechners besonders vorteilhaft und zweckmäßig.The linking program advantageously has a mathematical filter to represent the compensation function. A Kalman filter has proven to be a suitable filter. The compensation function can advantageously be represented as a polynomial in the computer or higher-level computer. The polynomial representation of a function is particularly advantageous and expedient with regard to the use of an electronic computer.
Bei Textilmaschinen, deren Kreuzspulen am Umfang durch Antriebstrommeln angetrieben werden, ist in Weiterbildung der Erfindung sowohl der Kreuzspule als auch der Antriebstrommel je ein den Drehwinkel erfassender Sensor zugeordnet. Vorteilhaft besitzt der den Drehwinkel erfassende Sensor, der Rechner oder der Spulstellenrechner eine Einrichtung zum Messen der Dauer des Durchlaufens eines Drehwinkels vorgegebener Größe, wobei der Rechner, der Spulstellenrechner oder der übergeordnete Rechner ein Programm zum Ermitteln des Periodendauerverhältnisses der Spulenumdrehung zur Antriebstrommelumdrehung aufweist. Die diesbezüglichen mathematischen Zusammenhänge wurden eingangs erwähnt (s. Formel 1).In textile machines whose cross-wound bobbins are driven on the circumference by drive drums, in a further development of the invention both the cross-wound bobbin and the drive drum are each assigned a sensor that detects the angle of rotation. The sensor that detects the angle of rotation, the computer or the winding unit computer advantageously has a device for measuring the duration of the passage through a rotation angle of a predetermined size, the computer, the winding unit computer or the higher-level computer having a program for determining the period duration ratio of the rotation of the spool to the rotation of the drive drum. The relevant mathematical relationships were mentioned at the beginning (see Formula 1).
Anhand der schematischen Zeichnungen sollen Ausführungsbeispiele der Erfindung erläutert werden.
- Fig. 1
- zeigt ein erstes Ausführungsbeispiel der Erfindung.
- Fig. 2
- zeigt ein zweites Ausführungsbeispiel der Erfindung.
- Fig. 3
- zeigt eine prinzipielle analytische Darstellung einer Ausgleichsfunktion.
- Fig. 4
- zeigt ein Diagramm einer ersten Spulreise.
- Die Fig. 5 und 6
- zeigen ein Diagramm einer zweiten Spulreise.
- Fig. 7
- wurde bereits abgehandelt.
- Fig. 1
- shows a first embodiment of the invention.
- Fig. 2
- shows a second embodiment of the invention.
- Fig. 3
- shows a basic analytical representation of a compensation function.
- Fig. 4
- shows a diagram of a first winding trip.
- 5 and 6
- show a diagram of a second winding trip.
- Fig. 7
- has already been resolved.
Nach Fig. 1 wird an der Spulstelle 1 eines hier nicht näher dargestellten Spulautomaten die Hülse 2 einer Kreuzspule 3 durch rotierbar in einem Spulenrahmen 4, 4′ gelagerte kegelige Hülsenteller 5, 6 gehalten. Die Kreuzspule 3 liegt auf einer Antriebstrommel 7 auf. Sie wird durch die Antriebstrommel 7 infolge Friktion in Umdrehungen versetzt. Der in Richtung des Pfeils 8 laufende Faden 9 duruchläuft eine Fadenöse 10, bevor er, geführt durch eine Kehrgewinderille 11, zur Kreuzspule 3 gelangt. Der Faden 9 entstammt einer hier nicht dargestellten Ablaufspule, beispielsweise einem Spinnkops.According to Fig. 1, the sleeve 2 of a
Bei diesem Ausführungsbeispiel ist die Antriebstrommel 7 auf der Welle 12 eines Antriebsmotors 13 befestigt.In this embodiment, the drive drum 7 is fixed on the
Der Spulstelle 1 ist ein Rechner R zugeordnet. Über elektrische Wirkverbindungen 14′ bis 17′ sind an den Rechner R der Antriebsmotor 13, die Sensoren 24 und 25 und ein Display 26 angeschlossen. Bei den Sensoren 24 und 25 handelt es sich um Drehwinkelsensoren. Der Drehwinkelsensor 24 mißt fortlaufend den Drehwinkel des Hülsentellers 6 und damit auch den Drehwinkel der Hülse 2 und der Kreuzspule 3. Der Drehwinkelsensor 25 mißt fortlaufend den Drehwinkel der Welle 12 und damit auch den Drehwinkel der Antriebstrommel 7. Die Meßwerte gelangen fortlaufend über die Wirkverbindungen 15′ und 16′ in die Recheneinheit 27′ des Rechners R. In Zeitabständen von etwa einer Zehntelsekunde wird aus den dann gerade vorhandenen Meßwerten in der Recheneinheit 27′ gemäß Formel 1 der Spulenradius bestimmt, der zugleich als Maßeinheit für den Spulenumfang verwendet werden kann. Statt des Spulenradius kann aber auch der Spulenumfang direkt errechnet werden.A computer R is assigned to the winding
Der Rechner R enthält ein Rechenprogramm, mit dessen Hilfe nach Fig. 3 eine Ausgleichsfunktion y = f (x) gebildet wird.The computer R contains a computer program with the aid of which a compensation function y = f (x) is formed according to FIG. 3.
