EP0062309A2 - Vorrichtung zum Wechseln von Werkzeugen an horizontalen Pressen, insbesondere Mehrstufenpressen - Google Patents
Vorrichtung zum Wechseln von Werkzeugen an horizontalen Pressen, insbesondere Mehrstufenpressen Download PDFInfo
- Publication number
- EP0062309A2 EP0062309A2 EP82102772A EP82102772A EP0062309A2 EP 0062309 A2 EP0062309 A2 EP 0062309A2 EP 82102772 A EP82102772 A EP 82102772A EP 82102772 A EP82102772 A EP 82102772A EP 0062309 A2 EP0062309 A2 EP 0062309A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tools
- transport magazine
- holder
- transport
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/14—Particular arrangements for handling and holding in place complete dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/08—Accessories for handling work or tools
- B21J13/085—Accessories for handling work or tools handling of tools
Definitions
- the invention relates to a device for changing tools on horizontal presses, in particular multi-stage presses for cold and hot forming, in which a working tool, i. a die, is mounted, a press bear is movably arranged, in the at least one cavity of which a second tool, i.e. a stamp is stored.
- program-controlled devices equipped with a manipulator have been used on multi-stage presses, for example. This serves to remove the individual tools from the cavities of the press and to transfer them to a storage rack from which he takes the new tools in order to insert them into the cavities of the press.
- the present invention is intended to eliminate the disadvantages of the prior art described above.
- the invention is therefore based on the object of providing an improved device of this type which makes it possible to rapidly change a complete set of two, three or more pairs of tools, which is particularly necessary in the series production of pressed and forged pieces.
- the device on the one hand from a pair of transport magazines for tools, of which both the transport magazine for stamps and the transport magazine for dies with an actuating mechanism for detecting the tools and their insertion and removal in or out the transport magazine, and on the other hand consists of a movable holder, in which a guide running parallel to the axes of the tools is provided for inserting the one transport magazine, the movable holder moving out of the press working space into a storage and storage space for worn out removed from the press, and new tools to be inserted into the press is arranged to move back and forth.
- the mobile holder is mounted in a guideway above the presses work space and above the storage and storage space that is capable of inserting the one transport magazine for the stamps or dies into the mobile holder and simultaneously pushing out the second transport magazine for the dies or stamps from the mobile holder with respect to the axes of the tools.
- stationary holders for the transport magazine of the tools are accommodated from both sides of the guideway of the mobile holder, with the stationary holder for the transport magazine being the stamp and the fixed holder for the transport magazine being on the other side Matrices is located, and next to each of these fixed holders with the guide track parallel side rails for pallets of the stamp on one side and for pallets of the matrices on the other side are attached, with perpendicular to the side rails from both sides and hydraulic insertion cylinder for inserting the a transport magazine of the stamps or matrices from the stationary holder in the mobile holder and for simultaneously pushing out the second transport magazine of the matrices or stamps from the mobile holder are arranged in the stationary holder.
- the actuating mechanism in the transport magazine of the tools consists on the one hand of pairs of stones, which are displaceable in the direction of the axes of the tools and are provided with lugs for engaging in the tangential grooves lying opposite one another in the tool, on the other hand from a hydraulic cylinder, the piston of which is secured by a bracket with a doubled toggle mechanism for actuating both stones of each pair is pivotally coupled, each stone being pivotally coupled to one arm of the toggle mechanism by means of a movable pin, while the opposite arm of the toggle mechanism is pivotally mounted about a fixed pin.
- the transport magazines of the tools are provided with hydraulic support cylinders, the piston rods of which are pushed out of the transport magazine in the press working space in order to be in contact with the frame on one side and with the press bear on the other side stand.
- a major advantage of the device according to the invention with respect to the known devices of this type is that it enables the change of a complete set of tools arranged next to one another to be carried out at once with the aid of an actuating mechanism accommodated directly in the transport magazine, the device in the press working space during the course of the change has the maximum rigidity.
- the doubled toggle lever mechanism multiplies the effect of the hydraulic cylinder, so that a sufficient value of the force required to pull the tools out of the cavities of the press can be achieved.
- a storage and storage room for worn and new tools 2, 4 is provided.
- the arrangement of this space, which is shown in the lower part of FIG. 1, will be described in further detail.
- a guide track 5 is attached to supports or brackets (not shown), which runs skewed above the press working area and above the storage and storage area with respect to the axes of the tools.
- a mobile holder 7 (see also FIGS. 2, 5 and 6) is mounted in this guideway 5. This is provided with a guide 25 running parallel to the axes of the tools 2, 4 and consequently perpendicular to the direction of the guideway 5.
- a transport magazine 11 for the punch 4 or a transport magazine 13 for the dies 2 can be inserted into the guide 25 of the movable holder 7.
- the mobile holder 7 is provided with a spring-loaded locking pin 10 for engaging in the guideway 5 and for locking it in a correct position when changing tools and when inserting one of the transport magazines 11, 13 of the tools 4, 2 .
- the movable holder 7 is provided with a second locking pin 12 for engaging in the transport magazine 11 or 13 of the tools 4, 2 inserted into the movable holder 7.
- the movable holder 7 can be moved back and forth from the press work space into the storage and storage space (FIG. 1).
- Behind these fixed holders 37, 38 are provided from both sides of the guideway 5 with parallel side rails 32, one of which is intended for pallets 30 of dies 2 and the second for pallets 31 of dies 4.
- Perpendicular to the side rails 32 lead 5 insertion rails 33 from both sides of the guideway.
- the stationary holders 37, 38 are assigned pairs of hydraulic insertion cylinders 28, 29. Behind the side rails 32 there is a storage rack 34 for the pallets 31 of the punches 4 on one side and a storage rack 35 for the pallets 30 of the dies 2 on the other side.
- the transport magazines 11, 13 of the tools 4, 2 are provided with an actuating mechanism (see FIGS. 2, 3 and 4).
- This mechanism consists of a hydraulic cylinder 20 which, by means of a doubled toggle mechanism, actuates 18 pairs of stones 16 which move in the direction of the Axes of the tools 4, 2 are mounted displaceably and are provided with lugs 15 for engaging tangential grooves 14 lying opposite one another in the tools 2, 4.
- Each stone 16 is connected to an arm of the toggle mechanism 18 by means of a movable pin; its second opposite arm is pivotally mounted about a fixed pin 23.
- the toggle mechanism 18 is connected to the piston, not shown, of the hydraulic cylinder 20 by means of a bracket 19.
- the hydraulic cylinder 20 is mounted on a bracket 21 connected to the transport magazine 11, 13.
- the transport magazines 11, 13 are provided with hydraulic support cylinders 26, 27, the piston rods of which - as can be seen in FIGS. 5 and 6 - in the press working space from the transport magazine 11, 13 on the one hand in contact with the frame 1 and on the other side with the press bear 3 are pushed out.
- the movable holder 7 is provided with a pinion 9 driven by a hydraulic motor 8. This is in engagement with a toothed rack 6 provided on the lower side of the guideway 5.
- the two transport magazines 11, 13 with guide strips 36 (FIG. 2) for engaging in longitudinal grooves in the factory witness 2, 4 provided.
- guide strips 36 connect to corresponding guide strips 36 on the pallets 30, 31 (FIG. 1) and in the cavities of the frame 1 and the press bar 3 (FIGS. 2, 4).
- the mobile holder 7 together with the worn stamp 4 now returns to the position shown in FIG. 1, where it is stopped and locked by the locking pin 10.
- the hydraulic cylinders 29 push the empty transport magazine 13 of the dies 2 out of the fixed holder 38 into the mobile holder 7, while at the same time the transport magazine 11 is pressed out of the latter with worn stamp 4 into the fixed holder 37 by means of stops 39.
- the transport magazine 13 of the dies 2 is locked in the guide 25 of the mobile holder 7 by the locking pin 12 in the position which corresponds to the illustration in FIG. 6.
- the empty pallet 31 is prepared, into which the worn stamp 4 are pushed out of the transport magazine 11 by the action of its actuating mechanism.
- This mechanism returns from the position shown in FIG. 4 to the position shown in FIG. 3.
- the pallet 31 with the worn stamps 4 is then switched outside of the storage and storage room with the help of a mechanism, not shown. Your place next to the stationary holder 37 of the transport magazine 11 of the stamp 4 is now taken up with the pallet 31 with new stamps 4.
- the mobile holder 7 together with the empty transport magazine 13 of the dies 2, has been moved into the press work space. Due to the action of the actuating mechanism in the transport magazine 13 of the dies 2, the worn dies 2 were also pulled out of the frame 1 of the press. The mobile holder 7 then returns to the position shown in FIG. 1.
- the transport magazine 11 with the new punches 4 is pushed out of the fixed holder 37 into the mobile holder 7 and the transport magazine 13 with the worn dies is pressed out of the same into the fixed holder 38, with this holder next to it 38 the pallet 30 for the worn dies 2 is prepared on the side rails 32.
- the change of the worn dies 2 from the transport magazine 13 into this empty pallet 30 and the insertion of the new dies 2 into the transport magazine 13 is carried out analogously to the operations described above.
- the mobile holder 7 is moved together with the transport magazine 11 with the new stamps 4 in the press work space.
- the new stamps 4 by moving the toggle mechanism 18 from the position shown in FIG. 4 into the position shown in FIG. 3 into the cavities of the press bear 3.
- the mobile holder 7 with the empty transport magazine 11 of the stamp 4 now returns to the storage and storage room.
- the transport magazine 13 with new dies 2 is inserted into this holder 7, which presses the empty transport magazine 11 of the punches 4 out of it into the fixed holder 37.
- This operation ends the change of tools and the mobile holder 7 together with the empty transport magazine 13 of the dies 2 returns to the starting position according to FIG. 1.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Um bei einer Vorrichtung zum automatischen Wechseln von Werkzeugen an horizontalen Pressen, insbesondere Mehrstufenpressen für die Kalt- und Warmverformung einen raschen Wechsel eines kompletten Satzes von zwei, drei oder mehreren Werkzeugpaaren vornehmen zu können, wird erfindungsgemäss vorgeschlagen, dass die Vorrichtung einerseits aus einem Paar von Transportmagazinen [11, 13] für Werkzeuge [4, 2], von denen sowohl das Transportmagazin [11] für Stempel [4] als auch das Transportmagazin [13] für Matrizen [2] mit einem Betätigungsmechanismus zum Erfassen der Werkzeuge [2, 4] und deren Ein- und Ausschieben in das bzw. aus dem Transportmagazin [11, 13] versehen sind, und andererseits aus einem fahrbaren Halter [7], in dem eine mit den Achsen der Werkzeuge [4, 2] parallel verlaufende Führung [25] zum Einschieben des einen Transportmagazins [11, 13] vorgesehen ist, besteht, wobei der fahrbare Halter [7] aus dem Pressenarbeitsraum in einen Abstell- und Vorratsraum für verschliessene, aus der Presse herausgenommene, sowie neue, in die Presse einzulegende Werkzeuge [2, 4] hin- und herbeweglich angeordnet ist.
Description
- Die Erfindung betrifft eine Vorrichtung zum Wechseln von Werkzeugen an horizontalen Pressen, insbesondere Mehrstufenpressen für die Kalt- und Warmverformung, bei denen gegenüber dem Pressengestell, in dessen mindestens einem Hohlraum ein Arbeitswerkzeug, d.h. eine Matrize, gelagert ist, ein Preßbär beweglich angeordnet ist, in dessen mindestens einem Hohlraum ein zweites Werkzeug, d.h. ein Stempel, gelagert ist.
- Zum Auswechseln von verschlissenen Werkzeugen gegen neue wurden an Mehrstufenpressen bisher beispielsweise programmgesteuerte, mit einem Manipulator versehene Einrichtungen eingesetzt. Dieser dient zum Herausnehmen der einzelnen Werkzeuge aus den Hohlräumen der Presse und zu deren übertragen in ein Vorratsregal, aus dem er die neuen Werkzeuge herausnimmt, um sie in die Hohlräume der Presse einzulegen.
- Da die zur Formgebung verwendeten Werkzeuge ein verhältnismäßig hohes Gewicht haben und in die Pressenhohlräume fest eingedrückt werden müssen, ist auch zu ihrem Herausziehen aus den Hohlräumen eine große Kraft notwendig. Aus diesem Grund und auch deshalb, weil der Wechselbereich im Pressenarbeitsraum beschränkt ist, ist die Verwendung bekannter Vorrichtungen mit einer ganzen Reihe von Schwierigkeiten verbunden, wobei solche Vorrichtungen darüber hinaus un- ökonomisch arbeiten. Ferner ist der Ausschlag der Arme des Manipulators zu weit und das ganze System nicht ausreichend starr, so daß auch die Genauigkeit des Ein- und Ausschiebens der Werkzeuge nicht zufriedenstellend ist. Solche Vorrichtungen sind außerdem kompliziert und arbeiten verhältnismäßig langsam, da sie die einzelnen Werkzeuge aus einem Werkzeugsatz nacheinander wechseln, wodurch sich die Verlustzeiten der Herstellungsanlage verlängern, was letztlich ihren Wirkungsgrad beeinträchtigt.
- Die vorliegende Erfindung soll die oben beschriebenen Nachteile des Standes der Technik eliminieren. Der Erfindung liegt deshalb die Aufgabe zugrunde, eine verbesserte Vorrichtung dieser Art zu schaffen, die es ermöglicht, einen raschen Wechsel eines kompletten Satzes von zwei, drei oder auch mehreren Werkzeugpaaren vorzunehmen, was insbesondere bei der Serienproduktion von Preß- und Schmiedestücken erforderlich ist.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß die Vorrichtung einerseits aus einem Paar von Transportmagazinen für Werkzeuge, von denen sowohl das Transportmagazin für Stempel als auch das Transportmagazin für Matrizen mit einem Betätigungsmechanismus zum Erfassen der Werkzeuge und deren Ein- und Ausschieben in das bzw. aus dem Transportmagazin versehen sind, und andererseits aus einem fahrbaren Halter, in dem eine mit den Achsen der Werkzeuge parallel verlaufende Führung zum Einschieben des einen Transportmagazins vorgesehen ist, besteht, wobei der fahrbare Halter aus dem Pressenarbeitsraum in einen Abstell-und Vorratsraum für verschlissene, aus der Presse herausgenommene, sowie neue, in die Presse einzulegende Werkzeuge hin- und herbeweglich angeordnet ist.
- Gemäß einer bevorzugten Ausführung ist der fahrbare Halter in einer Führungsbahn gelagert, die oberhalb des Pressenarbeitsraumes und oberhalb des zum Einschieben des einen Transportmagazins für die Stempel bzw. Matrizen in den fahrbaren Halter und zum gleichzeitigen Ausschieben des zweiten Transportmagazins für die Matrizen bzw. Stempel aus dem fahrbaren Halter befähigten Abstell- und Vorratsraumes windschief bezüglich der Achsen der Werkzeuge verläuft. In dem Abstell- und Vorratsraum sind von beiden Seiten der Führungsbahn des fahrbaren Halters ortsfeste Halter für das Transportmagazin der Werkzeuge untergebracht, wobei sich von der einen Seite der ortsfeste Halter für das Transportmagazin der Stempel und von der anderen Seite der ortsfeste Halter für das Transportmagazin der Matrizen befindet, und neben jedem dieser ortsfesten Halter mit der Führungsbahn parallel verlaufende Seitenschienen für Paletten der Stempel auf der einen Seite und für Paletten der Matrizen auf der anderen Seite angebracht sind, wobei senkrecht zu den Seitenschienen von beiden Seiten Einschiebeschienen und hydraulische Einschiebezylinder zum Einschieben des einen Transportmagazins der Stempel bzw. Matrizen aus dem ortsfesten Halter in den fahrbaren Halter und zum gleichzeitigen Ausschieben des zweiten Transportmagazins der Matrizen bzw. Stempel aus dem fahrbaren Halter in den ortsfesten Halter angeordnet sind.
- Der Betätigungsmechanismus im Transportmagazin der Werkzeuge besteht einerseits aus Paaren von Steinen, die in Richtung der Achsen der Werkzeuge verschiebbar gelagert und mit Nasen zum Eingriff in die gegeneinander liegenden Tangentialnuten im Werkzeug versehen sind, andererseits aus einem hydraulischen Zylinder, dessen Kolben mittels eines Bügels mit einem verdoppelten Kniehebelmechanismus zum Betätigen beider Steine jeden Paares schwenkbar verkoppelt ist, wobei jeder Stein mittels eines bewegbaren Zapfens mit einem Arm des Kniehebelmechanismus schwenkbar gekoppelt ist, während der gegenüberliegende Arm des Kniehebelmechanismus um einen ortsfesten Zapfen schwenkbar gelagert ist.
- Um die Starrheit der erfindungsgemäßen Vorrichtung beim Wechsel zu steigern, sind die Transportmagazine der Werkzeuge mit hydraulischen Stützzylindern versehen, deren Kolbenstangen im Pressenarbeitsraum aus dem Transportmagazin herausgeschoben sind, um auf der einen Seite mit dem Gestell und auf der anderen Seite mit dem Preßbär in Berührung zu stehen.
- Ein wesentlicher Vorteil der erfindungsgemäßen Vorrichtung hinsichtlich der bekannten Vorrichtungen dieser Art besteht darin, daß sie es ermöglicht, den Wechsel eines kompletten Satzes von nebeneinander angeordneten Werkzeugen auf einmal mit Hilfe eines unmittelbar im Transportmagazin untergebrachten Betätigungsmechanismus vorzunehmen, wobei im Pressenarbeitsraum die Vorrichtung im Verlauf des Wechsels die maximale Starrheit aufweist. Der verdoppelte-Kniehebelmechanismus vervielfacht den Effekt des hydraulischen Zylinders, so daß ein ausreichender Wert der zum Herausziehen der Werkzeuge aus den Hohlräumen der Presse notwendigen Kraft erzielbar ist.
- Eine bevorzugte Ausführungsform der erfindungsgemäßen Vorrichtung wird im folgenden unter Bezugnahme auf die beigefügten schematischen Zeichnungen näher erläutert. Dabei zeigen:
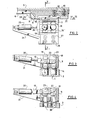
- Fig. 1 eine Draufsicht einer mit einer erfindungsgemäßen Vorrichtung versehenen Mehrstufenpresse;
- Fig. 2 eine vertikale Längsschnittansicht der Führungsbahn und des fahrbaren Halters zusammen mit dem Transportmagazin der Stempel;
- Fig. 3 und 4 das Transportmagazin der Stempel und ein Detail des Preßbären in Horizontalschnitten in den Ebenen III-III bzw. IV-IV der Fig. 2, wobei Fig. 3 den Anfang des Herausziehens der Stempel, und Fig. 4 das Transportmagazin nach dem Herausziehen der Stempel aus der Presse darstellt;
- Fig. 5 eine vertikale Querschnittsansicht des Transportmagazins der Stempel im Pressenarbeitsraum; und
- Fig. 6 eine vertikale Querschnittsansicht des Transportmagazins der Matrizen im Pressenarbeitsraum.
- Wie aus Fig. 1 ersichtlich, sind in den im Gestell 1 einer automatischen Mehrstufenpresse vorgesehenen Hohlräumen zwei Matrizen 2 nebeneinander und gegenüber einem Stempel 4 in den betreffenden Hohlräumen eines beweglichen Preßbären 3 gelagert. Sowohl die Matrizen 2 als auch die Stempel 4 sind in ihren aus dem Gestell 1 bzw. dem Preßbär 3 herausragenden Teilen auf der oberen und unteren Seite mit zwei gegeneinander liegenden Tangentialnuten 14 versehen.
- .Neben der Presse ist ein Abstell- und Vorratsraum für verschlissene und neue Werkzeuge 2, 4 vorgesehen. Die Anordnung dieses Raumes, der im Unterteil der Fig. 1 dargestellt ist, soll weiterhin im Detail beschrieben werden.
- An nicht dargestellten Stützen oder Konsolen ist eine Führungsbahn 5 befestigt, die oberhalb des Pressenarbeitsraumes und oberhalb des Abstell- und Vorratsraumes windschief bezüglich der Achsen der Werkzeuge verläuft. In dieser Führungsbahn 5 ist ein fahrbarer Halter 7 (siehe auch Fig. 2, 5 und 6) gelagert. Dieser ist mit einer gegenüber den Achsen der Werkzeuge 2, 4 parallel und infolgedessen gegenüber der Richtung der Führungsbahn 5 senkrecht verlaufenden Führung 25 versehen.
- In die Führung 25 des fahrbaren Halters 7 ist ein Transportmagazin 11 der Stempel 4 oder ein Transportmagazin 13 der Matrizen 2 einschiebbar. Wie aus Fig. 2 ersichtlich, ist der fahrbare Halter 7 mit einem abgefederten Sicherungsstift 10 zum Eingriff in die Führungsbahn 5 und zu dessen Arretieren in einer richtigen Lage beim Wechsel von Werkzeugen und beim Einschieben eines der Transportmagazine 11, 13 der Werkzeuge 4, 2 versehen. Außerdem ist der fahrbare Halter 7 mit einem zweiten Sicherungsstift 12 zum Eingriff in das in den fahrbaren Halter 7 eingeschobene Transportmagazin 11 oder 13 der Werkzeuge 4, 2 versehen.
- In der Führungsbahn 5 ist der fahrbare Halter 7 aus dem Pressenarbeitsraum in den Abstell- und Vorratsraum hin- und herbeweglich (Fig. 1). Hier sind von beiden Seiten der Führungsbahn 5 ortsfeste Halter der Transportmagazine 11, 13, d.h. auf der einen Seite der ortsfeste Halter 37 für das Transportmagazin 11 der Stempel 4 und auf der anderen Seite der ortsfeste Halter 38 für das Transportmagazin 13 der Matrizen 2, angeordnet. Hinter diesen ortsfesten Haltern 37, 38 sind von beiden Seiten der Führungsbahn 5 mit dieser parallel verlaufende Seitenschienen 32 vorgesehen, von denen die eine für Paletten 30 der Matrizen 2 und die zweite für Paletten 31 der Stempel 4 bestimmt ist. Senkrecht zu den Seitenschienen 32 führen von beiden Seiten der Führungsbahn 5 Einschiebeschienen 33. Den ortsfesten Haltern 37, 38 sind Paare von hydraulischen Einschiebezylindern 28, 29 zugeordnet. Hinter den Seitenschienen 32 ist auf der einen Seite ein Vorratsregal 34 für die Paletten 31 der Stempel 4 und auf der anderen Seite ein Vorratsregal 35 für die Paletten 30 der Matrizen 2 angeordnet.
- Die Transportmagazine 11, 13 der Werkzeuge 4, 2 sind mit einem Betätigungsmechanismus versehen (siehe Fig. 2, 3 und 4). Dieser Mechanismus besteht aus einem hydraulischen Zylinder 20, der mittels eines verdoppelten Kniehebelmechanismus 18 Paare von Steinen 16 betätigt, die in der Richtung der Achsen der Werkzeuge 4, 2 verschiebbar gelagert und mit Nasen 15 zum Eingriff in gegeneinander liegende Tangentialnuten 14 in den Werkzeugen 2, 4 versehen sind. Jeder Stein 16 ist mittels eines bewegbaren Zapfens mit einem Arm des Kniehebelmechanismus 18 verbunden; sein zweiter gegenüberliegender Arm ist um einen ortsfesten Zapfen 23 schwenkbar gelagert. Mittels einer Zugstange 22 sind diese für ein einziges Werkzeug 2, 4 bestimmten Arm mit gleichförmigen, für das benachbarte Werkzeug 2, 4 bestimmten Armen gekoppelt. Der Kniehebelmechanismus 18 ist mit dem nicht dargestellten Kolben des hydraulischen Zylinders 20 mittels eines Bügels 19 verbunden. Der hydraulische Zylinder 20 ist auf einer mit dem Transportmagazin 11, 13 verbundenen Konsole 21 gelagert.
- In ihrem unteren Teil sind die Transportmagazine 11, 13 mit hydraulischen Stützzylindern 26, 27 versehen, deren Kolbenstangen - wie es den Fig. 5 und 6 entnehmbar ist - im Pressenarbeitsraum aus dem Transportmagazin 11, 13 auf der einen Seite in die Berührung mit dem Gestell 1 und auf der anderen Seite mit dem Preßbär 3 herausgeschoben sind.
- Wie aus Fig. 2, 5 und 6 ersichtlich, ist der fahrbare Halter 7 mit einem von einem hydraulischen Motor 8 angetriebenen Zahnritzel 9 versehen. Dieser steht mit einer auf der unteren Seite der Führungsbahn 5 vorgesehenen Zahnstange 6 im Eingriff.
- Zur Sicherstellung einer richtigen Winkellage der Werkzeuge 2, 4 in den Hohlräumen des Gestells 1 und des Preßbären 3 sowie in den Transportmagazinen 11, 13 in bezug auf die Formgebungsvorgänge sowie auf den Eingriff der Nasen 15 der Steine 16 in die betreffenden Tangentialnuten 14, und zum Vermeiden einer Verdrehung der Werkzeuge 2, 4 aus dieser Lage sind die beiden Transportmagazine 11, 13 mit Führungsleisten 36 (Fig. 2) zum Eingriff in Längsnuten in den Werkzeugen 2, 4 versehen. Diese Führungsleisten 36 schließen an entsprechende Führungsleisten 36 an den Paletten 30, 31 (Fig. 1) sowie in den Hohlräumen des Gestells 1 und des Preßbären 3 (Fig. 2, 4) an.
- Der Wechsel der verschlissenen Werkzeuge 2, 4 in der Presse, d.h. des Stempels 4 im Preßbär 3 und der Matrizen 2 im Gestell 1, wird mit Hilfe der oben beschriebenen Vorrichtung folgendermaßen durchgeführt:
- In den fahrbaren Halter 7 in seiner Ausgangslage (Fig. 1) im Abstell- und Vorratsraum wird ein leeres Transportmagazin 11, 13 der Werkzeuge 4, 2, z.B. das Transportmagazin 11, der Stempel 4,aus dem ortsfesten Halter 37 eingeschoben. Seine richtige, der Darstellung in Fig. 5 entsprechende Lage in der Führung 25 des fahrbaren Halters 7 wird durch den Sicherungsstift 12 sichergestellt. Nach dem Ingangsetzen des hydraulischen Motors 8 wird der fahrbare Halter 7 in den Pressenarbeitsraum umgestellt, wo er in der richtigen Lage stehenbleibt, sobald der Sicherungsstift 10 in eine Kerbe in der Führungsbahn 5 einschnappt. In dieser Lage sind die Nasen 15 der Steine 16 in die Tangentialnuten 14 der verschlissenen Stempel 4 eingeschoben, wie es der die Ausgangslage des Betätigungsmechanismus darstellenden Fig.3 zu entnehmen ist. Gleichzeitig mit dem Anhalten des fahrbaren Halters 7 werden nach beiden Seiten die Kolbenstangen der hydraulischen Stützzylinder 26, 27 auf der einen Seite in die Berührung mit dem Gestell 1 und auf der anderen Seite mit dem Preßbär 3 herausgeschoben (siehe Fig. 5). Somit ist die Vorrichtung zum Herausziehen der verschlissenen Stempel 4 bereit.
- Durch Wirkung des hydraulischen Zylinders 20 des Betätigungsmechanismus werdender Bügel 19 und die Arme des Kniehebelmechanismus 18 von seinem Kolben in die zweite Randlage (Fig. 4) gezogen, während gleichzeitig die verschlissenen Stempel 4 durch die Nasen 15 der Steine 16 aus den Hohlräumen des Preßbären 3 herausgezogen werden.
- Der fahrbare Halter 7 zusammen mit dem verschlissenen Stempel 4 kehrt nun in die in Fig. 1 dargestellte Lage zurück, wo er stillgesetzt und durch den Sicherungsstift 10 arretiert wird.
- Im nachfolgenden Augenblick schieben die hydraulischen Zylinder 29 das leere Transportmagazin 13 der Matrizen 2 aus dem ortsfesten Halter 38 in den fahrbaren Halter 7 ein, während gleichzeitig aus dem letztgenannten das Transportmagazin 11 mit verschlissenen Stempel 4 in den ortsfesten Halter 37 mittels Anschlägen 39 herausgedrückt wird. Das Transportmagazin 13 der Matrizen 2 wird in der Führung 25 des fahrbaren Halters 7 durch den Sicherungsstift 12 in der Lage arretiert, die der Darstellung in Fig. 6 entspricht.
- An den Seitenschienen 32 neben dem ortsfesten Halter 37 des Transportmagazins 11 der Stempel 4 ist die leere Palette 31 vorbereitet, in die die verschlissenen Stempel 4 aus dem Transportmagazin 11 durch Wirkung seines Betätigungsmechanismus herausgeschoben werden. Dieser Mechanismus kehrt aus der Lage gemäß Fig. 4 in die Lage gemäß Fig. 3 zurück. Die Palette 31 mit den verschlissenen Stempeln 4 wird dann außerhalb des Abstell- und Vorratsraumes mit Hilfe eines nicht dargestellten Mechanismus umgestellt. Ihr Platz neben dem ortsfesten Halter 37 des Transportmagazins 11 der Stempel 4 wird nun mit der Palette 31 mit neuen Stempeln 4 eingenommen. Infolge Annäherung der letztgenannten Palette 31 an den Seitenschienen 32 zum ortsfesten Halter 37 kommen die Tangentialnuten 14 der neuen Stempel 4 mit den Nasen 15 der Steine 16 des Transportmagazins 11 der Stempel 4 in Eingriff. Durch die nachfolgende Bewegung des Betätigungsmechanismus aus der Lage nach Fig. 3 in die Lage nach Fig. 4 werden die neuen Stempel 4 aus der Palette 31 herausgezogen und in das Transportmagazin 11 der Stempel 4 eingeschoben, welch letzteres sich jetzt in der Vorbereitungslage im ortsfesten Halter 37 befindet.
- Inzwischen wurde der fahrbare Halter 7 zusammen mit dem leeren Transportmagazin 13 der Matrizen 2 in den Pressenarbeitsraum umgestellt. Durch die Wirkung des Betätigungsmechanismus im Transportmagazin 13 der Matrizen 2 wurden ferner die verschlissenen Matrizen 2 aus dem Gestell 1 der Presse herausgezogen. Der fahrbare Halter 7 kehrt dann in die Lage gemäß Fig. 1 zurück.
- Aus der Presse sind nun alle verschlissenen Werkzeuge herausgezogen und im Abstell- und Vorratsraum befindet sich im fahrbaren Halter 7 das Transportmagazin 13 mit den verschlissenen Matrizen 2 und neben ihm im ortsfesten Halter 37 das Transportmagazin 11 mit den neuen Stempeln 4.
- Durch die Wirkung der hydraulischen Zylinder 28 wird das Transportmagazin 11 mit den neuen Stempeln 4 aus dem ortsfesten Halter 37 in den fahrbaren Halter 7 eingeschoben und das Transportmagazin 13 mit'den verschlissenen Matrizen wird aus demselben in den ortsfesten Halter 38 herausgedrückt, wobei neben diesem Halter 38 an den Seitenschienen 32 die Palette 30 für die verschlissenen Matrizen 2 vorbereitet ist. Die Umstellung der verschlissenen Matrizen 2 aus dem Transportmagazin 13 in diese leere Palette 30 und das Einschieben der neuen Matrizen 2 in das Transportmagazin 13 wird analog den oben beschriebenen Operationen vorgenommen.
- Der fahrbare Halter 7 wird zusammen mit dem Transportmagazin 11 mit den neuen Stempeln 4 in den Pressenarbeitsraum umgestellt. In diesem Raum werden die neuen Stempel 4 durch Verbringen des Kniehebelmechanismus 18 aus der Lage gemäß Fig. 4 in die Lage gemäß Fig. 3 in die Hohlräume des Preßbären 3 hineingedrückt.
- Der fahrbare Halter 7 mit dem leeren Transportmagazin 11 der Stempel 4 kehrt nun in den Abstell- und Vorratsraum zurück. Hier wird in diesen Halter 7 das Transportmagazin 13 mit neuen Matrizen 2 eingeschoben, welches aus ihm das leere Transportmagazin 11 der Stempel 4 in den ortsfesten Halter 37 herausdrückt.
- Es folt das Umstellen des fahrbaren Halters 7 zusammen mit dem Transportmagazin 13 mit neuen Matrizen 2 in den Pressenarbeitsraum. Das Eindrücken der neuen Matrizen 2 in die Hohlräume des Gestells 1 wird analog dem Eindrücken der Stempel 4 in den Preßbär 3 durchgeführt.
- Mit dieser Operation endet der Wechsel der Werkzeuge und der fahrbare Halter 7 zusammen mit dem leeren Transportmagazin 13 der Matrizen 2 kehrt in die Ausgangslage gemäß Fig. 1 zurück.
Claims (9)
1. Vorrichtung zum automatischen Wechseln von Werkzeugen an horizontalen Pressen, insbesondere Mehrstufenpressen für die Kalt- und Warmverformung, dadurch gekennzeichnet , daß die Vorrichtung einerseits aus einem Paar von Transportmagazinen (11, 13) für Werkzeuge (4, 2), von denen sowohl das Transportmagazin (11) für Stempel (4) als auch das Transportmagazin (13) für Matrizen (2) mit einem Betätigungsmechanismus zum Erfassen der Werkzeuge (2, 4) und deren Ein- und Ausschieben in das bzw. aus dem Transportmagazin (11, 13) versehen sind, und andererseits aus einem fahrbaren Halter (7), in dem eine mit den Achsen der Werkzeuge (4, 2) parallel verlaufende Führung (25) zum Einschieben des einen Transportmagazins (11, 13) vorgesehen sind, besteht, wobei der fahrbare Halter (7) aus dem Pressenarbeitsraum in einen Abstell- und Vorratsraum für verschlissene, aus der Presse herausgenommene, sowie neue, in die Presse einzulegende Werkzeuge (2, 4) hin- und herbeweglich angeordnet ist.
2. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß der fahrbare Halter (7) in einer Führungsbahn (5) gelagert ist, die oberhalb des Pressenarbeitsraums und oberhalb des zum Einschieben des einen Transportmagazins (11, 13) für die Stempel (4) bzw. Matrizen (2) in den fahrbaren Halter (7) und zum gleichzeitigen Ausschieben des zweiten Transportmagazins (13, 11) für die Matrizen (2) bzw. Stempel (4) aus dem fahrbaren Halter (7) befähigten Abstell- und Vorratsraumes windschief bezüglich der Achsen der Werkzeuge (2, 4) verläuft.
3. Vorrichtung nach den Ansprüchen 1 und 2, dadurch gekennzeichnet, daß in dem Abstell- und Vorratsraum zu beiden Seiten der Führungsbahn (5) des fahrbaren Halters (7) ortsfeste Halter (37, 38) für das Transportmagazin (11, 13) der Werkzeuge (4, 2) untergebracht sind, wobei sich an der einen Seite der ortsfeste Halter (37) für das Transportmagazin (11) der Stempel (4) und an der anderen Seite der ortsfeste Halter (38) für das Transportmagazin (13) der Matrizen (2) befindet, und daß neben jedem dieser ortsfesten Halter (37, 38) mit der Führungsbahn (5) parallel verlaufende Seitenschienen (32) für Paletten (31) der Stempel (4) auf der einen Seite und für Paletten (30) der Matrizen (2) auf der anderen Seite angebracht sind, wobei senkrecht zu den Seitenschienen (32) an beiden Seiten Einschiebeschienen (33) und hydraulische Einschiebezylinder (28, 29) zum Einschieben des einen Transportmagazins (11, 13) der Stempel (4) bzw. Matrizen (2) aus dem ortsfesten Halter (37, 38) in den fahrbaren Halter (7) und zum gleichzeitigen Ausschieben des zweiten Transportmagazins (13, 11) der Matrizen (2) bzw. Stempel (4) aus dem fahrbaren Halter (7) in den ortsfesten Halter (35, 37) angeordnet sind.
4. Vorrichtung nach den Ansprüchen 1 und 2, dadurch gekennzeichnet, daß der Betätigungsmechanismus im Transportmagazin (11, 13) der Werkzeuge (4, 2) einerseits aus Paaren von in Richtung der Achsen der Werkzeuge (2, 4) verschiebbar gelagerten und mit Nasen (15) zum Eingriff in die gegeneinander liegenden Tangentialnuten (14) im Werkzeug (2, 4) versehenen Steinen (16), andererseits aus einem hydraulischen Zylinder (20) besteht, dessen Kolben mittels eines Bügels (19) mit einem verdoppelten Kniehebelmechanismus (18) zum Betätigen beider Steine (16) jedes Paares schwenkbar verkoppelt ist, wobei jeder Stein (16) mittels eines bewegbaren Zapfens mit einem Arm des Kniehebelmechanismus (18) schwenkbar verkoppelt ist, während der gegenüberliegende Arm des Kniehebelmechanismus (18) um einen ortsfesten Zapfen (23) schwenkbar gelagert ist.
5. Vorrichtung nach den Ansprüchen 1 bis 4, dadurch gekennzeichnet, daß der fahrbare Halter (7) mit einem abgefederten Sicherungsstift (10) für den Eingriff in die Führungsbahn (5) und zum Arretieren des fahrbaren Halters (7) in einer richtigen Lage einerseits im Pressenarbeitsraum beim Herausnehmen der verschlissenen Werkzeuge (2, 4) aus der Presse und beim Einschieben neuer Werkzeuge (2, 4) in die Presse, andererseits im Abstell- und Vorratsraum beim Einschieben des einen Transportmagazins (11, 13) der Werkzeuge (4, 2) und beim Ausschieben des zweiten Transportmagazins (13, 11) der Werkzeuge (2) in den bzw. aus dem fahrbaren Halter (7) ver--sehen ist.
6. Vorrichtung nach'den Ansprüchen 1 bis 5, dadurch gekennzeichnet, daß der fahrbare Halter (7) mit einem zweiten abgefederten Sicherungsstift (12) für den Eingriff in das Transportmagazin (11, 13) der Werkzeuge (4, 2) und zum Arretieren des Transportmagazins (11) der Stempel (4) und des Transportmagazins (13) der Matrizen (2) in einer richtigen Lage in dem fahrbaren Halter (7) versehen ist.
7. Vorrichtung nach den Ansprüchen 1 bis 6, dadurch gekennzeichnet, daß die Transportmagazine (11, 13) der Werkzeuge (4, 2) mit hydraulischen Stützzylindern (26, 27) versehen sind, deren Kolbenstangen im Pressenarbeitsraum aus dem Transportmagazin (11, 13) herausgeschoben sind, um auf der einen Seite mit dem Gestell (1) und auf der anderen Seite mit dem Preßbär (3) in Berührung zu stehen.
8. Vorrichtung nach den Ansprüchen 1 bis 7, dadurch gekennzeichnet, daß die Führungsbahn (5) mit einer entlang dieser angeordneten Zahnstange (6) versehen ist, mit der ein in dem fahrbaren Halter (7) gelagertes Zahnritzel (9) im Eingriff steht und daß in dem fahrbaren Halter (7) ein hydraulischer Motor (8) zum Antreiben des Zahnritzels (9) angebracht ist.
9. Vorrichtung nach den Ansprüchen 1 bis 8, dadurch gekennzeichnet, daß sowohl die Transportmagazine (11, 13) der Werkzeuge (4, 2) als auch die Paletten (31, 30) mit Führungsleisten (36) zum Eingriff in Längsnuten in den Werkzeugen (2, 4) versehen sind, wobei die Führungsleisten (36) in den Transportmagazinen (11, 13) der Werkzeuge (4, 2) an die Führungsleisten (36) an den Paletten (31, 30) und gleichfalls an die in Hohlräumen des Gestells (1) und des Preßbären (3) vorgesehene Führungsleisten (36) anschließen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CS2606/81 | 1981-04-07 | ||
| CS812606A CS245202B1 (en) | 1981-04-07 | 1981-04-07 | Device for tools' automatic exchange with horizontal multi-operational transfer presses |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0062309A2 true EP0062309A2 (de) | 1982-10-13 |
| EP0062309A3 EP0062309A3 (de) | 1982-12-08 |
Family
ID=5363674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82102772A Withdrawn EP0062309A3 (de) | 1981-04-07 | 1982-04-01 | Vorrichtung zum Wechseln von Werkzeugen an horizontalen Pressen, insbesondere Mehrstufenpressen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0062309A3 (de) |
| JP (1) | JPS586734A (de) |
| CS (1) | CS245202B1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0164490A2 (de) * | 1984-06-15 | 1985-12-18 | C. Behrens AG | Schneidpresse mit Werkzeugmagazin |
| DE3801628A1 (de) * | 1988-01-21 | 1989-07-27 | Kieserling & Albrecht | Felgenprofilieranlage |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1900068U (de) * | 1964-04-14 | 1964-09-03 | Hydraulik Gmbh | Sattelmagazin fuer freiform-schmiedepressen. |
| DE7144690U (de) * | 1973-08-09 | Maschinenfabrik Weingarten Ag | Presse, insbesondere Zweiständerpresse, mit Schiebetisch zum schnellen Werkzeugwechsel | |
| DE2330485A1 (de) * | 1972-08-08 | 1974-02-21 | Gfm Fertigungstechnik | Vorrichtung zum wechseln der werkzeuge bei schmiedepressen |
| US3921887A (en) * | 1973-08-18 | 1975-11-25 | Aida Eng Ltd | Process for continuously processing a web or strip material in a press |
| US4088000A (en) * | 1977-05-02 | 1978-05-09 | Kabushiki Kaisha Komatsu Seisakusho | Hot forging machine having die preheating unit |
| DE2740617A1 (de) * | 1977-09-09 | 1979-03-22 | Peltzer & Ehlers | Umformpresse, insbesondere mehrstufenpresse |
| DE3049495A1 (de) * | 1980-01-04 | 1981-09-24 | The National Machinery Co., 44883 Tiffin, Ohio | Schmiedemaschine mit automatischem werkzeugwechsler |
-
1981
- 1981-04-07 CS CS812606A patent/CS245202B1/cs unknown
-
1982
- 1982-04-01 EP EP82102772A patent/EP0062309A3/de not_active Withdrawn
- 1982-04-02 JP JP5398182A patent/JPS586734A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7144690U (de) * | 1973-08-09 | Maschinenfabrik Weingarten Ag | Presse, insbesondere Zweiständerpresse, mit Schiebetisch zum schnellen Werkzeugwechsel | |
| DE1900068U (de) * | 1964-04-14 | 1964-09-03 | Hydraulik Gmbh | Sattelmagazin fuer freiform-schmiedepressen. |
| DE2330485A1 (de) * | 1972-08-08 | 1974-02-21 | Gfm Fertigungstechnik | Vorrichtung zum wechseln der werkzeuge bei schmiedepressen |
| US3921887A (en) * | 1973-08-18 | 1975-11-25 | Aida Eng Ltd | Process for continuously processing a web or strip material in a press |
| US4088000A (en) * | 1977-05-02 | 1978-05-09 | Kabushiki Kaisha Komatsu Seisakusho | Hot forging machine having die preheating unit |
| DE2740617A1 (de) * | 1977-09-09 | 1979-03-22 | Peltzer & Ehlers | Umformpresse, insbesondere mehrstufenpresse |
| DE3049495A1 (de) * | 1980-01-04 | 1981-09-24 | The National Machinery Co., 44883 Tiffin, Ohio | Schmiedemaschine mit automatischem werkzeugwechsler |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0164490A2 (de) * | 1984-06-15 | 1985-12-18 | C. Behrens AG | Schneidpresse mit Werkzeugmagazin |
| EP0164490A3 (en) * | 1984-06-15 | 1987-08-19 | C. Behrens Ag | Punch press with a tool magazine |
| DE3801628A1 (de) * | 1988-01-21 | 1989-07-27 | Kieserling & Albrecht | Felgenprofilieranlage |
Also Published As
| Publication number | Publication date |
|---|---|
| CS260681A1 (en) | 1985-12-16 |
| EP0062309A3 (de) | 1982-12-08 |
| JPS586734A (ja) | 1983-01-14 |
| CS245202B1 (en) | 1986-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0343552B1 (de) | Stanzmaschine mit ein- und auswechselbarem Stanzwerkzeug und Werkstückvorschub | |
| DE2839978C2 (de) | ||
| DE2844509C2 (de) | Wechselvorrichtung für die Unterwerkzeuge von Blech-Biegepressen | |
| DE2044183B2 (de) | Stanzmaschine | |
| DE2839269A1 (de) | Gesenkpresse | |
| DE19643163A1 (de) | Werkzeugwechselvorrichtung für eine Umformpresse sowie Umformpressen-Werkzeugwechselvorrichtungs-Anordnung | |
| DE1955193C3 (de) | Halter zum Einsetzen und Entnehmen eines Werkzeuges in eine bzw. aus einer Maschine | |
| CH633465A5 (de) | Anlage zur herstellung von verbundgussteilen durch umgiessen von einlegeteilen. | |
| DE2700502A1 (de) | Mehrstufenpresse | |
| EP0290469B1 (de) | Vorrichtung zum automatischen bearbeiten unterschiedlich geformterwerkstücke | |
| AT515407B1 (de) | Biegewerkzeug sowie Wechseleinheit hierfür | |
| EP0703020A2 (de) | Bearbeitungsmaschine mit bewegbaren Werkstückhaltevorrichtungen | |
| EP3664959A1 (de) | Verfahren und vorrichtung zur bereitstellung von schrauben | |
| DE3135266C2 (de) | Schneidpresse zum Herausschneiden oder -trennen von Teilen aus einer Werkstücktafel | |
| DE3501113A1 (de) | Insbesondere zur spanenden bearbeitung einsetzbare werkzeugmaschine | |
| DE2740042C2 (de) | Werkzeugwechseleinrichtung in einer Mehrstufen-Massivumformpresse | |
| DE2303659C3 (de) | Vorrichtung zum automatischen Zu- oder Abführen von Werkstucken zu bzw. aus Werkzeugmaschinen | |
| EP0062309A2 (de) | Vorrichtung zum Wechseln von Werkzeugen an horizontalen Pressen, insbesondere Mehrstufenpressen | |
| EP0925126B1 (de) | Bearbeitungsmaschine für plattenförmige werkstücke mit einem in einzelne segmente unterteilten niederhalter | |
| DE3405420A1 (de) | Vorrichtung zum wechseln von werkzeugen in giessereimaschinen | |
| DE69701099T2 (de) | Krimpwerkzeug für serienfertigung von metallische kabelschuhe und werkzeugkassette | |
| DE3331667C2 (de) | ||
| DE4416843A1 (de) | Zick-Zack-Vorschubeinrichtung | |
| DE29615649U1 (de) | Bearbeitungsmaschine für plattenförmige Werkstücke mit einem in einzelne Segmente unterteilten Niederhalter | |
| DE3703700C2 (de) | Stanzpresse mit einer automatischen Werkzeugwechselvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 19820401 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19830323 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KAMELANDER, IVAN CSC |