EP0130579A2 - Dispositif pour le traitement en continu par la chaleur, par exemple le séchage, de matière textile en bande ou ruban - Google Patents
Dispositif pour le traitement en continu par la chaleur, par exemple le séchage, de matière textile en bande ou ruban Download PDFInfo
- Publication number
- EP0130579A2 EP0130579A2 EP84107497A EP84107497A EP0130579A2 EP 0130579 A2 EP0130579 A2 EP 0130579A2 EP 84107497 A EP84107497 A EP 84107497A EP 84107497 A EP84107497 A EP 84107497A EP 0130579 A2 EP0130579 A2 EP 0130579A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- suction
- fan
- air
- rollers
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/10—Arrangements for feeding, heating or supporting materials; Controlling movement, tension or position of materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/06—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement with movement in a sinuous or zig-zag path
- F26B13/08—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement with movement in a sinuous or zig-zag path using rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B21/00—Arrangements or duct systems, e.g. in combination with pallet boxes, for supplying and controlling air or gases for drying solid materials or objects
- F26B21/02—Circulating air or gases in closed cycles, e.g. wholly within the drying enclosure
- F26B21/04—Circulating air or gases in closed cycles, e.g. wholly within the drying enclosure partly outside the drying enclosure
Definitions
- the invention relates to a device as it emerges from the preamble of the first claim. It is based on DE-OS 21 41 692, which discloses a hot-flue construction in which the treatment medium remains in contact with the goods over a longer distance without being pulled off laterally along the edges of the web to the fan for the necessary circulation. At the same time it is achieved that with high flow energy with a compact structure, this results in an overall energy-saving device.
- the previously known device at the ends of the individual running loops extends over the width of the treatment chamber through suction channels, via which the treatment medium which is supplied either above or below via storage ceilings and is blown into the respectively open running loops is sucked off.
- a disadvantage of this construction is, in particular, the danger that the treatment air blown into the open running loops at the top and bottom, instead of being led into the open running loops, is at least partially sucked off directly into the adjacent suction channel, i.e. without the height of the respective running loop flow through.
- This short-circuit air flow along the edges of the web results in too little flow parallel to the web surface along the running loops, so that no effective drying result can be achieved.
- the US-PS 20 65 636 is to be mentioned, which describes a device for heat treatment of paper.
- the web is passed several times through an oven by being meandered around deflection rollers arranged outside the housing.
- the treatment medium is fed uniformly across the width of the treatment chamber at each end of the individual running loops, and indeed through tubes extending inside the housing, and also sucked off at the other end of the respective running loops via tubes arranged inside the housing.
- the device according to DE-PS 688 671, in which the web deflection rollers are arranged inside the housing, is more advantageous here.
- the treatment air is fed through pressure boxes arranged at the ends of the running loops by means of a fan and at least partially fed back to the fan at the opposite ends of the running loops through suction boxes arranged there.
- Another part of the treatment air flows up through the open loops and is returned to the fan there via a further suction box arranged inside the housing.
- the air flow achieved here is also unsatisfactory, since the amount of air that can be supplied through the pressure boxes can only be small due to their construction.
- an additional plate-like heating device is arranged parallel to the web between the pressure and suction boxes arranged in each case in order to act upon the web with radiation energy and to accelerate the blown-in treatment air by narrowing the flow area.
- a short-circuit air flow is also avoided in this construction, however an air flow sufficient for quick and uniform drying cannot be achieved.
- Another disadvantage is the arrangement of the fan with pipes outside the treatment housing and the complex energy supply due to the plate-shaped heating device between the suction and pressure boxes.
- the object of the invention is to find a hot-flue construction, with which the total air power and heating energy installed in a closed and thus compact housing can be converted into an effective heat treatment with maximum air flow parallel to the web, and also without any edge sequences, color shifts or even uneven drying results across the web width.