Wenn beispielsweise zu den Zeitpunkten x1 bis x6 die im Rechner R errechneten Spulenradien y1 bis y6 eingehen, die erheblich nach oben und unten streuen, obwohl sie idealisiert auf einer leicht ansteigenden, leicht konvexen Linie liegen sollten, so ergibt sich durch die Ausgleichsrechnung eine Ausgleichsfunktion, die der dick ausgezogenen Linie folgt. In diesem Fall sind die senkrechten Abstände der Meßpunkte von dem Kurvenzug der Ausgleichsfunktion etwa gleich. Die Schwankungsbreite der Ausgleichsfunktion ist geringer als die Schwankungsbreite der einzelnen Meßwerte.If, for example, at times x1 to x6, the coil radii y1 to y6 calculated in the computer R enter, which scatter considerably up and down, although ideally they should lie on a slightly rising, slightly convex line, the compensation calculation results in a compensation function, which follows the thick solid line. In this case, the vertical distances of the measuring points from the curve of the compensation function are approximately the same. The fluctuation range of the compensation function is less than the fluctuation range of the individual measured values.
Der Rechner R sorgt nun dafür, daß nur die Ausgleichfunktion y = f (x) ausgewertet wird. Das Verknüpfungsergebnis gelangt zur Steuereinheit 28′. Die Steuereinheit 28′ besitzt einen Sollwertgeber 29, dem eine Sollspulreise eingeprägt ist, die dem Kurvenzug 30 folgt. Die Steuereinheit 28′ ist nun in der Lage, durch Steuern des Antriebsmotors 13 auf die Spulgeschwindigkeit einzuwirken mit dem Ziel, die tatsächliche Spulreise, symbolisiert durch die Ausgleichsfunktion y = f (x) gemäß Fig. 3, der Sollspulreise 30 anzugleichen. An dem Display 26 wird der vom Rechner R ermittelte aktuelle Spulenumfang beziehungsweise Spulenradius beziehungsweise Spulendurchmesser angezeigt.The computer R now ensures that only the compensation function y = f (x) is evaluated. The link result arrives at the control unit 28 '. The control unit 28 'has a
Das Ausführungsbeispiel nach Fig. 2 unterscheidet sich durch folgendes vom Ausführungsbeispiel nach Fig. 1:
Der Spulstelle 1 ist ein Spulstellenrechner SR zugeordnet. Über elektrische Wirkverbindungen 14 bis 19 sind an den Spulstellenrechner SR der Antriebsmotor 13, die Sensoren 24′ und 25′, ein Display 26 und ein übergeordneter Rechner, Zentralrechner ZR genannt, angeschlossen. Weitere Wirkverbindungen 20, 21 und 22, 23 führen vom Zentralrechner ZR aus zu eventuell noch vorhandenen weiteren Spulstellenrechnern.The exemplary embodiment according to FIG. 2 differs from the exemplary embodiment according to FIG. 1 by the following:
A winding station computer SR is assigned to winding
Die beiden Sensoren 24′ und 25′ beinhalten hier Einrichtungen zum Messen der Dauer des Durchlaufens eines Drehwinkels vorgegebener Größe. Der Sensor 24′ gibt über die Wirkverbindung 15 in ununterbrochener Folge die Periodendauer einer Viertelumdrehung des Hülsentellers 6 an die Recheneinheit 27 des Spulstellenrechners SR. Hierzu ist das rückwärtige Ende des Hülsentellers 6 mit vier gleichmaßig über den Umfang verteilten Magneten 31 versehen, deren Vorbeigang durch den Sensor 24′ erfaßt wird. Auf gleiche Weise übermittelt der Sensor 25′ in ununterbrochener Folge die Periodendauer einer Viertelumdrehung der Spulwalze 7 an die Recheneinheit 27. Hierzu trägt das hintere Ende der Welle 12, die in einem Lager 33 gelagert ist, eine Scheibe 34, die gleichmäßig über den Umfang verteilt vier Magnete 32 trägt. Der Vorbeigang der Magnete wird durch den Sensor 25′ erfaßt.The two sensors 24 'and 25' include devices for measuring the duration of the passage of an angle of rotation of a predetermined size. The sensor 24 'gives the
Die Meßergebnisse werden nach Formel 1 verarbeitet und teilweise dem Zentralrechner ZR zugeleitet.The measurement results are processed in accordance with
Der Zentralrechner ZR enthält das Rechenprogramm, mit dessen Hilfe eine Ausgleichsfunktion y = f (x) nach Fig. 3 gebildet wird.The central computer ZR contains the computing program, with the aid of which a compensation function y = f (x) according to FIG. 3 is formed.
