EP0173673A2 - Mauerstein für die Errichtung von aufgehendem Mauerwerk, sowie Verfahren und Vorrichtung zur Herstellung solcher Mauersteine - Google Patents
Mauerstein für die Errichtung von aufgehendem Mauerwerk, sowie Verfahren und Vorrichtung zur Herstellung solcher Mauersteine Download PDFInfo
- Publication number
- EP0173673A2 EP0173673A2 EP85890176A EP85890176A EP0173673A2 EP 0173673 A2 EP0173673 A2 EP 0173673A2 EP 85890176 A EP85890176 A EP 85890176A EP 85890176 A EP85890176 A EP 85890176A EP 0173673 A2 EP0173673 A2 EP 0173673A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- brick
- chambers
- section
- density
- masonry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B2/00—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls
- E04B2/02—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls built-up from layers of building elements
- E04B2/42—Walls having cavities between, as well as in, the elements; Walls of elements each consisting of two or more parts, kept in distance by means of spacers, at least one of the parts having cavities
- E04B2/44—Walls having cavities between, as well as in, the elements; Walls of elements each consisting of two or more parts, kept in distance by means of spacers, at least one of the parts having cavities using elements having specially-designed means for stabilising the position; Spacers for cavity walls
- E04B2/48—Walls having cavities between, as well as in, the elements; Walls of elements each consisting of two or more parts, kept in distance by means of spacers, at least one of the parts having cavities using elements having specially-designed means for stabilising the position; Spacers for cavity walls by filling material with or without reinforcements in small channels in, or in grooves between, the elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
- B28B13/023—Feeding the moulding material in measured quantities from a container or silo by using a feed box transferring the moulding material from a hopper to the moulding cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0097—Press moulds; Press-mould and press-ram assemblies
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B2/00—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls
- E04B2/02—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls built-up from layers of building elements
- E04B2002/0202—Details of connections
- E04B2002/0204—Non-undercut connections, e.g. tongue and groove connections
- E04B2002/0208—Non-undercut connections, e.g. tongue and groove connections of trapezoidal shape
Definitions
- the invention relates to a mourning stone for the erection of masonry, as well as a method and an apparatus for producing such bricks.
- the walls, and especially the outer walls of buildings, especially those for residential purposes, are said to be such that pleasant living conditions prevail inside the building and energy-saving heating is possible.
- the bricks used for the construction of such structures should therefore meet certain conditions with regard to thermal and acoustic insulation.
- the vapor diffusion resistance should have a certain course so that unwanted moisture penetration of the masonry is prevented. It is also advantageous if the walls have a certain heat storage capacity, which means that temperature fluctuations inside the building can be achieved with fluctuating outside temperatures and the temperature inside the building can be kept constant in a desired manner over a certain period of time.
- Constructions are also known in which two or more separately produced layers are connected to one another, for example by gluing, at least one of the layers representing a heat-insulating layer.
- constructions have the essential disadvantage that when the insulating layer is attached to the outside, due to the large temperature difference between the inside and outside the effect of the vapor diffusion there is an undesirable moisture accumulation in the masonry within the insulating layer. If, on the other hand, the insulating layer is attached to the inside, such masonry has no heat storage capacity at all, so there is no complete balancing and temperature-regulating effect.
- the present invention has set itself the task of avoiding the disadvantages mentioned and creating a brick for the erection of rising masonry, which has optimal properties with regard to heat and sound insulation, heat storage capacity and steam diffusion and can be easily manufactured, so that the erection the masonry can easily be done by means of such bricks.
- the brick according to the invention is essentially characterized in that it consists of at least two sections of different densities, but preferably of the same material composition, the separation between the two sections being essentially parallel to the masonry plane.
- the brick according to the invention is formed in one piece and homogeneously with the same material composition, there is no discontinuity in the temperature profile between the outside and the inside, so the brick according to the invention has an approximately constant over its entire thickness between the outside and the inside Vapor diffusion resistance, so that undesirable moisture accumulations in the masonry are avoided.
- optimum values result in every respect, which can be varied within certain limits by changing the density and / or the material composition of each of the two sections and so can be adapted to the respective conditions.
- chambers passing through from top to bottom are only provided in the section of lower density, as is customary in known hollow blocks.
- the fact that these chambers are arranged only in the section of lower density increases the heat-insulating effect of this section without the storage effect of the brick being impaired.
- the chambers preferably have, at least in part, an arcuate cross section.
- the volume of the chambers is increased compared to straight chambers without an increase in the width of the chambers, which would bring about an undesirable increase in convection and thus a reduction in the heat-insulating effect.
- the cross section of the chambers is expediently delimited by arcs at least in the central region of the width of the stone extending in the direction of the masonry plane, the arcs preferably having a common center point from chambers arranged adjacent in the direction perpendicular to the inside of the brick.
- the advantage is achieved that the webs arranged between the circular arc-shaped chambers have the same width everywhere, that is to say the distance between the chambers is the same everywhere, which results in optimal thermal insulation values.
- the cross section of the chambers is smaller in the area adjacent to the upper cover surface than in the rest of the area.
