EP0280786A2 - Elément abrasif pour dispositifs de meulage motorisés - Google Patents
Elément abrasif pour dispositifs de meulage motorisés Download PDFInfo
- Publication number
- EP0280786A2 EP0280786A2 EP87119288A EP87119288A EP0280786A2 EP 0280786 A2 EP0280786 A2 EP 0280786A2 EP 87119288 A EP87119288 A EP 87119288A EP 87119288 A EP87119288 A EP 87119288A EP 0280786 A2 EP0280786 A2 EP 0280786A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- body according
- grinding
- carrier
- abrasive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 200
- 239000002184 metal Substances 0.000 claims description 25
- 229910052751 metal Inorganic materials 0.000 claims description 25
- 239000000463 material Substances 0.000 claims description 15
- 239000010432 diamond Substances 0.000 claims description 13
- 229910003460 diamond Inorganic materials 0.000 claims description 12
- 229920003002 synthetic resin Polymers 0.000 claims description 6
- 239000000057 synthetic resin Substances 0.000 claims description 6
- 229910000831 Steel Inorganic materials 0.000 claims description 5
- 239000010959 steel Substances 0.000 claims description 5
- 239000004744 fabric Substances 0.000 claims description 4
- 239000000919 ceramic Substances 0.000 claims description 3
- 230000000694 effects Effects 0.000 description 9
- 239000003292 glue Substances 0.000 description 6
- 230000001133 acceleration Effects 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 238000000034 method Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 2
- 239000010431 corundum Substances 0.000 description 2
- 229910052593 corundum Inorganic materials 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- UDQTXCHQKHIQMH-KYGLGHNPSA-N (3ar,5s,6s,7r,7ar)-5-(difluoromethyl)-2-(ethylamino)-5,6,7,7a-tetrahydro-3ah-pyrano[3,2-d][1,3]thiazole-6,7-diol Chemical compound S1C(NCC)=N[C@H]2[C@@H]1O[C@H](C(F)F)[C@@H](O)[C@@H]2O UDQTXCHQKHIQMH-KYGLGHNPSA-N 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 description 1
- 229940125936 compound 42 Drugs 0.000 description 1
- 239000012050 conventional carrier Substances 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- SYUXAJSOZXEFPP-UHFFFAOYSA-N glutin Natural products COc1c(O)cc2OC(=CC(=O)c2c1O)c3ccccc3OC4OC(CO)C(O)C(O)C4O SYUXAJSOZXEFPP-UHFFFAOYSA-N 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D99/00—Subject matter not provided for in other groups of this subclass
Definitions
- the invention relates to a grinding body for motor-driven grinding apparatus, comprising a carrier and cutting bodies protruding therefrom.
- Such grinding wheels for motor-driven grinding apparatus have been known for a long time.
- This is the sanding paper that is usually used in the sanding apparatus.
- this abrasive paper has the disadvantage that after a short time the material abrasion noticeably subsides, which is due on the one hand to increasing wear of the abrasive body and on the other hand to an increasing filling of a chip space existing between the cutting bodies.
- the grinding body wears out due to the high acceleration forces which are transmitted to the cutting bodies in the case of the motor-driven grinding apparatus and lead to a loosening of the cutting bodies from the carrier, so that the cutting bodies break out of the carrier in the course of time.
- the bond between the cutting body and the carrier is usually designed to be elastic, so that the strong acceleration forces can be damped.
- glue in particular glutin glue or skin glue.
- the sanding papers usually used in motor-driven grinding tools have such a glue bond of the cutting body to the carrier.
- the invention has for its object to improve a grinding body for motor-driven grinding apparatus of the generic type such that an improved grinding performance is achieved.
- This rigid connection of the cutting bodies to the carrier shows - particularly in the case of motor-driven grinding apparatuses in which large acceleration forces act on the cutting bodies - surprisingly, contrary to expectations, an improved grinding performance, which also results in less wear on the grinding body, i.e. on a smaller number of grinding wheels broken-out cutting bodies.
