-
Die
vorliegende Erfindung betrifft allgemein Folien, die als Trägerbänder nützlich sind,
und insbesondere mehrschichtige, biaxial orientierte Laminatträgerbänder, die
eine primäre
Schicht, die ein propylenhaltiges Polymer umfasst, und mindestens
eine sekundäre
Schicht umfassen, die ein propylenhaltiges Polymer umfasst.
-
Handelsübliche Haftklebstoffbänder werden üblicherweise
in einer Rollenform bereitgestellt und können in einem Bandspender bereitgestellt
werden (siehe z.B. US-Patentschrift Nr. 4,451,533 und 4,908,278). Handelsübliche Spender
weisen typischerweise eine gezahnte Metall- oder Kunststoffklinge auf. Falls kein Spender
bereitgestellt ist, ist es wünschenswert,
dass das Band von Hand durchgerissen werden kann.
-
Die „Abtrennbarkeit" von Klebstoffbändern ist
als die Fähigkeit
definiert, eine Bandlänge
durch Ziehen des Bandes mit einer gewünschten Menge an Energie oder
Arbeit über
die Zähne
der gezahnten Schneidkante eines Bandspenders abzuschneiden oder
abzutrennen. Die Abtrennbarkeit wird auch als „Spendefähigkeit" bezeichnet. Es ist wünschenswert,
dass das abgetrennte Band nicht in einer unvorhersehbaren Weise
zerspant, splittert, bricht oder reißt (siehe US-Patentschrift
Nr. 4,451,533 und 4,908,278). Solch eine Abtrennbarkeit ist erwünscht, um
an dem abgetrennten Bandstreifen eine sauber gezahnte Schnittkante
zu erzeugen.
-
Klebstoffbänder werden
von vielen verschiedenen Folien hergestellt. Folien, die gewöhnlich zu
zäh sind
und sich beträchtlich
dehnen, bevor sie unter Belastung reißen, machen solche Folien äußerst schwierig abzutrennen,
insbesondere in einem Spender mit Kunststoffklinge. Bandspender
mit Klingen aus Kunststoff werden gewöhnlich für Handgeräte benutzt, wie z.B. Katalog-Nr.
104, Bandspender 3M MagicTM, erhältlich von der
Minnesota Mining and Manufacturing Company, St. Paul, Minnesota.
Jedoch sind Spender mit Kunststoffklingen typischerweise nicht ausreichend
scharf und haltbar, um damit orientierte Polypropylenbänder abzutrennen.
Aus diesem Grund sind typische Spender für biaxial orientiertes Polypropylenband
gewöhnlich
mit scharfen Metallklingen ausgestattet. Solche Spender mit Metallklingen
sind kostspieliger und schwieriger herzustellen als Spender mit
Kunststoffklingen.
-
Folien
aus biaxial orientiertem, isotaktischem Polypropylen sind für ihre Zähigkeit,
niedrigen Kosten, gute Farb-, Feuchtigkeits- und Splitterungsbeständigkeit
sowie Klarheit bekannt und werden seit langem als Klebstoffträgerbänder benutzt
(siehe US-Patentschrift 3,241,662 und 3,324,218), obwohl, wie oben
angegeben, solche Folien schwieriger zu spenden sind, insbesondere
unter Benutzung eines Spenders aus Kunststoff. Außerdem werden
solche Folien als sehr schwierig von Hand durchzureißen angesehen
und werden typischerweise mit aufgerauhten oder abgeflachten Rollklingen
geschnitten, um genug Randdefekte zu erzeugen, um einen gewissen
Grad an Durchreißbarkeit
mit den Fingern zu ermöglichen.
Dieses Verfahren ergibt ungleichmäßige, unansehnliche Ränder und
stark verringerte Bandfestigkeit.
-
Es
wurden verschiedene Versuche unternommen, Polyolefinfolien zu verbessern,
um abtrennbare und mit den Fingern durchreißbare Klebstoffträgerbandfolien
zu herzustellen.
-
Beispielsweise
beschreibt
JP 53 034 834 ein
Gemisch von Polypropylen mit Polyolefinen mit niedrigem Molekulargewicht,
um einen spröderen,
mit den Fingern durchreißbaren
Folienträger
zu erzeugen. US-3,887,745 offenbart ein zweischichtiges Polypropylenband,
in dem eine dicke sekundäre
Schicht uniaxial in der Querrichtung (oder Senkrechten) orientiert
ist, um das gradlinige Durchreißen
in der Kreuzrichtung des Bandes zu erleichtern. Gleichermaßen beschreiben
US 3,952,073 und
US 4,045,515 Trägerbänder, die
Blends von isotaktischem Polypropylen mit statistischen Propylen-Ethylen-Copolymeren
umfassen, die unter Bildung einer Folie mit größerer Orientierung in der Quer-
als in der Maschinenrichtung sequentiell orientiert wird, um eine
Folie zu erzeugen, die gute Durchreißbarkeit mit den Fingern quer über die
Folie aufweist.
-
US 4,410,582 beschreibt
eine sequentiell biaxial orientierte, mehrschichtige Folie, die
aus einer primären
Schicht aus Polyolefin mit niedrigem Molekulargewicht mit einem
Schmelzpunkt, der niedriger ist als derjenige von sekundären Schichten
mit höherer
Kristallinität,
besteht, um eine mit den Fingern durchreißbare Trägerfolie zu erzeugen.
US 4,137,362 beschreibt
Klebstoffträgerbänder, die
durch die sequentielle biaxiale Orientierung von einschichtigen
Blends von isotaktischem Polypropylen mit anderen Polyolefinen hergestellt sind.
US 4,393,115 und
US 4,414,261 und die Anmeldung
JP 11-1 998 835 beschreiben sequentiell biaxial orientierte, mehrschichtige
Folien, die Polypropylenethylen-Blockcopolymer
oder Kohlenwasserstoffharze in Blends oder Schichten enthalten,
welche die Durchreißbarkeit
mit den Fingern durch Verstärken
des Sprödverhaltens
der Folie begünstigen
sollen.
-
Gleichermaßen beschreiben
US 4,447,485 und
US 4,513,028 gestreckte
Folien, die eine Basisfolienbahn aufweisen, die Polypropylen in
Abmischung mit Polymethylpenten umfasst, wobei das Letztgenannte
gegenwärtig
ist, um eine sprödere
Konstruktion zu erzeugen. Die Anmeldung JP 6-305 014 beschreibt
eine einzelne Flachfolie mit einer einzigen Zusammensetzung, die
ein Polypropylenethylen-Copolymer umfasst, das unter Benutzung eines
sequentiellen biaxialen Orientierungsverfahrens aufgrund der thermischen
Verfahrensbedingungen eine sekundär/primäre Struktur ausbildet.
-
Haftklebstoffbänder mit
einer matten Oberfläche,
die der klebstoffbeschichteten Oberfläche gegenüberliegt, werden gewöhnlich zur
Benutzung in Büros,
Einzelhandelsgeschäften
und Schulen verkauft. Diese Bänder
werden typischerweise in Verbindung mit Papier benutzt, zum Ausbessern
von Rissen, Ankleben von Notizen und Zusammenfügen von Dokumenten, und deshalb
bleibt das Haftklebstoffband bei seiner Endanwendung vorzugsweise
unsichtbar, ermöglicht
dennoch, dass jeglicher darunter befindliche Aufdruck angesehen
und klar und sauber photokopiert wird. Außerdem können die matten Oberflächen dieser
Bänder
vorzugsweise mit einer Vielfalt an Schreibgeräten, wie z.B. Kugelschreibern,
Bleistiften und Permanentmarkern, beschrieben werden. Celluloseacetatfolie
mit einem geprägten
matten Abschluss ist aufgrund ihrer ausgezeichneten optischen Eigenschaften
und Beschriftungskennzeichen vorwiegend als das Substrat für matte
Klebstoffbänder
benutzt worden.
-
Biaxial
orientierte Polypropylen-(BOPP)-Folien werden aufgrund ihrer ausgezeichneten
Festigkeit, Feuchtigkeitsbeständigkeit
und niedrigen Kosten weit verbreitet als Foliensubstrate für Klebstoffbänder benutzt.
Im Allgemeinen kann BOPP-Folien durch bloßes Prägen der Oberfläche der
Folie keine matte und/oder beschreibbare Oberfläche verliehen werden. In solche
Verfahren ist typischerweise die Erzeugung einer zusätzlichen
Schicht oben auf der Polypropylen-Basisschicht der BOPP-Folie einbezogen,
wobei einige der gewünschten
Eigenschaften einer matten oder beschreibbaren Oberfläche durch
die zusätzliche
Schicht erzeugt werden.
-
Solche
bekannten zusätzlichen
Schichten sind häufig
durch Kombinieren von zwei oder mehr Polymeren in der Form eines
Blends hergestellt worden. Mindestens eines der Polymere in einem
solchen Blend ist üblicherweise
ein Polyolefin, da dies für
Haftung zu der Polypropylen-Hauptschicht in der BOPP-Folie sorgt. Zu
Komponenten auf Basis von Polyolefin in solchen Blends gehörten Polypropylen,
Co- oder Terpolymere auf Basis von Propylen, Polyethylene, wie z.B.
Polyethylen mit hoher Dichte (HDPE), Polypropylen/Polyethylen-Blockcopolymere,
mit polaren Gruppen modifizierte Co- oder Terpolymere auf Basis von Ethylen,
Polymere, die Buten-1-Monomer enthalten, und Methylpentenpolymer
(TPX). Zu Nichtpolyolefin-Komponenten in solchen Blends gehörten Thermoplaste,
wie z.B. Polystyrol, Polyamide, Polyalkylmethacrylate und Polyester.