Das Verknüpfungsergebnis gelangt vom Zentralrechner ZR über die Wirkverbindung 19 zurück zur Steuereinheit 28 des Spulstellenrechners SR. Die Steuereinheit 28 besitzt einen Sollwertgeber 29, dem eine Sollspulreise eingeprägt ist, die dem Kurvenzug 30 folgt. Die Steuereinheit 28 ist nun in der Lage, durch Steuern des Antriebsmotors 13 auf die Spulgeschwindigkeit einzuwirken mit dem Ziel, die tatsächliche Spulreise, symbolisiert durch die Ausgleichsfunktion y = f (x) gemäß Fig. 3, der Sollspulreise 30 anzugleichen. An dem Display 26 wird der vom Zentralrechner ZR rückgemeldete aktuelle Spulenumfang beziehungsweise Spulenradius beziehungsweise Spulendurchmesser angezeigt.The result of the link is sent from the central computer ZR via the
Fig. 4 zeigt das Diagramm einer Spulreise, wie es beispielsweise im Display 26 abgebildet oder beispielsweise durch den Spulstellenrechner SR ausgedruckt werden könnte. Auf der X-Achse ist die Spulzeit abgetragen. Die senkrechten Striche markieren Spulenstillstände, die durch das Auswechseln von Spinnkopsen bedingt waren. Auf der Y-Achse ist der Kreuzspulendurchmesser abgetragen.FIG. 4 shows the diagram of a winding trip as it could be shown in the
Der untere Kurvenzug spiegelt das Rechenergebnis der Recheneinheit 27 des Ausführungsbeispiels nach Fig. 1 wieder. Bei jedem Ablaufspulenwechsel weist der Kurvenzug auffallende Sprünge auf und während der Ablaufreise der Ablaufspule ist der Kurvenzug ebenfalls sehr ungleichmäßig, was in Fig. 4 jedoch nicht so deutlich sichtbar ist.The lower curve reflects the calculation result of the
Da es sich hier um eine konische Kreuzspule handeln soll, gibt der untere Kurvenzug den gemessenen angetriebenen Durchmesser wieder, wogegen der obere Kurvenzug den Durchmesser am dicken Spulenende wiedergibt.Since this is supposed to be a conical cheese, the lower curve shows the measured driven diameter, whereas the upper curve shows the diameter at the thick end of the coil.
