-
Die
vorliegende Erfindung betrifft Alkalizellen mit einer Mangandioxid
aufweisenden Kathode. Die Erfindung betrifft speziell eine Alkalizelle
mit einer Zink aufweisenden Anode, einer Mangandioxid aufweisenden Kathode
und einem Kaliumhydroxid aufweisenden Elektrolyt, worin die Kathode
ein halbfester Stoff ist.
-
Die
Zellinhalte einer Alkali-Primärzelle
(nicht wiederladbar) enthalten im typischen Fall eine Zink aufweisende
Anode, alkalischen Elektrolyten, eine Mangandioxid aufweisende Kathode
und eine für
einen Elektrolyten durchlässige
Separatorfolie zwischen der Anode und Kathode. Der alkalische Elektrolyt
ist typischerweise eine wässrige
Lösung
von Kaliumhydroxid, wobei jedoch andere Alkalilösungen von Natrium- oder Lithiumhydroxid
ebenfalls eingesetzt werden können.
Die Zellinhalte befinden sich typischerweise in einem zylindrischen
Stahlgehäuse.
Das Anodenmaterial umfasst Zinkpartikel, zugemischt mit Zinkoxid
und konventionellen Gelbildnern, wie beispielsweise Carboxymethylcellulose
oder Acrylsäure-Copolymere,
und Elektrolytlösung.
Der Gelbildner hält
die Zinkpartikel ortfest und in Kontakt miteinander. Das Kathodenmaterial
weist Mangandioxid auf und geringe Mengen von Elektrolyt und kann
außerdem
geringe Mengen an Kohlenstoff oder Graphit zur Erhöhung der
Leitfähigkeit
enthalten. Das Kathodenmaterial ist ein festes Material, das an
die Innenseite des Zellengehäuses
komprimiert ist und eine harte, kompakte Masse bildet. Über der
Innenseite der Kathode wird ein für Ionen poröses Separatormaterial angeordnet,
das im typischen Fall ein Cellulosematerial ist. Das Anodenmaterial
wird im typischen Fall in den Kern des Gehäuses mit der durch das Separatormaterial getrennten
Anode und Kathode eingesetzt. Ein als Anodenstromsammler bekannter
leitfähiger
Metallsporn wird typischerweise in das Anodenmaterial eingesetzt
und befindet sich im elektrischen Kontakt mit einer Endplatte, die
die negative Klemme der Zelle bildet.
-
Es
gibt einen wachsenden Bedarf zur Herstellung alkalischer Primärzellen,
die für
Hochleistungsanwendungen besser geeignet sind. Moderne elektronische
Geräte,
wie beispielsweise Zellulartelefone, Digitalkameras und Spielzeug,
Blitzlichtgeräte,
ferngesteuertes Spielzeug, Camcorder und Hochleistungslampen sind
Beispiele für
derartige Hochleistungsanwendungen. Diese Geräte erfordern Hochstrom-Entladeströme zwischen
etwa 0,5 und 2 A und im typischen Fall zwischen etwa 0,5 und 1,5
A. Dementsprechend erfordern sie einen Betrieb bei Leistungsanforderungen
zwischen etwa 0,5 und 2 VA.
-
Konventionelle
Alkalizellen verfügen über feste
Kathoden, die partikuläres
Mangandioxid aufweisen. Elektrolytisches MnO2 (EMD)
wird in der Regel wegen seiner hohen Dichte bevorzugt und weil es
leicht mit hoher Reinheit mit Hilfe elektrolytischer Methoden erhalten
werden kann. Anderes partikuläres
MnO2, wie beispielsweise MnO2,
das mit Hilfe von chemischen Methoden erhalten wird und das auf
dem Fachgebiet als chemisches MnO2 (CMD)
bezeichnet wird, kann ebenfalls zur Anwendung gelangen. Ein solches
chemisches MnO2 (CMD) hat in der Regel eine
geringere Dichte als elektrolytisches MnO2 (EMD).
In konventionellen Kathoden von Alkalizellen ist diese Mangandioxid-Zusammensetzung
mit zwischen etwa 70% und 87 Gew.-% angereichert. Eine konventionelle
Kathode einer Alkalizelle kann im typischen Fall zusammengesetzt
sein aus elektrolytischem Mangandioxid (80% bis 87 Gew.-%), Graphit
(7% bis 10 Gew.-%) und einer 7 bis 11 n "wässrigen
KOH-Lösung" (5% bis 7 Gew.-%).
Derartige Mischungen bilden ein feuchtes festes Gemisch, das unter Verwendung
von Stößeln oder
anderen derartigen Vorrichtungen zum Verdichten vollständig in
das Zellengenhäuse
eingedrückt
wird und eine verdichtete feste Kathodenmasse bildet. Das Kathodenmaterial
kann in Form von Pellets oder Ringen vorgeformt sein, die in die
Zelle in gestapelter Anordnung eingesetzt werden, wie es beispielsweise
in der US-P-5 283 139 dargestellt ist, und können dann nachverdichtet werden.
Die resultierende verdichtete Kathode ist in jedem Fall ein hartes,
festes Material.
-
Die
US-P-5 501 924 offenbart derartige konventionelle feste Kathoden
für Alkalizellen,
die MnO2 aufweisen. Beispielsweise offenbart
diese Fundstelle eine Kathode für
eine Alkalizelle der D-Größe, worin
die Kathode bevorzugt aus 71,7% bis 81,7 Gew.-% MnO2,
etwa 8,5 Gew.-% Graphit und etwa 7,9 Gew.-% einer alkalischen Lösung, wie
beispielsweise einer 45%igen KOH-Lösung, und etwa 0,4 Gew.-% deionisiertem
Wasser und etwa 1,5 Gew.-% Bindemittellösung zusammengesetzt ist, die
Tetrafluorethylen in Wasser enthält.
Die Kathode enthält
ebenfalls etwa 0,1% bis 10 Gew.-% SnO2-Additiv,
so dass die Summe in Gew.-% von MnO2 und
SnO2 konstant vorzugsweise etwa 81,8 beträgt (Spalte
2, Zeilen 46 bis 58). Die Fundstelle offenbart, dass ein solches
Kathodenmaterial in einen Stahlzylinder eingesetzt ist und geformt
wird. Die Fundstelle offenbart ebenfalls eine Kathode einer Alkalizelle
der AA-Größe, worin
die Kathode zusammengesetzt ist aus 74,0% bis 84,0 Gew.-% MnO2, etwa 7,3 Gew.-% Graphit und etwa 7,2 Gew.-%
einer alkalischen Lösung,
wie beispielsweise einer 45%igen KOH-Lösung, und etwa 1,5 Gew.-% deionisiertem
Wasser und etwa 0 : 1 bis 10 Gew.-% SnO2-Additiv,
so dass die Summe in Gew.-% von MnO2 und
SnO2 bevorzugt etwa 84,0 beträgt (Spalte
2, Zeile 63 bis Spalte 3, Zeile 6). Ein Fachmann auf dem Gebiet
erkennt, dass das zitierte Kathodenmaterial sowohl für die D-Zelle als auch AA-Zelle
ein festes, locker gepacktes Gemisch eines Material selbst vor seiner
Einbringung in die Zelle aufgrund des hohen Feststoffgehalts und
geringen Flüssigkeitsgehalts
ist. Sobald in die Zelle eingepresst, wird diese Masse noch stärker verdichtet,
um eine verdichtete feste Kathodenmasse aufgrund seines hohen MnO2-Anteils und Feststoffgehalts in Verbindung
mit dem relativ geringen Flüssigkeitsgehalt
zu erzeugen. Eine solche Masse hat die Eigenschaft, dass sie leicht
zu einer starren, festen Struktur bei Aufbringung von Druckkräften verdichtet
wird.
-
Die
US-P-5 489 493 offenbart, dass die Porosität der MnO2 aufweisenden
Kathode für
Alkalizellen eingestellt werden kann, indem ein Mangandioxid (CMD)
mit hoher Porosität
mit einem Mangandioxid (EMD) mit geringer Porosität gemischt
werden. Die Fundstelle offenbart, dass, wenn die Materialien zu
einer homogenen Mischung vereint werden, die bevorzugte mittlere
Porosität
der Kathode 15% bis 35% und mehr bevorzugt 20% bis 25% beträgt (Spalte
4, Zeilen 25 bis 29). Die Fundstelle offenbart, dass das Kathodenmaterial
im typischen Fall zwischen etwa 80% und 85 Gew.-% der gesamten Kathode
ausmacht und dass eine ausreichende Mengen einer Elektrolytlösung zugesetzt
wird, um die trockenen Komponenten anzufeuchten. Das Gemisch wird
geformt oder gegen den Behälter
zusammengedrückt
oder in Form von Ringen vorgeformt und die Ringe in den Behälter eingepresst
(Spalte 5, Zeilen 28 bis 30). Ein Fachmann auf dem Gebiet erkennt,
dass das geformte oder gegen den Behälter angedrückte Kathodenmaterial zu einer
verdichteten Materialmasse führt,
da die Fundstelle angibt, dass die Zellen in der Kathode über eine
hohe feste Packung (73,2 Vol.%) verfügen (Spalte 2, Zeilen 57 bis
59).
-
Die
JP-A-56 07984 offenbart eine Kathode mit einer Porosität zwischen
20 und 40%. Die Fundstelle offenbart ebenfalls, dass eine Porosität größer als
40% unerwünscht
sein würde,
da dieses zu einem spröden Material
führt.
-
Die
FR-P-234 8752 offenbart eine depolarisierte Zink/Luft-Zelle. Die
Fundstelle beschreibt eine katalytische Zusammensetzung, die MnO2 aufweist, das zur Erleichterung der elektrochemischen
Reaktion zwischen Zink (Anode) und Luft (Kathode) führt. Der
Feststoffgehalt des katalytischen Materials führt zu einer Porosität von etwa
8,5 bis 40%.
-
Die
Vorgehensweise zur Formulierung einer konventionellen Kathode einer
Alkalizelle besteht darin, dass eine hohe Konzentration an Mangandioxid
in dem Gemischt eingesetzt wird, um eine hohe Kapazität (Ampèrestunden)
zu erzielen. Bei Hochleistungsanwendungen, d. h. bei Hochstrom-Stromentnahme,
können nachteilige
Wirkungen auftreten, wie beispielsweise eine Kathodenpolarisation.
Die Polarisation resultiert aus der begrenzten Beweglichkeit von
Ionen im Inneren des aktiven Kathodenmaterials und im Inneren des
Elektrolyten, die wiederum die Lebensdauer herabsetzt. Das Phänomen der
Kathodenpolarisation kann auf die Ansammlung von Hydroxid-Ionen
in der Kathode während
der Ladung mit hoher Rate zurückgeführt werden.
Die Ansammlung von Hydroxid-Ionen
in der Kathode verhindert, dass diese Ionen die Anode erreichen,
wo sie die Oxidation von Zink aufrecht erhalten müssen, d.
h. mit den Zink-Ionen unter Bildung von Zinkoxid als Nebenprodukt
reagieren müssen.
In konventionellen festen MnO2-Kathoden
kann der Polarisationseffekt bei Hochstrom-Stromentnahme beispielsweise
zwischen etwa 1 und 1,5 A Entladestrom, so schwerwiegend sein, dass lediglich
20% oder weniger der theoretischen Kapazität der Zelle (Amperestunden)
zur Verfügung
stehen kann. Das bedeutet, es wird angestrebt, einen Weg zur zuverlässigen Erhöhung der
Nutzung von Mangandioxid zu finden (tatsächliche spezifische Kapazität des Mangandioxids,
Ah/g) bei hohem Entladestrom ohne nachteilige Beeinflussung der
Zell-Leistung.
-
Außerdem haben
konventionelle MnO2-Kathoden für Alkalizellen,
da sie aus festem Material bestehen, den Nachteil, dass sie empfindlich
sind gegenüber
Bruch während
des Verdichtens oder eines unbeabsichtigten Schlages der Zelle,
nachdem die Kathoden in die Zelle eingedrückt worden sind. Außerdem sind Werkzeuge
erforderlich, um die festen Kathoden in die Zelle einzudrücken. Diese
Werkzeuge müssen
aufgrund von Verschleiß häufig ausgewechselt
werden, da sie während
des Zusammenbaus bei der Massenproduktion der Zelle ständig gegen
die harte, feste Kathode gedrückt
werden.
-
Daher
ist es wünschenswert,
einen Bruch der Kathode und die Notwendigkeit zum Auswechseln der Werkzeuge
zum Verdichten der Kathode in der Zelle zu vermeiden.
-
In
ihrer breitesten Tragweite ist die Erfindung in Anspruch 1 festgelegt.
-
In
einem der Aspekte richtet sich die Erfindung auf eine Alkalizelle
gemäß Anspruch
1 und speziell auf eine alkalische Primärzelle (nicht wiederladbar)
mit einer Zink aufweisenden Anode und einer Mangandioxid aufweisenden
Kathode, worin die Verbesserung in der Kathode darin besteht, dass
sie sich im frischen Zustand und bevorzugt während der üblichen Gebrauchsdauer der
Zelle in einem halbfesten Zustand befindet.
-
Die
Nutzung von MnO2 (tatsächliche spezifische Kapazität, mAh/g)
in der halbfesten Kathode der Erfindung kann sehr viel höher sein
als bei konventionellen, verdichteten festen MnO2-Kathoden
und speziell unter Hochstrom-Stromentnahme (0,5 bis 2,0 A Entladestrom).
Damit kann die tatsächliche
Zellkapazität
(mAh) von hermetisch abgeschlossenen Alkalizellen, bei denen die
halbfeste MnO2-Kathode zum Einsatz gelangt, größer sein
als die in konventionellen Alkalizellen erreichte, bei denen verdichtete
feste MnO2-Kathoden eingesetzt werden. Im
typischen Fall beträgt
die prozentuale Nutzung von MnO2 in Alkalizellen,
bei denen konventionelle feste Kathoden zum Einsatz gelangen, wenn
diese bis auf 0,8 Volt bei 1 A entladen sind, etwa 30%. Im Gegensatz
dazu kann die prozentuale Nutzung von MnO2 in
Alkalizellen, bei denen die halbfeste Kathode der Erfindung zum
Einsatz gelangt, wenn diese bis 0,8 V bei 1 A entladen sind, zwi schen
etwa 40 und 70% betragen (bezogen auf eine theoretische 100%ige
Nutzung von MnO2 bei 308 mAh/g).
-
In
einem anderen bevorzugten Aspekt können die Alkalizellen, bei
denen die erfindungsgemäße Kathode
zum Einsatz gelangt, eine hohe Energiedichte zwischen etwa 0,10
und 0,30 und typischer zwischen etwa 0,12 und 0,25 VAh/g MnO2 haben, wenn die Zelle bei einer Lade-Endspannung
von etwa 0,8 Volt mit 1 A belastet wird, während die Energiedichte der
gleichen Zelle, die mit der gleichen Rate belastet wird, bei der jedoch
eine konventionelle feste Kathode eingesetzt wird, etwa 0,1 VAh/g
MnO2 haben.
-
In
einem anderen bevorzugten Aspekt der Erfindung weist die halbfeste
Kathode in der Alkalizelle Mangandioxid in einer Mengen auf, die
kleiner ist als 80 Gew.-% der Kathode und bevorzugt zwischen etwa 40%
und 80 Gew.-% und typisch zwischen etwa 45% und 78 Gew.-% und noch
typischer zwischen etwa 45% und 70 Gew.-% der Kathode.
-
In
einem der bevorzugten Aspekte der Erfindung kann die halbfeste,
Mangandioxid aufweisende Kathode in Form eines Kittes oder einer
Paste oder in Form eines hochviskosen Materials vorliegen, das über eine
messbare Viskosität
verfügt.
-
In
einem anderen bevorzugten Aspekt weist die halbfeste Kathode der
Erfindung Mangandioxid und ebenfalls Kohlenstoff in Form von Acetylenschwarz
auf. Es ist vorteilhaft, wenn das Acetylenschwarz bevorzugt zwischen
etwa 5% und 15 Gew.-% der halbfesten Kathode ausmacht. Es ist wünschenswert,
dass die halbfeste Kathode der Erfindung außerdem eine Kaliumhydroxid
aufweisende Elektrolytlösung
aufweist. Die halbfeste Kathode kann auch ein Bindemittel aufweisen,
wie beispielsweise Polytetrafluorethylen, wobei es wünschenswert
ist, wenn sie zwischen etwa 0% und 2 Gew.-% der Kathode aufweist.
Das Acetylenschwarz erhöht
die Leitfähigkeit
der halbfesten Kathode und stellt ein inneres Netzwerk bereit, um
die Kathode in einem halbfesten Zustand zu halten.
-
Das
halbfeste Kathodenmaterial der Erfindung kann eine Porosität zwischen
etwa 5 und 70% haben. Es ist wünschenswert,
wenn das halbfeste Kathodenmaterial der Erfindung außerdem einen
höheren
Elektrolytgehalt als Gewichtsprozent der Gesamtkathode als konventionell
in festes MnO2 enthaltenden Kathoden für Alkalizellen
eingesetzt wird. Es ist wünschenswert,
dass das halbfeste Kathodenmaterial der Erfindung einen KOH-Gehalt
(rein) zwischen etwa 6% und 18 Gew.-% des gesamten Kathodenmaterials
hat und einen Gesamtwassergehalt zwischen etwa 9% und 27 Gew.-%.
Der hierin und in den Beispielen im Bezug auf KOH verwendete Begriff
KOH (rein) ist der reine KOH-Gehalt (d. h. ohne Wasser) für Berechnungszwecke.
Im Gegensatz dazu kann eine konven tionelle feste Kathode einer Alkalizelle
2,7 Gew.-% KOH (rein) und eine Gesamtwassermenge von etwa 4,3 Gew.-%
enthalten.
-
Das
Kathodenmaterial der Erfindung in der Zelle hat ein Volumenverhältnis von
Elektrolytlösung
(einschließlich
etwaiges zusätzliches
Wasser, das separat zu der Kathodenmischung zugesetzt wird) zu den
Gesamtfeststoffen zwischen etwa 0,7 und 2,3. Die halbfeste Kathode
weist vorteilhaft zwischen etwa 15% und 45 Gew.-% Elektrolytlösung auf
(einschließlich
etwaiges zusätzliches
Wasser, das separat zu einem beliebigen Zeitpunkt der Kathode zugesetzt
wird) und bevorzugt zwischen etwa 20% und 45 Gew.-%. Die Elektrolytlösung kann
eine wässrige
KOH-Lösung
sein, von der es wünschenswert
ist, dass sie eine KOH-Konzentration zwischen etwa 30% und 51 Gew.-%
hat (einschließlich
etwaiges zusätzliches
Wasser, das separat zu einem beliebigen Zeitpunkt der Kathode zugesetzt
wird).
-
In
einem anderen bevorzugten Aspekt kann der wässrige Elektrolytgehalt der
Kathode der Erfindung zwischen etwa 15% und 45 Gew.-% der Kathode
ausmachen, wobei der wässrige
Elektrolyt (einschließlich
etwaiges zusätzliches
Wasser, das separat zu der Kathode zugesetzt wurde) eine Konzentration
an Kaliumhydroxid zwischen etwa 30% und 51 Gew.-% hat.
-
Nach
der vorliegenden Erfindung wird eine elektrochemische Alkalizelle
gewährt,
aufweisend eine Anode, die Zink aufweist, und eine Kathode, die
Feststoffe aufweist, aufweisend Mangandioxid, und eine wässrige Elektrolytlösung, die
Kaliumhydroxid in Zumischung mit den Feststoffen aufweist, dadurch
gekennzeichnet, dass die Kathode ein halbfester Stoff ist, der über eine
Porosität
verfügt,
die zwischen etwa 45% und 70% liegt, und worin das Volumenverhältnis von
Elektrolytlösung
in der Kathode zu den halbfesten Stoffen in der Kathode bei einem
Wert zwischen etwa 0,7 und 2,3 liegt.
-
Die
Erfindung lässt
sich unter Bezugnahme auf die Zeichnungen besser verstehen, worin
sind:
-
1 ein freigelegter Querschnitt
einer Alkalizelle mit einem Gehäuse
mit einer Innenseite, die sich im Kontakt mit dem Kathodenmaterial
der Erfindung befindet;
-
1A ein repräsentatives
Entladungsprofil der MnO2-Nutzung, Spannung
in Abhängigkeit
von mAh/g MnO2 im Vergleich der Kathode
der Erfindung zu einer konventionelle Kathode;
-
2A eine bildhafte Darstellung
eines zylindrischen Zellengehäuses;
-
2B eine Querschnittansicht
des Zellengehäuses
mit dem darin befindlichen Kathodenmaterial der Erfindung;
-
2C eine Querschnittansicht
des Zellengehäuses
mit Kathodenmaterial unmittelbar vor dem Eindringen eines Dorns
(Stößel) in
das Kathodenmaterial;
-
2D eine Querschnittansicht
des Zellengehäuses,
die den in das Kathodenmaterial der Erfindung eindringenden Dorn
darstellt;
-
2E eine Querschnittansicht
des Zellengehäuses,
die das nach oben in einen ringförmigen
Bereich gedrückte
Kathodenmaterial zwischen dem Dorn und dem Gehäuse zeigt;
-
2F eine Querschnittansicht
des Zellengehäuses,
die entlang der Länge
des Dorns nach oben gleitende Rohrmuffe zeigt, wenn der Dorn in
das Kathodenmaterial gedrückt
wird;
-
2G eine Querschnittansicht
des Zellengehäuses,
die eine Anodenaufschlämmung
zeigt, die in das Gehäuse
durch eine zentrale, in Längsrichtung
verlaufende Öffnung
im Inneren des Dorns eingespritzt wird;
-
2H eine Querschnittansicht
des Zellengehäuses,
die eine Anodenaufschlämmung
zeigt, die den zentralen Kern des Gehäuses füllt;
-
2I eine Querschnittansicht
des Zellengehäuses,
die das Gehäuse
zeigt, das mit dem Anodenmaterial gefüllt ist und aus dem der Dorn
entfernt ist;
-
2J eine Querschnittansicht
des Dorns mit umwickeltem, für
Ionen porösen
Separator unmittelbar vor dem Eindringen in das Kathodenmaterial
der Erfindung;
-
3A eine bildhafte Darstellung
des Zellengehäuses;
-
3B eine Querschnittansicht
des Kathodenmaterials der Erfindung, das zu plättchenförmigen Pellets vorgeformt ist;
-
3C eine bildhafte Ansicht
des Zellengehäuses,
das zur Aufnahme der Kathodenpellets bereit ist;
-
3D eine Querschnittansicht
des Zellengehäuses
mit den darin eingebrachten plättchenförmigen Kathodenpellets;
-
3E eine bildhafte Ansicht
des für
Ionen porösen
Separators, der zum Einsetzen in dem Kern des Zellengehäuses bereit
ist;
-
3F eine Querschnittansicht
des Zellengehäuses,
das zur Aufnahme des Separators bereit ist;
-
3G eine Querschnittansicht
des Zellengehäuses
mit den darin eingebrachten Kathodenpellets und Separator;
-
3H eine Querschnittansicht
des Zellengehäuses
mit der darin eingebrachten Kathode, dem Separator und der Anodenaufschlämmung.
-
Es
ist festgestellt worden, dass die spezifische Kapazität (Ah/g)
des Mangandioxids, das als aktives Material in der Kathode einer
Alkalizelle verwendet wird und speziell einer verschlossenen alkalischen
Primärzelle
(nicht wiederladbar), wesentlich erhöht werden kann, wenn die Kathode
in der Zelle ein halbfester Stoff ist, bevor die Zelle entladen
ist, und vorzugsweise als ein halbfester Stoff erhalten bleibt,
wenn die Zelle entladen ist. Die Erhöhung der spezifischen Kapazität des Mangandioxids
führt zu
einer wirksameren Nutzung des Mangandioxids in der halbfesten Kathode
und ist besonders ausgeprägt
während
der Zell-Entladung bei Hochstrom-Stromentnahme beispielsweise zwischen
0,5 und 2 A und im typischen Fall zwischen etwa 0,5 und 1,5 A. Dieses
entspricht Anwendungen, bei denen ein mittlerer Leistungsbedarf
zwischen etwa 0,5 und 2 VA und im typischen Fall zwischen etwa 0,5
und 1,5 VA besteht. Die höhere
MnO2-Nutzung
spiegelt sich auch durch eine höhere
Energiedichte (VAh/g MnO2) wieder, die aus
der Verwendung der Kathode der Erfindung in verschlossenen Alkalizellen
resultiert, die bei Hoch-Entladestromanwendungen eingesetzt werden,
z. B. bei 0,5 bis 2,0 A Entladestrom.
-
Die
Erhöhung
der spezifischen Kapazität
des MnO2 in der halbfesten Kathode wird
unabhängig
davon erhalten, ob das Mangandioxid in der Kathode ein chemisches
Mangandioxid (CMD) oder elektrolytisches Mangandioxid (EMD) oder
eine Mischung davon ist.
-
Von
der halbfesten Kathode der Erfindung kann erwartet werden, dass
sie eine höhere
MnO2-Nutzung (höhere tatsächliche spezifische Kapazität von MnO2 in Ah/g) bei höherer Strombelastung (Hochleistungsanwendung)
gewährt,
als sie mit konventionellen festen MnO2-Kathoden
selbst dann erhalten wird, wenn die Porosität der zwei Kathoden gleich
ist. Die Porosität
kontrolliert daher nicht die MnO2-Nutzung
bei Hochleistungsanwendungen, vielmehr wird angenommen, dass der
halbfeste Zustand der Kathode der wesentliche Faktor ist, der zur
erhöhten
MnO2-Nutzung in Hochleistungsanwendungen
führt (0,5
bis 2 A Entladestrom). Es wird vermutet, dass die halbfeste Kathode
eine bessere Nutzung von MnO2 bei Hochstrom-Stromentnahme
hauptsächlich
deshalb liefert, weil das halbfeste Material eine größere Gleichförmigkeit
der Poren- und Elektrolytverteilung gewährt. Der halbfeste Stoff erlaubt
außerdem
einen besseren Massetransport bei Hochstrom-Stromentnahme. Zusätzlich erlaubt
der halbfeste Zustand das Erreichen von Kathoden mit höherer Porosität, z. B. zwischen
etwa 40 und 70%, und höherer
Elektrolytbeladung in Gew.-% und Volumen der Kathode, als sie mit Kathoden
konventioneller fester Masse erhalten würden. Bis zu dem Umfang, in
dem eine erhöhte
Porosität ein
zum erlangen einer höheren
MnO2-Nutzung bei Hochstrom-Stromentnahme
beitragender Faktor sein kann, erlaubt damit der halbfeste Zustand
das Erreichen einer solchen erhöhten
Porosität.
-
Definition
-
sDer
hierin verwendete Begriff "halbfest" soll im weitesten
Sinn alle physikalischen Zustände
abdecken, die hinsichtlich der Eigenschaft zwischen wahrem Feststoff
und wahrer Flüssigkeit
Zwischenzustände sind.
Damit sollen in den Begriff "halbfest" physikalische Zustände einbezogen
sein (beispielhaft, jedoch ohne jegliche Beschränkung), die über die
reiche Textur und rheologischen Eigenschaften verfügen, die üblicherweise
mit Kitten und Pasten in Zusammenhang gebracht werden. Das halbfeste
Material, das hierin zur Anwendung gelangt, schließt Materialien
ein (beispielhaft, jedoch ohne jegliche Beschränkung) die nicht frei fließen, wie
das bei einer Flüssigkeit
der Fall ist, sondern allgemein eine äußere Kraft erfordern, um das
Material durch eine Rohrleitung zu bewegen. Der Begriff "halbfest" soll auch (beispielhaft,
jedoch ohne jegliche Beschränkung)
für Materialien
gelten, die extrudierbar sind und die ohne bei Einwirkung eines äußeren Druckes
zu zerbrechen, deformiert werden können. Der hierin verwendete
Begriff "halbfester" Stoff soll auch
hochviskose Substanzen (beispielhaft, jedoch ohne jegliche Beschränkung) einbeziehen,
die durch eine Rohrleitung langsam durchsickern können, wenn
sie in vertikale Position gebracht werden. In diesem Zusammenhang
soll in dem Begriff "halbfester
Stoff' ein derart
hochviskoses Material einbezogen sein, das beispielsweise mindestens
so viskos ist Melassen, und das über
eine messbare kinetische Viskosität bei 20°C verfügt.
-
In
der halbfesten Kathode der Erfindung kann der Gehalt an MnO2 in Gew.-% oder Vol.% der Kathode charakteristischerweise
kleiner sein als er mit konventionellen verdichteten festen Kathoden
erreicht wird, die MnO2 enthalten. Beispielsweise
liegt bei konventionell verdichteten, festes MnO2 enthaltenden
Kathoden für Alkalizellen
der MnO2-Gehalt im typischen Fall zwischen
etwa 80% und 87 Gew.-%. Wenn die Kathode so formuliert ist, dass
sie sich in einem halbfesten Zustand gemäß der Erfindung befindet, lässt sich
der Gehalt an MnO2 beispielsweise bis zu
einem Wert herabsetzen der erwünschtermaßen kleiner
ist als etwa 80 Gew.-% der gesamten Kathode. Der MnO2-Gehalt
in der halbfesten Kathode der Erfindung kann erwünschtermaßen zwischen etwa 40% und 80
Gew.-%, erwünschtermaßen zwischen
etwa 45% und 78 Gew.-% und im typischen Fall zwischen etwa 45% und
70 Gew.-% liegen.
-
Da
die Gesamtmenge an MnO2 in der halbfesten
Kathode im typischen Fall kleiner ist als die einer konventionellen
verdichteten, festen Kathode für
eine Zelle der gleichen Größe, wird
die theoretische Kapazität (Ah)
der halbfesten Kathode kleiner sein als die theoretische Kapazität der konventionellen
verdichteten, festen MnO2-Kathode. Allerdings
wird während
des Hochstrom- Stromentnahme (zwischen etwa 0,5 und 2 A) ein größerer Prozentanteil
des MnO2 in der halbfesten Kathode effektiv
zu dem normalen Nebenprodukt der Entladung MnO(OH) reduziert (entladen)
als in der konventionell verdichteten Kathode. Das bedeutet, dass
die Kathodenpolarisation abgesetzt ist und das MnO2-Material
in der halbfesten Kathode besser genutzt ist, woraus eine höhere spezifische
Kapazität
von MnO2 (Ah/g) in der halbfesten Kathode
resultiert als in konventionellen verdichteten, festen Kathoden.
Beispielsweise kann bei einem Hochstrom-Stromentnahme von etwa 1 A
die tatsächliche
spezifische Kapazität
von MnO2 in einer konventionellen Zn/MnO2-Alkalizelle, bei der eine verdichtete feste
Kathode zum Einsatz gelangt, die zwischen etwa 80% und 87 Gew.-%
MnO2 aufweist, lediglich etwa 96 mAh/g betragen.
Da die theoretische Kapazität
von MnO2 (EMD) in einer Alkalizelle etwa
308 mAh/g MnO2 (Reduktion von MnO2 zu MnO(OH)) beträgt, beträgt die tatsächliche Nutzung von MnO2 bei 1 A Entladestrom in der konventionellen
Zelle lediglich etwa 31%. Wenn jedoch in der gleichen Alkalizelle
die halbfeste MnO2-Kathode der Erfindung
eingesetzt wird, kann die tatsächliche
MnO2-spezifische Leistung bei 1 A Entladestrom
etwa 195 mAh/g betragen, was zu einer MnO2-Nutzung
von etwa 63% führt.
Damit reduziert die halbfeste Kathode der Erfindung überraschend
den Umfang der schädlichen
Polarisationseinflüsse
und führt zu
einer höheren
tatsächlichen
Nutzung von MnO2. Die höhere Nutzung von MnO2 in der halbfesten Kathode der Erfindung
führt außerdem zu
einer weniger kostspieligen Zelle, da der Zelle weniger aktives
MnO2-Material zugeführt werden muss, um die gleiche
oder eine bessere tatsächliche
Gesamtkapazität
bei Hochenergieanwendung zu erzielen. Die prozentuale Nutzung von
MnO2 in Alkalizellen, bei denen die halbfeste
Kathode der Erfindung bei Entladung bis zu 0,8 Volt bei 1 A zum
Einsatz gelangt, kann im typischen Fall zwischen etwa 40% und 70%
und noch typischer zwischen etwa 44% und 68% liegen (bezogen auf
eine theoretische 100%ige Nutzung von MnO2 bei
308 mAh/g). Dieses stellt eine erhebliche Verbesserung gegenüber der
repräsentativen konventionellen
Zelle (Kathodenformulierung A) dar, die eine prozentuale MnO2-Nutzung von 31% hatte, wenn die Zelle bis
0,8 Volt bei 1 A entladen wurde.
-
Aufgrund
der höheren
MnO2-Nutzung zeigen die Zellen, bei denen
die Kathode der Erfindung zum Einsatz gelangt, auch eine höhere Energiedichte
zwischen beispielsweise etwa 0,14 und 0,30 VAh/g MnO2,
wenn die Zelle bis 1 A zu einer Lade-Endspannung von etwa 0,8 Volt
entladen wurde, während
die Energiedichte der gleichen Zelle, die mit der gleichen Rate
entladen wird und bei der eine konventionelle feste Kathode zum Einsatz
gelangt war, etwa 0,1 VAh/g MnO2 betragen
kann.
-
Es
ist festgestellt worden, dass das halbfeste Kathodenmaterial der
Erfindung wunschgemäß auch einen
höheren
KOH-Gehalt (gemessen als reines KOH, d. h. ohne Wasser, in Gew.-%
der gesamten Kathode) haben kann als konventionell in festes MnO2 enthaltenden Kathoden für Alkalizellen eingesetzt wird.
Das halbfeste Kathodenmaterial der Erfindung kann wunschgemäß einen
KOH-Gehalt (rein)
zwischen etwa 6% und 18 Gew.-% des gesamten Kathodenmaterials haben.
Der Gesamtgehalt an Wasser der halbfesten Kathode kann wunschgemäß zwischen
etwa 9% und 27 Gew.-% während
der Zell-Entladung liegen. Die Porosität des halbfesten Kathodenmaterials
der Erfindung kann zwischen etwa 45% und 70% liegen.
-
Die
Porosität
der Kathode lässt
sich errechnen, indem das von dem Elektrolyten beanspruchte Volumen
oder von anderen Flüssigkeiten
und eingeschlossener Luft (einschließlich das Volumen von Flüssigkeit und
Luft, die im Inneren der Mikroporen der Feststoffe eingeschlossen
sind) ermittelt und dieses Volumen durch das scheinbare Volumen
der Kathode dividiert und mit 100 multipliziert wird. (Das scheinbare
Volumen ist das Gesamtvolumen einer Probe, das innerhalb der äußeren Grenzen
der Probe liegt). Die Porosität
der Kathode lässt
sich leicht errechnen, indem zuerst die tatsächliche Dichte jedes der Feststoffe
mit Hilfe der konventionellen Helium-Verdrängungsmethode erhalten wird,
bevor die Feststoffe in die Kathode eingemischt werden. (Die wahre
Dichte jedes Feststoffes ist das Gewicht der festen Probe, dividiert
durch sein reales Volumen, d. h. das scheinbare Volumen der Probe
der Feststoffe, verringert um das von der eingeschlossenen Luft
beanspruchte Volumen). Das jeweilige Gewicht der Feststoffe, die
in die Kathode eingemischt werden sollen, wird sodann durch deren
wahre Dichten dividiert, um das wahre Volumen der Feststoffe in
der Kathode zu erhalten. Das wahre Volumen der Feststoffe wird von
dem scheinbaren Volumen der Kathode als Ganzes subtrahiert und diese
Differenz durch das scheinbare Volumen der Kathode dividiert und
mit 100 multipliziert, um die Porosität in Prozent zu ergeben. Im
Grunde ist die Porosität
der Kathode das scheinbare Volumen der Kathode in Prozent, das von
allen Inhaltsstoffen darin (Flüssigkeiten
und eingeschlossene Luft) mit Ausnahme der Feststoffe eingenommen
wird. In der vorstehend beschriebenen Weise wurde die Porosität der Kathodenformulierungen,
die hierin angegeben und diskutiert werden und einschließlich die
der Vergleichsformulierung A ermittelt.
-
Die
gleiche Kathodenporosität
(%) kann auch ermittelt werden, indem die Differenz zwischen der
wahren Dichte der Feststoffe der Kathode und der scheinbaren Dichte
der Feststoffe der Kathode in der Kathode berechnet und die Differenz
durch die wahre Dichte der Feststoffe dividiert und mit 100 multipliziert
wird. Die wahre Dichte der Feststoffe ist das Gewicht der Kathodenprobe
mit Ausnahme des Elektrolyten und etwaiger anderer vorhandener Flüssigkeiten
und etwaiger eingeschlossener Luft und des Probenvolumens verringert um
das von dem Elektrolyten, der Flüssigkeit
und der eingeschlossenen Luft beanspruchten Volumens. Die scheinbare
Dichte der Feststoffe der Kathode ist das Gewicht der Kathodenprobe
mit Ausnahme des Elektrolyten und anderer Flüssigkeit und eingeschlossener
Luft jedoch mit dem Probengesamtvolumen mit Elektrolyten, anderer
Flüssigkeit
und eingeschlossener Luft darin. Diese Berechnung liefert die Porosität, d. h.
das prozentuale scheinbare Volumen der Probe, das von dem Elektrolyten,
anderer Flüssigkeit
und eingeschlossener Luft wie vorstehend eingenommen wird.
-
Das
halbfeste Kathodenmaterial der Erfindung kann ein Volumenverhältnis von
Elektrolytlösung
(einschließlich
etwaiges zusätzliches
Wasser, das separat zugesetzt wurde) zu den Gesamtfeststoffen zwischen etwa
0,7 und 2,3 haben. Die Volumenverhältnisse der Komponenten sind
diejenigen, nachdem sie unter Erzeugung der Kathodenmischung zugemischt
worden sind. Die halbfeste Kathode weist vorteilhaft zwischen etwa
15% und 45 Gew.-% Elektrolytlösung
auf (einschließlich
etwaiges zusätzliches
Wasser, das separat zugesetzt wurde) und bevorzugt etwa zwischen
20% und 45 Gew.-%. Die Elektrolytlösung kann eine wässrige KOH-Lösung sein,
die wunschgemäß eine KOH-Konzentration
zwischen etwa 30% und 51 Gew.-% hat (einschließlich etwaiges zusätzliches
Wasser, das separat zu der Kathodenmischung zugesetzt worden ist).
-
Eine
repräsentative
Zelle 10, bei der die halbfeste MnO2-Kathode 12 der
Erfindung eingesetzt wurde, ist in 1 gezeigt.
Die in 1 dargestellte
Zelle ist eine Alkalizelle der Größe AAA oder AA. Der chemische Vorgang
der Zelle, bei der das halbfeste Kathodenmaterial der Erfindung
zum Einsatz gelangt, soll jedoch nicht auf irgendeine spezielle
Größe der Zelle
beschränkt
sein. Das Kathodenmaterial der Erfindung kann beispielsweise in
Alkalizellen der Größe AAAA,
AAA, AA, C und D eingesetzt werden. Die Zelle 10 kann die
chemischen Eigenschaften einer Anode einer konventionellen Alkalizelle
enthalten einschließlich
solcher, die kein zugesetztes Quecksilber enthalten (weniger als
50 Teile Quecksilber pro 1 Million Teile Gesamtgewicht der Zelle und
bevorzugt weniger als 10 Teile Quecksilber pro 1 Million Teile des
Gesamtgewichts der Zelle) sowie Modifikationen davon. Derartige
chemische Eigenschaften einer repräsentativen Anode sind beispielsweise
in der US-P-5 401 590 offenbart worden.
-
Eine
Zink/MnO2-Zelle 10 kann eine konventionelle
alkalische Primärzelle
darstellen, die in konventioneller Weise mit Ausnahme des MnO2 der Kathode 12 hergestellt ist.
In der repräsentativen
Alkalizelle 10 kann eine konventionelle, partikuläres Zink
aufweisende Anode 50 eingesetzt sein, ein konventioneller
Kaliumhydroxid-Elektrolyt und ein konventioneller Separator. Bevorzugt
verfügt
die Zinkanode über
kein "zugesetztes Quecksilber". Zellen ohne Quecksilberzusatz
enthalten keine zugesetzten Mengen an Quecksilber, können jedoch
die Restmenge an Quecksilber enthalten, die in kommerziell verfügbarem reinen
Zink vorhanden ist, einschließlich
die Restmengen von Quecksilber, die unter Umständen in den anderen Zell-Komponenten
vorhanden sind. Der Gesamtgehalt an Quecksilber in derartigen Zellen
ist kleiner als 50 Teile Quecksilber pro 1 Million Teile des Gesamtgewichts
der Zelle und im typischen Fall kleiner als 10 Teile Quecksilber
pro 1 Million Teile des Gesamtgewichts der Zelle. Allerdings ist
die vorliegende Erfindung auch auf alkalische Zink/MnO2-Primärzellen
anwendbar, die Quecksilber enthalten. Sämtliche Komponenten in der
Zelle, einschließlich
das aktive Anodenmaterial, der Elektrolyt und Separator mit Ausnahme
der Kathode 12 können
aus Materialien zusammengesetzt sein, die konventionell in derartigen
Zellen zum Einsatz gelangen. Kathode 12 weist das halbfeste Kathodenmaterial
der Erfindung auf. Kathode 12 ist ein halbfester Stoff,
der im typischen Fall die Konsistenz eines Kittes oder einer Paste
haben kann, wie beispielsweise die Konsistenz eines Dichtungskittes
oder einer Klebepaste. Kathode 12 der Erfindung könnte auch über die
Fließeigenschaften
eines hochviskosen Materials verfügen, wie beispielsweise Melassen,
die eine messbare Viskosität
von beispielsweise eine kinematische Viskosität von mindestens 100 cSt haben.
Kathode 12 weist wunschgemäß weniger als etwa 80 Gew.-%
MnO2 auf, beispielsweise zwischen etwa 40%
und 80 Gew.-% und im typischen Fall zwischen etwa 45% und 78 Gew.-%
MnO2 und noch typischer zwischen etwa 45%
und 70 Gew.-% MnO2. In der repräsentativen
Alkalizelle 10 bildet das Anodenmaterial 50 den
zentralen Kern der Zelle und das Kathodenmaterial 12 befindet
sich um dem Anodenmaterial mit dem Separator 60 dazwischen
herum. Das Kathodenmaterial steht im Kontakt mit der Innenseite
des Zellengehäuses,
das im typischen Fall aus Nickel-plattiertem Stahl oder rostfreiem
Stahl besteht.
-
Es
wurden Alkalizellen
10 der Größe AA mit der gleichen konventionellen
gelierten Zusammensetzung der Zinkanode, Separator und KOH-Elektrolyt
hergestellt. Die folgenden halbfesten Kathodenpastenformulierungen
wurden hergestellt und als Kathodenmaterial in der Alkalizelle verwendet.
Es wurde eine gleiche Zelle der Größe AA hergestellt, jedoch eine
konventionelle verdichtete feste MnO
2-Kathode
(Formulierung A) als Kathodenmaterial anstelle der halbfesten Paste
eingesetzt. Die Zellen wurden bei 1 A mit kontinuierlicher Rate bis
0,8 Volt Lade-Endspannung entladen und die tatsächliche spezifische Kapazität (Nutzung)
des MnO
2 in den Zellen ermittelt. Die Ergebnisse
sind in Tabelle 1 dargestellt. Formulierung
A (konventionell verdichtete feste Kathode)
- Porosität:
24 Prozent
- Volumenverhältnis
in % von Elektrolyt zu Volumenprozent Gesamtfeststoffen: 0,23
- Anmerkung: KOH (rein, 2,7 Gew.-%; Gehalt an Gesamtwasser 4,3
Gew.-%).
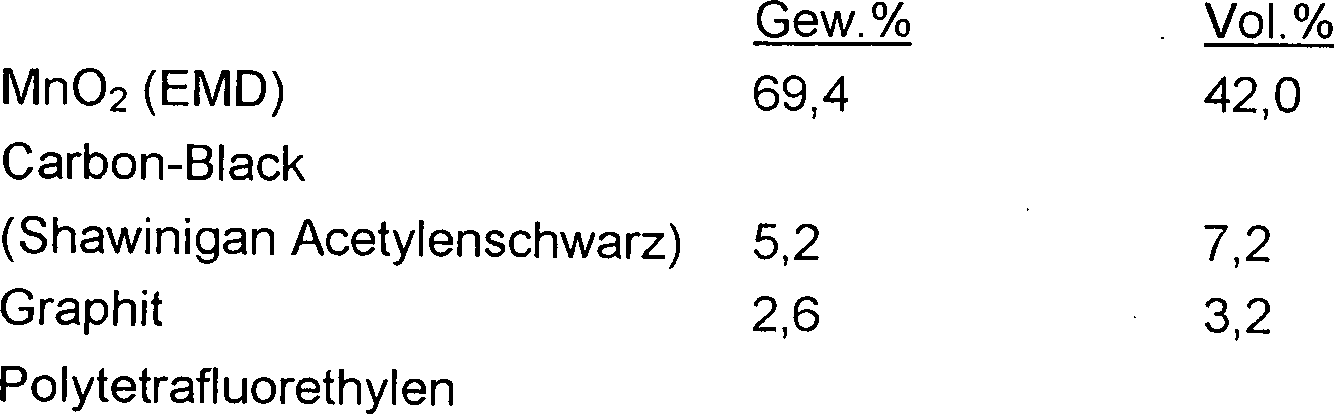
Formulierung
1, (halbfeste Kathode, Kitt/Paste) - Porosität:
66,7 Prozent
- Verhältnis
von Volumenprozent Elektrolyt (einschließlich 7,9 Vol.% zugesetztes
Wasser) zu Volumenprozent Gesamtfeststoffe: 2,00
- Anmerkung: KOH (rein, 14,5 Gew.-%; Gehalt an Gesamtwasser 23,7
Gew.-%).
Formulierung
2, (halbfeste Kathode Kitt/Paste) - Porosität:
64,6 Prozent
- Verhältnis
von Volumenprozent Elektrolyt zu Volumenprozent Gesamtfeststoffen:
1,82
- Anmerkung: KOH (rein, 15,2 Gew.-%; Gehalt an Gesamtwasser 24,8
Gew.-%).
Formulierung
3, (halbfeste Kathode, Kitt/Paste) - Porosität:
63,1 Prozent
- Volumenverhältnis
in Prozent Elektrolyt zu Volumenprozent Gesamtfeststoffen: 1,71
- Anmerkung: KOH (rein, 14,1 Gew.-%; Gehalt an Gesamtwasser 23,0
Gew.-%).
Formulierung
4, (halbfeste Kathode, Kitt/Paste) - Porosität:
61,4 Prozent
- Volumenverhältnis
in Prozent Elektrolyt zu Volumenprozent Gesamtfeststoffen: 1,59
- Anmerkung: KOH (rein, 14,1 Gew.-%; Gehalt an Gesamtwasser 23,0
Gew.-%).
Formulierung
5, (halbfeste Kathode, Kitt/Paste) - Porosität: 47,1
Prozent
- Volumenverhältnis
in Prozent Elektrolyt zu Volumenprozent Gesamtfeststoffen: 0,89
- Anmerkung: KOH (rein, 6,7 Gew.-%; Gehalt an Gesamtwasser 15,7
Gew.-%).
Vergleichsformulierung
6, (halbfeste Kathode, Kitt/Paste) - Porosität:
40,0 Prozent
- Volumenverhältnis
in Prozent Elektrolyt zu Volumenprozent Gesamtfeststoffen: 0,67.
- Anmerkung: KOH (rein, 10,0 Gew.-%; Gehalt an Gesamtwasser 10,0
Gew.-%).
-
Allgemeine Anmerkungen
-
- 1. Laponite RDS-Ton von der Southern Clay Products
Company PTFE T30 und TE5211 sind wässrige Suspensionen von TEFLON-Harz
(40 bis 60% Konzentration) von E. I. Dupont de Nemours & Co.
- 2. Vol.% Feststoffe bezogen auf die Feststoffe mit wahrer Dichte.
- 3. Wahre Dichten: MnO2 (EMD) = 4,48
g/cm3; Graphit = 2,2 g/cm3;
Shawinigan Acetylenschwarz = 1,95 g/cm3;
PTFE = 2,1 g/cm3; Laponite-Ton = 1,0 g/cm3;
KOH-Elektrolyt (38 Gew.-%) 1,36 g/cm3; KOH-Elektrolyt
(50 Gew.-%) = 1,51 g/cm3; KOH-Elektrolyt
(30 Gew.-%) = 1,29 g/cm3.
- 4. Die Porosität
der vorgenannten halbfesten Kathodenformulierungen 1 bis 5 der
Erfindung sind im Wesentlichen gleich dem prozentualen Volumen der
Flüssigkeit
in der Kathode, da der Volumenbeitrag der eingeschlossenen Luft
in der halbfesten Kathode vernachlässigbar ist. Die Porosität der halbfesten
Kathode der Vergleichsformulierung A war größer als der Wert für Vol.%
der Flüssigkeiten
in der Kathode, was auf die im Inneren der festen Kathode eingeschlossen
Luft zurückzuführen ist.
-
Die
vorgenannte Formulierung A wurde hergestellt, indem zuerst partikuläres MnO2 und Graphit in einem V-förmigen Mischer
für etwa
10 min gemischt wurden, oder bis eine homogene Mischung erhalten
wurde. Die KOH-Elektrolytlösung
wurde sodann zugegeben und mit dem Mischen für etwa weitere 5 min fortgefahren, bis
eine homogene Mischung erhalten wurde. Sobald Formulierung A in
eine Zelle eingedrückt
wird, bildet sich eine harte, verdichtete feste Masse. Eine solche
feste Masse kann nicht bei 20°C
durch Einschlagen mit einem Nagel (1/16 inch Durchmesser) in einem
Kontaktwinkel von 90° penetriert
werden, der zwischen der zentralen Längsachse des Nagels und der
Oberfläche
der Masse gebildet wird, ohne die Masse zu zersprengen. Im Allgemeinen
versagen konventionelle feste, MnO2 aufweisende
Kathoden physikalisch, d. h. es tritt ein Bruch oder ein Bersten
auf, wenn ein Nagel mit einem Durchmesser von 1/16 inch wie vorstehend
beschrieben in die Masse solcher Kathoden eingeladen wird.
-
Die
Formulierungen 2, 3, 4 und 6 wurden
in ähnlicher
Weise hergestellt, indem zuerst das partikuläre MnO2 und
Carbon-Black in einem V-förmigen
Mischer für
etwa 10 min gemischt wurden, oder bis eine homogene Mischung erhalten
wurde. Anschließend
wurde die KOH-Elektrolytlösung
zugesetzt und das Mischen für etwa
weitere 5 min fortgesetzt, bis eine homogene Mischung erhalten wurde.
Die resultierenden Mischungsformulierungen 2, 3 und 4 hatten
die Konsistenz eines Kittes oder einer Paste. Mischungsformulierungen 2, 3 und 4 waren
damit beim Berühren
weich und eine Pore von jedem ließ sich leicht bei einer Temperatur
von 20°C
durch Einschlagen eines Nagels (Durchmesser 1/16 inch) mit einem
Kontaktwinkel von 90°,
der zwischen der zentralen Längsachse
des Nagels und der Oberfläche
der Mischung gebildet wird, penetrieren ließ, ohne dass die Mischung zersprang.
Der hierin verwendete Begriff "Zerspringen" soll gleichwertig
sein mit "reißen". Ein solcher "Nagel"-Versuch, wie er
hierin zur Anwendung gelangt, wird zur Veranschaulichung einer typischen physikalischen
Eigenschaft der Kathode der Erfindung verwendet, wobei der Begriff "halbfester Stoff", wie er in der vorstehend
ausgeführten
Definition festgelegt ist, nicht vorgesehen ist, auf oder durch
einen derartigen Versuch beschränkt
zu sein. Die Konsistenz zeigt keine merkliche Änderung, wenn die Mischungsformulierungen 2, 3 und 4 in
die Zelle unter Erzeugung der Kathode der Zelle eingespritzt werden.
Die Mischungsformulierung 6 hatte eine höhere Konzentration
von MnO2 und es bildete sich beim Mischen
ein feuchtes pastenartiges Pulvergemisch. Dieses Gemisch kann unter
Druck in das Zellengehäuse
eingespritzt (extrudiert) werden, wonach es einen halbfesten Stoff
mit der Konsistenz eines weichen Kittes bildet. Der weiche Kitt
wird durch Einschlagen eines Nagels (Durchmesser 1/16 inch) bei
einer Temperatur von 20°C
mit einem Kontaktwinkel von 90°,
der zwischen der zentralen Längsachse
des Nagels und der Oberfläche
des Kittes gebildet wird, ohne Zerspringen des Kittes penetriert.
-
In
der gleichen Weise, wie vorstehend beschrieben wurde, wurden die
Formulierungen 1 und 5 mit der Ausnahme hergestellt,
dass die zusätzlichen
Komponenten Laponite RDS (Formulierung 1) zuvor als eine 10%ige
Lösung
angesetzt wurden. Das bedeutet, es wurde eine Lösung von 10 Gew.-% Laponite
RDS in Wasser angesetzt und diese Lösung dem Gemisch zusammen mit
dem Elektrolyt zugesetzt und die Mischung für eine weitere Zeitdauer nach
Erfordernis (bei etwa 40 U/min) compoundiert, um einen homogenen
Kitt oder eine homogene Paste zu erhalten. (Bei den vorgenannten
Zusammensetzungen setzt sich der Wassergehalt aus dem Laponite RDS
ab).
-
Im
Fall der Formulierung 1 und 5 wurde außerdem Polytetrafluorethylen
(PTFE TE5211 oder T30) dem Gemisch zusammen mit dem Elektrolyt zugesetzt
und die Mischung für
eine weitere Zeitdauer (etwa 10 min bei 40 U/min) compoundiert,
bis eine homogene halbfeste Mischung gebildet wurde. Die Mischungszubereitung 1 hatte
eine kittartige oder pastenähnliche
Konsistenz. Sie war bei Berührung
weich und eine Probe ließ sich
leicht bei einer Temperatur von 20°C durch Einschlagen eines Nagels
(Durchmesser 1/16 inch) in einem Kontaktwinkel von 90°, der zwischen
der zentralen Längsachse
des Nagels und der Oberfläche
der Probe gebildet wird, ohne Zerspringen der Probe penetrieren.
Die Konsistenz zeigte keine merkliche Änderung, wenn die Mischungsformulierung 1 in
die Zelle unter Erzeugung der Kathode der Zelle eingespritzt wurde.
Die Mischungsformulierungen 5 hatten eine höhere Konzentration
an MnO2 und weniger Flüssigkeit, und es bildete sich
beim Mischen ein feuchtes kittartiges Pulvergemisch. Dieses Gemisch
wurde unter Druck in das Zellengehäuse eingespritzt (extrudiert),
wonach es einen halbfesten Stoff bildete, der die Konsistenz eines
weichen Kittes hatte. Der weiche Kitt ließ sich leicht bei einer Temperatur
von 20°C
durch Einschlagen eines Nagels (Durchmesser 1/16 inch) bei einem
Kontaktwinkel von 90°,
der zwischen der zentralen Längsachse
des Nagels und der Oberfläche
des Kittes gebildet wird, ohne Zerspringen des Kittes penetrieren.
-
Es
wurden Testzellen der gleichen Größe AA hergestellt, wobei jede
Zelle eine Kathodenzusammensetzung hatte, die den vorgenannten Formulierungen
entsprach. Die Zell-Komponenten waren in jedem Fall ansonsten gleich,
einschließlich
weitgehend die selbe Anode, Separator, Stromsammler und KOH-Elektrolyt, bei denen
es sich insgesamt um Zellkom-Konenten handelt (mit Ausnahme der
halbfesten Kathodenpaste der Erfindung), die konventionell in kommerziellen
Alkalizellen zum Einsatz gelangen. Das Anodenmaterial hatte in jedem
Fall die Formulierung: Zinklegierungspulver 62% bis 69 Gew.-% (99,9
Gew.-% Zink mit einem Gehalt an Indium), wässrige KOH-Lösung 38
Gew.-% (9 normal mit einem Gehalt von etwa 2 Gew.-% ZnO); CARBOPOL
C940 (B. F. Goodrich) als Gelbildner (etwa 0,5 Gew.-%). Der Separator
bestand in jedem Fall aus einem konventionellen, cellulosehaltigen
und für
Ionen porösen
Separator. Das Zinklegierungspulver innerhalb des vorgenannten Bereichs
beeinflusste die Kathodenleistung nicht signifikant. Die getesteten
Zellen waren in konventioneller Weise ausgewogen, so dass die mAh-Kapazität von MnO2 (bezogen auf 370 mAh/g MnO2),
dividiert durch die mAh-Kapazität
von Zinklegierung (bezogen auf 822 mAh/g Zinklegierung) etwa 1 betrug.
-
Die
AA-Vergleichszelle enthielt die konventionelle feste Anode (Formulierung
A), wie vorstehend angegeben mit einem Gehalt von etwa 86 Gew.-%
MnO2 (EMD) und 7 Gew.-% Graphit. Diese konventionelle
Kathode (Formulierung A) wurde an die Innenseite des Zellengehäuses in
konventioneller Weise gedrückt,
indem auf die Mischung eine äußere Kraft
aufgebracht wurde, um sie gegen die Oberfläche des Zellengehäuses zu verdichten.
Die resultierende verdichtete Kathode war ein verdichtetes festes
Material, das etwa 86 Gew.-% MnO2 enthielt.
-
In ähnlicher
Weise wurden Zellen der Größe AA hergestellt,
wobei jede jedoch eine halbfeste Kathode entsprechend den Formulierungen 1 bis 4 der
Erfindung hatte. Die halbfeste Kathodenpaste (Formulierungen 1 bis 4)
konnte in jedem Fall in den Hohlraum des zylindrischen Zellengehäuses unter
Verwendung einer Spritze eingespritzt oder unter Druck durch eine
Einspritzdüse
eingedrückt
werden. Ein zylindrischer Stößel oder dergleichen
ließ sich
dann in die Zelle einsetzen und auf die Oberfläche der Paste drücken. Eine
bevorzugte Methode des Einbringens der Kathodenpaste der Erfindung
in die Zelle und ihres Drückens
gegen die Oberfläche
des Zellengehäuses
wird nachfolgend beschrieben. Das resultierende Kathodenmaterial
der Erfindung (Formulierungen 1 bis 4) das an
die Innenseite des Zellengehäuses
gedrückt
ist, ist ein halbfester Stoff mit der Konsistenz eines Kittes oder
einer Paste.
-
Kathodenformulierungen 5 und 6 ergeben,
wenn alle Komponenten abgemischt sind, ein feuchtes, pastenartiges
Pulvergemisch. Die Formulierungen 5 und 6 werden
bevorzugt zu plättchenförmigen Pellets 12, 12b, 12c und 12d verpresst,
die jeweils eine Höhe
von etwa 10 mm haben (3B).
Sobald die Mischung zu Pellets verpresst worden ist, geht die Mischung
zu einer weichen kittähnlichen
Konsistenz über.
Die Pellets werden sodann separat in das Gehäuse 20 in Stapelanordnung
eingesetzt (3D). Die
Pellets werden so eingesetzt, dass ihre äußere Oberfläche die Innenseite des Gehäuses 20 berührt (3D). Nach dem Einsatz in
das Gehäuse 20 lassen
sich die Pellets wiederum leicht nachverdichten. Selbst wenn sie
nachverdichtet sind, bewahren die Pellets noch ihre kittähnliche
Konsistenz und sind bei Berührung
weich. Jedes Pellet 12a bis 12d kann bei einer
Temperatur von 20°C
mit einem Nagel mit einem Durchmesser von 1/16 inch mit einem Kontaktwinkel
von 90°,
der zwischen der zentralen Längsachse
des Nagels und der Oberfläche
des Pellets gebildet wird, ohne Zerspringen des Pellets penetriert
werden. Die mit den Formulierungen 5 und 6 erzeugten Pellets
bewahren ihre weiche, kittähnliche
Konsistenz während
der Entladung der Zelle bei 1 A. Alternativ kann die halbfeste Kathodenformulierung 5 und 6 in
das Gehäuse 20 eingespritzt
werden, ohne die Mischung zu Pellets vorzuformen. Sobald das Gemisch
unter Druck eingespritzt (extrudiert) ist, geht es in einen halbfesten Stoff über, der über eine
weiche, kittähnliche
Konsistenz verfügt.
Allerdings wird das Vorformen der halbfesten Formulierungen 5 und 6 zu
Pellets vor dem Einsatz in das Gehäuse 20 bevorzugt,
um leichter eine gleichförmige
Dichte der Kathode zu erzielen.
-
Die
vorstehend beschriebenen Kathodenformulierungen 1 bis 5 bewahren
ihren halbfesten Charakter unter normalen äußeren Betriebsbedingungen der
Zelle.
-
Tabelle
1
Entladungsleistung
1 -
Anmerkungen
-
- 1.
- Entladung bei 1 A
kontinuierlicher Stromentnahme bis 0,8 Volt Lade-Endspannung.
- 2.
- Werte in Klammern
geben die prozentuale Nutzung von MnO2 an
(Basis: 100% Nutzung bei 308 mAh/g MnO2 bezogen
auf die Reduktion von MnO2 zu MnO(OH)).
-
Wie
aus Tabelle 1 entnommen werden kann, zeigen alle Zellen, bei denen
die halbfeste MnO2-Kathode zum Einsatz gelangt,
eine erhöhte
MnO2-Nutzung, d. h. eine Erhöhung der
effektiven spezifischen Kapazität von
MnO2 für
eine Zell-Entladung
bei einer hohen Rate von 1 A bis 0,8 Volt Lade-Endspannung. Die
am stärksten
ausgeprägte
Verbesserung in der MnO2-Nutzung wird unter
Einsatz der Kathodenpastenformulierungen 2, 4, 5 und 6 erhalten.
Diese Formulierungen haben einen Gehalt an MnO2 zwischen
etwa 40% und 80 Gew.-%, Carbon-Black oder Acetylenschwarz zwischen
etwa 5% und 15 Gew.-% und Elektrolyt (9 n KOH) zwischen etwa 15%
und 45 Gew.-%.
-
Wie
man aus Tabelle 1 entnehmen kann, gewährt eine bevorzugte Formulierung 2 eine
MnO2-Nutzung (mAh/g MnO2),
die etwa das 2-fache von dem beträgt, das mit einer konventionell
verdichteten festen Kathode (Formulierung A) erhalten wird. Andere
bevorzugte Formulierungen 5 und 6 liefern eine
MnO2-Nutzung
(mAh/g MnO2) bei dem 2,2- bzw. 1,6-fachen
von dem, was mit der konventionellen verdichteten, festen Kathode
(Formulierung A) erhalten wird. Die effektive Gesamtkapazität der AA-Zelle
unter Verwendung der Kathodenformulierung 2 (762 mAh) nähert sich
der der Zelle AA unter Einsatz einer konventionellen Kathodenformulierung
A (914 mAh), wenn die Zellen bei einer hohen Rate von 1 A bis 0,8
Volt Lade-Endspannung entladen werden. Außerdem nähert sich die Gesamtenergieabgabe
(0,79 Wh) der AA-Zelle unter Verwendung der Kathodenformulierung 2 der
der gleichen Zelle unter Einsatz der konventionellen Kathodenformulierung
A (0,93 Wh). Auch übertrifft
die effektive Gesamtkapazität
der AA-Zelle unter Verwendung der Kathodenformulierung 5 (1.380 mAh)
die der AA-Zelle unter Einsatz einer konventionellen Formulierung
A (914 mAh). Ebenfalls übertrifft
die Gesamtenergieabgabe (1,45 Wh) der AA-Zelle unter Verwendung
der Kathodenformulierung 5 die der gleichen Zelle unter
Einsatz der konventionellen Kathodenformulierung A (0,93 Wh) bei
der hohen Rate der Entladung mit 1 A. Eine AA-Zelle unter Einsatz
der Kathodenformulierung 5 wurde ebenfalls bei einer geringen konstanten
Stromentnahme von 0,1 A (100 mA) entladen. Die tatsächliche
Kapazität
der Zelle bei dieser geringen konstanten Stromentnahme (100 mA)
betrug 2.250 mAh, was im Vergleich zur Entladekapazität von 2.359
mAh der gleichen Zelle unter Verwendung der Vergleichsformulierung
A günstig
ist.
-
Die
tatsächliche
Gesamtkapazität
der AA-Zelle unter Verwendung von Kathodenformulierung 6 (990 mAh) übertrifft
die der AA-Zelle unter Einsatz einer konventionellen Formulierung
A (914 mAh). Auch ist die Gesamtenergieabgabe (0,93 Wh) der AA-Zelle
unter Verwendung von Kathodenformulierung 6 die gleiche
wie die der AA-Zelle unter Einsatz der konventionellen Kathodenformulierung
A (0,93 Wh).
-
Diese
Ergebnisse stellen einen entscheidenden Fortschritt angesichts der
Tatsache dar, dass die Zelle, die die Kathodenformulierung 2 enthält, weniger
als 40% der tatsächlichen
Menge MnO2 enthält als die konventionelle Zelle
(Kathodenformulierung A), und die Formulierungen 5 und 6 weniger
als 70% der tatsächlichen Menge
an MnO2 enthalten als die Konventionelle
(Kathodenformulierung A).
-
Repräsentative
Profile für
die MnO2-Nutzungsentladung sind in 1A gezeigt. Das Nutzungsprofil (1A), die Spannung in Abhängigkeit
von mAh/g MnO2, vergleicht das Entladungsprofil
der vorstehend beschriebenen Zelle unter Einsatz der Kathodenformulierungen 2 und 5 der
Erfindung mit der Entladung der gleichen Zelle unter Einsatz einer
konventionellen Kathode (Formulierung A). Das Entladungsprofil wurde
erzeugt, indem jede Zelle mit einer kontinuierlichen Stromentnahme
von 1 A bis zu einer Lade-Endspannung von 0,8 V erzeugt wurde. Es
wurde beobachtet, dass die Nutzung des MnO2 an
jeder Stelle entlang des Profils der Entladungsspannung für die Kathode
der Erfindung größer war.
-
Repräsentative
Alkalizelle unter Einsatz der erfindungsgemäßen Kathode
-
1 zeigt eine repräsentative
Konfiguration einer Alkalizelle unter Einsatz des Kathodenmaterials der
Erfindung. Die Alkalizelle 10 weist ein zylindrisches Stahlgehäuse 20 mit
einem verschlossenen Ende 114 und einem offenen Ende 116 auf.
Das Gehäuse 20 ist
mit einer halbfesten Kathode 12 der Erfindung gefüllt, die
MnO2 aufweist, und mit einer Zink und Elektrolyt
aufweisenden Anode 50. Der Elektrolyt kann eine konventionelle
wässrige
Mischung von KOH, ZnO und Gelbildner aufweisen. Die Kathode 12 kann
zugeführt
werden, indem das halbfeste Material, das über eine kitt- oder pastenähnliche
Konsistenz verfügt,
in die Zelle gedrückt und
das Material auf die Innenseite des Gehäuses 20 aufgebracht
wird. Die Kathode 12 und Anode 50 können mit
Hilfe eines konventionellen für
Ionen porösen,
cellulosehaltigen Separators 60 getrennt werden. Nachdem das
Gehäuse 20 gefüllt wurde,
wird ein isolierender Verschluss 160 in das offene Ende 116 eingesetzt.
Der Verschluss 160 ist vorzugsweise entsprechend der Darstellung
in 1 um den peripheren
Absatz 118 einrastend eingesetzt, so dass der Verschluss
in das offene Ende 116 einschnappt. Der isolierende Verschluss 160 kann
einen einstückigen
dünnen
Membranabschnitt 165 darin aufweisen, der so ausgelegt
ist, dass er reißt,
wenn der Gasdruck, der sich im Inneren der Zelle aufbaut, einen
vorbestimmten Wert überschreitet.
-
Der
periphere Rand 127 des Gehäuses 20 ist über die
Oberseite des isolierenden Verschlusses 160 aufgequetscht.
Der isolierende Verschluss 160 schließt das Gehäuse 20 hermetisch
ab, so dass keine Luft in die Zelle eintreten kann. Über den
peripheren Rand 127 des Gehäuses 20 ist die isolierende
Dichtungsscheibe 180 aufgebracht. Die isolierende Dichtungsscheibe 180 kann
eine mit Polyethylen beschichtete Dichtungsscheibe aus Papier sein.
Auf den Kopf des langgestreckten Stromsammlers 140 ist
eine Abschlusskappe 130 aufgeschweißt. Der langgestreckte Stromsammler 140 wird
sodann (im Press-Sitz)
in die Öffnung 144 des
isolierenden Verschlusses 160 eingesetzt, so dass die Abschlusskappe 130 auf
der isolierenden Dichtungsscheibe 180 aufsitzt. Der isolierende
Verschluss 160 kann aus Polypropylen sein, mit Talkum gefülltem Polypropylen,
sulfoniertem Polyethylen oder Nylon. Der Stromsammler 140 kann
aus einer Vielzahl bekannter elektrisch leitfähiger Metalle ausgewählt werden,
die sich als Materialien für
Stromsammler als verwendbar erwiesen haben, beispielsweise Messing,
Zinn-plattiertes Messing, Bronze, Kupfer oder Indium-plattiertes
Messing. Die Abschlusskappe 130 kann aus einem leitfähigen Metall
mit guter mechanischer Festigkeit und Korrosionsbeständigkeit
ausgeführt
sein, wie beispielsweise mit Nickel plattierter kaltgewalzter Stahl
oder rostfreier Stahl, vorzugsweise Nickel-plattierter, kohlenstoffarmer
Stahl. Um den Stromsammler 140 herum kann konventionelles
Bitumen-Dichtungsmittel aufgebracht werden, bevor der Sammler in
die Öffnung 144 eingesetzt
wird. Um das Gehäuse 20 kann
ein Dünnschicht-Etikett 170 aufgebracht
werden. Die Abschlusskappe 130 wird zur negativen Klemme
der Alkalizelle 10 und der Zapfen 125 des geschlossenen
Endes des Gehäuses 20 wird
zur positiven Klemme.
-
Methode des
Beladens der festen Kathode
-
Unter
Bezugnahme auf die beigefügten 2A bis 2J wird ein bevorzugter Prozess für das Beladen einer
halbfesten Kathode 12 in einem zylindrischen Zellengehäuse 20 mit
einem offenen Ende 116 gezeigt. Kathode 12 ist
ein halbfester Stoff, der im typischen Fall über die Konsistenz eines Kittes
oder einer Paste verfügt.
Kathode 12 kann zuerst in das Gehäuse 20 (2A) eingesetzt oder extrudiert
(unter Druck gespritzt) werden, so dass sie einen abgemessenen Anteil
des Gehäusevolumens
ausfüllt
(2B). Man kann eine
Separatorfolie 60 (für
Ionen poröse
Folie, die die Kathode von der Anode trennt) um einen zylindrischen
Dorn (Stößel) 40 wickeln.
Der Dorn 40 kann mit der um ihn herum gewickelten Separatorfolie 60 (2J) durch eine verschiebbare
Muffe 30 eingesetzt werden, die einen Außendurchmesser
hat, der geringfügig
kleiner ist als der Innendurchmesser des Gehäuses 20. Der Dorn 40 kann
einen hohlen, langgestreckten Kern 52 aufweisen. Der Dorn 40 kann
in das offene Ende 160 des Gehäuses 20 (2C) eingesetzt werden, so
dass der Kopf 44 des Dorns 40 (und Muffe 30)
auf der Oberseite der halbfesten Kathodenpaste 12 (2D) aufsitzt. Sodann kann
eine abwärts
gerichtete Kraft F (2D)
auf dem Dorn 40 aufgebracht werden, die bewirkt, dass der
Kopf 44 des Dorns gegen die Oberfläche der Kathodenpaste 12 nach
unten drückt.
Wenn sich der Kopf 44 nach unten bewegt, wird Kathode 12 allmählich entlang
dem Ringraum 22 (2E)
nach oben gedrückt
und verdichtet sich auf der Innenseite des Gehäuses 20.
-
Die
Kathode 12 wird nicht zu einer festen Masse, sondern bewahrt
ihre halbfeste Eigenschaft. Die Aufwärtsbewegung der Kathodenpaste 12 durch
den Ringraum 22 bewirkt, dass sich die Muffe 30 gleitend
entlang der Außenseite
des Dorns 40 nach oben bewegt, bis ein Teil der Muffe 30 das
offene Ende des Gehäuses 116 (2F) erreicht und überragt,
während
gleichzeitig der Kopf 44 von Dorn 40 die Unterseite
des Gehäuses 20 erreicht.
An dieser Stelle füllt
nun die gesamte Kathodenpaste 12, die ursprünglich in
das Gehäuse
gegossen wurde (2B),
den Ringraum 22 aus (2F).
-
Das
Material der Anodenaufschlämmung 50 kann
sodann unter Druck durch den zentralen Kern 52 des Dorns 40 gedrückt werden,
wodurch bewirkt wird, dass der Dorn 40 in dem Maße nach
oben bewegt wird, wie die Füllhöhe des Anodenmaterials
in der Zelle weiterhin ansteigt (2G).
Wenn schließlich
die Füllhöhe der Anode
weiterhin ansteigt, erreicht der Kopf 44 des Dorns 40 das
offene Ende 116 des Gehäuses,
und der Dorn kann entfernt werden (2H).
Die Separatorfolie 60 wird in der Zelle zurückgelassen,
um das Anodenmaterial 50 von dem Kathodenmaterial 12 zu
trennen (2I). Das offene
Ende 116 des Gehäuses 20 wird sodann
verschlossen, indem der isolierende Verschluss 160, die
Abschlusskappe 130 und der Stromsammler 140 wie
vorstehend beschrieben eingesetzt werden.
-
Alternativ
kann die halbfeste Kathode 12 zu einer Vielzahl von plättchenförmigen Pellets 12a bis 12d entsprechend
der Darstellung in 3B vor
dem Einsetzen in das Zellengehäuse 20 (3C) vorgeformt werden. Die
Pellets können
eine typische Höhe
von etwa 10 mm zum Einsetzen in ein Gehäuse der Größe AA haben. Im Bezug auf die
vorstehend beschriebenen Formulierungen wurden die Formulierungen 5 und 6 zu pelletförmigen Plättchen einer
Höhe von
etwa 10 mm vorgeformt, bevor sie in das Gehäuse 20 eingesetzt
wurden. Das Vorformen der halbfesten Kathode zu pelletförmigen Plättchen kann
förderlich
sein, um eine größere Gleichförmigkeit
der Dichte der Kathode zu erzielen. Nach dem Einsetzen in das Gehäuse 20 können die
Pellets leicht nachverdichtet werden, bewahren aber nichtsdestoweniger
ihre halbfeste Eigenschaft selbst nach einer leichten Nachverdichtung.
Damit kann jedes Pellet 12a bis 12d leicht bei
einer Temperatur von 20°C durch
Einschlagen eines Nagels (Durchmesser 1/16 inch) mit einem Kontaktwinkel
von 90°,
der zwischen der zentralen Längsachse
des Nagels und der Oberfläche
des Pellets gebildet wird, ohne Zerspringen des Pellets penetriert
werden. Anschließend
kann ein konventioneller, zylindrisch geformter Separator 60,
der über
ein offenes Ende 62 und ein geschlossenes Ende 64 verfügt, in den
Kern des Gehäuses 20 eingesetzt
werden, so dass er an der Innenseite der Kathodenpellets 12a bis 12d (3G) fluchtet. Sodann kann
der Kern des Gehäuses
mit einer Mischung 50 einer Anoden aufschlämmung gefüllt werden.
Das offene Ende 116 des Gehäuses 20 wird sodann
verschlossen, indem der isolierende Verschluss 160, die
Abschlusskappe 130 und der Stromsammler 140 entsprechend
der vorstehend beschriebenen Weise eingesetzt werden.
-
Obgleich
die vorliegende Erfindung im Bezug auf spezielle Ausführungsformen
beschrieben wurde, sollte als selbstverständlich gelten, dass Variationen
möglich
sind, ohne vom Erfindungsgedanken abzuweichen. Damit soll die Erfindung
nicht auf die speziellen Ausführungsformen
beschränkt
sein vielmehr spiegelt sich ihr Schutzumfang in den Ansprüchen wieder.