Außerdem
enthielten einige der bekannten weiteren Schichtzusammensetzungen
anorganische Füllstoffe,
wie z.B. Siliciumdioxid, Calciumcarbonat oder Ton. Beispiele für solche
bekannten weiteren Schichten finden sich in
US 5,501,905 ,
US 5,474,820 ,
US 5,425,990 ,
US 5,366,796 ,
US 5,364,704 ,
US 4,960,637 ,
US 4,513,028 ,
US 4,447,485 ,
EP 033 824B1 und
JP 76 032 668B .
-
Es
besteht jedoch weiterhin das Problem, dass keines der bekannten
Verfahren zufriedenstellend eine matte Oberfläche erzeugt, die alle wünschenswerte
Attribute eines matten Aussehens, dass sie mit Bleistift, Kugelschreiber
und Permanenttintenmarker beschreibbar ist, beim Photokopieren keine „Geister" erzeugt und leicht
herzustellen ist, in sich vereint. Insbesondere besteht ein Bedarf
an einer Zusammensetzung für
matte Schichten, die für
alle oben erwähnten
Eigenschaften sorgt, jedoch kein langsames Abkühlen der extrudierten Folienbahn
erfordert, um das matte Aussehen zu optimieren, und den Temperaturbereich,
der zum Strecken der Folie nützlich
ist, nicht beschränkt.
-
Keine
der Alternativen, die oben angeführt
sind, stellt jedoch ein Klebstoffträgerband bereit, das alle wünschenswerten
Attribute der Festigkeit, der leichten Spendefähigkeit, des leichten Durchreißens mit
den Fingern, der guten Durchsichtigkeit, der guten mechanischen
Festigkeit und Kosteneffizienz in sich vereint.
-
Kurz
dargestellt: Unter einem Gesichtspunkt der vorlie genden Erfindung
ist eine mehrschichtige, biaxial orientierte Folie bereitgestellt,
die mindestens eine primäre
Schicht und mindestens eine sekundäre Schicht umfasst, wobei die
primäre
Schicht ein propylenhaltiges Polymer mit einem ersten Schmelzpunkt
und die sekundäre
Schicht ein propylenhaltiges Polymer mit einem zweiten Schmelzpunkt
umfasst, derart, dass der zweite Schmelzpunkt höher ist als der erste Schmelzpunkt,
und die mehrschichtige Konstruktion biaxial verstreckt ist, derart,
dass die gestreckte Folie eine Doppelbrechung aufweist, wobei Δn ≥ –3 × 10–3,
und wobei das Propylenpolymer der primären Schicht einen Anfangsschmelzindex
von bis zu 25 g/10 min aufweist. Diese gestreckte Folie weist vorzugsweise
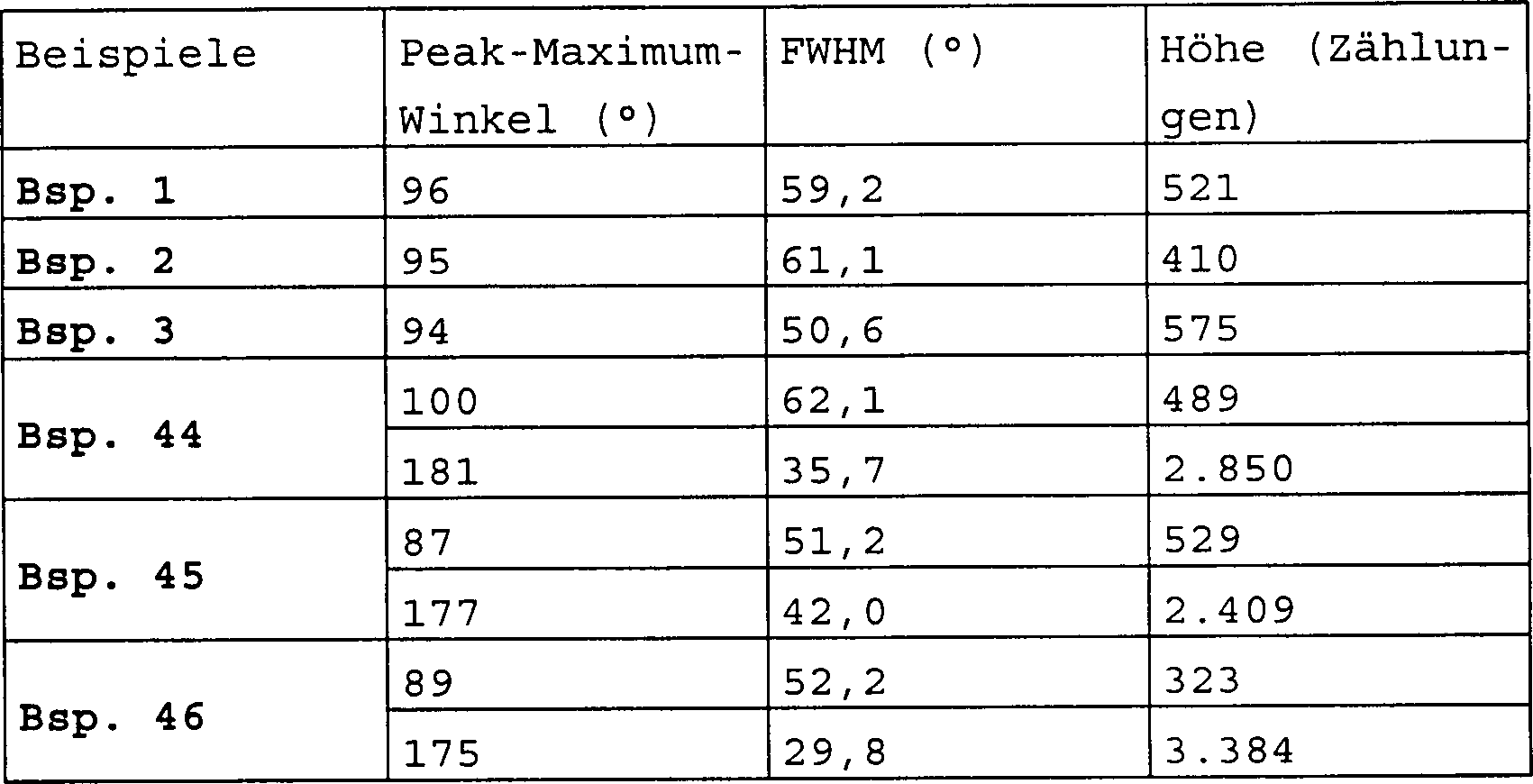
eine Kristallorientierung auf, wie bestimmt mittels Weitwinkel-Röntgenstrahlstreuungs-(WAXS)-Messungen
an den monoklinen (110) Kristallebenen, die isotrop ist oder höchstens ein
einzelnes spezifisches Azimutabtastungsmaximum aufweist, wobei das
Maximum in einem Winkel von bis zu ±75° von der Maschinenrichtung (MD)
angeordnet ist. Das einzelne Azimutabtastungsmaximum weist zusätzlich eine
Winkelvollbreite bei halber Peakhöhe (FWHM) zwischen etwa 40° und 75° auf.
-
In
einer weiteren Ausführungsform
kann jede Schicht Homopolymere, Copolymere, Blends und dergleichen
umfassen. In einer solchen Ausführungsform
stellt die vorliegende Erfindung eine mehrschichtige Folie bereit,
wobei (a) die primäre
Schicht mindestens 50 % der gesamten Mehrschichtdicke (ausschließlich einer Klebstoffzusammensetzungsschicht)
umfasst und mindestens 50 % einer ersten Polymerkomponente enthält, als
die Hauptkomponente der primären
Schicht bezeichnet, und (b) die sekundäre Schicht mindestens 50 % einer
zweiten Polymerkomponente enthält,
als die Hauptkomponente der sekundären Schicht(en) bezeichnet, derart,
dass der Schmelzpunkt gemäß dynamischer
Differenzkalorimetrie (MPdsc) der zweiten
Polymerkomponente höher
ist als der MPdsc der ersten Polymerkomponente.
-
Wahlfreie
Polymerkomponenten können
ebenfalls in die primäre
Schicht einbezogen sein. Zudem kann die wahlfreie Polymerkomponente
der primären
Schicht einen MPdsc aufweisen, der etwa
gleich demjenigen der ersten Polymerkomponente oder verschieden
davon ist, vorausgesetzt, dass diese wahlfreie Polymerkomponente
oder -komponenten in Maßen
gegenwärtig
sind, dass die wünschenswerten
Folienattribute bewahrt sind. Die wahlfreie(n) Polymerkomponente(n)
kann (können)
ein beliebiges geeignetes Polymer sein. Um wünschenswerte niedrige Grade
an Trübung
zu erhalten, gehören
zu wahlfreien Polymerkomponenten im Allgemeinen polyolefinhaltige
Polymere, wie z.B. Homopolymere, Copolymere, Terpolymere und dergleichen, stärker bevorzugt
Homopolymere oder Copolymere von Polypropylen.
-
Wahlfreie
Zwischenschichten können
benutzt werden und vorwiegend aus entweder dem Polymer der primären Schicht
oder demjenigen der sekundären
Schicht zusammengesetzt sein oder können ein Blend oder Gemisch
der beiden sein und ferner zusätzliche
Komponenten enthalten, um die Verarbeitbarkeit und die Folieneigenschaften
zu optimieren. Um zur Verarbeitbarkeit beizutragen, weist der Schmelzindex
(MFR) der verschiedenen Schichten vorzugsweise ähnliche Werte auf.
