-
Die vorliegende Erfindung bezieht
sich auf ein Verfahren zur Herstellung einer teilchenverstärkten Titanlegierung,
welche durch keramische Teilchen mit einer thermodynamisch stabilen
Eigenschaft in Titanlegierung verstärkt ist.
-
Es ist eine teilchenverstärkte Titanlegierung
bekannt gewesen, welche durch Teilchen verstärkt wird. Als eine Technik
zum Herstellen einer Titanlegierung dieses Typs ist die japanische
ungeprüfte
Patentanmeldung 10–1,760
bereit gestellt worden. Die Technik nach dieser Patentveröffentlichung
beinhaltet: (1) Verwenden einer Titanlegierung, welche durch Dipergieren
von Keramikteilchen mit einer thermodynamisch stabilen Eigenschaft,
wie etwa Titanborid, in einer Matrix verstärkt ist, und (2) Hitzebehandeln
dieser Titanlegierung, um eine Koloniekorngröße aufzulösen und eine winzige nadelförmige α-Phasenstruktur
zu erzeugen. Gemäß dem in
dieser Anmeldung veröffentlichten
Verfahren wird die vorstehend erwähnte teilchenverstärkte Titanlegierung
mittels den Schritten einschließlich:
(1) Erhitzen der Titanlegierung in einem Temperaturbereich von nicht
weniger als der β-Übergangstemperatur; (2) Abschrecken
der Titanlegierung mit Wasser aus dem Temperaturbereich von nicht
weniger als der β-Übergangstemperatur
bis auf Raumtemperatur oder unter Raumtemperatur; und (3) Erhitzen
der Titanlegierung in einem Zweiphasenbereich von (α + β), der zwischen
der β-Übergangstemperatur und 800°C gebildet
wird. Der Abschreckungsschritt gibt eine beträchtlich schnelle Abkühlungsrate
an.
-
Zudem offenbart die ungeprüfte japanische
Patentanmeldung 3–73,623
ein anderes Verfahren zum Wärmebehandeln
einer Titanlegierung vom α + β-Typ. Dieses
Verfahren beinhaltet: (1) Erhitzen der Titanlegierung, die einen α + β-Typ in einem
Temperaturbereich besitzt, welcher 10 bis 60° niedriger als die β-Übergangstemperatur
ist; und (2) Abkühlen
der Titanlegierung mit einer Abkühlungsrate
von 0,1 bis 5°C/s
auf weniger als 500°C,
um so deren Zähigkeit
bzw. Tenazität
zu verbessern. Wenn die Erhitzungstemperatur nicht weniger als die β-Übergangstemperatur
beträgt,
wird eine Phase von β leicht
eine große
Größe. In der
technik nach dieser Veröffentlichung
wird angenommen, dass die Erhitzungstemperatur bei Temperaturen
eingestellt wird, welche 10 bis 60°C niedriger als die β-Übergangstemperatur
zum Vermeiden einer groß ausgebildeten β-Phase eingestellt
wird.
-
Die in der japanischen ungeprüften Patentanmeldung
10–1,760
offenbarte Technik beabsichtigt, die Ermüdungsfestigkeit einer Titanlegierung
zu verbessern; jedoch beabsichtigt diese nicht, die Dauerstandfestigkeit
bzw. Kriechfestigkeit zu verbessern. Wenn die in dieser Veröffentlichung
offenbarte Wärmebehandlung ausgeführt wird,
werden nadelförmige α-Phasen geteilt
und dann in aufgebrochene Strukturen geändert; daher wird die Kriecheigenschaft
trotz der hohen Ermüdungsfestigkeit
verschlechtert. Im allgemeinen wird angenommen, dass eine feinere
Mikrostruktur zu verbesserter Ermüdungsfestigkeit führt und,
dass eine größere Mikrostruktur
zu unterdrückter
Kriechbiegung und verbessertem Kriechwiderstand führt.
-
Zudem beabsichtigt die in der japanischen
ungeprüften
Patentanmeldung 3–73,623
offenbarte Technik, die Zähigkeit
zu verbessern; jedoch beabsichtigt diese nicht, den Kriechwiderstand
zu verbessern. Ferner enthält
die in dieser Veröffentlichung
offenbarte Titanlegierung keine Teilchen, wie etwa Titanboridteilchen,
und die Erhitzungstemperatur übersteigt
nicht die β-Übergangstemperatur.
-
Die vorliegende Erfindung ist angesichts
der vorstehenden Umstände
erreicht worden. Es ist daher eine Aufgabe der vorliegenden Erfindung,
ein Verfahren zur Herstellung einer teilchenverstärkten Titanlegierung
bereit zu stellen, welche einen herausragenden Kriechwiderstand
besitzt, während
die Ermüdungsfestigkeit
sichergestellt wird.
-
Die jetzigen Erfinder haben Titanlegierungen
eingehend untersucht und haben die vorliegende Erfindung entwickelt,
indem sie experimentell das vorliegende Phänomen bestätigt haben. Wenn die jetzigen
Erfinder ausgeführt
haben: Verwenden einer Titanlegierung, in welcher Keramikteilchen
mit einer thermodynamisch stabilen Eigenschaft dispergiert sind;
Erhitzen der Titanlegierung in einem Temperaturbereich von nicht
weniger als der β-Übergangstemperatur; und Abkühlen der
Titanlegierung mit einer Abkühlrate
von 0,1 bis 30°C/s: wird
der Kriechwiderstand der Titanlegierung verbessert, während deren
Ermüdungsfestigkeit
sichergestellt wird.
-
Der Grund zum Erhalten der vorstehend
erwähnten
Eigenschaften steht nicht ausreichend fest. Jedoch wird angenommen,
dass diese auf folgendes zurückgehen:
Es
wird angenommen, dass eine größere Mikrostruktur
zum Unterdrücken
der Kriechbiegung und zum Verbessern des Kriechwiderstands beiträgt, und,
dass eine feinere Mikrostruktur zum Verbessern der Ermüdungsfestigkeit
beiträgt.
Die vorliegende Erfindung verwendet die Titanlegierung, in welcher
Keramikteilchen mit einer thermodynamisch stabilen Eigenschaft dispergiert
werden. Daher verhindert die vorliegende Erfindung abnormales Wachstum
der alten aus β-Korn,
trotz der vollständigen
nadelförmigen
Bildung von Mikrostrukturen, sogar wenn die Titanlegierung einen
Temperaturbereich von nicht weniger als der β-Übergangstemperatur erhitzt wird.
Da die Titanlegierung zudem von dem Bereich von nicht weniger als
der β-Übergangstemperatur
abgekühlt
wird, und da die Titanlegierung durch die β-Übergangstemperatur bei einer
geeigneten Abkühlungsrate von
0,1 bis 30°C/s
geführt
wird, ist die Mikrostrukturgröße der Titanlegierung
auf eine derartige Weise geeignet, dass sowohl Kriechwiderstand
als auch Ermüdungsfestigkeit
sichergestellt werden.
-
Die vorliegende Erfindung gewährleistet
ein Verfahren zum Herstellen einer teilchenverstärkten Titanlegierung, welches
die folgenden Schritte umfasst: Erhitzen einer Titanlegierung, in
welcher Keramikteilchen mit einer thermodynamisch stabilen Eigenschaft
in einem Temperaturbereich von nicht weniger als der β-Übergangstemperatur dispergiert
werden; und Abkühlen
der erhitzten Titanlegierung, um durch die β-Übergangstemperatur
bei einer Abkühlungsrate
von 0,1 bis 30°C/s
geführt
zu werden.
-
Die vorliegende Erfindung kann eine
teilchenverstärkte
Titanlegierung bereitstellen, in welcher der Kriechwiderstand herausragend
ist, während
die Ermüdungsfestigkeit
sichergestellt wird.
-
Bevorzugte Ausführungsform der vorliegenden
Erfindung Die vorliegende Erfindung verwendet eine Titanlegierung,
in welcher Keramikteilchen mit einer thermodynamisch stabilen Eigenschaft
dispergiert werden.
-
Die Titanlegierung kann ein gesintertes
Kompakt sein, das durch Sintern eines Grün-Kompakts gebildet wird, ein
geschmiedetes Produkt, das durch Schmieden des gesinterten Kompakts
gebildet wird, ein Gussprodukt, oder ein geschmiedetes Produkt,
das durch Schmieden des Gussproduktes gebildet wird. Bezüglich des
Schmiedens kann heisses Schmieden verwendet werden.
-
Die Titanlegierung kann beinhalten:
ein α-Phasen
stabilisierendes Element, z. B. Aluminium (Al), und eine β-Phase stabilisierendes
Element. Die Titanlegierung kann enthalten: wenigstens 3 bis 6%
Aluminium (Al) und 2 bis 6% Zinn (Sn) bezogen auf das Gewicht, wenn
eine Matrix aus Titanlegierung 100 Gew.-% beträgt. Jedoch ist das Verfahren
der vorliegenden Erfindung innerhalb dieser Inhalte nicht begrenzt.
-
Die Mikrostruktur der Matrix der
Titanlegierung in einem gewöhnlichen
Temperaturbereich kann eine Mikrostruktur sein, die ganz aus α-Phasen gebildet
ist, eine Mikrostruktur, die hauptsächlich aus α-Phasen gebildet ist, oder eine
Mikrostruktur, die aus α-Phasen
gebildet ist, die mit β-Phasen
vermischt werden. Die α-Phase
kann eine nadelförmige α-Phase sein,
oder eine nadelförmige α-Phase, die
mit einer gleichachsigen α-Phase
vermischt ist.
-
Die Keramikteilchen mit einer thermodynamisch
stabilen Eigenschaft können
Titanborid (TiB und TiB2), Titancarbid (TiC
und TiC2), Titansilicid und Titannitrid
(TiN) sein. Insbesondere Titanborid ist in derartigen Keramikteilchen bevorzugt.
Titanborid kann als ein hartes Teilchen oder ein verstärkendes
Teilchen in einer Matrix aus Titanlegierung funktionieren. Titanborid
besitzt eine gute Verträglichkeit
mit der Matrix der Titanlegierung; so wird unterdrückt, dass
eine schwache reaktive Phase zum Verursachen von Rissbildung in
einer Grenzfläche
zwischen dem Titanborid und der Matrix der Titanlegierung gebildet
wird.
-
Das Verhältnis der Keramikteilchen mit
einer thermodynamisch stabilen Eigenschaft, wie etwa Titanborid,
kann abhängig
von den Anwendungen etc. ausgewählt
werden. Eine obere Grenze des Verhältnisses kann 10% oder 7% bezogen
auf das Volumen sein, und eine untere Grenze kann 0,1% oder 0,4%
bezogen auf das Volumen sein, in dem Fall, in dem die ganze Titanlegierung
mit Keramikteilchen, die darin dispergiert sind, 100 Vol.-% beträgt. Jedoch
ist das Verhältnis
der Keramikteilchen nicht innerhalb dieser Bereiche begrenzt.
-
Eine durchschnittliche Teilchengröße von Keramikteilchen
mit einer thermodynamisch stabilen Eigenschaft, wie etwa Titanborid
kann abhängig
von den Anwendungen etc. ausgewählt
werden. Z. B. kann eine obere Grenze der durchschnittlichen Teilchengröße der Keramikteilchen
50 μm sein.
Eine untere Grenze der durchschnittlichen Teilchengröße der Keramikteilchen
kann 0,5 μm
sein. Jedoch ist die durchschnittliche Teilchengröße der Keramikteilchen
nicht innerhalb dieses Bereiches begrenzt.
-
Die vorliegende Erfindung beinhaltet
den Schritt des Erhitzens der Titanlegierung, in welchem die Keramikteilchen
mit einer thermodynamisch stabilen Eigenschaft (z. B. Titanborid)
in einem Temperaturbereich von nicht weniger als der β-Übergangstemperatur
dispergiert werden. Das alte β-Korn
wird durch einen derartigen Schritt hergestellt. Mittel von diesem
Erhitzungsschritt können
Induktionserhitzen, Ofenerhitzen, oder andere Erhitzungsmittel sein.
Die Erhitzungszeit kann abhängig
von den Erhitzungsbedingungen des Induktionserhitzens oder Ofenerhitzens,
Größe der Titanlegierung
etc. ausgewählt
werden. Da die Keramikteilchen mit einer thermodynamisch stabilen
Eigenschaft in der Titanlegierung dispergiert werden, kann die vorliegende
Erfindung verhindern, dass die Größe des alten β-Korns exzessiv
zunimmt, sogar, wenn die Größe des alten β-Korns auf
Grund einer langen Erhitzungszeit exzessiv zugenommen hat.
-
Die vorliegende Erfindung beinhaltet
den Schritt des Abkühlens
der Titanlegierung, in welchem die Keramikteilchen mit einer thermodynamisch
stabilen Eigenschaft dispergiert sind, von einem Temperaturbereich von
nicht weniger als der β-Übergangstemperatur
bei einer Abkühlungsrate
von 0,1 bis 30°C/s.
Daher wird die Titanlegierung abgekühlt, um durch die β-Übergangstemperatur mit einer
Abkühlrate
von 0,1 bis 30°C/s
geführt zu
werden. Die Abkühlungsrate
von 0,1 bis 30°C/s
wird im allgemeinen durch Gasabkühlen
erhalten, und diese ist beträchtlich
langsamer als diejenige des Abschreckens. Ein repräsentatives
Abkühlverfahren
kann ein Gasabkühlverfahren
unter Verwendung von Edelgas als Kühlgas und ein Luftabkühlverfahren
sein.
-
Gemäß der vorliegenden Erfindung
kann eine geeignete Matrix und eine geeignete Größe der Mikrostruktur der Titanlegierung
mit den Keramikteilchen, wie etwa Titanborid, mit einer thermodynamisch
stabilen Eigenschaft, die darin dispergiert sind, erhalten werden.
-
Eine bevorzugte Ausführungsform
der vorliegenden Erfindung beinhaltet ferner den Schritt des Komprimierens
der Titanlegierung vor einem derartigen Erhitzungsschritt. Der Komprimierungsschritt
ist z. B. ein Schritt des Schmiedens der Titanlegierung. In dem
Komprimierungsschritt wird die Titanlegierung, in welcher die Keramikteilchen
mit einer thermodynamisch stabilen Eigenschaft, wie etwa Titanborid
dispergiert werden, in einem Zweiphasentemperaturbereich von α + β oder einem
Temperaturbereich von nicht weniger als der β-Übergangstemperatur komprimiert.
-
D. h., der Erhitzungsschritt wird
ausgeführt,
nachdem die Titanlegierung komprimiert wird – z. B. durch Schmieden. Der
Komprimierungsschritt wird in dem Fall ausgeführt, in dem die Matrix aus
Titanlegierung aus einer gemischten Phase von α + β oder einer Phase von β gebildet
wird. Die Dichte der Titanlegierung kann vorzugsweise höher gemacht
werden, indem die Titanlegierung komprimiert wird. Daher können Poren
vorzugsweise indem Fall vermindert werden, indem die Titanlegierung
durch Pulvermetallurgie gebildet wird.
-
Die vorliegende Erfindung beinhaltet
den Schritt des Abkühlens
der Titanlegierung aus dem Temperaturbereich von nicht weniger als
der β-Übergangstemperatur
bei einer Abkühlungsrate
von 0,1 bis 30°C/s.
Wie vorstehend erwähnt
ist die Abkühlungsrate
viel langsamer als diejenige des Abschreckens bzw. Quenchens. Die
Abkühlrate
von 0,1 bis 30°C/s
kann den Kriechwiderstand verbessern. Daher ist die vorliegende
Erfindung zum Herstellen von hochfesten Teilen, die in einer Hochtemperaturatmosphäre verwendet
werden, geeignet, wie etwa Ventile von Motoren, etc.
-
Darüber hinaus ist es bevorzugt,
dass die Titanlegierung einen Verlängerungswert über den
vorbestimmten Wert besitzt, um so den Stoßwiderstand der Titanlegierung
sicherzustellen. Wenn die Abkühlrate
weniger als 0,1°C/s
beträgt,
ist der Verlängerungswert
klein, wie in 2, und
der Stoßwiderstand
ist unvorteilhaft. Die vorstehend erwähnte Abkühlungsrate ist bei der Sicherstellung
der Verlängerung
und des Stoßwiderstands
bevorzugt. Demzufolge ist die vorliegende Erfindung beim Herstellen
von Teilen mit Hochtemperaturfestigkeit, die aus der Titanlegierung
gebildet werden, geeignet, wie etwa Ventile von Motoren.
-
Das Induktionserhitzen kann beim
Erhitzen der vorstehenden Titanlegierung in einem Temperaturbereich
von nicht weniger als der β-Übergangstemperatur
verwendet werden. Insbesondere Hochfrequenzinduktionserhitzen ist
bevorzugt. Das Induktionserhitzen kann die Erhitzungszeit der Titanlegierung
verkürzen
und die Zykluszeit der Produktivität verbessern. Zudem verringert
das Induktionserhitzen effektiv eine Aussetzungszeit, in welcher
die Titanlegierung einer Hochtemperaturatmosphäre ausgesetzt wird, um Oberflächenoxidation
der Titanlegierung zu unterdrücken
und in vorteilhafter Weise einen maschinellen Ausstoß der Titanlegierung
zu verringern.
-
Kurze Beschreibung
der Zeichnungen
-
1 zeigt
ein Diagramm, welches einen Zusammenhang zwischen einer Abkühlungsrate
und einer Biegekriechbiegung zeigt, wobei die Abkühlrate eine
Geschwindigkeit von 1150°C,
eine Temperatur von nicht weniger als β-Übergangstemperatur,
bis 800°C
ist;
-
2 zeigt
ein Diagramm, welches einen Zusammenhang zwischen einer Abkühlrate und
einer Zugverlängerung
bei Raumtemperatur zeigt, wobei die Abkühlrate eine Geschwindigkeit
von 1150°C,
eine Temperatur von nicht weniger als der β-Übergangstemperatur, bis 800°C ist; und
-
3 eine
Konstruktionszeichnung eines Anwendungsbeispiels zeigt.
-
Detaillierte Beschreibung der bevorzugten
Ausführungsbeispiele
-
Die vorliegende Erfindung wird nachstehend
anhand von Vergleichsbeispielen erläutert werden. Die jetzigen
Erfinder stellten Basispulver her aus: (1) einem Hydrid-Dehydridtitanpulver
mit einer kleineren Teilchengröße als 150 μm, welches
durch Dehydrogenierung von Titanhydrid gebildet wird; (2) ein Aluminiumlegierungspulver
mit einer durchschnittlichen Teilchengröße von 10 μm; und (3) ein Titanboridpulver
(TiB2) mit einer durchschnittlichen Teilchengröße von 4 μm. Die Zusammensetzung
des Aluminiumlegierungspulvers war die Al – Sn – Zr – Nb – Mo – Si-Legierung.
-
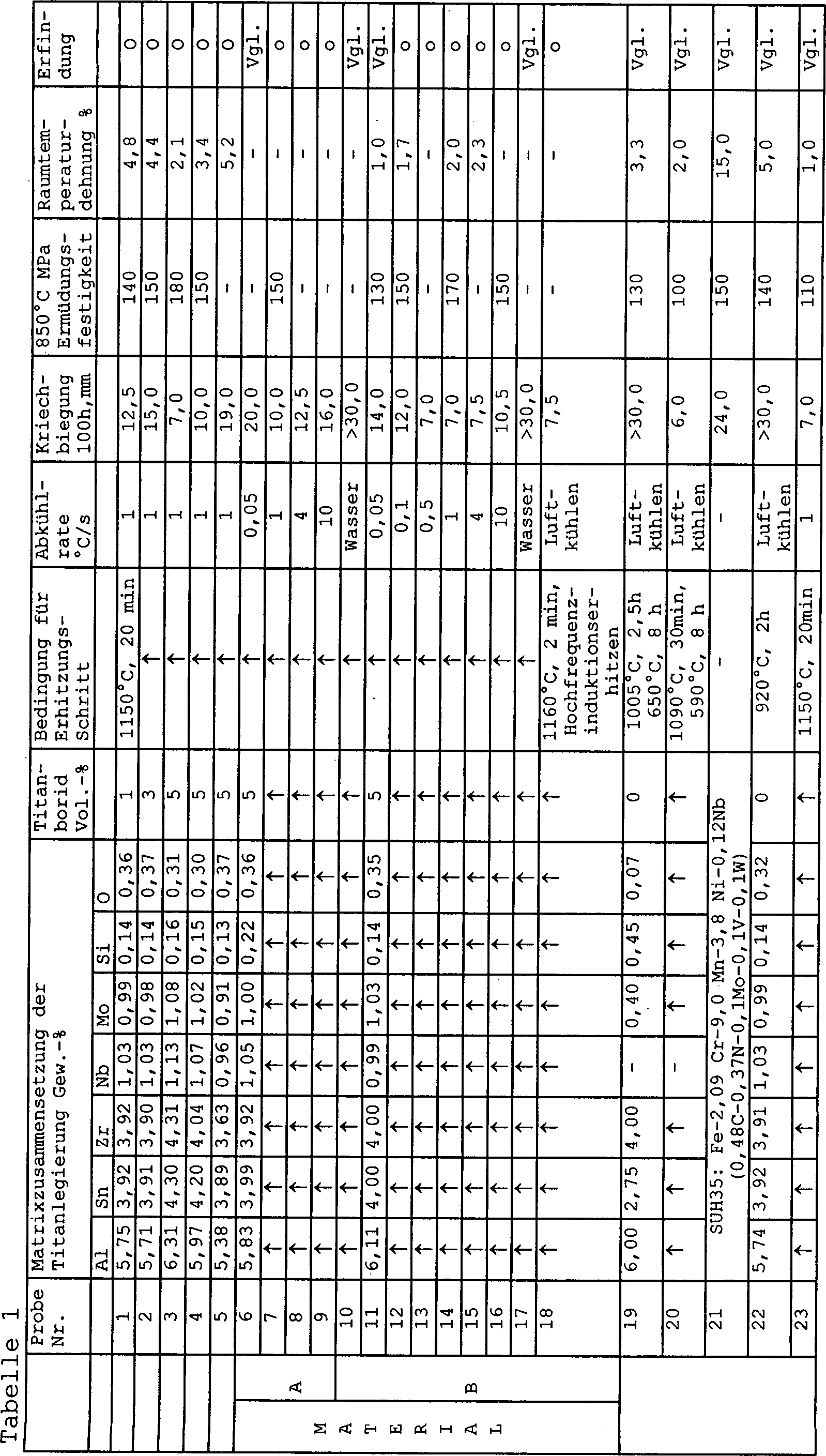
Diese Basispulver wurden zur Herstellung
von Proben bei vorbestimmten Verhältnissen abgewogen, um Matrixzusammensetzungen
zu zeigen, die in Tabelle 1 beschrieben werden. D. h., wenn die
gesamte Titanlegierung einschließlich Titanborid 100 Vol.-%
betrug, war das Verhältnis
von Titanborid jeweils bei den Proben Nr.l 1 Vol.-%, Probe Nr.2
3 Vol.-% und Proben Nr.3 bis 18 5 Vol.-%. Jedoch enthielten Proben
Nr. 19, Nr. 20, Nr. 22 und Nr. 23, die jeweils Vergleichsbeispiele
waren, jeweils 0 Titanborid. Probe Nr. 21, das ein Vergleichsbeispiel
war, wurde aus einem Gusseisenprodukt gebildet, das durch eine JIS-SUH-Legierung,
die ein Fe-Cr-Mn-Ni-System zeigte, gebildet.
-
Nach dem Abwiegen wurden die Basispulver
gleichförmig
vermischt, um ein gemischtes Pulver zu werden. Dieses gemischte
Pulver wurde durch eine metallische Form kompaktiert, um ein Kompaktprodukt herzustellen,
welches ein zylindrisch geformtes Billet war. Dieses Billet besaß einen
Durchmesser von 16 mm und eine Höhe
von 32 mm. Der Komprimierdruck wurde auf 5 t f/cm2 eingestellt.
Als nächstes
wurde dieses Billet zum Sintern in einer Hochvakuumatmosphäre (1 × 10–5 Torr)
bei 1300°C
für 4 h
erhitzt, um einen gesinterten Körper
zu bilden. Zudem wurde dieses gesinterte Kompakt bei 1100°C erhitzt.
Dann wurde dieses gesinterte Kompakt durch eine Extrudierausrüstung geschoben,
um ein extrudiertes Produkt mit einem Stempelteil zu bilden. Danach
wurde das extrudierte Produkt gestaucht, um einen Schirmteil zu
bilden. Das Stauchen wurde ausgeführt, wenn die Titanlegierung
in einem Zweiphasentemperaturbereich von (α + β) oder in einem Temperaturbereich
von nicht weniger als der β-Übergangstemperatur lag. Daher
wurde ein geschmiedeter Körper
mit dem axial geformten Bestandteil und dem Schirmteil, der mit
dem Endteil des Stammteils verbunden war, gebildet. Dieser geschmiedete
Körper
wird als ein Ventil für
Motoren, wie etwa Fahrzeugmotoren, verwendet.
-
Dieser geschmiedete Körper wurde
für ungefähr 20 min
durch einen Erhitzungsofen bei 1150°C erhitzt, welches nicht weniger
als die β-Übergangstemperatur
ist. Die Erhitzungseinrichtung war ein Vakuumofen, der ein Kühlgas (Edelgas,
z. B. Argongas) empfangen kann, wenn die Probe durch Gas gekühlt wird.
Ein Ofen wurde verwendet, wenn die Probe durch Luft gekühlt wurde.
Nach dem Erhitzen wurde eine Abkühlrate
hinunter auf 800°C
unter verschiedenen in Tabelle 1 gezeigten Bedingungen gesteuert,
um einen hitzebehandelten Körper,
der jede Probe betraf, herzustellen. In dem Fall von Gaskühlung wurde
die Abkühlrate
erhalten, indem die Zuführung
des Kühlgases
zu dem Brennofen gesteuert wurde – das Kühlgas war ein Edelgas, wie
etwa Argongas.
-
Bezüglich Proben Nr. 6 und Nr.
11, die Vergleichsbeispiele darstellen, betrug eine Abkühlrate 0,05°C/s, und
diese war langsamer als diejenige der vorliegenden Erfindung.
-
Bezüglich den Proben Nr. 10 und
Nr. 17, welche wassergekühlt
wurden, die Vergleichsbeispiele darstellten, betrug eine Abkühlrate 100°C/s, und
diese war schneller als diejenige der vorliegenden Erfindung.
-
Auch nach dem Schmieden wurde Probe
Nr. 18 durch Hochfrequenzinduktionserhitzen bei 1160°C erhitzt,
d. h., eine Temperatur von nicht weniger als der β-Übergangstemperatur. Dann wurde
Probe Nr. 18 in Luft gekühlt.
Das Luftkühlen
zeigt eine Abkühlrate
von 4 bis 5°C/s,
was eine Abkühlrate
der vorliegenden Erfindung darstellt.
-
Die Teststücke wurden aus jeder Probe
jeweils nach dem Erhitzen gesammelt. Die Teststücken wurden einem Hochtemperaturbiegekriechtest
auf Kriechbiegung unterzogen, um den Kriechtest schnell und einfach
durchzuführen.
Die Testtemperatur war 800°C,
und die größte Biegespannung
betrug 51 MPa. Zudem wurden andere Teststücke für den Ermüdungstest aus jeder Probe jeweils
nach dem Erhitzen gesammelt. Die Testproben für den Ermüdungstest, die eine parallele
Teillänge
von 10 mm und einen parallelen Teildurchmesser von 4 mm aufwiesen,
wurden einem Ermüdungstest
(Testtemperatur: 850°C)
unterzogen. Zudem wurden die Teststücke für den Zugtest aus jeder Probe
nach dem Erhitzen gesammelt. Die Teststücke für den Zugtest, die eine parallele
Teillänge
von 10 mm und einen parallelen Teildurchmesser von 4 mm aufwiesen,
wurden einem Zugtest zum Messen der Raumtemperaturerweiterung unterzogen.
-
Tabelle 1 zeigt Matrixzusammensetzungen
aus Titanlegierung, ein Verhältnis
von Titanboridteilchen in Titanlegierung, Bedingungen zum Erhitzen
der Titanlegierung in einem Temperaturbereich von nicht weniger als
der β-Übergangstemperatur, und eine
Abkühlrate
von 1150°C,
der Temperaturbereich von weniger als der β-Übergangstemperatur,
auf 800°C.
-
Gemäß Tabelle 1 betrug, wenn die
gesamte Titanlegierung mit Titanborid 100 Vol.-% betrug, betrug Titanborid
1 Vol.-%, und eine Matrix der Titanlegierung betrug 99 Vol.-%. Dann
enthielt, wenn die gesamte Matrix dieser Titanlegierung 100 Gew.-%
betrug, die Matrix 5,75 Gew.-% Aluminium (Al), 3,92 Gew.-% Zinn
(Sn) und 3,92 Gew.-% Zirkon (Zr), etc.
-
Bewertung
-
Tabelle 1 zeigt die Testergebnisse
bezüglich
der Kriechbiegung, Ermüdungsfestigkeit
(850°C),
Raumtemperaturdehnung. Wie aus Tabelle 1 verstanden werden kann,
war betreffend der erfindungsgemäßen Proben
die Kriechbiegung klein und der Kriechwiderstand war gut. Darüber hinaus überstieg
zufriedenstellender Weise bei den erfindungsgemäßen Proben die Ermüdungsfestigkeit
100 Mpa, die Raumtemperaturdehnung überstieg zufriedenstellender
Weise 1%, und der Stoßwiderstand
war gut.
-
-
Das heisst, bei den erfindungsgemäßen Proben
war die Ermüdungsfestigkeit
und die Dehnung genauso wie der Kriechwiderstand gut. Daher waren
die erfindungsgemäßen Proben
als Ventilmaterial, das in Motoren für Fahrzeuge etc. verwendet
wird, geeignet. Dieses Ventilmaterial kann Lufteinlassventilmaterial
und Abgasventilmaterial sein. Hierbei beabsichtigt die erfindungsgemäße Probe
Nr. 5, die Dehnung zu verbessern, während der Kriechwiderstand
sichergestellt wird.
-
Material A
-
Wie aus Tabelle 1 ersehen werden
kann, besaßen
Proben Nr. 6 bis 10 die gleiche Zusammensetzung, die aus Material
A gebildet wurde. Proben Nr. 6 bis Nr. 10 besaßen eine unterschiedliche Abkühlrate,
obwohl sie die gleiche Matrixzusammensetzung, Titanboridgehalt und
Erhitzungsbedingung besaßen – der Titanboridgehalt
betrug 5 Vol.-%, die Erhitzungstemperatur betrug 1150°C, welches
nicht weniger als die β-Übergangstemperatur
war.
-
Insbesondere bei Probe Nr. 6, die
das Vergleichsbeispiel darstellte, in der 5 Vol.-% Titanborid enthalten war,
die über
die β-Übergangstemperatur
erhitzt wurde, war die Abkühlrate
zu gering; daher war die Kriechbiegung so groß wie 20,0 mm, und der Kriechwiderstand
war verschlechtert. Ferner war bei der Probe Nr. 10, die das Vergleichsbeispiel
darstellte, das Titanborid mit 5 Vol.-enthalten, die Titanlegierung wurde über die β-Übergangstemperatur erhitzt,
die Abkühlrate
war zu schnell, da die Titanlegierung mit Wasser gekühlt wurde;
daher war die Kriechbiegung so groß wie 30,0 mm, und der Kriechwiderstand
wurde verschlechtert.
-
Jedoch war, wie aus Tabelle 1 verstanden
werden kann, bezüglich
der erfindungsgemäßen Probe
Nr. 7, Nr. 8 und Nr. 9 die Kriechbiegung klein, und der Kriechwiderstand
wurde verbessert. Ferner war bei Probe Nr. 7, die die vorliegende
Erfindung zeigte, die Ermüdungsfestigkeit
auch gut.
-
Material B
-
Wie aus Tabelle 1 entnommen werden
kann, besaßen
Proben Nr. 11 bis Nr. 17 die gleiche Zusammensetzung, die aus Material
B gebildet wurde. Proben Nr. 11 bis Nr. 17 besaßen eine unterschiedliche Abkühlrate, obwohl
sie den gleichen Titanboridgehalt und Erhitzungsbedingungen aufwiesen – ein Titanboridgehalt
betrug 5 Vol.-%, eine Erhitzungstemperatur war 1150°C, welches
nicht geringer als die β-Übergangstemperatur
ist.
-
Bei Probe Nr. 11, die das Vergleichsbeispiel
betraf, war Titanborid in 5 Vol.-% enthalten, die Titanlegierung
wurde über
die β-Übergangstemperatur
erhitzt, die Abkühlrate
war viel langsamer. So war, obwohl die Kriechbiegung mehr als 14,0
mm betrug, um gut zu sein, die Dehnung so klein wie 1,0%.
-
Ferner war bei Probe Nr. 17, die
das Vergleichsbeispiel betraf, Titanborid mit 5 Vol.-% enthalten,
die Titanlegierung wurde über
die β-Übergangstemperatur
erhitzt, und die Abkühlrate
war wegen der Wasserkühlung
viel schneller; daher betrug die Kriechbiegung mehr als 30,0 mm,
um groß zu
sein, und der Kriechwiderstand wurde verschlechtert.
-
Andererseits war bei Probe Nr. 12,
Nr. 13, Nr. 14, Nr. 15 und Nr. 16, die die vorliegende Erfindung
betrafen, die Kriechbiegung klein, der Kriechwiderstand war gut,
die Ermüdungsfestigkeit
war auch gut, und die Dehnung überstieg
zufriedenstellender Weise 1,0%, um gut zu sein.
-
Bezüglich Probe Nr. 18, die die
vorliegende Erfindung betraf, wurde die Titanlegierung in dem Temperatur
von nicht weniger als der β-Übergangstemperatur
durch Hochfrequenzinduktionserhitzen erhitzt. In diesem Fall war
der Kriechwiderstand gut, obwohl die Erhitzungszeit so kurz wie
2 min betrug. Zudem war die Erhitzungszeit in einer kurzen Zeit,
2 min, ausreichend, wegen der Hochfrequenzinduktionserhitzung, durch welche
schnell erhitzt werden kann. Daher kann die oxidierte Schicht auf
einer Oberfläche
der Titanlegierung reduziert werden, und die Kosten der maschinellen
Verarbeitung nach der Erhitzungsbehandlung können reduziert werden.
-
Andere Praxisbeispiele
-
Bei Probe Nr. 19, die das Vergleichsbeispiel
betraf, wurde eine Titanlegierung ohne Titanborid verwendet. Die
Titanlegierung wurde für
2 h bei 1050°C
erhitzt, d. h. in einem Temperaturbereich von α + β-Phase und weniger als der β-Übergangstemperatur.
Nach dem Erhitzen wurde die Titanlegierung von Nr. 19 mit Wasser abgeschreckt.
Als nächstes
wurde die Titanlegierung von Nr. 19 bei 650°C für 8 h zum Tempern erhitzt.
Danach wurde die Titanlegierung von Nr. 19 durch Luft gekühlt. Bei
Nr. 19, die das Vergleichsbeispiel betraf, war die Kriechbiegung
so groß wie über 30,0
mm und der Kriechwiderstand wurde verschlechtert, obwohl Ermüdungsfestigkeit
und Dehnung sichergestellt waren.
-
Bezüglich Nr. 20, die das Vergleichsbeispiel
betraf, wurde die Titanlegierung ohne Titanborid bei 1090°C für 30 min
erhitzt, d. h. diese wurde über
die β-Übergangstemperatur erhitzt.
Nach dem Erhitzen wurde die Titanlegierung von Nr. 20 mit Wasser
abgeschreckt. Als nächstes
wurde diese bei 590°C
für 8 h
zum Tempern erhitzt, und diese wurde durch Luft gekühlt. Bei
der Titanlegierung von Nr. 20, die das Vergleichsbeispiel betraf,
war, obwohl die Kriechbiegung 6,0 mm betrug, und der Kriechwiderstand
gut war, die Ermüdungsfestigkeit
nicht ausreichend.
-
Da Probe Nr. 21, die das Vergleichsbeispiel
betraf, durch ein eisenhaltiges Gussprodukt gebildet wurde, das
aus JIS-SUH35 hergestellt wurde, das als Ventilmaterial in der herkömmlichen
Technik verwendet wird, war dieses von der vorliegenden Erfindung
im Material verschieden. Bei Probe Nr. 21, das ein Vergleichsbeispiel
darstellte, betrug die Kriechbiegung 24,0 mm. Daher war die Titanlegierung
der vorliegenden Erfindung im Kriechwiderstand besser als Nr. 21
des Vergleichsbeispiels. Bezüglich
Nr. 22 des Vergleichsbeispiels, war Titanborid nicht eingeschlossen,
die Erhitzungstemperatur betrug 920°C, unter der β-Übergangstemperatur. Daher war
bei Nr. 22 die Kriechbiegung so groß wie über 30,0 mm, und der Kriechwiderstand
wurde verschlechtert, obwohl die Ermüdungsfestigkeit gut war.
-
Bei Probe Nr. 23 des Vergleichsbeispiels
wurde die Titanlegierung über
die β-Übergangstemperatur erhitzt,
und die Abkühlrate
war geeignet. Jedoch enthielt Probe Nr. 23 kein Titanborid. Bei
Probe Nr. 23 des Vergleichsbeispiels, war die Kriechbiegung 7,0
mm, um gut zu sein. Der Grund, warum der Kriechwiderstand gut wird, ist,
dass die Größe der β-Phase größer ist,
wenn die Titanlegierung über
die β-Übergangstemperatur erhitzt
wird. Jedoch betrug bei der Probe Nr. 23 die Ermüdungsfestigkeit 110 MPa, um
unzureichend zu sein, und die Dehnung war so klein wie 1,0%. Daher
war Probe Nr. 23 nicht als Ventilmaterial für Motoren geeignet. Der Grund
für die
unzureichende Ermüdungsfestigkeit
und Dehnung ist wahrscheinlich, dass Probe Nr. 23 kein Titanborid
aufwies.
-
Zeichnungen
-
1 zeigt
einen Zusammenhang zwischen einer Abkühlrate von 1150°C, das einer
Temperatur von nicht weniger als der β-Übergangstemperatur entspricht,
auf 800°C,
und eine Biegekriechbiegung (bei 800°C, für 100 h). Wie aus 1 entnommen werden kann,
wenn die Abkühlrate
weniger als 0,1°C/s
beträgt,
erhöhte sich
die Kriechbiegung, der Kriechwiderstand wurde verschlechtert. Auch
wurde, wenn die Abkühlrate über 30°C/s betrug,
die Kriechbiegung erhöht,
und der Kriechwiderstand wurde verschlechtert. Mit anderen Worten die
Abkühlrate
von 0,1 bis 30°C/s
gab einen minimalen Bereich der Kriechbiegung an, um einen guten
Kriechwiderstand zu erhalten. Wie aus den Testergebnissen von 1 entnommen werden kann,
war eine Abkühlrate
von 0,5 bis 10°C/s
bevorzugt.
-
Wie in 1 gezeigt,
war die Biegekriechbiegung der vorliegenden Erfindung kleiner als
diejenige von Probe Nr. 21 (JIS-SUH35) des Vergleichsbeispiels,
und diejenigen von Nr. 10 und Nr. 17, die wassergekühlten Proben
entsprachen.
-
Zudem zeigt 2 einen Zusammenhang zwischen einer Abkühlrate von
1150°C,
die einer Temperatur von nicht weniger als der β-Übergangstemperatur entspricht,
auf 800°C,
und eine Zugdehnung. Wie aus 2 verstanden
werden kann, war, wenn die Abkühlrate
weniger als 0,1°C/s
betrug, die Raumtemperaturdehnung unzureichend klein, und diese
ist im Stoßwiderstand
nicht genug. Jedoch wurde bei der Abkühlrate von 0,1 bis 30°C/s eine
gute Dehnung erhalten, was zu einem guten Stoßwiderstand führt; so
war die Titanlegierung der vorliegenden Erfindung als Ventilmaterial
für Motoren
geeigneter.
-
Anwendungsbeispiel
-
3 zeigt
eines von Vergleichsbeispielen. Die vorliegende Erfindung weist
ein Ventil 1 auf, das basierend auf der vorstehend erwähnten erfindungsgemäßen Probe
hergestellt wurde, und das Ventil 1 wird aus Titanlegierung
einschließlich
Titanboridteilchen gebildet. Das Ventil 1 wird für Motoren
verwendet. Das Ventil 1 besitzt einen Stammteil 10 und
einen Schirmteil 11, der mit einer Kante des Stammteils 10 verbunden
ist.
-
Die erfindungsgemäße Titanlegierung kann für wärmewiderstandsfähige Teile,
wie etwa Turbinenblätter,
neben dem vorstehend erwähnten
Ventil angewendet werden.
-
Ein Verfahren zum Herstellen einer
teilchenverstärkten
Titanlegierung beinhaltet die folgenden Schritte: Erhitzen einer
Titanlegierung, in welcher Keramikteilchen mit einer thermodynamisch
stabilen Eigenschaft dispergiert sind, in einem Temperaturbereich
von nicht weniger als der β-Übergangstemperatur;
und Abkühlen der
Titanlegierung, um durch die β-Übergangstemperatur
bei einer Abkühlrate
von 0,1 bis 30°C/s
geführt
zu werden. Das Verfahren kann ferner vor dem Erhitzungsschritt den
Schritt des Komprimierens der Titanlegierung in einem Zweiphasentemperaturbereich
von α + β davon oder
in einem Temperaturbereich von nicht weniger als der β-Übergangstemperatur beinhalten.