EP0079032B1 - Vorrichtung zum galvanischen Beschichten eines metallischen Werkstücks - Google Patents
Vorrichtung zum galvanischen Beschichten eines metallischen Werkstücks Download PDFInfo
- Publication number
- EP0079032B1 EP0079032B1 EP82110104A EP82110104A EP0079032B1 EP 0079032 B1 EP0079032 B1 EP 0079032B1 EP 82110104 A EP82110104 A EP 82110104A EP 82110104 A EP82110104 A EP 82110104A EP 0079032 B1 EP0079032 B1 EP 0079032B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- cathode
- anode
- nickel
- process according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000009713 electroplating Methods 0.000 title description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 66
- 229910052759 nickel Inorganic materials 0.000 claims description 33
- 239000011248 coating agent Substances 0.000 claims description 24
- 238000000576 coating method Methods 0.000 claims description 24
- 238000000034 method Methods 0.000 claims description 14
- 239000002184 metal Substances 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 238000001556 precipitation Methods 0.000 claims description 2
- 239000004020 conductor Substances 0.000 claims 2
- 239000007788 liquid Substances 0.000 claims 2
- 238000000151 deposition Methods 0.000 description 8
- 230000008021 deposition Effects 0.000 description 8
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 6
- 239000003792 electrolyte Substances 0.000 description 6
- 229910000008 nickel(II) carbonate Inorganic materials 0.000 description 6
- ZULUUIKRFGGGTL-UHFFFAOYSA-L nickel(ii) carbonate Chemical compound [Ni+2].[O-]C([O-])=O ZULUUIKRFGGGTL-UHFFFAOYSA-L 0.000 description 6
- 238000004090 dissolution Methods 0.000 description 5
- 229910052725 zinc Inorganic materials 0.000 description 5
- 239000011701 zinc Substances 0.000 description 5
- 238000002485 combustion reaction Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000005868 electrolysis reaction Methods 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 3
- LGQLOGILCSXPEA-UHFFFAOYSA-L nickel sulfate Chemical compound [Ni+2].[O-]S([O-])(=O)=O LGQLOGILCSXPEA-UHFFFAOYSA-L 0.000 description 3
- 229910000363 nickel(II) sulfate Inorganic materials 0.000 description 3
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 3
- 229910010271 silicon carbide Inorganic materials 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- VEQPNABPJHWNSG-UHFFFAOYSA-N Nickel(2+) Chemical compound [Ni+2] VEQPNABPJHWNSG-UHFFFAOYSA-N 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 239000000356 contaminant Substances 0.000 description 2
- 238000005246 galvanizing Methods 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 229910001453 nickel ion Inorganic materials 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 238000010517 secondary reaction Methods 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 230000000711 cancerogenic effect Effects 0.000 description 1
- 231100000315 carcinogenic Toxicity 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000010291 electrical method Methods 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 150000002815 nickel Chemical class 0.000 description 1
- MDIWJQAICDQIEM-UHFFFAOYSA-L nickel(2+);oxido hydrogen carbonate Chemical class [Ni+2].OC(=O)O[O-].OC(=O)O[O-] MDIWJQAICDQIEM-UHFFFAOYSA-L 0.000 description 1
- -1 oxonium ions Chemical class 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 235000021110 pickles Nutrition 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- NWONKYPBYAMBJT-UHFFFAOYSA-L zinc sulfate Chemical compound [Zn+2].[O-]S([O-])(=O)=O NWONKYPBYAMBJT-UHFFFAOYSA-L 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
- C25D21/10—Agitating of electrolytes; Moving of racks
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
- C25D21/16—Regeneration of process solutions
- C25D21/18—Regeneration of process solutions of electrolytes
Definitions
- the invention relates to a method for the electrodeposition of a metal on a metallic workpiece according to the preamble of claim 1.
- Coating baths are also known in which the workpiece serving as the cathode is an insoluble anode, e.g. B. a lead anode is assigned (DE-A-1 926 462).
- the nickel is added directly to the bath in the form of a solution. In the case of discontinuous dosing of the nickel, a considerable amount of work is then required, and in the case of automatic dosing, a correspondingly large amount of equipment is required.
- nickel carbonate (NiC0 3 ) is preferably added to the bath during the subsequent dosing.
- nickel carbonate is carcinogenic.
- the fresh preparation of nickel carbonate via the precipitation of calcium sulfate (CaS0 4 ) from nickel sulfate (NiS0 4 ) and calcium hydroxide (Ca (OH) 2) is expensive.
- the commercially available technical grade nickel carbonate contains insoluble compounds, e.g. B. insoluble iron, zinc and nickel hydroxy carbonates.
- a nickel dispersion bath is used in the nickel coating of the cylinder surfaces of piston internal combustion engines.
- the bathroom is a part, for. B. 100 liters, to which the nickel carbonate is added.
- the coating bath must also be selectively cleaned of soluble contaminants.
- the acid pH of the coating bath gradually causes the zinc to dissolve.
- a device which corresponds to the preamble of claim 1.
- hydrogen is formed on the cathode of the second container, i. H. exposed the cathode to a very high current density.
- the cathode of the second container is designed as an oxygen electrode.
- DE-A-1 926 974 discloses a device for the selective cleaning of galvanic baths, in which a cathode is arranged concentrically around an anode.
- the anode is preferably insoluble.
- a nickel anode is not recommended because it will work out.
- the invention is based on the object, in a galvanizing process in which the workpiece cathode is assigned an insoluble anode, to make replenishment of the electrolyte of the coating bath superfluous with simple equipment and at the same time carry out a selective cleaning of the coating bath.
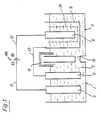
- the device essentially consists of a first container 1 and a second container 2, in each of which a cathode 3 or 4 and an anode 5 or 6 are arranged.
- the container 1 is filled with the coating bath 7, the coating bath 7 depleted of electrolyte in the container 1 by the metal deposition on the cathode 3 being fed to the container 2 via a line 8 and after the accumulation of the electrolyte in the container 2 via a circulation line 9 with a Pump is transported back to the container 1 again.
- the cathode 3 of the container 1 and the anode 6 of the container 2 are each connected to a direct current source 10 via a line 11 or 12.
- the cathode 4 of the container 2 is connected to the anode 5 of the container 1 via an electrical line 13.
- this circuit can also be made that the current in the bath of the container 2 is switched on independently of the current in the bath of the container 1 or the current in the bath of the container 2 is set independently of the current in the bath of the container 1 can be.
- the cathode 3 of the container 1 is formed by the workpiece to be coated, that is to say for example by the cylinders of a reciprocating piston internal combustion engine, the running surfaces of which are to be coated.
- the anode 5 consists of lead and is insoluble.
- the coating bath 7 is formed by a nickel sulfate bath, for example with a nickel salt concentration of 700 grams / liter of water. Silicon carbide can be slurried in the bath 7, for example 30 grams / liter. For an optimal; uniform nickel deposition on the workpiece cathode 3, a pH of the coating bath 7 of 3 to 4 is aimed for.
- the cathode 4 of the container 2 is porous, for example lattice-shaped and consists of a conductive metal, for. B. a steel mesh, while the anode 6 of the container 2 is formed of nickel.
- the cathode 4 is cylindrical and is arranged concentrically around the anode 6, so that the surface of the cathode 4 of the container 2 is many times, for example 50 to 200 times larger than the surface of the anode 6 of the container 2.
- the dissolution rate of the nickel at the anode 6 of the container 2 and the deposition rate of the nickel at the cathode 4 of the container 2 are determined by the current density A / dm 2 at the anode 6 and the cathode 4 of the Container 2 determined. That is, since the surface of the anode 6 of the container 2 is many times smaller than the surface of the cathode 4 of the container 2, the current density on the surface of the anode 6 is many times larger than on the surface of the cathode 4 of the second container 1.
- the cathode 4 of the second container 2 prevails at the cathode 4 of the second container 2 is a relatively low current density of, for example, 1 A / dm 2 so that nickel is deposited slightly at the cathode 4 of the container 2, while at the anode 6 of the container 2 is a relatively large current density of e.g. 50 A / dm 2 and thus a correspondingly high dissolution rate of the nickel.
- the size ratio between the surfaces of the anode 6 and the cathode 4 of the container 2 is limited by the fact that the size of the cathode 4 cannot be chosen arbitrarily large for practical reasons, furthermore in the following secondary reaction.
- the device according to the invention also serves for the selective cleaning of the coating bath from such metallic impurities which, at a given current density, have a higher deposition rate at the cathode 4 of the container 2 than nickel, e.g. B. of zinc ions.
- the deposition rate of zinc is many times greater than that of nickel, so that zinc and others contained in the coating bath are preferred to nickel Contaminants are deposited on the cathode 4 of the container 2, ie the coating bath is selectively cleaned without nickel being deposited.
- the soluble nickel anode 6 in the container 2 is expediently surrounded by a porous magnetic filter 14 in order to prevent nickel flakes, which can arise when the anode 6 is dissolved, from entering the coating bath 7.
- Magnetic filters of this type are known per se (cf. DE-OS 3 007 161
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
Description
- Die Erfindung bezieht sich auf ein Verfahren zum galvanischen Abscheiden eines Metalls auf einem metallischen Werkstück nach dem Oberbegriff des Anspruchs 1.
- Um beim galvanischen Vernickeln den Gehalt an Nickelionen in dem Beschichtungsbad zu regenerieren, ist es bekannt, Anoden zu verwenden, die sich beim Durchgang des Stromes durch das Beschichtungsbad auflösen. Diese löslichen Anoden weisen jedoch den Nachteil auf, daß sich ihre Abmessungen während des Auflösens verändern, was eine ungleichmäßige Abscheidung des Metalls auf dem als Kathode dienenden Werkstück zur Folge hat. Außerdem ist die mit löslichen Anoden erzielbare Abscheidungsgeschwindigkeit durch die Auflösung der Anode begrenzt und relativ gering.
- Auch sind Beschichtungsbäder bekannt, in denen dem als Kathode dienenden Werkstück eine unlösliche Anode, z. B. eine Bleianode, zugeordnet ist (DE-A-1 926 462). Dabei wird das Nickel in Form einer Lösung direkt in das Bad gegeben. Beim diskontinuierlichen Nachdosieren des Nickels ist dann ein erheblicher Arbeitsaufwand und beim automatischen Nachdosieren ein entsprechend großer apparativer Aufwand erforderlich.
- Da in der Regel ein Nickelsulfatbad verwendet wird, verläuft in dem Beschichtungsbad eine Elektrolyse nach folgendem Schema :

- Es bildet sich also während der Elektrolyse Schwefelsäure (H2S04). Um die Schwefelsäure gleichzeitig zu neutralisieren, d. h. um den für die Galvanisierung optimalen pH-Wert wieder herzustellen, wird dem Bad bei der Nachdosierung vorzugsweise Nickelkarbonat (NiC03) zugegeben. Nickelkarbonat ist jedoch krebserzeugend. Weiterhin ist die frische Zubereitung von Nickelkarbonat über das Ausfällen von Calziumsulfat (CaS04) aus Nickelsulfat (NiS04) und Calziumhydroxid (Ca(OH)2) aufwendig. Das im Handel erhältliche Nickelkarbonat technischer Reinheit enthält demgegenüber unlösliche Verbindungen, z. B. unlösliche Eisen-, Zink- und Nickelhydroxykarbonate.
- Es muß daher nach der Korrekturzugabe zur Nachdosierung des Nickels filtriert werden, was neue Probleme aufwirft. So wird beispielsweise bei der Nickelbeschichtung der Zylinderlaufflächen von Kolbenbrennkraftmaschinen ein Nickeldispersions bad verwendet, d. h. in dem Beschichtungsbad sind suspendierte Teilchen, beispielsweise fein verteiltes Siliziumkarbid, enthalten. Um die Nachdosierung vorzunehmen, wird dem Bad ein Teil, z. B. 100 Liter, entnommen, dem das Nickelkarbonat zugegeben wird.
- Durch das Filtrieren dieses Teils des Beschichtungsbades, um die unlöslichen Verunreinigungen in dem Nickelkarbonat zu entfernen, geht dann aber auch das in diesem Teil enthaltene Siliziumkarbid verloren.
- Auch ist das Beschichtungsbad selektiv von löslichen Verunreinigungen zu reinigen. Insbesondere wenn die Brennkraftmaschinen vor dem Galvanisieren mit einer Zinkatbeize gebeizt werden, geht nämlich durch den säuren pH-Wert des Beschichtungsbades das Zink allmählich in Lösung.
- Aus der GB-A-1 273 978 ist eine Vorrichtung bekannt, die dem Oberbegriff des Anspruchs 1 entspricht. Bei der einen Ausführungsform der bekannten Vorrichtung wird gemäß der weiter unten wiedergegebenen Sekundärreaktion (11) Wasserstoff an der Kathode des zweiten Behälters gebildet, d. h. die Kathode einer sehr hohen Stromdichte ausgesetzt. Bei der zweiten Ausführungsform ist die Kathode des zweiten Behälters als Sauerstoffelektrode ausgebildet.
- Aus der DE-A-1 496 966 ist es bekannt, bei einem kombinierten nicht elektrischen und elektrischen Verfahren der Werkstückkathode lösliche Nickelanoden zuzuordnen sowie einen zweiten Behälter vorzusehen, der gleichfalls eine lösliche Nickelanode enthält, um den Gehalt des Nickelelektrolyten zu erhöhen. Um die der löslichen Anode zugeordnete Kathode im zweiten Behälter ist dabei ein Diaphragma angeordnet, das verhindern soll, daß sich das an der Anode des zweiten Behälters in Lösung gegangene Nickel an der Kathode des zweiten Behälters wieder abscheidet. Mangels Diaphragmen mit einer hohen Durchlässigkeit für Oxoniumionen und einer geringen Durchlässigkeit für Nickelionen bei hohen Stromdichten hat das bekannte Verfahren jedoch keinen Eingang in die Praxis gefunden.
- Aus der DE-A-1 926 974 ist eine Einrichtung zur selektiven Reinigung galvanischer Bäder bekannt, in der eine Kathode konzentrisch um eine Anode angeordnet ist. Die Anode ist dabei vorzugsweise unlöslich. Insbesondere wird von einer Nickelanode abgeraten, weil sie sich abarbeitet.
- Der Erfindung, wie sie in den Ansprüchen gekennzeichnet ist, liegt die Aufgabe zugrunde, bei einem Galvanisierverfahren bei dem der Werkstückkathode eine unlösliche Anode zugeordnet ist, mit einfachem apparativen Aufwand ein Nachdosieren des Elektrolyten des Beschichtungsbades überflüssig zu machen und zugleich eine Selektivreinigung des Beschichtungsbades durchzuführen.
- Nachstehend ist die Erfindung anhand der beigefügten Zeichnung näher erläutert. Darin zeigen :
- Figur 1 eine schematische Ansicht einer Ausführungsform der Erfindung ;
- Figur 2 ein Diagramm, das die Auflösungsgeschwindigkeit der Nickelanode des zweiten Behälters und die Abscheidungsgeschwindigkeit des Nickels an der Kathode des zweiten Behälters in Abhängigkeit von der Stromdichte an der Oberfläche der Anode bzw. Kathode wiedergibt ; und
- Figur 3 ein Diagramm entsprechend Figur 2, jedoch mit Wiedergabe der Abscheidegeschwindigkeit von Zink anstelle von Nickel an der Kathode des zweiten Behälters.
- Gemäß Figur 1 besteht die Vorrichtung im wesentlichen aus einem ersten Behälter 1 und einem zweiten Behälter 2, in denen jeweils eine Kathode 3 bzw. 4 und eine Anode 5 bzw. 6 angeordnet sind.
- Der Behälter 1 ist mit dem Beschichtungsbad 7 gefüllt, wobei das im Behälter 1 durch die Metallabscheidung an der Kathode 3 an Elektrolyt verarmte Beschichtungsbad 7 dem Behälter 2 über eine Leitung 8 zugeführt und nach der Anreicherung des Elektrolyten im Behälter 2 über eine Umwälzleitung 9 mit einer Pumpe zu dem Behälter 1 wieder zurücktransportiert wird.
- An eine Gleichstromquelle 10 ist die Kathode 3 des Behälters 1 und die Anode 6 des Behälters 2 jeweils über eine Leitung 11 bzw. 12 angeschlossen. Die Kathode 4 des Behälters 2 ist mit der Anode 5 des Behälters 1 über eine elektrische Leitung 13 verbunden. Statt dieser Schaltung in Reihe kann auch eine solche Schaltung getroffen sein, daß der Strom im Bad des Behälters 2 unabhängig von dem Strom im Bad des Behälters 1 eingeschaltet bzw. die Stromstärke im Bad des Behälters 2 unabhängig von der Stromstärke im Bad des Behälters 1 eingestellt werden kann.
- Die Kathode 3 des Behälters 1 wird durch das zu beschichtende Werkstück, also beispielsweise durch die Zylinder einer Hubkolbenbrennkraftmaschine gebildet, deren Laufflächen beschichtet werden sollen. Die Anode 5 besteht aus Blei und ist unlöslich.
- Das Beschichtungsbad 7 wird durch ein Nickelsulfatbad gebildet, beispielsweise mit einer Nickelsalzkonzentration von 700 Gramm/Liter Wasser. In dem Bad 7 kann Siliziumkarbid aufgeschlämmt sein, beispielsweise 30 Gramm/Liter. Für eine optimale; gleichmäßige Nickelabscheidung an der Werkstückkathode 3 wird ein pH-Wert des Beschichtungsbades 7 von 3 bis 4 angestrebt.
- Die Kathode 4 des Behälters 2 ist porös, beispielsweise gitterförmig ausgebildet und besteht aus einem leitenden Metall, z. B. einem Stahlgewebe, während die Anode 6 des Behälters 2 aus Nickel gebildet ist. Die Kathode 4 ist zylindrisch ausgebildet und konzentrisch um die Anode 6 angeordnet, so daß die Oberfläche der Kathode 4 des Behälters 2 um ein Vielfaches, beispielsweise 50 bis 200 Mal größer ist als die Oberfläche der Anode 6 des Behälters 2.
- Bei der Nickelbeschichtung der Zylinderlaufflächen von Kolbenbrennkraftmaschinen fließt in dem Bad der Behälter 1 und 2 ein Strom von beispielsweise 2 bis 3 Kilo-Ampere.
- Bei dem erfindungsgemäßen Verfahren geht von der Nickelanode 6 in dem Behälter 2 praktisch so viel Nickel in Lösung, wie sich an der Kathode 3 bzw. dem Werkstück im Behälter 1 abscheidet. Wesentlich ist nun bei dem erfindungsgemäßen Verfahren vor allem, daß sich das von der Nickelanode 6 im Behälter 2 in Lösung gegangene Nickel nicht wieder an der der Anode 6 zugeordneten Kathode 4 des Behälters 2 abscheidet, sondern weitestgehend über die Umwälzleitung 9 dem Behälter 1 zugeführt wird. Dies wird erfindungsgemäß durch die um ein Vielfaches größere Oberfläche der Kathode 4 gegenüber der Anode 6 des Behälters 2 erreicht.
- Wie dem Diagramm der Figur 2 zu entnehmen, wird die Auflösungsgeschwindigkeit des Nickels an der Anode 6 des Behälters 2 und die Abscheidungsgeschwindigkeit des Nickels an der Kathode 4 des Behälters 2 durch die Stromdichte A/dm2 an der Anode 6 bzw. der Kathode 4 des Behälters 2 bestimmt. Daß heißt, da die Oberfläche der Anode 6 des Behälters 2 um ein Vielfaches kleiner ist als die Oberfläche der Kathode 4 des Behälters 2, ist die Stromdichte an der Oberfläche der Anode 6 um ein Vielfaches größer als an der Oberfläche der Kathode 4 des zweiten Behälters 1.
- An der Kathode 4 des zweiten Behälters 2 herrscht also eine relativ geringe Stromdichte von beispielsweise 1 A/dm2, so daß die Nickelabscheidung an der Kathode 4 des Behälters 2 geringfügig ist, während an der Anode 6 des Behälters 2 eine relativ große Stromdichte von beispielsweise 50 A/dm2 und damit eine entsprechend hohe Auflösungsgeschwindigkeit des Nickels vorliegt. Das Größenverhältnis zwischen den Oberflächender Anode 6 und der Kathode 4 des Behälters 2 findet ihre Grenze einmal darin, daß die Größe der Kathode 4 aus praktischen Gründen nicht beliebig groß gewählt werden kann, ferner in der folgenden Sekundärreaktion.

- Das heißt, durch die Elektrolyse der gemäß der Gleichung I gebildeten Schwefelsäure bzw. des Wassers.
- Die Stromdichte an der Anode 6 zur Auflösung derselben muß also unterhalb des Wertes bleiben, bei dem die Wasserelektrolyse einzusetzen beginnt, wie in dem Diagramm der Figur 2 durch die Gerade 02 veranschaulicht.
- Neben der Bildung von neuem Nickelelektrolyten zur Regenerierung des Beschichtungsbades dient die erfindungsgemäße Vorrichtung zugleich zur selektiven Reinigung des Beschichtungsbades von solchen metallischen Verunreinigungen, die bei vorgegebener Stromdichte eine höhere Abscheidungsgeschwindigkeit an der Kathode 4 des Behälters 2 aufweisen als Nickel, z. B. von Zinkionen. Aus Figur 3 ist ersichtlich, daß bei einer Stromdichte von beispielsweise 1 A/dm2 an der Oberfläche der Kathode 4 des Behälters 2 die Abscheidungsgeschwindigkeit von Zink um ein Vielfaches größer ist als von Nickel, so daß gegenüber Nickel bevorzugt im Beschichtungsbad enthaltenes Zink und andere Verunreinigungen an der Kathode 4 des Behälters 2 abgeschieden werden, d. h. das Beschichtungsbad wird selektiv gereinigt, ohne daß es zur Nickelabscheidung kommt.
- Die lösliche Nickelanode 6 im Behälter 2 ist zweckmäßig von einem porösen Magnetfilter 14 umgeben, um zu verhindern, daß Nickelflitter, die beim Auflösen der Anode 6 entstehen können, in das Beschichtungsbad 7 gelangen. Derartige Magnetfilter sind an sich bekannt (vgl. DE-OS 3 007 161
- Die Vorteile des erfindungsgemäßen Verfahrens sind insbesondere darin zu sehen, daß ein Nachdosieren des Elektrolyten des Beschichtungsbades entfällt, der pH-Wert des Beschichtungsbades über längere Zeit konstant bleibt und das Beschichtungsbad zugleich selektiv gereinigt wird. Aus diesen Vorteilen resultiert eine problemlose Badführung.
Claims (8)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3144128 | 1981-11-06 | ||
| DE3144128A DE3144128C1 (de) | 1981-11-06 | 1981-11-06 | Vorrichtung zum galvanischen Abscheiden eines Metalls auf einem metallischen Werkstueck |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0079032A1 EP0079032A1 (de) | 1983-05-18 |
| EP0079032B1 true EP0079032B1 (de) | 1987-03-04 |
Family
ID=6145791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82110104A Expired EP0079032B1 (de) | 1981-11-06 | 1982-11-03 | Vorrichtung zum galvanischen Beschichten eines metallischen Werkstücks |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0079032B1 (de) |
| DE (2) | DE3144128C1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4933051A (en) * | 1989-07-24 | 1990-06-12 | Omi International Corporation | Cyanide-free copper plating process |
| US6413390B1 (en) * | 2000-10-02 | 2002-07-02 | Advanced Micro Devices, Inc. | Plating system with remote secondary anode for semiconductor manufacturing |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1273978A (en) * | 1968-07-08 | 1972-05-10 | Nat Res Dev | Improvements in or relating to electrolytic deposition of metals |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL71231C (de) * | 1948-04-22 | |||
| DE1496966A1 (de) * | 1966-12-29 | 1969-08-14 | Peach Arthur Leslie | Plattierungsverfahren |
| FR1582093A (de) * | 1968-05-31 | 1969-09-26 | ||
| DE1926974A1 (de) * | 1969-05-23 | 1970-11-26 | Siemens Ag | Einrichtung zur selektiven Reinigung galvanischer Baeder |
-
1981
- 1981-11-06 DE DE3144128A patent/DE3144128C1/de not_active Expired
-
1982
- 1982-11-03 DE DE8282110104T patent/DE3275563D1/de not_active Expired
- 1982-11-03 EP EP82110104A patent/EP0079032B1/de not_active Expired
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1273978A (en) * | 1968-07-08 | 1972-05-10 | Nat Res Dev | Improvements in or relating to electrolytic deposition of metals |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0079032A1 (de) | 1983-05-18 |