-
Die
vorliegende Erfindung stellt in vorteilhafter Weise abtrennbare
und mit den Fingern durchreißbare Klebstoffbänder auf
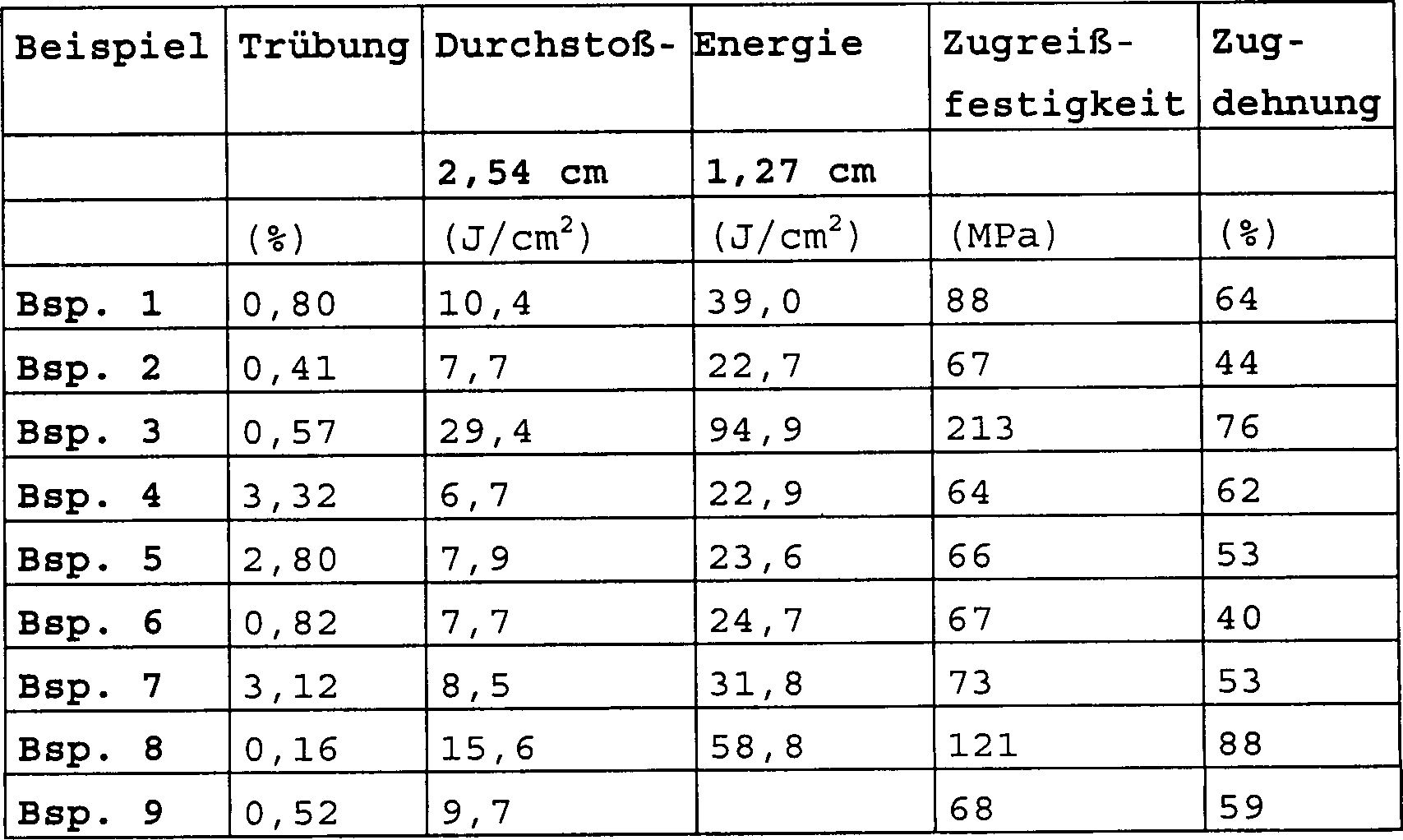
Basis von Polyolefin bereit, die eine Kombination von Kennzeichen
aufweisen, insbesondere geringe Durchstoßfestigkeit, geringe Festigkeit
gegenüber
dem Durchreißen
mit den Fingern, geringe Trübung,
geringe Zugfestigkeit in der MD und eine Brechungsindexdifferenz
(Δn).
-
Die
Folie wird biaxial gestreckt, um eine einzigartige Folie bereitzustellen,
die eine Kombination der vielen bevorzugten und nützlichen
Kennzeichen aufweist. Die Folien der vorliegenden Erfindung weisen
nicht notwendigerweise alle der Kennzeichen in einer einzelnen Ausführungsform
auf, sondern die Folie ist so beschaffen, dass die Kennzeichen für spezifische
Zwecke zugeschnitten werden können.
Nützliche
Kennzeichen sind, sind aber nicht beschränkt auf:
- 1.
eine Kristallorientierung, bestimmt mittels Weitwinkel-Röntgenstrahlstreuungs-(WAXS)-Messungen
an den monoklinen (110) Kristallebenen, die isotrop ist oder höchstens
ein einzelnes spezifisches Azimutabtastungsmaximum aufweist,
- 2. das Maximum liegt, bezogen auf die Bezugs-MD, innerhalb eines
Winkels von etwa ±75° und vorzugsweise
von etwa ±45° und stärker bevorzugt
von etwa ±25°,
- 3. die Breite des einzelnen Azimutabtastungsmaximums (die Winkelvollbreite
bei halber Peakhöhe)
beträgt etwa
40° bis
etwa 75°,
- 4. eine Schmelzpunktdifferenz zwischen den Hauptkomponenten
der primären
und sekundären
Schichten von mindestens etwa 2 °C,
wie gemessen unter Benutzung von dynamischer Differenzkalorimetrie
(DSC), wie hierin beschrieben, vorzugsweise von mindestens etwa
5 °C und
stärker
bevorzugt von mindestens etwa 8 °C,
wobei der Schmelzpunkt der primären
Schicht niedriger ist als der Schmelzpunkt der sekundären Schicht,
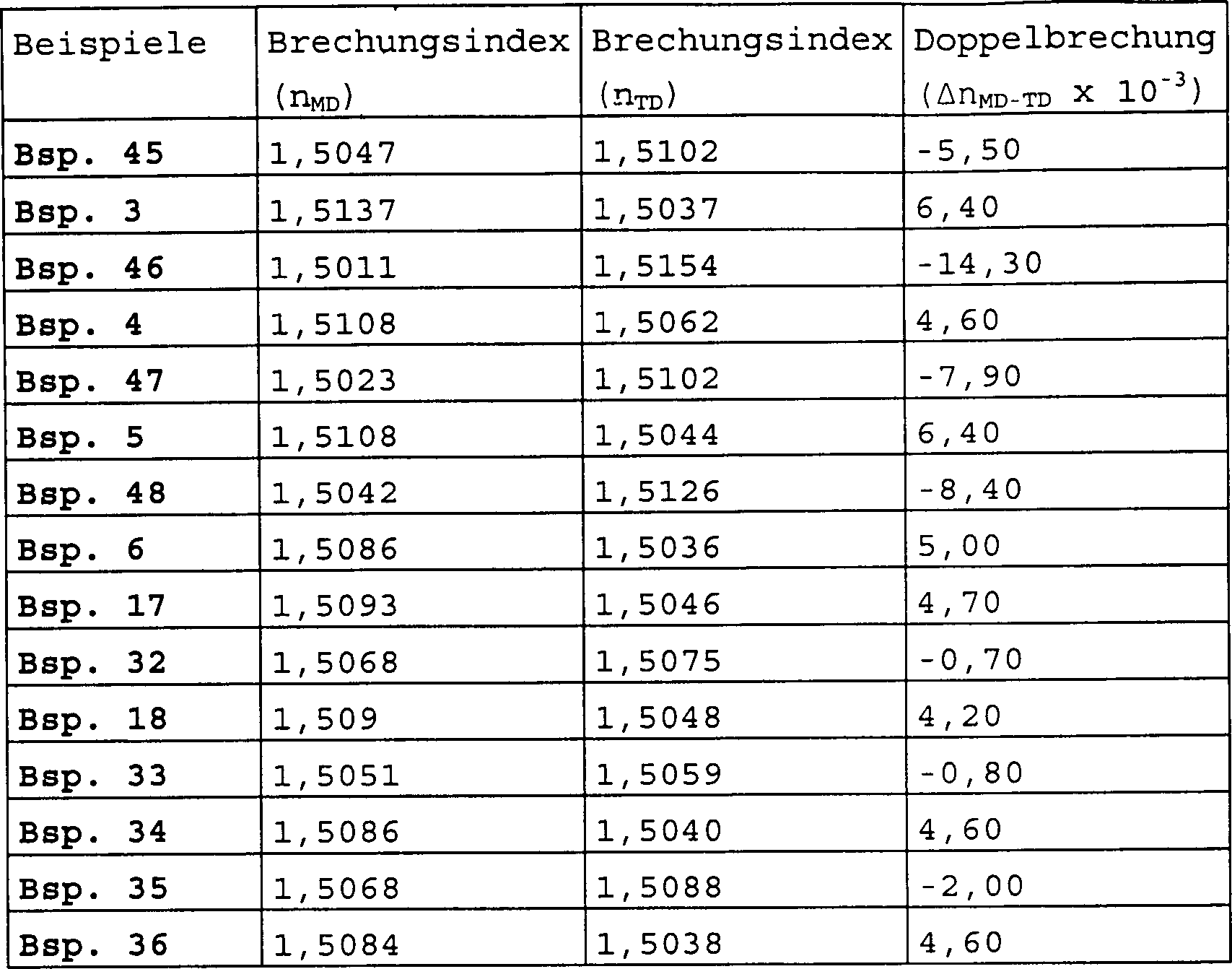
- 5. eine Brechungsindexdifferenz, berechnet durch Subtrahieren
des Brechungsindexes, der in der TD gemessen wird, von demjenigen,
der in der MD gemessen wird, die gleich oder größer als etwa –3,0 × 10–3, vorzugsweise
größer als
oder gleich null ist,
- 6. eine Durchstoßenergie
von bis zu 20 J/cm2, vorzugsweise bis zu
15 J/cm2 und stärker bevorzugt bis zu 10 J/cm2, wenn 2,54 cm breite Proben mittels des
Verfah rens geprüft
werden, das unten angegeben ist, oder bis zu 90 J/cm2,
wenn 1,27 cm breite Proben mittels des Verfahrens geprüft werden,
das unten angegeben ist,
- 7. eine Durchstoßdehnung
von bis zu etwa 1,3 cm, vorzugsweise bis zu etwa 1,0 cm, wenn 2,54
cm breite Proben mittels des Verfahrens geprüft werden, das unten angegeben
ist, oder bis zu 2,0 cm, wenn 1,27 cm breite Proben mittels des
Verfahrens geprüft
werden, das unten angegeben ist,
- 8. eine Zugfestigkeit von bis zu 140 MPa in der MD,
- 9. eine Durchlässigkeitstrübung der
primären
und sekundären
Schichten gemäß ASTM D
1003-97 von weniger als etwa 4,0 %, vorzugsweise weniger als etwa
2,0 % und stärker
bevorzugt weniger als etwa 1,0 %.
