EP0076939A1 - Dispositif pour la formation et la distribution des petits paquets constitués de plusieurs produits plats de papier, d'ouate de cellulose ou similaires - Google Patents
Dispositif pour la formation et la distribution des petits paquets constitués de plusieurs produits plats de papier, d'ouate de cellulose ou similaires Download PDFInfo
- Publication number
- EP0076939A1 EP0076939A1 EP82108652A EP82108652A EP0076939A1 EP 0076939 A1 EP0076939 A1 EP 0076939A1 EP 82108652 A EP82108652 A EP 82108652A EP 82108652 A EP82108652 A EP 82108652A EP 0076939 A1 EP0076939 A1 EP 0076939A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stacking
- cassette
- collecting
- devices
- products
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920002678 cellulose Polymers 0.000 title claims abstract description 4
- 239000001913 cellulose Substances 0.000 title claims abstract description 4
- 230000006835 compression Effects 0.000 claims abstract description 4
- 238000007906 compression Methods 0.000 claims abstract description 4
- 230000015572 biosynthetic process Effects 0.000 claims description 6
- 239000000969 carrier Substances 0.000 claims description 4
- 238000003860 storage Methods 0.000 claims description 3
- 230000007704 transition Effects 0.000 claims 1
- 230000007246 mechanism Effects 0.000 abstract description 20
- 230000000903 blocking effect Effects 0.000 description 6
- 238000000034 method Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000012856 packing Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 230000002730 additional effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 210000001331 nose Anatomy 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/50—Piling apparatus of which the discharge point moves in accordance with the height to the pile
- B65H29/51—Piling apparatus of which the discharge point moves in accordance with the height to the pile piling by collecting on the periphery of cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/38—Delivering or advancing articles from machines; Advancing articles to or into piles by movable piling or advancing arms, frames, plates, or like members with which the articles are maintained in face contact
- B65H29/46—Members reciprocated in rectilinear path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/24—Pile receivers multiple or compartmented, e.d. for alternate, programmed, or selective filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/30—Arrangements for removing completed piles
- B65H31/3081—Arrangements for removing completed piles by acting on edge of the pile for moving it along a surface, e.g. by pushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4226—Delivering, advancing piles
- B65H2301/42266—Delivering, advancing piles by acting on edge of the pile for moving it along a surface, e.g. pushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1924—Napkins or tissues, e.g. dressings, toweling, serviettes, kitchen paper and compresses
Definitions
- the invention relates to a device for forming and dispensing packets from several flat individual products made of paper, cellulose wadding or the like, in which the individual products are fed to a stacking device lying at intervals between conveyor belts and the packets formed there are removed by a dispensing device connected downstream of the stacking device and be dissipated.
- Such devices are generally known. They are used, for example, to combine products made from a paper web by cutting and folding, such as paper handkerchiefs, paper towels, etc., into packages consisting of counted individual pieces and, for example, to feed them to a packaging machine.
- the devices can be preceded by a whole series of other machine groups, such as unwinding stations, printing machines, embossing calenders, folding devices and cross cutters.
- a problem with such devices is that the speed at which the products can be fed to the device is limited by the fact that after each package is completed, a certain amount of time is required to feed the package from the stacker to the dispenser.
- the uptake of the supplied individual products by the stacking device and the formation of a new packet can only be resumed when the previous packet has left the stacking device completely and the stacking device is returned to the initial state in which the formation of a new packet can be started .
- the devices upstream of the device cannot either only run at a relatively slow speed or can only be operated intermittently, it is possible to connect several devices for forming and dispensing parcels in parallel and to operate them in tandem, these devices each using transport switches the machines that feed the products are connected.
- Such systems are very expensive in terms of the necessary transport switches and the dispensing devices.
- a device for conveying single sheets, in which there are two stacking devices arranged one behind the other, viewed in the feed direction, which are alternately in operation, with the products being fed to the second stacking device by the first stacking device through it.
- the individual sheets are held by suction on conveyor belts arranged above them.
- Such a facility is not useful for the promotion and collection of folded products, since the suction effect only on the top layer acts and the folded products would fall apart hanging on the conveyor belt. If there were several products, only the top product would be recorded at all.
- the object underlying the invention was to improve a device with the features from the preamble of claim 1 so that it is possible with relatively little design effort, individual products, in particular folded individual products and several individual products combined in small packages, at high speed continuously feed the device, selectively convey it to the first or second stacking device and continuously remove the packets formed there, without the feeding process having to be interrupted.