Die Fig. 5 und 6 zeigen einen Auszug aus dem Protokoll einer mit einer Vorrichtung nach Fig. 2 gefahrenen Spulreise einer konischen Kreuzspule. Auf der X-Achse sind die Spulenumdrehungen und die Ablaufpsulenwechsel abgetragen. Mit fortlaufenden Nummern sind dabei die einzelnen Ablaufspulenwechsel markiert. Auf der Y-Achse ist der Kreuzspulendurchmesser abgetragen. Der untere, dick ausgedruckte Kurvenzug ergibt sich durch fortlaufendes Antragen von Tangenten an die Ausgleichskurve des aktuellen Durchmessers der konischen Kreuzspule, ermittelt durch den Zentralrechner ZR. Innerhalb dieses Kurvenzuges und mit Spitzen aus dem Kurvenzug herausragend ist die sehr ungleichmäßig verlaufende Kurve des von der Recheneinheit 27 errechneten, auf den Meßwerten der Sensoren 24′ und 25′ beruhenden Durchmesser eingetragen. Das Rechenprogramm des Zentralrechners ZR enthält hier zum Ermitteln der Ausgleichskurve ein Kalman-Filter. Vom Beginn der Spulreise an wird die Ausgleichsfunktion immer besser, weil das Kalman-Filter zurückliegende Meßergebnisse mit einfließen läßt. Die Fensterbreite der Erfassung kann gesteuert werden.5 and 6 show an extract from the log of a winding travel of a conical cross-wound bobbin, which was carried out with a device according to FIG. 2. The spool revolutions and the payout spool change are plotted on the X axis. The individual reel changes are marked with consecutive numbers. The cross-bobbin diameter is plotted on the Y-axis. The lower, thickly printed curve results from the continuous application of tangents to the compensation curve of the current diameter of the conical cheese, determined by the central computer ZR. Within this curve and with peaks protruding from the curve, the very unevenly running curve of the diameter calculated by the
Die senkrechten Striche markieren jeweils Spulunterbrechungen, die durch das Auswechseln der Ablaufspulen erforderlich waren. Anläßlich eines jeden Ablaufspulenwechsels wurde der Durchmesser der konischen Kreuzspule an ihrem dicken Ende manuell ermittelt. Die ermittelten Werte wurden nachträglich in das vom Spulstellenrechner SR ausgedruckte Protokoll eingetragen. Die Verbindungslinie stellt den oberen, dünn ausgezogenen Kurvenzug dar.The vertical lines each mark interruptions in the winding that were necessary due to the replacement of the pay-off spools. The diameter of the conical cross-wound bobbin was manually determined at its thick end each time the supply reel was changed. The determined values were subsequently entered in the log printed out by the winding unit computer SR. The connecting line represents the upper, thinly drawn curve.
Claims (20)
- A method of ascertaining the circumference of cross-wound bobbins on a textile machine for producing cross-wound bobbins and for evaluating the result, in which, from measured values, e.g. angular speeds of bobbins and drums, which are provided by sensors which detect the increase in size of the cross-wound bobbin and which are evaluated accordingly, it is possible to deduce the volume which the cross-wound bobbin has attained, characterised in that the measured values are continuously detected and are processed in at least one computer for further evaluation and may be stored if necessary and in that upon further evaluation, for each bobbin winding station, on a basis of the measured data, and at very short intervals of time, a fresh mathematical connection is made constantly to symbolise the current bobbin volume clear of the contingencies of current measured value recording and in that from this connection the current bobbin circumference or bobbin radius or bobbin diameter is calculated and in that the result of the connection is used for the purpose of indicating, influencing the bobbin winding process, ascertaining the thread length and/or terminating the winding process, as far as possible with a minimum of delay.
- A method according to Claim 1, characterised in that the measured values are continuously detected and are processed in at least one bobbin winding station computer associated with the individual winding stations of the textile machine for further evaluation and in that the further evaluation is possibly undertaken in a superior computer connected to the bobbin winding station computer or computers and in that possibly in the superior computer for the or each bobbin winding station, on the basis of its measured data, a mathematical connection being made continuously and at very brief intervals of time to symbolise the current bobbin volume repeatedly and clear of contingencies of the current measured value recording and in that from this connection the current bobbin volume or bobbin radius or bobbin diameter is calculated and in that the result of the connection is possibly fed to the winding station computer again for the purpose of indicating or influencing the bobbin winding process, ascertaining the thread length and/or of terminating the bobbin winding process, as far as possible with the minimum of delay.
- A method according to Claim 1 or 2, characterised in that in the computer or in the superior computer, within the framework of the mathematical connection for each winding station, on a basis of the measured data, continuously and at very brief intervals of time, a fresh mathematical compensating function is calculated repeatedly to symbolise the current bobbin volume clear of contingencies of the current measured value recording and in relation to the winding time or number of bobbin rotations and in that function the current bobbin volume or bobbin radius or bobbin diameter is calculated from this compensating.