-
Die
vorliegende Erfindung wird von einer Folie gestützt, die mindestens eine primäre Schicht
und mindestens eine sekundäre
Schicht umfasst, wobei die primäre
Schicht eine Hauptkomponente aus einem propylenhaltigen Polymer
mit einem ersten Schmelzpunkt und die sekundäre Schicht eine Hauptkomponente
aus einem propylenhaltigen Polymer mit einem zweiten Schmelzpunkt
umfasst, derart, dass der zweite Schmelzpunkt höher ist als der erste Schmelzpunkt,
und die mehrschichtige Konstruktion biaxial gestreckt ist, wobei die
gestreckte Folie eine Kristallorientierung aufweist, wie bestimmt
mittels Weitwinkel-Röntgenstrahlstreuungs-(WAXS)-Messungen
an den monoklinen (110) Kristallebenen, die keinen deutlichen Peak
und höchstens ein
einzelnes spezifisches Azimutabtastungsmaximum aufweist, wobei das
Maximum in einem Winkel von bis zu ±75° von der Maschinenrichtung (MD)
angeordnet ist. Das einzelne Azimutabtastungsmaximum besitzt zusätzlich eine
Winkelvollbreite bei halber Peakhöhe (FWHM) zwischen etwa 40° und 75°.
-
In
einer Ausführungsform
stellt die vorliegende Erfin dung eine Folie, wie oben definiert,
bereit, die mindestens eine primäre
Schicht und mindestens eine sekundäre Schicht umfasst, wobei die
primäre
Schicht eine Hauptkomponente aus einem propylenhaltigen Polymer
mit einem ersten Schmelzpunkt und die sekundäre Schicht eine Hauptkomponente
aus einem propylenhaltigen Polymer mit einem zweiten Schmelzpunkt
umfasst, derart, dass der zweite Schmelzpunkt höher ist als der erste Schmelzpunkt,
und die mehrschichtige Konstruktion biaxial gestreckt ist, wobei
die gestreckte Folie eine Brechungsindexdifferenz (Doppelbrechung)
aufweist, berechnet durch Subtrahieren des Brechungsindexes, der
in der TD gemessen wird, von demjenigen in der MD, die gleich oder
größer als
etwa –3,0 × 10–3 ist,
und wobei das Propylenpolymer der primären Schicht einen Anfangsschmelzindex
von bis zu 25 g/10 min aufweist.
-
Die
vorliegende Erfindung wird von einer Folie gestützt, die mindestens eine primäre Schicht
und mindestens eine sekundäre
Schicht umfasst, wobei die primäre
Schicht eine Hauptkomponente aus einem propylenhaltigen Polymer
mit einem ersten Schmelzpunkt und die sekundäre Schicht eine Hauptkomponente
aus einem propylenhaltigen Polymer mit einem zweiten Schmelzpunkt
umfasst, derart, dass der zweite Schmelzpunkt höher ist als der erste Schmelzpunkt,
und die mehrschichtige Konstruktion biaxial gestreckt ist, wobei die
gestreckte Folie einen Brechungsindex in der Maschinenrichtung (MD)
aufweist, der etwa gleich oder größer als derjenige in der Querrichtung
(TD) ist; anders ausgedrückt:
Die Brechungsindexdifferenz, berechnet durch Subtrahieren des Brechungsindexes,
der in der TD gemessen wird, von demjenigen, der in der MD gemessen
wird, ist größer oder
gleich null. Wenn diese Differenz etwa null beträgt, dann wird die Folienorientierung
als isotrop bezeichnet.
-
In
einer anderen Ausführungsform
stellt die vorliegende Erfindung eine Folie, wie oben definiert,
bereit, die mindestens eine primäre
Schicht und mindestens eine sekundäre Schicht umfasst, wobei die
primäre Schicht
eine Hauptkomponente aus einem propylenhaltigen Polymer mit einem
ersten Schmelzpunkt und die sekundäre Schicht eine Hauptkomponente
aus einem propylenhaltigen Polymer mit einem zweiten Schmelzpunkt
umfasst, derart, dass der zweite Schmelzpunkt höher ist als der erste Schmelzpunkt,
und die mehrschichtige Konstruktion biaxial gestreckt ist, wobei
die gestreckte Folie eine Kristallorientierung aufweist, wie bestimmt
mittels Weitwinkel-Röntgenstrahlstreuungs-(WAXS)-Messungen
an den monoklinen (110) Kristallebenen, die isotrop ist oder höchstens
ein einzelnes spezifisches Azimutabtastungsmaximum aufweist, wobei das
Maximum in einem Winkel von bis zu ±75° von der Maschinenrichtung (MD)
angeordnet ist, und eine Brechungsindexdifferenz (Doppelbrechung)
aufweist, berechnet durch Subtrahieren des Brechungsindexes, der in
der TD gemessen wird, von demjenigen in der MD, die gleich oder
größer als
etwa –3,0 × 10–3 ist,
und wobei das Polymer der primären
Schicht einen Anfangsschmelzindex von bis zu 25 g/10 min aufweist.
-
Die
vorliegende Erfindung wird von einer Folie gestützt, die mindestens eine primäre Schicht
und mindestens eine sekundäre
Schicht umfasst, wobei die primäre
Schicht eine Hauptkomponente aus einem propylenhaltigen Polymer
mit einem ersten Schmelzpunkt und die sekundäre Schicht eine Hauptkomponente
aus einem propylenhaltigen Polymer mit einem zweiten Schmelzpunkt
umfasst, derart, dass der zweite Schmelzpunkt höher ist als der erste Schmelzpunkt,
und die mehrschichtige Konstruktion biaxial gestreckt ist, wobei die
gestreckte Folie eine Kristallorientierung aufweist, wie bestimmt
mittels Weitwinkel-Röntgenstrahlstreuungs-(WAXS)-Messungen
an den monoklinen (110) Kristallebenen, die isotrop ist oder höchstens
ein einzelnes spezifisches Azimutabtastungsmaximum aufweist, wobei
das Maximum in einem Winkel von bis zu ±75° von der Maschinenrichtung (MD) angeordnet
ist, und eine Brechungsindexdifferenz aufweist, berechnet durch Subtrahieren
des Brechungsindexes, der in der TD gemessen wird, von demjenigen
in der MD, die größer oder gleich
null ist.
-
Um
verschiedene Oberflächenveredelungen
zu erzeugen, kann mindestens eine Oberflächenveredelungsschicht einbezogen
werden, die nicht auf Zusammensetzungen zum Erzeugen von beschreibbaren
oder matten Oberflächen,
Ablöseoberflächen und
dergleichen beschränkt
ist.
-
In
einer alternativen Ausführungsform
ist eine mehrschichtige Folie mit matter Oberfläche bereitgestellt, die mindestens
eine primäre
Schicht, wie oben definiert, mindestens eine sekundäre Schicht,
wie oben definiert, und mindestens eine Oberflächenveredelungsschicht umfasst,
wobei die Oberflächenveredelungsschicht
ein Blend oder Gemisch von inkompatiblen Polyolefinen, die ein phasengetrenntes
System erzeugen, und ein anorganisches oder organisches Füllstoffteilchen
umfasst, derart, dass die Oberflächenveredelungsschicht
ein mattes Aussehen aufweist und die mehrschichtige Folie biaxial
gestreckt ist.
-
Die
mehrschichtigen Folien mit matter Oberfläche der vorliegenden Erfindung
sind vorteilhaft im Wesentlichen frei von Fehlstellen oder Rissen,
mit einer Trübung
von 70 bis 90 % und einer prozentualen Gesamt-Lichtdurchlässigkeit
von größer als
90 %, wie gemessen gemäß ASTM D1003
(„Haze
and Luminous Transmittance of Transparent Plastics"), einem Glanz von
kleiner als oder gleich 10 %, wie gemessen unter einem Einfallswinkel
von 60° gemäß ASTM D2457-97
(„Specular
Gloss of Plastic Films and Solid Plastics"). Ferner kann die Oberflächenveredelungsschicht
eine Schicht sein, die unter Benutzung von Bleistift, Kugelschreiber
oder Permanentmarker und dergleichen beschreibbar ist.
-
Die
Folien der vorliegenden Erfindung können vorteilhaft von Hand durchreißbar sein.
Es ist festgestellt worden, dass, wenn eine Folie eine Durchstoßenergie
von bis zu 10 J/cm2 (wie geprüft an einer
2,54 cm breiten Probe) und eine Zugfestigkeit von bis zu 100 MPa
aufweist, sich die Folie mäßig leicht
von Hand durchreißen
lässt.
Wenn die Folie eine Durchstoßenergie
von bis zu 5 J/cm2 (wie geprüft an einer
2,54 cm breiten Probe) und eine Zugfestigkeit von bis zu 50 MPa
aufweist, lässt
sich die Folie leichter von Hand durchreißen.