- the device according to the invention can be produced in a structurally simple manner, in particular in the embodiments described in the subclaims.
- the stacking devices are preceded by a collecting device according to claim 2.
- the great advantage of this embodiment is that the throughput speed of the device can be adapted to the generally very high working speed of the cross cutter without great design effort, which is difficult because the maximum working speed of the ejection devices executing an up and down movement is limited.
- the control of the downward movement of the cassette bottoms of the collecting cassettes described in claim 7 can be carried out in various ways.
- the claims 8 and 9 specify simple mechanical designs that work with one or two cams. However, it is also possible in principle to design the control entirely as a pneumatic sequence control.
- the features of claim 11 are realized, with which a particularly gentle and clean stacking of the individual products in the collecting cassettes is achieved.
- the device shown in FIGS. 1 to 6 for the formation and delivery of packets from individual products, for example paper towels, has two stacking devices, a first of which is designated overall by B-C and a second overall by D-E.
- the two stacking devices B-C and D-E are arranged one behind the other, and a conveyor belt consisting of several individual belts 1, 2 and 3, which is explained in more detail below, is guided in such a way that it first passes through the stacking device B-C and then through the stacking device D-E.
- the device is preceded by a cross cutter 26, which is only indicated, and which may also be preceded by further machines which are not specifically shown.
- the individual products separated by the cross cutter 26 are fed to the first stacking device B-C in the direction Z after passing through a collecting device which is explained in more detail below.
- the principle of the device and the flow of the products can best be read from FIG. 2.
- a first packet P is formed from the supplied individual products A.
- this package is fed onto one of two transport chains 17 of a delivery device and at the same time the stacking device BC is blocked in order to be made continuous for the following individual products A, which are also supplied to the second stacking device DE, in which the next packet P is already formed while the first packet is being fed to the delivery device.
- Each of the two stacking devices BC and DE has an ejection device B and D arranged above the conveyor belt 1-2-3.
- Each of the ejection devices has a lifting frame 4 which is guided in rod guides 5 so as to be vertically movable and on the underside of which an ejection plate 25 is arranged .
- Within the lifting frame 4 is an eccentric disc 6 (see also Fig. 4) arranged, which is connected to a drive shaft 10, which leads to a drive 12.
- the lifting frame 4 is supported by a support roller 7 on the eccentric 6. From the drive 12, the lifting frame 4 is raised by the eccentric disc 6 against the force of pressure springs 8 and in this way is caused to make continuous lifting and lowering movements.
- each stacking device has a collecting cassette, which is denoted overall by C or E.
- Each of the collecting cassettes C and E has a controlled lowerable floor 15 on which a storage plate 16 is supported by springs 38.
- a control device shown in FIG. 3 can be used to control the lowering of the base, in FIG. 3 the two cassette bases are designated 15a and 15b.
- Each cassette base 15a, 15b is connected to a control shaft 32a, 32b via a pivot lever 33a, 33b.
- Control levers 34a, 34b which are guided on cam disks 31a, 31b, are arranged on the control shafts 32a and 32b.
- the two cams 31a and 31b are designed such that, via the mechanism shown in FIG. 3, the two cassette bottoms 15a and 15b execute a movement which is phase-shifted by approximately 180 ° relative to one another, in which they are first slowly lowered, then lowered more quickly to an end position and finally be raised again after a standstill.
- the collecting cassettes C and E are designed as collecting shafts, which are delimited at their four corners by perpendicular angle profiles for centering the packets P.
- the rear angle profiles 20 are fixedly arranged, while the front angle profiles 21a and 21b are arranged rotatably about an axis perpendicular to the bottom of the cassette in order to clear the passage path for the parcels P from the collecting cassette onto the transport chain 17.
- the conveyor belt is constructed in a manner known per se from a plurality of groups of belts running in parallel, which are guided in the region of the two ejection devices B, D in the manner shown in FIG. 5.
- the conveyor belt consists of three groups of belts, namely two lower edge zone belts 1, which are designed as flat belts, two upper edge zone belts 2, which are designed as round belts, and a central belt 3 designed as flat belts.
- the edge zone belts 1 and 2 are guided in such a way that that each individual product A is covered by them in narrow marginal zones. In order to avoid a large return path for the two lower marginal zone bands, these are guided in the manner shown in FIGS. 1 and 5.
