-
Hintergrund
der Erfindung
-
Die Erfindung betrifft eine photohärtbare Harzmasse,
ein Verfahren zur Herstellung eines geformten Gegenstands durch
Photohärtung
der Masse, eine Vakuumgießform
als geformten Gegenstand, ein Vakuumgießverfahren unter Verwendung
der oben genannten Form und ein neues Urethanacrylat, das als photohärtbare Komponente
der Masse geeignet ist. Genauer gesagt, betrifft sie eine photohärtbare Harzmasse
mit ausgezeichneter Dimensionsgenauigkeit und mit einem kleinen
Faktor der Volumenschrumpfung beim Photohärten. Sie kann Formkörper und
stereolithografierte Gegenstände
wie eine Vakuumgießform
mit ausgezeichneten Eigenschaften hinsichtlich der Biegsamkeit,
der elastischen Erholung und der mechanischen Eigenschaften liefern.
Die Erfindung betrifft auch ein Verfahren zur Herstellung eines
geformten Gegenstands durch Photohärtung der Masse, eine Vakuumgießform mit
ausgezeichneten Formtrenneigenschaften, die dazu imstande ist, Formkörper mit
ausgezeichneter Dimensionsgenauigkeit und mit hoher Produktivität zu liefern.
Die Erfindung betrifft schließlich
ein Vakuumgießverfahren
unter Verwendung der oben genannten Form sowie ein neues Urethanacrylat.
-
Im Allgemeinen werden flüssige photohärtbare Harzmassen
im weiten Umfang als Beschichtungsmaterialien, als Photoresist,
als dentale Materialien oder dergleichen eingesetzt. In den letzten
Jahren hat ein Verfahren zur optischen Verformung einer photohärtbaren
Harzmasse auf dreidimensionale Weise auf der Basis eines Dateninputs
in ein dreidimensionales CAD-System
besondere Aufmerksamkeit gefunden.
-
Was die optische stereolithographische
Technologie betrifft, so beschreibt die JP-A-56-144478 (die Bezeichnung "JP-A", wie hierin verwendet,
bedeutet eine "nichtgeprüfte veröffentlichte
japanische Patentanmeldung")
eine optische Stereolithographie zur Erzeugung eines stereolithographierten
Gegenstands, umfassend die Stufen der Zuführung einer erforderlichen
Menge von kontrollierter optischer Energie zu einem flüssigen photohärtbaren
Harz, um dieses zu einer dünnen
Schicht zu härten,
die weitere Zuführung
eines flüssigen
photohärtbaren
Harzes auf die Schicht, die Bestrahlung des Harzes mit Licht unter
Kontrolle, um dieses zu einer dünnen
Schicht zu härten,
die auf die oben genannte dünne
Schicht auflaminiert ist. Diese Verfahrensweise wird wiederholt,
um einen stereolithographierten Gegenstand herzustellen. Ein grundlegendes,
für die
Praxis geeignetes Verfahren hierfür wird weiterhin in der JP-A-60-247515
vorgeschlagen. Danach sind verschiedene optische stereolithographische
Technologien in JP-A-62-35966, JP-A 1-204915, JP-A 2-113925, JP-A
2-145616, JP-A 2-153722, JP-A 3-15520, JP-A 3-21432 und JP-A 3-41126
beschrieben worden.
-
Ein typisches Verfahren zur optischen
Herstellung eines stereolithographierten Gegenstands umfasst die
Stufen der selektiven Bestrahlung einer Oberfläche einer flüssigen photohärtbaren
Harzmasse in einem Behälter
mit Licht eines Ultraviolettlasers, kontrolliert von einem Computer,
um diese zu einer vorbestimmten Dicke zu härten, so dass ein gewünschtes
Muster bzw. eine gewünschte
Schablone erhalten wird, der Zuführung
einer Schicht der flüssigen
photohärtbaren
Harzmasse auf die gehärtete
Schicht, ihre Bestrahlung mit Licht eines Ultraviolettlasers in ähnlicher
Weise, um sie zu härten
und eine kontinuierliche integrale gehärtete Schicht zu bilden, und
der Wiederholung dieser Laminierungsverfahrensweise, bis ein stereolithographierter Gegenstand
mit der gewünschten
Endgestalt erhalten worden ist. Dieses typische Verfahren wird üblicherweise
und im weiten Umfang angewendet. Da es dieses Verfahren möglich macht,
den angestrebten stereolithographischen Gegenstand mit sehr komplexer
Gestalt leicht und innerhalb einer relativ kurzen Zeitspanne herzustellen,
hat dieses Verfahren in den letzten Verfahren viel Aufmerksamkeit
gefunden.
-
Als photohärtbare Harzmassen, die als
Beschichtungsmaterialien, als Photoresist, als Materialen für dentale
Zwecke oder dergleichen verwendet werden, werden im weiten Umfang
härtbare
Harze wie ungesättigte
Polyester, Epoxy(meth)acrylate, Urethan(meth)acrylate oder (Meth)acrylsäureestermonomere
verwendet, zu denen ein Photopolymerisationsinitiator zugegeben
wird.
-
Die bei der optischen Stereolithographie
verwendeten photohärtbaren
Harzmassen schließen
solche ein, die mindestens eine photopolymerisierbare Verbindung
wie ein photopolymerisierbares, modifiziertes Urethan, eine Verbindung
auf der Basis von (Meth)acrylat, eine Verbindung auf der Basis eines
Oligoesteracrylats, eine Verbindung auf der Basis eines Epoxyacrylats,
eine Verbindung auf Epoxybasis, eine Verbindung auf Polyimidbasis,
eine Verbindung auf Aminoalkydbasis, Verbindungen auf Vinyletherbasis
und dergleichen als Hauptkomponente(n) sowie ein Photopolymerisationsinitiator
umfassen. In den letzten Jahren sind in den JP-A 1-204915, JP-A
1-213304, JP-A 2-28261, JP-A 2-75617, JP-A 2-145616, JP-A 3-104626,
JP-A 3-114732 und JP-A
3-1147324 verschiedene Techniken für die Verbesserung dieser Substanzen
beschrieben worden.
-
Vom Standpunkt der Handhabungseigenschaften,
der Verformungsgeschwindigkeit, der Formgenauigkeit und dergleichen
ist es erforderlich, dass die bei der optischen Stereolithographie
verwendeten photohärtbaren
Harzmassen Flüssigkeiten
sind, die eine niedrige Viskosität
haben, die eine kleine Volumenschrumpfung haben, wenn sie gehärtet werden,
und die einen stereolithographierten Gegenstand liefern können, der ausgezeichnete
mechanische Eigenschaften bei der Photohärtung hat. In den letzten Jahren
werden wegen des steigenden Bedarfs und der zunehmenden Anwendungsmöglichkeiten
von optischen stereolithographierten Gegenständen bei bestimmten Anwendungszwecken
stereolithographierte Gegenstände
gewünscht,
die hohe Dehnungs-, Biegsamkeits- und elastische Erholungseigenschaften
zusätzlich
zu den oben genannten Eigenschaften haben. So ist es beispielsweise
erforderlich, dass stereolithographierte Gegenstände, die für solche Anwendungszwecke wie
Dämpfmaterialien,
Vakuumformen und dergleichen verwendet werden, eine hohe Biegsamkeit,
eine hohe Dehnung und hohe elastische Erholungseigenschaften haben.
-
Als Verfahren zur Herstellung eines
optischen stereolithographierten Gegenstands, der Biegsamkeit hat,
ist schon ein Verfahren bekannt, das die Stufen der Einarbeitung
eines thermisch kohärenten
polymeren Materials, umfassend pulverförmiges Vinylchloridharz, und
eines Weichmachers in ein photohärtbares
Harz, die Härtung
des photohärtbaren
Harzes zum Erhalten eines optischen stereolithographierten Gegenstands und
die thermische Verklebung des so erhaltenen stereolithographierten
Gegenstands umfasst (vergleiche die oben genannten JP-A 3-104626).
Dieses Verfahren ist jedoch dahingehend mit Nachteilen behaftet,
dass, weil ein thermisch kohärentes
Polymeres in dem photohärtbaren
Harz enthalten ist, die Viskosität
der Harzmasse hoch wird, so dass die Handhabungseigen schaften und
die Genauigkeit der Verformung verschlechtert werden. Dazu kommt
noch, dass, weil ein Weichmacher verwendet wird, die Harzmasse schlechtere
mechanische Eigenschaften, wie beispielsweise hinsichtlich der Reißfestigkeit,
hat und dass sie mit solchen Problemen wie der Wanderung oder dem
Aussickern des Weichmachers zu der bzw. auf die Oberfläche des
resultierenden stereolithographierten Gegenstands behaftet ist.
Daher werden durch dieses Verfahren keine zufriedenstellenden Ergebnisse
erhalten.
-
Zwischenzeitlich ist eine Harzmasse
auf Urethanacrylatbasis, in der Caprolactoneinheiten zwischen Urethangruppen
gebunden sind, bekannt geworden, bei der die Zugdehnung verbessert
worden ist (vergleiche JP-A 61-185522). Ein daraus hergestelltes
gehärtetes
Produkt hat zwar eine etwas verbesserte Zugdehnung, ist jedoch hinsichtlich
der Biegsamkeit noch immer nicht zufriedenstellend.
-
Ein Verfahren zur Herstellung eines
Formkörpers
durch Einbringen einer Form in eine Vakuumatmosphäre (Atmosphäre eines
verminderten Drucks), Einspritzen eines härtbaren Harzes, wie eines Polyurethans, in
die Form und Härtung
des Harzes ist als Vakuumgießverfahren
vor der Einreichung der vorliegenden Anmeldung bekannt geworden.
Im Falle des Vakuumgießverfahrens
kann ein Formkörper
mit hoher Dimensionsgenauigkeit und ohne Luftbläschen leicht erhalten werden,
weil die Harzkomponente in jede Ecke der Form schnell eingespritzt
wird und das Harz keine Luftbläschen
enthält,
wenn die Harzkomponente in die Form unter Vakuum eingespritzt wird.
-
Weiterhin ist, weil das Vakuumgießverfahren
im Gegensatz zu dem Spritzgussverfahren keine hohen Klemmkräfte erfordert,
es nicht erforderlich, dass die Festigkeit der Form so hoch ist.
-
Daher ist eine Vakuumgießform, hergestellt
aus einem Silikonkautschuk, mit ausgezeichneten Eigenschaften, wie
beispielsweise hinsichtlich der Biegsamkeit, der Elastizität und der
Formtrenneigenschaften, die es weiterhin gestattet, den Formkörper daraus
leicht zu entfernen, im weiten Umfang als Vakuumgießverfahren angewendet
worden.
-
In diesem Falle erfolgt die Herstellung
der Vakuumgießform,
hergestellt aus Silikonkautschuk, nach den folgenden Stufen und
auch das Vakuumgießverfahren
unter Verwendung dieser Form wird durch die folgenden Stufen durchgeführt.
- (1) Ein Mastermodell wird mechanisch und manuell
unter Verwendung eines Harzes oder dergleichen hergestellt.
- (2) Das in der obigen Stufe hergestellte Mastermodell wird von
einer Umhüllungsplatte,
hergestellt aus einem Acrylharz oder dergleichen, umrundet und ein
Trennmittel wird auf die Mastermodells und die innere Oberfläche des
Oberfläche
der Umhüllungsplatte
aufgebracht.
- (3) Ein härtbarer
Silikonkautschuk, der, wenn erforderlich, im Voraus im Vakuum entschäumt worden
ist, wird in den Raum eingespritzt, der von dem Mastermodell und
der Umhüllungsplatte
gebildet wird, und durch Stehenlassen, zum Beispiel bei 50°C 13 Stunden
lang, gehärtet.
- (4) Der gehärtete
Silikonkautschuk wird durch Schneiden mit einem Operationsmesser,
wenn erforderlich, geöffnet,
und von dem Mastermodell abgetrennt, um eine aus Silikonkautschuk
hergestellte Vakuumgießform
zu erhalten.
- (5) Die in der obigen Stufe (4) erhaltene, aus Silikonkautschuk
hergestellte Vakuumgießform
wird in ein Vakuumgefäß eingesetzt
und ein flüssiges
polymeres Material wie ein Polyurethan, das im Voraus im Vakuum entschäumt worden
ist, wird, wie erforderlich, in die Form eingespritzt und gehärtet oder
verfestigt.
- (6) Der Vakuumgießvorgang
der obigen Stufe (5) wird, wie erforderlich, wiederholt, um eine
Vielzahl von Vakuumgussformkörpern
herzustellen.
-
Aus der obigen Beschreibung wird
ersichtlich, dass im Fall des obigen Verfahrens nach dem Stand der Technik,
bei dem eine aus einem Silikonkautschuk hergestellte Vakuumgießform verwendet
wird, eine Reihe von komplizierten Herstellungsstufen erforderlich
ist, die erhebliche Zeit und Arbeit erfordern, wie die oben genannten
Stufen (1) bis (4) zur Herstellung eines Mastermodells und zur Herstellung
einer aus einem Silikonkautschuk hergestellten Vakuumgießform unter
Verwendung des Mastermodells, um eine Vakuumgießform herzustellen, die aus
einem Silikonkautschuk gebildet worden ist. Dazu kommt noch, dass
aufgrund der Verwendung eines Mastermodells die Neigung besteht,
dass Dimensionsverzerrungen während
der Herstellung des Mastermodells und während der Produktion (Übertragung)
der Silikonkautschukform von dem Mastermodell auftreten und dass
es schwierig ist, eine aus Silikonkautschuk hergestellte Vakuumgießform mit
ausgezeichneter Dimensionsgenauigkeit zu erhalten.
-
Es ist auch schon ein Verfahren vorgeschlagen
worden, bei dem ein durch Ultraviolettlicht härtbares Harz in eine transparente
Silikonkautschukform, gebildet aus einem optisch durchlässigen Silikonkautschuk, eingespritzt
wird, das bei Raum temperatur härtbar
ist und unter Bestrahlung mit Ultraviolettlicht gehärtet wird, um
einen Formkörper
herzustellen (JP-A-3-114711). Dieses Verfahren benötigt jedoch
eine Reihe von komplizierten Produktionsstufen, die viel Zeit und
einen erheblichen Arbeitsaufwand in ähnlicher Weise wie die oben beschriebenen
Stufen (1) bis (4) erfordern, weil die transparente Silikonkautschukform
unter Verwendung eines Mastermodells hergestellt werden muss. Dazu
kommt noch, dass die Neigung dahingehend besteht, dass eine Dimensionsverwerfung
während
der Produktion des Mastermodells und während der Produktion (der Übertragung)
der transparenten Silikonkautschukform von dem Mastermodell auftritt
und dass es schwierig ist, eine transparente Silikonkautschukform
zu erhalten, die eine ausgezeichnete Dimensionsgenauigkeit hat.
-
Zusammenfassung
der Erfindung
-
Es ist daher Aufgabe der vorliegenden
Erfindung, eine neue photohärtbare
Harzmasse zur Verfügung zu
stellen.
-
Es ist eine weitere Aufgabe der vorliegenden
Erfindung, eine photohärtbare
Harzmasse zur Verfügung zu
stellen, die eine Flüssigkeit
mit niedriger Viskosität
ist, die ausgezeichnete Handhabungseigenschaften hat, die innerhalb
einer kurzen Zeitspanne gehärtet
werden kann und die Formkörper,
stereolithographierte Gegenstände
und andere gehärtete
Produkte liefern kann, die eine ausgezeichnete Dimensionsgenauigkeit
mit einem kleinen Faktor der Volumenschrumpfung haben und die weiterhin
ausgezeichnete Eigenschaften hinsichtlich der Biegsamkeit der elastischen
Erholung und der mechanischen Eigenschaften wie der Zugfestigkeit
und der Zugdehnung haben, wenn sie photogehärtet worden sind.
-
Es ist ein eine weitere Aufgabe der
vorliegenden Erfindung, ein Verfahren zur Herstellung eines stereolithographierten
Gegenstands durch Photohärtung
der oben genannten härtbaren
Harzmasse gemäß der vorliegenden
Erfindung durch eine optische Stereolithographie zur Verfügung zu
stellen.
-
Es ist eine weitere Aufgabe der vorliegenden
Erfindung, eine Vakuumgießform
zur Verfügung
zu stellen, die durch einen einfachen Vorgang mit hoher Dimensionsgenauigkeit
ohne Verwendung eines Mastermodells hergestellt werden kann.
-
Es ist eine weitere Aufgabe der vorliegenden
Erfindung, eine Vakuumgießform
zur Verfügung
zu stellen, die ausgezeichnete Eigenschaften hinsichtlich der Biegsamkeit,
der Dehnung und der elastischen Erholungseigenschaften hat und die
transparent bzw. durchlässig
ist und die den Durchgang von Ultraviolettlicht gestattet, wenn
es die Gelegenheit erfordert, und aus der schließlich der Formkörper leicht
nach dem Vakuumgießen
herausgenommen werden kann.
-
Es ist eine weitere Aufgabe der vorliegenden
Erfindung, ein Vakuumgießverfahren
zur Verfügung
zu stellen, bei dem die oben genannte Vakuumgießform gemäß der vorliegenden Erfindung
verwendet wird.
-
Es ist eine weitere Aufgabe der vorliegenden
Erfindung, ein neues Urethanacrylat zur Verfügung zu stellen, das in der
oben genannten photohärtbaren
Harzmasse gemäß der vorliegenden
Erfindung als photohärtbare
Komponente verwendet werden kann.
-
Weitere Aufgabe und Vorteile der
vorliegenden Erfindung werden aus der folgenden Beschreibung ersichtlich.
-
Gemäß der vorliegenden Erfindung
können
die obigen Aufgaben und Vorteile der vorliegenden Erfindung zuerst
durch eine photohärtbare
Harzmasse erzielt werden, die folgendes umfasst:
- (A)
mindestens ein Urethanacrylat, ausgewählt aus der Gruppe bestehend
aus (a) einem ersten Urethanacrylat, angegeben durch die Formel
(1): worin
R1 für
ein Wasserstoffatom oder eine Methylgruppe steht, A1 für eine zweiwertige
oder dreiwertige substituierte oder unsubstituierte Kohlenwasserstoffgruppe
steht, a den Wert 1 oder 2 hat, b eine ganze Zahl von 3 bis 6 ist,
c eine ganze Zahl von 3 bis 14 ist und d den Wert 2 oder 3 hat,
mit der Maßgabe,
dass mindestens eine Gruppe R1 eine Methylgruppe
ist, wenn a den Wert 2 hat,
(b) einem zweiten Urethanacrylat,
angegeben durch die folgende Formel (2): worin
R2 und R3 unabhängig voneinander
für ein
Wasserstoffatom oder eine Methylgruppe stehen, A2 für eine zweiwertige
oder dreiwertige substituierte oder unsubstituierte Kohlen wasserstoffgruppe
steht, e den Wert 1 oder 2 hat, f eine ganze Zahl von 4 bis 20 ist
und g den Wert 2 oder 3 hat, mit der Maßgabe, dass mindestens eine
Gruppe R2 eine Methylgruppe ist, wenn e
den Wert 2 hat,
und (c) einem dritten Urethanacrylat, angegeben
durch die folgende Formel (3): worin
R4 und R5 jeweils
unabhängig
voneinander für
ein Wasserstoffatom oder eine Methylgruppe stehen, A3 für eine zweiwertige
substituierte oder unsubstituierte Kohlenwasserstoffgruppe steht,
h eine ganze Zahl von 4 bis 20 ist und j den Wert 2 hat,
- (B) eine radikalisch polymerisierbare Verbindung, die sich von
dem obigen Urethanacrylat (A) unterscheidet, und
- (C) einen Photopolymerisationsinitiator, wobei das Gewichtsverhältnis des
Urethanacrylats (A) zu der radikalisch polymerisierbaren Verbindung
80/20 bis 10/90 beträgt.
-
Kurze Beschreibung
der Zeichnungen
-
Die 1 ist
eine schematische Querschnittsansicht einer Vakuumgussform, hergestellt
durch ein optisches Formverfahren gemäß einem Beispiel der vorliegenden
Erfindung;
-
die 2 ist
eine schematische Draufsicht, gesehen von der Oberfläche des
Formkörpers
einer Kernform der Form von 1;
und
-
die 3 ist
eine schematische Draufsicht, gesehen von einer Oberfläche des
Formkörpers
einer Hohlraumform der Form von 1.
-
Detaillierte
Beschreibung der Ausführungsformen
-
Das Urethanacrylat (A), das gemäß der vorliegenden
Erfindung verwendet wird, wird aus einem ersten Urethanacrylat,
das durch die obige Formel (1) angegeben wird, einem zweiten Polyurethanacrylat,
das durch die Formel (2) angegeben wird, und einem dritten Urethanacrylat,
das durch die Formel (3) angegeben wird, ausgewählt.
-
In der Formel (1), die das erste
Urethanacrylat angibt, steht R1 für ein Wasserstoffatom
oder eine Methylgruppe und a hat den Wert 1 oder 2. Wenn a den Wert
2 hat, dann muss mindestens eine der Gruppen R1 in
den zwei Gruppen CH2=C(R1)-COO-CH2-
eine Methylgruppe sein. Wenn a den Wert 2 in der Formel (1) hat und
wenn beide Gruppen R1 in den zwei Gruppen
CH2= C(R1)-COO-CH2- jeweils ein Wasserstoffatom sind, dann
wird ein Glycerindiacrylat im Verlauf der Synthese gebildet, das
extrem toxisch, karzinogen und hautreizend ist. Daher kann eine
derartige Verbindung in der Praxis nicht verwendet werden.