-
Außerdem können alle
Ausführungsformen
derart konstruiert sein, dass zusätzliche primäre, sekundäre und Oberflächenveredelungsschichten
einbezogen sind, wie z.B. eine Konstruktion, die eine erste primäre Schicht,
eine sekundäre
Schicht und eine zweite sekundäre
Schicht umfasst. Zudem können
auch Zwischenschichten benutzt werden, und dazu gehören Bindeschichten,
Grundierungsschichten, Sperrschichten und dergleichen. Schutzschichten
können
ebenfalls hinzugefügt
werden, ohne den Umfang der vorliegenden Erfindung einzuschränken. Die
mehrschichtigen Folien, die oben bereitgestellt sind, können mit
einer Klebstoffschicht beschichtet werden, um von Hand durchreißbare, spendbare,
beschreibbare, matte und beliebige Kombinationen davon herzustellen.
-
Die
vorliegende Erfindung stellt Folien, die oben beschrieben sind,
Trägerbänder, die
aus solchen Folien hergestellt sind, und Bänder einschließlich der
Träger
bereit. Zudem sind Verfahren zum Herstellen der Folien, Träger und
Bänder
beschrieben.
-
Wie
in dieser Anmeldung benutzt,
bedeutet „biaxial gestreckt", wenn hierin benutzt,
um eine Folie zu beschreiben, dass die Folie in zwei verschiedene
Richtungen, eine erste Richtung und eine zweite Richtung, in der
Folienebene gestreckt worden ist. Typischerweise, aber nicht immer,
sind die beiden Richtungen im Wesentlichen rechtwinklig zueinander
und sind in der Längs-
oder Maschinenrichtung („MD") der Folie (die
Richtung, in der die Folie auf einer Folienherstellungsmaschine
hergestellt wird) und der Querrichtung („TD") der Folie (die Richtung, die rechtwinklig
zu der MD der Folie ist). Die MD wird bisweilen als die Längsrichtung
(„LD") bezeichnet. Biaxial
gestreckte Folien können
sequentiell gestreckt, simultan gestreckt oder mittels einer Kombination
von simultanem und sequentiellem Strecken gestreckt werden. Ferner
kann ein solches Strecken Folien ergeben, die ausgeglichen oder
unausgeglichen sind. Folien mit einer anisotropen Molekülorientierung
können
Anisotropie aufweisen, die parallel zu einer beliebigen Folien-Hauptachse
ausgerichtet ist, sofern die wünschenswerten
Eigenschaftsattribute erreicht werden, die hierin beschrieben sind.
bedeutet „Doppelbrechung", wenn hierin benutzt,
um eine Folie zu beschreiben, dass die Folie, gemessen längs zweier
rechtwinklig zueinander befindlicher Achsen in der Folienebene,
d.h. der Ebene, die senkrecht zu dem einfallenden linear polarisierten
Licht, das benutzt wird, um den Brechungsindex zu messen, unterschiedliche
Brechungsindexwerte aufweist. Diese sogenannte Doppelbrechung „in der
Ebene" ist die Differenz
zwischen dem Brechungsindex parallel zu einer definierten Richtung
und demjenigen, der rechtwinklig zu der ersten Richtung gemessen
wird (Encyclopedia of Polymer Science and Engineering, 2-CD-Ausg.,
v. 14, S. 552 bis 562, Wiley-Interscience,
NY (1987). Im vorliegenden Fall ist die Doppelbrechung (bezeichnet
mit (ΔnM_T)) als der Wert
des Brechungsindexes definiert, der parallel zu der Maschinen- oder
Längsrichtung
(bezeichnet mit nM) gemessen wird, minus
desjenigen, der rechtwinklig zu der Maschinenrichtung gemessen wird
(bezeichnet mit nT): (ΔnM–T)
= nM – nT, wobei der gemessene Wert der Brechungsindices
bis zur vierten Stelle genau ist (Encyclopedia of Polymer Science
and Engineering, 2-CD-Ausg., v. 10, S. 605 bis 608, Wiley-Interscience,
NY (1987)).
bedeutet „simultan
biaxial gestreckt",
wenn hierin benutzt, um eine Folie zu beschreiben, dass bedeutende
Anteile des Streckens in jeder der beiden Richtungen simultan durchgeführt werden.
bedeutet „Streckverhältnis", wie hierin benutzt,
um ein Verfahren des Streckens oder eine gestreckte Folie zu beschreiben,
das Verhältnis
einer linearen Abmessung eines gegebenen Abschnittes einer gestreckten
Folie zu der linearen Abmessung desselben Abschnittes vor dem Strecken.
Beispielsweise würde
bei einer gestreckten Folie mit einem MD-Streckverhältnis („MDR") von 5:1 ein gegebener
Abschnitt der ungestreckten Folie mit einer linearen Abmessung von
1 cm in der Maschinenrichtung nach dem Strecken eine Abmessung von 5
cm in der Maschinenrichtung aufweisen. Bei einer gestreckten Folie
mit einem TD-Streckverhältnis
(„TDR") von 9:1 würde ein
gegebener Abschnitt der ungestreckten Folie mit einer linearen Abmessung
von 1 cm in der Querrichtung nach dem Strecken eine Abmessung von
9 cm in der Querrichtung aufweisen.
bedeutet „Flächenstreckverhältnis" das Verhältnis des
Flächeninhaltes
eines gegebenen Abschnittes einer gestreckten Folie zu dem Flächeninhalt
desselben Abschnittes vor dem Strecken. Beispielsweise würde bei
einer biaxial gestreckten Folie mit einem insgesamten Flächenstreckverhältnis von
50:1, ein gegebener Abschnitt von 1 cm2 ungestreckter
Folie nach dem Strecken einen Flächeninhalt
von 50 cm2 aufweisen.
-
Sofern
es der Zusammenhang nicht anders erfordert, werden die Ausdrücke „orientieren", „ziehen" und „strecken" durchweg als untereinander
austauschbar benutzt, ebenso wie die Ausdrücke „orientiert", „gezogen" und „gestreckt" und die Ausdrücke „Orientieren", „Ziehen" und „Strecken".
-
1 ist
eine Seitenansicht einer erfindungsgemäßen zweischichtigen Folienkonstruktion.
-
2 ist
eine Seitenansicht einer erfindungsgemäßen dreischichtigen Folienkonstruktion.
-
3 ist
eine Seitenansicht einer erfindungsgemäßen fünfschichtigen Folienkonstruktion.
-
4 ist
eine Seitenansicht einer erfindungsgemäßen dreischichtigen Folienkonstruktion
mit matter Oberfläche.
-
5 ist
eine Seitenansicht einer erfindungsgemäßen dreischichtigen Folienkonstruktion,
die ferner zwischen der primären
Schicht und den sekundären
Schichten eine Bindeschicht aufweist.
-
6 ist
eine Seitenansicht einer erfindungsgemäßen dreischichtigen Folienkonstruktion,
die ferner eine Klebstoffschicht aufweist.
-
7a ist
eine Darstellung einer sequentiell gestreckten Folie.
-
7b ist
eine graphische Darstellung von WAXS-Ergebnissen, wenn Δn < –3,0 × 10–3 ist.
-
8a ist
eine Darstellung einer simultan gestreckten Folie.
-
8b ist
eine graphische Darstellung von WAXS-Ergebnissen, wenn Δn =
0 ist.
-
9a ist
eine Darstellung einer in MD vorgespannten simultan gestreckten
Folie.
-
9b ist
eine graphische Darstellung von WAXS-Ergebnissen, wenn Δn > 0 ist.
-
10a ist eine Darstellung einer in TD vorgespannten
simultan gestreckten Folie.
-
10b ist eine graphische Darstellung von WAXS-Ergebnissen, wenn Δn > –3,0 × 10–3 ist.
-
11 ist
eine Mikrophotographie eines Trennrandes einer Folie der vorliegenden
Erfindung.
-
12 ist
eine Mikrophotographie eines Trennrandes einer Folie des Standes
der Technik.
-
13 ist
eine Rasterelektronenmikrographie einer Folie der vorliegenden Erfindung.
-
14 ist
eine Rasterelektronenmikrographie einer Folie der vorliegenden Erfindung.
-
15 ist
eine Rasterelektronenmikrographie einer Folie der vorliegenden Erfindung.
-
16 ist
eine Rasterelektronenmikrographie einer Folie des Standes der Technik.
-
17 ist
eine Rasterelektronenmikrographie einer Folie des Standes der Technik.
-
18 ist
eine Rasterelektronenmikrographie einer Folie des Standes der Technik.
-
19 ist
eine Rasterelektronenmikrographie einer Folie der vorliegenden Erfindung.
-
20 ist
eine Rasterelektronenmikrographie einer Folie der vorliegenden Erfindung.
-
Es
wird nun auf 1 Bezug genommen, worin eine
Seitenansicht einer Folie 100 gemäß einer bevorzugten Ausführungsform
der vorliegenden Erfindung dargestellt ist. Die Folie 100 ist
biaxial orientiert und weist eine primäre Schicht 15 und
eine sekundäre
Schicht 10 auf. Die Folie 100 weist vorzugsweise
eine Dicke in dem Bereich von etwa 0,002 bis etwa 0,006 Zentimeter
auf.
-
Die
Folie 100 umfasst vorzugsweise eine mehrschichtige Laminatstruktur
mit mindestens zwei Schichten, einer primären Schicht 15 und
einer sekundären
Schicht 10, wobei die primäre Schicht 15 propylenhaltiges Polymer
umfasst und die sekundäre
Schicht 10 propylenhaltige Polymere umfasst, die einen
Schmelzpunkt aufweisen, der höher
ist als derjenige der primären
Schicht 15, wobei die Folie biaxial gestreckt ist, um die
gewünschten
Eigenschaften bereitzustellen, die hierin beschrieben sind.