- the lower edge zone bands 1 are returned after the band has been folded into a position in which the band plane is rotated by 90 °, past the collecting cassettes C and E.
- a center belt 3 is also provided in the area of the ejection devices B and D.
- the ejection plate 25 arranged on the lifting frame 4 is therefore designed as a double plate which is fastened to the lifting frame 4 via a U-shaped holder 37.
- the double plate 25 dips into the area between the upper edge zone bands 2 and the middle band 3 and presses the individual product A down into one of the collecting cassettes C or E.
- the conveyor belt can be provided with one or more center belts both on the top and on the bottom of the individual products A for the purpose of more stable section guidance.
- Each of the ejection devices B and D has a locking device for the purpose of interrupting the lifting of the lifting frame 4.
- This locking device is shown in more detail in FIG. 4. It has a hollow control shaft 9 which is arranged around the drive shaft 10 and is connected at one end to its own drive device 13.
- a control disk 11 is arranged at the other end of the control shaft 9. The scope of this control disk 11 has two regions of 180 0 circumferential angle which have different radius.
- a stop 14 is arranged on the lifting frame 4, which extends parallel to the drive shaft 10 into the circumferential region of the control disk 11.
- This stop 14 is arranged and the two radii of the control disk 11 are dimensioned such that when the lifting frame 4 is raised, the peripheral region of the control disk 11 with a larger radius can slide straight under the stop 14, but the lifting frame 4, as long as the peripheral section with a larger radius is located under the stop 14, with a corresponding position of the eccentric disc 6, despite the action of the compression springs 8, cannot perform a lowering movement.
- the peripheral area with a smaller radius is below the stop 14, the lifting frame 4 can carry out its lifting and lowering movements unhindered. The lowering movements of the lifting frame 4 are thus blocked in a certain position of the control disk 11. The eccentric disc 6 then continues to run without affecting the lifting frame 4.
- the number of strokes or the blocking time can be predetermined as desired, the same number of revolutions of the eccentric disk 6 taking place during a blocking time as in the operating time.
- the two locking devices of the ejection devices B, D are operated by a common drive, in such a way that one of the two ejection devices B and D is in operation, while the other D and B is locked.
- the dispensing device for the parcels P connects to the collecting cassettes C and E arranged under the ejection devices B and D.
- it has two circumferential conveyor chains 17 arranged at right angles to the conveyor belt 1-2-3, the front ends of which are each arranged below one of the collecting cassettes C and E.
- Each of the transport chains 17 consists of two pairs of double chains, which are connected to one another via chain pins 18, with drivers 18 being arranged on the chain pins.
- the double chain pairs as can be seen from FIG. 2, are guided via separate guide rollers 36a and 36b and the drivers 19 are connected to the chain pairs in such a way that the drivers are always circumferentially guided in a direction parallel to one another.
- the carriers 19 When the cassette bottom is lowered, the carriers 19 each push a finished packet P out of one of the collecting cassettes C or E with the angle profile 21a or 21b open and onto a track 17a, on which it is transported. At the end of the transport chain 17, it is pushed onto a third transport chain 29 running at right angles to the other two transport chains 17 and provided with carriers 30 is. The packet P is fed to a packing machine F by this third transport chain 29.
- Both the transport chains 17 and the transport chain 29 can run continuously.
- FIG. 6 shows a variant of the control device shown in FIG. 3 for lowering the bottoms 15 and 15a, 15b of the collecting cassettes C and E, respectively.
- a storage plate 16 is supported on the cassette base 15 by means of compression springs 38 in order to allow the respective parcel to yield resiliently when a single product is pressed in.
- a pneumatic spring 35 can also be used here, on which the support plate 16a (see FIG. 6) is supported.
- the air chamber of the pneumatic spring 35 is constantly in an unspecified manner under an adjustable pressure that allows a predetermined travel.
- the support plate 16a is connected directly to the guide arm 33a or 33b via the pneumatic spring 35 and to the cam plate 31a or 31b in FIG. 3 via the shaft 32a or 32b.
- a collecting device is additionally arranged in the transport path of the individual products A in front of the first stacking device BC.
- This collecting device has a rotating collecting cylinder 22 arranged below or above the conveyor belt and a lock 23 which is controlled by a cam disk 24.