- the invention provides that essentially the entire height between the upper and lower row of rollers and in each area between an upward and downward run of a loop a substantially clear width between the strands is taken up air guide box, which is about is divided in the middle of the height into a suction and a pressure section lengthways. Due to the relatively large volume of the suction and pressure part, a large amount of air can be blown into the running loops. At the same time, due to the large volume of the air guide boxes between the running loops, there is only a narrow gap between the outer walls of the air guide boxes and the web of material passing them, but through which the supplied air must flow. Due to the narrowing of the cross-section, a high air speed is automatically achieved, which quickly removes the moisture in the goods.
- a nozzle box along its length joins the pressure box airtight, whose outlet ports are at an angle less than 90 °, preferably 45 0, directed against the goods in the direction of the outflowing air.
- This measure has the effect that in the basically small gap between the runs of the running loops / the air guide boxes, the air flows out of the nozzle boxes in the direction of flow, parallel to the web. This immediately affects the parallel air flow and avoids vortices when the air jets hit the web. In this way, despite high air flow, fluttering of the material web and possibly fearing of coloring agents on the wet material web can be avoided.
- an air baffle advantageously extends longitudinally through the suction space over the height of the fan suction connector and at a distance from the partition wall, which also impedes the direct admission of the air flow to the directly assigned suction boxes of the running loops arranged opposite. The air must first flow around this baffle so that the suction flow in the compartments is evened out.
- the baffle can also be omitted if the fan is not located at the level of the suction boxes, but rather higher, for example.
- one embodiment of the invention provides that two groups of two rows of deflection rollers are arranged one above the other within a housing and the fan is arranged in the middle between these roller groups.
- a hot flue construction with a radial fan in the middle between two spaced rows of rollers around which the web-like material is guided in a meandering manner is known from DE-OS 16 35 356.
- the fan blows both upwards and downwards in order to inject the treatment air via the heating units, however, into the space between the rollers into the running loop, which is open upwards or downwards, and out of the space between the rollers perpendicular to the transport direction of the web vacuum again. But it is precisely this air flow that results in the feared edge drains.
- the device according to the invention in which basically two individual hot-flue constructions are supplied with the necessary amount of air with a fan, it is nevertheless possible to work with different temperatures. It is only necessary to subdivide the suction space at the level of the fan axis along the treatment compartment. So the upper part of the fan intake manifold only sucks the air circulating in the upper hot flue. Due to the rotation of the fan and the arrangement of the fan blades, the accelerated air exits the fan wheel offset by an angle, but this angle of about 30 - 45 0 can be taken into account by appropriate partition walls in the fan room so that an exact separation between the upper and lower air is effected. The same applies to the treatment air circulated in the lower hot flue.
- radiators arranged at the top and bottom in the fan room with separate controllers and, if necessary, with different heating capacities, so that the quantity of web running over the upper roller group is easily treated with air of a different state than that over the lower one Roll group of running web quantity, although only a radial fan is provided to accelerate the air quantity.
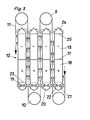
- the device consists of a heat-insulated housing 1, which is divided by a longitudinal wall 2 into a fan chamber 3 and a suction chamber 4 with a subsequent treatment chamber 5.
- the radial fan 6 is rotatably supported horizontally, the suction pipe 7 of which opens into the suction chamber 4.
- the suction chamber 4 is formed by the longitudinal wall 2 and a partition 8 with cover plates 1, 17 ′ arranged at the top and bottom, the partition 8 dividing the suction chamber 4 from the treatment chamber 5.
- two rows of deflecting rollers 9, 10 are arranged alternately on a gap, so that the web 11 to be treated can be transported in a meandering shape through the length of the device shown in FIG.
- the e.g. Treatment air serving for drying and accelerated by the fan 6 is supplied as a whole to the air guide boxes 12 arranged above the height of the running loops between them and also discharged into them, so that there is no air flow itself in the region of the deflecting rollers 9, 10.
- This has the advantage that the web of material is only exposed to the air flow in its freely guided area, but does not cool it when it is deflected, since, of course, the deflection rollers 9, 10 rotate within the housing 1.
- the fan 6 is arranged in the upper region of the housing 1 and puts the suction boxes 13 (-) of the air guide boxes 12, which are also arranged at the top, directly under negative pressure.