| DE3144128C1 (de) | 1983-06-09 |
| DE3275563D1 (en) | 1987-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19834353C2 (de) | Alkalisches Zink-Nickelbad | |
| EP0878561A2 (de) | Verfahren und Vorrichtung zum Regenerieren von Verzinnungslösungen | |
| DE69122910T2 (de) | Verfahren zur Kupfer-Elektroplattierung | |
| DE1496886A1 (de) | Verfahren und Vorrichtung zum Aufbereiten von Metallbehandlungsloesungen | |
| EP0638664A1 (de) | Verfahren und Vorrichtung zur Regenerierung einer Metallionen und Schwefelsäure enthaltenden Lösung | |
| DE10261493A1 (de) | Anode zur Galvanisierung | |
| DE2759952C2 (de) | Verfahren zur Betriebssteuerung eines ohne äußere Stromzufuhr arbeitenden Verkupferungsbades | |
| DE19736350C1 (de) | Verfahren zur Konzentrationsregulierung von Stoffen in Elektrolyten und Vorrichtung zur Durchführung des Verfahrens | |
| EP1831435B1 (de) | Verfahren für den kontinuierlichen betrieb von sauren oder alkalischen zink- oder zinklegierungsbädern | |
| DE69203600T3 (de) | Elektrode für eine elektrolytische zelle, deren gebrauch und verfahren. | |
| EP0079032B1 (de) | Vorrichtung zum galvanischen Beschichten eines metallischen Werkstücks | |
| EP0240589B1 (de) | Verfahren zur Regenerierung eines stromlosen Verkupferungsbades und Vorrichtung zur Durchführung desselben | |
| DE2713392C2 (de) | Verfahren zum Herstellen von Metallkomplexlösungen | |
| DE4407448C2 (de) | Elektrolyseverfahren zum Regenerieren einer Eisen-III-Chlorid- oder Eisen-III-Sulfatlösung, insbesondere zum Sprühätzen von Stahl | |
| EP0575699A2 (de) | Verfahren und Vorrichtung zur Regenerierung einer Metallionen und Schwefelsäure enthaltenden wässrigen Lösung sowie Verwendung | |
| EP0054695B1 (de) | Verfahren zum Erzeugen von Dendriten durch Galvanisieren und Vorrichtung zur Durchführung des Verfahrens | |
| DE4405741C1 (de) | Verfahren zur elektrolytischen Abscheidung von Metallen aus Elektrolyten mit Prozeßorganik | |
| DE2929305C2 (de) | Verfahren und Vorrichtung zur kontinuierlichen galvanischen Abscheidung von Mangan auf Stahl | |
| DE4218916C2 (de) | Verwendung einer Gitteranode zur elektrolytische Entgiftung oder Regeneration einer Cyanid enthaltenden wäßrigen Lösung | |
| DE102021002197A1 (de) | Vorrichtung und Verfahren zum Beschichten eines Bauteils oder Halbzeugs mit einer Chromschicht | |
| DE4031979A1 (de) | Vorrichtung zum entfernen von verunreinigungen, die in chrom-galvanisierbaedern enthalten sind | |
| DE4229917C1 (en) | Electrolytic bath for meter coating - has sec. anode contg. alkaline or ammonium soln. with acid added to electrolyte to compensate for pH rise | |
| EP0483937A1 (de) | Membranelektrolysemodul, Verfahren und dessen Verwendung | |
| DE2836720C2 (de) | Verfahren zur kontinuierlichen elektrolytischen Regenerierung einer Silbercyanid enthaltenden, bei Galvanisierungsprozessen anfallenden Waschlösung und Vorrichtung zur Durchführung des Verfahrens | |
| DE3330838C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19830301 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT SE |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT SE |
|
| REF | Corresponds to: |
Ref document number: 3275563 Country of ref document: DE Date of ref document: 19870409 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19871104 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19880729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19880802 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881121 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82110104.5 Effective date: 19880913 |