-
Es
wird nun auf 2 Bezug genommen, worin eine
Seitenansicht einer Folie 200 gemäß einer bevorzugten Ausführungsform
der vorliegenden Erfindung dargestellt ist. Die Folie 200 ist
biaxial orientiert und weist eine primäre Schicht 25 und
zwei sekundäre
Schichten 20, 21 auf, wobei sich die primäre Schicht 25 zwischen
den beiden sekundären
Schichten 20, 21 befindet. Die sekundären Schichten 20, 21 können die
gleichen Homopolymere oder Copolymere umfassen oder können unterschiedlich
sein. Sie können
sich darin unterscheiden, dass die Copolymerkomponenten die gleichen
sind, jedoch in unterschiedlichen Verhältnissen, oder sie können sich
darin unterscheiden, dass die Copolymerkomponenten selbst unterschiedlich
sind.
-
Es
wird nun auf 3 Bezug genommen, worin eine
Seitenansicht einer Folie 300 gemäß einer bevorzugten Ausführungsform
der vorliegenden Erfindung dargestellt ist. Die Folie 300 ist
biaxial orientiert und weist mehr als eine primäre Schicht 35, 36 und
mehr als zwei sekundäre
Schichten 30, 31, 32 auf, wobei sich die
primären
Schichten 35, 36 zwischen zweien der sekundären Schichten 30, 31 befinden.
Eine dritte Schicht 32 (trotzdem als eine sekundäre Schicht
bezeichnet) kann zwischen den beiden primären Schichten 35, 36 angeordnet
sein. Beachte, dass die Benennung „sekundäre Schicht" beibehalten ist, weil die Innenschicht 32 die
gleichen Kennzeichen und Zusammensetzungen wie die eigentlichen
sekundären
Schichten 30, 31 aufweist. Die sekundären Schichten 30, 31, 32 können die
gleichen Homopolymere oder Copolymere umfassen oder können unterschiedlich
sein. Sie können
sich darin unterscheiden, dass die Copolymerkomponenten die gleichen
sind, jedoch in unterschiedlichen Verhältnissen, oder sie können sich
darin unterscheiden, dass die Copolymerkomponenten selbst unterschiedlich
sind. Zudem können
die primären
Schichten 35, 36 die gleichen Homopolymere oder
Copolymere umfassen oder können
unterschiedlich sein. Sie können
sich darin unterscheiden, dass die Copolymerkomponenten die gleichen
sind, jedoch in unterschiedlichen Verhältnissen, oder sie können sich
darin unterscheiden, dass die Copolymerkomponenten selbst unterschiedlich
sind.
-
Es
wird nun auf 4 Bezug genommen, worin eine
Seitenansicht einer Folie 400 gemäß einer bevorzugten Ausführungsform
der vorliegenden Erfindung dargestellt ist. Die Folie 400 ist
biaxial orientiert und weist eine primäre Schicht 45, eine
sekundäre
Schicht 40 und eine Oberflächenveredelungsschicht 42 auf,
wobei die Oberflächenveredelungsschicht 42 ein
mattes Oberflächenaussehen
aufweist.
-
Zusammensetzung
der Mehrfachschichten der Polyolefinfolie
-
Die
Molekulargewichte der Polymere, die in den Polyme ren der primären Schicht,
der sekundären Schicht,
der Oberflächenveredelungsschicht
sowie in einer beliebigen Zwischenschicht bzw. Zwischenschichten
benutzt werden, sind ausgewählt,
um die Verarbeitbarkeit und die Haftung zwischen Schichten zu optimieren.
Ein besonders bemerkenswertes Element dieser Erfindung ist, dass
Polymere mit verhältnismäßig hohem Molekulargewicht
benutzt werden können,
um Folien und Bänder
herzustellen, die mit den Fingern durchreißbar sind. Im Allgemeinen begünstigt das
hohe Molekulargewicht von Polymeren die Zähigkeit. Außerdem können Verunreinigungen oder
Zusatzstoffe, welche die Haftung zwischen den verschiedenen Schichten
begünstigen,
ebenfalls eingebunden werden.
-
Für die Zwecke
der vorliegenden Erfindung soll der Ausdruck „statistische Polypropylenethylen-Copolymere" Copolymere einbeziehen,
die mindestens etwa 90 Gew.% Propylen-Monomereinheiten umfassen. Solche
Copolymere werden typischerweise durch die Reaktorpolymerisation
von Propylen- und Ethylen-Zufuhrströmen mittels bekannter Schleifen-,
Aufschlämmungs-
oder Gasphasen-Polymerisationstechniken hergestellt (Polypropylene
Structure, blends and composites, v. 2, Hrsg. J. Karger-Kocsis,
Chapman & Hall,
NY (1995)).
-
Der
Ausdruck „isotaktisches
Polypropylen" zur
Benutzung als die sekundäre
Schicht in der vorliegenden Erfindung soll Homopolymer-Polypropylen
mit einem Ketten-Isotaktizitätsindex
von mindestens etwa 80 Mol%, vorzugsweise größer als 95 Mol%, einem Gehalt
an in n-Heptan löslichen
Stoffen von weniger als etwa 15 Gew.% und einer Dichte zwischen
etwa 0,86 und 0,92 Gramm/cm3, gemessen gemäß ASTM D
1505-96 („Density
of Plastics by the Density-Gradient Technique") einbeziehen. Homopolymere isotaktische
Polypropylene werden typischerweise unter Benutzung nur von Katalysatoren
mit hoher Ausbeute und Propylenmonomer hergestellt (Polypropylene
Structure, blends and composites, v. 1, Hrsg. J. Karger-Kocsis,
Chapman & Hall,
NY (1995)).
-
Typisches
Polypropylen und statistische Propylen-Ethylen-Copolymere zur Benutzung in
der vorliegenden Erfindung weisen einen Schmelzindex gemäß ASTM D1238-95
(„Flow
Rates of Thermoplastics by Extrusion Plastometer") bei einer Temperatur von 230 °C und mit
einer Belastung von 2.160 g zwischen etwa 0,1 und 25 Gramm/10 Minuten,
stärker
bevorzugt zwischen etwa 0,5 und 15 Gramm/10 Minuten und noch stärker bevorzugt
zwischen etwa 1,0 und 10 Gramm/10 Minuten, ein gewichtsmittleres
Molekulargewicht zwischen etwa 100.000 und 900.000 g/mol und einen
Polydispersitätsindex
zwischen etwa 2 und 15 auf. Das Harz oder die Harzkombinationen
können
außerdem
einen Gehalt an in Lösungsmittel
löslichem,
nichtkristallisierbarem Polymer, Spezies mit niedrigem Molekulargewicht
und dergleichen enthalten.
-
Die
Schmelzindices (MFR) werden erhalten, wie in ASTM 1238-95 beschrieben.
Gewerbliche Hersteller geben typischerweise den MFR ihrer Polymere
an. Ein anderes Mittel zum Kennzeichnen von Polymeren ist die Benutzung
der Grenzviskosität
(IV). Die Grenzviskositätswerte
für Polypropylen
oder Polypropylen-Copolymere mit einem hohen prozentualen Anteil
(> 95 %) an Propylen-Einheiten
werden typischerweise bei spezifizierten, üblicherweise erhöhten Temperaturen
in Lösungsmitteln,
wie z.B. Tetralin, Decalin oder anderen zweckmäßigen Lösungsmitteln, gemessen. ASTM
446-93 beschreibt für
diese Messungen geeignete Viskosimeter. Das „Handbook of Polyolefins:
Synthesis and Properties",
Hrsg. Cornelia Vasile und Raymond B. Seymour, Marcel Dekker, Inc.,
New York, 1993, (Seite 140 bis 142) beschreibt die Bestimmung von
IV unter Benutzung der Huggins-Gleichung und empirischer Korrelationen
zwischen IV und dem viskositätsmittleren
Molekulargewicht, Mv, unter Benutzung der
Mark-Houwink-Sakurada-Gleichung; alle diese Beziehungen sind dem
Fachmann gut bekannt. Als Bezugspunkt ist bei typischen handelsüblichen
Polypropylenen mit Molekulargewichtsverteilungen um 5 herum Mw etwa 20 % höher als Mv.
Ergebnisse von Moraglio (Chim Ind. (Milan) 41, 879 (1959)), Yamaguchi
(Makromol Chem., 128, 19 (1969)), Scholte et al. (T. G. Scholte,
N. L. J. Meijerink, H. M. Schoffeleers, und A. M. G. Brands, J.
Appl. Polym. Sci. 29, 3.763 bis 3.782 (1984)), Grant und Dieckmann
(J. Appl. Polym. Sci 9, 3.231 bis 3.244 (1965)) und Kinsinger und
Hughes (J. Phys. Chem, 63, 2.002 bis 2.007, (1959)) weisen darauf
hin, dass die IV, die in Decalin gemessen wird, um etwa 0,15 Einheiten
größer ist
als diejenige, die in Tetralin gemessen wird.
-
Die
Society of Plastic Engineers stellt in Polypropylene Fibers – Science
and Technology, M. Ahmed, Elsevier Science Publishing Company, New
York, NY, S. 26 bis 29 und 159 bis 161 (1982) eine Korrelation zwischen
IV (in Decalin bei 135 °C)
und MFR für
Polypropylen her: log IV = 0,50–0,197
log [MFR].
-
Die
Polypropylen- oder die Propylen-Ethylen-Copolymer-Harze sind hinsichtlich
der Fließeigenschaften
der Schmelze nicht eingeschränkt,
da das Harz mit dem geeigneten Fließverhalten der Schmelze passend für ein bestimmtes
Polymerfolien-Herstellungsverfahren ausgewählt werden kann.
-
Primäre Schicht
-
Es
wird nun auf die Zusammensetzung der Schichten Bezug genommen, wobei
die primäre
Schicht ein propylenhaltiges Polymer, einschließlich (i) Propylen-Homopolymer oder
(ii) eines Blends oder Gemisches von zwei oder mehr propylenhaltigen
Polymeren oder (iii) eines Blends oder Gemisches von propylenhaltigem Polymer
mit anderen geeigneten Polymeren, umfasst, derart, dass der MPdsc der Hauptkomponente der Polymerzusammensetzung
der primären
Schicht mindestens etwa 2 °C
niedriger ist als der MPdsc der Hauptkomponente
der Polymerzusammensetzung der sekundären Schicht.