- This lock 23 is controlled so that every second one of the individual products A is not immediately led onto the conveyor belt 1-2, but instead Collection cylinder 22 is supplied.
- the branched individual product, designated A 'on the collecting cylinder 22 is circulated in one full cycle and fed back to the conveyor belt at the receiving point.
- the diameter and the speed of rotation of the collecting cylinder 22 are chosen with regard to the transport speed and the distance of the individual products A on the conveyor belt so that each individual product A 'fed to the collecting cylinder 22 is placed after one cycle exactly on an individual product A following on the conveyor belt.
- the superimposed individual products A and A 'then pass through the lock 23 and are fed in the direction Z to the stacking devices BC and DE. If the circumference of the collecting cylinder 22 has a length which corresponds to the sum of the length of three individual products and three spaces arranged between the individual products and its speed is selected such that the peripheral speed of the collecting cylinder 22 is equal to the transport speed of the individual products A, a Individual product fed from the lock 23 to the collecting cylinder 22 is placed on the third of the subsequent individual products.
- FIGS. 1 to 6 The operation of the device shown in FIGS. 1 to 6 is explained below with reference to FIGS. 1 and 2.
- FIG. 1 shows a state of the device in which the stacking device BC is locked and the stacking device DE is in operation.
- a single or multi-lane paper strand is fed to the cross cutter 26, which is divided into individual products A.
- the individual products A pass through the collecting device in which, in the manner described above, two individual products are placed one on top of the other and transported further in the direction Z. They are guided on the conveyor belt 1-2-3 under the ejection device B, which is locked, to the stacking device DE, which is currently in operation.
- the lowering movements of the lifting frame 4 push the products through the conveyor belt 1-2-3 into the collecting cassette E, which is slowly lowered during this time using the control device described with reference to FIG. 3.
- the locking device of the stacking device BC is released and the locking device of the stacking device DE is locked.
- the same process of packet formation on the stacking device BC now begins.
- the packet P formed in the collecting cassette E is gripped by the drivers 19 of the transport chain 17 and guided out of the collecting cassette E onto the transport track 17a.
- the angle profiles 21b are pivoted into a position in which the packet P can be pushed out.
- the bottom 15 of the collecting cassette is somewhat shorter than the length of the parcel, so that the drivers 19 lie against the parcel P and can slide it laterally past the bottom 15 onto the transport path 17a.
- the packets are pushed onto the third transport chain 29 and fed to the packing machine F by their carriers 30.
- the same process of packet formation takes place on the stacking device BC.
- the switch to the stacking device DE again takes place and the packet P formed on the stacking device BC is discharged in the manner described above.
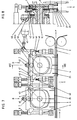
- FIGS. 7 and 8 show part of a device for forming and dispensing packets from individual products, for example paper towels, which can be part of a device as shown and described in FIGS. 1 to 6.
- the collecting devices in FIGS. 1 C and E
- FIGS. 1 C and E arranged below the conveyor belt 1, 2 consisting of several individual belts are not shown.
- they can be designed and provided with such a dispensing device as described above with reference to FIGS. 1 to 6.
- the ejection devices B and D reference is also made to the description with reference to FIGS. 1, 2 and 4 above.
- Each of the two ejection devices B and D has a first locking device for the purpose of interrupting the lifting of the lifting frame 4, while the other ejection device is in operation. This locking device is shown in more detail in FIG. 4 and described further above.
- a common, second blocking device is arranged on these ejection devices.
- This second locking device has a locking rod 40 running in the feed direction Z next to the two lifting frames 4, which is guided on levers 43 and 44 which are connected to it in an articulated manner and which can be pivoted about the axes 10 of the eccentric disks 6, the lever 43 on the first ejection device B. and the lever 44 is arranged on the second ejection device D.
- the locking rod 40 is guided so that it is parallel to their longitudinal direction from a rest position, shown in Fig. 7, can be raised in a non-illustrated blocking position.
- stops 41 and 42 are arranged, which, as shown, can be designed as rollers or as catch noses.
- the arrangement of these stops and the rest position and locking position of the locking rod 40 are selected so that in the rest position the distance of the top of the locking rod 40 from the stops 41 and 42 is greater than the lifting height of the lifting frame 4, so that the stops even when the lifting frame is lowered do not sit on the locking rod 40 and the lifting frame 4, controlled by the eccentric discs 6, can move up and down unhindered.
