-
Die vorliegende Erfindung betrifft
die Herstellung tertiärer
Alkylether. Insbesondere betrifft die Erfindung ein neues Verfahren
zur Herstellung solcher Ether, worin Isoolefine, insbesondere C4-C7-Isoolefine aus einer
olefinischen Kohlenwasserstoffbeschickung mit einem geeigneten Alkanol
umgesetzt werden, um die entsprechenden Ether herzustellen. Diese
Ether werden gewonnen und, falls nötig, weiterverarbeitet, um
beispielsweise eine Motorkraftstoffkomponente oder eine petrochemische
Beschickung herzustellen. Ein Kohlenwasserstoffstrom aus nicht-umgesetzten
Kohlenwasserstoffen, der aus der Etherifizierungsreaktion ausfließt, wird
einer Alkanol-Rückgewinnung
und einer Oxygenat-Entfernung unterworfen, so dass der Kohlenwasserstoffausfluss
direkt in einem weiteren Verfahren, wie einer Alkylierung, eingesetzt
werden kann.
-
Beschreibung des Stands
der Technik
-
Tertiäre Alkylether verbessern die
Antiklopfeigenschaften von Motorkraftstoffen und verringern die Konzentration
schädlicher
Bestandteile in Abgasen. Von den Alkyl-tertalkylethern, die als
Komponenten für Motorkraftstoffe
verwendet werden, seien Folgende erwähnt: Methyl-t-butylether (MTBE),
Ethyl-t-butylether (ETBE), t-Amylmethylether (TAME), t-Amylethylether
(TAEE) und t-Hexylmethylether (THME). Diese Ether werden durch die
Etherifizierung eines Isoolefins mit einem einwertigen aliphatischen
Alkohol (nachstehend auch als "Alkanol" bezeichnet) hergestellt.
Die Isoolefinbeschickung kann reine C4-
oder C5-Komponenten oder eine gemischte
Kohlenwasserstoffbeschickung mit einer Bandbreite C3-C7- und schwereren Kohlenwasserstoffen enthalten. Übliche Ionenaustauscherharze
werden als Etherifizierungskatalysatoren eingesetzt.
-
Bei den herkömmlichen Etherifizierungsverfahren
werden Ether in einer Reihe Reaktoren hergestellt, in die ein Gemisch
aus Isoolefinen und einem Alkanol eingespeist wird. Das Etherprodukt
wird durch gewöhnliche
Destillation von dem Reaktionsgemisch abgetrennt. Das Bodenprodukt
des Destillationsverfahrens umfasst den (die) Ether und, je nach
Verfahren, auch einige nicht-umgesetzte schwerere Kohlenwasserstoffe.
Der Kopfstrom besteht aus nicht-umgesetztem Alkanol zusammen mit
einigen leichteren Kohlenwasserstoffen, Dialkylethern und gegebenenfalls
Wasser.
-
Bevor man die nicht-umgesetzten Kohlenwasserstoffe
aus dem Kopfstrom zur chemischen Weiterverarbeitung, beispielsweise
zur Alkylierung, verwenden kann, müssen sie von Oxygenaten und
anderen Verunreinigungen befreit werden. Die Konzentration an Alkanolen
und anderen oxygenierten Kohlenwasserstoffen, wie Dialkylethern,
muss daher auf unter 100 ppm, vorzugsweise unter 50 ppm gesenkt
werden. Nach der herkömmlichen
Technologie werden für
dieses Abtrennen und Entkontaminieren recht komplexe Verfahrensschritte
benötigt.
Als Beispiel sei die MTBE-Produktion
erwähnt,
bei der das Kopfprodukt aus der Reaktionsproduktdestillation, das
methanolreiche C4-Verbindungen enthält, zunächst in
einer Flüssigkeits-Flüssigkeits-Gegenstromextraktionskolonne
mit Wasser gewaschen wird, um eine Methanol-Wasser-Lösung zu bilden. Diese Lösung wird
vom Boden der Extraktionssäule
zurückgewonnen
und in eine Fraktionierkolonne eingespeist, wo das Methanol zurückgewonnen
wird. Das C4-Raffinat aus der Extraktionssäule wird
dann in eine weitere Fraktionierkolonne gespeist, der sogenannten
Oxygenat-Entfernungseinheit, um leichtere Oxygenate, wie Dialkylether,
Spuren von Alkanol und Wasser, aus dem C4-Raffinat
abzutrennen. Daher werden eine Extraktionssäule und zwei Destilliersäulen benötigt, um
das Methanol zurückzugewinnen
und im wesentlichen Oxygenat-freies C4-Raffinat
herzustellen. Ferner muss man zur Reinigung der nicht-umgesetzten
Kohlenwasserstoffe im Kopfstrom üblicherweise
eine oxygenierte Verbindung, Wasser, einsetzen, welches direkt nach
dem Einführen sorgfältig aus
dem Raffinat entfernt werden muss.
-
Alternativ kann man ein spezifisches
Molekularsiebsystem zur Entfernung von Oxygenaten verwenden.
-
Auf dem Gebiet der TAME-Herstellung
(PCT Patentanmeldung Nr. WO 93/19032) ist bekannt, dass sich die
Alkanolmenge im Kopfstrom minimieren lässt, indem man die Fraktionierung
auf eine solche Weise durchführt,
dass das meiste und vorzugsweise und praktisch (fast) alles Alkanol
im Destillat an C4-Kohlenwasserstoffe bindet
und mit diesen ein Azeotrop bildet. Ein derartiges Produkt lässt sich
häufig
ohne zusätzliche Reinigungsschritte
mit Kraftstoffen mischen. Da die Alkanolmenge im Kopfstrom jedoch
von der Menge nicht-umgesetzter C4-Verbindungen
im Reaktionsgemisch abhängt,
wird der gemäß obigen
Stand der Technik aus der Etherifizierung einer Isobutylenbeschickung
gewonnene Kopfstrom für
die meisten Nachfolgeverfahren, insbesondere die Alkylierung, zuviel
Alkanol enthalten.
-
Die PCT/US93/07884 beschreibt einen
Destilliersäulenreaktor
zur selektiven Etherifizierung von Isobuten. Der Reaktor umfasst
eine erste Destillationszone, welche ein inertes Destillationspackmaterial
umfasst, das in einem vertikalen zylindrischen Gefäß in der
Nähe des
oberen Endes angeordnet ist, eine Destillationsreaktionszone, welche
ein saures Ionenaustauscherharz enthält, das in dem gleichen Gefäß unter
der Destillationszone angeordnet ist, und eine zweite Destillationszone,
welche sich unter der Destillationsreaktionszone befindet. Die Druckschrift
sagt nichts zur Herstellung eines im wesentlichen Oxygenat-freien
C4-Raffinats.
-
Zusammenfassung der Erfindung
-
Die vorliegende Erfindung ist auf
die Behebung der Probleme aus dem Stand der Technik gerichtet und
stellt ein völlig
neues Verfahren zur Herstellung tertiärer Alkylether bereit.
-
Die Erfindung beruht auf dem Konzept,
dass man die Trenn-Destillation in einem Etherifizierungsverfahren
auf eine solche Weise betreibt, dass das Kopfprodukt nichtumgesetzte
Kohlenwasserstoffe und nicht-umgesetztes Alkanol enthält. Um die
Oxygenatmenge im Kopfstrom zu verringern, wird dieser Strom einer
zweiten Destillation unterworfen. Um die Umwandlung zu erhöhen, wird
aus der zweiten Destillation seitlich eine Entnahme vorgenommen
und diese in die Etherifizierung zurückgeführt.
-
Insbesondere umfasst das vorliegende
Verfahren die Schritte:
-
- – Umsetzen
von Isoolefinen aus einer Isoolefin-Kohlenwasserstoffbeschickung,
welche wenigstens zwei Gruppen C3-7-Kohlenwasserstoffe
mit unterschiedlicher Kohlenstoffzahl enthält, in einer Reaktionszone
mit wenigstens einem Alkanol zu einem Ether-haltigen Reaktionsgemisch,
- – Unterwerfen
des Ether-haltigen Reaktionsgemischs einer Destillation in einer
ersten Destillationszone,
- – Gewinnen
eines Etherprodukts aus dem Bodenprodukt der ersten Destillationszone,
- – Abziehen
des Kopfstroms aus der ersten Destillationszone, enthaltend nichtumgesetztes
Alkanol und ein Gemisch aus Kohlenwasserstoffen, das wenigstens
die zwei leichtesten in der Beschickung vorkommenden Kohlenwasserstoffgruppen
umfasst, dadurch gekennzeichnet, dass
- – der
Kopfstrom in eine zweite Destillationszone geleitet und der Destillation
unterworfen wird,
- – ein
Kopfprodukt, welches die leichtesten Kohlenwasserstoffe aus dem
Kopfstrom der ersten Destillationszone und die Mindestmenge Alkanol,
die typischerweise dem azeotropen Verhalten des Gemischs entspricht, enthält, aus
der zweiten Destillationszone abgezogen wird;
- – eine
seitliche Entnahme aus der zweiten Destillationszone abgezogen und
in die Reaktionszone zurückgeführt wird,
und
- – ein
Bodenprodukt aus der zweiten Destillationszone zurückgewonnen
wird.