-
In der Formel (1) bedeutet b eine
ganze Zahl von 3 bis 6. Im Hinblick auf die Stabilität und die
Leichtigkeit der Herstellung des ersten Urethanacrylats hat b vorzugsweise
den Wert 5.
-
In der Formel (1) muss c eine ganze
Zahl von 3 bis 14, vorzugsweise 3 bis 10, mehr bevorzugt 3 bis 6
sein. Wenn c einen höheren
Wert als 15 hat, dann ist der Schmelzpunkt des Urethanacrylats hoch,
wodurch es schwierig wird, eine photohärtbare Harzmasse zu erhalten,
die eine ausgezeichnete Fließfähigkeit
bei Raumtemperatur selbst dann hat, wenn eine radikalisch polymerisierbare
Verbindung mit niedrigem Molekulargewicht als radikalisch polymerisierbare
Verbindung (nachstehend als "radikalisch
polymerisierbare Verbindung (B)" bezeichnet)
verwendet wird, hat. Weiterhin werden die Zugdehnung und die Biegsamkeit
eines gehärteten
Produkts, erhalten durch Photohärtung
der photohärtbaren
Harzmasse, verschlechtert, wodurch der angestrebte stereolithographierte
Gegenstand oder Formkörper
mit ausgezeichneter Biegsamkeit und ausgezeichneten elastischen
Erholungseigenschaften nicht erhalten werden kann. Wenn c einen
kleineren Wert als 3 hat, dann verschlechtern sich gleichfalls die
Zugdehnung und die Biegsamkeit des durch Photohärtung erhaltenen Produkts,
so dass ein der angestrebte stereolithographierte Gegenstand oder
Formkörper
mit ausgezeichneter Biegsamkeit und ausgezeichneten elastischen
Erholungseigenschaften nicht erhalten werden kann.
-
In der Formel (1) muss d den Wert
2 oder 3 haben. Wenn ein erstes Urethanacrylat der Formel (1), bei dem
d den Wert 2 hat, verwendet wird, dann neigen die Biegsamkeit und
die Zugdehnung eines photogehärteten
Produkts wie eines stereolithographierten Gegenstands oder eines
Formkörpers,
erhalten aus der photohärtbaren
Harzmasse gemäß der vorliegenden
Erfindung, dazu, im Vergleich zu der Verwendung eines ersten Urethanacrylats
der Formel (1), bei dem d den Wert 3 hat, hoch zu sein. Jedoch kann
in jedem Fall ein stereolithographierter Gegenstand oder ein Formkörper mit
hoher Zugdehnung und ausgezeichneter Biegsamkeit erhalten werden.
-
In der Formel (1) ist die Gruppe
A1 eine zweiwertige oder dreiwertige substituierte
oder unsubstituierte Kohlenwasserstoffgruppe, vorzugsweise eine
substituierte oder unsubstituierte aliphatische, aromatische und/oder
alicyclische zweiwertige oder dreiwertige Kohlenwasserstoffgruppe
mit 6 bis 20 Kohlenwasserstoffatomen. Das erste Urethanacrylat kann
vorzugsweise unter Verwendung einer Diisocyanatverbindung oder einer
Triisocyanatverbindung, die durch die allgemeine Formel A1-(NCO)d angegeben wird (A1 und
d haben die gleichen Definitionen wie oben), hergestellt werden,
wie es nachstehend beschrieben werden wird. Im Hinblick darauf ist
die Gruppe A1 vorzugsweise eine zweiwertige
oder dreiwertige Restgruppe, die zurückbleibt, nachdem die Isocyanatgruppe
von einer Diisocyanatverbindung oder einer Triisocyanatverbindung,
die zur Herstellung des ersten Urethanacrylats verwendet worden
ist, entfernt ist. Genauer gesagt, schließen bevorzugte Beispiele für die Gruppe
A1 in der Formel (1) Isophoron, Tolylen,
4,4'-Diphenylmethan,
Naphthylen, Xylylen, Phenylen, 3,3'-Dichlor-4,4'-phenylmethan, Tolylen, Hexamethylen,
4,4'-Dicyclohexylmethan,
hydriertes Xylylen, Triphenylenmethan, Tetramethylxylen und dergleichen
ein.
-
Das Verfahren zur Herstellung des
ersten Urethanacrylats ist auf kein bestimmtes beschränkt. Ungeachtet
ihres Herstellungsverfahrens liegen die Verbindung, die durch die
obige Formel (1) angegeben wird, und die diese Verbindung enthaltende
photohärtbare
Harzmasse im Rahmen der vorliegenden Erfindung. Das erste Urethanacrylat
kann vorzugsweise nach dem folgenden Verfahren hergestellt werden.
-
(Typisches Verfahren zur
Herstellung des ersten Urethanacrylats)
-
Das Verfahren zur Herstellung des
ersten Urethanacrylats umfasst folgende Stufen:
- (1)
die Umsetzung eines Lactons der folgenden Formel (ii): wobei b die gleiche Bedeutung
wie oben definiert hat, mit einem Mol eines Mono(meth)acrylsäureesters
von Ethylenglykol oder eines Di(meth)acrylsäureesters von Glycerin, angegeben
durch die folgende Formel (i): wobei R1 und
a wie oben definiert sind, zur Herstellung einer Additionsverbindung
des Lactons, die durch die folgende Formel (iii) angegeben wird: worin
R1, a, b und c wie oben definiert sind,
und dann
- (2) die Umsetzung der Additionsverbindung des Lactons, die durch
die obige Formel (iii) angegeben wird und die in der obigen Stufe
(1) erhalten worden ist, mit einer Diisocyanatverbindung oder einer
Triisocyanatverbindung, die durch die obige allgemeine Formel A1-(NCO)d angegeben wird, um das erste Urethanacrylat
herzustellen.
-
Bei der obigen Reaktion (1) wird
der Mono(meth)acrylsäureester
von Ethylenglykol oder der Di(meth)acrylsäureester von Glycerin vorzugsweise
mit dem Lacton im Allgemeinen bei 100 bis 140°C und in Gegenwart eines kationischen
Katalysators, eines anionischen Katalysators oder eines organischen
Zinnkatalysators (wie Dibutylzinn oder dergleichen) wie erforderlich
umgesetzt, wodurch die Lactonadditionsverbindung, die durch die
obige Formel (iii) angegeben wird, glatt erhalten werden kann.
-
Bei der obigen Reaktion (2) der Umsetzung
der Lactonadditionsverbindung der obigen Formel (iii) mit der oben
genannten Diisocyanatverbindung oder Triisocyanatverbindung kann,
wenn beide Substanzen bei 40 bis 90°C und in Gegenwart eines herkömmlicherweise
bekannten Katalysators für
die Herstellung von Urethanen, wie eines organischen Zinnkatalysators,
eines tertiären
Aminkatalysators oder dergleichen, umgesetzt werden, das angestrebte
erste Urethanacrylat glatt erhalten werden kann.
-
Die Diisocyanatverbindung und die
Triisocyanatverbindung, die durch die Formel A1-(NCO)d
angegeben werden und die bei der obigen Reaktion (2) eingesetzt
werden, sind nicht auf bestimmte Arten beschränkt und alle beliebigen Diisocyanatverbindungen
und Triisocyanatverbindungen, die Urethane liefern können, sind akzeptierbar.
-
Von diesen werden Isophorondiisocyanat,
Tolylendiisocyanat, 4,4'-Diphenylmethandiisocyanat,
Naphthylendiisocyanat, Xylylendiisocyanat, Phenylendiisocyanat,
3,3'-Dichlor-4,4'-phe nylmethandiisocyanat,
Tolylendiisocyanat, Hexamethylendiisocyanat, 4,4'-Dicyclohexylmethandiisocyanat, hydriertes
Xylylendiisocyanat, Triphenylmethantriisocyanat, Tetramethylxylendiisocyanat,
hydriertes 4,4'-Diphenylmethandiisocyanat
und dergleichen bevorzugt. Diese Isocyanatverbindungen können entweder
allein oder in Kombination von zwei oder mehreren eingesetzt werden.
Von den oben genannten Diisocyanatverbindungen werden Isophorondiisocyanat,
hydriertes Xylylendiisocyanat und hydriertes 4,4'-Diphenylmethandiisocyanat besonders
bevorzugt. In diesem Fall kann ein photogehärtetes Produkt mit ausgezeichneter
Biegsamkeit und hoher Zugdehnung aus den erfindungsgemäßen photohärtbaren
Harzmassen, die das erste Urethanacrylat enthalten, erhalten werden.
-
In der Formel (2), die das zweite
Urethanacrylat angibt, sind R2 und R3 jeweils unabhängig voneinander ein Wasserstoffatom
oder eine Methylgruppe. e hat den Wert 1 oder 2. Wenn e den Wert
2 hat, dann muss mindestens eine der Gruppen R2 in
den zwei Gruppen CH2=C(R2)-COO-CH2- eine Methylgruppe sein. Wenn e den Wert
2 in der Formel (2) hat und beide Gruppen R2 in
den zwei Gruppen CH2=C(R2)-COO-CH2- Wasserstoffatome sind, dann ist das im
Verlauf der Synthese gebildete Glycerindiacrylat extrem toxisch,
karzinogen und hautreizend. Daher kann eine derartige Verbindung
in der Praxis nicht eingesetzt werden.
-
In der Formel (2) muss f eine ganze
Zahl von 4 bis 20, vorzugsweise 5 bis 14, mehr bevorzugt 6 bis 10
sein. Wenn f einen größeren Wert
als 20 hat, dann wird der Schmelzpunkt des Urethanacrylats hoch,
wodurch es erschwert wird, eine photohärtbare Harzmasse mit ausgezeichneter
Fließfähigkeit
bei Raumtemperatur selbst dann zu erhalten, wenn eine radikalisch
polymerisierbare Verbindung mit niedrigem Molekulargewicht als radikalisch
polymerisierbare Verbindung B verwendet wird. Weiterhin verschlechtern
sich die Zugdehnung und die Biegsamkeit eines Produkts, erhalten
durch Photohärtung
der photohärtbaren
Harzmasse, wodurch kein angestrebter stereolithographierter Gegenstand
oder Formkörper
mit ausgezeichneten Biegsamkeits- und elastischen Erholungseigenschaften
erhalten werden kann. Wenn f einen kleineren Wert als 4 hat, dann
verschlechtern sich gleichfalls die Zugdehnung und die Biegsamkeit
des gehärteten
Produkts, das durch Photohärtung
erhalten wird, wodurch kein angestrebter stereolithographierter
Gegenstand oder Formkörper mit
ausgezeichneten Biegsamkeits- und
elastischen Erholungseigenschaften erhalten werden kann.
-
Weiterhin muss in der Formel (2)
g den Wert 2 oder 3 haben. Wenn ein zweites Urethanacrylat der Formel
(2), bei dem g den Wert 2 hat, verwendet wird, dann neigen die Biegsamkeit
und die Zugdehnung eines photogehärteten Produkts, wie eines
stereolithographierten Gegenstands oder eines Formkörpers, erhalten aus
der erfindungsgemäßen photohärtbaren
Harzmasse, dazu, im Vergleich zu der Verwendung eines zweiten Urethanacrylats
der Formel (2), bei dem g den Wert 3 hat, hoch zu sein. Jedoch kann
in jedem Fall ein stereolithographierter Gegenstand oder ein Formkörper erhalten
werden, der eine hohe Zugdehnung und eine ausgezeichnete Biegsamkeit
besitzt.
-
In der Formel (2) ist die Gruppe
A2 eine zweiwertige oder dreiwertige substituierte
oder unsubstituierte Kohlenwasserstoffgruppe, vorzugsweise eine
substituierte oder unsubstituierte aliphatische, aromatische und/oder
alicyclische zweiwertige oder dreiwertige Kohlenwasserstoffgruppe
mit 6 bis 20 Kohlenwasserstoffatomen.
-
Das zweite Urethanacrylat kann vorzugsweise
unter Verwendung einer Diisocyanatverbindung oder einer Triisocyanatverbindung,
die durch die allgemeine Formel A2-(NCO)g
angegeben wird (A2 und g haben die gleichen
Definitionen wie oben), hergestellt werden, wie es nachstehend beschrieben
werden wird. Im Hinblick darauf ist die Gruppe A2 vorzugsweise
eine zweiwertige oder dreiwertige Restgruppe, die zurückbleibt, nachdem
die Isocyanatgruppe aus einer Diisocyanatverbindung oder einer Triisocyanatverbindung,
die zur Herstellung des zweiten Urethanacrylats verwendet worden
ist, entfernt ist. Genauer gesagt, schließen bevorzugte Beispiele für die Gruppe
A2 in dem zweiten Urethanacrylat Isophoron,
Tolylen, 4,4'-Diphenylmethan, Naphthylen,
Xylylen, Phenylen, 3,3'-Dichlor-4,4'-phenylmethan, Tolylen,
Hexamethylen, 4,4'-Dicyclohexylmethan,
hydriertes Xylylen, Triphenylenmethan, Tetramethylxylen und dergleichen
ein.
-
Das Verfahren zur Herstellung des
zweiten Urethanacrylats ist auf kein bestimmtes beschränkt. Ungeachtet
ihres Herstellungsverfahrens liegen die Verbindung, die durch die
obige Formel (2) angegeben wird, und die diese Verbindung enthaltende
photohärtbare
Harzmasse im Rahmen der vorliegenden Erfindung. Das zweite Urethanacrylat
kann vorzugsweise nach dem folgenden Verfahren hergestellt werden.
-
(Typisches Verfahren zur
Herstellung des zweiten Urethanacrylats)
-
Das Verfahren zur Herstellung des
zweiten Urethanacrylats umfasst folgende Stufen:
- (1)
die Umsetzung von mindestens einem von Propylenoxid (R3=CH3 in der obigen Formel (v)) und Ethylenoxid
(R3=H in der obigen Formel (v)) der folgenden
Formel (v): wobei R3 wie
oben definiert ist, mit einem Mol eines Mono(meth)acrylsäureesters
von Ethylenglykol oder eines Di(meth)acrylsäureesters von Glycerin, angegeben
durch die folgende Formel (iv): worin R2 und
e wie oben definiert sind, zur Herstellung einer Additionsverbindung
von Propylenoxid und/oder Ethylenoxid, angegeben durch die folgende
Formel (vi): worin
R2, R3, e und f
wie oben definiert sind, und dann
- (2) die Umsetzung der Additionsverbindung von Propylenoxid und/oder
Ethylenoxid, angegeben durch die obige Formel (vi), die in der obigen
Stufe (1) erhalten worden ist, mit einer Diisocyanatverbindung oder
einer Triisocyanatverbindung, angegeben durch die oben beschriebene
allgemeine Formel A2-(NCO)g, um das zweite Urethanacrylat
herzustellen.
-
Bei der obigen Reaktion (1) wird
der Mono(meth)acrylsäureester
von Ethylenglykol oder der Di(meth)acrylsäureester von Glycerin vorzugsweise
mit dem Propylenoxid und/oder dem Ethy lenoxid in Gegenwart eines
Katalysators umgesetzt, wodurch leicht die Additionsverbindung von
Propylenoxid und/oder Ethylenoxid, die durch die obige Formel (vi)
angegeben wird, erhalten werden kann. Da die Additionsverbindung
von Propylenoxid und/oder Ethylenoxid, die durch die Formel (vi)
angegeben wird, bereits bekannt ist, kann eine bekannte Verbindung
als solche zum Einsatz kommen.
-
Bei der obigen Reaktion (2) der Umsetzung
der Additionsverbindung von Propylenoxid und/oder Ethylenoxid, die
durch die obige Formel (vi) angegeben wird, mit der oben genannten
Diisocyanatverbindung oder Triisocyanatverbindung, die durch die
allgemeine Formel A2-(NCO)g angegeben wird,
kann, wenn beide Substanzen sich miteinander bei 40 bis 90°C und in
Gegenwart eines herkömmlicherweise
bekannten Katalysators wie eines organischen Zinnkatalysators, eines
tertiären
Aminkatalysators oder dergleichen umsetzen gelassen werden, das
angestrebte zweite Urethanacrylat glatt erhalten werden.
-
Die Diisocyanatverbindung und die
Triisocyanatverbindung, die durch die allgemeine Formel A2-(NCO)g angegeben werden und die mit der
Additionsverbindung, die durch die Formel (vi), angegeben wird, bei
der obigen Reaktion (2) umgesetzt werden sollen, sind nicht auf
bestimmte Arten beschränkt
und alle beliebigen Diisocyanatverbindungen und Triisocyanatverbindungen,
die Urethane liefern können,
sind akzeptierbar. Von diesen werden Isophorondiisocyanat, Tolylendiisocyanat,
4,4'-Diphenylmethandiisocyanat,
Naphthylendiisocyanat, Xylylendiisocyanat, Phenylendiisocyanat,
3,3'-Dichlor-4,4'-phenylmethandiisocyanat,
Toluylendiisocyanat, Hexamethylendiisocyanat, 4,4'-Dicyclohexylmethandiisocyanat,
hydriertes Xylylendiisocyanat, Triphenylmethantriisocyanat, Tetramethylxylendiisocyanat,
hydriertes 4,4'-Diphenylmethandiisocyanat
und der gleichen bevorzugt. Diese Isocyanatverbindungen können entweder
allein oder in Kombination von zwei oder mehreren eingesetzt werden.
Von den oben genannten Isocyanatverbindungen werden Isophorondiisocyanat,
hydriertes Xylylendiisocyanat und hydriertes 4,4'-Diphenylmethandiisocyanat besonders
bevorzugt. In diesem Fall kann ein photogehärtetes Produkt mit ausgezeichneter
Biegsamkeit und hoher Zugdehnung aus den erfindungsgemäßen photohärtbaren
Harzmassen, die das zweite Urethanacrylat enthalten, erhalten werden.
-
In der Formel (3), die das dritte
Urethanacrylat angibt, stehen R4 und R5 jeweils unabhängig voneinander für ein Wasserstoffatom
oder eine Methylgruppe. h muss eine ganze Zahl von 4 bis 20, vorzugsweise
5 bis 14, mehr bevorzugt 6 bis 10 sein. Wenn h einen höheren Wert
als 20 hat, dann ist der Schmelzpunkt des Urethanacrylats hoch,
wodurch es schwierig gemacht wird, eine photohärtbare Harzmasse mit ausgezeichneter Fließfähigkeit
bei Raumtemperatur selbst dann zu erhalten, wenn eine radikalisch
polymerisierbare Verbindung mit niedrigem Molekulargewicht als radikalisch
polymerisierbare Verbindung B eingesetzt wird. Weiterhin werden
die Zugdehnung und die Biegsamkeit eines gehärteten Produkts, erhalten durch
Photohärtung
der photohärtbaren
Harzmasse, verschlechtert, wodurch der angestrebte stereolithographierte
Gegenstand oder Formkörper
mit ausgezeichneter Biegsamkeit und ausgezeichneten elastischen
Erholungseigenschaften nicht erhalten werden kann. Wenn h einen
niedrigeren Wert als 4 hat, dann verschlechtern sich gleichfalls
die Zugdehnung und die Biegsamkeit eines gehärteten Produkts, das durch
Photohärtung
erhalten worden ist, wodurch der angestrebte stereolithographierte
Gegenstand oder Formkörper
mit ausgezeichneter Biegsamkeit und ausgezeichneten elastischen
Erholungseigenschaften nicht erhalten werden kann.
-
In der Formel (3) muss j den Wert
2 haben. Wenn ein drittes Urethanacrylat der Formel (3), bei dem
j den Wert 2 hat, verwendet wird, dann neigen die Biegsamkeit und
die Zugdehnung eines photogehärteten
Gegenstands wie eines stereolithographierten Gegenstands oder eines
Formkörpers,
erhalten aus der erfindungsgemäßen photohärtbaren
Harzmasse, im Vergleich zu der Verwendung eines dritten Urethanacrylats
der Formel (3), bei dem j den Wert 3 hat, dazu, hoch zu sein.
-
In der Formel (3) steht die Gruppe
A3 für
eine zweiwertige substituierte oder unsubstituierte Kohlenwasserstoffgruppe,
vorzugsweise eine substituierte oder unsubstituierte aliphatische,
aromatische und/oder alicyclische zweiwertige Kohlenwasserstoffgruppe
mit 6 bis 20 Kohlenstoffatomen.
-
Das dritte Urethanacrylat kann vorzugsweise
unter Verwendung einer Diisocyanatverbindung oder einer Triisocyanatverbindung,
die durch die allgemeine Formel A3-(NCO)j
angegeben wird (A3 und h haben die oben
angegebenen Definitionen) hergestellt werden, wie es nachstehend
beschrieben werden wird. Im Hinblick darauf ist die Gruppe A3 vorzugsweise eine zweiwertige Restgruppe,
die zurückbleibt,
nachdem die Isocyanatgruppe aus einer Diisocyanatverbindung entfernt
worden ist, welche bei der Herstellung des dritten Urethanacrylats
verwendet worden ist. Genauer gesagt, schließen bevorzugte Beispiele der
Gruppe A3 in dem dritten Urethanacrylat
Isophoron, Tolylen, 4,4'-Diphenylmethan,
Naphthylen, Xylylen, Phenylen, 3,3'-Dichlor-4,4'-phenylmethan, Tolylen, Hexamethylen,
4,4'-Dicyclohexylmethan,
hydriertes Xylylen, Triphenylenmethan, Tetramethylxylen und dergleichen
ein.