-
Wenn
der Schmelzpunkt der Hauptkomponente der primären Schicht(en) weniger als
etwa 2 °C
niedriger ist als der Schmelzpunkt der Hauptkomponente des Polymers
der sekundären
Schicht, werden die Folien der vorliegenden Erfindung schwieriger
mit den Fingern durchzureißen.
Obwohl es für
die Differenz der Schmelzpunkte zwischen der primären Schicht
und der sekundären
Schicht keine obere Grenze gibt, ist es in der Praxis die obere
Grenze, die ermöglicht,
dass die Folien der vorliegenden Erfindung biaxial gestreckt werden,
um mit den Fingern durchreißbare
und abtrennbare Trägerbänder zu
erzeugen.
-
Zu
geeigneten Polymeren der primären
Schicht gehören
statistische Copolymere von Propylen mit Ethylen, wobei Ethylengehalte
zwischen etwa 0,5 bis 4,5 % besonders geeignet sind. Polypropylen-Copolymere
mit anderen C2- bis C8-Olefinpolymeren
sowie Blends von verschiedenen Polypropylen-Copolymeren oder Blends
von Polypropylenethylen-Copolymeren mit Polypropylen sind ebenfalls
geeignet. Geeignete Polymere für
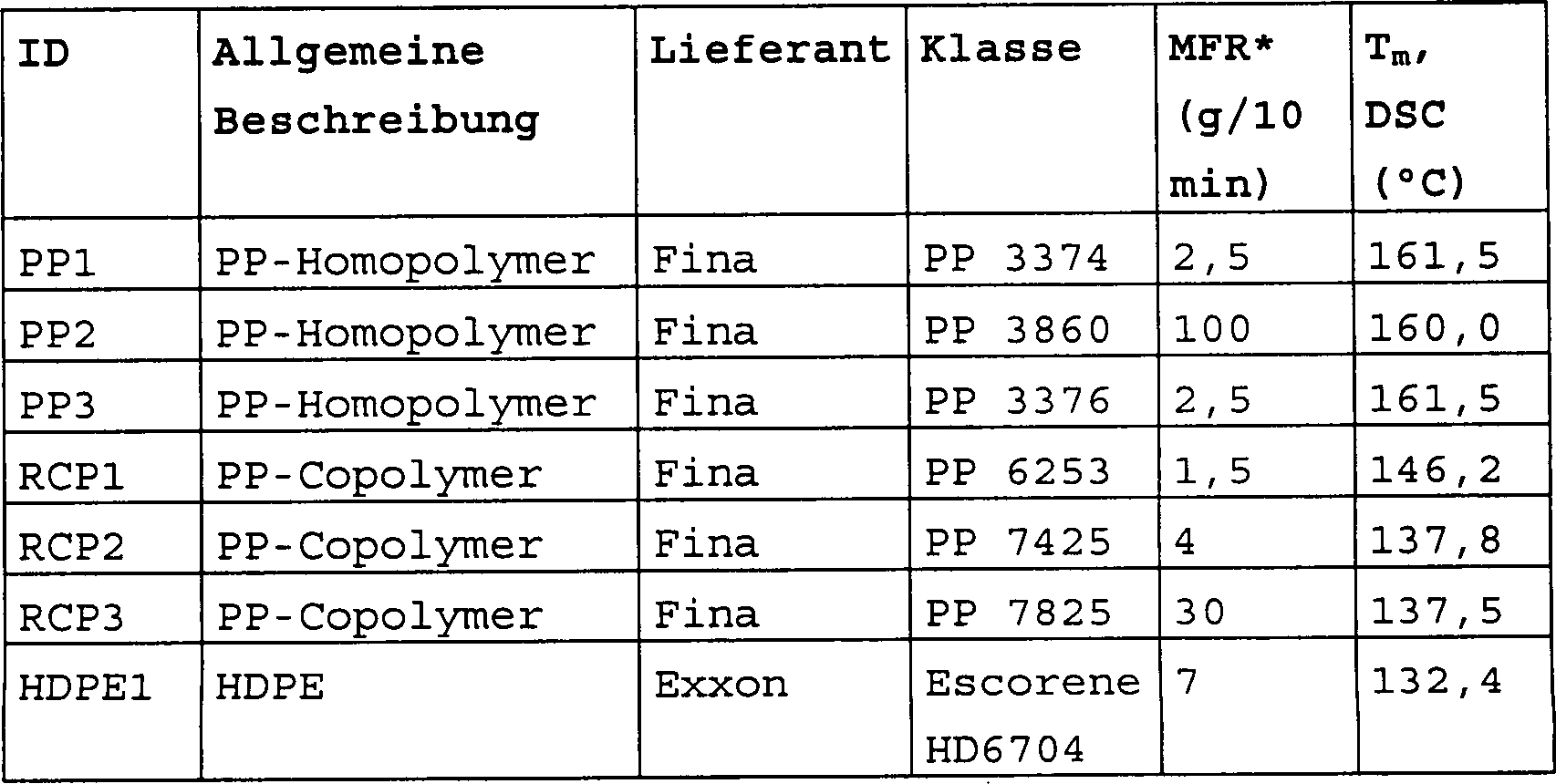
diesen Zweck sind FINA PP 6253 von der FINA Oil & Chemical Co., Dallas, TX und EXXON
PP 9122 von der EXXON Chemical Co., Houston, TX, sind aber nicht
auf diese beschränkt.
-
Andere
geeignete Polymere der primären
Schicht sind Polypropylene, die unter Benutzung von Katalysatoren
vom Metallocen-Typ polymerisiert werden, die in manchen Fällen Polymere
mit niedrigeren Schmelzpunkten als denjenigen solcher ergeben, die
unter Benutzung von Ziegler-Natta-Katalysatorsystemen polymerisiert
werden (siehe beispielsweise US-Patentschrift Nr. 5,416,228). Im
Falle von metallocenkatalysierten Polypropylenen ist isotaktisches
Polypropylen bevorzugt.
-
In
die primäre
Schicht kann (können)
auch eine wahlfreie oder geringfügige
Polymerkomponente(n) einbezogen werden, vorausgesetzt, dass die
wahlfreie Polymerkomponente bzw. -komponenten in Maßen gegenwärtig sind,
dass die wünschenswerten
Folienattribute, wie niedrige Durchstoßenergie und geringe Trübung, bewahrt
werden. Die wahlfreie(n) Polymerkomponente(n) kann (können) ein
beliebiges geeignetes Polymer sein; um jedoch wünschenswerte niedrige Grade
an Trübung
zu erhalten, werden die primären
und sekundären
Schichten vorzugsweise aus Homopolymeren oder Copolymeren von Polypropylen
ausgewählt.
-
Besonders
geeignetes Polypropylen kann auch ein Harz synthetischen oder natürlichen
Ursprungs mit einem Molekulargewicht zwischen etwa 300 und 8.000
g/mol und einem Erweichungspunkt zwischen etwa 60 °C und 180 °C enthalten,
in einem Anteil, dass die gewünschten
Kennzeichen und Eigenschaften, die hierin beschrieben sind, nicht
beeinträchtigt
werden. Ein solches Harz wird typischerweise aus einer der vier
Hauptklassen, Petroleumharze, Styrolharze, Cyclopentadienharze und
Terpenharze, ausgewählt.
Wahlweise können
Harze aus einer dieser Klassen teilweise oder vollständig hydriert
sein. Petroleumharze weisen als Grundbausteine typischerweise Styrol,
Methylstyrol, Vinyltoluol, Inden, Methylinden, Butadien, Isopren,
Piperylen und/oder Pentylen auf. Styrolharze weisen als Grundbausteine
typischerweise Styrol, Methylstyrol, Vinyltoluol und/oder Butadien
auf. Cyclopentadienharze weisen als Grundbausteine typischerweise
Cyclopentadien und wahlweise andere Monomere auf. Terpenharze weisen
als Grundbausteine typischerweise Pinen, alpha-Pinen, Dipenten,
Limonen, Myrcen und Camphen auf.
-
Polymere,
die in der primären
Schicht benutzt werden, sind geeignet, wenn der Ausgangs-MFR 0,1 bis
25 Gramm pro 10 Minuten beträgt
(oder wenn die IV, gemessen in Decalin oder Tetralin, bei 135 °C etwa 1,7
bis 5,0 beträgt),
oder stärker
bevorzugt, wenn der MFR 0,5 bis 15 Gramm pro 10 Minuten beträgt (oder wenn
IV 1,85 bis 3,6 beträgt),
oder noch stärker
bevorzugt, wenn MFR 1 bis 10 Gramm pro 10 Minuten beträgt (oder
wenn IV 2,0 bis 3,2 beträgt).
-
Ein
geeignetes statistisches Polypropylenethylen-Copolymer für die primäre Schicht
weist einen Schmelzindex von 1,5 g/10 Minuten auf und ist im Handel
unter der Produktbezeichnung 6253 von der FINA Oil and Chemical
Co., Dallas, TX erhältlich.
Ein anderes geeignetes Polymerharz ist ein statistisches Polypropylenethylen-Copolymerharz mit
einem Schmelzindex von 2,1 g/10 Minuten und ist im Handel unter
der Produktbezeichnung Escorene 9122 von der EXXON Chemical Co.,
Houston, TX erhältlich.
Die Polymerharze sind hinsichtlich der Fließeigenschaften der Schmelze
nicht eingeschränkt,
da das Harz mit dem geeigneten Fließverhalten der Schmelze passend
für ein
bestimmtes Polymerfolien-Herstellungsverfahren ausgewählt werden
kann. Diese MFR-Werte korrelieren mit einer IV > 2,3 (gemessen bei 135 °C in Decalin
oder Tetralin).