-
Diese Erfindung bietet wesentliche
Vorteile gegenüber
der derzeitigen Technologie. Die Erfindung bietet eine wesentliche
Vereinfachung der Oxygenat-Entfernung bei der Herstellung tertiärer Alkylether.
Für Ether auf
Methanolbasis erzeugt das Verfahren ein C4
reiches
Produkt, welches so wenig Oxygenate (üblicherweise unter 20 ppm)
enthält,
dass es direkt ohne eine Oxygenat-Entfernungseinheit in weiteren
Verfahren, wie der Alkylierung, eingesetzt werden kann. Bei Ethanolethern
ist die Oxygenatkonzentration normalerweise unter dem Grenzwert
einer Alkylierungseinheit. Das neue Verfahren verwendet üblicherweise
herkömmliche
Geräte und
Katalysatoren. Indem man die Oxygenat-Entfernung wie hierin beschrieben,
in das Etherifizierungsverfahren einbaut, fördert man die Gesamtumwandlungsrate
der Etherifizierungseinheit. Insbesondere bei der Herstellung olefinischer
C4+-Kohlenwasserstoffströme werden extrem hohe Umwandlungsraten
erhalten (über 99%),
was entscheidende Vorteile gegenüber
herkömmlichen
Etherifizierungsverfahren (Umwandlungsraten im Bereich von 91 bis
96%) bietet. Die Verluste wertvoller C4-Olefine
sind praktisch vernachlässigbar.
Ein wichtiger Vorteil wird durch oben genanntes alternatives Verfahren
gezeigt: die vorliegende Erfindung ermöglicht es gleichzeitig in ein
und derselben Verfahrenseinheit eine voll-ständige
Beschickung, welche alle leichten Isoolefine aus einer FCC-Einheit
enthält,
zu verarbeiten. Das neue Verfahren kann auch zur Herstellung reiner Etherprodukte
verwendet werden. Schließlich
verringert die vorliegende Erfindung die Ansammlung schädlicher
Katalysatorgifte.
-
Kurzbeschreibung der Zeichnungen
-
Nachstehend wird die Erfindung ausführlicher
mit Bezug auf die angefügten
Zeichnungen beschrieben, wobei:
-
1 in
schematischer Darstellung die vereinfachte Anordnung eines Verfahrens
zur Herstellung eines Produkts, enthaltend ein Gemisch aus C4-, C5- und möglicherweise
schwereren tertiären
Alkylethern zeigt;
-
2 ein
vereinfachtes Verfahrensschema zeigt, welches zur Herstellung reiner
Alkyl-ether, wie MTBE
und TAME und der entsprechenden Ethanolether, verwendet werden kann.
-
Ausführliche Beschreibung der Erfindung
-
Erfindungsgemäß kann die Herstellung tertiärer Alkylether
in einem herkömmlichen
Etherifizierungssystem erfolgen, welches ein oder mehrere Reaktoren
enthält,
die mit einer Verfahrensausrüstung
zur Produkttrennung verbunden sind. Diese Ausführungsform wird durch die angefügten Zeichnungen
dargestellt.
-
Die Erfindung kann jedoch auch in
einem "katalytischen Destillations-Reaktorsystem" erfolgen, worin die
Etherifizierungsreaktion und die Trennung der Produkte zumindest
teilweise gleichzeitig erfolgt. Eine solche Vorrichtung umfasst üblicherweise
entweder eine herkömmliche
"reaktive Destilliersäule"
oder eine Destilliersäule,
die mit wenigstens einem Nebenreaktor kombiniert ist. Die reaktive
Destillation zur Etherherstellung ist auf dem Gebiet wohlbekannt
und beispielsweise beschrieben in den US-Patenten Nr. 4,307,254,
4,336,407, 4,443,559, 4,504,687, 4,978,807, 3,629,478, 4,487,430,
4,847,431, 5,013,407, 5,026,459, 4,925,989 und 4,918,244, deren
Inhalt hierin durch die Bezugnahme enthalten ist.
-
In der "Nebenreaktor"-Verfahrensanordnung
werden die Kohlenwasserstoffe und das Alkanol in eine seitliche
Entnahme einer Destilliersäule,
welche zur Produkttrennung verwendet wird, eingeleitet. Diese seitliche
Entnahme wird in wenigstens einen Nebenreaktor geleitet, der mit
der Destilliersäule
verbunden ist. Nach Durchlauf des oder der Nebenreaktoren wird das
Reaktionsgemisch in die Destilliersäule zurückgeführt, vorzugsweise an einem
Punkt unterhalb des Beschickungspunkts. Ausführungsformen zum Nebenreaktor
sind ausführlicher
beschrieben in den Internationalen Patentanmeldungen WO 93/19031
und WO 93/19032.
-
Wie aus nachstehender Beschreibung
hervorgeht, können
alle Destilliersäulen
ganz oder teilweise durch eine katalytische Destilliersäule ersetzt
werden. Der Begriff "Reaktionszone" steht für jede Zone, in der Isoolefine
und das oder die Alkanole zu Ethern umgesetzt werden. In der in
den Figuren gezeigten Ausführungsform
umfasst "die Reaktionszone" die Katalysatorbetten der drei Reaktoren.
Ist in ein oder mehreren Destillationskolonnen ein Katalysatorbett
angeordnet, ist dieses Bett auch in dem "Reaktionszonen"-Konzept
enthalten.
-
Geeignete Kohlenwasserstoff-Beschickungen
zur Herstellung tertiärer
Alkylether sind beispielsweise folgende: FCC-Benzin, FCC-Leichtbenzin,
verflüssigtes
FCC-Petroleumgas,
C5-Pyrolysebenzin, der C4-Strom (Raffinat 1)
aus einer Dampfcrack-Einheit,
der olefinische C4-Strom aus einer Butandehydrierungs-Einheit, TCC-Benzin,
der C4-Strom aus TCC, RCC-Benzin, der C4-Strom aus RCC, Kokereibenzin oder der aus
einer Verkokungseinheit stammende C4-Strom
oder Gemische davon. Ein Beispiel einer bevorzugten Beschickung ist
fluidisiertes katalytisches Crack-(FCC)-Benzin, welches C4- 7-Kohlenwasserstoffe enthält, von denen ein Großteil, im
wesentlichen wenigstens 5%, üblicherweise
etwa 7 bis 30 Gew.-%, reaktive C4-7-Isoolefine
umfasst.
-
Vor der Etherifizierungsreaktion
kann die Kohlenwasserstoff-Beschickung einer Vorbehandlung ausgesetzt
werden, um Verunreinigungen zu entfernen und die Menge reaktiver
Isoolefine zu erhöhen.
Saure Rückstände können durch
Waschen der Beschickung mit Wasser entfernt werden und mehrfach-ungesättigte Olefine
können
selektiv in Gegenwart eines Katalysators hydriert werden, so dass
einfach-ungesättigte
Verbindungen entstehen.
-
Die vorstehend genannten Kohlenwasserstoffzusammensetzungen
enthalten leichte, flüchtige C2-4-Kohlenwasserstoffe. Diese Kohlenwasserstoffe
verringern die relative Flüchtigkeit
des Alkanols in der zweiten Destillationszone. Enthält die Kohlenwasserstoffzusammensetzungen
nicht ausreichend (>0,1 Gew.-%)
solcher leichten Verbindungen, um die zweite Destillationszone,
wie durch vorliegende Erfindung erfordert, praktikabel zu betreiben,
können
diese Kohlenwasserstoffe gesondert zugegeben und in das Verfahren eingeleitet
werden. Diese Beschickung kann zusammen mit dem Rest der Kohlenwasserstoff-Beschickung
direkt in die Reaktionszone geleitet werden oder die leichten Kohlenwasserstoffe
können
in die erste Destillationszone oder an jeder anderen geeigneten
Stelle in das Verfahren eingeleitet werden.
-
Die "reaktiven Isoolefine", die an
der Etherifizierungsreaktion teilnehmen, umfassen beispielsweise nachstehende
Verbindungen: Isobutylen, 2-Methyl-1-buten, 2-Methyl-2-buten, 2-Methyl-1-penten,
2-Methyl-2-penten, 2,3-Dimethyl-1-buten, 2,3-Dimethyl-2-buten, 2-Ethyl-1-buten,
2-Methyl-2-hexen, 2,3-Dimethyl-1-penten, 2,3-Dimethyl-2-penten, 2,4-Dimethyl-1-penten,
2-Ethyl-1-penten und 2-Ethyl-2-penten.
-
Der Begriff "Kohlenwasserstoffgruppe",
wie hier verwendet, betrifft alle Kohlenwasserstoffe mit der gleichen
Anzahl Kohlenstoffatome. Somit gehören beispielsweise Butane und
Butene und andere Kohlenwasserstoffe mit vier Kohlenstoffatomen
zu der gleichen Gruppe, den sogenannten C4-Kohlenwasserstoffen,
wohingegen Pentane und Pentene zu einer anderen Gruppe gehören, die
als C5-Kohlenwasserstoffe bezeichnet wird.
-
Das zur Etherifizierung der Isoolefine
verwendete "Alkanol" umfasst niedere Alkylalkohole mit 1 bis 6 Kohlenwasserstoffatomen.
Sie sollten auch fähig
sein mit gesättigten
und ungesättigten
Kohlenwasserstoffen, insbesondere den C2-7-Kohlenwasserstoffen
der Kohlenwasserstoffbeschickung Azeotrope zu bilden. Als spezifische
Beispiele der Alkanole seien folgende genannt: Methanol, Ethanol,
n-Propanol, i-Propanol, n-Butanol, i-Butanol und t-Butanol. Methanol
und Ethanol sind besonders bevorzugt. In der Etherifizierungsreaktion
können
neben den reinen Alkanolen Gemische aus zwei oder mehreren Alkanolen
verwendet werden.
-
In vorliegendem Zusammenhang und
mit Bezug auf Gemische aus einem Alkanol und Kohlenwasserstoffen
steht "azeotropes Gemisch" für
ein Gemisch, worin die Alkanolkonzentration einer Lösung aus
zwei oder mehreren Flüssigkeiten
entspricht, deren Zusammensetzung sich bei der Destillation nicht
wesentlich verändert.
Das Alkanol wird in einer Menge entfernt, die sich üblicherweise
aus dem azeotropen Verhalten des Gemischs ergibt. Diese Menge ist
0,05 bis 30, vorzugsweise etwa 0,1 bis 15 und insbesondere etwa
0,5 bis 5 Gew.-%, bezogen auf das Gewicht des Gemischs.
-
Das Kopfprodukt der zweiten Destillationszone
umfasst "hauptsächlich"
die leichtesten Kohlenwasserstoffe aus dem Kopfstrom der ersten
Destillationszone, was bedeutet, dass etwa 60 bis 99, vorzugsweise
80 bis 98, insbesondere 85 bis 95 Gew.-% des Stroms aus leichten
Kohlenwasserstoffen besteht. Das Kopfprodukt kann nicht nur die
leichtesten Kohlenwasserstoffe des Azeotrops enthalten, sondern
auch einige Kohlenwasserstoffe aus der zweitleichtesten Kohlenwasserstoffgruppe.
-
Neben den tertiäre Alkylethern können auch
andere oxogene Verbindungen, wie Dialkylether, während der Etherifizierungsreaktion
gebildet werden. Ferner können
solche Verbindungen in der Beschickung vorliegen. Der Begriff "Oxygenate"
wird verwendet, um sauerstoffhaltige Verbindungen im Reaktionsgemisch
zu bezeichnen. Neben den Ethern und entsprechenden organischen Verbindungen
gilt auch Wasser als Oxygenat im Sinne dieser Erfindung.
-
In vielen Ausführungsformen ist das Bodenprodukt
der zweiten Säule
als "im wesentlichen" Oxygenat-frei gekennzeichnet, was bedeutet,
dass es weniger als 1000 ppm, vorzugsweise weniger als 50 ppm und insbesondere
weniger als 30 ppm Oxygenate enthält.
-
Erfindungsgemäß kann jeder üblicherweise
in Etherifizierungsverfahren verwendete Katalysator eingesetzt werden.
Herkömmliche
Kationenaustauscherharze sind üblicherweise
die bevorzugten Katalysatoren, jedoch können auch andere homogene oder
heterogene Katalysatoren, z. B. Zeolite, verwendet werden.
-
Die Kationenaustauscherharze können Sulfonsäuregruppen
enthalten und sie können
durch Polymerisation oder Copolymerisation aromatischer Vinylverbindungen
und anschließender
Sulfonierung gewonnen werden. Beispiele aromatischer Vinylverbindungen,
die zur Herstellung von Polymeren oder Copolymeren geeignet sind,
sind: Styrol, Vinyltoluol, Vinylnaphthalen, Vinylethylbenzol, Methylstyrol,
Vinylchlorbenzol und Vinylxylol. Der saure Kationenaustauscherharz
enthält üblicherweise
1,3- bis 1,9-Sulfonsäuregruppen
pro Aromatenkern. Bevorzugte Harze beruhen auf Copolymeren aus aromatischen
Monovinylverbindungen mit aromatischen Polyvinylverbindungen, insbesondere
Divinylverbindungen, in denen der Polyvinylbenzolgehalt von etwa
1 bis 20 Gew.-% des Copolymers ausmacht. Der Ionenaustauscherharz
hat vorzugsweise eine Korngröße von etwa
0,15 bis 1 mm. Neben den oben genannten Harzen können Perfluorsulfonsäureharze,
welches Copolymere aus Sulfonylfluorvinylethyl und Fluorkohlenstoff
sind, verwendet werden.
-
Mit Bezug auf die in der angefügten Zeichnung
gezeigten Ausführungsformen
wird die Erfindung jetzt ausführlicher
beschrieben. Die nachstehende Beschreibung betrifft hauptsächlich die
Ausführungsform
aus 1, die zur Herstellung
eines Gemischs aus Alkylethern geeignet ist.
-
Die Bezugsziffern 1–3 betreffen
Reaktoren, 4 und 15 Destillationskolonnen, 5–10, 17 und 18 Wärmeaustauscher, 11 und 19 Rückflusskühler und 12–14 und 16 sowie 20 Pumpen.
-
Erfindungsgemäß können Produkte mit Gemischen
aus C4- und C5-
sowie gegebenenfalls schwereren Ethern in einem System hergestellt
werden, das einen Reaktionsbereich mit ein oder mehreren Reaktoren 1–3 in
Reihe oder parallel und daran anschließend einen Destillationsbereich
(nachstehend auch "Fraktionierungsbereich" genannt) enthält, der
die Destilliersäulen 4 und 15 umfasst,
die zur Produktreinigung und Rückgewinnung
nichtumgesetzter Alkanole und reaktiver Olefine vorgesehen sind.
-
In dieser Anordnung wird der Kohlenwasserstoffsbeschickungsstrom,
der reaktive Olefine, den Alkanol-(vorzugsweise Methanol- oder Ethanol-)Beschickungsstrom
und wenigstens einen zurückgeführten Strom aus
dem Fraktionierungsbereich enthält, üblicherweise
in den Reaktionsbereich 1–3 geleitet. Die Beschickungsströme werden
entweder vor dem Reaktionsbereich gemischt oder getrennt voneinander
in den ersten Etherifizierungsreaktor 1 geleitet. Einige
oder alle Beschickungen können
entweder vor dem Reaktor (durch den Wärmetauscher 5) auf
die richtige Temperatur zur Etherifizierung eingestellt werden oder
die gewünschten Reaktionstemperaturen
werden in der Reaktoranordnung selbst eingestellt.
-
Die Etherifizierungsreaktion kann
in vielen verschiedenen Reaktortypen durchgeführt werden, die so ausgestaltet
sind, dass sie die richtige Menge eines geeigneten Katalysators
für die
Reaktion zwischen dem oder den reaktiven Olefinen und dem oder den
Alkanolen enthalten. Die Reaktoranordnung kann vom herkömmlichen
Festbetttyp sein, worin der Reaktor in ein oder mehrere Katalysatorbetten
oder in Rohre mit oder ohne Wärmeaustauscherausrüstung gegeben
wird. Andere Anordnungen, wie Fließbetten, kochende Betten oder
Kombinationen aus Reaktoren, welche die erforderlichen Katalysatoren
enthalten, sind möglich.
Die Reaktion kann auch im Inneren einer katalytischen Destillationskolonne
(katalytischer Destillationsreaktor), wie oben erwähnt, durchgeführt werden.
-
Die Reaktionstemperatur kann durch
Anpassen der Beschickungstemperatur an einen oder alle Reaktoren
auf einen passenden Wert geregelt werden, indem man Kühl-/Heiz-Vorrichtungen im
Inneren des Reaktors anbringt, oder indem man die Konzentration
der reaktiven Olefine im Beschickungsstrom einstellt, indem man
entweder in einen oder beide Rücklaufströme, die
von dem Fraktionierungsbereich kommen, eingreift. Der Abfluss aus
der ersten Reaktionsstufe wird häufig
in einem Wärmetauscher 6 gekühlt und
in eine weitere Reaktionszone 2 geleitet, um die Gesamtumwandlung
der reaktiven Komponenten zu verbessern. Daran können sich weitere Reaktionszonen 3 anschließen, welche
typischerweise, bezogen auf die jeweils vorherige Zone, mit absteigender
Temperatur betrieben werden.
-
Die Temperatur kann auch durch Anpassen
des Drucks und Entfernen von Wärme
durch Verdampfen eines Teils des Reaktorinhalts geregelt werden.
-
Bei der Verarbeitung eines zusammengeführten Kohlenwasserstoffstroms,
der C3-7-Olefinbeschickungen
enthält,
wird die frische Kohlenwasserstoff-Beschickung üblicherweise mit allen zurückgeführten Kohlenwasserstoff-Alkanol-Strömen und
dem Alkanol gemischt und bei einer geeigneten Temperatur in die
erste Reaktionszone 1 geleitet. Wie oben schließt sich
an diese Stufe üblicherweise
eine Wärmeaustauschvorrichtung 6 an,
worin der Reaktionsabfluss auf eine geeignete Temperatur abgekühlt wird,
so dass er in eine weitere Reaktionszone 2 geleitet werden
kann und so die Umwandlung sowohl der reaktiven Kohlenwasserstoffverbindungen
als auch der in der Beschickung vorliegenden Alkanole weiter verbessert
wird. Dieses Verarbeitungsschema, bei dem die Temperatur des Reaktionsabflusses
nach der vorherigen Reaktionszone (Reaktor 2 und Wärmetauscher 7;
Reaktor 3 und Wärmeaustauscher 8)
abgesenkt wird, bevor der Abfluss in eine weitere Zone geleitet
wird, kann mehrmals erfolgen, bevor der Reaktionszonenabfluss in
eine Destilliersäule,
welche auch katalytisches Material zur weiteren Verbesserung der
Umwandlung enthalten kann, geleitet wird.
-
Das Fraktionieren in der ersten Destillationszone
erfolgt derart, dass nur die zwei leichtesten Kohlenwasserstoffgruppen,
die in dem ursprünglichen
Beschickungsgemisch in erheblicher Menge vorliegen, zusammen mit
nicht-umgesetztem Alkanol, üblicherweise
in azeotroper Konzentration mit den Kohlenwasserstoffen, als Destillation
abgezogen werden. In vorliegendem Beispiel bedeutet dies, dass das
Kopfprodukt aus der ersten Destillationszone ein azeotropes oder
fast-azeotropes Gemisch aus C3-4- Kohlenwasserstoffen
und dem Ausgangs-Alkanol enthält.
Um die Alkanolmenge in dem Kohlenwasserstoff-Alkanol-Azeotrop zu
verringern, werden nur die C3-4-Kohlenwasserstoff-Alkanol-Azeotrope
in vorliegendem Beispiel als Kopfprodukt entnommen, der Rest des
Alkanols wird als Seitenstrom abgenommen und in einer chemischen
Reaktion in der Kolonne verbraucht. Dieser Seitenstrom enthält den Großteil des
in der Säulenbeschickung
vorliegenden Alkanols und auch einen wesentlichen Anteil Kohlenwasserstoffe. Üblicherweise
enthält
dieser Seitenstrom wenigstens 30 Gew.-%, vorzugsweise wenigstens
70 Gew.-% und besonders bevorzugt über 90% der Gesamtalkanolbeschickung
für die
zweite Destillationszone. Manche schwerere Kohlenwasserstoffe können im
Destillat als Verunreinigungen zurückbleiben, üblicherweise in Konzentrationen
unter 20%.
-
Das Azeotrop des Kopfprodukts ist
vorteilhaft für
das Verfahren. Falls eine leichte Komponente in dem Ausgangsbeschickungsstrom
nicht in der für
das Azeotrop benötigten
geeigneten Menge vorliegt, kann eine solche Komponente zu der Beschickung
der Destilliersäule
oder an jeder anderen geeigneten Stelle in das Verfahren zugegeben
werden.
-
Der Druck in der Kolonne 4 wird üblicherweise
auf einen Wert angeglichen, der für das Kondensieren des Destillats
geeignet ist. Der übliche
Druck zur Verarbeitung von C3-7-Fraktionen in einer
Petroleumraffinerie oder einer petrochemischen Anlage liegt unter
10 bar, je nach relativer Menge leichter Kohlenwasserstoffe, die in
der Beschickung vorliegen.
-
Von der gleichen Destilliersäule wird
ein Seitenstrom abgezweigt und in die Reaktionszone geleitet. Üblicherweise
wird er mit den oben genannten frischen Kohlenwasserstoff- und Alkanol-Beschickungen
gemischt sowie mit jeder weiteren zurückgeführten Beschickung, die aus
den anderen Fraktionierkolonnen innerhalb der Einheit stammt. Die
seitliche Entnahme aus der Destillationskolonne 4 umfasst
1 bis 1000%, vorzugsweise etwa 50 bis 200% der frischen Beschickung.
Der Druck des Seitenstroms kann durch eine Pumpe 16 erhöht werden,
da die Destillation häufig
bei einem geringeren Druck durchgeführt wird als die Etherifizierungsreaktion,
wenn die Reaktion nicht innerhalb der Destillationskolonne selbst
erfolgt. Der Seitenstrom kann auch an jeder Stelle in die Reaktionszone
eingespeist werden, beispielsweise zwischen dem ersten und zweiten
Reaktor 1, 2, falls möglich.
-
Gemäß einer bevorzugten Ausführungsform
des vorliegenden Verfahrens wird die Destillationskolonne 4 derart
betrieben, dass nur Alkanol in azeotroper Konzentration in dem Destillat
mit den leichten Kohlenwasserstoffen aus der Beschickung zugelassen
wird. Der Großteil
des Alkanols in der Beschickung ist schwerer als die Kohlenwasserstoffe,
die an der Spitze der Säule
ins Kopfprodukt übergehen.
Daher werden die Alkanole, die nicht in Form eines Azeotrops an
das Destillat-Kohlenwasserstoff gebunden sind, in der Säule herunterfließen. Zur
gleichen Zeit wird das Dampf-Flüssigkeits-Gleichgewicht
zwischen C5- und schwereren Kohlenwasserstoffen
und dem Alkanol am Boden der Säule
in solchen Konzentrationen aufrechterhalten, dass das Bodenprodukt
im wesentlichen frei von Alkanolen ist, was dazu führt, dass
das Alkanol in der Kolonne nicht überkocht und sich im Seitenstrom
aufkonzentriert. Daher wird sich das Alkanol zwischen dem oberen
und unteren Ende der Kollegen aufkonzentrieren. Durch sorgfältiges Auswählen des
richtigen Orts für
den Seitenstrom und durch Leiten des Stroms durch den Reaktionsbereich, üblicherweise
vor der Destillation, kann eine Alkanol-verbrauchende Etherifizierungsreaktion
mit einem geeigneten Katalysator erzeugt werden, welche die Gesamtalkanol-Umwandlung
in der Verarbeitungseinheit fördert.
Zudem kann katalytisches Material in die Säule selbst oder in den Seitenstrom
eingebracht werden, um alle weiteren Reaktionen zu steigern oder
zu ersetzen, die in dem Reaktionsbereich, wo die frische Beschickung
behandelt wird, auftreten können.
-
Das Bodenprodukt der Destillationskolonne 4 enthält beispielsweise
gebildete tertiäre
C4-7-Ether
und C5+-Kohlenwasserstoffe.
-
Auf den ersten Destillationsschritt
folgt eine weitere Destillation, die in angefügten Zeichnungen mit der Bezugsziffer 15 gekennzeichnet
ist. Die zweite Destillationskolonne fraktioniert das Destillat
aus der Kolonne 4. Diese Trennung ist durch die Anwendung
des azeotropen Phänomens
in der Kolonnenspitze gekennzeichnet, das sich daraus ergibt, dass
ein Kohlenwasserstoff-Alkanol-Azeotrop entsteht, und zwar aus dem
leichtesten Kohlenwasserstoff, das in der Ausgangs-Kohlenwasserstoffbeschickung
in wesentlichen Mengen vorkommt, und dem Alkanol. Das leichteste
Kohlenwasserstoff in diesem Zusammenhang meint einen einzigen Kohlenwasserstofftyp
oder eine Gruppe Kohlenwasserstoffe mit der gleichen Kohlenstoffzahl.
Nur das leichteste Kohlenwasserstoff und die azeotrope Konzentration
des Alkanols wird der Kolonne als Kopfprodukt entnommen. In vorliegendem
Beispiel bedeutet dies, dass man, um die Menge Alkanol in dem Kohlenwasserstoff-Alkanol-Azeotrop
zu verringern, nur die C3-Kohlenwasserstoff-Alkanol-Azeotrope
als Kopfprodukt entnimmt und den Rest des Alkanols als Seitenstrom
abzweigt oder in einer chemischen Reaktion in der Kolonne verbraucht.
Manche schwerere Kohlenwasserstoffe können im Destillat als Verunreinigungen
enden, gewöhnlich
in einer Konzentration unter 20%.
-
Nach dem vorliegenden Verfahren wird
die Destillationskolonne 15 derart betrieben, dass nur
Alkanol in azeotroper Konzentration in dem Destillat mit der leichtesten
Gruppe Kohlenwasserstoffe, die in der Beschickung vorliegen, zugelassen
wird. Dieser Strom enthält
normalerweise Reaktionsnebenprodukte, wie Dimethylether und Wasserstoff.
Das Bodenprodukt der Kolonne ist daher im wesentlichen Oxygenat-frei.
-
Falls die für das Kopfprodukt benötigte leichte
Komponente im Ausgangs-Beschickungsstrom nicht in geeigneter Menge
vorliegt, kann eine solche Komponente zu der Beschickung der Destillationskolonne
oder an jeder geeigneten Stelle in die Kolonne selbst oder in das
Kopfprodukt oder die Siedeausrüstung
der Kolonne oder an jeder geeigneten Stelle in das Verfahrens zugegeben
werden. Die Hauptmenge Alkanol in der Kolonne 15 ist schwerer
als die Kohlenwasserstoffe, welche an der Spitze der Säule in das
Kopfprodukt übergehen.
Daher wird Alkanol, welches nicht in Form eines Azeotrops an die
Destillat-Kohlenwasserstoffe gebunden ist, innerhalb der Säule herunterfließen. Zur
gleichen Zeit wird das Dampf-Flüssigkeits-Gleichgewicht
zwischen C4- und einigen schwereren Kohlenwasserstoffen,
die in der Säulenbeschickung
vorliegen, und dem Alkanol am Boden der Säule in einer solchen Konzentration
aufrechterhalten, dass das Bodenprodukt im wesentlichen frei von
Alkanolen ist, was dazu führt,
dass das Alkanol in der Säule
nicht überkocht
und im Seitenstrom aufkonzentriert wird. Somit wird das Alkanol
zwischen dem Kopf und dem Boden der Säule aufkonzentriert. Indem man
das vorstehende Prinzip, die richtige Stelle für den Seitenstrom auszuwählen und
den Strom durch den Reaktionsbereich oder durch einen Teil davon, üblicherweise
vor der ersten Destillationszone, zu leiten, wiederholt, kann man
mit einem geeigneten Katalysator eine Alkanol-verbrauchende Etherifizierungsreaktion
erreichen, welche die Gesamt-Alkanol-Umwandlung in der Verarbeitungseinheit
steigert. Dies beruht darauf, dass dieser Strom das meiste Alkanol,
das in der Säulenbeschickung
vorkommt, enthält
und auch eine wesentliche Menge Kohlenwasserstoffe. Üblicherweise
enthält
dieser Seitenstrom wenigstens 30 Gew.-%, vorzugsweise wenigstens
70 Gew.-% und besonders bevorzugt über 90% der Gesamt-Alkanol-Beschickung
für die
zweite Destillationszone. Das Zurückführen dieses Strom führt zu einer
verbesserten Isoolefin- und Alkanolumwandlung innerhalb der gesamten
Verfahrenseinheit. Zudem kann katalytisches Material in die zweite Destillationskolonne
selbst oder in den Seitenstrom gegeben werden, um jede zusätzliche
Reaktion zu fördern oder
ersetzen, die innerhalb des Reaktionsbereichs, wo frische Beschickung
behandelt wird, entsteht.
-
Der Druck in der Säule wird üblicherweise
auf einen geeigneten Wert zum Kondensieren des Destillats eingestellt.
Ein üblicher
Druck zur Verarbeitung von C3-7-Fraktionen
in einer Petroleumraffiniere oder einer petrochemischen Anlage ist über 10 bar
ohne Kühlausstattung,
je nach relativer Menge leichter Kohlenwasserstoffe, die in dem
Beschickungsstrom vorliegen. In vorliegendem Beispiel wird der Druck
in der zweiten Destilliersäule
auf einem höheren
Wert gehalten als in der ersten. Vorzugsweise beträgt der Druckunterschied
wenigstens 1 bar, insbesondere wenigstens 4 bar. Dies hat eine wichtige
Folge für
das Verfahren: das Kohlenwasserstoff-Alkanol-Gemisch, das als Destillat
in einer azeotropen Konzentration aus der ersten Einheit zurückgewonnen
wird, kann in der zweiten Einheit auf solche Weise getrennt werden,
dass ein praktisch Alkanol-freier Produktstrom als Bodenprodukt
entnommen werden kann. Dies ist darauf zurückzuführen, dass der höhere Druck
in der zweiten Kolonne den Azeotroppunkt wirksam zu einer höheren Alkoholkonzentration
verschiebt, wie in nachstehender Tabelle gezeigt.
-
Tabelle
1: Ethanol/Methanol-Isobutan-Azeotrop (Ref. Leu and Robinson J.
Chem. Eng. Data 37, 10 (1992) und Zabaloy et al. J. Chem. Eng. Data
39, (1994
-
Die Druckabhängigkeit des leichten Kohlenwasserstoff-Alkanol-Azeotrops
stellt sicher, dass die Trennung zwischen den Komponenten in einer
solchen Weise erfolgt, dass ein fast vollständig reiner Kohlenwasserstoffstrom
vom Boden der Säule
gewonnen werden kann. In vorliegendem Beispiel enthält dieser
Strom letztlich fast alle nicht-umgesetzten C4-Kohlenwasserstoffe,
die ursprünglich
in das Verfahren gegeben wurden; nur geringe Mengen dieser Komponenten
werden in das Bodenprodukt der ersten Kolonne 4 oder das Destillat
der zweiten Säule 15 übergehen.
-
Gleichzeitig werden die meisten der
weiteren Oxygenate, die in dem Beschickungsstrom der zweiten Destillationskolonne 15 vorliegen,
in das Destillatprodukt dieser Kolonne übergehen. Diese umfassen alles Wasser,
das in der Beschickung vorkommt, alle leichten Alkanole und Dimethylether,
ein Nebenprodukt der Etherherstellung auf Methanolbasis. Bei den
meisten industriellen Anwendungen bedeutet dies, dass der erhaltene
C4-Strom bis auf geringere Mengen Produktether,
der aufgrund einer unvollständigen
Abtrennung in der ersten Destillationskolonne Teil des Beschickungsstroms
für die
zweite Einheit sein kann, fast vollständig frei von Oxygenaten ist.
-
Obwohl die zweite Destillationszone
vorzugsweise bei einem höheren
Druck betrieben wird als die erste, ist es auch möglich, zwei
Destillationsverfahren bei dem gleichen Druck durchzuführen oder
sogar die zweite Destillationszone bei einem geringeren Druck als
die erste zu betreiben, vorausgesetzt die Kühlwirkung des Kondensors ist
höher.
-
Neben dem Trennen der Kohlenwasserstoffgruppen
und dem Zurückgewinnen
des vorhandenen Alkanols im Nebenstrom der Einheit dient die zweite
Destilliersäule 15 als
Oxygenat-Entfernungseinheit. Dies hat eine sehr vorteilhafte Auswirkung
auf die Qualität
des erhaltenen C4-Stroms, da der Strom die
Erfordernissen der meisten nachfolgenden Einheiten, wie der Butenalyklierung,
katalytischer Oligomerisierungs- und Polymerisierungseinheiten und
einiger petrochemischer Verfahren (z. B. Dehydrierung), voll erfüllt.
-
Eine weitere Möglichkeit, die Schlüsselmerkmale
der vorliegenden Erfindung einzusetzen, ist das Einbringen der Destillationseinheiten 4 und 15 in
zwei verschiedene Druckzonen der gleichen Kolonne. Diese Druckzonen
werden durch eine Wand getrennt. Durch diesen Typ der Anordnung
können
Systemeinheiten und Kapitalkosten eingespart werden.
-
Die vorliegende Erfindung eignet
sich zur Verarbeitung anderer Typen Kohlenwasserstoffbeschickungen
als die im vorstehenden Beispiel verwendeten C3-7-Fraktionen.
Jede Kombination daraus kann nach dem vorgestellten Verfahrensschema
verarbeitet werden. Das wesentliche Merkmal besteht darin, neben
den Hauptbeschickungskomponenten oder Gruppen aus Komponenten, die
der Etherifizierung unterworfen werden, wenigstens eine geringste
Menge (in der Praxis >0,1
Mol-%) einer leichteren Komponente zu verwenden, welche fähig ist,
mit dem verwendeten Alkanol ein Azeotrop zu bilden. Die resultierenden
azeotropen Gemische werden unterschiedliche Zusammensetzungen aufweisen,
je nach verwendetem Druck in den Fraktionierungsverfahren und den
Kohlenwasserstoffgruppen sowie der Zusammensetzung jeder dieser
Gruppen.
-
Die vorstehenden Aufgaben können durch
Einrichten einer Vor-Destilliersäule
vor den Kolonnen 4 und 15 aus 1 erreicht werden. Die Aufteilung der
zugeführten
Beschickung wird auf eine solche Weise erreicht, dass die zwei leichtesten
Kohlenwasserstoffgruppen, die in wesentlichen Konzentrationen (C3-4) im vorliegenden Beispiel vorkommen,
als Destillat zurückgewonnen
und in den zweiten Fraktionator 15 gespeist werden, und
das Bodenprodukt zu der ersten Kolonne 4 gebracht wird,
von der DEE als Teil des Bodenstroms mit Ethern und den schwereren
Kohlenwasserstoffen, die in dem ursprünglichen Beschickungsstrom
enthalten sind, entnommen wird.
-
Eine wichtige Verwendung der vorliegenden
Erfindung ist die Herstellung reiner Ether. 2 zeigt das zugrundeliegende Prinzip
der Etherifizierung reaktiver C4-Olefine
mit einem geeigneten Alkanol, vorzugsweise mit Methanol oder Ethanol. Üblicherweise
enthält
ein solcher Strom wenigstens geringste Mengen Kohlenwasserstoffe
aus angrenzenden Gruppen (d. h. C3- und
C5-Kohlenwasserstoffe oder wenigstens einige
C3-Kohlenwasserstoffe).
Die nachstehende Beschreibung konzentriert sich auf die bevorzugte
Ausführungsform,
wobei ein Kopfstrom, der eine Mindestmenge Alkanol enthält, aufgrund
des diazeotropen Verhaltens des Gemischs aus Kohlenwasserstoffen
und dem Alkanol abgezogen wird, und auf das Betreiben der zweiten
Destillation bei einem höheren
Druck als die erste Destillation. Erfindungsgemäß kann die Ausführungsform
aus 2 jedoch auch auf
andere Weise, wie im Zusammenhang mit 1 beschrieben,
durchgeführt
werden.
-
Die Bezugsziffern 21–32 bezeichnen
Reaktoren, 24 und 35 Destillationskolonnen, 25–30, 36 und 37 Wärmeaustauscher, 31 und 38 Rückflusskühler und 32–34, 37 und 39 Pumpen.
-
Nach Durchführen der Etherifizierung in
den Reaktionsbereichen 21 bis 23 in analoger Weise
wie die Etherifizierung in vorstehendem Beispiel wird der gewonnene
Ausfluss zu einer Destillationskolonne 24 gebracht. Die
Destillation wird in einer Weise durchgeführt, dass das Etherprodukt
(MTBE oder ETBE, für
Etherprodukte auf Methanol- bzw. Ethanolbasis) als Bodenprodukt
aus der Kolonne entnommen wird und nicht-umgesetzte C4-
und leichtere Kohlenwasserstoffe als Destillat zurückgewonnen
werden. Das Alkanol wird teilweise oder ganz als Kopfprodukt zurückgewonnen.
Je nach Erfordernisse und relativer Menge der in der Beschickung
vorliegenden C5-Kohlenwasserstoffe können diese
Komponenten ganz oder teilweise als Kopfprodukt zurückgewonnen
werden.
-
Das Destillat aus der ersten Säule wird
in eine zweite Destillationszone 35 eingespeist, worin
leichtere Kohlenwasserstoffe (C3- und leichtere
KW) als Kopfprodukt zurückgewonnen
und C4-KW und alle schwereren Kohlenwasserstoffe
als ein im wesentlichen Alkanol-freies Bodenprodukt entstehen. Liegt
die für
das Azeotrop benötigte
leichte Komponente in dem ursprünglichen
Beschickungsstrom nicht in der geeigneten Menge vor, kann eine solche
Komponente zu der Beschickung der Destillationskolonne oder an jeder
geeigneten Stelle in die Kolonne selbst oder in das Kopfprodukt
oder die Siedevorrichtung der Säule
oder jeder anderen geeignete Stellen in das Verfahren zugegeben
werden. Das Destillat enthält
das Alkanol, welches in der Säulenbeschickung
vorkommt, in einer Konzentration, welche durch den Druck und die
azeotrope Beschaffenheit des Gemischs aus leichten Kohlenwasserstoffen
und Alkanol vorgegeben ist.
-
Analog zu dem vorstehend beschriebenen
Beispiel wird ein Seitenstrom an einer geeigneten Stelle aus der
Säule 35 entnommen
und in den Reaktionsbereich 21–23 der Verfahrenseinheit
zurückgeführt. Dieser Strom
enthält
den Großteil
des Alkanol aus der Säulenbeschickung
und auch eine wesentliche Menge Kohlenwasserstoffe. Üblicherweise
enthält
dieser Seitenstrom wenigstens 30 Gew.-%, vorzugsweise wenigstens
70 Gew.-% und besonders bevorzugt über 90% der Gesamtalkanolbeschickung
der zweiten Destillationszone. Das Zurückführen dieses Strom in die Reaktionszone
führt zu
einer verbesserten Isoolefin- und Alkanolumwandlung innerhalb der
gesamten Verfahrenseinheit. Da der Druck in der Kolonne 35 auf
einem höheren
Wert gehalten wird als in der Kolonne 24, wird eine praktisch
vollständige
Entfernung von Alkanol aus dem Bodenstrom erreicht, wodurch der
resultierende olefinische C4-Strom zu einer
attraktiven Beschickung für
nachfolgende Verfahrenseinheiten wird, welche im wesentlichen sauerstofffreie
Kohlenwasserstoffbeschickungen benötigen. Im Reaktionsabfluss
enthaltenes Wasser oder darin enthaltener Dimethylether werden vollständig in das
Kopfprodukt der Destillationskolonne 35 übergehen,
wohingegen geringste Mengen DEE (Diethylether) in das Bodenprodukt
der Säule 24 gelangen.
Durch sorgfältiges
Entwerfen der Säule 24 wird
praktisch alles Etherprodukt im Bodenstrom der Kolonne 24 zurückbleiben.
Die Säulen 24 und 35 können funktional
in einem Gehäuse
gemäß den in
vorstehendem Beispiel aufgeführten
Grundsätzen
eingebaut sein.
-
Eine weitere wichtige Verwendung
der vorliegenden Erfindung ist die Herstellung von reinem TAME oder
TAEE.
-
Im Fall von TAME und/oder TAEE wird
ein Strom, welcher reaktive C5-Olefine (Isoamylene)
und wenigstens geringste Mengen Kohlenwasserstoffe aus den angrenzenden
Gruppen (d. h. C4- und C6-Kohlenwasserstoffe
oder wenigstens einige C4-Kohlenwasserstoffe)
enthält,
zusammen mit einem geeigneten Alkanol und jedem zur weiteren Etherifizierung
bestimmten Kohlenwasserstoff-Wiederaufbereitungsstrom in die Etherifizierungszone
geleitet. Nachdem die Etherifizierung gemäß den Grundsätzen aus
den vorstehenden Beispielen in den Reaktionsbereichen 21-21 erfolgt
ist, wird der resultierende Ausfluss aus einer ersten Destillationskolonne 24 entnommen.
Die Destillation wird auf solche Weise durchgeführt, dass das Etherprodukt
(TAME oder TAEE, für
Etherprodukte auf Methanol- bzw. Ethanolbasis) aus einem Bodenprodukt
der Kolonne entnommen wird und nicht-umgesetzte C5-
sowie leichtere Kohlenwasserstoffe (C4-KW)
als Destillat zurückgewonnen
werden. Das Alkanol wird teilweise oder vollständig als Kopfprodukt zurückgewonnen.
Je nach Erfordernisse und relativer Menge C6-Kohlenwasserstoffe
in der Beschickung können
diese Komponenten vollständig
oder teilweise als Kopfprodukt zurückgewonnen werden.
-
Das Destillat wird in eine zweite
Destillationseinheit 35 geleitet, wo leichtere Kohlenwasserstoffe
(C4- und leichtere KW) als Kopfprodukt zurückgewonnen
werden und C4-KW und schwerere Kohlenwasserstoffe als
im wesentlichen Alkanol-freies Bodenprodukt entstehen. Das Destillat
enthält
das in der Säulenbeschickung
vorkommende Alkanol in einer Konzentration, die durch den Druck
und die azeotrope Beschaffenheit des Gemischs aus leichteren Kohlenwasserstoffen
und Alkanol bestimmt ist. Falls geeignete Mengen der leichten Komponente,
die für
das Azeotrop benötigt
werden, nicht in dem ursprünglichen
Beschickungsstrom vorliegen, kann eine solche Komponente zu der
Beschickung der Destillationskolonne oder an jeder geeigneten Stelle
in die Kolonne selbst oder in das Kopfprodukt oder die Siedevorrichtung
der Säule
oder an jeder geeignete Stelle in das Verfahren zugegeben werden.
Analog zu dem vorstehend dargestellten Beispiel wird ein Seitenstrom
von einem geeigneten Punkt in der Säule entnommen und in den Reaktionsbereich
der Verfahrenseinheit zurückgeführt. Dieser
Strom enthält
den Großteil
der Alkanole in der Säulenbeschickung
und auch eine wesentliche Menge reaktiver Olefine. Das Zurückführen dieses
Strom führt
zu einer verbesserten Isoolefin- und Alkanolumwandlung innerhalb
der gesamten Verfahrenseinheit. Da der Druck in der Kolonne 35 bei
einem höheren
Wert gehalten wird als in der Kolonne 24, erfolgt eine
fast vollständige
Entfernung von Alkohol aus dem Bodenstrom, was den resultierenden
olefinischen C5-Strom zu einer gefragten
Beschickung für
nachfolgende Verfahrenseinheiten macht, die im wesentlichen sauerstofffreie
Kohlenwasserstoffbeschickungen benötigen. Jede wesentliche Menge
Wasser, Dimethylether oder Diethylether, die in dem Reaktionsausfluss
enthalten ist, wird in das Kopfprodukt der Destillationskolonne 24 übergehen.
Durch sorgfältiges
Gestalten der Säule 24 wird
praktisch alles Etherprodukt im Bodenstrom der Kolonne 24 verbleiben.
Die Säulen 24 und 35 können funktional
in einem Gehäuse
gemäß den in
vorstehenden Beispielen dargestellten Grundsätzen eingebaut werden.
-
Die nachstehend berechneten Beispiele
verdeutlichen die Erfindung:
-
Beispiel 1
-
Herstellung
tertiärer
Methylether
-
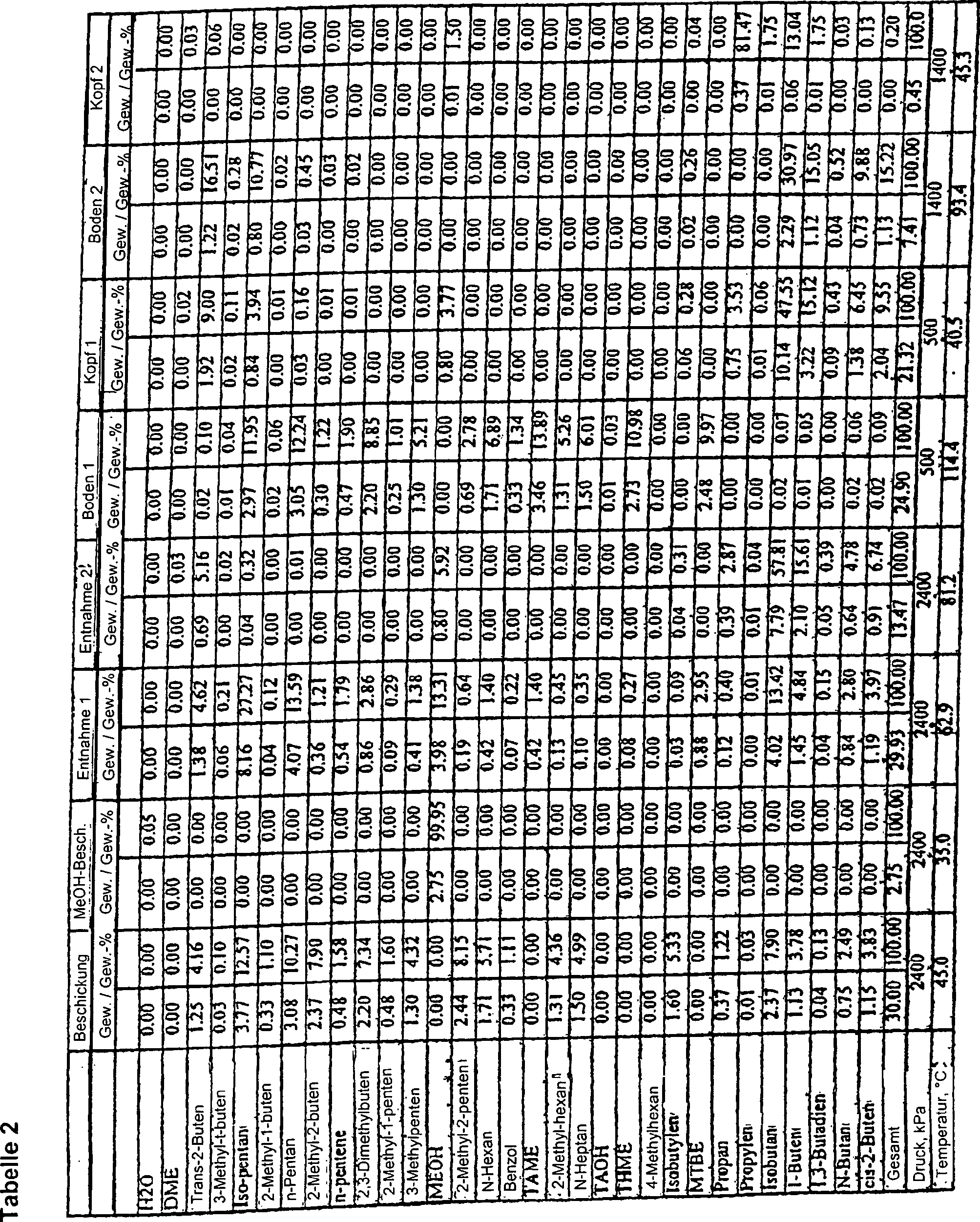
Mit der Verfahrensanordnung aus
1 wurden Methylether wie
folgt aus einer olefinischen Kohlenwasserstoffbeschickung hergestellt: Destillation
| Säulen: | Innendurchmesser
160 mm, Höhe
11.000 mm, gefüllt
mit Säulenmaterial. Die
Anzahl Packschichten betrug 6. |
| Reaktoren: | Innendurchmesser
154,1 mm, Höhe
1.150 mm; gefüllt
mit dem Katalysator DOWEX M-32; |
| Position
der seitlichen Entnahmen: | Zwischen
der zweiten und dritten Packschicht; |
| Einspeisepunkt
der ersten Säule: | Zwischen
der vierten und fünften
Packschicht; |
| Einspeisepunkt
der zweiten Säule: | Zwischen
der dritten und vierten Packschicht; |
-
FCC-C4-7-Fraktionen,
enthalten 30 kg Kohlenwasserstoffe pro Stunde (Zusammensetzung wie
in Tabelle 2 gezeigt) und Methanol (Menge wie in Tabelle 2 gezeigt),
wurden miteinander vermischt und erwärmt. Dann wurden seitliche
Abzweigungsströme
aus den Destilliersäulen
miteinander vereint, und der so gewonnene modifizierte Beschickungsstrom
wurde durch die Reaktoren geleitet. Als Ergebnis der exothermen
Etherifizierungsreaktion stieg die Temperatur in den Reaktoren um
1 bis 20°C
an. Das erhaltene Gemisch wurde in die erste Destilliersäule geleitet
und einer Destillation unterzogen. Das Kopfprodukt wurde in die
zweiten Destilliersäule
geleitet und einer weiteren Destillation unterzogen. Seitenströme wurden
aus beiden Säulen
entnommen.
-
Die Beschickungstemperatur in jedem
Reaktor betrug 40°C
und die Temperaturen der Reaktorabflüsse waren 55, 45 bzw. 42°C.
-
Der Druck der seitlichen Entnahmeströme wurde
mit Hilfe von Pumpen erhöht,
bevor sie in die Reaktoren geleitet wurden.
-
Das Rückfluss-Verhältnis aus
der ersten Destillationszone betrug 1,8 und der Druck 5 bar, wohingegen das
Rückfluss-Verhältnis aus
der zweiten Destillationszone 60 betrug und der Druck 14 bar.
-
Die Zusammensetzungen und verschiedenen
Ströme
und Produkte sind in Tabelle 2 gezeigt.
-
-
Beispiel 2
-
Herstellung
von ETBE
-
Mit der Verfahrensanordnung aus
2 wurde ETBE wie folgt aus
einer olefinischen Kohlenwasserstoffbeschickung hergestellt: Destillation
| Säulen: | Innendurchmesser
160 mm, Höhe
11.000 mm, gefüllt
mit Säulenmaterial. Die
Anzahl Packschichten betrug 6. |
| Reaktoren: | Innendurchmesser
154,1 mm, Höhe
1.150 mm; gefüllt
mit dem Katalysator DOWEX M-32; |
| Position
der seitlichen Entnahmen: | Zwischen
der zweiten und dritten Packschicht; |
| Einspeisepunkt
der ersten Säule: | Zwischen
der vierten und fünften
Packschicht; |
| Einspeisepunkt
der zweiten Säule: | Zwischen
der dritten und vierten Packschicht; |
-
FCC-C4-7Fraktionen,
enthalten 30 kg Kohlenwasserstoffe pro Stunde (Zusammensetzung wie
in Tabelle 3 gezeigt) und Ethanol (in einer Menge wie in Tabelle
3 gezeigt), wurden miteinander vermischt und erwärmt. Dann wurden seitliche
Abzweigungsströme
aus den Destilliersäulen
miteinander vereint, und der so gewonnene modifizierte Beschickungsstrom
wurde durch die Reaktoren geleitet. Als Ergebnis der exothermen
Etherifizierungsreaktion stieg die Temperatur in den Reaktoren je
nach Wirksamkeit der Wärmeisolierung,
um 1 bis 20°C
an. Das erhaltene Gemisch wurde in die erste Destilliersäule geleitet
und einer Destillation unterzogen. Das Kopfprodukt wurde in die
zweiten Destilliersäule
geleitet und einer weiteren Destillation unterzogen. Seitenströme wurden
aus beiden Säulen
entnommen.
-
Die Beschickungstemperatur der .
Reaktoren betrug 40°C
und die Temperatur der Reaktorabflüsse war 52, 45 bzw. 41°C.
-
Der Druck der seitlichen Entnahmeströme wurde,
bevor diese in die Reaktoren geleitet wurden, mit Hilfe von Pumpen
erhöht.
-
Das Rückfluss-Verhältnis aus
der ersten Destillationszone betrug 1,8 und der Druck 5 bar, wohingegen das
Rückfluss-Verhältnis aus
der zweiten Destillationszone 60 und der Druck 16 bar betrug.
-
Die Zusammensetzungen und verschiedenen
Ströme
und Produkte sind in Tabelle 3 gezeigt.
-
-
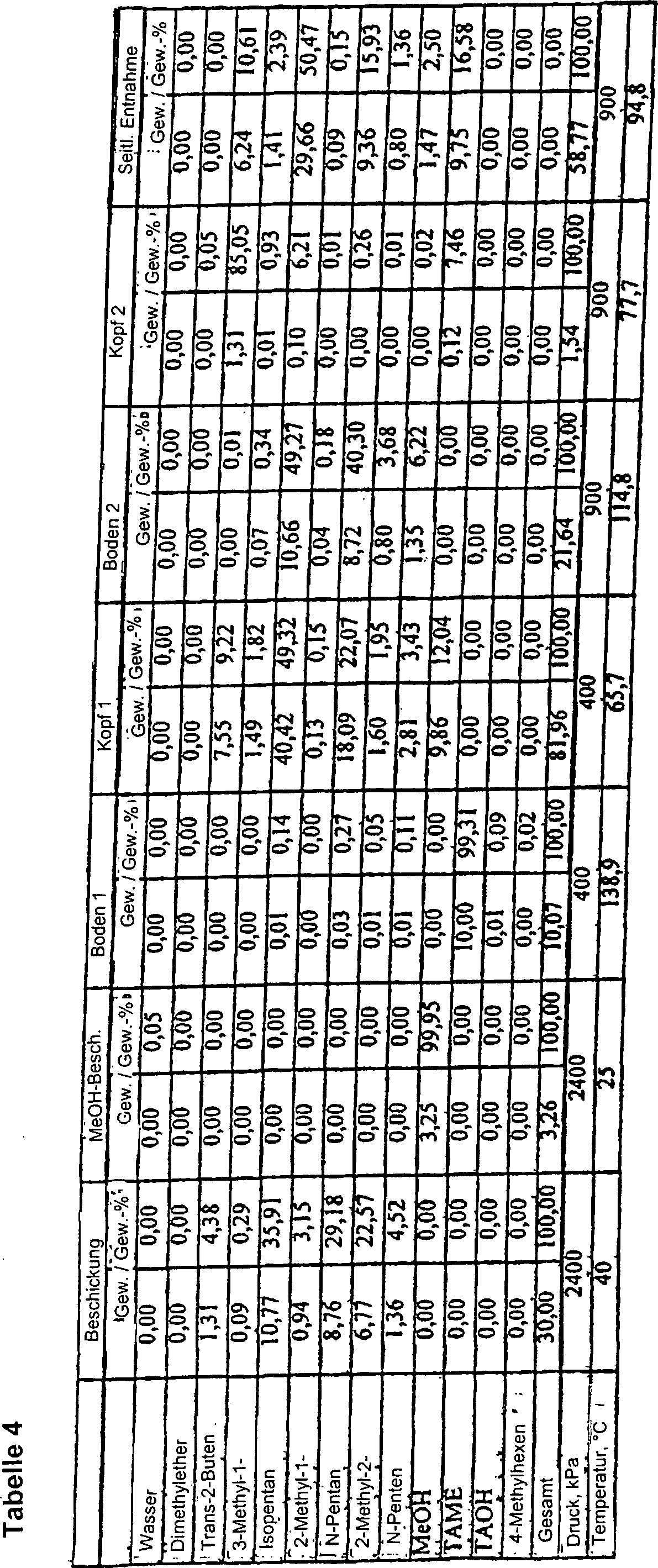
Beispiel 3
-
Herstellung
von TAME
-
Bis auf folgende Änderungen wurde TAME aus einer
FCC-C5-Fraktion durch Nacharbeiten von Beispiel 2 hergestellt.
-
Die Beschickungstemperatur der Reaktoren
betrug 40°C
und die Temperatur der Reaktorabflüsse war 58, 42 bzw. 40,5°C. Das Rückfluss-Verhältnis aus
der ersten Destillationszone betrug 0,6 und der Druck 4 bar, wohingegen
das Rückfluss-Verhältnis aus
der zweiten Destillationszone 60 und der Druck 9 bar betrug.
-
Die Zusammensetzungen und verschiedenen
Ströme
und Produkte sind in Tabelle 4 gezeigt.
-