EP0018312B1 - Dispositif pour câbler en SZ des éléments de câblage de câbles et de lignes électriques - Google Patents
Dispositif pour câbler en SZ des éléments de câblage de câbles et de lignes électriques Download PDFInfo
- Publication number
- EP0018312B1 EP0018312B1 EP80730029A EP80730029A EP0018312B1 EP 0018312 B1 EP0018312 B1 EP 0018312B1 EP 80730029 A EP80730029 A EP 80730029A EP 80730029 A EP80730029 A EP 80730029A EP 0018312 B1 EP0018312 B1 EP 0018312B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stranding
- last
- storage
- twisting
- rotation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000003860 storage Methods 0.000 claims description 38
- 210000002445 nipple Anatomy 0.000 claims description 16
- 230000015654 memory Effects 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 2
- 230000033764 rhythmic process Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 210000003462 vein Anatomy 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/02—Stranding-up
- H01B13/04—Mutually positioning pairs or quads to reduce cross-talk
Definitions
- the invention is in the field of stranding technology for electrical cables and wires and deals with the structural design of a stranding machine with a view to ensuring that the lay length is as uniform as possible in the stranded material, in particular in the area of the reversal points of the twist direction.
- the quality of the SZ stranding essentially depends on that Size of the distances between the fixed points between which the stranding processes take place and the changeover times for changing the rotational movement of the rotating parts.
- the distances mentioned are, for example, very large in SZ stranding machines that work with a fixed, concentrated storage device and rotating stranding brackets (DE-C-1665536, DE-A-1665911, DE-A-1685842), but in SZ stranding machines with non-concentrated ones Length storage, so-called linear storage or stretched storage (magazine «Drahtwelt •, 1977, pages 209 to 212), very small.
- the changeover times mentioned are also very short in the case of non-concentrated length memories, but the storage capacity is also relatively small in the case of such storage devices.
- With rotating, concentrated length memories on the other hand, there are relatively long reversing times, especially when the storage capacity is chosen to be very large (DE-B-1515 730).
- Short reversing times in the SZ stranding of stranding elements can also be achieved if the stranding is not carried out with the help of concentrated or non-concentrated length memories, in which the resulting twisting of the stranded material results from the superposition of a first and at least a second twist, but with With the help of an oscillating stranding disk, which may be preceded by a compensating section (DE-A-24 54 777).
- the cable can be used to automatically drive different lay lengths, which are caused by changing the direction of rotation of the stranding device to zero braked and then accelerated again to maximum speed (DE-A-25 10 643, DE-B-16 65 552, DE-A-22 02 643, DE-A-2412514).
- a stranding machine in which the actual stranding of the eight wires to form a stranding layer with a uniformly rotating stranding bracket and in which the odd-numbered one Veins first have to pass through a special device with which they receive the twists necessary for the crossing.
- the device consists of a rotating storage arrangement with a downstream, rigidly driven pendulum disc changing its direction of rotation at certain intervals.
- the speed of the pendulum disc corresponds to the speed difference of the storage arrangement changing its rotational movement at the same intervals and is very small in view of the length of the crossing steps (DE-A-16 65 738).
- a device for SZ stranding of stranding elements of electrical cables and wires to an SZ stranding unit, from which the invention is based consists of one or more twisting devices arranged between a first and a last stranding point, rotating with a step-wise changing speed or direction of rotation, and one between the first and the last stranding point, separated from the twisting device or integrated into the storage device for the stranding elements stranded at least for the first time, and from one or more twisting devices arranged between a first and a last stranding point and rotating with a gradually changing speed or direction of rotation, from one between the first and the last stranding point, separated from the twisting device or integrated into the storage device for the stranding elements stranded at least a first time, the storage device a very large storage capacity of more than 50 m or more than 200 stranding strikes, and from a spaced-apart distance behind the last stranding point, through which the stranded stranding elements pass and rotate with alternating direction of rotation
- the invention has for its object to design such a device so that even if the storage device has a very large storage capacity of more than 50 m or more than 200 twist strands, a high quality of SZ stranding, i. H. short reversal points of the twist direction and uniform lay length also in the area of the reversal points is guaranteed.
- the invention is based on the basic idea of dividing the SZ stranding process of a stranding stage into a first stranding process of high stranding performance but lower stranding quality and a second stranding process of low stranding performance but high stranding quality.
- the stranding disk is designed as a stranding disk driven by separate drive means, the free distance from the last stranding point is at least five times the resulting SZ lay length, the speed of which is equal to the difference between two successive speed levels of the rotating twisting device and whose direction of rotation can be changed in the same rhythm as the rotational movement of the twisting device or with the same rhythm as the change from a speed reduction to an increase in speed of the twisting device or vice versa.
- a modified solution consists in that the stranding disk is arranged directly in front of the last stranding point and that its free distance corresponds to the distance to the last part of the twisting device that grips and twists the outside of the strand in a force-fitting manner.
- the actual stranding device which consists of the twisting devices and the storage device
- the pre-stranding device contains the main SZ store, the size of which is determined by the desired twist change distance in the stranded material.
- This pre-stranding device can be constructed in a relatively simple manner with drives of moderate performance, with relatively long uns stranded sections resulting at the swirl change points.
- a single stranding disk alternately driven on the right and left, ensures precise formation of the twist change points and constant lay lengths in the S and Z sections.
- the stranding disk is arranged at a free distance from the last stranding point or to the last part of the twisting device which grips and twists the outside of the twisting device in a force-fitting manner, the stranding disk is preceded by an elongated accumulator which at times has to absorb as much stranding strikes as is additionally generated by the subsequent stranding device should.
- stranding brackets that fly around a buffer are used as the pre-stranding device, it is advisable to arrange the stranding device at the outlet of the second stranding bracket and preferably to integrate it into this stranding bracket. In this case, proceed in such a way that the stranding disc of the re-stranding device is arranged immediately before the last stranding point and that the compensating distance upstream of the stranding disc is arranged within the stranding bracket after the last deflection of the stranded material. In this case, the rotational movement of the stranding disk of the re-stranding device can be changed synchronously with the rotational movement of the stranding brackets. The compensation distance upstream of the stranding disc must be taken into account in the storage capacity of the entire stranding device.
- the re-stranding device provided in the context of the invention can be used particularly advantageously when it is used in combination with a pre-stranding device as described in EP-A-0 004 295 and in which a stretched per se storage device into a plurality of storage sections arranged in parallel is divided, which are interconnected via 180 ° deflection devices.
- a rotating stranding head is arranged at the beginning and at the end of each storage section.
- the post-stranding device can be integrated into such a pre-stranding device in such a way that the stranding disk is integrated in the last stranding head, ie in the rotating stranding head arranged at the end of the last storage section.
- the last partial storage section also acts as a compensation section for the stranding disk.
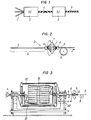
- FIGS. 1 to 5 Exemplary embodiments of an SZ stranding device designed according to the invention are shown in FIGS. 1 to 5.
- FIG. 2 shows the re-stranding device equipped with a rope rope
- FIG. 3 shows an SZ stranding device with a fixed storage and rotating stranding brackets as well as an integrated re-stranding device.
- FIGS. 4 and 5 show an SZ stranding device designed as a folded linear memory with a downstream or integrated subsequent stranding device.
- FIG. 1 shows a schematic illustration of the SZ stranding of stranding elements 1 to form a stranding unit 5.
- the stranding elements are first stranded by means of the main or pre-stranding device 2 to form strand 4.
- Arranged behind the main stranding device 2 is the subsequent stranding or correction stranding device 3, which alone has the task of eliminating errors in the sol geometry of the stranding assembly 4 in the S and Z sections and at the twist change points located therebetween.
- the SZ stranding device 2 is thus to be regarded as a pre-stranding device with which, for example, 99% of the necessary S and Z stranding strands are generated with moderate accuracy requirements.
- the stranding device 3 works as a re-adjustment device and generates the remaining percent of stranding strikes in the vicinity of the swirl changing points and ensures a uniform distribution of the stranding strands.
- the illustrated stranding principle can be easily realized in particular if the stranding elements 1 to be stranded are not plastically deformed, or only negligibly little, during the stranding process, as can be assumed in particular in the case of flexible electrical lines.
- the re-stranding device 3 shows the structural design of the re-stranding device 3. This consists of the stranding disk 7 rotating with an alternating direction of rotation and constant speed, to which a stranding nipple 6 (rope nipple) is assigned on one side and the stranding nipple 8 on the other side.
- the compensation section a is arranged in front of the stranding nipple 6, on which the twists exerted backwards by the stranding disk 7 can be distributed.
- This compensation section a should be able to accommodate at least as many lay lengths as are additionally generated by the stranding device.
- the direction of rotation of the stranding disk 7 is always changed when the center of a swirl changing point passes through the stranding disk. Their speed is adapted to the desired lay length of the strand 4 leaving the pre-stranding device.
- the individual stranding elements 1 After passing through the stranding disk 7 in the stranding nipple 8, the individual stranding elements 1 are combined to form the final SZ stranding unit 5 and thereby precisely receive their final lay length s, which is given by the pull-off speed of the stranding assembly and the speed of the stranding disk.
- the length of the swirl change points is determined solely by the reversing speed of the stranding disk 7 and by the distance between the stranding nipple 8 and the next fixed point 10, which is formed here, for example, by a take-off disk.
- twist strands are made up in the re-stranding device 3, for which purpose a storage path a of approximately 2 to 10 m in length is required is. The exact length is determined experimentally and depends on the length of the lay that is allowed within the storage distance a.
- the storage path a and the stranding disk 7 also have the effect of compensating for stranding irregularities which arise, for example, in the pre-stranding or main stranding device under the influence of torsion-resistant deflections.
- FIG. 3 An exemplary embodiment of a complete pre-twisting and post-twisting device is shown in FIG. 3.
- the stranding of the stranding elements 1 is carried out with the aid of stranding brackets 20 and 21, which fly around a fixed buffer 19 with a large storage capacity in a known manner (see DE-C-16 65 536).
- the subsequent stranding device consisting of the rope nipple 6, the stranding disk 7 and the stranding nipple 8 and the compensation section a, is arranged.
- the compensation distance a corresponds to the distance of the last deflecting roller 22 within the stranding bracket 21 to the cable nipple 6.
- the exemplary embodiment shown in FIG. 4 is an SZ stranding machine, in which the secondary stranding device shown in FIG. 2 is combined with a main stranding device, as described in EP-A-0 004 295 and in which one is incorporated stretched memory are successively connected to one another in a plurality of partial storage sections arranged in parallel in the levels a to d by deflection devices.
- the folded linear accumulator thus formed essentially consists of stranding heads 11, 12, 15 and 16 arranged between the two stranding points 10 and 17 as well as the deflection devices 14 and the straight-line guides 13.
- the stranding heads are arranged in the vertical planes A and B.
- the re-stranding device which in turn consists of the rope nipple 6, the stranding disk 7 and the stranding nipple 8 and the stranding point 9, is arranged at a distance a behind the last stranding point (take-off disk) 17. Immediately behind it is an extruder 19 with which a plastic jacket is applied to the stranding unit 5.
- the subsequent stranding device consisting of rope nipple 6, stranding disk 7 and stranding nipple 8 is integrated into the main stranding device, the stranding head 12 shown in FIG. 4 being replaced by the subsequent stranding device.
- the last storage section between the stranding head 16 in the plane d and the rope nipple 6 simultaneously forms the compensation section a.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Ropes Or Cables (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
- Wire Processing (AREA)
Claims (4)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2916520 | 1979-04-20 | ||
| DE2916520A DE2916520C2 (de) | 1979-04-20 | 1979-04-20 | Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0018312A1 EP0018312A1 (fr) | 1980-10-29 |
| EP0018312B1 true EP0018312B1 (fr) | 1983-05-11 |
Family
ID=6069118
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80730029A Expired EP0018312B1 (fr) | 1979-04-20 | 1980-03-27 | Dispositif pour câbler en SZ des éléments de câblage de câbles et de lignes électriques |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4339913A (fr) |
| EP (1) | EP0018312B1 (fr) |
| JP (1) | JPS55141007A (fr) |
| DE (1) | DE2916520C2 (fr) |
| FI (1) | FI800867A (fr) |
| HU (1) | HU178384B (fr) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3149159A1 (de) * | 1981-12-08 | 1983-07-21 | Siemens AG, 1000 Berlin und 8000 München | Sz-verseilvorrichtung fuer verseilelemente elektrischer kabel und leitungen |
| DE3503254A1 (de) * | 1984-04-12 | 1985-10-17 | Siemens AG, 1000 Berlin und 8000 München | Zweistufige verseileinrichtung fuer nachrichtenkabel |
| JPS60231885A (ja) * | 1984-04-27 | 1985-11-18 | 住友電装株式会社 | 線条体撚り装置 |
| JPH0227623A (ja) * | 1988-07-18 | 1990-01-30 | Sumitomo Wiring Syst Ltd | 圧縮導体の製造装置ならびに製造方法 |
| FI90697C (fi) * | 1992-04-03 | 1994-03-10 | Maillefer Nokia Oy | Menetelmä ja sovitelma vaihtosuuntakertauksen yhteydessä |
| CA2140671A1 (fr) * | 1992-07-20 | 1994-02-03 | James Herbert Mason | Appareil de calibrage d'alignement de vehicule |
| CH690725A5 (de) * | 1993-05-07 | 2000-12-29 | Frisch Kabel Und Verseilmaschb | Verfahren und Vorrichtung zur reversierenden Verseilung von Verseilelementen. |
| DE19505567A1 (de) * | 1994-04-06 | 1995-10-12 | Frisch Kabel Verseilmaschf | Vorrichtung zur reversierenden Verseilung von Verseilelementen |
| AUPQ720800A0 (en) * | 2000-05-02 | 2000-05-25 | Mason, James Herbert | Magnetic reference assembly for use with vehicle gauging apparatus |
| CN101552055A (zh) * | 2009-05-13 | 2009-10-07 | 上海拜明电子设备有限公司 | 伸缩式防导线刮伤的叠加导线绕制设备 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1095434A (fr) * | 1964-06-26 | 1967-12-20 | ||
| GB1144791A (en) * | 1965-02-17 | 1969-03-12 | Sumitomo Electric Industries | Improved method and apparatus for stranding in the manufacture of communication cables |
| US3491525A (en) * | 1965-02-17 | 1970-01-27 | Sumitomo Electric Industries | Method for stranding in the manufacture of communication cables and stranding apparatus |
| DE1665536B1 (de) * | 1966-01-31 | 1970-03-26 | Siemens Ag | Verfahren zur abschnittsweise mit wechselnder Drallrichtung bzw. Drallaenge erfolgenden Verseilung von Adern oder Verseilelementen fuer Nachrichtenkabel |
| US3475893A (en) * | 1966-04-08 | 1969-11-04 | Sumitomo Electric Industries | Method of manufacturing communication cable and manufacturing apparatus |
| DE1665738A1 (de) * | 1966-09-12 | 1971-03-18 | Siemens Ag | Verseilverfahren fuer Nachrichtenkabel |
| DE1685842B2 (de) * | 1967-02-11 | 1975-10-30 | Frisch Kabel- Und Verseilmaschinenbau Gmbh, 4030 Ratingen | Einrichtung zum Verseilen von Einzelsträngen mit reversierendem Schlag |
| SE365646B (fr) * | 1968-06-11 | 1974-03-25 | Sumitomo Electric Industries | |
| DE2202643A1 (de) * | 1972-01-20 | 1973-08-02 | Kabel Metallwerke Ghh | Verfahren zur abschnittsweise mit wechselnder drallrichtung bzw. drallaenge erfolgenden verseilung von verseilelementen |
| DE2412514A1 (de) * | 1974-03-15 | 1975-09-25 | Kabel Metallwerke Ghh | Verfahren zur abschnittsweise mit wechselnder drallrichtung bzw. drallaenge erfolgenden verseilung von verseilelementen |
| FI65000C (fi) * | 1974-11-15 | 1984-02-10 | Siemens Ag | Foerfarande och anordning foer sz-tvinning av elektriska kablar |
| DE2510643C2 (de) * | 1975-03-12 | 1984-03-29 | kabelmetal electro GmbH, 3000 Hannover | Verfahren zur SZ-Verseilung von Verseilelementen |
| DE2726172C3 (de) * | 1977-06-08 | 1980-02-14 | Siemens Ag, 1000 Berlin Und 8000 Muenchen | Verfahren und Vorrichtung zum SZ-Verseilen elektrischer Kabel |
| DE2804480C2 (de) * | 1978-01-31 | 1982-09-16 | Siemens AG, 1000 Berlin und 8000 München | Verfahren und Vorrichtung zum lagenweisen SZ-Verseilen von Verseilelementen um einen flexiblen Kernstrang |
| EP0004295B1 (fr) * | 1978-03-23 | 1982-06-09 | Siemens Aktiengesellschaft | Dispositif pour le câblage SZ d'éléments de câblage de câbles et de lignes électriques ainsi que procédé d'exploitation de ce dispositif |
| DE2900729C2 (de) * | 1979-01-08 | 1983-12-01 | Siemens AG, 1000 Berlin und 8000 München | Vorrichtung zum SZ-Verseilen von Verseilelementen elektrischer Kabel und Leitungen sowie Verfahren zum Betrieb dieser Vorrichtung |
| US4214432A (en) * | 1978-12-21 | 1980-07-29 | Western Electric Company, Inc. | Apparatus for forming S-Z twisted strand units |
-
1979
- 1979-04-20 DE DE2916520A patent/DE2916520C2/de not_active Expired
-
1980
- 1980-03-07 HU HU8080547A patent/HU178384B/hu unknown
- 1980-03-20 FI FI800867A patent/FI800867A/fi not_active Application Discontinuation
- 1980-03-27 EP EP80730029A patent/EP0018312B1/fr not_active Expired
- 1980-04-16 US US06/140,742 patent/US4339913A/en not_active Expired - Lifetime
- 1980-04-17 JP JP5109880A patent/JPS55141007A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP0018312A1 (fr) | 1980-10-29 |
| US4339913A (en) | 1982-07-20 |
| FI800867A (fi) | 1980-10-21 |
| HU178384B (en) | 1982-04-28 |
| DE2916520A1 (de) | 1980-10-23 |
| JPS55141007A (en) | 1980-11-04 |
| DE2916520C2 (de) | 1984-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0018312B1 (fr) | Dispositif pour câbler en SZ des éléments de câblage de câbles et de lignes électriques | |
| EP0007473B1 (fr) | Dispositif de câblage SZ d'âmes de câbles de courant fort avec une section transversale du conducteur en forme d'un secteur | |
| DE2240199A1 (de) | Nachrichtenkabel mit eine in abstaenden wechselnde verdrillungsrichtung aufweisenden verseileinheiten | |
| DE2230972C3 (de) | Verfahren zum Verseilen von Verseilelementen für elektrische Kabel zu einer Verseileinheit mit abschnittsweise wechselnder Verdrillungsrichtung | |
| EP0006457A1 (fr) | Procédé pour le câblage en SZ de plusieurs couches d'éléments de câblage de câbles électriques ou optiques et dispositif pour la mise en oeuvre du procédé | |
| DE1515730B1 (de) | Verseilmaschine zur Herstellung von gruppenverseilten Fernmeldekabeln | |
| DE1906997C3 (de) | Verfahren und Vorrichtung zum Verseilen von Verseilelementen für elektrische Kabel zu einer Verseileinheit mit abschnittsweise wechselnder Verdrillungsrichtung | |
| DE1665536B1 (de) | Verfahren zur abschnittsweise mit wechselnder Drallrichtung bzw. Drallaenge erfolgenden Verseilung von Adern oder Verseilelementen fuer Nachrichtenkabel | |
| DE2833703C3 (de) | Vorrichtung zum SZ-Verseilen von Starkstromkabeladern mit sektorförmigem Leiterquerschnitt | |
| DE2833701A1 (de) | Vorrichtung zum sz-verseilen von verseilelementen elektrischer oder optischer kabel und leitungen | |
| DE2105843A1 (de) | Verseil vorrichtung für Nachrichten-Kabel | |
| DE2412199C2 (de) | Verfahren zur abschnittsweise mit wechselnder Drallrichtung bzw. Drallänge erfolgenden Verseilung von elektrischen Kabeln oder Leitungen | |
| DE2640468A1 (de) | Schlag- und verseilvorrichtung fuer die herstellung einer konzentrischen verseilung mit regelmaessiger oberflaeche | |
| EP0081453A1 (fr) | Dispositif pour câbler en SZ des éléments de câblage de câbles | |
| DE1941612C3 (de) | Verfahren und Vorrichtung zum Verseilen von Adern für Nachrichtenkabel | |
| DE2648368C3 (de) | Verfahren zum SZ-Verseilen von in Bündeln verdrillt zusammengefaßten Verseilelementen | |
| DE2255419A1 (de) | Zweistufiges verseilverfahren fuer elektrische kabel | |
| EP1017064B1 (fr) | Procédé de fabrication d'un cable avec sens de cablage alterné comportant des éléments à section transversale en forme de secteur | |
| DE1665587C (de) | Verfahren zum Verseilen von Adern oder Verseilelementen für Nachrichtenkabel zu einer Verseileinheit mit abschnittsweise wechselnder Drallrichtung | |
| DE2355624C3 (de) | Verfahren zur Verminderung der elektrischen Kopplungen in Nachrichtenkabeln | |
| DE3127375C2 (de) | SZ-Verseilmaschine für Starkstromkabel und -leitungen | |
| DE1801063A1 (de) | Verfahren zur Herstellung eines mehrlagigen Nachrichtenkabels | |
| DE2833702C2 (de) | Verfahren und Vorrichtung zum SZ-Verseilen von Starkstromkabeladern mit sektorf örmigem Leiterquerschnitt | |
| EP0007472B1 (fr) | Dispositif de câblage SZ d'éléments de câblage de câbles et de lignes électriques ou optiques | |
| DE2921092A1 (de) | Vorrichtung zum sz-verseilen von starkstromkabeladern mit sektorfoermigem leiterquerschnitt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19810311 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): FR GB IT SE |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19840326 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19840331 Year of fee payment: 5 |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19850328 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19851129 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881118 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 80730029.8 Effective date: 19860128 |