-
Das Verfahren zur Herstellung des
dritten Urethanacrylats ist auf kein bestimmtes beschränkt. Ungeachtet
des Herstellungsverfahrens sind die Verbindung, die durch die obige
Formel angegeben wird, und die diese Verbindung enthaltende photohärtbare Harzmasse
im Rahmen der vorliegenden Erfindung eingeschlossen. Das dritte
Urethanacrylat kann vorzugsweise nach dem folgenden Verfahren hergestellt
werden.
-
[Typisches Verfahren zur
Herstellung des dritten Urethanacrylats]
-
Das Verfahren zur Herstellung des
dritten Urethanacrylats umfasst folgende Stufen:
- (1)
die Umsetzung von mindestens einem von Propylenoxid und Ethylenoxid
mit Acrylsäure
oder Methacrylsäure,
um ein Additionsprodukt von Acrylsäure oder Methacrylsäure mit
Propylenoxid und/oder Ethylenoxid herzustellen, das durch die folgende
Formel (vii) angegeben wird: worin
R4, R5 und h wie
oben definiert sind, und dann
- (2) die Umsetzung des Additionsprodukts, das durch die obige
Formel (vii) angegeben wird und das in der obigen Stufe (1) erhalten
worden ist, mit einer Diisocyanatverbindung, die durch die obige
allgemeine Formel A3-(NCO)j angegeben wird,
um das dritte Urethanacrylat herzustellen.
-
Bei der obigen Reaktion (1) werden
die Acrylsäure
und/oder die Methacrylsäure
vorzugsweise mit dem Propylenoxid und/ oder Ethylenoxid in Gegenwart
eines geeigneten Katalysators umgesetzt, wodurch in glatter Weise
das Additionsprodukt erhalten werden kann, das durch die obige Formel
(vii) angegeben wird.
-
Bei der obigen Reaktion (2) zur Umsetzung
des Additionsprodukts, das durch die obige Formel (vii) angegeben
wird, mit der oben beschriebenen Diisocyanatverbindung, die durch
die allgemeine Formel A3-(NCO)j angegeben
wird, kann, wenn beide Substanzen miteinander bei 40 bis 90°C in Gegenwart
eines herkömmlicherweise
bekannten Katalysators für
die Produktion von Urethanen, wie eines organischen Zinnkatalysators,
eines tertiären
Aminkatalysators oder dergleichen, umsetzen gelassen werden, das
angestrebte dritte Urethanacrylat erhalten werden.
-
Die Diisocyanataverbindung, die durch
die allgemeine Formel A3-(NCO)j angegeben
wird und die mit dem Additionsprodukt, das durch die Formel (vii)
angegeben wird, bei der obigen Reaktion (2) umgesetzt werden soll,
ist auf keine bestimmte Arten beschränkt, und alle beliebigen Diisocyanatverbindungen,
die Urethane erzeugen können,
sind akzeptierbar. Von diesen werden Isophorondiisocyanat, Tolylendiisocyanat,
4,4'-Diphenylmethandiisocyanat,
Naphthylendiisocyanat, Xylylendiisocyanat, Phenylendiisocyanat,
3,3'-Dichlor-4,4'-phenylmethandiisocyanat,
Tolylendiisocyanat, Hexamethylendiisocyanat, 4,4'-Dicyclohexylmethandiisocyanat,
hydriertes Xylylendiisocyanat, Tetramethylxylendiisocyanat, hydriertes
4,4'-Diphenylmethandiisocyanat
und dergleichen bevorzugt. Diese Isocyanatverbindungen können entweder
allein oder in Kombination von zwei oder mehreren eingesetzt werden.
Von den oben genannten Isocyanatverbindungen werden Isophorondiisocyanat,
hydriertes Xylylendiisocyanat und hydriertes 4,4'-Diphenylmethandiiso cyanat besonders
bevorzugt. In diesem Fall kann ein photogehärtetes Produkt mit ausgezeichneter
Biegsamkeit und hoher Zugdehnung aus der erfindungsgemäßen photohärtbaren
Harzmasse, die das dritte Urethanacrylat enthält, erhalten werden.
-
Die Eigenschaften des Urethanacrylats
variieren je nach den Arten der Gruppen R1,
R2, R3, R4, R5, A1, A2 und A3 und den
Zahlenwerten für
a, b, c, d, e, f, g, h und j in den obigen Formeln (1), (2) und
(3). Im Allgemeinen sind das erste Urethanacrylat, das zweite Urethanacrylat
und das dritte Urethanacrylat jeweils Flüssigkeiten mit einer niedrigen
bis hohen Viskosität
bei normalen Temperaturen. Wenn ein solches Urethanacrylat in Kombination
mit einer geeigneten Verbindung als radikalisch polymerisierbare
Verbindung (B) eingesetzt wird, dann kann eine photohärtbare Harzmasse
mit niedriger Viskosität
hergestellt werden, die ausgezeichnete Handhabungseigenschaften
hat.
-
Die erfindungsgemäße photohärtbare Harzmasse kann entweder
nur eines von dem ersten Urethanacrylat, dem zweiten Urethanacrylat
oder dem dritten Urethanacrylat oder eine Vielzahl davon enthalten.
-
Die photohärtbare Harzmasse gemäß der vorliegenden
Erfindung enthält
mindestens ein Urethanacrylat und die radikalisch polymerisierbare
Verbindung (B). Die radikalisch polymerisierbare Verbindung (B)
ist vorzugsweise eine radikalisch polymerisierbare Verbindung, die
eine ungesättigte
Kohlenstoff-Kohlenstoff-Bindung
hat, die dazu imstande ist, ein gehärtetes Produkt durch Umsetzung
mit dem Urethanacrylat oder mit der radikalisch polymerisierbaren
Verbindung (B) zu bilden, wenn sie mit Licht bestrahlt. Die radikalisch
polymerisierbare Verbindung (B) kann entweder eine monofunktionelle
oder eine polyfunktionelle Verbindung oder ein Gemisch davon sein.
Weiterhin kann die radikalisch polymerisierbare Verbindung (B) ein
Monomeres oder Oligomeres mit einem niedrigen Molekulargewicht oder
einem etwas höheren
Molekulargewicht sein, je nachdem, wie es der Fall ist. Die erfindungsgemäße photohärtbare Harzmasse
kann nur eine radikalisch polymerisierbare Erfindung oder eine Mehrzahl
von radikalisch polymerisierbaren Verbindungen als radikalisch polymerisierbare
Verbindung (B) enthalten.
-
Bevorzugte Beispiele für die radikalisch
polymerisierbare Verbindung schließen (Meth)acrylate wie Isobornyl(meth)acrylat,
Bornyl(meth)acrylat, Dicyclopentenyl(meth)acrylat, 2-Hydroxyethyl(meth)acrylat, 2-Hydroxypropyl(meth)acrylat,
(Poly)propylenglykolmono(meth)acrylat und t-Butyl(meth)acrylat;
(Meth)acrylamide wie Morpholin(meth)acrylamid; monofunktionelle
radikalisch polymerisierbare Verbindungen wie N-Vinylcaprolacton
und Styrol, und polyfunktionelle radikalisch polymerisierbare Verbindungen
wie Trimethylolpropantri(meth)-acrylat,
mit Ethylenoxid modifiziertes Trimethylolpropan-(tri)methacrylat, Ethylenglykoldi(meth)acrylat,
Diethylenglykol(meth)acrylat, Triethylenglykol(meth)acrylat, Tetraethylenglykoldi(meth)acrylat,
Polyethylenglykol(meth)acrylat, 1,4-Butandioldi(meth)acrylat, 1,6-Hexandioldi(meth)acrylat, Neopentylglykoldi(meth)acrylat,
Dicyclopentenyldi(meth)acrylat, Diallylphthalat, Diallylfumarat
und mit Ethylenoxid modifiziertes Bisphenol-A-diacrylat ein.
-
Zusätzlich zu den obigen radikalisch
polymerisierbaren Verbindungen können
auch Epoxyverbindungen, die herkömmlicherweise
in Harzmassen für
die Bildung von optischen stereolithographierten Gegenständen verwendet
werden, und andere Urethanacrylate als die oben genannten ersten,
zweiten und dritten Urethanacrylate, Epoxy(meth)acrylatverbindungen
und andere Ester(meth)acrylate als radikalisch polymerisierbare
Verbindung (B) eingesetzt werden.
-
Die erfindungsgemäße photohärtbare Harzmasse kann eine
oder eine Mehrzahl der oben beschriebenen radikalisch polymerisierbaren
Verbindungen als radikalisch polymerisierbare Verbindung (B) enthalten. Von
den oben beschriebenen radikalisch polymerisierbaren Verbindungen
werden vorzugsweise Morpholin (meth)acrylamid und mit Ethylenoxid
modifiziertes Bisphenol-A-diacrylat
in den erfindungsgemäßen photohärtbaren
Harzmassen verwendet. In diesem Fall kann eine photohärtbare Harzmasse
erhalten werden, die Formkörper,
stereolithographierte Gegenstände
und andere gehärtete
Produkte beim Photohärten
liefern können, die
eine ausgezeichnete Dimensionsgenauigkeit mit einem kleinen Faktor
der Volumenschrumpfung haben und die ausgezeichnetere Eigenschaften
hinsichtlich der Biegsamkeit, der elastischen Erholung und der mechanischen
Eigenschaften haben.
-
In der erfindungsgemäßen photohärtbaren
Harzmasse liegt das Gewichtsverhältnis
von Urethanacrylat (A) zu der radikalisch polymerisierbaren Verbindung
(B) im Bereich von 80/20 bis 10/90. Das Gewichtsverhältnis liegt
vorzugsweise in dem Bereich von 65/35 bis 25/75, mehr bevorzugt
60/40 bis 35/65. Wenn dieses Gewichtsverhältnis kleiner als 10/90 wird,
dann wird durch das Photohärten
kein gehärtetes
Produkt mit Biegsamkeit erhalten. Wenn andererseits dieses Gewichtsverhältnis höher als
80/20 ist, dann verschlechtern sich die Reißbeständigkeit und die elastischen
Erholungseigenschaften des durch Photohärtung erhaltenen gehärteten Produkts
mit dem Ergebnis, dass bei der Einwirkung von deformierenden Spannungen
von außen und
anschließende
Wegnahme dieser Spannungen das gehärte to Produkt seine ursprüngliche
Gestalt nicht wieder herstellen kann. Dazu kommt noch, dass die
Viskosität
der photohärtbaren
Harzmasse zu hoch ist, was zu dem Ergebnis führt, dass die Handhabungseigenschaften,
die Verformbarkeit und die Gestaltbarkeit sich verschlechtern. Als
Ergebnis kann insbesondere bei der Verwendung für die optische Stereolithographie
der angestrebte stereolithographierte Gegenstand nicht glatt hergestellt
werden.
-
Die erfindungsgemäße photohärtbare Harzmasse kann weiterhin
einen Photopolymerisationsinitiator (C) enthalten.
-
Alle beliebigen photopolymerisierbaren
Initiatoren, die in photohärtbaren
Harzmassen verwendet werden, können
ohne Einschränkungen
eingesetzt werden. Bevorzugte Beispiele für Photopolymerisationsinitiatoren,
die in den erfindungsgemäßen photohärtbaren
Harzmassen einsetzbar sind, schließen 2,2-Dimethoxy-2-phenylacetophenon, Diethoxyacetophenon,
Acetophenon, 3-Methylacetophenon, 2-Hydroxymethyl-1-phenylpropan-1-on, 4'-Isopropyl-2-hydroxy-2-propiophenon,
2-Hydroxy-2-methylpropiophenon, p-Dimethylaminoacetophenon, p-t-Butyldichloracetophenon,
p-t-Butyltrichloracetophenon, p-Azidobenzalacetophenon, 1-Hydroxycyclohexylphenylketon,
Benzophenon, Methyl-o-benzoylbenzoat, Michlers Keton, 4,4'-Bisdiethylaminobenzophenon,
Xanthon, Fluorenon, Benzaldehyd, Anthrachinon, Triphenylamin, Carbazol
und dergleichen ein.
-
Wenn eine Verbindung mit einer kationisch
polymerisierbaren Gruppe wie eine Epoxygruppe sowie mit einer radikalisch
polymerisierbaren Gruppe als radikalisch polymerisierbare Verbindung
(B) verwendet wird, dann kann ein optischer kationischer Polymerisationsinitiator
zusammen mit dem optischen radikalischen Polymerisationsinitiator
eingesetzt werden. In diesem Fall ist der optische kationische Polymerisationsinitiator
keinen Beschränkungen
auf eine bestimmte Art unterworfen, und es können herkömmlich bekannte Substanzen zum
Einsatz kommen.
-
Die Menge des Photopolymerisationsinitiators
kann entsprechend den Arten des Urethanacrylats (A), der radikalisch
polymerisierbaren Verbindung (B) und des Photopolymerisationsinitiators
(C) variieren. Im Allgemeinen beträgt die Menge vorzugsweise 0,1
bis 10 Gew.-%, mehr bevorzugt 1 bis 5 Gew.-%, bezogen auf das Gesamtgewicht von
Urethanacrylat (A) und der radikalisch polymerisierbaren Verbindung
(B).
-
Die erfindungsgemäße photohärtbare Harzmasse kann weiterhin
Egalisiermittel, Tenside, Modifizierungsmittel für organische Polymere, organische
Weichmacher, organische oder anorganische feste feine Teilchen und
dergleichen wie erforderlich zusätzlich
zu den oben genannten Komponenten enthalten. Illustrative Beispiele
für organische
feste feine Teilchen schließen
feine Teilchen aus vernetztem Polystyrol, feine Teilchen aus vernetztem
Polymethacrylat, feine Teilchen auf Polyethylenbasis, feine Teilchen
auf Polypropylenbasis und dergleichen ein. Illustrative Beispiele
für die
anorganischen festen feinen Teilchen schließen Glasperlen, feine Talkteilchen,
feine Siliciumoxidteilchen und dergleichen ein. Wenn organische
feste feine Teilchen und/oder anorganische feste feine Teilchen
in der erfindungsgemäßen photohärtbaren
Harzmasse enthalten sein sollen, dann werden vorzugsweise solche
verwendet, die mit einem Silankupplungsmittel, wie einem Aminosilan,
einem Epoxysilan oder einem Acrylsilan behandelt worden sind, da
diese die mechanische Festigkeit der gehärteten Produkte, erhalten durch
die Photohärtung,
in vorteilhafter Weise in vielen Fällen verbessern. Wenn feste
feine Polyethylenteilchen und/oder feste feine Polypropylenteilchen, behandelt
mit einem Silankupplungsmittel, in den photohärtbaren Harzmassen erhalten
sein sollen, dann werden vorzugsweise feste feine Polyethylenteilchen
und/oder feste feine Polypropylenteilchen, enthaltend 1 bis 10 Gew.-%
einer Verbindung auf Acrylsäurebasis,
vorzugsweise eingesetzt, da diese die Affinität für das Silankupplungsmittel
in vorteilhafter Weise verbessern.
-
Die Viskosität der erfindungsgemäßen photohärtbaren
Harzmassen kann entsprechend dem Anwendungszweck und der Anwendungsart
eingestellt werden. Im Allgemeinen beträgt sie bei der Messung der
Viskosität
mit einem Viskosimeter vom rotieren B-Typ vorzugsweise etwa 100 bis 100.00
Centipoise (cp) bei normaler Temperatur (25°C), mehr bevorzugt 300 bis 50.000
cp im Hinblick auf die Handhabungseigenschaften, die Verformbarkeit
und die Stereolithographie. Insbesondere dann, wenn die erfindungsgemäße photohärtbare Harzmasse
für die
optische Stereolithographie verwendet wird, liegt die Viskosität bei normaler
Temperatur vorzugsweise in dem Bereich von 300 bis 5.000 cp, da
in diesem Fall ausgezeichnete Handhabungseigenschaften bei der optischen
Produktion eines stereolithographierten Gegenstands erhalten werden
können
und der angestrebte stereolithographierte Gegenstand mit hoher Dimensionsgenauigkeit
hergestellt werden kann. Die Viskosität der photohärtbaren
Harzmasse kann durch Auswahl der Arten des Urethanacrylats (A) der
radikalisch polymerisierbaren Verbindung (B) und durch Kontrolle
des Mischverhältnisses
davon eingestellt werden.
-
Wenn die erfindungsgemäße photohärtbare Harzmasse
bei Bedingungen gelagert wird, die dazu imstande sind, Licht abzuschirmen,
dann kann sie im Allgemeinen über
ausgedehnte Zeiträume
von etwa 6 bis 18 Monaten bei einer Temperatur von 10 bis 40°C unter Aufrechterhaltung
ihrer guten Photohärtungseigenschaften
gelagert werden und Veränderungen
und Polymerisationen davon werden verhindert.
-
Die erfindungsgemäße photohärtbare Harzmasse kann für verschiedene
Anwendungszwecke eingesetzt werden, wobei von ihre charakteristischen
Merkmale genutzt werden, nämlich
diejenigen, dass sie Formkörper,
stereolithographierte Gegenstände
und andere gehärtete
Produkte mit ausgezeichneter Dimensionsgenauigkeit und einem kleinen
Faktor der Volumenschrumpfung sowie mit ausgezeichneten Eigenschaften hinsichtlich
der Biegsamkeit, der elastischen Erholung und der mechanischen Eigenschaften
bei der Photohärtung
ergeben kann. So kann sie zum Beispiel für die Herstellung von stereolithographierten
Gegenständen durch
optische Stereolithographie für
die Herstellung von verschiedenen Formkörpern wie filmartigen Produkten
und formartigen Produkten durch ein Fließgussformverfahren oder durch
Gießen,
Beschichten, unter Verwendung von Vakuumgießformen und dergleichen eingesetzt
werden.
-
Von diesen ist die erfindungsgemäße photohärtbare Harzmasse
am besten für
die oben genannte optische Stereolithographie geeignet. In diesem
Fall können
stereolithographierte Gegenstände
mit ausgezeichneten Eigenschaften hinsichtlich der Dimensionsgenauigkeit,
der Biegsamkeit, der elastischen Erholung und der mechanischen Eigenschaften
glatt hergestellt werden, wobei der kleine Faktor der Volumenschrumpfung zum
Zeitpunkt der Photohärtung
beibehalten wird.
-
Für
die optische Stereolithographie unter Verwendung der erfindungsgemäßen Harzmasse
können alle
herkömmlicherweise
bekannten optischen stereolithographischen Verfahren und Vorrichtungen
zum Einsatz kommen.
-
Erfindungsgemäß wird als besonders bevorzugtes
Verfahren ein Verfahren zur Herstellung eines stereolithographierten
Gegenstands zur Verfügung
gestellt, das folgende Stufen umfasst:
selektives Bestrahlen
einer Schicht der photohärtbaren
Harzmasse gemäß der vorliegenden
Erfindung mit Licht mit aktiver Energie, um eine erste gehärtete Schicht
mit einem gewünschten
Muster zu bilden,
anschließendes
Bilden einer Schicht aus der erfindungsgemäßen photohärtbaren Harzmasse auf der oben
genannten ersten gehärteten
Schicht,
Bestrahlen der Schicht mit Licht mit aktiver Energie,
um eine zweite gehärtete
Schicht mit einem gewünschten Muster
zu bilden, wobei die zweite Schicht mit der ersten gehärteten Schicht
integriert ist,
Bilden einer dritten gehärteten Schicht, die mit der
zweiten gehärteten
Schicht integriert ist, und
Wiederholen dieser Verfahrensschritte,
bis ein gewünschter
stereolithographierter Gegenstand gebildet worden ist.
-
Licht mit aktiver Energie, erzeugt
durch einen Ar-Laser, einen He-Cd-Laser, eine Xenonlampe, eine Metallhalogenidlampe,
eine Quecksilberlampe und eine Fluoreszenzlampe wird vorzugsweise
als optische Energie eingesetzt, um das Harz erfindungsgemäß zu härten. Ein
Laserbündel
wird besonders bevorzugt. Bei Verwendung eines Laserbündels als
Licht mit aktiver Energie ist es möglich, die Verformungszeit
durch Erhöhung des
Energieniveaus zu verkürzen
und doch einen stereolithographierten Gegenstand mit hoher Formgenauigkeit
zu erhalten, indem die hohe Konvergenz des Laserbündels verwendet
wird.
-
Der so erhaltene stereolithographierte
Gegenstand kann direkt zum Einsatz kommen oder durch Bestrahlung
oder durch Erhitzen nachgehärtet
werden, um die mechanischen Eigenschaften und die Formstabilität davon
weiter zu verbessern, wie es der Fall sein kann.
-
Die Struktur, die Gestalt und die
Größe des stereolithographierten
Gegenstands sind keinen besonderen Beschränkungen unterworfen und können entsprechend
dem jeweiligen Anwendungszweck festgelegt werden. Typische Anwendungsgebiete
der optischen Stereolithographie gemäß der vorliegenden Erfindung schließen die
Produktion von Modellen zur Verifizierung des äußeren Aussehens in der Mitte
des Designs, von Modellen zur Überprüfung der
Funktionalität
von Teilen, von Harzformen für
die Herstellung von Gießformen, von
Grundmodellen für
die Herstellung von Formen und von direkten Formen für die Herstellung
von Formprototypen ein. Genauer gesagt, kann die Stereolithographie
gemäß der vorliegenden
Erfindung zur Herstellung von Modellen und Prozessmodellen für Präzisionsteile,
elektrische und elektronische Teile, Möbel, Gebäude, Autoteile, Behälter, Gusskörper, Formen
und Mutterformwerkzeugen verwendet werden. Insbesondere kann der
stereolithographierte Gegenstand gemäß der vorliegenden Erfindung
wirksam auf solchen Gebieten wie Dämpfungsmaterialien mit komplexer
Gestalt der Strukturen, Vakuumgießformen und dergleichen eingesetzt werden,
wobei von seinen charakteristischen Eigenschaften wie der Biegsamkeit
und den elastischen Erholungseigenschaften Gebrauch gemacht wird.