- the locking rod 40 is raised by means of a control cylinder 45, which acts on an extension 44a of the lever 44 assigned to the ejection device D.
- a control cylinder 45 By extending the control cylinder 45, the lever 44 in FIG. 7 is pivoted counterclockwise about the axis 10 and the locking rod 40, which is guided in parallel by the other lever 43, is thereby raised.
- both stops 41, 42 are seated on the top of the locking rod 40 in such a way that both lifting frames 4 are fixed in the raised position th will and can not perform a downward movement under the action of the springs 8.
- the lifting height of the locking rod 40 can be set in an adjustable manner by adjustable stops 48 and 49 arranged on the ejection device D on both sides of the lifting frame 4 and interacting with counter-stops 46 and 47 on the lever 44.
- the stop pair 46, 48 defines the rest position and the stop pair 47, 49 the locking position of the locking rod 40.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pile Receivers (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82108652T ATE18182T1 (de) | 1981-10-08 | 1982-09-18 | Einrichtung zur bildung und abgabe von paeckchen aus mehreren, flaechigen einzelerzeugnissen aus papier, zellstoffwatte od. dgl. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3140021 | 1981-10-08 | ||
| DE19813140021 DE3140021A1 (de) | 1981-10-08 | 1981-10-08 | Einrichtung zur bildung und angabe von paeckchen aus mehreren, flaechigen einzelerzeugnissen aus papier, zellstoffwatte od. dgl. |
| DE19823220130 DE3220130A1 (de) | 1982-05-28 | 1982-05-28 | Einrichtung zur bildung un abgabe von paeckchen aus mehreren, flaechigen einzelerzeugnissen aus papier, zellstoffwatte o.dgl. |
| DE3220130 | 1982-05-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0076939A1 true EP0076939A1 (fr) | 1983-04-20 |
| EP0076939B1 EP0076939B1 (fr) | 1986-02-26 |
Family
ID=25796599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82108652A Expired EP0076939B1 (fr) | 1981-10-08 | 1982-09-18 | Dispositif pour la formation et la distribution des petits paquets constitués de plusieurs produits plats de papier, d'ouate de cellulose ou similaires |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0076939B1 (fr) |
| DE (1) | DE3269420D1 (fr) |
| ES (1) | ES8306460A1 (fr) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0171541A1 (fr) * | 1984-08-17 | 1986-02-19 | HOBEMA Maschinenfabrik Hermann H. Raths GmbH & Co. KG | Dispositif pour la formation de piles, constituées de plusieurs produits plats en papier, en ouate de cellulose ou similaires |
| EP0347870A2 (fr) * | 1988-06-22 | 1989-12-27 | Wirtz Manufacturing Company, Inc. | Dispositif pour empiler des plaques de batterie d'accumulateurs |
| FR2640896A1 (en) * | 1988-12-22 | 1990-06-29 | Peugeot | Installation and method for the unpiling (peeling off) of parts which are cut out by punching and are put back into a sheet |
| FR2685685A1 (fr) * | 1991-12-26 | 1993-07-02 | Tadao Uno | Dispositif pour empiler des liasses de feuilles. |
| EP0611720A1 (fr) * | 1993-02-15 | 1994-08-24 | FABIO PERINI S.p.A. | Dispositif pour empiler des mouchoirs en papier ou produits analogues |
| EP0656309A1 (fr) * | 1993-12-03 | 1995-06-07 | De La Rue Giori S.A. | Dispositif pour constituer des colis de papiers-valeur à partir de liasses de papiers valeur |
| EP0891938A2 (fr) * | 1997-07-17 | 1999-01-20 | Elsner Engineering Works Inc | Machine et procédé pour empiler |
| WO2000073188A1 (fr) * | 1999-05-26 | 2000-12-07 | Errebi Paper S.R.L. Industria Cartaria | Procede et appareil permettant d'empiler des serviettes ou des mouchoirs en papier imbriques |
| EP1097887A2 (fr) * | 1999-11-02 | 2001-05-09 | G.D Societa' Per Azioni | Machine pour ordonner et amener des liasses de feuilles à une unité pour l'assemblage des liasses en groupes |
| ITCR20080026A1 (it) * | 2008-12-02 | 2010-06-03 | Teknoweb Srl | Sistema per raggruppare ed espellere da una linea di produzione principale pacchetti multistrato di salviettine monouso |
| ITCR20090025A1 (it) * | 2009-06-22 | 2010-12-23 | Teknoweb S R L | Sistema perfezionato per raggruppare ed espellere da una linea di produzione principale pacchetti multistrato di salviettine monouso. |
| EP2147881A3 (fr) * | 2008-07-25 | 2012-02-08 | Heidelberger Druckmaschinen Aktiengesellschaft | Dispositif pour déposer des produits plats |
| EP2269927B1 (fr) * | 2001-07-27 | 2013-07-03 | C.G. Bretting Manufacturing Co., Inc. | Appareil et méthode pour déplacer des piles de produits délivrées d'un dispositif d'empilage |
| JP2016526120A (ja) * | 2013-03-15 | 2016-09-01 | コンフォテクス コーポレーション | 窓周りの装飾を製作するためのシステムにおいてプリフォーム積層体を搬送する方法 |
| CN114161619A (zh) * | 2021-11-30 | 2022-03-11 | 天津绿展环保科技有限公司 | 一种用于废塑料桶处理线的进料控制系统 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117141923B (zh) * | 2023-10-30 | 2024-01-23 | 江苏铭鼎新材料科技有限公司 | 一种聚丙烯电缆保护管堆放装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2059394B2 (de) * | 1970-12-02 | 1973-08-02 | Maschinenfabrik Turner AG, 6370 Ober ursel | Vorrichtung zum uebereinanderstapeln von grossflaechigen, duennen werkstuecken geringer eigensteifigkeit |
| DE2322124A1 (de) * | 1972-05-05 | 1973-11-22 | Holweg Const Mec | Einrichtung zum auswerfen und ablegen von beuteln |
| DE2402239A1 (de) * | 1973-01-17 | 1974-08-01 | Masson Scott Thrissell Eng Ltd | Foerderanlage |
| DE2360628A1 (de) * | 1973-12-05 | 1975-06-12 | Windmoeller & Hoelscher | Vorrichtung zum verpacken quergefalteter tragetaschen in umbeutel |
| DE2229286B2 (de) * | 1972-06-15 | 1976-03-18 | Betaetigungseinrichtung fuer eine am gabelungspunkt des transportweges flacher werkstuecke angeordnete weiche | |
| DE2729347A1 (de) * | 1976-06-29 | 1978-01-05 | Masson Scott Thrissell Eng Ltd | Blattstapelvorrichtung |
| DE2835417A1 (de) * | 1978-08-12 | 1980-03-06 | Will E C H Gmbh & Co | Vorrichtung zum abfoerdern von stapeln aus einer zaehlablage |
| DE2902285A1 (de) * | 1979-01-22 | 1980-07-24 | Gruner & Jahr | Verfahren zur bildung eines stapels und stapelausleger zur durchfuehrung des verfahrens |
-
1982
- 1982-09-18 DE DE8282108652T patent/DE3269420D1/de not_active Expired
- 1982-09-18 EP EP82108652A patent/EP0076939B1/fr not_active Expired
- 1982-09-30 ES ES516121A patent/ES8306460A1/es not_active Expired
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2059394B2 (de) * | 1970-12-02 | 1973-08-02 | Maschinenfabrik Turner AG, 6370 Ober ursel | Vorrichtung zum uebereinanderstapeln von grossflaechigen, duennen werkstuecken geringer eigensteifigkeit |
| DE2322124A1 (de) * | 1972-05-05 | 1973-11-22 | Holweg Const Mec | Einrichtung zum auswerfen und ablegen von beuteln |
| DE2229286B2 (de) * | 1972-06-15 | 1976-03-18 | Betaetigungseinrichtung fuer eine am gabelungspunkt des transportweges flacher werkstuecke angeordnete weiche | |
| DE2402239A1 (de) * | 1973-01-17 | 1974-08-01 | Masson Scott Thrissell Eng Ltd | Foerderanlage |
| DE2360628A1 (de) * | 1973-12-05 | 1975-06-12 | Windmoeller & Hoelscher | Vorrichtung zum verpacken quergefalteter tragetaschen in umbeutel |
| DE2729347A1 (de) * | 1976-06-29 | 1978-01-05 | Masson Scott Thrissell Eng Ltd | Blattstapelvorrichtung |
| DE2835417A1 (de) * | 1978-08-12 | 1980-03-06 | Will E C H Gmbh & Co | Vorrichtung zum abfoerdern von stapeln aus einer zaehlablage |
| DE2902285A1 (de) * | 1979-01-22 | 1980-07-24 | Gruner & Jahr | Verfahren zur bildung eines stapels und stapelausleger zur durchfuehrung des verfahrens |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0171541A1 (fr) * | 1984-08-17 | 1986-02-19 | HOBEMA Maschinenfabrik Hermann H. Raths GmbH & Co. KG | Dispositif pour la formation de piles, constituées de plusieurs produits plats en papier, en ouate de cellulose ou similaires |