- A method according to one of Claims 1 to 3, characterised in that for detecting the circumference or volume of cross-wound bobbins driven at their periphery by driving drums, the measured values of a sensor detecting the angle of rotation of the driving drum are combined with the measured values from a sensor detecting the angle of rotation of the cross-wound bobbin in order to deduce from the result of this combination the volume attained by the cross-wound bobbin and in that in the computer or in the superior computer these combined results which are constantly being freshly acquired, the mathematical connection which eliminates the contingencies of the current measured value recording is formed or the compensating function is calculated.
- A method according to Claim 3 or 4, characterised in that selected measured values connected with the bobbin winding arrangement or the results of the connection process are used for calculating the compensating function.
- A method according to one of Claims 3 to 5, characterised in that for calculating the compensating function, those measured values or their results of combination are used which are obtained with effect from a selectable point in time in the bobbin winding process.
- A method according to one of Claims 3 to 6, characterised in that the coefficients of the compensating function are calculated by mathematical filters.
- A method according to Claim 7, characterised in that a Kalman type of filter is used as the mathematical filter.
- A method according to one of Claims 3 to 8, characterised in that the compensating function is shown as a polynomial.
- A method according to one of Claims 4 to 9, characterised in that the angular speeds of the driving drum and of the cross-wound bobbin are measured and are connected and stored in a computer before the compensating function is calculated from the results of this combination process.
- A method according to one of Claims 4 to 10, characterised in that the proportion of period duration of bobbin rotation to driving drum rotation is ascertained and stored in one of the computers before the compensating function is calculated from the results of this combination process.
- A method according to one of Claims 1 to 11, characterised in that in the computer or in the winding station computer the signals possibly supplied by the superior computer and representing the current bobbin volume or bobbin radius or bobbin diameter are in turn combined with signals representing the angle of rotation of the cross-wound bobbin and/or the angle of rotation of the driving drum in order to be able from this to calculate the current length of wound-on thread and/or the current winding density, possibly indicating these results and comparing them with desired values whereby, on a basis of the results of the comparison, intervention into the winding process may possibly follow.
- An arrangement for ascertaining the bobbin volume of cross-wound bobbins on a textile machine producing cross-wound bobbins and for assessing the result from measured values, e.g. angular speeds of bobbins and drums and which are provided by sensors which detect the increase in size of the cross-wound bobbin and which are accordingly evaluated, for carrying out the method according to one of Claims 1 to 12, characterised in that the sensors (24, 25; 24', 25') are connected to at least one computer (R) processing the measured values for further evaluation and in that a combination programme is fed into the computer (R) for a mathematical combination of the processed measured values which is clear of contingencies of the current measured value recording and which symbolises the current bobbin volume and in that the computer (R) comprises means (26) of displaying the result of the combination and/or means (13, 28) of influencing the bobbin winding process according to the results of the combination and/or means (28) of ascertaining the thread length according to the result of the combination and/or means (13, 28) of terminating the winding process according to the result of the combination process.
- An arrangement for ascertaining the bobbin volume of cross-wound bobbins on a textile machine producing cross-wound bobbins and for evaluating the result from measured values, e.g. angular speeds of bobbins and drums and which are provided by sensors detecting the increase in size of the cross-wound bobbin and which are accordingly evaluated, for carrying out the method according to one of Claims 1 to 12, characterised in that the sensors (24, 25; 24', 25') are connected to at least one winding station computer (SR) processing the measured values for further evaluation and in that the winding station computer (SR) is connected via a first operative link (18) to a superior computer (ZR) to which is fed a combination programme for a mathematical combination of the measured values processed by the winding station computer (SR) and symbolising the current bobbin volume, clear of contingencies arising from the current measured value recording, and in that the superior computer (ZR) has a second operative link (19) for passing the result of the combination process to the winding station computer (SR) and in that the winding station computer (SR) has means (26) of displaying the result of the combination process and/or means (13, 28) of influencing the winding process according to the results of the combination process and/or means (28) of ascertaining the thread length according to the results of the combination process and/or means (13, 28) of terminating the winding process according to the results of the combination process.
- An arrangement according to Claim 13 or 14, characterised in that the combination process is arranged for calculating a mathematical compensating function symbolising the current bobbin volume clear of the contingencies of the current measured value recording and in relation to the winding time or number of bobbin rotations.
- An arrangement according to Claim 15, characterised in that the combination programme has a mathematical filter for illustrating the compensating function.
- An arrangement according to Claim 16, characterised in that the filter is a Kalman filter.
- An arrangement according to one of Claims 13 to 17, characterised in that the compensating function can be shown as a polynomial in the computer (R) or in the superior computer (ZR).
- An arrangement according to one of Claims 13 to 18, characterised in that in the case of textile machines of which the cross-wound bobbins (3) are driven on their periphery by driving drums (7), a sensor (24, 24'; 25, 25') detecting the angle of rotation is associated with both the cross-wound bobbin (3) and also the driving drum (7).
- An arrangement according to Claim 19, characterised in that the sensor (24', 25') detecting the angle of rotation, the computer (R) or the winding station computer (SR) has an arrangement for measuring the duration of the passage of an angle of rotation of predetermined magnitude and in that the computer (R), the winding station computer (SR) or the superior computer (ZR) has a programme for ascertaining the proportion of the period duration of the bobbin rotation to the driving drum rotation.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3810365 | 1988-03-26 | ||
| DE3810365A DE3810365A1 (en) | 1988-03-26 | 1988-03-26 | METHOD AND DEVICE FOR DETERMINING THE COIL SCOPE OF CRANES AND FOR EVALUATING THE RESULT |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0335080A2 EP0335080A2 (en) | 1989-10-04 |
| EP0335080A3 EP0335080A3 (en) | 1990-01-24 |
| EP0335080B1 true EP0335080B1 (en) | 1993-05-19 |
Family
ID=6350806
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89101884A Expired - Lifetime EP0335080B1 (en) | 1988-03-26 | 1989-02-03 | Method and apparatus for determining the size of cross-wound packages and for utilising the results |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4964582A (en) |
| EP (1) | EP0335080B1 (en) |
| JP (1) | JP2735605B2 (en) |
| DE (2) | DE3810365A1 (en) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1231742B (en) * | 1988-04-11 | 1991-12-21 | Murata Machinery Ltd | DEVICE TO ADJUST THE CONTACT PRESSURE IN A WINDER |
| DE3917055C2 (en) * | 1989-05-25 | 1996-12-12 | Schlafhorst & Co W | Method and device for monitoring the production process of the winding devices of a cross-wound machine |
| US5141169A (en) * | 1990-08-06 | 1992-08-25 | Teijin Seiki Co., Ltd. | Method and apparatus for winding a yarn according to desired tension and winding speed |
| DE4235450A1 (en) * | 1991-11-05 | 1993-05-06 | Rieter Ingolstadt Spinnereimaschinenbau Ag, 8070 Ingolstadt, De | METHOD AND DEVICE FOR DETERMINING THE DIAMETER OF A REEL AT A SPINNING SITE OF A SPINNING MACHINE |
| US5676323A (en) * | 1992-03-06 | 1997-10-14 | Maschinenfabrik Rieter Ag | Apparatus and method for changing and winding bobbins involving the correction of movement sequences in a moving element |
| US5765770A (en) * | 1992-07-08 | 1998-06-16 | W. Schlafhorst Ag & Co. | Method and apparatus for grasping a yarn end on a cheese |
| EP0580548A1 (en) * | 1992-07-23 | 1994-01-26 | Maschinenfabrik Rieter Ag | Method and apparatus for winding yarn |
| US5469696A (en) * | 1992-10-29 | 1995-11-28 | Rieter Ingolstadt Spinnereimaschinenbau Ag | Process and device to determine the diameter of a bobbin at a spinning station of a spinning machine |
| EP0648701A1 (en) * | 1993-10-19 | 1995-04-19 | Teijin Seiki Company Limited | Yarn winding machine |
| DE4336312C2 (en) * | 1993-10-25 | 2003-09-25 | Schlafhorst & Co W | Device for winding packages |
| US5533686A (en) * | 1993-11-15 | 1996-07-09 | Maschinenfabrik Rieter Ag | Methods and apparatus for the winding of filaments |
| DE19538480C2 (en) * | 1995-10-16 | 2001-10-25 | Sahm Georg Fa | Spooling machine and method for winding a continuously running thread on a spool |
| DE19548256A1 (en) * | 1995-12-22 | 1997-06-26 | Schlafhorst & Co W | Determination of boundary diameter of tapered bobbin or spool with crossed winding of yarn or thread |
| DE19625512A1 (en) * | 1996-06-26 | 1998-01-15 | Schlafhorst & Co W | Method and device for determining the diameter of a cheese |
| DE19625513A1 (en) * | 1996-06-26 | 1998-01-02 | Schlafhorst & Co W | Method and device for producing cross-wound bobbins |
| DE19625511A1 (en) | 1996-06-26 | 1998-01-02 | Schlafhorst & Co W | Method and device for producing cross-wound bobbins in a wild winding |
| DE19642705A1 (en) * | 1996-10-16 | 1998-04-23 | Hamel Ag | Process for producing a spindle-driven bobbin wound with a predetermined amount of yarn |
| US6082653A (en) * | 1996-10-31 | 2000-07-04 | Ampex Corporation | System for estimating tape pack radius using a Kalman filter |
| DE19961982A1 (en) * | 1999-12-22 | 2001-07-05 | Schlafhorst & Co W | Process for winding cross-wound bobbins |
| DE10206761A1 (en) * | 2002-02-19 | 2003-08-28 | Rieter Ingolstadt Spinnerei | Textile yarn spooling assembly, has spool diameter signaling device linked by geared levers to control assembly |
| JP4264015B2 (en) * | 2003-08-01 | 2009-05-13 | 津田駒工業株式会社 | Method and apparatus for calculating winding diameter in textile machine |
| DE102005044339B4 (en) * | 2005-09-16 | 2016-01-14 | Siemens Aktiengesellschaft | Method for operating a winder machine |
| DE102005049567A1 (en) * | 2005-10-17 | 2007-04-19 | SSM Schärer Schweiter Mettler AG | Method and device for regulating the package density of a yarn package |
| DE102007015695A1 (en) * | 2007-03-31 | 2008-10-02 | Oerlikon Textile Gmbh & Co. Kg | Method for operating a cheese-producing textile machine |
| DE102013016644A1 (en) * | 2013-10-05 | 2015-04-09 | Saurer Germany Gmbh & Co. Kg | Method for operating a workstation of a textile machine producing cross-wound bobbins |
| DE102015008166A1 (en) * | 2015-06-25 | 2016-12-29 | Saurer Germany Gmbh & Co. Kg | Method and device for optimizing the density of cheeses produced on the work stations of a cheese-winder |
| DE102020102801A1 (en) | 2020-02-04 | 2021-08-05 | Saurer Spinning Solutions Gmbh & Co. Kg | Method for controlling the speed of a winding machine when searching for the upper thread |
| CH717382A1 (en) * | 2020-05-05 | 2021-11-15 | Ssm Schaerer Schweiter Mettler Ag | Method and device for winding a thread onto a bobbin. |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2126983A1 (en) * | 1971-05-29 | 1972-11-30 | W. Schlafhorst & Co, 4050 Mönchengladbach | Method and device for operating an automatic winding machine |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3739996A (en) * | 1971-06-29 | 1973-06-19 | Murata Machinery Ltd | Measuring apparatus of total yarn length wound in package on a yarn winder |
| CH635300A5 (en) * | 1979-04-10 | 1983-03-31 | Zellweger Uster Ag | METHOD AND DEVICE FOR OBTAINING PRE-DETERMINABLE AND ACCURATE YARN LENGTHS ON CROSS REELS. |
| CH663402A5 (en) * | 1981-12-04 | 1987-12-15 | Loepfe Ag Geb | METHOD FOR DETERMINING THE YARN LENGTH WINDED ON A CROSS REEL WITH FRICTION DRIVE BY A SLOT DRUM. |
| CH661587A5 (en) * | 1983-03-29 | 1987-07-31 | Loepfe Ag Geb | LENGTH MEASURING DEVICE FOR A THREAD ON A THREAD WINDING DEVICE. |
| CS247880B1 (en) * | 1983-11-29 | 1987-01-15 | Miroslav Boucek | Method of yarn measuring drawn-off with constant speed from working units |
| GB8407465D0 (en) * | 1984-03-22 | 1984-05-02 | Rieter Ag Maschf | Length control in winding of threads |
| CH668637A5 (en) * | 1984-10-12 | 1989-01-13 | Loepfe Ag Geb | Fadenlaengenmessung. |
| JPS61254473A (en) * | 1985-04-27 | 1986-11-12 | Teijin Seiki Co Ltd | Spindle driven winder |
| DE3703869C2 (en) * | 1987-02-07 | 1996-12-12 | Schlafhorst & Co W | Method for monitoring and / or controlling the winding process and winding unit for executing the method |
| DE3716473A1 (en) * | 1987-05-16 | 1988-11-24 | Schlafhorst & Co W | METHOD FOR SORTING CROSS COILS ON A WINDING MACHINE |
-
1988
- 1988-03-26 DE DE3810365A patent/DE3810365A1/en not_active Withdrawn
-
1989
- 1989-02-03 DE DE8989101884T patent/DE58904385D1/en not_active Expired - Fee Related
- 1989-02-03 EP EP89101884A patent/EP0335080B1/en not_active Expired - Lifetime
- 1989-03-27 US US07/328,963 patent/US4964582A/en not_active Expired - Lifetime
- 1989-03-27 JP JP1072050A patent/JP2735605B2/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2126983A1 (en) * | 1971-05-29 | 1972-11-30 | W. Schlafhorst & Co, 4050 Mönchengladbach | Method and device for operating an automatic winding machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2735605B2 (en) | 1998-04-02 |
| DE58904385D1 (en) | 1993-06-24 |
| DE3810365A1 (en) | 1989-10-05 |
| EP0335080A3 (en) | 1990-01-24 |
| JPH01281269A (en) | 1989-11-13 |
| US4964582A (en) | 1990-10-23 |
| EP0335080A2 (en) | 1989-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0335080B1 (en) | Method and apparatus for determining the size of cross-wound packages and for utilising the results | |
| DE3242318C2 (en) | Method for determining the yarn length wound on a friction-driven cross-wound bobbin by a grooved drum | |
| DE2543839B1 (en) | DEVICE FOR CREATING A UNIFORM TEXTILE FIBER TAPE | |
| DE2905713A1 (en) | THREAD WRAPPING DEVICE | |
| EP0307644B1 (en) | Method and apparatus for detecting the speed of yarn in textile machines | |
| EP0816276B1 (en) | Method of and device for making cross-wound bobbins | |
| DE2536082C3 (en) | Apparatus for continuously measuring the length of linear material as it is being wound onto a rotating core | |
| DE69023235T2 (en) | Method and device for winding a yarn. | |
| DE4208395A1 (en) | METHOD FOR REWINDING, TAPE OR THREADED DISHWOOD FROM A WINDING DEVICE IN CROSS WINDING WITH PRECISION WINDING | |
| CH687995A5 (en) | Method and apparatus for Schaeren of threads. | |
| EP1249422B2 (en) | Yarn clearing device in the winding station of a textile machine | |
| EP0816277B1 (en) | Method of and device for making random cross-wound bobbins | |
| EP0074416A1 (en) | Apparatus and method for transferring a measured angular location of unbalance to the circumference of a rotor | |
| EP2810908B1 (en) | Method for adjusting a rotation angle position of a coil frame which holds a coil tube in a rotatable manner and textile machine for producing coils with multiple coil points | |
| DE3111112C2 (en) | Measuring device for a textile machine winding device | |
| DE3432276C2 (en) | ||
| DE69401081T3 (en) | Methods and apparatus for winding an anchor with improved balance | |
| EP0875479A1 (en) | Method of improving the winding process and winding station for carrying out said method | |
| EP0994975A1 (en) | Method and device for warping using a cone sectional warping machine | |
| DE10296719B4 (en) | Method for controlling a winding device | |
| DE4039121A1 (en) | Running yarn monitor - has voltage divider to set limits for automatic tolerance range adjustment after a start-up | |
| EP1525061B2 (en) | Dynamic thickness correction | |
| DE3602745C2 (en) | ||
| EP1110896B1 (en) | Method for winding cross-wound bobbins | |
| CH666702A5 (en) | METHOD FOR SHEARING A SHARPENING RIBBON ON A CONICAL SHAFTING MACHINE, AND CONICAL SHAFTING MACHINE FOR CARRYING OUT THE METHOD. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR IT LI |
|
| 17P | Request for examination filed |
Effective date: 19900710 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: W. SCHLAFHORST AG & CO. |
|
| 17Q | First examination report despatched |
Effective date: 19920217 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR IT LI |
|
| REF | Corresponds to: |
Ref document number: 58904385 Country of ref document: DE Date of ref document: 19930624 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010309 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020903 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030723 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20040225 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041029 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060228 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070203 |