- the rigid body on the support means that the cutting body no longer tilts relative to the workpiece and thus in the course of the process their wear is sharpened at the same time, since on the cutting bodies, which essentially always maintain their alignment with the workpiece, their wear on the workpiece results in surfaces with sharp edges at their edges, which is not possible with an elastic mounting of the cutting bodies on the carrier, because the cutting bodies are caused by the constant tilting when worn is always rounded off.
- the improved grinding effect is due to the fact that a smaller number of cutting bodies are broken out and that the cutting bodies re-sharpen themselves along their edges as they wear out and therefore always have sharp edges in a substantially tangential direction to the workpiece surface.
- a sufficient chip space between the cutting bodies can, however, not only be achieved in that the cutting bodies are at a larger average distance from one another than previously known, because it is also important for the chip space how the carrier is formed in the space between the cutting bodies.
- the carrier surface is advantageously set back between the cutting bodies, it is also important how the carrier surface is designed in this area. For example, it is expedient if the carrier has a substantially uniform carrier surface from which the cutting bodies protrude. Such a design of the carrier surface allows, on the one hand, to make the chip space optimally large and, on the other hand, this chip space can be emptied easily, since the chips cannot become lodged in the rough surface on the support surface and the chip space is thereby emptied quickly enough.
- the cheapest and simplest solution regarding the formation of the carrier surface provides that the carrier has an approximately flat carrier surface.
- the cutting bodies have not been defined as such, i.e.
- customary cutting bodies for example made of corundum, boron nitride and comparable materials, can also be used. These particles usually have a polygonal, angular structure.
- the cutting bodies In connection with the rigid mounting of the cutting bodies on the carrier, however, it is advantageous if the cutting bodies have an approximately parallel front surface at their end facing away from the carrier surface.
- This design of the cutting bodies has the advantage that the cutting bodies rest on the workpiece with this front surface and the movement of the cutting bodies relative to the front surface merely leads to the cutting bodies removing material that protrudes into the spaces between them. The result of this is that the surface to be ground is removed much more uniformly than is the case with the previously known cutting bodies, some of which are pointed at the front.
- the quality of the surfaces to be machined can be improved further in that the front surfaces of all the cutting bodies lie essentially on a geometrical surface, so that none of the cutting bodies engages deeper than the other in the workpiece to be machined.
- This geometric surface can be designed in accordance with the shape to be machined in each case, for example the geometric surface can have a cylindrical shape when machining roundings or bores. With surface grinding, however, it is necessary that the geometric surface is a plane in which all front surfaces of the cutting bodies lie.
- the cutting bodies lie approximately in one plane with their front surface and have cutting edges arranged on the edge of the front surface, so that any movement of the cutting bodies in the plane of their front surface results in a cutting engagement of these cutting edges in the Surface of the workpiece to be machined.
- cutting edges arranged in this way also have the advantage that they grind themselves with increasing wear of the cutting bodies in the region of their front surface, so that there is always an optimal grinding effect of each cutting body.
- a suitable shape for the cutting body is one in which it is cylinder-like.
- the cutting body is provided with an all-round undercut below the front surface, so that sharp edges with a wedge angle of less than 90 ° form on the circumference of the front surface.
- the cutting bodies have an approximately circular cross section.
- the cutting bodies can also be advantageous in special cases, for example if a special cut is to be achieved by the edges, if the cutting bodies have an approximately polygonal cross section, preferably using a cross section which shows the shape of a regular polygon.
- a triangular cross section or a square cross section can be mentioned as exemplary embodiments.
- the height of the cutting bodies can be chosen as desired. It has proven to be advantageous and in particular for soft materials to be sufficient if the cutting bodies rise from the carrier surface by at least 0.1 mm. However, it is even more favorable if the cutting bodies rise from the support surface by at least 0.3 mm. In the case of hard materials in particular, optimal conditions are achieved when the cutting bodies rise from the carrier surface by at least 0.5 mm.
- the cutting bodies are arranged in a regular pattern.