-
Erfindungsgemäß wird daher eine Vakuumgießform zur
Verfügung
gestellt, die aus der photohärtbaren Harzmasse
gemäß der vorliegenden
Erfindung durch optische Stereolithographie gebildet worden ist.
-
Die photohärtbare Harzmasse gemäß der vorliegenden
Erfindung zur Bildung der Vakuumgießform enthält vorzugsweise ein thermisch
kohärentes
polymeres Material zusätzlich
zu dem oben beschriebenen Urethanacrylat (A), der radikalisch polymerisierbaren
Verbindung (B) und dem Photopolymerisationsinitiator (C).
-
Das thermisch kohärente polymere Material ist
eine Kombination aus weichmachbaren Polymerteilchen und einem nichtflüchtigen
flüssigen
Weichmacher. Wenn dieses thermisch kohärente polymere Material verwendet
wird, dann kann die thermische Kohäsion zwischen den Polymerteilchen
und dem flüssigen
Weichmacher, die in der Vakuumgießform enthalten sind, dadurch
induziert werden, dass die erhaltene Vakuumgießform durch Nachhärten erhitzt
wird, wodurch eine Vakuumgießform
mit einem biegeelastischen Modul bei 50°C von nicht mehr als 5 kg/mm2 und mit ausgezeichneten Eigenschaften,
beispielsweise hinsichtlich der elastischen Erholungseigenschaften,
der Biegsamkeit und der Streckbarkeit, erhalten wird.
-
Die oben genannten weichmachbaren
Polymerteilchen sind Polymerteilchen, von denen bekannt ist, dass
sie mit einem Weichmacher weichmachbar sind. Beispiele hierfür sind Polyvinylhalogenide,
zum Beispiel Polyvinylchlorid, Polyvinylidenhalogenide, zum Beispiel
Polyvinylidenchlorid, Vinylhalogenid-Vinylacetat-Copolymere, zum
Beispiel Vinylchlorid-Vinylacetat-Copolymere, Vinylidenhalogenid-Vinylacetat-Copolymere, zum
Beispiel Vinylidenchlorid-Vinylacetat-Copolymere, Polyvinyl acetat
oder dergleichen. Die photohärtbare Harzmasse
kann eine Art oder zwei oder mehrere Arten dieser polymeren Teilchen
enthalten.
-
Der Gehalt an polymeren Teilchen
in der photohärtbaren
Harzmasse beträgt
im Allgemeinen vorzugsweise etwa 30 bis 80 Vol.-%, mehr bevorzugt
etwa 40 bis 70 Vol.-%, bezogen auf das gesamte Volumen der photohärtbaren
Harzmasse.
-
Als der oben genannte flüssige Weichmacher
können
ohne irgendwelche Einschränkungen
alle beliebigen bekannten Weichmacher verwendet werden, die die
oben genannten polymeren Teilchen weich machen können. Illustrative Beispiele
für den
Weichmacher schließen
Dialkylester von Phthalsäure
wie n-Dioctylphthalat, Dimethylphthalat, Diethylphthalat, Dibutylphthalat,
Diheptylphthalat und Di-2-ethylhexylphthalat; Triorganoester von
Phosphorsäure
wie Tributylphosphat, Tri-2-ethylhexylphosphat,
Triphenylphosphat und Tricresylphosphat; Dialkylester von Adipinsäure wie
Dibutyladipat und Di-n-octyladipat und dergleichen ein. Die photohärtbare Harzmasse
gemäß der vorliegenden
Erfindung kann einen der obigen Weichmacher oder eine Vielzahl davon
enthalten.
-
Der Gehalt an flüssigem Weichmacher in der photohärtbaren
Harzmasse beträgt
vorzugsweise etwa 20 bis 80 Gew.-%, mehr bevorzugt etwa 30 bis 50
Gew.-%, bezogen auf das Gewicht der oben genannten polymeren Teilchen.
-
Die Vakuumgießform gemäß der vorliegenden Erfindung
hat einen biegeelastischen Modul bei 50°C von nicht mehr als 5 kg/mm2, mehr bevorzugt von nicht mehr als 3 kg/mm2 und ganz besonders bevorzugt von nicht
mehr als 1 kg/mm2. Wenn das Vakuumgießen unter
Verwendung der Vakuumgießform
gemäß der vorliegenden Erfindung
mit einem biegeelastischen Modul bei 50°C von nicht mehr als 5 kg/mm2 durchgeführt wird, dann kann der Formkörper leicht
aus der Form entfernt werden, indem die Form expandiert wird. Weiterhin kann
sie, da die Form nach dem Formen ihren ursprünglichen Zustand wieder herstellt,
wiederholt für
das Vakuumgießen
verwendet werden. Obgleich die untere Grenze des biegeelastischen
Moduls bei 50°C
der Vakuumgießform
keinen besonderen Begrenzungen unterworfen ist, solange die Form
fest genug ist, um das Vakuumgießen durchzuführen, wird
dieser doch vorzugsweise unter Berücksichtigung der Handhabungseigenschaften
und der Festigkeit festgelegt. Wenn der biegeelastische Modul bei
50°C der
Vakuumgießform
mehr als 5 kg/mm2 beträgt, wenn sie für das Vakuumgießen eingesetzt
wird, dann wird es schwierig, den Formkörper aus der Vakuumgießform herauszunehmen
(Formtrennung) und die Form wird zerbrechen, wenn der Formkörper aus
der Form mit Gewalt herausgenommen wird, wodurch es unmöglich gemacht
wird, das Vakuumgießen
glatt durchzuführen.
-
In diesem Fall kann, wenn die Zugdehnung
bei 25°C
der Vakuumgießform
mehr als 30% beträgt,
der Gusskörper
vorteilhafterweise leichter aus der Vakuumgießform entfernt werden, wenn
ein Formkörper
mit komplexer Gestalt wie einem gewellten Teil hergestellt wird.
-
Weiterhin kann die Vakuumgießform gemäß der vorliegenden
Erfindung Licht durchlassen oder nicht durchlassen. Wenn die Vakuumgießform kein
Licht durchlässt,
dann wird nach dem Einspritzen des Polymermaterials (des polymerisierbaren
Materials) in die Form unter Vakuum dieses abgekühlt, und es verfestigt sich in
der Form oder es wird durch die daraus erzeugte Hitze und/oder äußere Hitze
gehärtet,
wodurch es seine Form von einer flüssigen Form zu einer festen
Form verändert, wodurch
der angestrebte Formkörper
erhalten werden kann. Wenn die Vakuumgießform Licht durchlässt und
wenn die Durchlässigkeit
für ultraviolettes
Licht bei einer Dicke von 10 mm mehr als 10% ist, kann beim Einspritzen
eines mit Ultraviolettlicht härtbaren
Harzes in die Vakuumgießform
unter Vakuum und anschließende
Bestrahlung mit ultraviolettem Licht zur Härtung ein Formkörper erhalten
werden.
-
Die hierin verwendete Bezeichnung "Vakuumgießform, erhalten
aus der photohärtbaren
Harzmasse durch optische Stereolithographie" soll eine Vakuumgießform bezeichnen, die durch
Bestrahlung der photohärtbaren
Harzmasse auf einer Bearbeitungsebene mit Lichtenergie (Lichtenergie
im breiten Sinn mit Einschluss von sichtbaren Strahlen, Laserstrahlen,
ultravioletten Strahlen, Elektronenbündeln, Röntgenbündeln und Partikelbündeln mit
hoher Energie oder dergleichen) unter Kontrolle der Computerwerte,
die für
die Querschnitte der herzustellenden dreidimensionalen Vakuumgießform Indikativ
sind, zur Härtung
der Masse, durch weitere Laminierung einer photohärtbaren
Harzmasse auf die gehärtete
Schicht und Wiederholung der obigen Strahlungs-Härtungsstufen, bis eine angestrebte
dreidimensionale Vakuumgießform
erhalten wird, oder sie soll eine Vakuumgießform bezeichnen, die durch
Wiederholen der Bestrahlungs-Härtungs-Laminierungsstufen durch
eine Maske, ohne dass den obigen Computerdaten gefolgt wird, d.
h. durch so genannte Lithographie, erhalten worden ist.
-
Die Vakuumgießform gemäß der vorliegenden Erfindung
kann eine Überzugsschicht
mit einer Dicke von 5 bis 1.000 μm
auf einer Formoberfläche
davon haben. Die Anwesenheit dieser Überzugsschicht verbessert die
Trenneigenschaften der Form zum Zeitpunkt des Vakuumgießens in
bemerkenswerter Weise und sie verbessert auch stark die Beständigkeit
(Betriebszeit) der Form in vorteilhafter Weise. Wenn die Dicke der Überzugsschicht
auf der Formungsoberfläche
der Vakuumgießform
kleiner als 5 μm
ist, dann wird der durch Bildung der Überzugsschicht erhaltene Effekt
kaum an der Vakuumgießform
zur Verfügung
gestellt, während dann,
wenn die Dicke größer als
1.000 μm
ist, die Trenneigenschaften und die Betriebszeit der Vakuumgießform nicht
mehr weiter verbessert werden und wobei es sein kann, dass die Dimensionsgenauigkeit
der Form sich eher verschlechtert.
-
Die Überzugsschicht, gebildet auf
der Formungsoberfläche
der Vakuumgießform,
kann eine Überzugsschicht
aus einem organischen Polymer mit hohem Molekulargewicht, eine anorganische Überzugsschicht
oder ein Gemisch davon sein. Eine Überzugsschicht aus einem organischen
Polymeren mit hohem Molekulargewicht wird besonders bevorzugt, da
sie relativ leicht gebildet werden kann.
-
Die Überzugsschicht aus dem organischen
Polymeren mit hohem Molekulargewicht wird aus einem Polyimidharz,
einem Polyamidimidharz, einem Polyimidharz, einem Polyacrylharz,
einem Polyurethanharz, einem Silikonharz, einem Fluorharz, einem
Epoxyharz, einem Polystyrolharz, einem Urethanacrylatharz, einem Acrylharz
auf Fluorbasis oder dergleichen gebildet. Weitere Beispiele schließen Harzkomponenten,
die als solche flüssig
sind (wie Polyamidimidharzvorläufer,
Polyimidharzvorläufer
und Silikonharze), und Harze, die in einem Lösungsmittel mit relativ niedrigem
Siedepunkt löslich
sind (wie Polyurethanharze, Polystyrolharze, Acrylharze auf Fluorbasis,
(Meth)-acrylsäureharze
und dergleichen) ein. Bei Verwendung eines Acrylharzes auf Fluorbasis
wie eines Perfluoroctylacrylat/ Perfluorisopropylacrylat/Methylmethacrylat-Copolymeren
oder eines Urethanacrylharzes aus der Reihe der obigen Polymeren wird
eine Überzugsschicht
mit ausgezeichneten Trenneigenschaften und einer ausgezeichneten
Haftung an der Formungsoberfläche
der Form gebildet.
-
Um die Durchlässigkeit für ultraviolettes Licht der
Vakuumgießform
aufrecht zu erhalten, kann die auf der Formungsoberfläche der
Vakuumgießform
zu bildende Überzugsschicht
aus einem Ultraviolettlicht durchlassenden Harz wie einem Polyamidharz,
einem Polyamidimidharz, einem Polyimidharz, einem Polyacrylharz, einem
Polyurethanharz, einem Silikonharz, einem Fluorharz, einem Epoxyharz,
einem Polystyrolharz oder dergleichen gebildet werden.
-
Die anorganische Überzugsschicht, die auf der
Formungsoberfläche
der Vakuumgießform
gebildet wird, ist eine Überzugsschicht,
gebildet aus einem Metall wie Chrom, Nickel, Eisen, Zirkonium oder
dergleichen, eine Überzugsschicht,
gebildet aus einer Metalllegierung, eine Überzugsschicht, gebildet aus
einem Oxid des obigen Metalls oder dergleichen. Die anorganische Überzugsschicht
kann im Allgemeinen auf der Formungsoberfläche der Vakuumgießform durch
Plattierung, Flammsprühbeschichtung
oder Dampfabscheidung gebildet werden.
-
Die Größe und die Gestalt der Vakuumgießform gemäß der vorliegenden
Erfindung sind keinen besonderen Beschränkungen unterworfen und sie
können
in geeigneter Weise je nach der Art und der Verwendung des Formkörpers festgelegt
werden, der durch das Vakuumgießen
hergestellt werden soll.
-
Nachdem die Vakuumgießform gemäß der vorliegenden
Erfindung durch optische Formung und Nachhärtung hergestellt worden ist,
wie es der Fall sein kann, wird sie, wie es erforderlich ist, spanabhebend
bearbeitet, um eine Einlassöffnung
für die Einspritzung
eines flüssigen
polymeren Materials in die Form oder ein Loch für die Anbringung einer Befestigungseinrichtung
wie eines Bolzens zur Fixierung der Form zu bilden.
-
Von den benannten Erfindern der vorliegenden
Anmeldung durchgeführte
Untersuchungen haben gezeigt, dass eine Form, gebildet durch ein
optisches Verformungsverfahren und mit Eigenschaften, die denjenigen
einer erfindungsgemäßen bereitgestellten
Vakuumgießform äquivalent
sind, und die einen biegeelastischen Modul bei 50°C von zum
Beispiel nicht mehr als 5 kg/mm2 hat, zur
Verfügung
gestellt werden kann, ohne dass die photohärtbare Harzmasse gemäß der vorliegenden
Erfindung verwendet wird.
-
Andere photohärtbare Harzmassen, die anstelle
der photohärtbaren
Harzmasse gemäß der vorliegenden
Erfindung verwendet werden können,
schließen
alle beliebigen herkömmlich
bekannten flüssigen
photohärtbaren
Harzmassen ein, die eine photopolymerisierbare Verbindung als Hauptkomponente
und einen Photopolymerisationsinitiator enthalten, und die für die optische
Verformungstechnologie verwendet werden können. Diese photohärtbaren
Harzmassen sind keinen besonderen Beschränkungen unterworfen, und sie
können
das oben beschriebene thermisch kohärente polymere Material enthalten.
Diese photohärtbaren
Harzmassen schließen
photohärtbare
Harzmassen auf Acrylatbasis, photohärtbare Harzmassen auf Urethanacrylatbasis,
photohärtbare
Harzmassen auf Epoxybasis, photohärtbare Harzmassen auf Epoxyacrylatbasis, photohärtbare Harzmassen
auf Vinyletherbasis und dergleichen ein. Beispiele für die photohärtbaren
Harzmassen sind wie folgt:
- (1) Beispiele für photohärtbare Harzmassen
auf Acrylatbasis schließen
flüssige
photohärtbare
Harzmassen vom radikalischen Polymerisationstyp, umfassend ein monofunktionelles
oder polyfunktionelles Polyester(meth)acrylat oder Polyether(meth)-acrylat als Hauptkomponente,
ein monofunktionelles (Meth)-acrylatmonomeres
oder ein polyfunktionelles (Meth)acrylatmonomeres wie erforderlich
und ein einen optischen radikalischen Polymerisationsinitiator ein.
- (2) Beispiele für
photohärtbare
Harzmassen auf Epoxyacrylatbasis schließen flüssige photohärtbare Harzmassen,
umfassend ein monofunktionelles oder polyfunktionelles Epoxy(meth)acrylat
als Hauptkomponente, ein monofunktionelles (Meth)acrylatmonomeres
oder ein polyfunktionelles (Meth)acrylatmonomeres wie erforderlich,
einen optischen radikalischen Polymerisationsinitiator und einen
optischen kationischen Polymerisationsinitiator wie erforderlich
ein.
- (3) Beispiele für
photohärtbare
Harzmassen auf Urethanacrylatbasis schließen flüssige photohärtbare Harzmassen
vom radikalischen Polymerisationstyp, umfassend ein monofunktionelles
oder polyfunktionelles Urethan(meth)acrylat als Hauptkomponente,
ein monofunktionelles (Meth)acrylatmonomeres oder ein polyfunktionelles
(Meth)acrylatmonomeres wie erforderlich und einen optischen radikalischen
Polymerisationsinitiator ein.
- (4) Beispiele für
die flüssigen
photohärtbaren
Harzmassen auf Epoxybasis schließen flüssige photohärtbare Harzmassen,
umfassend mindestens ein Material von aliphatischen Diepoxyverbindungen,
alicyclischen Diepoxyverbindungen und aromatischen Diepoxyverbindungen
als Hauptkomponente, ein monofunktionelles (Meth)acrylatmonomeres
oder ein polyfunktionelles (Meth)acrylatmonomeres wie erforderlich,
einen optischen kationi schen Polymerisationsinitiator und einen
optischen radikalischen Polymerisationsinitiator wie erforderlich
ein.
- (5) Beispiele für
photohärtbare
Harzmassen auf Vinyetherbasis schließen flüssige photohärtbare Harzmassen,
umfassend eine aliphatische Divinyletherverbindung, eine alicyclische
Divinyletherverbindung, eine aromatische Divinyletherverbindung
oder dergleichen als Hauptkomponente und einen optischen radikalischen
Polymerisationsinitator ein.
- (6) Beispiele für
Gemische von photohärtbaren
Harzmassen schließen
flüssige
Gemische, umfassend mindestens zwei der Verbindungen auf Acrylatbasis,
der Verbindungen auf Urethanacrylatbasis und der Verbindungen auf
Epoxyacrylatbasis, einen optischen radikalischen Polymerisationsinitiator
und einen optischen kationischen Polymerisationsinitiator wie erforderlich
ein.
-
Zur Durchführung des Vakuumgießens unter
Verwendung der Vakuumgießform
gemäß der vorliegenden
Erfindung wird ein flüssiges
Polymermaterial in die Vakuumgießform gemäß der vorliegenden Erfindung in
einem Zustand eingespritzt (eingefüllt), bei dem die Form in einer
Vakuumatmosphäre
wie einem Vakuumgefäß oder einer
Vakuumkammer platziert worden ist. Das Material wird gehärtet oder
verfestigt, um einen Formkörper
herzustellen. Da das flüssige
Polymermaterial in jede Ecke der Form unter Vakuum eingefüllt wird, kann
ein Vakuumgusskörper
glatt erhalten werden, der ausgezeichnete Dimensionsgenauigkeit
hat und der fast keine Luftbläschen
enthält.
In diesem Fall kann, wenn die Vakuumgießform in eine Vakuumatmosphäre eingebracht
wird und das flüssige
Polymermaterial, das in die Form eingespritzt werden soll, im Voraus
durch Vakuumlaugen entlüftet
wird, ein Formkörper
erhalten werden, der eine aus gezeichnetere Dimensionsgenauigkeit
und weniger Luftbläschen
hat. Eine Vakuumbehandlung (Behandlung unter verringertem Druck)
in einem Vakuumgefäß oder einer
Vakuumkammer, in die die Vakuumgießform eingegeben worden ist,
kann vor oder nach dem Eingeben der Vakuumgießform in das Vakuumgefäß oder dergleichen
durchgeführt
werden. Weiterhin kann der Grad des Vakuums für das Vakuumgießen in geeigneter
Weise entsprechend dem Anwendungszweck der Vakuumgießform festgelegt
werden, doch beträgt
dieses vorzugsweise etwa 0,1 bis 10 mmHg.
-
Illustrative Beispiele für das flüssige Polymermaterial,
das für
das obige Vakuumgießen
geeignet ist, schließen
Urethanharze, Harnstoffharze, Epoxyharze, ungesättigte Polyesterphenolharze,
härtbare
Silikonharze, härtbare
Dicyclopentadienharze, verschiedene durch Ultraviolett härtbare Harze
(wie durch Ultraviolettlicht härtbare
Harze, die für
die optische Verformung verwendet werden, oder andere durch Ultraviolettlicht härtbare Harze),
weitere wärmehärtende Harze,
thermoplastische Polymere, die durch Erhitzen zu einer Flüssigkeit
aufgeschmolzen werden (wie Polymere auf Styrolbasis, Polymere auf
Acrylbasis, Ethylen/Vinylacetat-Copolymere und Polymere auf Vinylidenchloridbasis)
und dergleichen ein.
-
Im Fall des Vakuumgießens unter
Verwendung eines wärmehärtenden
Harzes (wobei das Vakuumgießen
nicht von einer Bestrahlung mit ultraviolettem Licht begleitet wird)
wird das wärmehärtende Harz
in die Vakuumgießform
gemäß der vorliegenden
Erfindung, die in eine Vakuumatmosphäre eingebracht worden ist,
eingespritzt. Danach wird das Harz durch äußere Hitze oder darin erzeugte
Hitze umgesetzt und gehärtet,
um einen Formkörper
zu bilden, der eine Gestalt hat, welche der Innengestalt der Form
folgt.
-
Wenn ein Formkörper unter Verwendung einer
Vakuumgießform,
die ultraviolettes Licht hindurchlässt, durch Einspritzen eines
durch Ultraviolettlicht härtbaren
Harzes in die Form unter Vakuum gebildet werden soll, dann wird
das durch Ultraviolettlicht härtbare
Harz in die Vakuumgießform
gemäß der vorliegenden
Erfindung, die in eine Vakuumatmosphäre gebracht worden ist, eingespritzt,
mit Ultraviolettlicht bestrahlt und dann durch äußere Hitze oder durch darin
erzeugte Hitze wie erforderlich umgesetzt und gehärtet, um
einen Formkörper zu
bilden, der eine Gestalt hat, die der inneren Gestalt der Form folgt.
-
Wenn ein thermisch geschmolzenes
thermoplastisches Polymeres in die Vakuumgießform gemäß der vorliegenden Erfindung,
die in eine Vakuumatmosphäre
gebracht wurde, eingespritzt werden soll, dann wird das thermoplastische
Polymere in die Form eingespritzt und durch Kühlen verfestigt, wodurch ein
Formkörper erhalten
wird.
-
Da die Vakuumgießform gemäß der vorliegenden Erfindung
einen biegeelastischen Modul bei 50°C von nicht mehr als 5 kg/mm2 hat und ausgezeichnete Eigenschaften wie
beispielsweise hinsichtlich der Biegsamkeit, der Streckbarkeit und
der elastischen Erholungseigenschaften hat, kann selbst ein Formkörper, der eine
komplexe Gestalt wie einen gewellten Teil hat, leicht aus der Form
entnommen werden, in dem die Form nach dem Härten oder Verfestigen des Formkörpers expandiert
wird. Da die Vakuumgießform
gemäß der vorliegenden
Erfindung ihren ursprünglichen
Zustand nach Entfernung des Formkörpers wieder annimmt, kann sie
erneut für
das Vakuumgießen
zum Einsatz kommen.
-
Die folgenden Beispiele erläutern die
vorliegende Erfindung ausführlicher.
Jedoch ist die vorliegende Erfindung selbstverständlich nicht auf die folgenden
Beispiele beschränkt.
-
Beispiel 1 [Herstellung
des ersten Urethanacrylats]
-
- (1) 400 g 2-Hydroxyethylacrylat und 1.572 g ε-Caprolacton
wurden in einen 4-Liter-Vierhalskolben, ausgestattet mit einem Rührer, einem
Thermoregulator, einem Thermometer und einem Kondensator, eingegeben
und miteinander unter Rühren
bei 100 bis 150°C
8 Stunden lang umsetzen gelassen, um ein Additionsprodukt der obigen
Formel (iii) [eine Verbindung der Formel (iii), bei der R1 für
Wasserstoff steht, a den Wert 1 hat, b den Wert 5 hat und c den
Wert 4 hat] herzustellen.
- (2) 1.976 g des in der obigen Stufe (1) erhaltenen Additionsprodukts,
0,998 g Hydrochinonmonomethylether, 0,68 g Di-n-butylzinndilaurat
und 320 g Isophorondiisocyanat wurden in einen 4-Liter-Vierhalskolben, ausgestattet
mit einem Rührer,
einem Thermoregulator, einem Thermometer und einem Kondensator,
getrennt von dem in der obigen Stufe (1) verwendeten Kolben, eingegeben
und miteinander bei 40 bis 50°C 30
Minuten lang und dann weiter bei 80 bis 90°C umsetzen gelassen. Als Ergebnis
wurde ein achromatisches flüssiges
Produkt erhalten, das bei normaler Temperatur (25°C) viskos
war.
- (3) Bei der Bestimmung der chemischen Struktur des in der obigen
Stufe (2) erhaltenen Produkts wurde bei der NMR-Messung gefunden,
dass das Produkt Absorptionen, die dem Lacton zugeschrieben wurden,
bei 1,3839 ppm, 1,6414 ppm, 1,6539 ppm, 2,3066 ppm und 4,0505 ppm,
eine Multiplett-Absorption, die der Isophorongruppe zugeschrieben
wurde, bei 0,8 bis 1,8 ppm, und eine Absorption, die der Acrylatdoppelbindung
zugeschrie ben, bei 5,8 bis 6,5 ppm hatte. Weiterhin zeigte die IR-Messung,
dass charakteristische Absorptionen auf der Grundlage der Urethanbindung
bei 1.700 cm–1 und
1.540 cm–1 beobachtet
wurden. Es wurde daher bestätigt,
dass das Produkt das erste Urethanacrylat der Formel (1) war [eine
Verbindung der Formel (1), bei der R1 für ein Wasserstoffatom
steht, A1 für eine Isophorongruppe steht,
a den Wert 1 hat, b den Wert 5 hat, c den Wert 4 hat und d den Wert
2 hat]. Dieses Produkt wird nachstehend als "erstes Urethanacrylat (I1)" bezeichnet.
-
Beispiel 2 [Herstellung
des ersten Urethanacrylats]
-
1.972 g des in der obigen Stufe (1)
des Beispiels 1 erhaltenen Additionsprodukts, 0,44 g Hydrochinonmonomethylether,
0,67 g Di-n-butylzinndilaurat und 250 g Tolylendiisocyanat wurden
in einen 4-Liter-Vierhalskolben, ausgerüstet mit einem Rührer, einem
Thermoregulator, einem Thermometer und einem Kondensator, eingegeben
und miteinander bei 40 bis 50°C
30 Minuten lang umsetzen gelassen. Dann wurde die Reaktion bei 80
bis 90°C
weitergeführt.
Als Ergebnis wurde ein achromatisches flüssiges Produkt, das bei normaler
Temperatur (25°C)
viskos war, erhalten [eine Verbindung der Formel (1), bei der R1 für
ein Wasserstoffatom steht, A1 für eine Tolylengruppe
steht, a den Wert 1, b den Wert 5 hat, c den Wert 4 hat und d den
Wert 2 hat]. Dieses Produkt wird nachstehend als "erstes Urethanacrylat
(I2)" bezeichnet.
-
Beispiel 3 [Herstellung
des ersten Urethanacrylats]
-
- (1) 400 g 2-Hydroxyethylacrylat und 2.359 g ε-Caprolacton
wurden in einen 4-Liter-Vierhalskolben, ausgestattet mit einem Rührer, einem
Thermoregulator, einem Thermometer und einem Kondensator, eingegeben
und miteinander unter Rühren
bei 100 bis 150°C
8 Stunden lang umsetzen gelassen, um ein Additionsprodukt der obigen
Formel (iii) [eine Verbindung der Formel (iii), bei der R1 für
ein Wasserstoffatom steht, a den Wert 1 hat, b den Wert 5 hat und
c den Wert 6 hat] herzustellen.
- (2) 2.819 g des in der obigen Stufe (1) erhaltenen Additionsprodukts,
0,63 g Hydrochinonmonomethylether, 0,948 g Di-n-butylzinndilaurat
und 326 g Isophorondiisocyanat wurden in einen 4-Liter-Vierhalskolben,
ausgestattet mit einem Rührer,
einem Thermoregulator, einem Thermometer und einem Kondensator,
getrennt von dem in der obigen Stufe (1) verwendeten Kolben, eingegeben
und miteinander bei 40 bis 50°C
30 Minuten lang umsetzen gelassen. Dann erfolgte eine weitere Umsetzung
bei 80 bis 90°C.
Auf diese Weise wurde das erste Urethanacrylat der obigen Formel
(1) erhalten [eine Verbindung der Formel (1), bei der R1 für ein Wasserstoffatom
steht, A1 für eine Isophorongruppe steht,
a den Wert 1 hat, b den Wert 5 hat, c den Wert 6 hat und d den Wert
2 hat]. Dieses Produkt wird nachstehend als "erstes Urethanacrylat (I3)" bezeichnet.
-
Beispiel 4 [Herstellung
des zweiten Urethanacrylats]
-
14.92 g eines Additionsprodukts von
2-Hydroxyethylacrylat mit Propylenoxid [BLENMAR 10APE-550B von Nippon
Oil and Fats Co. Ltd; eine Verbindung der Formel (vi), bei der R2 für
H steht, R3 für CH3 steht,
e den Wert 1 und f den Wert 9 hat], 0,63 g Hydrochinonmonomethylether,
0,51 g Di-n-butylzinndilaurat und 222 g Isophorondiisocyanat wurden
in einen 4-Liter-Vierhalskolben, ausgerüstet mit einem Rührer, einem
Thermoregulator, einem Thermometer und einem Kondensator, eingegeben
und miteinander bei 40 bis 50°C
30 Minuten lang umsetzen gelassen. Dann wurde die Reaktion bei 80
bis 90°C
weitergeführt.
Auf diese Weise wurde das zweite Urethanacrylat erhalten [eine Verbindung
der Formel (2), bei der R2 für H steht,
R3 für
CH3 steht, A2 für eine Isophorongruppe
steht, e den Wert 1, f den Wert 9 und g den Wert 2 hat].
-
Beispiel 5 [Herstellung
des dritten Urethanacrylats]
-
1.517 g eines Additionsprodukts von
Acrylsäure
mit Propylenoxid [BLENMAR AP-550 von Nippon Oil and Fats Co. Ltd;
eine Verbindung der Formel (vii), bei der R4 für H steht,
R5 für
CH3 steht und h den Wert 10 hat], 1,00 g
Hydrochinonmonomethylether, 0,52 g Di-n-butylzinndilaurat und 222
g Isophorondiisocyanat wurden in einen 4-Liter-Vierhalskolben, ausgerüstet mit
einem Rührer,
einem Thermoregulator, einem Thermometer und einem Kondensator,
eingegeben und miteinander bei 40 bis 50°C 30 Minuten lang umsetzen gelassen. Dann
wurde die Reaktion bei 80 bis 90°C
weitergeführt.
Auf diese Weise wurde das dritte Urethanacrylat erhalten [eine Verbindung
der Formel (3), bei der R4 für H steht,
R5 für
CH3 steht, A3 für eine Isophorongruppe steht,
h den Wert 10 und j den Wert 2 hat].
-
Beispiel 6 (Herstellung
eines anderen Urethanacrylats als das erste, das zweite und das
dritte Urethanacrylat]
-
- (1) 382 g 2-Hydroxyethylacrylat und 751 g ε-Caprolacton
wurden in einen 4-Liter-Vierhalskolben, ausgestattet mit einem Rührer, einem
Thermoregulator, einem Thermometer und einem Kondensator, eingegeben und
miteinander unter Rühren
bei 100 bis 150°C
8 Stunden lang umsetzen gelassen, um eine Verbindung mit einer ähnlichen
Struktur wie diejenige des Additionsprodukts der Formel (iii) [wenn
durch die obige Formel (iii) angegeben, eine Verbindung mit der
Formel (iii), wobei R1 für ein Wasserstoffatom steht,
a den Wert 1 hat, b den Wert 5 hat und c den Wert 2 hat] herzustellen.
- (2) 1.133 g des in der obigen Stufe (1) erhaltenen Additionsprodukts,
0,28 g Hydrochinonmonomethylether, 0,43 g Di-n-butylzinndilaurat
und 305 g Isophorondiisocyanat wurden in einen 4-Liter-Vierhalskolben,
ausgestattet mit einem Rührer,
einem Thermoregulator, einem Thermometer und einem Kondensator,
getrennt von dem in der obigen Stufe (1) verwendeten Kolben, eingegeben
und miteinander bei 40 bis 50°C
30 Minuten lang umsetzen gelassen. Dann erfolgte eine weitere Umsetzung
bei 80 bis 90°C.
Als Ergebnis wurde ein achromatisches flüssiges Produkt erhalten, das
bei normaler Temperatur (25°C)
viskos war [wenn durch die obige Formel (1) angegeben, eine Verbindung
der Formel (1), bei der R1 für ein Wasserstoffatom
steht, A1 für eine Isophorongruppe steht,
a den Wert 1 hat, b den Wert 5 hat, c den Wert 6 hat und d den Wert
2 hat und die nicht in irgendeinem der ersten, zweiten und dritten
Urethanacrylate gemäß der vorliegenden Erfindung
eingeschlossen ist].
-
Beispiel 7 [Herstellung
eines anderen Urethanacrylats als das erste, das zweite und das
dritte Urethanacrylat]
-
- (1) 116 g 2-Hydroxyethylacrylat und 1.710 g ε-Caprolacton
wurden in einen 4-Liter-Vierhalskolben, ausgestattet mit einem Rührer, einem
Thermoregulator, einem Thermometer und einem Kondensator, eingegeben
und miteinander unter Rühren
bei 100 bis 150°C
8 Stunden lang umsetzen gelassen, um eine Verbindung herzustellen,
die eine Struktur hatte, die derjenigen eines Additionsprodukts
der Formel (iii) ähnlich war
[wenn durch die obige Formel (iii) angegeben, eine Verbindung mit der
Formel (iii), bei der R1 für ein Wasserstoffatom
steht, a den Wert 1 hat, b den Wert 5 hat und c den Wert 15 hat].
- (2) 1.826 g des in der obigen Stufe (1) erhaltenen Additionsprodukts,
0,38 g Hydrochinonmonomethylether, 0,58 g Di-n-butylzinndilaurat
und 93 g Isophorondiisocyanat wurden in einen 4-Liter-Vierhalskolben,
ausgestattet mit einem Rührer,
einem Thermoregulator, einem Thermometer und einem Kondensator,
getrennt von dem in der obigen Stufe (1) verwendeten Kolben, eingegeben
und miteinander bei 40 bis 50°C
30 Minuten lang umsetzen gelassen. Dann wurde die Reaktion bei 80
bis 90°C
weitergeführt.
Als Ergebnis wurde ein achromatisches flüssiges Produkt erhalten, das
bei normaler Temperatur (25°C)
viskos war [wenn durch die obige Formel (1) angegeben, eine Verbindung
der Formel (1), bei der R1 für ein Wasserstoffatom
steht, A1 für eine Isophorongruppe steht,
a den Wert 1 hat, b den Wert 5 hat, c den Wert 15 hat und d den
Wert 2 hat und die in keinem der ersten, zweiten und dritten Urethanacrylate
gemäß der vorliegenden
Erfindung eingeschlossen ist].
-
Beispiel 8 [Herstellung
einer photohärtbaren
Harzmasse]
-
1.300 g des ersten Urethanacrylats
(I1), erhalten in Beispiel 1, und 1.200
g Morpholinacrylamid [NK Ester A-MO von Shin Nakamura Chemical Co.
Ltd.) wurden in einen 5-Liter-Dreihalskolben, ausgestattet mit einem
Rührer,
einem Kühlrohr
und einem Tropftrichter mit einem Bypass eingebracht und die Innenseite
des Kolbens wurde, unter Vakuum gesetzt, entlüftet und durch Stickstoffgas
ersetzt. Danach wurden 120 g 2,2-Dimethoxy-2-phenylacetophenon (Irgacure
651 von Ciba Geigy Co. Ltd.; ein optischer radikalischer Polymerisationsinitiator)
in den Kolben unter einer vor Ultraviolettlicht geschützten Umgebung
eingegeben. Das resultierende Gemisch wurde unter Rühren bei
25°C etwa
1 Stunde lang durchgemischt, bis es sich vollständig aufgelöst hatte (Zeit des Mischens/Rührens etwa
1 Stunde). Auf diese Weise wurde eine photohärtbare Harzmasse erhalten,
die das erste Urethanacrylat (I1) enthielt
und die eine achromatische transparente viskose Flüssigkeit
(Viskosität
bei normaler Temperatur von etwa 390 cp) war.
-
Beispiel 9 [Herstellung
einer photohärtbaren
Harzmasse]
-
Die Verfahrensweise des Beispiels
8 wurde mit der Ausnahme wiederholt, dass 1.300 g des ersten Urethanacrylats
(I2), erhalten im Beispiel 2, als Urethanacrylat
verwendet wurde. Auf diese Weise wurde eine photohärtbare Harzmasse
erhalten, die das erste Urethanacrylat (I2)
enthielt und die eine achromatische transparente viskose Flüssigkeit
(Viskosität
bei normaler Temperatur von etwa 430 cp) war.
-
Beispiel 10 [Herstellung
einer photohärtbaren
Harzmasse]
-
Die Verfahrensweise des Beispiels
8 wurde mit der Ausnahme wiederholt, dass 1.300 g des ersten Urethanacrylats
(I3), erhalten im Beispiel 3, als Urethanacrylat
verwendet wurde. Auf diese Weise wurde eine photohärtbare Harzmasse
erhalten, die das erste Urethanacrylat (I3)
enthielt und die eine achromatische transparente viskose Flüssigkeit
(Viskosität
bei normaler Temperatur von etwa 600 cp) war.
-
Beispiel 11 [Herstellung
einer photohärtbaren
Harzmasse]
-
1.300 g des in Beispiel 4 erhaltenen
zweiten Urethanacrylats und 1.200 g des gleichen wie im Beispiel 8
verwendeten Morpholinacrylamids wurden in einen 5-Liter-Dreihalskolben,
ausgestattet mit einem Rührer, einem
Kühlrohr
und einem Tropf trichter mit einem Bypass, eingebracht. Die Innenseite
des Kolbens wurde, unter Vakuum gesetzt, entlüftet und durch Stickstoffgas
ersetzt. Danach wurden 120 g des gleichen 2,2-Dimethoxy-2-phenylacetophenons (optischer
radikalischer Polymerisationsinitiator), wie im Beispiel 8 verwendet,
in den Kolben unter einer vor Ultraviolettlicht geschützten Umgebung
eingegeben. Das resultierende Gemisch wurde unter Rühren bei
25°C durchgerührt, bis
es sich vollständig
aufgelöst
hatte (Zeit des Mischens/Rührens etwa
1 Stunde). Auf diese Weise wurde eine achromatische transparente
viskose flüssige
photohärtbare
Harzmasse erhalten, die das zweite Urethanacrylat enthielt (Viskosität bei normaler
Temperatur von etwa 430 cp).
-
Beispiel 12 [Herstellung
einer photohärtbaren
Harzmasse]
-
Die Verfahrensweise des Beispiels
11 wurde mit der Ausnahme wiederholt, dass 1.300 g des in Beispiel
5 erhaltenen dritten Urethanacrylats anstellte des zweiten Urethanacrylats
eingesetzt wurden. Auf diese Weise wurde eine photohärtbare Harzmasse
erhalten, die das dritte Urethanacrylat enthielt und die eine achromatische
transparente viskose Flüssigkeit
(Viskosität
bei normaler Temperatur von etwa 380 cp) war.
-
Vergleichsbeispiel 1 [Herstellung
einer photohärtbaren
Harzmasse]
-
Eine photohärtbare Harzmasse wurde in der
gleichen Weise wie im Beispiel 8 mit der Ausnahme hergestellt, dass
1.300 g des im Beispiel 6 erhaltenen Urethanacrylats anstelle des
ersten Urethanacrylats (I1), das im Beispiel
8 verwendet worden war, eingesetzt wurden. Die photohärtbare Harzmasse
war eine achromatische transparente viskose Flüssigkeit (Viskosität bei normaler
Temperatur von etwa 400 cp).
-
Vergleichsbeispiel 2 [Herstellung
einer photohärtbaren
Harzmasse]
-
Eine photohärtbare Harzmasse wurde in der
gleichen Weise wie im Beispiel 8 mit der Ausnahme hergestellt, dass
1.300 g des im Beispiel 7 erhaltenen Urethanacrylats anstelle des
im Beispiel 8 verwendeten ersten Urethanacrylats (I1)
eingesetzt wurden. Die photohärtbare
Harzmasse war eine dicke Paste und sie hatte keine Fließfähigkeit.
-
Beispiel 13 [Herstellung
eines photogehärteten
Formkörpers
durch ein in der Form erfolgendes Verformungsverfahren]
-
- (1) Eine photohärtbare Harzmasse, die das erste
Urethanacrylat (I1) enthielt und die im
obigen Beispiel 8 hergestellt worden war, wurde in eine transparente
Silikonform mit einem hantelförmigen
Hohlraum eingespritzt. Diese entsprach der JIS-Norm 7113. Dann wurde
mit Ultraviolettlicht einer 30W-Ultraviolettlampe von
der gesamten Oberfläche
der Silikonform 15 Minuten lang bestrahlt, um die Masse zu härten. Auf
diese Weise wurde ein photogehärteter
Testformkörper
mit Hantelform hergestellt. Beim Herausnehmen des Formkörpers (Testprobekörper mit
Hantelform) aus der Form und Messung seiner Zugeigenschaften (Zugfestigkeit,
Zugdehnung und Zugmodul) gemäß der JIS-Norm
K 7113 wurden die in der Tabelle 1 zusammengestellten Ergebnisse
erhalten.
- (2) Bei der Bestimmung der elastischen Erholungseigenschaften
des im obigen Beispiel 1 erhaltenen hantelförmigen Probekör pers wurden
die in Tabelle 1 zusammengestellten Ergebnisse erhalten.
-
Bestimmung
der elastischen Erholungseigenschaften des hantelförmigen Probekörpers
-
Der hantelförmige Probekörper (Formkörper oder
stereolithographierter Gegenstand) wurde mit der Hand am Mittelteil
davon in Längsrichtung
vollständig
gefaltet und im gefalteten Zustand 10 Minuten lang belassen und
dann von diesem gefalteten Zustand freigesetzt. Der Probekörper wurde
als gut (0) bezeichnet, wenn er seine ursprüngliche flache hantelförmige Gestalt
wieder annahm. Er wurde als schlecht (X) bezeichnet, wenn er seine
ursprüngliche
flache hantelförmige
Gestalt nicht wieder annahm und wenn der gefaltete Zustand aufrecht
erhalten blieb oder wenn der Probekörper nicht gebogen werden konnte.
- (3) Weiterhin wurde der Faktor der Volumenschrumpfung
(%) des hantelförmigen
Probekörpers
anhand der folgenden Gleichung (4) erhalten, indem das spezifische
Gewicht (d1) vor der Photohärtung der
photohärtbaren
Harzmasse, die beim Formen des Beispiels 13 verwendet worden war,
und das spezifische Gewicht (d2) der erhaltenen
Formkörpers
(hantelförmiger
Probekörper)
gemessen wurden. Die Ergebnisse sind in Tabelle 1 untenstehend zusammengefasst.
Faktor der Volumenschrumpfung
(%) =(d1/d2) × 100 (4)
-
Beispiel 14 [Herstellung
eines stereolithographierten Gegenstands durch optische Stereolithographie]
-
Eine optische Stereolithographie
wurde durchgeführt,
wobei die im obigen Beispiel 8 erhaltene photohärtbare Harzmasse, enthaltend
das erste Urethanacrylat (I1) und ein optisches
Verformungssystem mit Ultrahochgeschwindigkeit (SOLIFORM500, ein
Produkt von Teijin Seiki Co., Ltd.) verwendet wurden. Die Harzmasse
wurde mit Licht eines wassergekühlten
Ar-Lasers (Output 500 mW; Wellenlängen 333, 354 und 364 nm) bei einer
Bestrahlungsenergie von 20 bis 30 mJ/cm2,
einer Stückneigung
(Dicke jeder Schicht) von 0,127 mm und einer mittleren Verformungszeit
pro Schicht von 2 Minuten bestrahlt. Auf diese Weise wurde ein hantelförmiger stereolithographierter
Gegenstand auf der Basis der JIS-Norm 7113 hergestellt. Der so erhaltene
stereolithographierte Gegenstand wurde mit Isopropylalkohol gereinigt,
um an dem stereolithographierten Gegenstand anhaftende ungehärtete Harzlösung zu
entfernen, und dann 10 Minuten lang mit Ultraviolettlicht mit 3
KW bestrahlt, um das Harz nachzuhärten. Der resultierende stereolithographierte
Gegenstand (hantelförmiger
Probekörper)
wurde auf seine Zugeigenschaften (Zugfestigkeit, Zugdehnung und
Zugmodul) gemäß der JIS-Norm K
7113 durch Messung getestet. Die Ergebnisse sind in Tabelle 1 zusammengestellt.
-
Die elastischen Erholungseigenschaften
des so erhaltenen hantelförmigen
Probekörpers
(stereolithographierten Gegenstands) nach dem Nachhärten wurden
in der gleichen Weise wie im Beispiel 13 bestimmt. Die Ergebnisse
sind in Tabelle 1 zusammengestellt.
-
Weiterhin wurden der Faktor der Volumenschrumpfung
(%) des hantelförmigen
Probekörpers
aus der obigen Gleichung (4) be stimmt, indem das spezifische Gewicht
(d1) vor der Photohärtung der photohärtbaren Harzmasse,
verwendet bei der Stereolithographie des Beispiels 14, und das spezifische
Gewicht (d2) des stereolithographierten
Gegenstands nach dem Nachhärten
gemessen wurden. Die Ergebnisse sind in Tabelle 1 zusammengestellt.
-
Beispiel 15 [Herstellung
eines stereolithographierten Gegenstands durch optische Stereolithographie]
-
Die optische Stereolithographie,
das Reinigen des nichtgehärteten
Harzes und die Nachhärtung
wurden in der gleichen Weise wie im Beispiel 14 mit der Ausnahme
durchgeführt,
dass eine photohärtbare
Harzmasse, die das erste Urethanacrylat (I2)
enthielt und die im obigen Beispiel 9 erhalten worden war, dazu
eingesetzt wurde, um den stereolithographierten Gegenstand (hantelförmigen Probekörper) herzustellen.
Die Zugeigenschaften, die Eigenschaften der elastischen Erholung
und der Faktor der Volumenschrumpfung des so erhaltenen hantelförmigen Probekörpers (stereolithographierten
Gegenstands) wurden in der gleichen Weise wie im Beispiel 14 gemessen
oder bewertet. Die Ergebnisse sind in Tabelle 1 zusammengestellt.
-
Beispiel 16 [Herstellung
eines stereolithographierten Gegenstands durch optische Stereolithographie]
-
Die optische Stereolithographie,
das Reinigen des nichtgehärteten
Harzes und die Nachhärtung
wurden in der gleichen Weise wie im Beispiel 14 mit der Ausnahme
durchgeführt,
dass die photohärtbare
Harzmasse, die das erste Urethanacrylat (I3)
enthielt und die im obigen Beispiel 10 erhalten worden war, dazu
eingesetzt wurde, um den stereolithographierten Gegenstand (hantelförmigen Probekörper) herzustellen.
Die Zugei genschaften, die Eigenschaften der elastischen Erholung
und der Faktor der Volumenschrumpfung des so erhaltenen hantelförmigen Probekörpers (stereolithographierten
Gegenstands) wurden in der gleichen Weise wie im Beispiel 14 gemessen
oder bewertet. Die Ergebnisse sind in Tabelle 1 zusammengestellt.
-
Beispiel 17 [Herstellung
eines photogehärteten
Formkörpers
durch ein in der Form erfolgendes Verformungsverfahren]
-
Die im obigen Beispiel 11 erhaltene
photohärtbare
Harzmasse, die das zweite Urethanacrylat enthielt, wurde in eine
transparente Silikonform mit einem hantelförmigen Hohlraum entsprechend
der JIS-Norm 7113 in der gleichen Weise wie im Beispiel 13 eingespritzt.
Die Masse wurde in der gleichen Weise wie im Beispiel 13 photogehärtet, wodurch
ein hantelförmiger
Formkörper
erhalten wurde. Die Zugeigenschaften, die Eigenschaften der elastischen
Erholung und der Faktor der Volumenschrumpfung des so erhaltenen
hantelförmigen Probekörpers (Formkörpers) wurden
in der gleichen Weise wie im Beispiel 13 erhalten. Die Ergebnisse
sind in Tabelle 1 zusammengestellt.
-
Beispiel 18 [Herstellung
eines stereolithographierten Gegenstands durch optische Stereolithographie]
-
Die optische Stereolithographie,
das Reinigen des nichtgehärteten
Harzes und die Nachhärtung
wurden in der gleichen Weise wie im Beispiel 14 mit der Ausnahme
durchgeführt,
dass die photohärtbare
Harzmasse, die das zweite Urethanacrylat enthielt und die im obigen
Beispiel 11 erhalten worden war, dazu eingesetzt wurde, um einen
stereolithographierten Gegenstand (hantelförmigen Probekörper) herzustellen.
Die Zugeigenschaften, die Eigenschaften der elastischen Erholung
und der Faktor der Volumenschrumpfung des so erhaltenen hantelförmigen Probekörpers (stereolithographierten
Gegenstands) wurden in der gleichen Weise wie im Beispiel 14 gemessen
oder bewertet. Die Ergebnisse sind in Tabelle 1 zusammengestellt.
-
Beispiel 19 [Herstellung
eines photogehärteten
Formkörpers
durch ein in der Form erfolgendes Verformungsverfahren]
-
Die photohärtbare Harzmasse, die das dritte
Urethanacrylat enthielt und die im obigen Beispiel 12 erhalten worden
war, wurde in eine transparente Silikonform mit einem hantelförmigen Hohlraum
entsprechend der JIS-Norm 7113 in der gleichen Weise wie im Beispiel
13 eingespritzt. Die Masse wurde in der gleichen Weise wie im Beispiel
13 photogehärtet,
wodurch ein hantelförmiger
Formkörper
hergestellt wurde. Die Zugeigenschaften, die Eigenschaften der elastischen
Erholung und der Faktor der Volumenschrumpfung des so erhaltenen
hantelförmigen
Probekörpers
(Formkörpers)
wurden in der gleichen Weise wie im Beispiel 13 erhalten. Die Ergebnisse
sind in Tabelle 1 zusammengestellt.
-
Beispiel 20 [Herstellung
eines stereolithographierten Gegenstands durch optische Stereolithographie]
-
Die optische Stereolithographie,
das Reinigen des nichtgehärteten
Harzes und die Nachhärtung
wurden in der gleichen Weise wie im Beispiel 14 mit der Ausnahme
durchgeführt,
dass die photohärtbare
Harzmasse, die das dritte Urethanacrylat enthielt und die im obigen
Beispiel 12 erhalten worden war, dazu eingesetzt wurde, um einen
stereolithographierten Gegenstand (hantelförmigen Probekörper) herzustellen.
Die Zugeigenschaften, die Eigenschaften der elastischen Erholung
und der Faktor der Volumenschrumpfung des so erhaltenen hantelförmigen Probekörpers (stereolithographierten
Gegenstands) wurden in der gleichen Weise wie im Beispiel 14 gemessen
oder bewertet. Die Ergebnisse sind in Tabelle 1 zusammengestellt.
-
Vergleichsbeispiel 3 [Herstellung
eines stereolithographierten Gegenstands durch optische Stereolithographie]
-
Die optische Stereolithographie,
das Reinigen des nichtgehärteten
Harzes und die Nachhärtung
wurden in der gleichen Weise wie im Beispiel 14 mit der Ausnahme
durchgeführt,
dass die im obigen Vergleichsbeispiel 1 erhaltene Harzmasse dazu
eingesetzt wurde, um einen stereolithographierten Gegenstand (hantelförmigen Probekörper) herzustellen.
Die Zugeigenschaften, die Eigenschaften der elastischen Erholung
und der Faktor der Volumenschrumpfung des so erhaltenen hantelförmigen Probekörpers (stereolithographierten Gegenstands)
wurden in der gleichen Weise wie im Beispiel 14 gemessen oder bewertet.
Die Ergebnisse sind in Tabelle 1 zusammengestellt.
-
Vergleichsbeispiel 4 [Herstellung
eines photogehärteten
Formkörpers
durch ein in der Form erfolgendes Verformungsverfahren]
-
Die im obigen Vergleichsbeispiel
2 erhaltene dicke pastenartige photohärtbare Harzmasse wurde in eine
transparente Silikonform mit einem hantelförmigen Hohlraum entsprechend
der JIS-Norm 7113 in der gleichen Weise wie im Beispiel 13 eingespritzt.
Die Masse wurde in der gleichen Weise wie im Beispiel 13 photogehärtet, wodurch
ein hantelförmiger
Formkörper
hergestellt wurde. Die Zugeigenschaften, die Eigenschaften der elastischen
Erholung und der Faktor der Volumenschrumpfung des so erhaltenen
hantelförmigen
Probekörpers
(Formkörpers)
wurden in der gleichen Weise wie im Beispiel 13 erhalten. Die Ergebnisse
sind in Tabelle 1 zusammengestellt.
-
-
Aus den Ergebnissen der obigen Tabelle
1 wird ersichtlich, dass qualitativ hochwertige Formkörper und
stereolithographierte Gegenstände
mit hoher Zugdehnung und ausgezeichneten Eigenschaften hinsichtlich
der Biegsamkeit, der elastischen Erholung und der Zugfestigkeit
mit hoher Dimensionsgenauigkeit und einem kleinen Faktor der Volumenschrumpfung
in den Beispielen 13 bis 20 erhalten wurden. In diesen waren die
photohärtbaren
Harzmassen der Beispiele 8 bis 12 verwendet worden, die die erfindungsgemäßen Urethanacrylate
enthielten.
-
Demgegenüber wird auch ersichtlich,
dass der im Vergleichsbeispiel 3 erhaltene stereolithographierte Gegenstand,
bei dessen Herstellung die photohärtbare Harzmasse des Vergleichsbeispiels
1, enthaltend ein anderes Urethanacrylat als die erfindungsgemäßen Urethanacrylate,
verwendet worden war, keine Biegsamkeit und eine extrem kleine Zugdehnung
sowie einen hohen Faktor der Volumenschrumpfung hatte. Er war auch
hart und brüchig.
-
Es wird weiterhin aus den Ergebnissen
der Vergleichsbeispiele 2 und 4 ersichtlich, dass die photohärtbare Harzmasse
des Vergleichsbeispiels 2, die ein anderes Urethanacrylat als die
erfindungsgemäßen Urethanacrylate
enthält,
wegen ihrer extrem hohen Viskosität keine Flüssigkeit darstellt. Sie wird
durch ein in der Form erfolgendes Verformungsverfahren schlecht
geformt und sie kann nicht für
die optische Stereolithographie eingesetzt werden. Wird trotzdem
ein Formkörper
aus der photohärtbaren
Harzmasse des Vergleichsbeispiels 2 hergestellt, dann hat er keine
Biegsamkeit und eine extrem kleine Zugdehnung. Schließlich ist
er brüchig
und hat einen niedrigen Zugmodul.
-
Beispiel 21
-
- (1) Eine Vakuumgießform, bestehend aus einer
Kernform 1 und einer Hohlraumform 2 mit den in 1 gezeigten Gestalten, wurde
aus der im Beispiel 8 erhaltenen photohärtbaren Harzmasse hergestellt,
wobei ein optisches Verformungssystem mit ultrahoher Geschwindigkeit
angewendet wurde (SOLIFORM500, ein Produkt von Teijin Seiki Co.,
Ltd.). Die Harzmasse wurde mit Ar-Lasers (Licht eines wassergekühlten Output
500 mW; Wellenlänge
333, 351 und 364 nm) bei einer Bestrahlungsenergie von 20 bis 30
mJ/cm2 und bei einer Stücksteigung (Dicke jeder Schicht)
von 0,05 mm sowie einer mittleren Formungszeit pro Schicht von 2
Minuten bestrahlt. Die so erhaltene Vakuumgießform wurde mit Isopropylalkohol
gereinigt, um an der Form anhaftende ungehärtete Harzlösung zu entfernen und mit Ultraviolettlicht
mit 3 KW 10 Minuten lang bestrahlt, um das Harz bei 150°C 30 Minuten
lang nachzuhärten.
-
Die 1 ist
eine Schnittdarstellung, geschnitten im rechten Winkel zu der Werkzeugtrennfläche der Vakuumgießform. Die 2 ist eine Draufsicht, gesehen
von der Formungsoberfläche
der Kernform 1, und die 3 ist
eine Draufsicht, gesehen von der Formungsoberfläche der Hohlraumform 2.
In der 1 bezeichnet das
Bezugszeichen 3 einen Kernteil der Kernform 4 bezeichnet
einen Hohlraumteil der Hohlraumform 2 und 5 eine Öffnung für die Einspritzung
eines flüssigen
polymeren Materials in die Vakuumgießform.
- (2)
Die in der obigen Stufe (1) erhaltene Vakuumgießform wurde in ein Vakuumgefäß, gehalten
bei einer Temperatur von 50°C
und einem Druck von 5 mmHg, eingebracht. Ein flüssiges Polyurethanharz vom
Zweikomponententyp (Colonate 4090, ein Produkt von Nippon Polyurethane
Co. Ltd.) wurde in die Vakuumgießform eingespritzt und 60 Minuten
lang reagieren gelassen, um einen Polyurethanformkörper in
der Form zu bilden. Danach wurde der Polyurethanformkörper aus
dem Vakuumgefäß zusammen
mit der Vakuumgießform
herausgenommen. Er wurde von der Form entfernt, indem die Vakuumgießform expandiert
wurde, während
die Temperatur des Polyurethanformkörpers zwischen 50 und 60°C lag. Da
die Vakuumgießform eine
ausgezeichnete Biegsamkeit und Streckbarkeit hatte, konnte der Polyurethanformkörper leicht
aus der Vakuumgießform
entfernt werden. Weiterhin nahm die Vakuumgießform nach dem Entfernen des
Polyurethanformkörpers
daraus ihre ursprüngliche
Gestalt aufgrund ihrer ausgezeichneten elastischen Erholungseigenschaften
wieder an, und sie konnte für
das Vakuumgießen
wieder eingesetzt werden. Daher konnte bei der Wiederholung des
Vakuumgießens,
wie oben beschrieben, bis die Vakuumgießform brach, dieser Vorgang
sieben Mal durchgeführt
werden, und es wurden sieben Polyurethanformkörper erhalten.
- (3) Unter Verwendung des gleichen optischen Verformungssystems
mit ultrahoher Geschwindigkeit wie in der obigen Stufe (1) wurde
eine optische Verformung bei den gleichen Bedingungen wie in der
obigen Stufe (1) durchgeführt,
um einen hantelförmigen
Probekörper
auf der Basis der JIS-Norm 7113 herzustellen. Der hantelförmige Probekörper wurde
mit Isopropylalkohol gereinigt, um eine an dem hantelförmigen Probekörper haftende
Lösung
von ungehärtetem
Harz zu entfernen, 10 Minuten lang mit Ultraviolettlicht mit 3 KW bestrahlt
und weiterhin 30 Minuten lang auf 150°C erhitzt, um das Harz nachzuhärten. Die
Zugeigenschaften (Zugfestigkeit, Zugdehnung und Zugmodul) des so
erhaltenen hantelförmigen
Probekörpers
wurden gemäß der JIS-Norm
K 7113 gemessen. Die Ergebnisse sind in Tabelle 2 zusammengestellt.
-
Weiterhin wurden bei der Messung
des elastischen Biegemoduls bei 50°C gemäß der JIS-Norm K 7207 des hantelförmigen Probekörpers die
in Tabelle 2 gezeigten Ergebnisse erhalten.
-
Beispiel 22
-
- (1) Die optische Verformung wurde in der gleichen
Weise wie unter (1) von Beispiel 21 durchgeführt, wobei die im Beispiel
9 erhaltene photohärtbare
Harzmasse eingesetzt wurde, um eine Gießform herzustellen, die aus
einer Kernform 1 und einer Hohlraumform 2 mit
den in 1 gezeigten Gestalten
bestand. Danach wurde die so erhaltene Vakuumgießform mit Isopropylalkohol
gereinigt und dann in der gleichen Weise wie unter (1) von Beispiel
22 einer Bestrahlung mit Ultraviolettlicht und einer Hitzebehandlung
unterworfen, um nachgehärtet
zu werden.
- (2) Ein Polyurethanformkörper
wurde durch Vakuumgießen
in der gleichen Weise wie unter (2) von Beispiel 21 hergestellt,
wobei die in der obigen Stufe (1) erhaltene Vakuumgießform verwendet
wurde. Danach wurde der Polyurethanformkörper zusammen mit der Vakuumgießform aus
dem Vakuumgefäß herausgenommen.
Er wurde aus der Form entfernt, indem die Vakuumgießform expandiert
wurde, während
die Temperatur des Polyurethanformkörpers zwischen 50 und 60°C lag. Da
die Vakuumgießform
eine ausgezeichnete Biegsamkeit und Streckbarkeit hatte, konnte
der Polyurethanformkörper
leicht aus der Vakuumgießform entfernt
werden. Weiterhin nahm die Vakuumgießform nach dem Entfernen des
Polyurethanformkörpers daraus
ihre ursprüngliche
Gestalt aufgrund ihrer ausgezeichneten elastischen Erholungseigenschaften wieder
an, und sie konnte für
das Vakuumgießen
wieder eingesetzt werden. Daher wurde das oben beschriebene Vakuumgießen wiederholt,
bis die Vakuumgießform
brach. Dieser Vorgang konnte fünf
Mal durchgeführt
werden, und es wurden fünf
Polyurethanformkörper
erhalten.
- (3) Die optische Verformung erfolgte in der gleichen Weise wie
unter (3) in Beispiel 21, um einen hantelförmigen Probekörper auf
der Basis der JIS-Norm 7113 herzustellen. Der hantelförmige Probekörper wurde mit
Isopropylalkohol gereinigt und durch Bestrahlung mit Ultraviolettlicht
und Erhitzen in der gleichen Weise wie unter (3) von Beispiel 21
nachgehärtet.
Die Zugeigenschaften (Zugfestigkeit, Zugdehnung und Zugmodul) des
so erhaltenen hantelförmigen
Probekörpers
wurden gemäß der JIS-Norm
K 7113 gemessen. Die Ergebnisse sind in Tabelle 2 zusammengestellt.
-
Bei der Messung des elastischen Biegemoduls
bei 50°C
gemäß der JIS-Norm
K 7207 des hantelförmigen
Probekörpers
nach der Nachhärtung
wurden die in Tabelle 2 zusammengestellten Ergebnisse erhalten.
-
Beispiel 23
-
- (1) Die optische Verformung erfolgte in der
gleichen Weise wie unter (1) von Beispiel 21, wobei die im Beispiel
10 erhaltene photohärtbare
Harzmasse verwendet wurde, um eine Vakuumgießform, bestehend aus einer
Kernform 1 und einer Hohlraumform 2 mit den in 1 gezeigten Gestalten, herzustellen.
Danach wurde die so erhaltene Vakuumgießform mit Isopropylalkohol
gereinigt und dann in der gleichen Weise wie unter (1) von Beispiel
21 einer Bestrahlung mit Ultraviolettlicht und einer Wärmebehandlung
unterworfen, um nachgehärtet
zu werden.
- (2) Ein Polyurethanformkörper
wurde durch Vakuumgießen
in der gleichen Weise wie unter (2) von Beispiel 21 hergestellt,
wobei die Vakuumgießform
eingesetzt wurde, die in der obigen Stufe (1) erhalten worden war.
Danach wurde der Polyurethanformkörper aus dem Vakuumgefäß zusammen
mit der Vakuumgießform
herausgenommen und aus der Form entfernt, indem die Vakuumgießform expandiert
wurde, während die
Temperatur des Polyurethanformkörpers
zwischen 50 und 60°C
lag. Da die Vakuumgießform
eine ausgezeichnete Biegsamkeit und Streckbarkeit hatte, konnte
der Polyurethanformkörper
leicht aus der Vakuumgießform
herausgenommen werden. Weiterhin nahm die Vakuumgießform nach
dem Entfernen des Polyurethanformkörpers daraus ihre ursprüngliche
Gestalt aufgrund ihrer ausgezeichneten elastischen Erholungseigenschaften
wieder an. Sie konnte für
das Vakuumgießen
wieder eingesetzt werden. Daher konnte dieser Vorgang, wenn das
wie oben beschriebene Vakuumgießen
bis zum Bruch der Vakuumgießform
wiederholt wurde, zehnmal durchgeführt werden, und es wurden zehn
Polyurethanformkörper
erhalten.
- (3) Die optische Verformung wurde in der gleichen Weise wie
unter (3) von Beispiel 21 durchgeführt, um einen hantelförmigen Probekörper auf
der Basis der JIS-Norm 7113 herzustellen. Der hantelförmige Probekörper wurde
mit Isopropylalkohol gereinigt und durch Bestrahlung mit Ultraviolettlicht
und Erhitzen in der gleichen Weise wie unter (3) von Beispiel 21
nachgehärtet.
Die Zugeigenschaften (Zugfestigkeit, Zugdehnung und Zugmodul) des
so erhaltenen hantelförmigen
Probekörpers
wurden gemäß der JIS-Norm
K 7113 gemessen. Die Ergebnisse sind in Tabelle 2 zusammengestellt.
-
Bei der Messung des biegeelastischen
Moduls bei 50°C
gemäß der JIS-Norm
K 7207 des hantelförmigen
Probekörpers
wurden die in Tabelle 2 angegebenen Ergebnisse erhalten.
-
Beispiel 24
-
- (1) Die optische Verformung erfolgte in der
gleichen Weise wie unter (1) von Beispiel 21, wobei die im Beispiel
11 erhaltene photohärtbare
Harzmasse verwendet wurde, um eine Vakuumgießform, bestehend aus einer
Kernform 1 und einer Hohlraumform 2 mit den in 1 gezeigten Gestalten, herzustellen.
Danach wurde die so erhaltene Vakuumgießform mit Isopropylalkohol
gereinigt und dann in der gleichen Weise wie unter (1) von Beispiel
21 einer Bestrahlung mit Ultraviolettlicht und einer Wärmebehandlung
unterworfen, um nachgehärtet
zu werden.
- (2) Ein Polyurethanformkörper
wurde durch Vakuumgießen
in der gleichen Weise wie unter (2) von Beispiel 21 hergestellt,
wobei die Vakuumgießform
eingesetzt wurde, die in der obigen Stufe (1) erhalten worden war.
Danach wurde der Polyurethanformkörper aus dem Vakuumgefäß zusammen
mit der Vakuumgießform
herausgenommen und aus der Form entfernt, indem die Vakuumgießform expandiert
wurde, während die
Temperatur des Polyurethanformkörpers
zwischen 50 und 60°C
lag. Da die Vakuumgießform
eine ausgezeichnete Biegsamkeit und Streckbarkeit hatte, konnte
der Polyurethanformkörper
leicht aus der Vakuumgießform
herausgenommen werden. Weiterhin nahm die Vakuumgießform nach
dem Entfernen des Polyurethanformkörpers ihre ursprüngliche
Gestalt aufgrund ihrer ausgezeichneten elastischen Erholungseigenschaften
wieder an und sie konnte für
das Vakuumgießen
wieder eingesetzt werden. Daher konnte dieser Vorgang, wenn das
wie oben beschriebene Vakuumgießen
bis zum Bruch der Vakuumgießform
wiederholt wurde, zwölfmal
durchgeführt
werden, und es wurden zwölf
Polyurethanformkörper
erhalten.
- (3) Die optische Verformung wurde in der gleichen Weise wie
unter (3) von Beispiel 21 durchgeführt, um einen hantelförmigen Probekörper auf
der Basis der JIS-Norm 7113 herzustellen. Der hantelförmige Probekörper wurde
mit Isopropylalkohol gereinigt und durch Bestrahlung mit Ultraviolettlicht
und Erhitzen in der gleichen Weise wie unter (3) von Beispiel 21
nachgehärtet.
Die Zugeigenschaften (Zugfestigkeit, Zugdehnung und Zugmodul) des
so erhaltenen hantelförmigen
Probekörpers
wurden gemäß der JIS-Norm
K 7113 gemessen. Die Ergebnisse sind in Tabelle 2 zusammengestellt.
-
Bei der Messung des biegeelastischen
Moduls bei 50°C
gemäß der JIS-Norm
K 7207 des hantelförmigen
Probekörpers
wurden die in Tabelle 2 angegebenen Ergebnisse erhalten.
-
Beispiel 25
-
- (1) Die optische Verformung erfolgte in der
gleichen Weise wie unter (1) von Beispiel 21, wobei die im Beispiel
12 erhaltene photohärtbare
Harzmasse verwendet wurde, um eine Vakuumgießform, bestehend aus einer
Kernform 1 und einer Hohlraumform 2 mit den in 1 gezeigten Gestalten, herzustellen.
Danach wurde die so erhaltene Vakuumgießform mit Isopropylalkohol
gereinigt und dann in der gleichen Weise wie unter (1) von Beispiel
21 einer Bestrahlung mit Ultraviolettlicht und einer Wärmebehandlung
unterworfen, um nachgehärtet
zu werden.
- (2) Ein Polyurethanformkörper
wurde durch Vakuumgießen
in der gleichen Weise wie unter (2) von Beispiel 21 hergestellt,
wobei die Vakuumgießform
eingesetzt wurde, die in der obigen Stufe (1) erhalten worden war.
Danach wurde der Polyurethanformkörper zusammen mit der Vakuumgießform aus
dem Vakuumgefäß herausgenommen
und aus der Form entfernt, indem die Vakuumgießform expandiert wurde, während die
Temperatur des Polyurethanformkörpers
zwischen 50 und 60°C
lag. Da die Vakuumgießform
eine ausgezeichnete Biegsamkeit und Streckbarkeit hatte, konnte
der Polyurethanformkörper
leicht aus der Vakuumgießform
herausgenommen werden. Weiterhin nahm die Vakuumgießform nach
dem Entfernen des Polyurethanformkörpers daraus ihre ursprüngliche
Gestalt aufgrund ihrer ausgezeichneten elastischen Erholungseigenschaften
wieder an und sie konnte für
das Vakuumgießen
wieder eingesetzt werden. Daher konnte dieser Vorgang, wenn das
wie oben beschriebene Vakuumgießen
bis zum Bruch der Vakuumgießform
wiederholt wurde, neunmal durchgeführt werden, und es wurden neun
Polyurethanformkörper
erhalten.
- (3) Die optische Verformung wurde in der gleichen Weise wie
unter (3) von Beispiel 21 durchgeführt, um einen hantelförmigen Probekörper auf
der Basis der JIS-Norm 7113 herzustellen. Der hantelförmige Probekörper wurde
mit Isopropylalkohol gereinigt und durch Bestrahlung mit Ultraviolettlicht
und Erhitzen in der gleichen Weise wie unter (3) von Beispiel 21
nachgehärtet.
Die Zugeigenschaften (Zugfestigkeit, Zugdehnung und Zugmodul) des
so erhaltenen hantelförmigen
Probekörpers
wurden gemäß der JIS-Norm
K 7113 gemessen. Die Ergebnisse sind in Tabelle 2 zusammengestellt.
-
Bei der Messung des biegeelastischen
Moduls bei 50°C
gemäß der JIS-Norm
K 7207 des hantelförmigen
Probekörpers
wurden die in Tabelle 2 angegebenen Ergebnisse erhalten.
-
Beispiel 26
-
- (1) Eine photohärtbare Harzmasse (Viskosität bei normaler
Temperatur von etwa 400 cp), erhalten in der gleichen Weise wie
im Beispiel 8 mit der Ausnahme, dass 1.300 g des im Beispiel 6 erhaltenen
Urethanacrylats anstelle des im Beispiel 8 verwendeten ersten Urethanacrylats
(I1) eingesetzt wurden. Sie wurde in einen
10-Liter-Universalrührer überführt und
7.500 g feine Teilchen von Polyvinylchlorid mit einer mittleren Teilchengröße von 5 μm und 3.750
g Di-n-octyl wurden hinzugegeben und unter Rühren eine Stunde lang damit
vermischt, wodurch eine trübweiße viskose
flüssige
photohärtbare
Harzmasse (Viskosität
bei normaler Temperatur von etwa 5.400 cp) erhalten wurde.
- (2) Die optische Verformung wurde in der gleichen Weise wie
unter (1) von Beispiel 21 durchgeführt, wobei die in der obigen
Stufe (1) erhaltene photohärtbare
Harzmasse eingesetzt wurde, um eine Vakuumgießform, bestehend aus einer
Kernform 1 und einer Hohlraumform 2 mit den in 1 gezeigten Gestalten, herzustellen.
Danach wurde die so erhaltene Vakuumgießform mit Isopropylalkohol
gereinigt und dann in der gleichen Weise wie unter (1) von Beispiel
21 einer Bestrahlung mit Ultraviolettlicht und einer Hitzebehandlung
unterworfen, um nachgehärtet
zu werden.
- (3) Ein Polyurethanformkörper
wurde durch Vakuumgießen
in der gleichen Weise wie unter (2) von Beispiel 21 hergestellt,
wobei die in der obigen Stufe (1) erhaltene Vakuumgießform ein gesetzt
wurde. Danach wurde der Polyurethanformkörper aus dem Vakuumgefäß zusammen
mit der Vakuumgießform
herausgenommen und aus der Form entfernt, indem die Vakuumgießform expandiert
wurde, während
die Temperatur des Polyurethanformkörpers zwischen 50 und 60°C lag. Da
die Vakuumgießform
eine ausgezeichnete Biegsamkeit und Streckbarkeit hatte, konnte
der Polyurethanformkörper
leicht aus der Vakuumgießform
herausgenommen werden. Weiterhin nahm die Vakuumgießform nach
der Entfernung des Polyurethanformkörpers daraus ihre ursprüngliche
Gestalt aufgrund ihrer ausgezeichneten elastischen Erholungseigenschaften
wieder an, und sie konnte für
das Vakuumgießen
wieder eingesetzt werden. Daher konnte, wenn das oben beschriebene
Vakuumgießen
bis zum Bruch der Vakuumgießform
wiederholt wurde, dieser Vorgang fünfmal durchgeführt werden,
und es wurden fünf
Polyurethanformkörper
erhalten.
- (4) Die optische Verformung erfolgte in der gleichen Weise in
unter (3) von Beispiel 21, um einen hantelförmigen Probekörper auf
der Basis der JIS-Norm 7113 herzustellen. Der hantelförmige Probekörper wurde mit
Isopropylalkohol gereinigt und durch Bestrahlung mit Ultraviolettlicht
und Erhitzen in der gleichen Weise wie unter (3) von Beispiel 21
nachgehärtet.
Die Zugeigenschaften (Zugfestigkeit, Zugdehnung und Zugmodul) des
so erhaltenen hantelförmigen
Probekörpers
wurden gemäß der JIS
K 7113 gemessen. Die erhaltenen Ergebnisse sind in Tabelle 2 zusammengestellt.
-
Nach der Messung des biegeelastischen
Moduls bei 50°C
gemäß der JIS-Norm
K 7207 des hantelförmigen
Probekörpers
wurden die in Tabelle 2 zusammengestellten Ergebnisse erhalten.
-
Vergleichsbeispiel 5
-
- (1) Die optische Verformung erfolgte in der
gleichen Weise wie unter (1) von Beispiel 21, wobei die im Vergleichsbeispiel
1 erhaltene photohärtbare
Harzmasse verwendet wurde, um eine Vakuumgießform, bestehend aus einer
Kernform 1 und einer Hohlraumform 2 mit den in 1 gezeigten Gestalten, herzustellen. Danach
wurde die so erhaltene Vakuumgießform mit Isopropylalkohol
gereinigt und durch Bestrahlung mit Ultraviolettlicht und Erhitzen
in der gleichen Weise wie unter (1) von Beispiel 21 nachgehärtet.
- (2) Ein Polyurethanformkörper
wurde durch Vakuumgießen
in der gleichen Weise wie unter (2) von Beispiel 21 hergestellt,
wobei die Vakuumgießform
eingesetzt wurde, die in der obigen Stufe (1) erhalten worden war.
Danach wurde der Polyurethanformkörper aus dem Vakuumgefäß zusammen
mit der Vakuumgießform
herausgenommen und es wurde versucht, den Formkörper aus der Form zu entfernen,
indem die Vakuumgießform
expandiert wurde, während
die Temperatur des Polyurethanformkörpers zwischen 50 und 60°C lag. Da
jedoch die Vakuumgießform
keine Biegsamkeit und Streckbarkeit hatte, konnte der Polyurethanformkörper nicht
glatt aus der Vakuumgießform
entfernt werden. Als versucht wurde, diesen durch Zwang aus der
Form zu entfernen, brach die Vakuumgießform.
- (3) Die optische Verformung wurde in der gleichen Weise wie
unter (3) von Beispiel 21 durchgeführt, um einen hantelförmigen Probekörper auf
der Basis der JIS-Norm 7113 herzustellen. Der hantelförmige Probekörper wurde
mit Isopropylalkohol gereinigt und durch Bestrahlung mit Ultraviolettlicht
und Erhitzen in der gleichen Weise wie unter (3) von Beispiel 21
nachgehärtet.
Die Zugeigenschaften (Zugfestigkeit, Zugdehnung und Zugmodul) des
so erhaltenen hantelförmigen
Probekörpers
wurden gemäß der JIS-Norm
K 7113 gemessen. Die Ergebnisse sind in Tabelle 2 zusammengestellt.
-
Bei der Messung des biegeelastischen
Moduls bei 50°C
gemäß der JIS-Norm
K 7207 des erhaltenen hantelförmigen
Probekörpers
wurden die in Tabelle 2 angegebenen Ergebnisse erhalten.
-
-
Aus den Ergebnissen der obigen Tabelle
2 wird ersichtlich, dass die Vakuumgießform gemäß der vorliegenden Erfindung
einen biegeelastischen Modul bei 50°C von nicht mehr als 5 kg/mm2 hat und ausgezeichnete Eigenschaften hinsichtlich
der Biegsamkeit, der Streckbarkeit und der elastischen Erholungseigenschaften
besitzt. Der Formkörper
kann daher leicht aus der Form herausgenommen werden. Die Form nimmt
ihre ursprüngliche
Gestalt nach der Herausnahme des Formkörpers wieder an, und sie kann
wieder zum Einsatz kommen.
-
Im Gegensatz dazu konnte, weil die
Vakuumgießform
des Vergleichsbeispiels 5 mit einem biegeelastischen Modul bei 50°C von mehr
als 5 kg/mm2 schlechtere Eigenschaften hinsichtlich
der Biegsamkeit, der Streckbarkeit und der elastischen Erholungseigenschaften
hatte, der Formkörper
nicht glatt aus der Form herausgenommen (keine Formtrennung) werden,
und er brach, als versucht wurde, diesen durch Zwang herauszunehmen.
-
Beispiel 27
-
- (1) Eine Lösung
von 30 Gewichtsteilen eines Methylmethacrylat/Perfluorpentylacrylat/Butylacrylat-Copolymeren
(Molverhältnis
6/2/2), gelöst
in 70 Gewichtsteilen eines Mischlösungsmittels aus Methyl-Cellosolve/Methylethylketon/Isopropylalkohol
(im Gewichtsverhältnis
60/10/30), wurde auf die Formungsoberfläche der unter (2) von Beispiel
21 erhaltenen Vakuumgießform
durch eine Sprühkanone
aufgebracht und an der Luft eine Stunde lang getrocknet. Dann wurde
die Vakuumgießform
in einem auf 80°C
erhitzten Ofen 30 Minuten lang wärmebehandelt,
um eine Überzugsschicht
(Dicke: 30 μm)
des obigen Copolymeren auf ihrer Formungsoberfläche zu bilden.
- (2) Ein Polyurethanformkörper
wurde durch Vakuumgießen
in der gleichen Weise wie unter (2) von Beispiel 21 hergestellt,
wobei die Vakuumgießform
mit einer Überzugsschicht
eines Copolymeren auf der Formungsoberschicht eingesetzt wurde,
die in der obigen Stufe (1) erhalten worden war. Danach wurde der Polyurethanformkörper aus
dem Vakuumgefäß zusammen
mit der Vakuumgießform
herausgenommen und aus der Form entfernt, indem die Vakuumgießform expandiert
wurde, während
die Temperatur des Polyurethanformkörpers zwischen 50 und 60°C lag. Da
die Vakuumgießform
eine ausgezeichnete Biegsamkeit und Streckbarkeit hatte, konnte
der Polyurethanformkörper
leicht aus der Vakuumgießform
entfernt werden. Weiterhin nahm die Vakuumgießform nach der Entfernung des
Polyurethanformkörpers
daraus ihre ursprüngliche
Gestalt aufgrund ihrer ausgezeichneten elastischen Erholungseigenschaften
wieder an, und sie konnte für
das Vakuumgießen
wieder eingesetzt werden. Daher konnte, als das oben beschriebene
Vakuumgießen
bis zum Bruch der Gießform
wiederholt wurde, dieser Vorgang dreißigmal durchgeführt werden,
und es wurden dreißig
Polyurethanformkörper
erhalten.
-
Aus den Ergebnissen des Beispiels
27 geht hervor, dass die Vakuumgießform gemäß der vorliegenden Erfindung,
die auf ihrer Verformungsoberfläche
eine Überzugsschicht
aus einem organischen Polymeren hat, weiter verbesserte Trenneigenschaften
und Dauerhaftigkeit hat, und dass sie für das Vakuumgießen vielmals
verwendet werden kann.
-
Beispiel 28
-
- (1) Eine Lösung
von 60 Gewichtsteilen eines Beschichtungsmittels auf Polyurethanbasis
(Colonate L, ein Produkt von Nippon Polyurethan Co. Ltd.), gelöst in 100
Gewichtsteilen Xylol, wurde auf die Formungsoberfläche der
unter (2) von Beispiel 21 erhaltenen Vakuumgießform durch eine Sprühkanone
aufgebracht. Dann wurde die Vakuumgießform in einem auf 80°C erhitzten
Ofen 30 Minuten lang wärmebehandelt
und dann 30 Minuten lang in einem auf 150°C erhitzten Ofen erhitzt, um
auf ihrer Formungsoberfläche
eine Polyurethan-Überzugsschicht
(Dicke: 60 μm)
zu bilden.
- (2) Ein Polyurethanformkörper
wurde durch Vakuumgießen
in der gleichen Weise wie unter (2) von Beispiel 21 hergestellt,
wobei die Vakuumgießform
mit einer Polyurethan-Überzugsschicht
auf der Formungsoberfläche
eingesetzt wurde, die in der obigen Stufe (1) erhalten worden war.
Danach wurde der Polyurethanformkörper aus dem Vakuumgefäß zusammen
mit der Vakuumgießform
herausgenommen und aus der Form entfernt, indem die Vakuumgießform expandiert
wurde, während
die Temperatur des Polyurethanformkörpers zwischen 50 und 60°C lag. Da
die Vakuumgießform
eine ausgezeichnete Biegsamkeit und Streckbarkeit hatte, konnte
der Polyurethanformkörper
leicht aus der Vakuumgießform
entfernt werden. Weiterhin nahm die Vakuumgießform nach der Entfernung des
Polyurethanformkörpers
ihre ursprüngliche Gestalt
aufgrund ihrer ausgezeichneten elastischen Erholungseigenschaften
wieder an, und sie konnte für das
Vakuumgießen
wieder eingesetzt werden. Daher konnte, als das oben beschriebene
Vakuumgießen bis
zum Bruch der Vakuumgießform
wiederholt wurde, dieser Vorgang dreißigmal durchgeführt werden,
und es wurden dreißig
Polyurethanformkörper
erhalten.
-
Aus den Ergebnissen des Beispiels
28 wird weiterhin ersichtlich, dass die Vakuumgießform gemäß der vorliegenden
Erfindung, die auf ihrer Verformungsoberfläche eine Überzugsschicht aus einem organischen Polymeren
hat, weiter verbes serte Trenneigenschaften und eine weiter verbesserte
Dauerhaftigkeit hat, und dass sie für das Vakuumgießen vielmals
verwendet werden kann.
-
Beispiel 29
-
(1) Herstellung einer
für ultraviolettes
Licht durchlässigen
Vakuumgießform:
-
- (A) Unter Verwendung einer photohärtbaren
Harzmasse (Viskosität
bei normaler Temperatur von etwa 390 cp), enthaltend die im obigen
Beispiel 8 erhaltene erste Urethanacrylatverbindung (I1),
die eine achromatische transparente viskose Flüssigkeit war, und unter Verwendung
eines optischen Verformungssystems mit ultrahoher Geschwindigkeit
(SOLIFORM 500, ein Produkt von Teijin Seiki Co., Ltd.), worin die
optische Verformung durch Bestrahlung der Harzmasse mit Licht eines
wassergekühlten
Ar-Lasers (Output
500 mW; Wellenlängen
333, 351 und 364 nm) bei einer Bestrahlungsenergie von 20 bis 30
mJ/cm2 und bei einer Stückgangart (Dicke von jeder
Schicht) von 0,05 mm und einer mittleren Verformungszeit pro Schicht
von 2 Minuten durchgeführt.
Auf diese Weise wurde eine Vakuumgießform (Hohlraum/ Kernform)
mit einer Hohlraumform entsprechend einem hantelförmigen Probekörper auf
der Basis der JIS-Norm K 7113 hergestellt.
- (B) Die in der obigen Stufe (A) erhaltene Vakuumgießform hatte
eine Wanddicke von 10 mm. Bei der Bestimmung der Durchlässigkeit
für Ultraviolettlicht
(Energie des Ultraviolettlichts 3 kW, Wellenlänge 200 bis 400 nm) durch die
folgende Gleichung wurde ein Wert von 67% erhalten.
Durchlässigkeit
für Ultraviolettlicht
der Vakuumgießform
(%) = (I/I0) × 100
-
Darin bedeutet I0 die
Menge des Ultraviolettlichts vor dem Durchgang durch die Vakuumgießform. I
bedeutet die Menge des Ultraviolettlichts nach dem Durchgang durch
die Vakuumgießform.
- (C) Eine Lösung
von 30 Gewichtsteilen eines Methylmethacrylat/Perfluorpentylacrylat/Butylacrylat-Copolymeren
(Molverhältnis
6/2/2), gelöst
in 70 Gewichtsteilen eines Mischlösungsmittels aus Methyl-Cellosolve/Methylethylketon/Isopropylalkohol
(im Gewichtsverhältnis
60/10/30), wurde auf die Formungsoberfläche der in der obigen Stufe
(A) erhaltenen Vakuumgießform
durch eine Sprühkanone
aufgebracht. Es wurde eine Stunde lang an der Luft getrocknet und
die Vakuumgießform
wurde 30 Minuten lang in einem auf 80°C erhitzten Ofen wärmebehandelt.
Auf diese Weise wurde auf ihrer Formungsoberfläche eine Überzugsschicht des obigen Copolymeren
(Dicke: 30 μm)
gebildet.
-
(2) Herstellung eines
durch Ultraviolettlicht härtbaren
Harzes:
-
- (A) 382 g 2-Hydroxyethylacrylat und 751 g ε-Caprolacton
wurden in einen 4-Liter-Vierhalskolben, ausgerüstet mit einem Rührer, einem
Thermoregulator, einem Thermometer und einem Kondensator, eingegeben und
miteinander bei 100 bis 150°C
8 Stunden lang umsetzen gelassen, um ein Additionsprodukt der Formel (iii),
worin R1 für ein Wasserstoffatom steht,
a den Wert 1 hat, b den Wert 5 hat und c den Wert 2, herzustellen.
- (B) 1.133 g des in der obigen Stufe (1) erhaltenen Additionsprodukts,
0,28 g Hydrochinonmonomethylether, 0,43 g Di-n-butylzinndilaurat
und 305 g Isophorondiisocyanat wurden in einen 4-Liter-Vierhalskolben,
ausgerüstet
mit einem Rührer,
einem Thermoregulator, einem Thermometer und einem Kondensator,
getrennt von dem in der obigen Stufe (A) verwendeten Kolben eingegeben
und miteinander 30 Minuten lang bei 40 bis 50°C umsetzen gelassen. Dann wurden
sie bei 80 bis 90°C
weiter umsetzen gelassen. Als Ergebnis wurde ein achromatisches
Urethanacrylat der Formel (1), worin R1 für ein Wasserstoffatom
steht, A1 für eine Isophorongruppe steht,
a den Wert 1 hat, b den Wert 5 hat, c den Wert 2 hat und d den Wert
2, die eine viskose Flüssigkeit
bei normaler Temperatur (25°C)
war, erhalten.
- (C) 150 g des in der obigen Stufe (B) erhaltenen Urethanacrylats,
90 g Morpholinacrylamid (NK Ester A-MO, ein Produkt von Shin Nakamura
Chemical Co., Ltd.) und 60 g der in der unten stehenden Tabelle
3 angegebenen Acrylatverbindung wurden in einen 5-Liter-Dreihalskolben,
ausgerüstet
mit einem Rührer,
einem Kühlrohr
und einem Tropftrichter mit einem Bypass eingegeben. Das Innere
des Kolbens wurde unter Vakuum gesetzt, entlüftet und durch Stickstoffgas
ersetzt. Tabelle
3
- (D) Danach wurden 9 g 2,2-Dimethoxy-2-phenylacetophenon (Irgacure
651, ein Produkt von Ciba Geigy Co., Ltd.; optischer radikalischer
Polymerisationsinitiator) in den Kolben unter einer vor Ultraviolettlicht
geschützten
Umgebung eingebracht und bei Raumtemperatur (25°C) etwa eine Stunde lang damit
vermischt, bis eine vollständige
Auflösung
erfolgt war. Auf diese Weise wurde eine photohärtbare Harzmasse hergestellt,
die eine achromatische transparente viskose Flüssigkeit war.
-
(3) Vakuumgießen unter
einer Umgebung, die vor Ultraviolettlicht geschützt war:
-
Ein Silikontrennmittel wurde auf
die Oberfläche
einer Vakuumgießform
mit einer Überzugsschicht
aus einem Copolymeren, erhalten unter (C) von (1) oben, aufgebracht.
Die Vakuumgießform
wurde in eine Vakuumgießmaschine
(hergestellt von Janome Co., Ltd.), gehalten bei einer Temperatur
von 25°C
und einem Druck von 9 mmHg, eingebracht. Die unter (D) von (2) oben
erhaltene, durch Ultraviolettlicht härtbare Harzmasse wurde in die
Vakuumgießform
eingespritzt und mit Ultraviolettlicht (3 kW, Wellenlänge 300
bis 900 nm) 10 Minuten lang bestrahlt, um die durch Ultraviolettlicht
härtbare
Harzmasse zu härten.
Auf diese Weise wurde ein hantelförmiger Probekörper erhalten.
-
(4) Messung der physikalischen
Eigenschaften der Formkörper:
-
Die Zugeigenschaften (Zugfestigkeit,
Zugdehnung und Zugmodul) des in der obigen Stufe (3) erhaltenen
Formkörpers
wurden gemäß der JIS-Norm
K 7113 gemessen. Der biegeelastische Modul bei 50°C des Formkörpers wurde
gemäß der JIS-Norm
K 7207 gemessen. Die erhaltenen Ergebnisse sind in der untenstehenden
Tabelle 4 zusammengestellt.
-
Der Faktor der Volumenschrumpfung
wurde durch die obige Gleichung (4) errechnet, und er ist in Tabelle
4 angegeben.
-
-
Aus den Ergebnissen der Tabelle 4
wird ersichtlich, dass selbst bei Durchführung des Vakuumgießens durch
Bestrahlung der durch Ultraviolettlicht härtbaren Harzmasse mit Ultraviolettlicht
bei Verwendung der Vakuumgießform
gemäß der vorliegenden
Erfindung, die ultraviolettes Licht durchlässt, das Harz genügend gehärtet wird
und dass ein Formkörper
mit ausgezeichneten physikalischen Eigenschaften erhalten werden kann.
-
Da, wie oben beschrieben, die erfindungsgemäß photohärtbare Harzmasse
eine Flüssigkeit
mit niedriger Viskosität
ist, hat sie ausgezeichnete Handhabungseigenschaften, und sie kann
innerhalb einer kurzen Zeitspanne ausgehärtet werden. Sie kann wirksam
für die
Herstellung von verschiedenen Formkörpern und stereolithographierten
Gegenständen
durch ein optisches Be strahlungsverfahren und für die Herstellung von Formkörpern durch
ein in der Form erfolgendes Verformungsverfahren eingesetzt werden.
-
Bei Verwendung der photohärtbaren
Harzmasse gemäß der vorliegenden
Erfindung kann ein Formkörper
oder ein stereolithographierter Gegenstand erhalten werden, der
eine ausgezeichnete Dimensionsgenauigkeit mit einem kleinen Faktor
der Volumenschrumpfung hat, wenn er nachgehärtet wird. Da weiterhin ein
gehärtetes
Produkt wie ein Formkörper
oder ein stereolithographierter Gegenstand, erhalten aus der erfindungsgemäßen photohärtbaren
Harzmasse, ausgezeichnete Eigenschaften hinsichtlich der Biegsamkeit,
der elastischen Erholungseigenschaften und der mechanischen Eigenschaften
wie der Zugfestigkeit und der Zugdehnung hat, kann er wirksam für verschiedene
Anwendungszwecke eingesetzt werden, wobei diese charakteristischen
Eigenschaften ausgenützt
werden.
-
Die erfindungsgemäße Vakuumgießform kann
extrem leicht durch eine optische Verformung ohne ein kompliziertes
Formherstellungsverfahren unter Verwendung eines Mastermodells erhalten
werden. Sie besitzt eine hohe Dimensionsgenauigkeit. Da die erfindungsgemäße Vakuumgießform ausgezeichnete
Eigenschaften hinsichtlich solcher Eigenschaften wie der Biegsamkeit,
der Streckbarkeit und der elastischen Erholungseigenschaften hat,
hat sie ausgezeichnete Trenneigenschaften und der durch das Vakuumgießen erhaltene Formkörper kann
daher leicht aus der Form herausgenommen werden. Da sie weiterhin
ihre ursprüngliche
Gestalt nach dem Formprozess wieder einnehmen kann, kann sie wiederholt
verwendet werden.
-
Insbesondere hat ein Vakuumgusskörper mit
einer Überzugsschicht
aus einem Harz, einem anorganischen Metall, einem me tallischen Material
oder dergleichen auf seiner Formungsoberfläche ausgezeichnetere Eigenschaften
hinsichtlich der Trenneigenschaften und der Dauerhaftigkeit zusätzlich zu
den ausgezeichneten Biegsamkeits-, Streckbarkeits- und elastischen
Erholungseigenschaften. Sie kann daher wirksam für das Vakuumgießen eingesetzt
werden.
-
Die erfindungsgemäße Vakuumgießform kann
wirksam für
Vakuumgießverfahren
unter Verwendung durch von Ultraviolettlicht härtbaren Harzen und anderen
polymeren Materialen (polymerisierbaren Materialien) eingesetzt
werden, und in jedem Fall können
Formkörper
mit ausgezeichneten physikalischen Eigenschaften erhalten werden.
 worin R2 und R3 unabhängig voneinander für ein Wasserstoffatom oder eine Methylgruppe stehen, A2 für eine zweiwertige oder dreiwertige substituierte oder unsubstituierte Kohlen wasserstoffgruppe steht, e den Wert 1 oder 2 hat, f eine ganze Zahl von 4 bis 20 ist und g den Wert 2 oder 3 hat, mit der Maßgabe, dass mindestens eine Gruppe R2 eine Methylgruppe ist, wenn e den Wert 2 hat, und (c) einem dritten Urethanacrylat, angegeben durch die folgende Formel (3):
worin R2 und R3 unabhängig voneinander für ein Wasserstoffatom oder eine Methylgruppe stehen, A2 für eine zweiwertige oder dreiwertige substituierte oder unsubstituierte Kohlen wasserstoffgruppe steht, e den Wert 1 oder 2 hat, f eine ganze Zahl von 4 bis 20 ist und g den Wert 2 oder 3 hat, mit der Maßgabe, dass mindestens eine Gruppe R2 eine Methylgruppe ist, wenn e den Wert 2 hat, und (c) einem dritten Urethanacrylat, angegeben durch die folgende Formel (3): worin R4 und R5 jeweils unabhängig voneinander für ein Wasserstoffatom oder eine Methylgruppe stehen, A3 für eine zweiwertige substituierte oder unsubstituierte Kohlenwasserstoffgruppe steht, h eine ganze Zahl von 4 bis 20 ist und j den Wert 2 hat,
worin R4 und R5 jeweils unabhängig voneinander für ein Wasserstoffatom oder eine Methylgruppe stehen, A3 für eine zweiwertige substituierte oder unsubstituierte Kohlenwasserstoffgruppe steht, h eine ganze Zahl von 4 bis 20 ist und j den Wert 2 hat,
 wobei R1 und a wie oben definiert sind, zur Herstellung einer Additionsverbindung des Lactons, die durch die folgende Formel (iii) angegeben wird:
wobei R1 und a wie oben definiert sind, zur Herstellung einer Additionsverbindung des Lactons, die durch die folgende Formel (iii) angegeben wird: worin R1, a, b und c wie oben definiert sind, und dann
worin R1, a, b und c wie oben definiert sind, und dann
 worin R2 und e wie oben definiert sind, zur Herstellung einer Additionsverbindung von Propylenoxid und/oder Ethylenoxid, angegeben durch die folgende Formel (vi):
worin R2 und e wie oben definiert sind, zur Herstellung einer Additionsverbindung von Propylenoxid und/oder Ethylenoxid, angegeben durch die folgende Formel (vi): worin R2, R3, e und f wie oben definiert sind, und dann
worin R2, R3, e und f wie oben definiert sind, und dann

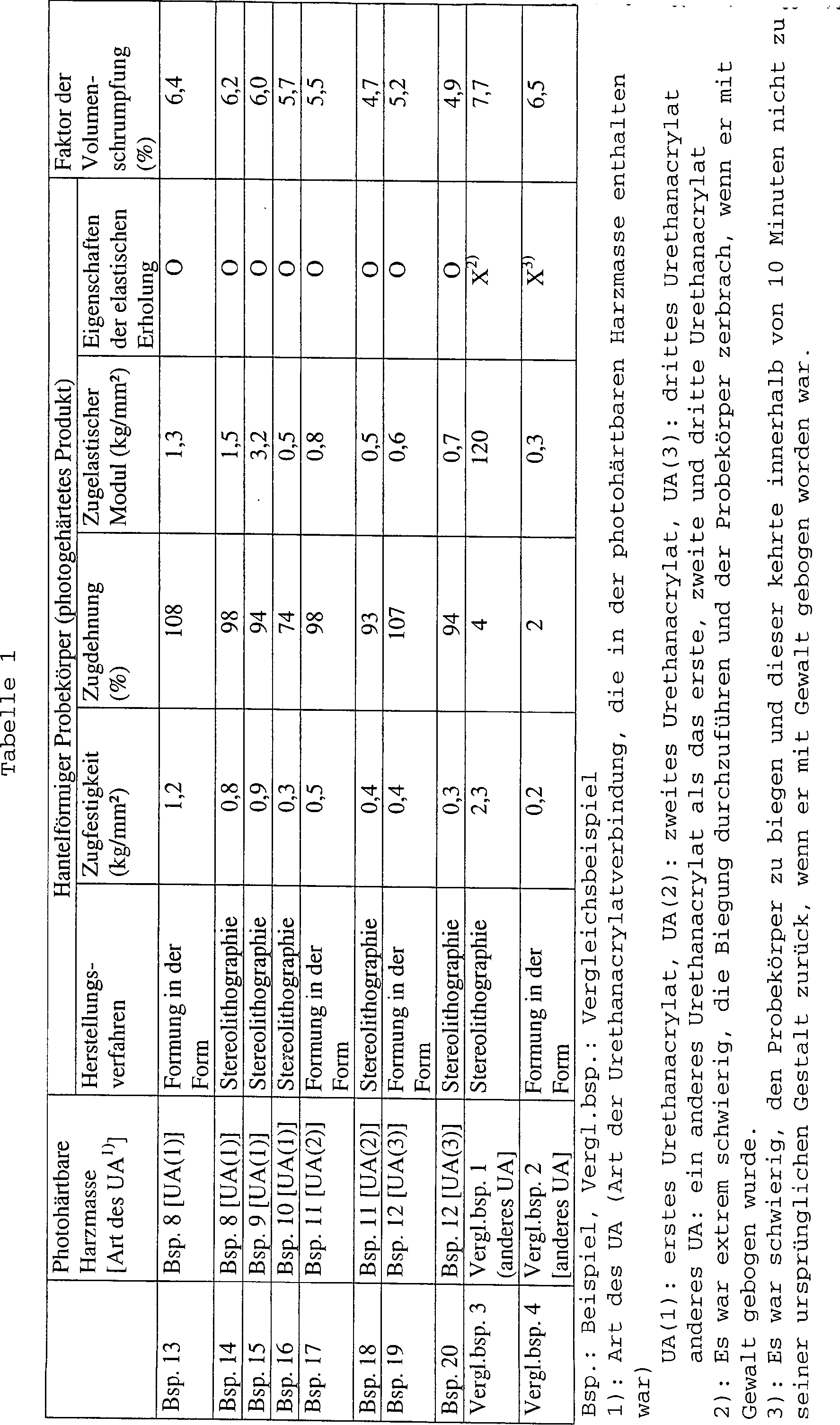

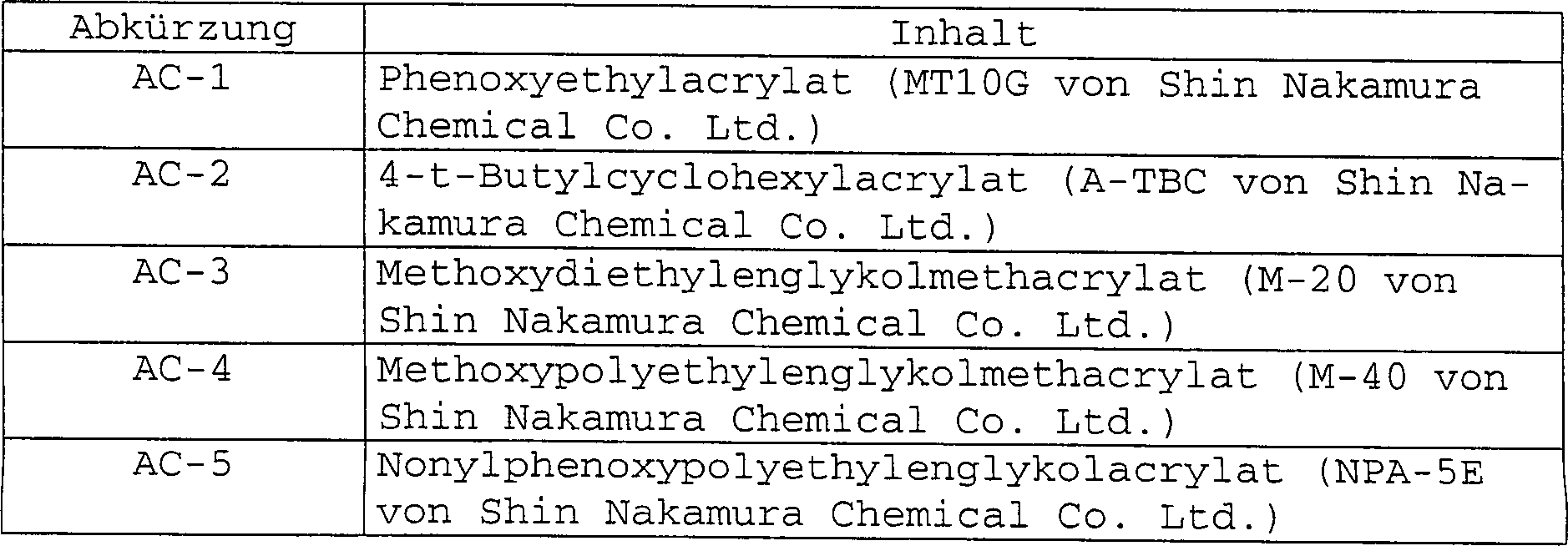

 worin R2 und R3 unabhängig voneinander für ein Wasserstoffatom oder eine Methylgruppe stehen, A2 für eine zweiwertige oder dreiwertige substituierte oder unsubstituierte Kohlenwasserstoffgruppe steht, e den Wert 1 oder 2 hat, f eine ganze Zahl von 4 bis 20 ist und g den Wert 2 oder 3 hat, mit der Maßgabe, dass mindestens eine Gruppe R2 eine Methylgruppe ist, wenn e den Wert 2 hat, und (c) einem dritten Urethanacrylat, angegeben durch die folgende Formel (3):
worin R2 und R3 unabhängig voneinander für ein Wasserstoffatom oder eine Methylgruppe stehen, A2 für eine zweiwertige oder dreiwertige substituierte oder unsubstituierte Kohlenwasserstoffgruppe steht, e den Wert 1 oder 2 hat, f eine ganze Zahl von 4 bis 20 ist und g den Wert 2 oder 3 hat, mit der Maßgabe, dass mindestens eine Gruppe R2 eine Methylgruppe ist, wenn e den Wert 2 hat, und (c) einem dritten Urethanacrylat, angegeben durch die folgende Formel (3): worin R4 und R5 jeweils unabhängig voneinander für ein Wasserstoffatom oder eine Methylgruppe stehen, A3 für eine zweiwertige substituierte oder unsubstituierte Kohlenwasserstoffgruppe steht, h eine ganze Zahl von 4 bis 20 ist und j den Wert 2 hat, (B) eine radikalisch polymerisierbare Verbindung, die sich von dem obigen Urethanacrylat (A) unterscheidet, und (C) einen Photopolymerisationsinitiator, wobei das Gewichtsverhältnis des Urethanacrylats (A) zu der radikalisch polymerisierbaren Verbindung 80/20 bis 10/90 beträgt.
worin R4 und R5 jeweils unabhängig voneinander für ein Wasserstoffatom oder eine Methylgruppe stehen, A3 für eine zweiwertige substituierte oder unsubstituierte Kohlenwasserstoffgruppe steht, h eine ganze Zahl von 4 bis 20 ist und j den Wert 2 hat, (B) eine radikalisch polymerisierbare Verbindung, die sich von dem obigen Urethanacrylat (A) unterscheidet, und (C) einen Photopolymerisationsinitiator, wobei das Gewichtsverhältnis des Urethanacrylats (A) zu der radikalisch polymerisierbaren Verbindung 80/20 bis 10/90 beträgt.