- one section has a density between 500 and 700 kg / m 3 and the other section has a density between 800 and 1200 kg / m 3 having.
- the properties of the stone can be varied within certain limits and adapted to the respective requirements.
- the production of the brick according to the invention can be carried out in a simple manner in that, according to the invention, two masses of different density forming the brick are poured into an open-top mold at the same time, but at a lateral distance, and are then allowed to harden.
- the separation between the two masses can be achieved at the desired location of the brick, without it being necessary to od a partition at the point of separation. The like.
- the method according to the invention has the further advantage that a homogeneous brick is produced when the method is used, since the two masses partially flow into one another at the point of separation of the two sections.
- the device for producing the bricks according to the invention is essentially characterized by at least one open casting mold, the side walls of which have a shape corresponding to the side walls of the brick, and by a filling device arranged above the casting mold (s), the two compartments for holding the masses of different densities has which compartments are provided in their bottom area with side-by-side outlet openings, an intermediate container being optionally provided between the filling device and the mold.
- the filling device or the intermediate container is above a casting mold or several casting molds and the outlet openings are opened, then the masses of different densities simultaneously enter and fill the casting mold (s), with the appropriate dimensions tion during the casting process, the filled masses are always approximately at the same level, so that a separation of the two masses is ensured in the desired range.
- webs are connected to at least part of the casting mold, preferably with an arcuate cross section.
- the cross section of these webs is preferably smaller in the region of one end of the webs than in the rest of the region, as a result of which the aforementioned reduction in the cross section of the chambers is achieved in the region adjacent to the upper cover surface of the brick.
- a plurality of casting molds can be combined to form a unit, the filling device or the intermediate container being arranged such that it can be moved above this unit of casting molds.
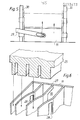
- Fig. 1 shows a brick according to the invention in a horizontal section along the line I - I in Fig. 2 and Fig. 2 shows the brick according to Fig. 1 in a vertical section along the line II-II in Fig. 1.
- Fig. 3 shows schematically in side view an inventive device for producing a stone according to the invention.
- FIG. 4 shows a section along the line IV-IV in FIG. 3 through four casting molds combined into one unit.
- Fig. 5 shows a section along the line V-V in Fig. 3.
- Fig. 6 shows a perspective view of a device for compressing the masses poured into the molds and Fig. 7, also in a perspective view, the filling device of the invention Device.
- the brick according to the invention consists of two sections of different densities, namely a section 1 with a higher density and a section 2 with a lower density te. Both sections preferably have the same material composition and consist, for example, of concrete, but production using clay is also conceivable.
- the dividing line between the two sections is indicated schematically by the dash-dotted line 3, whereby, however, as the manufacturing method explained in more detail later, there is no exact dividing line, rather the two sections of different densities are separated within a certain range. However, this does not matter, since an exact separation between the two sections is not important for the brick according to the invention.
- the section 1 of greater density is arranged on the inside in the production of rising masonry by means of the brick according to the invention and forms a storage part which stores the heat and ensures the required sound insulation.
- the bulk density of this section is between 800 and 1200 kg / m 3 .
- grooves 4 adjacent to the inside 5 of the brick are provided. These grooves 4 serve to facilitate the production of channels on the inside of the masonry for the accommodation of installation lines.
- section 1 On the side, section 1 has large mortar pockets 6, which effectively interrupt the longitudinal sound conduction, but at the same time also bring about additional thermal insulation in the area of the construction joint, especially when using light mortar.
- the section 2 of lower density which brings about the thermal insulation, has chambers 7 which run in part in the form of a circular arc, the circular arcs (radii r 1 to r 4 ) having a common center. This results in an equidistant formation of the chambers 7 also in the area of the arcs.
- the concave side of the chambers 7 faces the inside 5 of the brick, which results in the aforementioned reflection of the high-frequency sources causing the energy transport in the direction of the interior of the room.
- the section 2 of lower density has lugs 8 and recesses 9 on the side surfaces for centering with adjacent building blocks.
- the cross section of the chambers in the region adjoining the upper cover surface 20 is smaller at 7 ′ than in the rest of the region.
- the thickness of the chambers there is reduced from approximately 8 mm to approximately 3 mm. This makes it possible to guide the chambers 7 up to the upper cover surface 20, although mortar penetration into the chambers, which would impair the insulating effect thereof, is largely avoided.
- the stone according to the invention is produced in casting molds, for example, as can be seen from FIG. 4, four casting molds 10 are combined to form a unit 11 which, as can be seen from FIG. 3, is placed on a flat bottom surface 12.
- four casting molds 10 can also be combined to form a unit, and it is of course also possible to produce only a single stone in a single casting mold 10 during each filling process.
- the two masses of different densities required for the production of the stone according to the invention are filled into a filling device 12, which is shown in perspective in FIG. 7.
- the filling device 12 has two filling openings 13, 14 which are separated from one another by a wall 15 and into which the two masses of different densities are filled.
- the masses of different densities filled into the filling openings 13, 14 are distributed over three outlet openings 16, 17, 18 such that the mass of lower density emerges through the two outer outlet openings 16, 18 the middle outlet opening 17, however, the mass of greater density.