- One form of such a pattern provides that the pattern is made up of concentric circles, which are expediently arranged in such a way that the center points of the circles lie approximately on the corner points of isosceles triangles.
- This defined arrangement of the cutting bodies makes it possible to take account of the movements of the motor drive at the same time, the pattern being selected from the point of view that every surface element of the workpiece to be machined is machined by at least one cutting body.
- the pattern can also be adapted to the different angular velocities and arc segments to be traversed by the individual cutting bodies arranged at different distances from the center, so that the grinding performance of each individual cutting body can be determined by the pattern.
- the cutting bodies are embedded in the carrier. This is advantageously possible in that the cutting bodies are held on the carrier by an all-synthetic resin embedding. It is known to hold cutting bodies on a support in the usual way with glue or also with synthetic resin. However, this holder is not sufficient in the context of the present invention. The only possibility that meets the requirements according to the present invention with regard to the rigidity of the connection between the cutting bodies and the carrier is an all-synthetic resin embedding.
- Another embedding of the cutting bodies which is very expedient in some cases, provides that the cutting bodies are held in a metal embedding.
- This metal embedding allows a correspondingly rigid mounting of the cutting bodies.
- Another expedient embedding variant provides that the cutting bodies are held in a ceramic embedding.
- the carrier is usually made of an elastic and bendable material, for example of a fabric or of paper.
- the carrier itself is a rigid body.
- the carrier is a metal sheet, this metal sheet may in particular be a steel sheet which, because of its hardness, is suitable for the rigid holding of the cutting bodies according to the invention.
- a hard metal is preferably provided here.
- the cutting bodies are diamond grains. These diamond grains are also expediently arranged such that their front cutting edges lie essentially in one plane.
- a particularly suitable variant preferably in conjunction with a carrier made of sheet steel and cutting bodies made of metal, provides that the cutting bodies are held on the carrier surface.
- One embodiment is particularly easy to manufacture if the cutting body and carrier are in one piece, i.e. are made from the same piece of material.
- a surface of a corresponding metal sheet is provided with a cover in the area of the cutting bodies and etched in the areas in between, so that the cutting bodies stop and the carrier surface is set back with respect to the front surface of the cutting bodies due to the material etched out.
- a chromium-nickel steel sheet is preferably used as the starting material.
- the carrier is a woven material, which can be a woven fabric made of natural fibers, synthetic fibers or even metal fibers.
- Another exemplary embodiment which is to be regarded as an alternative to the previous exemplary embodiments, provides that the cutting bodies are embossed from the carrier and are thus connected in one piece to the carrier. By embossing the cutting body, this embodiment is extremely simple and inexpensive to manufacture.
- abrasive body in which the cutting bodies are pronounced shaped bodies from the carrier, so that these cutting bodies only have a polishing effect due to the fact that they slide over the surface of the material to be processed Achieve material.
- an embodiment which is advantageous in use is designed such that the carrier carries an elastic support on its side opposite the cutting bodies.
- the elastic support is then in turn expediently held on an underside of a motor-driven plate, so that the support as a whole still has a certain mobility due to the elastic support relative to the motor-driven plate, but it is always ensured that the cutting bodies are held rigidly relative to the support.
- the invention is also based on the object of using the grinding tool according to the invention in the most advantageous variants of motor-driven grinding apparatus.
- this object is achieved in one of the abrasive bodies described above in that the abrasive body is used as a grinding member in orbital sanders.
- the object is achieved in one of the abrasive bodies described above in that the abrasive body is used as a grinding member in grinders with rotating grinding members.
- the object according to the invention is achieved in one of the abrasive bodies described above in that the abrasive body is used as a grinding member in grinders with a grinding tool which can be pivoted oscillating about a fixed axis.
- This type of grinding apparatus differs fundamentally from the other grinding apparatuses due to its special type of movement of the grinding tool.
- the grinding member is pivoted back and forth at an oscillation frequency of several thousand to several tens of thousands per minute by angles less than 10 °, preferably less than 7 °.
- this grinding apparatus which is particularly suitable for the use of the grinding wheel according to the invention, reference is made to the PCT application PCT / DE 86/00466 and the German utility model 86 18 750.3. With this grinding apparatus, very high acceleration forces occur on the cutting element itself, which, in the case of conventionally used grinding papers, lead to their grinding effect weakening prematurely.
- the use of the grinding member according to the invention in such grinders has the result that the grinding action of these grinding bodies is also significantly improved compared to the action with other motor-driven grinding devices, which is due to the fact that the advantageous properties of the grinding body according to the invention meet the movement characteristics of this motor-driven grinding device.
- a carrier in which the cutting bodies are bound by the usual glue does not achieve satisfactory grinding results.
- a rigid attachment of the cutting body to the carrier is used in the manner according to the invention, there is an extraordinarily great improvement in the grinding performance, which manifests itself on the one hand in an increased service life of the grinding body as such and on the other hand in a significantly higher one compared to other grinding devices even when the grinding body is not used Grinding performance, which is due to the special type of movement of the grinding wheel in this grinding apparatus.
- the oscillating movement also cooperates with cutting bodies in accordance with the advantageous embodiments of the subclaims in an ideal manner, since the opposing stresses on both sides of these cutting bodies in particular affect the front surface of the cutting bodies parallel to the carrier surface, and thus the lateral cutting edges lying in the plane of the front surface maintained for a long time.
- the large chip space also accommodates the oscillating movement, because due to the high grinding performance there is also the need to accommodate a large amount of chips between the cutting bodies and to move them aside. The amount of chips has also led to difficulties with the previously known abrasive papers, since the size of the chip spaces was not suitable for this because of the high abrasive effect with opposing oscillating movement.
- the top view of a first exemplary embodiment of a grinding body according to the invention, designated overall as 10, shows in detail a carrier 12 with a carrier surface 14 on which a multiplicity of cutting bodies 16 are held in a specific pattern.
- these cutting bodies 16 have an approximately circular cross section in plan view and rise from the carrier surface 14 as small cylinders. These cylinders have a circular front surface 18 running approximately parallel to the carrier surface 14, which lies on the workpiece to be machined when the grinding wheel according to the invention is used.
- a circular, sharp edge which represents a cutting edge 20, is formed around the front face 18 on the circumference of the cylinders.
- the cutting edges 20 of all cutting bodies 16 lie approximately in the plane of the front surfaces 18, so that the cutting edges 20 are moved directly over the surface of the workpiece to be machined during grinding. Furthermore, all front surfaces 18 also lie approximately in a dash-dotted plane 22, which runs approximately parallel to the carrier surface 14.
- the exemplary embodiment according to the invention shows that the cutting bodies 16 and the carrier 12 are formed in one piece, i.e. both are made from a single chrome-nickel steel plate, which guarantees an optimal rigid attachment of the cutting bodies 16 on the carrier 12.
- the exemplary embodiment of a grinding body according to the invention described here is used in a grinder in which the grinding member is pivoted in an oscillating manner about an axis fixed to the device.
- the axis fixed to the device is provided with the reference numeral 26 in FIG.
- All of the cutting bodies 16 on the carrier 12 thus move on circular paths in a plane perpendicular to the axis 26.
- this movement is exemplified by the example of the two cutting bodies 16 shown there by the arrow 28.
- a special embodiment of the grinding body according to the invention shows an elastic support 30 held on a side of the carrier 12 opposite the cutting bodies 16, which in turn is held on a plate 32. This plate 32 is driven directly by the respective grinding apparatus.
- the cutting body 16 ⁇ no longer have the shape of a cylinder but a single-shell hyperboloid and therefore show below its front surface 18 ⁇ an all-round undercut 34, which leads to the fact that the circumference of the Front surface 18 ⁇ formed cutting edge 20 ⁇ has a larger wedge angle than in the first embodiment and also the chip space 24 ⁇ between the individual cutting bodies 16 ⁇ is even larger.
- the cutting bodies 16 ⁇ are preferably formed in one piece on the carrier 12 ⁇ .
- a third and fourth exemplary embodiment, shown in FIGS. 5 and 6 do not use regularly shaped bodies as cutting bodies 16 ⁇ , but rather grains, which are preferably diamond grains. However, it is also conceivable to use corundum grains instead of the diamond grains.
- these diamond grains 16 ⁇ are soldered onto a surface 14 ⁇ of the metal plate forming the carrier 12 ⁇ , the lower end thereof facing the carrier 12 ⁇ being embedded in soldering material 36.
- the grain size of these cutting bodies is preferably also chosen so that their front cutting edges 38 are also essentially in a plane 40 parallel to the carrier 12 'in order to achieve a uniform grinding performance.
- the distances between the cutting bodies 16 ⁇ are chosen exactly as in the first exemplary embodiments so that sufficiently large chip spaces 24 ⁇ are present.
- a particularly suitable fastening of the cutting bodies 16 ⁇ provides for brazing them on a carrier plate 12 ⁇ .
- a variant of the third embodiment shown in FIG. 5 can also be designed so that the diamond grains 16 ⁇ are not soldered onto the carrier plate 12 ⁇ , but are welded on, which ensures an even better strength of the diamond grains 16 ⁇ on the carrier plate 12 ⁇ , in particular resulting in less breaking out of the diamond grains 16 ⁇ .
- the fourth embodiment shown in Fig. 6, shows cutting bodies 16 ⁇ , which can also be diamond grains. In contrast to the third exemplary embodiment, however, these are inserted into an investment material 42 from which they protrude with their front cutting edges 38.
- This investment compound 42 can be, for example, a ceramic compound or a synthetic resin compound or possibly also a metallic compound. The distances between these cutting bodies 16 ⁇ are selected as in the exemplary embodiments described above.
- a fifth and sixth exemplary embodiment, shown in FIGS. 7 and 8, show special shapes of the cutting bodies 16 of the first exemplary embodiment. These have a cylindrical shape, this cylinder having a rectangular cross section in the fifth exemplary embodiment and a triangular cross section in the sixth exemplary embodiment. Otherwise, the arrangement and the remaining design of these cutting bodies 16 are identical to those of the first exemplary embodiment.
- a seventh exemplary embodiment, shown in detail in FIG. 9, differs fundamentally from the above-mentioned exemplary embodiments with regard to the design of the carrier 12 ′′′, since in this the carrier 12 ′′′ is produced from a woven material.
- this fabric can be one with a wide variety of fibers.
- On this carrier 12 Schneid cutting body 16 ′′′ are placed in the form of hard metal plates with the distances and spaces according to the invention.
- This cutting body 16 ′′′ can for example be glued to the tissue or, if the tissue 12 ′′′ is a metal mesh, soldered or welded on.
- the hard metal plates 16 ′′′ can also have any cross-sectional shapes, for example they can be cuboid or cylindrical in shape, undercuts also being useful below the front surfaces 18 ′′′.
- This fabric which is designed as a support 12,, such as the support 12 of the first exemplary embodiment, can be held on an elastic support 30, which in turn lies on the plate 32.
- this elastically designed carrier 12 die there is the possibility that the cutting body 16 ′′′ with its front surfaces 18 ′′′ can better adapt to a surface to be machined that deviates from a flat surface.
- the cutting bodies 16 ⁇ are formed from the carrier plate 12 ⁇ , the cutting bodies 16′′′ being elevations which extend from a plane defined by the carrier 12 ⁇ .
- the cutting body 16 ⁇ certain Have shapes, for example these can be rhomboid or pyramid-like shapes.
- FIG. 12 The use of a grinding body 10 according to the invention as a grinding member 44 of an orbital sander 46 is shown in FIG. 12.
- a drive 48 acts with an eccentric on the grinding member 44 and moves it in a plane in directions 49 and 50 perpendicular to one another.
- FIG. 1 The use of a grinding body according to the invention as a grinding member 52 of a rotary grinder 54 is shown in FIG.
- the grinding member 52 is driven in rotation by a drive 56 about an axis 58 in accordance with the arrow 60.
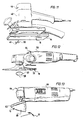
- FIG. 13 shows the use of an abrasive body according to the invention as a grinding member 62 of a grinder denoted as a whole by 64, the drive 66 of which swings the grinding member back and forth oscillating about a fixed axis 68 by small angles according to an arrow 70, these angles being less than 10 ° are preferably less than 7 °, as shown in FIG. 13.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3706906 | 1987-03-04 | ||
| DE19873706906 DE3706906A1 (de) | 1987-03-04 | 1987-03-04 | Schleifkoerper fuer motorgetriebene schleifapparate |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0280786A2 true EP0280786A2 (fr) | 1988-09-07 |
| EP0280786A3 EP0280786A3 (en) | 1989-08-30 |
| EP0280786B1 EP0280786B1 (fr) | 1992-04-29 |
Family
ID=6322233
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87119288A Expired - Lifetime EP0280786B1 (fr) | 1987-03-04 | 1987-12-29 | Elément abrasif pour dispositifs de meulage motorisés |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0280786B1 (fr) |
| JP (1) | JPS63283867A (fr) |
| DE (2) | DE3706906A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6045887A (en) * | 1994-08-25 | 2000-04-04 | Black & Decker Inc. | Abrasive sheets |
| DE102009054812A1 (de) | 2009-12-17 | 2011-06-22 | Robert Bosch GmbH, 70469 | Werkzeug für eine Handwerkzeugmaschine |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2829224B2 (ja) * | 1992-08-14 | 1998-11-25 | リョービ モーター プロダクツ コーポレーション | 研磨装置 |
| US5533926A (en) * | 1992-09-04 | 1996-07-09 | Ryobi North America | Sandpaper pad and pad support for a detail sander |
| US5637034A (en) * | 1993-08-13 | 1997-06-10 | Ryobi North America, Inc. | Detail sander |
| DE10047543A1 (de) * | 2000-09-22 | 2002-04-11 | Bosch Gmbh Robert | Schleifkörper und Schleifmittel für ein elektrisches Schleifwerkzeug sowie elektrisches Schleifwerkzeug |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2226553A (en) * | 1933-04-12 | 1940-12-31 | Minnesota Mining & Mfg | Sheeted cellulosic material and abrasive article and process of making the same |
| GB1441899A (en) * | 1974-04-23 | 1976-07-07 | Broido J J G G | Grinding and polishing tools |
| DE2651563A1 (de) * | 1975-11-11 | 1977-05-18 | Showa Denko Kk | Vorrichtung und verfahren zur herstellung von spiegelpolitur auf glas |
| GB1511346A (en) * | 1974-05-28 | 1978-05-17 | Engelhard Min & Chem | Abrasive tool for grindling and polishing purposes |
| US4617767A (en) * | 1985-01-14 | 1986-10-21 | Ali Frank F | Sanding, buffing and polishing tool and parts thereof |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5429188A (en) * | 1977-08-09 | 1979-03-05 | Honda Motor Co Ltd | Abrasive wheel for grinding machine and method of producing the same |
| JPS58100689A (ja) * | 1981-12-08 | 1983-06-15 | Komatsu Ltd | 電着砥石の製造方法 |
| JPS59191256U (ja) * | 1983-06-03 | 1984-12-19 | 株式会社東京ダイヤモンド工具製作所 | 超砥粒研削砥石 |
-
1987
- 1987-03-04 DE DE19873706906 patent/DE3706906A1/de not_active Withdrawn
- 1987-12-29 EP EP87119288A patent/EP0280786B1/fr not_active Expired - Lifetime
- 1987-12-29 DE DE8787119288T patent/DE3778687D1/de not_active Expired - Lifetime
-
1988
- 1988-03-02 JP JP63047653A patent/JPS63283867A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2226553A (en) * | 1933-04-12 | 1940-12-31 | Minnesota Mining & Mfg | Sheeted cellulosic material and abrasive article and process of making the same |
| GB1441899A (en) * | 1974-04-23 | 1976-07-07 | Broido J J G G | Grinding and polishing tools |
| GB1511346A (en) * | 1974-05-28 | 1978-05-17 | Engelhard Min & Chem | Abrasive tool for grindling and polishing purposes |
| DE2651563A1 (de) * | 1975-11-11 | 1977-05-18 | Showa Denko Kk | Vorrichtung und verfahren zur herstellung von spiegelpolitur auf glas |
| US4617767A (en) * | 1985-01-14 | 1986-10-21 | Ali Frank F | Sanding, buffing and polishing tool and parts thereof |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6045887A (en) * | 1994-08-25 | 2000-04-04 | Black & Decker Inc. | Abrasive sheets |
| DE102009054812A1 (de) | 2009-12-17 | 2011-06-22 | Robert Bosch GmbH, 70469 | Werkzeug für eine Handwerkzeugmaschine |
| WO2011072919A1 (fr) | 2009-12-17 | 2011-06-23 | Robert Bosch Gmbh | Outil pour une machine-outil portative |
| CN102655982A (zh) * | 2009-12-17 | 2012-09-05 | 罗伯特·博世有限公司 | 用于手持式工具机的刀具 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0280786B1 (fr) | 1992-04-29 |
| DE3778687D1 (de) | 1992-06-04 |
| EP0280786A3 (en) | 1989-08-30 |
| JPS63283867A (ja) | 1988-11-21 |
| DE3706906A1 (de) | 1988-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE68919454T2 (de) | Werkzeugeinsatz. | |
| DE69428157T2 (de) | Verfahren und Vorrichtung zum Schärfen von Messern | |
| DE69601684T2 (de) | Schmirgelmaschine | |
| DE602005001842T2 (de) | Schleifelement | |
| CH646628A5 (de) | Schleifkoerper fuer die metallbearbeitung. | |
| WO2019063044A1 (fr) | Outil de rectification et/ou de séparation et procédé de rectification et/ou de séparation | |
| EP0264700A1 (fr) | Procédé pour appliquer une cannelure contournante au bord d'un disque semi-conducteur d'un dispositif de puissance semi-conducteur | |
| EP1321233A1 (fr) | Outil de polissage | |
| EP0336066B1 (fr) | Meule de rectification en plongée | |
| EP0280786B1 (fr) | Elément abrasif pour dispositifs de meulage motorisés | |
| DE3114687A1 (de) | Schneidblatt | |
| DE2931695C2 (de) | Schleifkörper zum Vor- und Nachschleifen | |
| DE3606581C2 (fr) | ||
| DE2543275C3 (de) | Umfangs-Segmentschleifscheibe | |
| DE2922776C2 (fr) | ||
| EP0896860A2 (fr) | Meule de rectification | |
| DE8108082U1 (de) | Abrichtwerkzeug | |
| DE3937180C2 (fr) | ||
| DE3810032A1 (de) | Wendeschneidplatte und vorrichtung sowie verfahren fuer ihre herstellung | |
| DE4143262C2 (de) | Honleiste | |
| DE4243749A1 (de) | Schleifwerkzeug, insbesondere Feinschleifwerkzeug, und Verfahren zu dessen Herstellung | |
| DE896896C (de) | Anwendung und Ausbildung eines Schneidwerkzeuges mit Hartmetallschneide | |
| DE9002860U1 (de) | Scheibe zur Behandlung eines Fußbodens | |
| DE666818C (de) | Handgeraet zum Laeppen von Hartstoffschneiden mittels Diamantsplittern | |
| DE3020314C2 (de) | Werkzeug zum Abrichten von Schleifscheiben |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19890914 |
|
| 17Q | First examination report despatched |
Effective date: 19910122 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 3778687 Country of ref document: DE Date of ref document: 19920604 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19941125 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19941128 Year of fee payment: 8 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 87119288.6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19951229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19951231 Ref country code: CH Effective date: 19951231 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19951229 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20011015 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20011203 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021230 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030207 Year of fee payment: 16 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051229 |