| EP0347870A2 (fr) * | 1988-06-22 | 1989-12-27 | Wirtz Manufacturing Company, Inc. | Dispositif pour empiler des plaques de batterie d'accumulateurs |
| EP0347870A3 (fr) * | 1988-06-22 | 1992-04-08 | Wirtz Manufacturing Company, Inc. | Dispositif pour empiler des plaques de batterie d'accumulateurs |
| FR2640896A1 (en) * | 1988-12-22 | 1990-06-29 | Peugeot | Installation and method for the unpiling (peeling off) of parts which are cut out by punching and are put back into a sheet |
| FR2685685A1 (fr) * | 1991-12-26 | 1993-07-02 | Tadao Uno | Dispositif pour empiler des liasses de feuilles. |
| EP0611720A1 (fr) * | 1993-02-15 | 1994-08-24 | FABIO PERINI S.p.A. | Dispositif pour empiler des mouchoirs en papier ou produits analogues |
| US5356131A (en) * | 1993-02-15 | 1994-10-18 | Fabio Perini S.P.A. | Apparatus for transferring paper napkins or similar products from the production machine to stacker means |
| EP0656309A1 (fr) * | 1993-12-03 | 1995-06-07 | De La Rue Giori S.A. | Dispositif pour constituer des colis de papiers-valeur à partir de liasses de papiers valeur |
| AU682067B2 (en) * | 1993-12-03 | 1997-09-18 | De La Rue Giori S.A. | Apparatus for producing packs of notes from bundles of notes of value |
| EP0891938A2 (fr) * | 1997-07-17 | 1999-01-20 | Elsner Engineering Works Inc | Machine et procédé pour empiler |
| EP0891938A3 (fr) * | 1997-07-17 | 1999-09-29 | Elsner Engineering Works Inc | Machine et procédé pour empiler |
| WO2000073188A1 (fr) * | 1999-05-26 | 2000-12-07 | Errebi Paper S.R.L. Industria Cartaria | Procede et appareil permettant d'empiler des serviettes ou des mouchoirs en papier imbriques |
| EP1097887A2 (fr) * | 1999-11-02 | 2001-05-09 | G.D Societa' Per Azioni | Machine pour ordonner et amener des liasses de feuilles à une unité pour l'assemblage des liasses en groupes |
| EP1097887A3 (fr) * | 1999-11-02 | 2001-11-14 | G.D Societa' Per Azioni | Machine pour ordonner et amener des liasses de feuilles à une unité pour l'assemblage des liasses en groupes |
| EP2269927B1 (fr) * | 2001-07-27 | 2013-07-03 | C.G. Bretting Manufacturing Co., Inc. | Appareil et méthode pour déplacer des piles de produits délivrées d'un dispositif d'empilage |
| EP2147881A3 (fr) * | 2008-07-25 | 2012-02-08 | Heidelberger Druckmaschinen Aktiengesellschaft | Dispositif pour déposer des produits plats |
| CN101633447B (zh) * | 2008-07-25 | 2013-06-05 | 海德堡印刷机械股份公司 | 用于扁平产品的收集装置 |
| ITCR20080026A1 (it) * | 2008-12-02 | 2010-06-03 | Teknoweb Srl | Sistema per raggruppare ed espellere da una linea di produzione principale pacchetti multistrato di salviettine monouso |
| ITCR20090025A1 (it) * | 2009-06-22 | 2010-12-23 | Teknoweb S R L | Sistema perfezionato per raggruppare ed espellere da una linea di produzione principale pacchetti multistrato di salviettine monouso. |
| WO2010150070A1 (fr) * | 2009-06-22 | 2010-12-29 | Teknoweb Srl | Systeme ameliore pour etablir des lots et expulser des piles constituees d'un nombre predetermine d'agrafes de lingettes jetables a partir d'une chaîne de production principale |
| US8517164B2 (en) | 2009-06-22 | 2013-08-27 | Teknoweb Srl | System for batching and expelling stacks consisting of a predetermined number of clips of disposable wipes from a main production line |
| JP2016526120A (ja) * | 2013-03-15 | 2016-09-01 | コンフォテクス コーポレーション | 窓周りの装飾を製作するためのシステムにおいてプリフォーム積層体を搬送する方法 |
| CN114161619A (zh) * | 2021-11-30 | 2022-03-11 | 天津绿展环保科技有限公司 | 一种用于废塑料桶处理线的进料控制系统 |
| CN114161619B (zh) * | 2021-11-30 | 2024-01-30 | 天津绿展环保科技有限公司 | 一种用于废塑料桶处理线的进料控制系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0076939B1 (fr) | 1986-02-26 |