- Web 19, which separate the outlet openings 16, 17, 18 from each other, ensure that the masses when exiting Do not mix ten from openings 16, 17, 18 immediately.
- the filling device 12 is located above an intermediate container 20, so that after opening a flap 21 which closes the outlet openings 16, 17, 18 and is not shown in FIG. 7, the masses of different densities are filled into the intermediate container.
- the intermediate container 20 has no bottom and is located above a table 22 which prevents the filled-in water from escaping.
- the flap 21 is closed.
- the intermediate container 20 is moved along rails 23 until it is above the four casting molds 10 combined into one unit. It is then caused by a vibrator, not shown, that the intermediate container 20 is completely emptied into the casting molds 10, which are combined to form a unit 11.
- the intermediate container 20 After the intermediate container 20 has been emptied, it is pushed back into its starting position below the filling device 12. A stamp 25 is then lowered, for example by means of a hydraulic cylinder 26, which causes the masses of different densities filled into the casting molds 10 to be compressed.
- webs 27 are fixed to the side walls of the casting molds, which extend in the upper region of the casting molds from one side wall to the opposite side wall, but are provided with recesses 28 below this uppermost region. These webs 27 serve to produce the chambers 7, the interruptions between the individual chambers being produced where the recesses 28 are provided, since the filled-in masses can pass through these recesses.
- the stamp 25 is lowered so far when compacting the filled masses that the surface of the compacted mass lying against the stamp is below the upper loading border of the recesses 28 is located. The area of the webs above the recesses 28 thus only serves to allow the webs 27 to be fixed to the side walls of the casting molds 10.
- the four casting molds 10 combined into a unit 11 are raised by means of a lifting device 29 (see FIG. 5), the unit being guided along rails 30.
- the stones removed from the surface and resting on the surface 24 can now be removed and left to dry.
- the cross section of the webs 27 is smaller at the lower end adjacent to the support surface 24 than in the rest of the area, so that the areas 7 of reduced cross section of the chambers 7 are formed.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Building Environments (AREA)
Abstract
Description
- Die Erfindung betrifft einen Trauers tein für die Errichtung von aufgehendem Mauerwerk, sowie ein Verfahren und eine Vorrichtung zur Herstellung derartiger Mauersteine.
- Die Mauern, und zwar vor allem die Außenmauern von Bauwerken insbesondere von solchen für Wohnzwecke, sollen sc beschaffen sein, daß im Inneren des Bauwerkes angenehme Wohnverhältnisse herrschen und eine energiesparende Beheizung möglich ist. Die für die Errichtung solcher Bauwerke verwendeten Mauersteine sollen daher bestimmte Bedingungen hinsichtlich der Wärme- und Schalldämmung erfüllen. Weiters soll der Dampfdiffusionswiderstand einen bestimmten Verlauf aufweisen, damit eine unerwünschte Durchfeuchtung des Mauerwerkes verhindert wird. Von Vorteil ist es weiters, wenn die Mauern ein bestimmtes Wärmespeichervermögen besitzen, wodurch bei schwankenden Außentemperaturen ein Temperaturausgleich im Inneren des Bauwerkes erzielt wird und über eine gewisse Zeit die im Inneren des Bauwerkes herrschende Temperatur in erwünschter Weise konstant gehalten werden kann.
- Es sind bereits Mauersteine für die Errichtung von aufgehendem Mauerwerk bekannt, bei welchen beispielsweise durch die Anordnung von Luftkammern günstige Werte hinsichtlich der Wärmedämmung erzielt werden. Diese Mauersteine bewirken jedoch keine ausreichende Schalldämmung und ergeben keine optimalen Werte hinsichtlich des Wärmespeichervermögens.
- Es sind auch Konstruktionen bekannt, bei welchen zwei oder mehrere gesondert hergestellte Schichten miteinander, beispielsweise durch Kleben, verbunden werden, wobei zumindest eine der Schichten eine wärmeisolierende Schicht darstellt. Abgesehen davon, daß die Errichtung von Mauerwerk mittels derartiger Konstruktionen umständlich und zeitraubend ist und eine sichere Verbindung zwischen den einzelnen Schichten nicht immer gewährleistet ist, weisen solche Konstruktionen den wesentlichen Nachteil auf, daß dann, wenn die isolierende Schicht an der Außenseite angebracht ist, infolge der großen Temperaturdifferenz zwischen Innenseite und Außenseite unter der Wirkung der Dampfdiffusion eine unerwünschte Feuchtigkeitsanreicherung im Mauerwerk innerhalb der Isolierschicht erfolgt. Wird hingegen die Isolierschicht an der Innenseite angebracht, so weist ein solches Mauerwerk überhaupt kein Wärmespeichervermögen auf, es fehlt daher die ausgleichende und temperaturregelnde Wirkung vollkommen.
- Die vorliegende Erfindung hat sich zur Aufgabe gestellt, die erwähnten Nachteile zu vermeiden und einen Mauerstein für die Errichtung von aufgehendem Mauerwerk zu schaffen, welcher hinsichtlich Wärme- und Schalldämmung, Wärmespeicherkapazität und Dampfdiffusion optimale Eigenschaften besitzt und einfach hergestellt werden kann, so daß auch die Errichtung des Mauerwerkes mittels solcher Mauersteine einfach erfolgen kann. Der erfindungsgemäße Mauerstein ist im wesentlichen dadurch gekennzeichnet, daß er aus wenigstens zwei Abschnitten verschiedener Dichte, jedoch vorzugsweise gleicher Materialzusammensetzung, besteht, wobei die Trennung zwischen den beiden Abschnitten im wesentlichen parallel zur Mauerwerksebene verläuft. Der Abschnitt größerer Dichte des aus einem Stück bestehenden Mauersteines, welcher an der Innenseite des Mauerwerkes angeordnet wird; wirkt als Wärmespeicher und gewährleistet die erforderliche Schalldämmung, der Abschnitt geringerer Dichte bewirkt die erforderliche Wärmedämmung. Da der erfindungsgemäße Mauerstein einstückig und bei gleicher Materialzusammensetzung homogen ausgebildet ist, ergibt sich keine Unstetigkeitsstelle im Temperaturverlauf zwischen der Außenseite und der Innenseite, der erfindungsgemäße Mauerstein weist also über seine ganze Dicke zwischen Außenseite und Innenseite einen etwa konstanten Dampfdiffusionswiderstand auf, so daß unerwünschte Feuchtigkeitsanreicherungen im Mauerwerk vermieden werden. Bei Verwendung des erfindungsgemäßen Mauersteines ergeben sich somit ohne irgendwelche zusätzlichen Maßnahmen, wie die Aufbringung einer Isolierschicht od. dgl., in jeder Hinsicht optimale Werte, welche durch Veränderung der Dichte und/oder der Materialzusammensetzung jedes der beiden Abschnitte noch innerhalb bestimmter Grenzen variiert werden können und so an die jeweiligen Verhältnisse angepaßt werden können.
- Gemäß einer bevorzugten Ausführungsform der Erfindung sind lediglich im Abschnitt geringerer Dichte von oben nach unten durchlaufende Kammern vorgesehen, wie dies bei bekannten Hohlblocksteinen üblich ist. Dadurch, daß diese Kammern nur im Abschnitt geringerer Dichte angeordnet sind, wird die wärmedämmende Wirkung dieses Abschnittes erhöht, ohne daß die Speicherwirkung des Mauersteines beeinträchtigt wird.
- Vorzugsweise weisen die Kammern zumindest teilweise einen bogenförmigen Querschnitt auf. Dadurch wird das Volumen der Kammern gegenüber gerade verlaufenden Kammern vergrößert, ohne daß eine Vergrößerung der Breite der Kammern erfolgt, welche eine unerwünschte Erhöhung der Konvektion und damit Verringerung der wärmedämmenden Wirkung mit sich bringen würde.
- Zweckmäßig ist der Querschnitt der Kammern zumindest im mittleren Bereich der sich in Richtung der Mauerwerksebene erstreckenden Breite des Steines von Kreisbögen begrenzt, wobei vorzugsweise die Kreisbögen von in Richtung senkrecht zur Innenseite des Mauersteines benachbart angeordneten Kammern einen gemeinsamen Mittelpunkt haben. Im letzteren Fall wird der Vorteil derzielt, daß die zwischen den kreisbogenförmig verlaufenden Kammern angeordneten Stege überall dieselbe Breite besitzen, der Abstand zwischen den Kammern also überall gleich groß ist, wodurch sich optimale wärmedämmende Werte ergeben.
- Vorteilhaft ist es, wenn die konkave Seite der Kammern der Innenseite des Mauersteines zugewendet ist, da sich dann ein optimaler Wärmedurchlaßwiderstand des erfindungsgemäßen Mauersteines aus folgenden Gründen ergibt:
- In einem Isolator erfolgt der Energietransport fast ausschließlich durch hochfrequente elastische Wellen, die sogenannten Phononen. Diese Phononen können sich in einem homogenen Material ungehindert geradlinig ausbreiten, werden jedoch durch den Einbau von Grenzflächen abgelenkt. Trifft eine Welle auf eine solche durch eine luftgefüllte Kammer gebildete Grenzfläche auf, so erfährt diese Welle zum Teil eine Reflexion und zum Teil eine Brechung. Diejenigen Wellen, deren Einfallswinkel größer als der Winkel der Totalreflexion ist, werden totalreflektiert. Daraus ergibt sich, daß der Neigungswinkel der Grenzfläche, also der die Kammer begrenzenden Wände, gegenüber der Richtung der einfallenden Welle dafür maßgebend ist, ob und in welchem Maße eine Reflexion dieser Welle stattfindet. Berechnungen haben nun ergeben, daß durch die erfindungsgemäße Ausbildung der Luftkammern ein Großteil der auftreffenden, den Wärmeenergietransport bewerkstelligenden Wellen totalreflektiert wird, so daß sich auch dadurch eine ganz wesentliche Verbesserung der Wärmedämmung ergibt.
- Gemäß einem weiteren Merkmal der Erfindung ist der Querschnitt der Kammern im an die obere Deckfläche angrenzenden Bereich kleiner als im übrigen Bereich. Diese Ausführungsform ergibt den Vorteil, daß die Kammern über die ganze Höhe des Mauersteines durchlaufend ausgebildet sind, so daß ihre Wirkung hinsichtlich Wärmedämmung groß ist, daß jedoch das Eindringen von Mörtel bei der Herstellung des Mauerwerkes in die Kammern weitgehend unterbunden wird, da durch den kleineren Querschnitt der Mörtel kaum in das Innere der Kammern eindringen kann.
- Es hat sich als zweckmäßig herausgestellt, wenn der eine Abschnitt eine Dichte zwischen 500 und 700 kg/m3 und der andere Abschnitt eine Dichte zwischen 800 und 1200 kg/m3 aufweist. Durch Veränderung der Dichte innerhalb der angegebenen Bereiche können die Eigenschaften des Steines innerhalb gewisser Grenzen variiert und den jeweiligen Erfordernissen angepaßt werden.
- Die Herstellung des erfindungsgemäßen Mauersteines kann auf einfache Weise dadurch durchgeführt werden, daß erfindungsgemäß in eine oben offene Form gleichzeitig, jedoch in seitlichem Abstand, zwei den Mauerstein bildende Massen verschiedener Dichte eingegossen und anschließend aushärten gelassen werden. Durch Wahl entsprechender Mengen der beiden Massen und der Stellen,- wo diese Massen in die Gießform eingegossen werden, kann die Trennung zwischen den beiden Massen an der gewünschten Stelle des Mauersteines erzielt werden, ohne daß es erforderlich ist, an der Trennstelle eine Trennwand od. dgl. in die Form einzusetzen, welche später wieder entfernt werden müßte. Das erfindungsgemäße Verfahren weist, abgesehen von der Einfachheit, den weiteren Vorteil auf, daß bei Anwendung des Verfahrens ein homogener Mauerstein hergestellt wird, da die beiden Massen an der Trennstelle der beiden Abschnitte teilweise ineinanderfließen.
- Die erfindungsgemäße Vorrichtung zur Herstellung der Mauersteine ist im wesentlichen gekennzeichnet durch wenigstens eine offene Gießform, deren Seitenwände eine den Seitenwänden des Mauersteines entsprechende Gestalt aufweisen, und durch eine oberhalb der Gießform(en) angeordnete Fülleinrichtung, die zwei Abteile für die Aufnahme der Massen verschiedener Dichte aufweist, welche Abteile in ihrem Bodenbereich mit nebeneinander angeordneten Austrittsöffnungen versehen sind, wobei gegebenenfalls zwischen der Fülleinrichtung und der Form ein Zwischenbehälter vorgesehen ist. Befinden sich die Fülleinrichtung oder der Zwischenbehälter oberhalb einer Gießform oder mehrerer Gießformen und werden die Austrittsöffnungen freigegeben, so gelangen die Massen verschiedener Dichte gleichzeitig in die Gießform (en) und füllen diese aus, wobei bei entsprechender Dimensionierung während des Gießvorganges sich die eingefüllten Massen etwa immer auf demselben Niveau befinden, so daß eine Trennung der beiden Massen im gewünschten Bereich gewährleistet ist.
- Um die Kammern in dem die geringere Dichte aufweisenden Abschnitt herzustellen, sind erfindungsgemäß mit wenigstens einem Teil der Gießform, vorzugsweise im Querschnitt bogenförmige, Stege verbunden. Der Querschnitt dieser Stege ist hiebei vorzugsweise im Bereich des einen Endes der Stege kleiner als im übrigen Bereich, wodurch die bereits erwähnte Verkleinerung des Querschnittes der Kammern im an die obere Deckfläche des Mauersteines angrenzenden Bereich erzielt wird.
- Um eine rationelle Herstellung der Mauersteine zu ermöglichen, können gemäß einem weiteren Merkmal der Erfindung mehrere Gießformen zu einer Einheit zusammengefaßt sein, wobei die Fülleinrichtung oder der Zwischenbehälter oberhalb dieser Einheit von Gießformen verfahrbar angeordnet ist.
- In der Zeichnung ist die Erfindung an Hand von Ausführungsbeispielen schematisch veranschaulicht. Fig. 1 zeigt einen erfindungsgemäßen Mauerstein in einem Horizontalschnitt nach der Linie I - I in Fig. 2 und Fig. 2 stellt den Mauerstein nach Fig. 1 in einem Vertikalschnitt nach der Linie II- II in Fig. 1 dar. Fig. 3 zeigt schematisch in Seitenansicht eine erfindungsgemäße Vorrichtung zur Herstellung eines erfindungsgemäßen Steines. Fig. 4 zeigt einen Schnitt nach der Linie IV - IV in Fig. 3 durch vier zu einer Einheit zusammengefaßte Gießformen. Fig. 5 stellt einen Schnitt nach der Linie V- V in Fig. 3 dar. Fig. 6 zeigt in perspektiver Darstellung eine Einrichtung zum Verdichten der in die Gießformen eingefüllten Massen und Fig. 7 stellt, gleichfalls in perspektiver Darstellung, die Fülleinrichtung der erfindungsgemäßen Vorrichtung dar.
- Der erfindungsgemäße Mauerstein besteht aus zwei Abschnitten verschiedener Dichte, nämlich aus einem Abschnitt 1 größerer Dichte und aus einem Abschnitt 2 geringerer Dichte. Beide Abschnitte weisen vorzugsweise dieselbe Materialzusammensetzung auf und bestehen beispielsweise aus Beton, jedoch ist auch eine Herstellung unter Verwendung von Lehm denkbar. Die Trennlinie zwischen den beiden Abschnitten ist schematisch durch die strichpunktierte Linie 3 angedeutet, wobei jedoch, wie die später noch näher erläuterte Herstellungsweise erkennen läßt, keine exakte Trennlinie entsteht, vielmehr die Trennung der beiden Abschnitte verschiedener Dichte innerhalb eines gewissen Bereiches stattfindet. Dies spielt jedoch keine Rolle, da es beim erfindungsgemäßen Mauerstein auf eine exakte Trennung zwischen den beiden Abschnitten nicht ankommt.
- Der Abschnitt 1 größerer Dichte ist bei der Herstellung von aufgehendem Mauerwerk mittels des erfindungsgemäßen Mauersteines innen angeordnet und bildet einen Speicherteil, welcher die Wärme speichert und die erforderliche Schalldämmung gewährleistet. Die Rohdichte dieses Abschnittes beträgt zwischen 800 und 1200 kg/m3. In diesem Abschnitt sind lediglich der Innenseite 5 des Mauersteines benachbarte Nuten 4 vorgesehen. Diese Nuten 4 dienen dazu, die Herstellung von Kanälen an der Innenseite des Mauerwerkes für die Unterbringung von Installationsleitungen zu erleichtern. Seitlich weist der Abschnitt 1 große Mörteltaschen 6 auf, die die Schallängsleitung wirksam unterbrechen, gleichzeitig aber auch vor allem bei Verwendung von Leichtmörteln eine zusätzliche Wärmedämmung im Bereich der Arbeitsfuge bewirken.
- Der Abschnitt 2 geringerer Dichte, welche die Wärmedämmung bewirkt, weist Kammern 7 auf, die teilweise kreisbogenförmig verlaufen, wobei die Kreisbögen (Radien r1 bis r4) einen gemeinsamen Mittelpunkt haben. Dadurch ergibt sich eine äquidistante Ausbildung der Kammern 7 auch im Bereich der Kreisbögen.
- Die konkave Seite der Kammern 7 ist der Innenseite 5 des Mauersteines zugewendet, wodurch sich die bereits erwähnte Reflexion der den Energietransport bewirkenden hochfrequenten Qellen in Richtung zum Rauminneren ergibt.
- Der Abschnitt 2 geringerer Dichte weist an den Seitenflächen Nasen 8 und Ausnehmungen 9 zur Zentrierung mit benachbarten Bausteinen auf.
- Wie aus Fig. 2 hervorgeht, ist der Querschnitt der Kammern im an die obere Deckfläche 20 angrenzenden Bereich bei 7' kleiner als im übrigen Bereich. Die Dicke der Kammern ist dort von etwa 8 mm auf ca. 3 mm verringert. Dadurch wird es möglich, die Kammern 7 bis zur oberen Deckfläche 20 zu führen, wobei dennoch ein Eindringen von Mörtel in die Kammern, welches die Isolierwirkung derselben beeinträchtigen würde, weitgehend vermieden wird.
- Die Herstellung des erfindungsgemäßen Steines erfolgt in Gießformen, wobei beispielsweise, wie aus Fig. 4 ersichtlich ist, vier Gießformen 10 zu einer Einheit 11 zusammengefaßt sind, welche, wie aus Fig. 3 hervorgeht, auf einer ebenen Bodenfläche 12 abgestellt ist. Es können aber auch mehr als vier Gießformen zu einer Einheit zusammengefaßt sein und es ist selbstverständlich auch möglich, bei jedem Füllvorgang nur einen einzigen Stein in einer einzigen Gießform 10 herzustellen.
- Die für die Herstellung des erfindungsgemäßen Steines benötigten beiden Massen verschiedener Dichte werden in eine Fülleinrichtung 12 eingefüllt, die in Fig. 7 in perspektiver Darstellung gezeigt ist. Die Fülleinrichtung 12 weist in ihrem oberen Bereich zwei Einfüllöffnungen 13, 14 auf, die durch eine Wand 15 voneinander getrennt sind und in die die beiden Massen verschiedener Dichte eingefüllt werden. Durch entsprechende Formgebung mehrerer im Inneren der Fülleinrichtung 12 vorgesehener Trennwände werden die in die Einfüllöffnungen 13, 14 eingefüllten Massen verschiedener Dichte derart auf drei Austrittsöffnungen 16, 17, 18 verteilt, daß durch die beiden äußeren Austrittsöffnungen 16, 18 die Masse geringerer Dichte austritt, durch die mittlere Austrittsöffnung 17 hingegen die Masse größerer Dichte. Stege 19, welche die Austrittsöffnungen 16, 17, 18 voneinander trennen, gewährleisten, daß die Massen sich beim Austreten aus den Öffnungen 16, 17, 18 nicht sofort miteinander mischen.
- Die Fülleinrichtung 12 befindet sich oberhalb eines Zwischenbehälters 20, so daß nach Öffnen einer die Austrittsöffnungen 16, 17, 18 verschließenden, in Fig. 7 nicht dargestellten Klappe 21 die Massen verschiedener Dichte in den Zwischenbehälter eingefüllt werden. Der Zwischenbehälter 20 weist keinen Boden auf und befindet sich oberhalb eines Tisches 22, der ein Austreten der eingefüllten Nassen verhindert. Sobald das Volumen der im Zwischenbehälter befindlichen Massen für die der vier zu einer Einheit 11 zusammengefaßten Gießformen 10 ausreicht (siehe Fig. 4), wird die Klappe 21 verschlossen. Im Anschluß daran wird der Zwischenbehälter 20 entlang von Schienen 23 verschoben, bis er sich oberhalb der vier zu einer Einheit zusammengefaßten Gießformen 10 befindet. Hierauf wird durch einen nicht dargestellten Rüttler bewirkt, daß sich der Zwischenbehälter 20 vollständig in die zu einer Einheit 11 zusammengefaßten Gießformen 10 entleert. Nach Entleeren des Zwischenbehälters 20 wird dieser in seine Ausgangsposition unterhalb der Fülleinrichtung 12 zurückgeschoben. Hierauf wird ein Stempel 25 beispielsweise mittels eines Hydraulikzylinders 26 abgesenkt, welcher eine Verdichtung der in die Gießformen 10 eingefüllten Massen verschiedener Dichte bewirkt.
- Wie aus den Fig. 4 und 6 hervorgeht, sind an den Seitenwänden der Gießformen 10 Stege 27 fixiert, welche sich im oberen Bereich der Gießformen von einer Seitenwand zur gegenüberliegenden Seitenwand erstrecken, unterhalb dieses obersten Bereiches jedoch mit Ausnehmungen 28 versehen sind. Diese Stege 27 dienen zur Herstellung der Kammern 7, wobei dort, wo die Ausnehmungen 28 vorgesehen sind, die Unterbrechungen zwischen den einzelnen Kammern hergestellt werden, da über diese Ausnehmungen die eingefüllten Massen hindurchtreten können. Der Stempel 25 wird beim Verdichten der eingefüllten Massen so weit abgesenkt, daß die am Stempel anliegende Fläche der verdichteten Massen sich unterhalb der oberen Begrenzung der Ausnehmungen 28 befindet. Der Bereich der Stege oberhalb der Ausnehmungen 28 dient somit lediglich dazu, eine Fixierung der Stege 27 an den Seitenwänden der Gießformen 10 zu ermöglichen.
- Nach dem Verdichten der in die Gießformen 10 eingefüllten Massen werden die vier zu einer Einheit 11 zusammengefaßten Gießformen 10 mittels einer Hebevorrichtung 29 (siehe Fig. 5) angehoben, wobei die Einheit entlang von Schienen 30 geführt ist. Die dadurch entformten, auf der Fläche 24 aufruhenden Steine können nun abtransportiert und trocknen gelassen werden.
- Der Querschnitt der Stege 27 ist am unteren, der Auflagefläche 24 benachbarten Ende kleiner als im übrigen Bereich, damit die Bereiche 7 verringerten Querschnittes der Kammern 7 gebildet werden.
Claims (12)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0278384A AT381531B (de) | 1984-08-30 | 1984-08-30 | Mauerstein fuer die errichtung von aufgehendem mauerwerk, sowie verfahren und vorrichtung zur herstellung solcher mauersteine |
| AT2783/84 | 1984-08-30 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0173673A2 true EP0173673A2 (de) | 1986-03-05 |
| EP0173673A3 EP0173673A3 (en) | 1988-10-12 |
| EP0173673B1 EP0173673B1 (de) | 1991-02-06 |
Family
ID=3540220
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85890176A Expired - Lifetime EP0173673B1 (de) | 1984-08-30 | 1985-08-08 | Mauerstein für die Errichtung von aufgehendem Mauerwerk, sowie Verfahren und Vorrichtung zur Herstellung solcher Mauersteine |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0173673B1 (de) |
| AT (1) | AT381531B (de) |
| DE (1) | DE3581679D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2351016A1 (es) * | 2007-12-18 | 2011-01-31 | Fantini Scianatico, S.P.A. | Ladrillo de tierra cocida modular de altas características termoaislantes, termohigrométricas y fonoaislantes. |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR852731A (fr) * | 1938-10-22 | 1940-03-01 | Moe:llon de construction composite, en ciment et en brique ou mâchefer et son application à la construction d'habitations | |
| DE820801C (de) * | 1948-10-19 | 1951-11-12 | Oswald Koenig | Kunststein, insbesondere Baustein und Vorrichtung zu seiner Herstellung |
| DE804775C (de) * | 1948-12-01 | 1951-04-30 | John Gunnar Adolf Victorin | Verfahren und Form zum Herstellen von Baubloecken aus Beton u. dgl. |
| DE860709C (de) * | 1951-06-28 | 1952-12-22 | Karl Ellwanger | Mauerstein mit Durchlochungen |
| BE656513A (fr) * | 1964-12-02 | 1965-06-02 | Acec | Dispositif discriminateur d'amplitude |
| AT267147B (de) * | 1965-07-20 | 1968-12-10 | Tonwerk Fritzens | Tonbaustein und Verfahren zu seiner Herstellung |
| AT309759B (de) * | 1971-05-14 | 1973-09-10 | Rudolf Donhauser Dr | Hohlblockstein |
| DE2226460A1 (de) * | 1972-05-31 | 1973-12-06 | Nikol Schaller Ziegelwerk Inh | Grossblockstein |
| AT329830B (de) * | 1974-07-19 | 1976-05-25 | Wienerberger Baustoffind Ag | Hohlraumstein |
| US4023767A (en) * | 1976-06-15 | 1977-05-17 | Fontana Joseph R | Mold box and mold head |
-
1984
- 1984-08-30 AT AT0278384A patent/AT381531B/de not_active IP Right Cessation
-
1985
- 1985-08-08 EP EP85890176A patent/EP0173673B1/de not_active Expired - Lifetime
- 1985-08-08 DE DE8585890176T patent/DE3581679D1/de not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2351016A1 (es) * | 2007-12-18 | 2011-01-31 | Fantini Scianatico, S.P.A. | Ladrillo de tierra cocida modular de altas características termoaislantes, termohigrométricas y fonoaislantes. |
Also Published As
| Publication number | Publication date |
|---|---|
| ATA278384A (de) | 1986-03-15 |
| EP0173673A3 (en) | 1988-10-12 |
| EP0173673B1 (de) | 1991-02-06 |
| AT381531B (de) | 1986-10-27 |
| DE3581679D1 (de) | 1991-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102018100707A1 (de) | Schalungsvorrichtung zur Herstellung von Betonstützen, insbesondere zur Herstellung von Teile einer Mauer bildenden vertikalen Betonstützen | |
| EP0214524B1 (de) | Mauerwerk- oder Pflasterstein aus Beton oder dergleichen | |
| DE102004033535A1 (de) | Platte | |
| DE3201832A1 (de) | Hohlbaustein und darauf aufgebautes baukastensystem | |
| EP0173674B1 (de) | Hohlblockstein für die Errichtung von aufgehendem Mauerwerk, sowie Giessform zur Herstellung des Hohlblocksteines | |
| EP0173673B1 (de) | Mauerstein für die Errichtung von aufgehendem Mauerwerk, sowie Verfahren und Vorrichtung zur Herstellung solcher Mauersteine | |
| DE4318578A1 (de) | Schalungsstein | |
| DE3013520C2 (de) | Gasbetonelement aus im Block druckdampfgehärteter Gasbetonmasse mit Aussparungen | |
| DE2719860A1 (de) | Mauerstein, insbesondere ziegel | |
| EP0010238A1 (de) | Montageblock für den Hochbau mit Aussparungen zum Einfügen von Isoliermaterial, sowie Verfahren zum Herstellen und Verwendung eines derartigen Montageblockes | |
| DE4405796C2 (de) | Verfahren zum Erstellen eines Mauerwerks | |
| DE1659120A1 (de) | Schalungshohlblockstein | |
| DE3432925C2 (de) | ||
| DE4103754A1 (de) | Wand aus formsteinen | |
| DE3408311A1 (de) | Hohlblockstein und verfahren seiner herstellung | |
| DE2712152A1 (de) | Mauerwerk | |
| DE812828C (de) | Verfahren zur Herstellung eines Mauerwerks mittels Hohlkoerpern | |
| AT394068B (de) | Einschalige wand aus mauersteinen mit losem schuettgut in vertikalen hohlraeumen und vorrichtung zum einfuellen von schuettgut in diese wand | |
| DE3432442A1 (de) | Hohlblockstein und verfahren seiner herstellung | |
| DE19805486A1 (de) | Ziegelstein und Verfahren zur Herstellung eines Mauerwerks | |
| AT239500B (de) | Deckenfüllstein aus gebranntem Ton od. dgl. | |
| DE4425474A1 (de) | Stein für den Aufbau von Gebäudewänden | |
| DE19507318C2 (de) | Trennwandstein | |
| DE894158C (de) | Verbundstein und Form zu seiner Herstellung | |
| DE2313716C3 (de) | Verfahren zum Herstellen einer großformatigen Verbundbautafel, insbesondere für Außenwände von Gebäuden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE CH DE FR GB IT LI SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BATIWE-BETEILIGUNGS-GESELLSCHAFT M.B.H. |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE CH DE FR GB IT LI SE |
|
| 16A | New documents despatched to applicant after publication of the search report | ||
| 17P | Request for examination filed |
Effective date: 19890310 |
|
| 17Q | First examination report despatched |
Effective date: 19890828 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR GB IT LI SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19910206 Ref country code: BE Effective date: 19910206 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19910206 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3581679 Country of ref document: DE Date of ref document: 19910314 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970716 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970717 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19970731 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19970804 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980808 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980808 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |