EP0018312B1 - Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen - Google Patents
Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen Download PDFInfo
- Publication number
- EP0018312B1 EP0018312B1 EP80730029A EP80730029A EP0018312B1 EP 0018312 B1 EP0018312 B1 EP 0018312B1 EP 80730029 A EP80730029 A EP 80730029A EP 80730029 A EP80730029 A EP 80730029A EP 0018312 B1 EP0018312 B1 EP 0018312B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stranding
- last
- storage
- twisting
- rotation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/02—Stranding-up
- H01B13/04—Mutually positioning pairs or quads to reduce cross-talk
Definitions
- the invention is in the field of stranding technology for electrical cables and wires and deals with the structural design of a stranding machine with a view to ensuring that the lay length is as uniform as possible in the stranded material, in particular in the area of the reversal points of the twist direction.
- the quality of the SZ stranding essentially depends on that Size of the distances between the fixed points between which the stranding processes take place and the changeover times for changing the rotational movement of the rotating parts.
- the distances mentioned are, for example, very large in SZ stranding machines that work with a fixed, concentrated storage device and rotating stranding brackets (DE-C-1665536, DE-A-1665911, DE-A-1685842), but in SZ stranding machines with non-concentrated ones Length storage, so-called linear storage or stretched storage (magazine «Drahtwelt •, 1977, pages 209 to 212), very small.
- the changeover times mentioned are also very short in the case of non-concentrated length memories, but the storage capacity is also relatively small in the case of such storage devices.
- With rotating, concentrated length memories on the other hand, there are relatively long reversing times, especially when the storage capacity is chosen to be very large (DE-B-1515 730).
- Short reversing times in the SZ stranding of stranding elements can also be achieved if the stranding is not carried out with the help of concentrated or non-concentrated length memories, in which the resulting twisting of the stranded material results from the superposition of a first and at least a second twist, but with With the help of an oscillating stranding disk, which may be preceded by a compensating section (DE-A-24 54 777).
- the cable can be used to automatically drive different lay lengths, which are caused by changing the direction of rotation of the stranding device to zero braked and then accelerated again to maximum speed (DE-A-25 10 643, DE-B-16 65 552, DE-A-22 02 643, DE-A-2412514).
- a stranding machine in which the actual stranding of the eight wires to form a stranding layer with a uniformly rotating stranding bracket and in which the odd-numbered one Veins first have to pass through a special device with which they receive the twists necessary for the crossing.
- the device consists of a rotating storage arrangement with a downstream, rigidly driven pendulum disc changing its direction of rotation at certain intervals.
- the speed of the pendulum disc corresponds to the speed difference of the storage arrangement changing its rotational movement at the same intervals and is very small in view of the length of the crossing steps (DE-A-16 65 738).
- a device for SZ stranding of stranding elements of electrical cables and wires to an SZ stranding unit, from which the invention is based consists of one or more twisting devices arranged between a first and a last stranding point, rotating with a step-wise changing speed or direction of rotation, and one between the first and the last stranding point, separated from the twisting device or integrated into the storage device for the stranding elements stranded at least for the first time, and from one or more twisting devices arranged between a first and a last stranding point and rotating with a gradually changing speed or direction of rotation, from one between the first and the last stranding point, separated from the twisting device or integrated into the storage device for the stranding elements stranded at least a first time, the storage device a very large storage capacity of more than 50 m or more than 200 stranding strikes, and from a spaced-apart distance behind the last stranding point, through which the stranded stranding elements pass and rotate with alternating direction of rotation
- the invention has for its object to design such a device so that even if the storage device has a very large storage capacity of more than 50 m or more than 200 twist strands, a high quality of SZ stranding, i. H. short reversal points of the twist direction and uniform lay length also in the area of the reversal points is guaranteed.
- the invention is based on the basic idea of dividing the SZ stranding process of a stranding stage into a first stranding process of high stranding performance but lower stranding quality and a second stranding process of low stranding performance but high stranding quality.
- the stranding disk is designed as a stranding disk driven by separate drive means, the free distance from the last stranding point is at least five times the resulting SZ lay length, the speed of which is equal to the difference between two successive speed levels of the rotating twisting device and whose direction of rotation can be changed in the same rhythm as the rotational movement of the twisting device or with the same rhythm as the change from a speed reduction to an increase in speed of the twisting device or vice versa.
- a modified solution consists in that the stranding disk is arranged directly in front of the last stranding point and that its free distance corresponds to the distance to the last part of the twisting device that grips and twists the outside of the strand in a force-fitting manner.
- the actual stranding device which consists of the twisting devices and the storage device
- the pre-stranding device contains the main SZ store, the size of which is determined by the desired twist change distance in the stranded material.
- This pre-stranding device can be constructed in a relatively simple manner with drives of moderate performance, with relatively long uns stranded sections resulting at the swirl change points.
- a single stranding disk alternately driven on the right and left, ensures precise formation of the twist change points and constant lay lengths in the S and Z sections.
- the stranding disk is arranged at a free distance from the last stranding point or to the last part of the twisting device which grips and twists the outside of the twisting device in a force-fitting manner, the stranding disk is preceded by an elongated accumulator which at times has to absorb as much stranding strikes as is additionally generated by the subsequent stranding device should.
- stranding brackets that fly around a buffer are used as the pre-stranding device, it is advisable to arrange the stranding device at the outlet of the second stranding bracket and preferably to integrate it into this stranding bracket. In this case, proceed in such a way that the stranding disc of the re-stranding device is arranged immediately before the last stranding point and that the compensating distance upstream of the stranding disc is arranged within the stranding bracket after the last deflection of the stranded material. In this case, the rotational movement of the stranding disk of the re-stranding device can be changed synchronously with the rotational movement of the stranding brackets. The compensation distance upstream of the stranding disc must be taken into account in the storage capacity of the entire stranding device.
- the re-stranding device provided in the context of the invention can be used particularly advantageously when it is used in combination with a pre-stranding device as described in EP-A-0 004 295 and in which a stretched per se storage device into a plurality of storage sections arranged in parallel is divided, which are interconnected via 180 ° deflection devices.
- a rotating stranding head is arranged at the beginning and at the end of each storage section.
- the post-stranding device can be integrated into such a pre-stranding device in such a way that the stranding disk is integrated in the last stranding head, ie in the rotating stranding head arranged at the end of the last storage section.
- the last partial storage section also acts as a compensation section for the stranding disk.
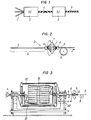
- FIGS. 1 to 5 Exemplary embodiments of an SZ stranding device designed according to the invention are shown in FIGS. 1 to 5.
- FIG. 2 shows the re-stranding device equipped with a rope rope
- FIG. 3 shows an SZ stranding device with a fixed storage and rotating stranding brackets as well as an integrated re-stranding device.
- FIGS. 4 and 5 show an SZ stranding device designed as a folded linear memory with a downstream or integrated subsequent stranding device.
- FIG. 1 shows a schematic illustration of the SZ stranding of stranding elements 1 to form a stranding unit 5.
- the stranding elements are first stranded by means of the main or pre-stranding device 2 to form strand 4.
- Arranged behind the main stranding device 2 is the subsequent stranding or correction stranding device 3, which alone has the task of eliminating errors in the sol geometry of the stranding assembly 4 in the S and Z sections and at the twist change points located therebetween.
- the SZ stranding device 2 is thus to be regarded as a pre-stranding device with which, for example, 99% of the necessary S and Z stranding strands are generated with moderate accuracy requirements.
- the stranding device 3 works as a re-adjustment device and generates the remaining percent of stranding strikes in the vicinity of the swirl changing points and ensures a uniform distribution of the stranding strands.
- the illustrated stranding principle can be easily realized in particular if the stranding elements 1 to be stranded are not plastically deformed, or only negligibly little, during the stranding process, as can be assumed in particular in the case of flexible electrical lines.
- the re-stranding device 3 shows the structural design of the re-stranding device 3. This consists of the stranding disk 7 rotating with an alternating direction of rotation and constant speed, to which a stranding nipple 6 (rope nipple) is assigned on one side and the stranding nipple 8 on the other side.
- the compensation section a is arranged in front of the stranding nipple 6, on which the twists exerted backwards by the stranding disk 7 can be distributed.
- This compensation section a should be able to accommodate at least as many lay lengths as are additionally generated by the stranding device.
- the direction of rotation of the stranding disk 7 is always changed when the center of a swirl changing point passes through the stranding disk. Their speed is adapted to the desired lay length of the strand 4 leaving the pre-stranding device.
- the individual stranding elements 1 After passing through the stranding disk 7 in the stranding nipple 8, the individual stranding elements 1 are combined to form the final SZ stranding unit 5 and thereby precisely receive their final lay length s, which is given by the pull-off speed of the stranding assembly and the speed of the stranding disk.
- the length of the swirl change points is determined solely by the reversing speed of the stranding disk 7 and by the distance between the stranding nipple 8 and the next fixed point 10, which is formed here, for example, by a take-off disk.
- twist strands are made up in the re-stranding device 3, for which purpose a storage path a of approximately 2 to 10 m in length is required is. The exact length is determined experimentally and depends on the length of the lay that is allowed within the storage distance a.
- the storage path a and the stranding disk 7 also have the effect of compensating for stranding irregularities which arise, for example, in the pre-stranding or main stranding device under the influence of torsion-resistant deflections.
- FIG. 3 An exemplary embodiment of a complete pre-twisting and post-twisting device is shown in FIG. 3.
- the stranding of the stranding elements 1 is carried out with the aid of stranding brackets 20 and 21, which fly around a fixed buffer 19 with a large storage capacity in a known manner (see DE-C-16 65 536).
- the subsequent stranding device consisting of the rope nipple 6, the stranding disk 7 and the stranding nipple 8 and the compensation section a, is arranged.
- the compensation distance a corresponds to the distance of the last deflecting roller 22 within the stranding bracket 21 to the cable nipple 6.
- the exemplary embodiment shown in FIG. 4 is an SZ stranding machine, in which the secondary stranding device shown in FIG. 2 is combined with a main stranding device, as described in EP-A-0 004 295 and in which one is incorporated stretched memory are successively connected to one another in a plurality of partial storage sections arranged in parallel in the levels a to d by deflection devices.
- the folded linear accumulator thus formed essentially consists of stranding heads 11, 12, 15 and 16 arranged between the two stranding points 10 and 17 as well as the deflection devices 14 and the straight-line guides 13.
- the stranding heads are arranged in the vertical planes A and B.
- the re-stranding device which in turn consists of the rope nipple 6, the stranding disk 7 and the stranding nipple 8 and the stranding point 9, is arranged at a distance a behind the last stranding point (take-off disk) 17. Immediately behind it is an extruder 19 with which a plastic jacket is applied to the stranding unit 5.
- the subsequent stranding device consisting of rope nipple 6, stranding disk 7 and stranding nipple 8 is integrated into the main stranding device, the stranding head 12 shown in FIG. 4 being replaced by the subsequent stranding device.
- the last storage section between the stranding head 16 in the plane d and the rope nipple 6 simultaneously forms the compensation section a.
Description
- Die Erfindung liegt auf dem Gebiet der Verseiltechnik elektrischer Kabel und Leitungen und behandelt die konstruktive Ausgestaltung einer Verseilmaschine im Hinblick auf eine möglichst gleichmäßige Schlaglänge im Verseilgut, insbesondere im Bereich der Umkehrstellen der Drallrichtung.
- Bei der SZ-Verseilung von Verseilelementen elektrischer Kabel und Leitungen mit Hilfe von umlaufenden, ihre Drehbewegung in Abständen ändernden Verdrehungsvorrichtungen hängt die Qualität der SZ-Verseilung (keine Aderüberschlagungen, gleichmäßige Schlaglänge im Bereich der Umkehrstellen der Drallrichtung, kurze Umkehrstellen) im wesentlichen ab von der Größe der Abstände derjenigen Festpunkte, zwischen denen sich die Verseilvorgänge abspielen, und von den Umsteuerzeiten für die Änderung der Drehbewegung der umlaufenden Teile. Die erwähnten Abstände sind beispielsweise bei SZ-Verseilmaschinen, die mit feststehender, konzentrierter Speichereinrichtung und umlaufenden Verseilbügeln arbeiten (DE-C-1665536, DE-A-1665911, DE-A-1685842), sehr groß, dagegen bei SZ-Verseilmaschinen mit nichtkonzentrierten Längenspeichern, sogenannten Linearspeichern oder gestreckten Speichern (Zeitschrift « Drahtwelt •, 1977, Seiten 209 bis 212), sehr klein. Die erwähnten Umsteuerzeiten sind bei nichtkonzentrierten Längenapeichern ebenfalls sehr klein, jedoch ist bei derartigen Speichereinrichtungen die Speicherkapazität ebenfalls relativ klein. Bei rotierenden, konzentrierten Längenspeichern ergeben sich dagegen relativ große Umsteuerzeiten, insbesondere dann, wenn die Speicherkapazität sehr groß gewählt wird (DE-B-1515 730).
- Kurze Umsteuerzeiten bei der SZ-Verseilung von Verseilelementen lassen sich auch dann erreichen, wenn die Verseilung nicht mit Hilfe von konzentrierten oder nichtkonzentrierten Längenspeichern erfolgt, bei denen sich die resultierende Verdrillung des Verseilgutes aus der Überlagerung einer ersten und wenigstens einer zweiten Verdrillung ergibt, sondern mit Hilfe einer oszillierenden Verseilscheibe, der gegebenenfalls eine Ausgleichsstrecke vorgeschaltet ist (DE-A-24 54 777).
- Um die Qualität einer SZ-Verseilung zu verbessern (insbesondere Beseitigung von Ader- überschlagungen), ist es bereits bekannt, hinter der SZ-Verseilmaschine eine Lochscheibe anzuordnen, die von den verseilten Verseilelementen durchlaufen wird und die die Verseilelemente auf-und sofort wieder zuseilt. Die Drehbewegung dieser Umseilscheibe wird dabei entweder durch die Verseileiemente selbst bewirkt oder die Umseilscheibe wird wenigstens kurzzeitig beim Wechsel der Drallrichtung angetrieben. Wenn man dagegen die Umseilscheibe bei gleicher Laufzeit in der einen oder anderen Richtung wie die Verseilmaschine ständig mit konstanter Drehzahl antreibt, kann mittels der nachgeschalteten Umseilscheibe ein automatischer Antrieb unterschiedlicher Schlaglängen erfolgen, die dadurch bewirkt werden, daß zum Wechsel der Drehrichtung der Verseilvorrichtung diese auf Null abgebremst und anschließend wieder bis zur maximalen Drehzahl beschleunigt werden muß (DE-A-25 10 643, DE-B-16 65 552, DE-A-22 02 643, DE-A-2412514).
- Um bei der Herstellung eines sogenannten « Achters für Fernmeldekabel die notwendigen Kreuzungen zwischen den beiden ineinander verschachtelten Vierern vornehmen zu können, ist eine Verseilmaschine bekannt, bei der die eigentliche Verseilung der acht Adern zu einer Verseillage mit einem gleichförmig rotierenden Verseilbügel erfolgt und bei der die ungeradzahligen Adern zuvor eine spezielle Vorrichtung durchlaufen, mit der sie die für das Überkreuzen notwendigen Verdrehungen erhalten. Die Vorrichtung besteht aus einer rotierenden Speicheranordnung mit einer nachgeschalteten, starr angetriebenen ihre Drehrichtung in bestimmten Abständen ändernden Pendelscheibe. Die Drehzahl der Pendelscheibe entspricht dabei der Drehzahldifferenz der ihre Drehbewegung in denselben Abständen ändernden Speicheranordnung und ist mit Rücksicht auf die Länge der Kreuzungsschritte sehr klein (DE-A-16 65 738).
- Eine Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen zu einer SZ-Verseileinheit, von der die Erfindung ausgeht, besteht aus einer oder mehreren zwischen einem ersten und einem letzten Verseilpunkt angeordneten, mit stufenweise wechselnder Drehzahl oder Drehrichtung umlaufenden Verdrehungsvorrichtungen, aus einer zwischen dem ersten und dem letzten Verseilpunkt angeordneten, von der Verdrehungsvorrichtung getrennten oder in diese integrierten Speichereinrichtung für die wenigstens ein erstes Mal verseilten Verseilelemente und aus einer oder mehreren zwischen einem ersten und einem letzten Verseilpunkt angeordneten, mit stufenweise wechselnder Drehzahl oder Drehrichtung umlaufenden Verdrehungsvorrichtungen, aus einer zwischen dem ersten und dem letzten Verseilpunkt angeordneten, von der Verdrehungsvorrichtung getrennten oder in diese integrierten Speichereinrichtung für die wenigstens ein erstes Mal verseilten Verseilelemente, wobei die Speichereinrichtung eine sehr große Speicherkapazität von mehr als 50 m oder mehr als 200 Verseilschlägen aufweist, und aus einer mit freiem Abstand hinter dem letzten Verseilpunkt angeordneten, von dem verseilten Verseilelementen durchlaufenen und mit wechselnder Drehrichtung umlaufenden Umseilscheibe, der ein oder zwei Verseilnippel zugeordnet sind (EP-A-0 004 295).
- Der Erfindung liegt die Aufgabe zugrunde, eine solche Vorrichtung so auszugestalten, daß auch dann, wenn die Speichereinrichtung eine sehr große Speicherkapazität von mehr als 50 m oder mehr als 200 Verseilschlägen aufweist, eine hohe Qualität der SZ-Verseilung, d. h. kurze Umkehrstellen der Drallrichtung und gleichmäßige Schlaglänge auch im Bereich der Umkehrstellen, gewährleistet ist.
- Bei der Lösung der Aufgabe geht die Erfindung von der Grundüberlegung aus, den SZ-Verseilvorgang einer Verseilstufe in einen ersten Verseilvorgang hoher Verseilleistung, aber minderer Verseilqualität und einen zweiten Verseilvorgang geringer Verseilleistung, aber hoher Verseilqualität zu zerlegen. Dementsprechend ist gemäß der Erfindung vorgesehen, daß die Verseilscheibe als durch separate Antriebsmittel angetriebene Verseilscheibe ausgebildet ist, deren freier Abstand zum letzten Verseilpunkt wenigstens das Fünffache der resultierenden SZ-Schlaglänge beträgt, deren Drehzahl gleich ist der Differenz zwischen zwei aufeinanderfolgenden Drehzahlstufen der umlaufenden Verdrehungs- vorrichtung und deren Drehrichtung im gleichen Rhythmus wie die Drehbewegung der Verdrehungsvorrichtung bzw. mit dem gleichen Rhythmus wie der Wechsel von einer Drehzahlverkleinerung auf eine Drehzahlvergrößerung der Verdrehungsvorrichtung oder umgekehrt änderbar ist.
- Eine modifizierte Lösung besteht darin, daß die Verseilscheibe unmittelbar vor dem letzten Verseilpunkt angeordnet ist und daß ihr freier Abstand dem Abstand zum letzten, die Verseilelemente von außen kraftschlüssig erfassenden und verdrehenden Teil der Verdrehungsvorrichtung entspricht.
- Bei einer derart ausgebildeten SZ-Verseilvorrichtung sei die eigentliche Verseilvorrichtung, die aus den Verdrehungsvorrichtungen und der Speichereinrichtung besteht, als Vorverseileinrichtung und die mit freiem Abstand angeordnete Verseilscheibe als Nachverseileinrichtung bezeichnet. Dann enthält die Vorverseileinrichtung den Haupt-SZ-Speicher, dessen Größe durch den gewünschten Drallwechselabstand im Verseilgut bestimmt wird. Diese Vorverseileinrichtung kann relativ einfach mit Antrieben mäßiger Leistungsfähigkeit aufgebaut sein, wobei sich relativ lange unverseilte Abschnitte an den Drallwechselstellen ergeben. In der Nachverseileinrichtung sorgt eine einzige, abwechselnd rechts und links angetriebene Verseilscheibe für eine präzise Ausbildung der Drallwechselstellen und für konstante Schlaglängen in den S- und Z-Abschnitten. Dadurch, daß die Verseilscheibe mit freiem Abstand zum letzten Verseilpunkt oder zum letzten die Verseilelemente von außen kraftschlüssig erfassenden und verdrehenden Teil der Verdrehungsvorrichtung angeordnet ist, ist der Verseilscheibe ein gestreckter Speicher vorgeschaltet, der zeitweise ebensoviel Verseilschläge aufnehmen muß, wie von der Nachverseileinrichtung zusätzlich erzeugt werden sollen.
- Bei der neuen Verseilmaschine muß der Aufwand für schnelle Antriebsmittel, kurze Abstände usw. nur einmal in der Nachverseileinrichtung aufgebracht werden. Dadurch erhält man einen kostengünstigen Maschinenaufbau.
- Beispielsweise sei angenommen, bei einer SZ-Verseilmaschine, die aus einem konzentrierten, rotierenden Längenspeicher besteht, wie er aus der DE-B-1515730 bekannt ist und der eine Speicherkapazität von etwa 250 Verseilschlägen aufweist, gehen jeweils beim Wechsel der Drehrichtung drei Verseilschläge in der einen und in der anderen Richtung verloren. Durch die nachgeschaltete Verseileinrichtung müßten dann jeweils 6 Verseilschläge innerhalb eines Abschnittes gleichbleibender Drallrichtung nachträglich erzeugt werden. Eine etwas größere Anzahl von Verseilschlägen müßte nachträglich erzeugt werden, wenn die SZ-Verseilung mit Hilfe umlaufender Verseilbügel erfolgt, wie es aus der DE-C-1665536 bekannt ist.
- Wenn im Rahmen der neuen SZ-Verseilvorrichtung als Vorverseileinrichtung Verseilbügel verwendet werden, die einen Zwischenspeicher umfliegen, so empfiehlt es sich, die Nachverseileinrichtung am Ausgang des zweiten Verseilbügels anzuordnen und vorzugsweise in diesen Verseilbügel zu integrieren. Hierbei ist in der Weise vorzugehen, daß die Verseilscheibe der Nachverseileinrichtung unmittelbar vor dem letzten Verseilpunkt angeordnet ist und daß die der Verseilscheibe vorgeschaltete Ausgleichsstrecke im Anschluß an die letzte Umlenkung des Verseilgutes innerhalb des Verseilbügels angeordnet ist. In diesem Fall kann die Drehbewegung der Verseilscheibe der Nachverseileinrichtung synchron mit der Drehbewegung der Verseilbügel geändert werden. Hierbei ist die der Verseilscheibe vorgeschaltete Ausgleichsstrecke bei der Speicherkapazität der gesamten Verseileinrichtung zu berücksichtigen.
- Besonders vorteilhaft läßt sich die im Rahmen der Erfindung vorgesehene Nachverseileinrichtung dann verwenden, wenn sie in Kombination mit einer Vorverseileinrichtung verwendet wird, wie sie in der EP-A-0 004 295 beschrieben ist und bei der ein an sich gestreckter Speicher in mehrere parallel angeordnete Speicherteilstrecken unterteilt ist, die untereinander über 180° -Umlenkeinrichtungen miteinander verbunden sind. Bei dieser bereits vorgeschlagenen SZ-Verseileinrichtung ist am Anfang und am Ende jeder Speicherteilstrecke je ein rotierender Verseilkopf angeordnet. Im Rahmen der Erfindung kann in eine solche Vorverseileinrichtung die Nachverseileinrichtung in der Weise integriert werden, daß die Verseilscheibe in den letzten Verseilkopf, d. h. in den am Ende der letzten Speicherteilstrecke angeordneten rotierenden Verseilkopf integriert ist. In diesem Fall wirkt die letzte Speicherteilstrecke gleichzeitig als Ausgleichsstrecke für die Verseilscheibe.
- Ausführungsbeispiele einer gemäß der Erfindung ausgebildeten SZ-Verseilvorrichtung sind in den Figuren 1 bis 5 dargestellt. Im Anschluß an eine schematische Darstellung in Fig. 1 zeigt Fig. 2 die mit einer Umseilscheibe ausgerüstete Nachverseileinrichtung, während Fig. 3 eine SZ-Verseilvorrichtung mit feststeh endem Speicher und umlaufenden Verseilbügeln sowie integrierter Nachverseileinrichtung darstellt. Die Figuren 4 und 5 zeigen eine als gefalteter Linearspeicher ausgebildete SZ-Verseileinrichtung mit nachgeschalteter bzw. integrierter Nachverseileinrichtung.
- Fig. 1 zeigt in schematischer Darstellung die SZ-Verseilung von Verseilelementen 1 zu einer Verseileinheit 5. Hierbei werden die Verseilelemente zunächst mittels der Haupt- bzw. Vorverseileinrichtung 2 zum Strang 4 SZ-verseilt. Hinter der Hauptverseileinrichtung 2 ist die Nachverseil-oder Korrekturverseileinrichtung 3 angeordnet, die allein die Aufgabe hat, Fehler in der Soligeometrie des Verseilverbandes 4 in den S- und Z-Abschnitten sowie an den dazwischenliegenden Drallwechselstellen zu beseitigen. Bei einer derartigen Aufteilung der SZ-Verseilung in eine Vorverseilung und eine Nachverseilung brauchen an die Vorverseileinrichtung 2 weniger harte Forderungen hinsichtlich der geometrischen Abstände zwischen feststehenden und rotierenden Verseilköpfen gestellt zu werden ; es können auch bestimmte Um seilvorgänge an feststehenden Umlenkungen innerhalb der Verseilvorrichtung in Kauf genommen werden. Auch die sonst möglichst zu verändernden Verfahrensparameter wie insbesondere die Drehzahl und/ oder die Drehrichtung der Verseilvorrichtung können langsamer geändert werden, wodurch sich der Antriebsaufwand und die stoßartige Belastung vieler Maschinenelemente verringern.
- Nur in der Korrektur- bzw. Nachverseileinrichtung 3 muß das dort nur einmal vorhandene Verseil- bzw. Umseilwerkzeug zwischen eng benachbarten Punkten schnell umgesteuert werden, wodurch sich der gesamte Maschinenaufwand stark vermindert.
- Die SZ-Verseileinrichtung 2 ist somit als Vorverseileinrichtung anzusehen, mit der beispielsweise 99 % der notwendigen S- und Z-Verseilschläge mit mäßigen Genauigkeitsanforderungen erzeugt werden. Die Verseileinrichtung 3 arbeitet als Nachverselleinrichtung und erzeugt die restlichen Prozent an Verseilschlägen in der Umgebung der Drallwechselstellen und sorgt für eine gleichmäßige Verteilung der Verseilschläge.
- Das dargestellte Verseilprinzip läßt sich insbesondere dann leicht verwirklichen, wenn die zu verseilenden Verseilelemente 1 bei dem Verseilprozeß nicht oder nur vernachlässigbar wenig plastisch verformt werden, wie dies insbesondere bei flexiblen elektrischen Leitungen vorausgesetzt werden kann.
- Fig. 2 zeigt die konstruktive Ausgestaltung der Nachverseileinrichtung 3. Diese besteht aus der mit wechselnder Drehrichtung und konstanter Drehzahl umlaufenden Verseilscheibe 7, der auf der einen Seite ein Verseilnippel 6 (Aufseilnippel) und auf der anderen Seite der Verseilnippel 8 zugeordnet ist. Für das von links nach rechts durch die Nachverseileinrichtung durchlaufende Verseilgut ist vor dem Verseilnippel 6 die Ausgleichsstrecke a angeordnet, auf der sich die rückwärts von der Verseilscheibe 7 ausgeübten Verdrillungen verteilen können. Diese Ausgleichsstrecke a soll mindestens so viel Schlaglängen aufnehmen können, wie von der Verseilvorrichtung zusätzlich erzeugt werden.
- Die Drehrichtung der Verseilscheibe 7 wird immer dann gewechselt, wenn die Mitte einer Drallwechselstelle die Verseilscheibe durchläuft. Ihre Drehzahl wird an die Sollschlaglänge des die Vorverseileinrichtung verlassenden Stranges 4 angepaßt.
- Die einzelnen Verseilelemente 1 werden nach Passieren der Verseilscheibe 7 im Verseilnippel 8 zu der endgültigen SZ-Verseileinheit 5 zusammengefaßt und erhalten dabei präzise ihre endgültige Schlaglänge s, die durch die Abzugsgeschwindigkeit des Verseilverbandes und die Drehzahl der Verseilscheibe gegeben ist.
- In der endgültig verseilten SZ-Einheit 5 wird die Länge der Drallwechselstellen allein durch die Umsteuergeschwindigkeit der Verseilscheibe 7 und durch die Entfernung zwischen dem Verseilnippel 8 und dem nächsten Festpunkt 10 bestimmt, der hier beispielsweise durch eine Abzugsscheibe gebildet wird.
- Die Länge der rückwärtigen Ausgleichsstrecke bzw. Speicherstrecke a richtet sich nach der Zahl von Verseilschlägen, die mit der Korrektureinrichtung nachträglich erzeugt werden müssen. Diese Länge würde bei einer endgültigen SZ-Schlaglänge von 0,3 m wenigstens 1,5 m, bei einer endgültigen SZ-Schlaglänge von 0,1 m wenigstens 0,5 m betragen. Beispielsweise sei angenommen, daß die Vorverseileinrichtung 2 in Fig. 1 jeweils 500 m lange S- und Z-Abschnitte der Schlaglänge s = 0,1 m bewirkt. Im Idealfall würde jeder S- bzw. Z-Abschnitt demnach 5 000 Verseilschläge enthalten. Aus Gründen eines einfachen gemeinsamen Antriebs mögen in der Umgebung der Drallwechselstellen durch relativ lange Umsteuerzeiten der Verdrehungsvorrichtung jeweils ± 50 Verseilschläge verlorengehen. Diese Verseilschläge werden in der Nachverseileinrichtung 3 nachgeholt, wozu eine Speicherstrecke a von etwa 2 bis 10 m Länge erforderlich ist. Die genaue Länge wird experimentell bestimmt und richtet sich nach der Schlaglänge, die man innerhalb der Speicherstrecke a zuläßt.
- Die Speicherstrecke a und die Verseilscheibe 7 bewirken auch, daß Verseilungleichmäßigkeiten ausgeglichen werden, die sich beispielsweise in der Vor- bzw. Hauptverseileinrichtung unter dem Einfluß torsionshemmender Umlenkungen ergeben.
- Ein Ausführungsbeispiel einer kompletten Vor-und Nachverseileinrichtung ist in Fig. 3 dargestellt. Hierbei erfolgt die Vorverseilung der Verseilelemente 1 mit Hilfe von Verseilbügeln 20 und 21, die in bekannter Weise einen feststehenden Zwischenspeicher 19 großen Speicherinhalts umfliegen (s. DE-C-16 65 536). Unmittelbar vor dem letzten Verseilpunkt 9 der SZ-Verseileinrichtung ist die Nachverseileinrichtung, bestehend aus dem Aufseilnippel 6, der Verseilscheibe 7 und dem Verseilnippel 8 sowie der Ausgleichsstrecke a, angeordnet. Die Ausgleichsstrecke a entspricht dabei dem Abstand der letzten Umlenkrolle 22 innerhalb des Verseilbügels 21 zum Aufseilnippel 6.
- Bei dem in Fig. 4 dargestellten Ausführungsbeispiel handelt es sich um eine SZ-Verseilmaschine, bei der die in Fig. 2 dargestellte Nachverseileinrichtung mit einer Hauptverseileinrichtung kombiniert ist, wie sie in der EP-A-0 004 295 beschrieben ist und bei der ein an sich gestreckter Speicher in mehrere in den Ebenen a bis d parallel angeordnete Speicherteilstrecken durch Umlenkeinrichtungen miteinander aufeinanderfolgend verbunden sind. Der derart gebildete gefaltete Linearspeicher besteht im wesentlichen aus zwischen den beiden Verseilpunkten 10 und 17 angeordneten Verseilköpfen 11, 12, 15 und 16 sowie den Umlenkeinrichtungen 14 und den geradlinigen Führungen 13. Dabei sind die Verseilköpfe in den vertikalen Ebenen A und B angeordnet. Die Nachverseileinrichtung, die wiederum aus dem Aufseilnippel 6, der Verseilscheibe 7 und dem Verseilnippel 8 sowie dem Verseilpunkt 9 besteht, ist im Abstand a hinter dem letzten Verseilpunkt (Abzugscheibe) 17 angeordnet. Unmittelbar dahinter ist ein Extruder 19 angeordnet, mit dem auf die Verseileinheit 5 ein Kunststoffmantel aufgebracht wird.
- Bei der in Fig. 5 dargestellten Variante ist die aus Aufseilnippel 6, Verseilscheibe 7 und Verseilnippel 8 bestehende Nachverseileinrichtung in die Hauptverseileinrichtung integriert, wobei der in Fig. 4 dargestellte Verseilkopf 12 durch die Nachverseileinrichtung ersetzt ist. In dieser Variante bildet die letzte Speicherteilstrecke zwischen dem Verseilkopf 16 in der Ebene d und dem Aufseilnippel 6 gleichzeitig die Ausgleichsstrecke a.
Claims (4)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2916520 | 1979-04-20 | ||
| DE2916520A DE2916520C2 (de) | 1979-04-20 | 1979-04-20 | Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0018312A1 EP0018312A1 (de) | 1980-10-29 |
| EP0018312B1 true EP0018312B1 (de) | 1983-05-11 |
Family
ID=6069118
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80730029A Expired EP0018312B1 (de) | 1979-04-20 | 1980-03-27 | Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4339913A (de) |
| EP (1) | EP0018312B1 (de) |
| JP (1) | JPS55141007A (de) |
| DE (1) | DE2916520C2 (de) |
| FI (1) | FI800867A (de) |
| HU (1) | HU178384B (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3149159A1 (de) * | 1981-12-08 | 1983-07-21 | Siemens AG, 1000 Berlin und 8000 München | Sz-verseilvorrichtung fuer verseilelemente elektrischer kabel und leitungen |
| DE3503254A1 (de) * | 1984-04-12 | 1985-10-17 | Siemens AG, 1000 Berlin und 8000 München | Zweistufige verseileinrichtung fuer nachrichtenkabel |
| JPS60231885A (ja) * | 1984-04-27 | 1985-11-18 | 住友電装株式会社 | 線条体撚り装置 |
| JPH0227623A (ja) * | 1988-07-18 | 1990-01-30 | Sumitomo Wiring Syst Ltd | 圧縮導体の製造装置ならびに製造方法 |
| FI90697C (fi) * | 1992-04-03 | 1994-03-10 | Maillefer Nokia Oy | Menetelmä ja sovitelma vaihtosuuntakertauksen yhteydessä |
| ES2132242T3 (es) * | 1992-07-20 | 1999-08-16 | Mason James H | Aparato de reglaje de alineacion de vehiculos. |
| CH690725A5 (de) * | 1993-05-07 | 2000-12-29 | Frisch Kabel Und Verseilmaschb | Verfahren und Vorrichtung zur reversierenden Verseilung von Verseilelementen. |
| DE19505567A1 (de) * | 1994-04-06 | 1995-10-12 | Frisch Kabel Verseilmaschf | Vorrichtung zur reversierenden Verseilung von Verseilelementen |
| AUPQ720800A0 (en) * | 2000-05-02 | 2000-05-25 | Mason, James Herbert | Magnetic reference assembly for use with vehicle gauging apparatus |
| CN101552055A (zh) * | 2009-05-13 | 2009-10-07 | 上海拜明电子设备有限公司 | 伸缩式防导线刮伤的叠加导线绕制设备 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1095434A (de) * | 1964-06-26 | 1967-12-20 | ||
| US3491525A (en) * | 1965-02-17 | 1970-01-27 | Sumitomo Electric Industries | Method for stranding in the manufacture of communication cables and stranding apparatus |
| GB1144791A (en) * | 1965-02-17 | 1969-03-12 | Sumitomo Electric Industries | Improved method and apparatus for stranding in the manufacture of communication cables |
| DE1665536B1 (de) * | 1966-01-31 | 1970-03-26 | Siemens Ag | Verfahren zur abschnittsweise mit wechselnder Drallrichtung bzw. Drallaenge erfolgenden Verseilung von Adern oder Verseilelementen fuer Nachrichtenkabel |
| US3475893A (en) * | 1966-04-08 | 1969-11-04 | Sumitomo Electric Industries | Method of manufacturing communication cable and manufacturing apparatus |
| DE1665738A1 (de) * | 1966-09-12 | 1971-03-18 | Siemens Ag | Verseilverfahren fuer Nachrichtenkabel |
| DE1685842B2 (de) * | 1967-02-11 | 1975-10-30 | Frisch Kabel- Und Verseilmaschinenbau Gmbh, 4030 Ratingen | Einrichtung zum Verseilen von Einzelsträngen mit reversierendem Schlag |
| SE365646B (de) * | 1968-06-11 | 1974-03-25 | Sumitomo Electric Industries | |
| DE2202643A1 (de) * | 1972-01-20 | 1973-08-02 | Kabel Metallwerke Ghh | Verfahren zur abschnittsweise mit wechselnder drallrichtung bzw. drallaenge erfolgenden verseilung von verseilelementen |
| DE2412514A1 (de) * | 1974-03-15 | 1975-09-25 | Kabel Metallwerke Ghh | Verfahren zur abschnittsweise mit wechselnder drallrichtung bzw. drallaenge erfolgenden verseilung von verseilelementen |
| FI65000C (fi) * | 1974-11-15 | 1984-02-10 | Siemens Ag | Foerfarande och anordning foer sz-tvinning av elektriska kablar |
| DE2510643C2 (de) * | 1975-03-12 | 1984-03-29 | kabelmetal electro GmbH, 3000 Hannover | Verfahren zur SZ-Verseilung von Verseilelementen |
| DE2726172C3 (de) * | 1977-06-08 | 1980-02-14 | Siemens Ag, 1000 Berlin Und 8000 Muenchen | Verfahren und Vorrichtung zum SZ-Verseilen elektrischer Kabel |
| DE2804480C2 (de) * | 1978-01-31 | 1982-09-16 | Siemens AG, 1000 Berlin und 8000 München | Verfahren und Vorrichtung zum lagenweisen SZ-Verseilen von Verseilelementen um einen flexiblen Kernstrang |
| EP0004295B1 (de) * | 1978-03-23 | 1982-06-09 | Siemens Aktiengesellschaft | Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen sowie Verfahren zum Betrieb dieser Vorrichtung |
| DE2900729C2 (de) * | 1979-01-08 | 1983-12-01 | Siemens AG, 1000 Berlin und 8000 München | Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen sowie Verfahren zum Betrieb dieser Vorrichtung |
| US4214432A (en) * | 1978-12-21 | 1980-07-29 | Western Electric Company, Inc. | Apparatus for forming S-Z twisted strand units |
-
1979
- 1979-04-20 DE DE2916520A patent/DE2916520C2/de not_active Expired
-
1980
- 1980-03-07 HU HU8080547A patent/HU178384B/hu unknown
- 1980-03-20 FI FI800867A patent/FI800867A/fi not_active Application Discontinuation
- 1980-03-27 EP EP80730029A patent/EP0018312B1/de not_active Expired
- 1980-04-16 US US06/140,742 patent/US4339913A/en not_active Expired - Lifetime
- 1980-04-17 JP JP5109880A patent/JPS55141007A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US4339913A (en) | 1982-07-20 |
| DE2916520C2 (de) | 1984-03-01 |
| EP0018312A1 (de) | 1980-10-29 |
| HU178384B (en) | 1982-04-28 |
| JPS55141007A (en) | 1980-11-04 |
| DE2916520A1 (de) | 1980-10-23 |
| FI800867A (fi) | 1980-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0018312B1 (de) | Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen | |
| EP0007473B1 (de) | Vorrichtung zum SZ-Verseilen von Starkstromkabeladern mit sektorförmigem Leiterquerschnitt | |
| DE2240199A1 (de) | Nachrichtenkabel mit eine in abstaenden wechselnde verdrillungsrichtung aufweisenden verseileinheiten | |
| DE2230972C3 (de) | Verfahren zum Verseilen von Verseilelementen für elektrische Kabel zu einer Verseileinheit mit abschnittsweise wechselnder Verdrillungsrichtung | |
| EP0006457A1 (de) | Verfahren zum lagenweisen SZ-Verseilen von Verseilelementen elektrischer oder optischer Kabel und Vorrichtung zur Durchführung des Verfahrens | |
| DE1515730B1 (de) | Verseilmaschine zur Herstellung von gruppenverseilten Fernmeldekabeln | |
| DE1906997C3 (de) | Verfahren und Vorrichtung zum Verseilen von Verseilelementen für elektrische Kabel zu einer Verseileinheit mit abschnittsweise wechselnder Verdrillungsrichtung | |
| DE1665536B1 (de) | Verfahren zur abschnittsweise mit wechselnder Drallrichtung bzw. Drallaenge erfolgenden Verseilung von Adern oder Verseilelementen fuer Nachrichtenkabel | |
| DE2833703C3 (de) | Vorrichtung zum SZ-Verseilen von Starkstromkabeladern mit sektorförmigem Leiterquerschnitt | |
| DE2833701A1 (de) | Vorrichtung zum sz-verseilen von verseilelementen elektrischer oder optischer kabel und leitungen | |
| DE2105843A1 (de) | Verseil vorrichtung für Nachrichten-Kabel | |
| DE2412199C2 (de) | Verfahren zur abschnittsweise mit wechselnder Drallrichtung bzw. Drallänge erfolgenden Verseilung von elektrischen Kabeln oder Leitungen | |
| DE2640468A1 (de) | Schlag- und verseilvorrichtung fuer die herstellung einer konzentrischen verseilung mit regelmaessiger oberflaeche | |
| EP0081453A1 (de) | SZ-Verseilvorrichtung für Verseilelemente elektrischer Kabel und Leitungen | |
| DE1941612C3 (de) | Verfahren und Vorrichtung zum Verseilen von Adern für Nachrichtenkabel | |
| DE2648368C3 (de) | Verfahren zum SZ-Verseilen von in Bündeln verdrillt zusammengefaßten Verseilelementen | |
| EP1017064B1 (de) | Verfahren zur Herstellung einer Kabelverseilung mit wechselnder Schlagrichtung aus Einzelelementen kreissektorförmigen Querschnitts | |
| DE3602300C2 (de) | ||
| DE1665587C (de) | Verfahren zum Verseilen von Adern oder Verseilelementen für Nachrichtenkabel zu einer Verseileinheit mit abschnittsweise wechselnder Drallrichtung | |
| DE2355624C3 (de) | Verfahren zur Verminderung der elektrischen Kopplungen in Nachrichtenkabeln | |
| DE3127375C2 (de) | SZ-Verseilmaschine für Starkstromkabel und -leitungen | |
| DE1801063A1 (de) | Verfahren zur Herstellung eines mehrlagigen Nachrichtenkabels | |
| DE3940413A1 (de) | Verseilmaschine zur kontinuierlichen verseilung von elektrischen kabeln und leitungen | |
| DE2833702C2 (de) | Verfahren und Vorrichtung zum SZ-Verseilen von Starkstromkabeladern mit sektorf örmigem Leiterquerschnitt | |
| EP0007472B1 (de) | Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer oder optischer Kabel und Leitungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19810311 |
|
| ITF | It: translation for a ep patent filed |
Owner name: STUDIO JAUMANN |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): FR GB IT SE |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19840326 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19840331 Year of fee payment: 5 |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19850328 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19851129 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881118 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 80730029.8 Effective date: 19860128 |