- the fan 6 can also be arranged higher, for example with an axis at the level of the rollers 9, see further below.
- the treatment air drawn in from the suction boxes 13 collects in total in the suction chamber 4 and is fed from there to the fan 6 uniformly over the width of a treatment compartment.
- a treatment compartment comprises approximately half the length of the device according to FIG. 1, so that two fans 6 are therefore provided for this length of the device.
- the treatment air accelerated by the fan 6 only flows out downwards and is blown through the heating device 14.
- the pressure area (+) of the air guide boxes 12 connects to this heating device 16. It is formed by a lower wall 17, which divides the respective air guide box 12 approximately in the middle of the height into the suction box 13 and a pressure box 18 (+) lengthways. Of course, this lower part wall 17 also extends with the part 17 'through the suction space 4 in order to completely prevent a short-circuit flow. According to the Representation in FIG.
- the lower part wall 17 is arranged obliquely between the suction and pressure box of an air guide box 12 over the width of the treatment chamber 5, specifically the suction box 13 begins narrowly and widens towards the fan 6, while conversely the pressure box 18 at the inflow opening 27 begins narrowly and widens towards the end. This also serves for optimal airflow and utilization of the air volume to be influenced.
- the air guide boxes 12 are not only dimensioned so that they use the essential clear height between the upper and lower deflecting rollers 9 and 10 in order to be able to accommodate a large volume of air, but they also take up the essential free space between the top and bottom reverse runs of the adjacent fabric sections. For the high air flow to be generated parallel to the running direction of the web, only a narrow air gap is left, which is particularly evident from FIG. 3. This narrowing of the air flow space causes a high air speed in this drying area between the deflecting rollers 9, 10.
- the treatment air flowing out of the pressure box 18 at the bottom along the openings 19 in the tapered blow-out part first arrives there in a nozzle box 20 which blows out the compressed air solely in the direction of the desired air flow.
- a nozzle box 20 which blows out the compressed air solely in the direction of the desired air flow.
- on the side is provided to 45 ° inclined walls 21 of the nozzle boxes exhaust openings 22 which are now oriented at an angle of about 45 0 against the fabric 11 upward.
- the large amount of air does not hit the web vertically, and eddies are avoided.
- With the high air output there is no color displacement on the surface of the web, and a smooth flow of goods is guaranteed without fluttering.
- the blow-out openings 22 are arranged on both sides of the nozzle boxes 20, so that the respective run of a material web is always acted upon on both sides by a strong air flow.
- Uftleithimsten for influencing the air flow both in the suction pressure as well as in the 12 L baffles are provided.
- a perforated plate 23 is arranged in the pressure box 18, which is aligned starting parallel to the lower part wall 17 in the region of the nozzle box 20.
- the air openings 19 in the pressure box 18 serve to even out the air flow and to increase the static pressure.
- a fluff filter 25 is inserted at least in connection with the suction openings 24 from the end wall of the housing 1 facing away from the fan 6.
- An additional perforated plate (25) can also influence the air flow there.
- the treatment air flowing from the suction box 13 into the suction chamber 4 initially strikes an air baffle 26, which is supported on the lower wall 17 'in the suction chamber 4 at a distance from the partition 8, and at the top at the suction openings 24 of the Air guide box 12 ends.
- the treatment air sucked in by the fan 6 must first flow around this upper edge of the air baffle plate 26, so that the suction boxes 13 of a treatment compartment are evenly pressurized with a vacuum.
- Such an additional baffle plate 26 can be omitted if the fan 6 is not arranged exactly opposite the suction boxes 13, but rather higher, e.g. at the level of the deflecting rollers 9. This creates an empty space surrounded by the housing wall 1 above the rollers 9, but this is favorable for the cleaning of the rollers 9 which may be necessary.
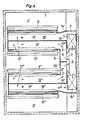
- FIGS. 1-3 also consists of a heat-insulated housing 1, which is divided by a longitudinal wall 2 into a fan chamber 3 and a treatment area for the web, in which two hot-flue constructions of the same type are arranged one above the other.
- the basic construction is the same as that of FIGS. 1-3, only the identifiers' or '' have been added.
- the suction chamber separated from the longitudinal wall 2 has an upper part 4 'and a lower part 4''with the adjoining treatment rooms 5', 5 ''.
- the radial fan 6 is rotatably supported horizontally, the suction connector 7 of which opens into the suction chambers 4 ', 4''.
- the suction space 4 ', 4'' is through the longitudinal wall 2 and a partition 8 with the top and cover plates arranged at the bottom, the partition 8 dividing the suction space 4 ', 4''from the treatment space 5', 5 ''.
- Both in the upper and in the lower treatment room 5 ', 5' 'two rows of deflecting rollers 9', 10 ', 9 ", 10" are arranged alternately on a gap, so that the web to be treated is meandering through the length of the
- the outlet is also arranged on the end wall on the inlet side, while on the opposite end wall of the device the web of material continues from the bottom to the top to the opposite hotflue for finishing.
- the e.g. Treatment air which serves to dry and is accelerated by fan 6 is supplied to the air guide boxes 12 ', 12' ', which are respectively arranged over the height of the running loops, and is also discharged into these, so that in the region of the deflecting rollers 9', 9 '', 10 ', 10' 'itself is no air flow.
- This has the advantage that the web of material is only exposed to the air flow in its freely guided area, but does not cool it when it is deflected, since the deflection rollers 9 ', 9' ', 10', 10 '' naturally run inside the housing 1.
- the fan 6 is arranged in the middle of the housing 1 and puts the directly assigned upper and lower suction boxes 13 ', 13''(-) of the air guide boxes 12', 12 '' directly under negative pressure.
- the treatment air sucked in from the suction boxes 13 ', 13'' collects in total in the suction chamber 4', 4 '', which is only divided longitudinally by a central partition wall 26, and is fed from there to the fan 6 evenly over the width of a treatment compartment .
- a treatment compartment comprises a plurality of rollers arranged side by side. The treatment air accelerated by the fan 6 flows out both upwards and downwards and is blown through the heating devices 14 ', 14''.
- the regenerated air flows into the subsequent pressure range (+) of the air guide boxes 12', 12 ''. It is formed by a lower part wall 17 ', 17''which guides the respective air duct box 12', 12 '' approximately in the middle of the height into the suction box 13 ', 13''(-) and a pressure box 18', 18 ''(+) divided lengthways.
- the air guide boxes 12 ', 12' ' are not only dimensioned such that they use the essential clear height between the upper and lower deflecting rollers 9', 9 '' and 10 ', 10' 'to be able to accommodate a large volume of air, but they also take up the essential free space between the runs from top to bottom and vice versa of the adjacent web sections.
- a narrow air gap is left, which is particularly evident from FIG. 3 after the main application. This narrowing of the air flow space causes a high air speed in this drying area between the deflecting rollers 9 ', 9' ', 10', 10 ''.
- the fan 6 is no longer arranged directly opposite the suction box 13 'or 13'', which is favorable for the uniform air flow of all the air guide boxes 12', 12 '' of a wider treatment compartment assigned to the fan 6.
- the partition 26 is arranged in the suction space at the level of the fan axis. This enables a different treatment of the web, for example, which runs in wet below, compared to the treatment section which, after drying, is now transported upwards and requires less heating energy and where less moist air should be circulated.
- the heating devices should be equipped with separate controllers and, if necessary, different heating outputs. Separate air blows must also be installed for the upper and lower hot flue.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Drying Of Solid Materials (AREA)
- Treatment Of Fiber Materials (AREA)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19833323827 DE3323827A1 (de) | 1983-07-01 | 1983-07-01 | Vorrichtung zum kontinuierlichen waermebehandeln wie trocknen von bahn- oder bandfoermigem textilgut |
| DE3323827 | 1983-07-01 | ||
| DE19833327064 DE3327064A1 (de) | 1983-07-27 | 1983-07-27 | Vorrichtung zum kontinuierlichen waermebehandeln wie trocknen von bahn- oder bandfoermigem textilgut |
| DE3327064 | 1983-07-27 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0130579A2 true EP0130579A2 (fr) | 1985-01-09 |
| EP0130579A3 EP0130579A3 (en) | 1985-11-13 |
| EP0130579B1 EP0130579B1 (fr) | 1988-07-06 |
Family
ID=25811981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84107497A Expired EP0130579B1 (fr) | 1983-07-01 | 1984-06-28 | Dispositif pour le traitement en continu par la chaleur, par exemple le séchage, de matière textile en bande ou ruban |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0130579B1 (fr) |
| DE (1) | DE3472586D1 (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011079867A1 (fr) * | 2009-12-30 | 2011-07-07 | Benninger Zell Gmbh | Procédé et dispositif de traitement thermique de produits plats transportés en continu |
| KR101252141B1 (ko) * | 2011-04-18 | 2013-04-08 | 신오재 | 섬유원단 처리기의 섬유원단 열처리장치 |
| CN105659044A (zh) * | 2013-10-30 | 2016-06-08 | 韩国技术有限公司 | 利用再热蒸汽的煤炭干燥装置 |
| EP3165861A1 (fr) * | 2010-04-15 | 2017-05-10 | Trützschler Nonwovens GmbH | Dispositif de traitement traversant de matériaux en bande |
| CN110360824A (zh) * | 2019-06-21 | 2019-10-22 | 江苏鹏翔新材料科技股份有限公司 | 一种特殊的涤纶针织布加工用自动烘干设备 |
| CN113623988A (zh) * | 2021-08-13 | 2021-11-09 | 江苏杰拉德金属有限公司 | 一种循环干燥装置 |
| CN115540554A (zh) * | 2022-09-23 | 2022-12-30 | 大丰万达纺织有限公司 | 一种纺织用烘干装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE688671C (de) * | 1932-09-16 | 1940-02-28 | Svenska Flaektfabriken Ab | Trockenvorrichtung fuer Zellstoff-, Textil- o. dgl. Bahnen |
| DE2141692A1 (de) * | 1971-08-20 | 1973-02-22 | Vepa Ag | Vorrichtung zum kontinuierlichen behandeln von bahn- oder bandfoermigem gut |
| DE2508873A1 (de) * | 1975-02-28 | 1976-09-09 | Vepa Ag | Verfahren und vorrichtung zum waermebehandeln von auf laengszug beanspruchbaren guetern |
| DE2540852B2 (de) * | 1975-09-13 | 1977-07-21 | Hoechst Ag, 6000 Frankfurt | Verfahren und zusatzvorrichtung fuer textil-trocknungsmaschinen zum gleichmaessigen trocknen einer textilbahn |
-
1984
- 1984-06-28 EP EP84107497A patent/EP0130579B1/fr not_active Expired
- 1984-06-28 DE DE8484107497T patent/DE3472586D1/de not_active Expired
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE688671C (de) * | 1932-09-16 | 1940-02-28 | Svenska Flaektfabriken Ab | Trockenvorrichtung fuer Zellstoff-, Textil- o. dgl. Bahnen |
| DE2141692A1 (de) * | 1971-08-20 | 1973-02-22 | Vepa Ag | Vorrichtung zum kontinuierlichen behandeln von bahn- oder bandfoermigem gut |
| DE2508873A1 (de) * | 1975-02-28 | 1976-09-09 | Vepa Ag | Verfahren und vorrichtung zum waermebehandeln von auf laengszug beanspruchbaren guetern |
| DE2540852B2 (de) * | 1975-09-13 | 1977-07-21 | Hoechst Ag, 6000 Frankfurt | Verfahren und zusatzvorrichtung fuer textil-trocknungsmaschinen zum gleichmaessigen trocknen einer textilbahn |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011079867A1 (fr) * | 2009-12-30 | 2011-07-07 | Benninger Zell Gmbh | Procédé et dispositif de traitement thermique de produits plats transportés en continu |
| JP2013516590A (ja) * | 2009-12-30 | 2013-05-13 | ベニンガー・ツェル・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | 連続的に搬送されるシート材料を熱処理するための装置および方法 |
| CN102782431B (zh) * | 2009-12-30 | 2015-08-19 | 贝宁格泽尔有限公司 | 用于热处理连续输送的片材的装置和方法 |
| EP3165861A1 (fr) * | 2010-04-15 | 2017-05-10 | Trützschler Nonwovens GmbH | Dispositif de traitement traversant de matériaux en bande |
| KR101252141B1 (ko) * | 2011-04-18 | 2013-04-08 | 신오재 | 섬유원단 처리기의 섬유원단 열처리장치 |
| CN105659044A (zh) * | 2013-10-30 | 2016-06-08 | 韩国技术有限公司 | 利用再热蒸汽的煤炭干燥装置 |
| CN110360824A (zh) * | 2019-06-21 | 2019-10-22 | 江苏鹏翔新材料科技股份有限公司 | 一种特殊的涤纶针织布加工用自动烘干设备 |
| CN113623988A (zh) * | 2021-08-13 | 2021-11-09 | 江苏杰拉德金属有限公司 | 一种循环干燥装置 |
| CN115540554A (zh) * | 2022-09-23 | 2022-12-30 | 大丰万达纺织有限公司 | 一种纺织用烘干装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3472586D1 (en) | 1988-08-11 |
| EP0130579A3 (en) | 1985-11-13 |
| EP0130579B1 (fr) | 1988-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0302067B1 (fr) | Four de cuisson | |
| EP3504363A1 (fr) | Four d'oxydation | |
| EP0130579B1 (fr) | Dispositif pour le traitement en continu par la chaleur, par exemple le séchage, de matière textile en bande ou ruban | |
| EP0874205B1 (fr) | Dispositif de traitement de bandes continues | |
| DE3205962C2 (fr) | ||
| DE2320480B2 (de) | Textilwärmebehandlungsvorrichtung, insbesondere Spannrahmen | |
| EP0141227B1 (fr) | Séchoir vertical | |
| DE4026107A1 (de) | Konvektions-trocken und/oder -fixiermaschine | |
| DE3220076C2 (de) | Luftblaskasten für die Trockenpartie einer Papiermaschine | |
| DE202014103343U1 (de) | Behandlungseinrichtung, insbesondere Trocknungseinrichtung | |
| DE641090C (de) | Verfahren und Vorrichtung zum Trocknen von Textilgut | |
| DE29710317U1 (de) | Vorrichtung zum Trocknen von Keramikformlingen | |
| DE3323827A1 (de) | Vorrichtung zum kontinuierlichen waermebehandeln wie trocknen von bahn- oder bandfoermigem textilgut | |
| DE2320481C2 (de) | Textilwärmebehandlungsvorrichtung insbesondere Spannrahmen | |
| DE1064464B (de) | Vorrichtung zum Trocknen von bandfoermigem Gut, insbesondere von Gewebebahnen | |
| DE3822624C2 (fr) | ||
| DE836791C (de) | Gewebe-Spann- und Trockenmaschine | |
| DE2452207C3 (de) | Vorrichtung zum Trocknen von Textilbahnen | |
| DE544614C (de) | Gewebe-Spann- und Trockenmaschine mit Querbelueftung | |
| DE1927839A1 (de) | Trockenanlage fuer keramische,insbesondere grobkeramische Erzeugnisse | |
| DE1635277C3 (de) | Trockner, insbesondere zum Trocknen von Spinnband | |
| EP0437272A1 (fr) | Séchoir vertical | |
| DE2357459C2 (de) | Textilwärmebehandlungsvorrichtung insbesondere Spannrahmen | |
| DE3327064A1 (de) | Vorrichtung zum kontinuierlichen waermebehandeln wie trocknen von bahn- oder bandfoermigem textilgut | |
| DE1962089C2 (de) | Mehrfachtogiefianlage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19851001 |
|
| 17Q | First examination report despatched |
Effective date: 19860721 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FLEISSNER MASCHINENFABRIK AG |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB IT NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19880706 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19880706 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19880706 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19880706 Ref country code: BE Effective date: 19880706 |
|
| REF | Corresponds to: |
Ref document number: 3472586 Country of ref document: DE Date of ref document: 19880811 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930526 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950301 |