| DE3269420D1 (en) | 1986-04-03 |
| ES516121A0 (es) | 1983-06-01 |
| ES8306460A1 (es) | 1983-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0076939B1 (fr) | Dispositif pour la formation et la distribution des petits paquets constitués de plusieurs produits plats de papier, d'ouate de cellulose ou similaires | |
| AT394153B (de) | Maschine zum schneiden von schneidgutriegeln | |
| DE4013687C2 (de) | Förderanlage für Packungen mit integriertem Pufferspeicher | |
| EP0271042B1 (fr) | Procédé d'emballage et automate d'emballage pour enveloppes pour lettres et pochettes d'expédition | |
| DE3144449A1 (de) | Vorrichtung zum gruppieren von gegenstaenden, insbesondere aufrechtstehende flaschen | |
| EP0605838A1 (fr) | Dispositif pour la fabrication de paquets de cigarettes | |
| DE69708027T2 (de) | Auswahlanordnung | |
| DE1918442B2 (de) | Maschine zum zaehlen und stapeln von flexiblen gegenstaenden | |
| EP0656309B1 (fr) | Dispositif pour constituer des colis de papiers-valeur à partir de liasses de papiers valeur | |
| DE1272211B (de) | Vorrichtung zum verpackungsgerechten Gruppieren von Gegenstaenden | |
| EP0472909B1 (fr) | Appareil pour former des rangées et couches de bouteilles | |
| DE1950625A1 (de) | Vorrichtung zum gruppenweisen Verpacken von Beuteln | |
| DE3715570C2 (fr) | ||
| DE3151017C2 (fr) | ||
| DE2401340B2 (de) | Einwickelvorrichtung in einer Münzverpackungsmaschine | |
| DE4224010A1 (de) | Vorrichtung zum handhaben von bahn- oder bogenmaterial aus papier | |
| DE69301973T2 (de) | Vorrichtung zum Zuführen und Schneiden einer Folie zum Einwickeln von Gegenständen in einer Verpackungsmaschine | |
| EP0283670A2 (fr) | Dispositif de groupement pour la formation de groupes de récipients | |
| EP0868349B1 (fr) | Dispositif pour la formation de groupes de produits en forme de disques empiles | |
| DE10157952A1 (de) | Vorrichtung zum Verpacken von Rollen aus Zellstoffmaterial in einer automatischen Verpackungsmaschine | |
| DE2306213A1 (de) | Foerdervorrichtung | |
| CH661018A5 (de) | Verfahren und vorrichtung zum abtrennen von gruppen scheibenfoermiger gegenstaende aus einem als strom zulaufenden stapel. | |
| DE3140021A1 (de) | Einrichtung zur bildung und angabe von paeckchen aus mehreren, flaechigen einzelerzeugnissen aus papier, zellstoffwatte od. dgl. | |
| DE69719447T2 (de) | Vorrichtung zum Zuführen und Schneiden von Folien in einer Verpackungsmaschine | |
| DE602004004205T2 (de) | Automatisches System zum Sortieren und Palettieren von Artikeln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19830203 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE FR GB IT LI NL SE |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 18182 Country of ref document: AT Date of ref document: 19860315 Kind code of ref document: T |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19860228 |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3269420 Country of ref document: DE Date of ref document: 19860403 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19960816 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960826 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19960911 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19960913 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19960930 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19961004 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970918 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19970930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970918 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19980401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980603 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |