EP0295669A1 - Verfahren zum Einbetten eines elektrischen Wickelgutes in eine Isoliermasse und dazu verwendete Giessform - Google Patents
Verfahren zum Einbetten eines elektrischen Wickelgutes in eine Isoliermasse und dazu verwendete Giessform Download PDFInfo
- Publication number
- EP0295669A1 EP0295669A1 EP88109591A EP88109591A EP0295669A1 EP 0295669 A1 EP0295669 A1 EP 0295669A1 EP 88109591 A EP88109591 A EP 88109591A EP 88109591 A EP88109591 A EP 88109591A EP 0295669 A1 EP0295669 A1 EP 0295669A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casting mold
- wound
- mould
- insulating compound
- coil winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004804 winding Methods 0.000 title claims abstract description 30
- 150000001875 compounds Chemical class 0.000 title claims description 23
- 238000000034 method Methods 0.000 title claims description 19
- 230000009969 flowable effect Effects 0.000 claims abstract description 3
- 238000005470 impregnation Methods 0.000 claims abstract 2
- 238000005266 casting Methods 0.000 claims description 34
- 239000000463 material Substances 0.000 claims description 20
- 229920001296 polysiloxane Polymers 0.000 claims description 5
- 239000002184 metal Substances 0.000 abstract description 9
- 229910052751 metal Inorganic materials 0.000 abstract description 9
- 229920001971 elastomer Polymers 0.000 abstract 1
- 239000000806 elastomer Substances 0.000 abstract 1
- 229910052710 silicon Inorganic materials 0.000 abstract 1
- 239000010703 silicon Substances 0.000 abstract 1
- 239000011810 insulating material Substances 0.000 description 5
- 239000004922 lacquer Substances 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- KUBDPQJOLOUJRM-UHFFFAOYSA-N 2-(chloromethyl)oxirane;4-[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound ClCC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 KUBDPQJOLOUJRM-UHFFFAOYSA-N 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000002791 soaking Methods 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 238000004382 potting Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/12—Insulating of windings
- H01F41/127—Encapsulating or impregnating
Definitions
- the invention relates to a method for embedding an electrical winding material, in particular a transformer coil, in an insulating compound, and a casting mold used to carry out this method.
- the windings are covered with an insulating film, for example, before the jacket and core parts are put together.
- parts of the windings remain free, which result in creepage distances and can also lead to electrical flashovers.
- transformers, transducers or the like to embed the iron core together with the windings in a closed insulation (DE-OS 20 24 522).
- the iron core and the windings are inserted into a housing and cast with a plastic compound, the housing serving as a lost shape. Due to shrinking processes when the plastic mass cools, considerable forces can be exerted on the windings and the iron core, which lead to the damage of these parts.
- the invention has for its object to provide a method of the type mentioned, with which an electrical winding material can be completely and exactly embedded in an insulating compound without fear of damage to the core or the windings.
- the advantages of the invention are, in particular, that the leakage of resins, lacquers or potting compounds serving as an insulating compound is prevented.
- the casting mold can be used several times, it also serves as a transport device for the winding material. If the casting mold is designed as a multiple use, the throughput can be increased. Inserts such as Terminal pins can be positioned very precisely in the mold.
- the casting mold which is made from an elastic, rubber-like silicone, can be easily reproduced by producing a metal master mold. It can be used in several operations and can easily withstand temperatures up to around 140 ° C. With a complicated form of the winding material, both a complete and a step casting is possible.
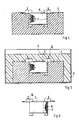
- a metal model - or master form - 1 has the dimensions and shape that the electrical winding material embedded in the insulating material - e.g. a transformer coil - in the finished state, i.e. after embedding or soaking in a soaking medium ( Figure 1).
- the metal model 1 is used to produce a casting mold as described below, which is used to carry out the method according to the invention.
- the metal model 1 is placed in a tundish 2 (FIG. 2) and fastened to its bottom, for example with a double-sided adhesive tape 3. After that the Casting trough 2 filled with a silicone casting compound which, after it has hardened, gives a casting mold 4 with an elastic, rubber-like consistency.
- the finished casting mold 4 (FIG. 3) has a cutout 5 for the body to be embedded or soaked in an insulating compound, which has approximately the shape of a hollow cylinder in the exemplary embodiment shown. It is a transformer or transformer coil into which a cylindrical core part with a tight fit is inserted after being embedded in the insulating material.
- the transformer coil 6 to be embedded is then inserted into the casting mold 4 (FIG. 4). Cavities 7 can be seen from the drawing, which are to be completely filled with the insulating compound.
- the casting mold 4 with the transformer coil 6 contained therein is introduced into a trough 8 (FIG. 5) and the trough 8 is then filled with a flowable insulating compound - or impregnating medium - 9 to such an extent that the transformer coil - at least as far as it is to be embedded - from the insulating compound 9 is covered.
- the tub 8 is placed under vacuum and the vacuum is maintained for a predetermined period of time, for example half an hour. In any case, no more air bubbles may escape from the winding material. The atmospheric pressure is then restored. Since the impregnating medium develops air bubbles during evacuation, the tub 8 must be carefully evacuated.
- the mold 4 is removed together with the transformer coil 6 from the tub 8. Pins 10 of the transformer coil 6 are cleaned of the insulating compound. Thereafter, the transformer coil 6 still remaining in the casting mold 4 is placed in an oven, heated to the hardening temperature and left to act until the insulating compound 9 has hardened. Finally, the finished transformer coil 6 embedded in the insulating material is removed from the casting mold. The removal takes place without any particular difficulties because, as mentioned, the casting mold consists of an elastic material.
- the hardened insulating compound 9 can be seen in the broken-open area. It can also be seen from the drawing that the windings 11 of the transformer coil 6 are impregnated perfectly with the insulating compound 9 and are completely surrounded by it. This has been confirmed in the practical test in which embedded winding material has been cut open after completion.
- a reusable casting mold can be produced in multiple uses.
- the metal models 13 are each provided with a permanent magnet 14 with which they adhere to the bottom of the tub 12.
- the filling of a silicone casting compound in the tub 12 and the curing of this casting compound is carried out as described above.
- the metal models 13 are provided with so-called perforated needles 15, which keep openings 17 free in the finished multiple-use mold 16 (FIG. 8). These openings 17 are used to fasten an insert 18 - e.g. a toroidal core - which is embedded in the insulating material together with the winding material.
- the multiple-use mold 16 can also be designed as a split.
- the casting mold 16 can simultaneously produce a plurality of transformer coils 20 or other winding goods — shown schematically in FIG. 9.
- An example of an insulating compound used in the process described is the commercially available Araldit casting resin F (CY 205) which, before being introduced into the tub 8 or 12, is heated to about 60 ° C. with stirring and then with an accelerator - about 0.6 parts by weight - is mixed thoroughly. Then a hardener heated to about 20 ° C - about 100 parts by weight - is added and mixed homogeneously. This mixture must be degassed under vacuum until no more foam appears. The winding material is to be poured over with the impregnating resin, which has a temperature of approximately 40 ° C., until it is approximately 10 to 20 mm high. The curing time depends on the temperature, at a temperature of 100 ° C it is at least 6 hours.
- a suitable impregnating lacquer for example Herberts impregnating lacquer E 1131, can also be used as an insulating compound for embedding the winding material instead of the above-mentioned casting resin.
- the glow exposure voltage which is a measure of the dielectric strength inside the coil, can be increased considerably in the case of the electrical winding goods embedded in the insulating material.
- the casting mold 4 or 16 made of an elastic silicone enables the wrapping material to be embedded very evenly and prevents the lacquer and resin from leaking out during the embedding process. It also serves as a means of transport during the individual process stages and can be easily reproduced with the help of the metal model 13.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Insulating Of Coils (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Einbetten eines elektrischen Wickelgutes insbesondere einer Transformatorspule, in eine Isoliermasse, und eine zum Durchführen dieses Verfahrens benutzte Gießform.
- Bei herkömmlichen Manteltransformatoren werden die Wicklungen z.B. mit einer Isolierfolie umhüllt, bevor das Mantel- und das Kernteil zusammengesteckt werden. Dabei bleiben aber Teile der Wicklungen frei, die Kriechstrecken ergeben und auch zu elektrischen Überschlägen führen können. Es ist deshalb auch bei Transformatoren, Meßwandlern oder dergleichen bekannt, den Eisenkern gemeinsam mit den Wicklungen in eine geschlossene Isolation einzubetten (DE-OS 20 24 522). Der Eisenkern und die Wicklungen werden dazu in ein Gehäuse gesteckt und mit einer Kunststoffmasse vergossen, wobei das Gehäuse als verlorene Form dient. Durch Schrumpfprozesse beim Erkalten der Kunststoffmasse können aber erhebliche Kräfte auf die Wicklungen und den Eisenkern ausgeübt werden, die bis zur Beschädigung dieser Teile führen.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren der eingangs genannten Art zu schaffen, mit dem sich ein elektrisches Wickelgut vollständig und exakt in eine Isoliermasse einbetten läßt, ohne daß Beschädigungen des Kerns oder der Wicklungen zu befürchten sind.
- Diese Aufgabe wird erfindungsgemäß durch das Verfahren nach Patentanspruch 1 gelöst.
- Ein gleichmäßiges und reproduzierbares Einbetten nach diesem Verfahren läßt sich mit einer Gießform nach Anspruch 4 erreichen. Vorteilhafte Weiterbildungen der Erfindung sind mit den Unteransprüchen beansprucht.
- Die Vorteile der Erfindung liegen insbesondere darin, daß ein Auslaufen von als Isoliermasse dienenden Harzen, Lacken oder Vergußmassen verhindert wird. Die Gießform kann mehrfach verwendet werden, sie dient gleichzeitig als Transporteinrichtung für das Wickelgut. Wird die Gießform als Mehrfachnutzen ausgebildet, so läßt sich der Durchsatz erhöhen. Einlegteile, wie z.B. Anschlußstifte lassen sich in der Gießform sehr genau positionieren. Die aus einem elastischen, kautschukartigen Silikon hergestellte Gießform läßt sich durch Herstellung einer metallischen Urform einfach reproduzieren. Sie kann bei mehreren Arbeitsgängen eingesetzt werden und verträgt ohne weiteres Temperaturen bis etwa 140°C. Bei komplizierter Form des Wickelgutes ist sowohl ein Komplett- wie auch ein Stufenverguß möglich.
- Ein Ausführungsbeispiel der Erfindung wird im folgenden anhand der Zeichnung erläutert. Es zeigen:
- Figur 1 eine erfindungsgemäße Gießform,
- Figur 2 eine zum Erläutern der Herstellung der erfindungsgemäßen Gießform dienende Darstellung,
- Figur 3 eine Gießform gemäß der Erfindung,
- Figur 4 und
- Figur 5 zwei zur Erläuterung des erfindungsgemäßen Verfahrens dienende Darstellungen,
- Figur 6 eine nach dem erfindungsgemäßen Verfahren hergestellte Transformatorspule,
- Figur 7 eine zum Herstellen einer anderen erfindungsgemäßen Gießform dienende Wanne,
- Figur 8 eine in der Wanne nach Figur 7 hergestellte erfindungsgemäße Gießform, und
- Figur 9 mehrere in der Gießform gemäß Figur 8 nach dem erfindungsgemäßen Verfahren in Isoliermasse eingebettete Spulen.
- Ein Metallmodell - oder Urform - 1 weist die Abmessungen und die Gestalt auf, die das in Isoliermasse einzubetteten elektrische Wickelgut - z.B. eine Transformatorspule - in fertigem Zustand, d.h. nach dem Einbetten oder Tränken in einem Tränkmedium haben soll (Figur 1). Das Metallmodell 1 dient zum nachfolgend beschriebenen Herstellen einer Gießform, die zum Durchführen des erfindungsgemäßen Verfahrens benutzt wird.
- Das Metallmodell 1 wird dazu in eine Gießwanne 2 (Figur 2) gelegt und auf deren Boden z.B. mit einem doppelseitigen Klebeband 3 befestigt. Danach wird die Gießwanne 2 mit einer Silikongießmasse gefüllt, die, nachdem sie ausgehärtet ist, eine Gießform 4 mit elastischer, kautschukartiger Konsistenz ergibt.
- Die fertige Gießform 4 (Figur 3) weist eine Aussparung 5 für den in eine Isoliermasse einzubettenden oder zu tränkenden Körper auf, der in dem dargestellten Ausführungsbeispiel etwa die Form eines Hohlzylinders aufweist. Es handelt sich dabei um eine Transformatoroder Übertragerspule, in die nach dem Einbetten in die Isoliermasse ein zylinderförmiges Kernteil mit enger Passung eingeschoben wird.
- In die Gießform 4 wird dann die einzubettende Transformatorspule 6 eingelegt (Figur 4). Aus der Zeichnung sind Hohlräume 7 ersichtlich, die mit der Isoliermasse vollständig zu füllen sind.
- Die Gießform 4 mit der darin enthaltenen Transformatorspule 6 wird in eine Wanne 8 (Figur 5) eingebracht und die Wanne 8 dann mit einer fließfähigen Isoliermasse - oder Tränkmedium - 9 soweit gefüllt, daß die Transformatorspule - zumindest soweit wie sie einzubetten ist, von der Isoliermasse 9 bedeckt ist. Um ein vollständiges Tränken des Wickelgutes, d.h. der Transformatorspule 6, mit der Isoliermasse 9 zu erreichen, wird die Wanne 8 unter Vakuum gesetzt und das Vakuum eine vorgegebene Zeitspanne - z.B. eine halbe Stunde - aufrecht erhalten. Auf jeden Fall dürfen keine Luftblasen mehr aus dem Wickelgut entweichen. Danach wird der Atmosphärendruck wieder hergestellt. Da das Tränkmedium beim evakuieren Luftblasen entwickelt, muß die Wanne 8 vorsichtig evakuiert werden.
- Nachdem die Isoliermasse 9 eine weitere Zeitspanne - z.B. eine halbe Stunde - unter Atmosphärendruck auf die Transformatorspule eingewirkt hat, wird die Gießform 4 zusammen mit der Transformatorspule 6 aus der Wanne 8 genommen. Anschlußstifte 10 der Transformatorspule 6 werden von der Isoliermasse gereinigt. Danach wird die weiterhin in der Gießform 4 verbleibende Transformatorspule 6 in einen Ofen gebracht, auf Härtetemperatur erhitzt und solange einwirken gelassen, ois die Isoliermasse 9 ausgehärtet ist. Schließlich wird die in Isoliermasse eingebettete, fertige Transformatorspule 6 aus der Gießform entnommen. Das Entnehmen erfolgt ohne besondere Schwierigkeiten, weil die Gießform wie erwähnt aus einem elastischen Werkstoff besteht.
- Bei der aus Figur 6 ersichtlichen fertigen Transformatorspule 6 ist in dem aufgebrochenen Bereich die ausgehärtete Isoliermasse 9 zu erkennen. Es ist aus der Zeichnung auch ersichtlich, daß die Windungen 11 der Transformatorspule 6 ganz einwandfrei mit der Isoliermasse 9 getränkt und von ihr vollständig umgegeben sind. Dies ist im praktischen Versuch, bei dem eingebettetes Wickelgut nach der Fertigstellung aufgeschnitten worden ist, bestätigt worden.
- Mit einer großflächigeren Wanne 12, in der nebeneinander mehrere - von denen in Figur 7 nur drei dargestellt sind - Metallmodelle 13 eingelegt werden, läßt sich eine wiederverwendbare Gießform im Mehrfachnutzen herstellen. Die Metallmodelle 13 sind jeweils mit einem Dauermagneten 14 versehen, mit dem sie an dem Boden der Wanne 12 haften.
- Das Einfüllen einer Silikongießmasse in die Wanne 12 und das Aushärten dieser Gießmasse erfolgt wie weiter vorn beschrieben. Die Metallmodelle 13 sind mit sogenannten Lochnadeln 15 versehen, die in der fertigen Mehrfachnutzen-Gießform 16 (Figur 8) Öffnungen 17 freihalten. Diese Öffnungen 17 dienen zum Befestigen eines Einlegeteils 18 - z.B. eines Ringkerns -, das zusammen mit dem Wickelgut in Isoliermasse eingebettet wird. Die Mehrfachnutzen-Gießform 16 kann auch geteilt ausgeführt werden.
- Mit der Gießform 16 können gleichzeitig mehrere - in Figur 9 schematisch dargestellte - Transformatorspulen 20 oder sonstige Wickelgüter hergestellt werden.
- Als Beispiel für eine bei dem beschriebenen Verfahren verwendete Isoliermasse sei das im Handel erhältliche Araldit-Gießharz F (CY 205) genannt, das vor dem Einfüllen in die Wanne 8 oder 12 unter Rühren auf etwa 60°C erwärmt und dann mit einem Beschleuniger - etwa 0,6 Gewichtsteile - gründlich gemischt wird. Danach wird ein auf etwa 20°C erwärmter Härter - etwa 100 Gewichtsteile - hinzugefügt und homogen vermischt. Diese Mischung ist solange unter Vakuum zu entgasen, bis kein Schaum mehr auftritt. Die Wickelgüter sind mit dem eine Temperatur von etwa 40°C aufweisenden Tränkharz zu übergießen, und zwar bis sie etwa 10 bis 20 mm hoch überdeckt sind. Die Aushärtezeit hängt von der Temperatur ab, bei einer Temperatur von 100°C beträgt sie mindestens 6 Stunden.
- Als Isoliermasse zum Einbetten des Wickelgutes kann anstelle des vorstehend genannten Gießharzes auch ein geeigneter Tränklack - z.B. Herberts-Tränklack E 1131 verwendet werden.
- Durch das erfindungsgemäße Verfahren läßt sich bei den in Isoliermasse eingebetteten elektrischen Wickelgütern die Glimmaussetzspannung, die ein Maß für die überschlagsfestigkeit im innern der Spule ist, beträchtlich erhöhen.
- Die aus einem elastischen Silikon hergestellte Gießform 4 oder 16 ermöglicht ein sehr gleichmäßiges Einbetten des Wickelgutes und sie verhindert das Auslaufen von Lack und Harz während des Einbettvorgangs. Sie dient auch als Transportmittel während der einzelnen Verfahrensstufen und sie läßt sich mit Hilfe des Metallmodells 13 leicht reproduzieren.
Claims (5)
dadurch gekennzeichnet
daß das Wickelgut in eine gummielastische Gießform eingelegt wird, die einen der Gestalt und den Abmessungen des fertig eingebetteten Wickelgutes entsprechenden Hohlraum aufweist,
daß die Gießform in eine Wanne eingebracht wird, die mit einem fließfähigen Tränkmedium bis zum Bedecken des Wickelgutes gefüllt und dann evakuiert wird,
daß das Vakuum solange aufrecht erhalten wird, bis das Wickelgut vollständig von dem Tränkmedium umschlossen ist,
daß die Gießform mit dem Wickelgut anschließend aus der Wanne genommen, in einen Ofen eingebracht und auf Härtetemperatur erhitzt wird, und
daß die Gießform nach einer vorgegebenen Aushärtezeit aus dem Ofen entnommen und das Wickelgut aus ihr entfernt wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88109591T ATE71768T1 (de) | 1987-06-19 | 1988-06-16 | Verfahren zum einbetten eines elektrischen wickelgutes in eine isoliermasse und dazu verwendete giessform. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19873720366 DE3720366A1 (de) | 1987-06-19 | 1987-06-19 | Verfahren zum einbetten eines elektrischen wickelgutes in eine isoliermasse und dazu verwendete giessform |
| DE3720366 | 1987-06-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0295669A1 true EP0295669A1 (de) | 1988-12-21 |
| EP0295669B1 EP0295669B1 (de) | 1992-01-15 |
Family
ID=6329957
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19880109591 Expired - Lifetime EP0295669B1 (de) | 1987-06-19 | 1988-06-16 | Verfahren zum Einbetten eines elektrischen Wickelgutes in eine Isoliermasse und dazu verwendete Giessform |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0295669B1 (de) |
| AT (1) | ATE71768T1 (de) |
| DE (2) | DE3720366A1 (de) |
| ES (1) | ES2030111T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1253608A1 (de) * | 2000-03-30 | 2002-10-30 | Evox Rifa Aktiebolag | Herstellungsverfahren von imprägnierten elektronischen Bauteile |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2024522A1 (de) * | 1969-05-13 | 1971-06-16 | Westinghouse Electric Corp | Transformator, Meßwandler oder der gletchen |
| DE2032530A1 (de) * | 1970-07-01 | 1972-01-05 | Transformatoren Union Ag | Verfahren zur Herstellung einer in Gießharz vergossenen Spulenanordnung |
| CH624792A5 (en) * | 1977-06-29 | 1981-08-14 | Bbc Brown Boveri & Cie | Electrical apparatus having an active part, which is potted in curable resin, and a method for its production |
| EP0103237A2 (de) * | 1982-09-14 | 1984-03-21 | Transformatoren Union Aktiengesellschaft | Verfahren zur Herstellung in Giessharz eingebetteter Wicklungen für Transformatoren |
| EP0129819A1 (de) * | 1983-06-27 | 1985-01-02 | Siemens Aktiengesellschaft | Verfahren zur Imprägnierung und Einbettung von elektrischen Wicklungen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1078651B (de) * | 1957-12-04 | 1960-03-31 | Felten & Guilleaume Carlswerk | Verfahren zur Umhuellung elektrischer Bauelemente mit Giessharz |
| DE1112769B (de) * | 1959-06-25 | 1961-08-17 | Siemens Ag | Verfahren zum feuchtedichten Einbau von elektrischen Kondensatoren oder anderen Bauelementen |
| DE2058648B2 (de) * | 1970-06-29 | 1978-08-24 | Veb Transformatoren- Und Roentgenwerk Hermann Matern, Ddr 8030 Dresden | Verfahren zum Imprägnieren und Vergießen einer Hochspannungswicklung aus Feindraht mit Gießharz |
| DE2554141A1 (de) * | 1975-11-28 | 1977-06-02 | Siemens Ag | Mit kunststoff umgossene elektrische wicklung |
-
1987
- 1987-06-19 DE DE19873720366 patent/DE3720366A1/de active Granted
-
1988
- 1988-06-16 DE DE8888109591T patent/DE3867721D1/de not_active Expired - Lifetime
- 1988-06-16 AT AT88109591T patent/ATE71768T1/de not_active IP Right Cessation
- 1988-06-16 ES ES198888109591T patent/ES2030111T3/es not_active Expired - Lifetime
- 1988-06-16 EP EP19880109591 patent/EP0295669B1/de not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2024522A1 (de) * | 1969-05-13 | 1971-06-16 | Westinghouse Electric Corp | Transformator, Meßwandler oder der gletchen |
| DE2032530A1 (de) * | 1970-07-01 | 1972-01-05 | Transformatoren Union Ag | Verfahren zur Herstellung einer in Gießharz vergossenen Spulenanordnung |
| CH624792A5 (en) * | 1977-06-29 | 1981-08-14 | Bbc Brown Boveri & Cie | Electrical apparatus having an active part, which is potted in curable resin, and a method for its production |
| EP0103237A2 (de) * | 1982-09-14 | 1984-03-21 | Transformatoren Union Aktiengesellschaft | Verfahren zur Herstellung in Giessharz eingebetteter Wicklungen für Transformatoren |
| EP0129819A1 (de) * | 1983-06-27 | 1985-01-02 | Siemens Aktiengesellschaft | Verfahren zur Imprägnierung und Einbettung von elektrischen Wicklungen |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1253608A1 (de) * | 2000-03-30 | 2002-10-30 | Evox Rifa Aktiebolag | Herstellungsverfahren von imprägnierten elektronischen Bauteile |
| US6629344B2 (en) | 2000-03-30 | 2003-10-07 | Evox Rifa Ab | Method for making impregnated electrical components |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0295669B1 (de) | 1992-01-15 |
| DE3867721D1 (de) | 1992-02-27 |
| DE3720366A1 (de) | 1988-12-29 |
| DE3720366C2 (de) | 1990-07-05 |
| ATE71768T1 (de) | 1992-02-15 |
| ES2030111T3 (es) | 1992-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2162231A1 (de) | Schichtstruktur mit einem darauf gebildeten Isolierteil und Verfahren und Einrichtung zu ihrer Herstellung | |
| EP0103237A2 (de) | Verfahren zur Herstellung in Giessharz eingebetteter Wicklungen für Transformatoren | |
| DE69915808T2 (de) | Aus streifen gewickelte induktionsspule mit verbesserter wärmeübertragung und kurzschlussfestigkeit | |
| EP1240705A1 (de) | Einrichtung zum imprägnieren einer isolation eines wicklungsstabes einer elektrischen maschine | |
| DE60037434T2 (de) | Verfahren zur herstellung einer transformatorenspule mit einweg-kern und werkzeug | |
| DE1488663B2 (de) | Verfahren zum impraegnieren und massgerechten aushaerten der isolierung von wicklungselementen der staenderwicklung einer elektrischen grossmaschine mit geteiltem staenderblechpaket | |
| EP0031576B1 (de) | Verfahren zum Umgiessen eines elektrischen Gerätes | |
| EP0295669B1 (de) | Verfahren zum Einbetten eines elektrischen Wickelgutes in eine Isoliermasse und dazu verwendete Giessform | |
| DE2543146A1 (de) | Verfahren zum einkapseln von teilen | |
| DE3138766A1 (de) | Verfahren zur herstellung von hochspannungsisolierungen auf wickelungselementen elektrischer maschinen | |
| CH439471A (de) | Verfahren zur Herstellung unregelmässig geformter, isolierter Spulen für elektrische Maschinen | |
| EP0165435B1 (de) | Verfahren zur Herstellung einer Unterspannungswicklung für Transformatoren | |
| DE1490393C (de) | Verfahren zur Herstellung von Isolierungen für elektrische Maschinen, Geräte oder Apparate | |
| AT230486B (de) | Einrichtung an Spulen von elektrischen Geräten für die Imprägnierung mit Niederdruckharzen ohne Verwendung von Formen | |
| DE2058648A1 (de) | Verfahren zum Impraegnieren und Vergiessen einer Hochspannungswicklung aus Feindraht mit Giessharz | |
| DE2732337A1 (de) | Elektrischer apparat und verfahren zu dessen herstellung | |
| DE2132739A1 (de) | Verfahren zum isolieren der feldspulen gegenueber dem blechpaket | |
| DE1488663C (de) | Verfahren zum Imprägnieren und maßgerechten Aushärten der Isolierung von Wicklungselementen der Ständerwicklung einer elektrischen Großmaschine mit geteiltem Ständerblechpaket | |
| DE1106380B (de) | Anwendung des Verfahrens zur Herstellung von Koerpern aus durch Polymerisation erhaertenden, loesungsmittelfreien Kunstharzen durch Schleudern in einer Form | |
| DE2255212A1 (de) | Verfahren zum umgiessen von teilen insbesonders impraegnierten teilen elektrischer geraete und/oder deren komponenten mit kunstharz | |
| DE2446561C3 (de) | Vorrichtung zum Umhüllen ringförmiger magnetischer Bauelemente, insbesondere ringförmiger Ferrit-, Misch- und Bandkerne, mit einer tiefziehfähigen Kunststoffolie | |
| DE1071217B (de) | ||
| DE1613441B2 (de) | Verfahren und vorrichtung zum impraegnieren und massgerechten aushaerten von wicklungselementen elektrischer maschinen | |
| DE3239865A1 (de) | Elektrischer wickelkondensator, sowie verfahren und vorrichtung zu seiner herstellung | |
| DE1490393B1 (de) | Verfahren zur Herstellung von Isolierungen fuer elektrische Maschinen,Geraete oder Apparate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890218 |
|
| 17Q | First examination report despatched |
Effective date: 19910627 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 71768 Country of ref document: AT Date of ref document: 19920215 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3867721 Country of ref document: DE Date of ref document: 19920227 |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920520 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920527 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19920611 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920615 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19920624 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920630 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19920715 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920818 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19920916 Year of fee payment: 5 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2030111 Country of ref document: ES Kind code of ref document: T3 |
|
| RAP4 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: ALCATEL SEL AKTIENGESELLSCHAFT |
|
| 26 | Opposition filed |
Opponent name: MWB MESSWANDLER-BAU AG Effective date: 19920929 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: MWB MESSWANDLER-BAU AG |
|
| ITPR | It: changes in ownership of a european patent |
Owner name: CAMBIO RAGIONE SOCIALE;ALCATEL SEL AKTIENGESELLSCH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930617 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 27W | Patent revoked |
Effective date: 19930903 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state |
Free format text: 930903 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| EUG | Se: european patent has lapsed |
Ref document number: 88109591.3 Effective date: 19940110 |