-
Ein
bevorzugter Bereich des gewichtsmittleren Molekulargewichtes für die Polymere,
welche die primäre
Schicht umfassen, beträgt
etwa 150.000 bis 900.000 g/mol.
-
Sekundäre Schicht
-
Polymere
der sekundären
Schicht umfassen propylenhaltige Polymere, wie z.B. isotaktische
Polypropylen-Homopolymere
oder -Copolymere, die weniger als etwa 1 Gew.% Comonomere, wie z.B.
Ethylen, Butylen und dergleichen, enthalten (derart, dass die MP-Differenz
von 2 °C
gegeben ist). Geeignete Polymere für diesen Zweck sind FINA PP
3571, isotaktisches Polypropylen, erhältlich von der FINA Oil & Chemical Co.,
Dallas, TX; EXXON PP 4792, erhältlich
von der EXXON Chemical Co. Houston, TX; und Aristech FF036Q2, erhältlich von
der Aristech Chemical Co., Pittsburgh, PA, sind aber nicht auf diese
beschränkt.
Zu geeigneten Polymeren gehören
diejenigen, die unter Benutzung von Ziegler-Natta- oder Metallocen-Katalysatoren
oder Kombinationen davon polymerisiert sind.
-
Die
sekundäre(n)
Schicht(en) kann (können)
auch ein Blend des Copolymers der primären Schicht mit den Polypropylen-Homopolymeren
oder -Copolymeren umfassen, vorausgesetzt, dass der Schmelzpunkt
der Hauptkomponente der Zusammensetzung der sekundären Schicht(en)
mindestens etwa 2 °C
höher ist
als derjenige der Hauptkomponente der primären Schicht.
-
Zu
geeigneten Polymeren der sekundären
Schicht gehören
isotaktisches Polypropylen oder Propylen-Ethylen-Copolymere mit Schmelzpunkten, die mindestens
etwa 2 °C
höher sind,
als derjenige der Polymerzusammensetzung der primären Schicht,
ebenso wie Blends oder Gemische eines oder mehrerer Propylen-Copolymere
und -Homopolymere. Außerdem
können
Zusammensetzungen der sekundären
Schicht Blends aus isotaktischen statistischen Polypropylenethylen-Copolymeren
oder ebensolchen mit niedrigem Ethylengehalt und statistischen Polypropylenethylen-Copolymeren
mit höheren
Ethylengehalten umfassen, um die Haftung zwischen benachbarten Schichten
zu verbessern.
-
Polymere,
die in sekundären
Schichten benutzt werden, sind geeignet, wenn der MFR von 0,5 bis
25 Gramm pro 10 Minuten beträgt
(oder wenn die IV, gemessen in Decalin oder Tetralin bei 135 °C, etwa 1,7
bis 3,6 beträgt).
-
Ein
geeignetes Propylen-Copolymer mit weniger als 1,0 Ethylen für die sekundäre Schicht
weist einen Schmelzindex von etwa 3,5 Gramm/10 Minuten auf und ist
im Handel unter der Produktbezeichnung FF036Q2 von der Aristech
Chemical Corp., Pittsburgh, PA erhältlich. Ein anderes geeignetes
Polymerharz mit einem Ethylengehalt von < 1,0 % für die sekundäre Schicht
ist ein statisti sches Polypropylenethylen-Copolymerharz mit einem
Schmelzindex von 2,5 Gramm/10 Minuten und ist im Handel unter der
Produktbezeichnung Escorene 4792 von EXXON Chemical erhältlich.
Ein anderes geeignetes Polymerharz ohne Ethylengehalt für die sekundäre Schicht
ist ein Propylen-Homopolymerharz mit einem Schmelzindex von etwa
2,5 g/10 Minuten und ist im Handel unter der Produktbezeichnung
3374 von der FINA Oil and Chemical Co., Dallas, TX erhältlich. Ein
anderes geeignetes Polymerharz ist ein Propylen-Homopolymerharz
mit einem Schmelzindex von etwa 9,0 g/10 Minuten und ist im Handel
unter der Produktbezeichnung 3571 von der FINA Oil and Chemical
Co., Dallas, TX erhältlich.
Die Propylenharze sind hinsichtlich der Fließeigenschaften der Schmelze
nicht eingeschränkt,
da das Harz mit dem geeigneten Fließverhalten der Schmelze passend
für ein
bestimmtes Polymerfolien-Herstellungsverfahren ausgewählt werden
kann. Die geeigneten Harze, die oben aufgeführt sind, weisen MFR-Werte
auf, die mit einer IV > 2,0
korrelieren.
-
Ein
bevorzugter Bereich des gewichtsmittleren Molekulargewichtes, Mw, der Polymere, welche die sekundäre Schicht
umfassen, ist etwa 100.000 bis 800.000 g/mol.
-
Oberflächenveredelungsschichten
-
Außerdem kann
die Folienkonstruktion eine Oberflächenveredelungsschicht aufweisen,
um ihr eine matte Oberfläche,
eine beschreibbare Oberfläche
und dergleichen zu verleihen. Solche Oberflächenveredelungsschichten umfassen
Blends oder Gemische von inkompatiblen Polymeren (d.h. ein Blend
oder ein Gemisch, das ein phasengetrenntes System erzeugt). Beispielsweise
weisen solche inkompatiblen Polymere typischerweise große Trübung, geringen
Glanz und ein mattes Aussehen auf. Zu solchen inkompatiblen Polymeren
gehören
beispielsweise Blends von Polypropylenen mit Polyethylenen mit niedriger,
mittlerer oder hoher Dichte, Propylen-Copolymer oder Terpolymeren
und dergleichen. Um das matte Aussehen und Kennzeichen, wie z.B.
die Beschreibbarkeit, weiter zu verbessern, können den Zusammensetzungen
der Oberflächenveredelungsschicht
teilchenförmige
Zuschläge,
wie z.B. Calciumcarbonat, Titandioxid oder Silicate zugegeben werden.
Schlussendlich können
Zusammensetzungen von Oberflächenveredelungsschichten
andere Polymertypen, wie z.B. Polystyrol, schlagzäh modifiziertes
Polystyrol, Polyester, Polycarbonate, Polyamide und dergleichen,
umfassen. Diese Klassen von Polymeren können der gesamten Folienkonstruktion
spezifische Eigenschaften verleihen, wie z.B. verringerte Durchstoßenergie,
verbessertes mattes Aussehen, Sperreigenschaften und dergleichen.
-
Typische
Zusammensetzungen der Oberflächenveredelungsschicht
enthalten propylenhaltige Polymere, wie z.B. isotaktische Polypropylene
oder statistische Propylen-Ethylen-Copolymere
mit einem Schmelzindex gemäß ASTM D1238-95
(„Flow
Rates of Thermoplastics by Extrusion Plastometer") bei einer Temperatur von 230 °C und einer
Belastung von 2.160 Gramm von größer als
oder gleich 30 Gramm/10 Minuten, stärker bevorzugt größer als
oder gleich 50 Gramm/10 Minuten und noch stärker bevorzugt größer als
oder gleich 75 Gramm/10 Minuten, sind aber nicht auf diese beschränkt. Der
Schmelzpunkt des propylenhaltigen Polymers liegt zwischen 140 °C und 165 °C.
-
Die
Auswahl des propylenhaltigen Polymers erfolgt typischerweise auf
Grundlage der Orientierungstemperatur der primären Schicht. Für die vorliegende
Erfindung ist der Schmelzpunkt des propylenhaltigen Polymers der
Oberflächenveredelungsschicht
mindestens 2 °C
niedriger als die Orientierungstemperatur der primären Schicht.
Der Schmelzpunkt des propylenhaltigen Polymers der Oberflächenveredelungsschicht
wird unter Benutzung der dynamischen Differenzkalorimetrie (DSC)
gemessen, wie hierin beschrieben.
-
Zu
geeigneten propylenhaltigen Polymeren gehören statistische Copolymere
von Propylen mit Ethylen, wobei Ethylengehalte zwischen etwa 0,5
und 4,5 % besonders geeignet sind. Polypropylen-Copolymere mit anderen
C2- bis
C8-alpha-Olefinpolymeren sowie Blends von
verschiedenen Polypropylen-Copolymeren oder Blends von Polypropylenethylen-Copolymeren
mit Polypropylen sind ebenfalls geeignet. Geeignete Polymere für diesen
Zweck sind FINA PP 3860 und FINA 7825 von der FINA Oil & Chemical Co.,
Dallas, TX.
-
Typische
Polyethylene mit hoher Dichte, die in der Oberflächenveredelungsschicht der
vorliegenden Erfindung benutzt werden, weisen einen Schmelzindex
gemäß ASTM D1238-95
(„Flow
Rates of Thermoplastics by Extrusion Plastometer") bei einer Temperatur von 230 °C und einer
Belastung von 2.160 Gramm von kleiner als oder gleich 1 Gramm/10
Minuten, stärker
bevorzugt von kleiner als 0,5 Gramm/10 Minuten und noch stärker bevorzugt
von kleiner als 0,25 Gramm/10 Minuten auf. Die Dichte des Polyethylens
mit hoher Dichte, das in der vorliegenden Erfindung benutzt wird,
beträgt
zwischen etwa 0,92 und 0,97 Gramm/cm3, gemessen gemäß ASTM D15050-96
(„Density
of Plastics by the Density-Gradiant Technique"). Der Schmelzpunkt des Polyethylens
mit hoher Dichte beträgt
zwischen 120 °C
und 150 °C,
vorzugsweise zwischen etwa 125 °C
und 135 °C.
-
Zu
geeigneten Polyethylenen mit hoher Dichte gehören Polyethylen-Homopolymere
und Ethylen-Copolymere mit anderen C2- bis
C8-alpha-Olefinpolymeren sowie Blends von
verschiedenen Polypropylen-Copolymeren oder Blends von Polyethylen-Copolymeren
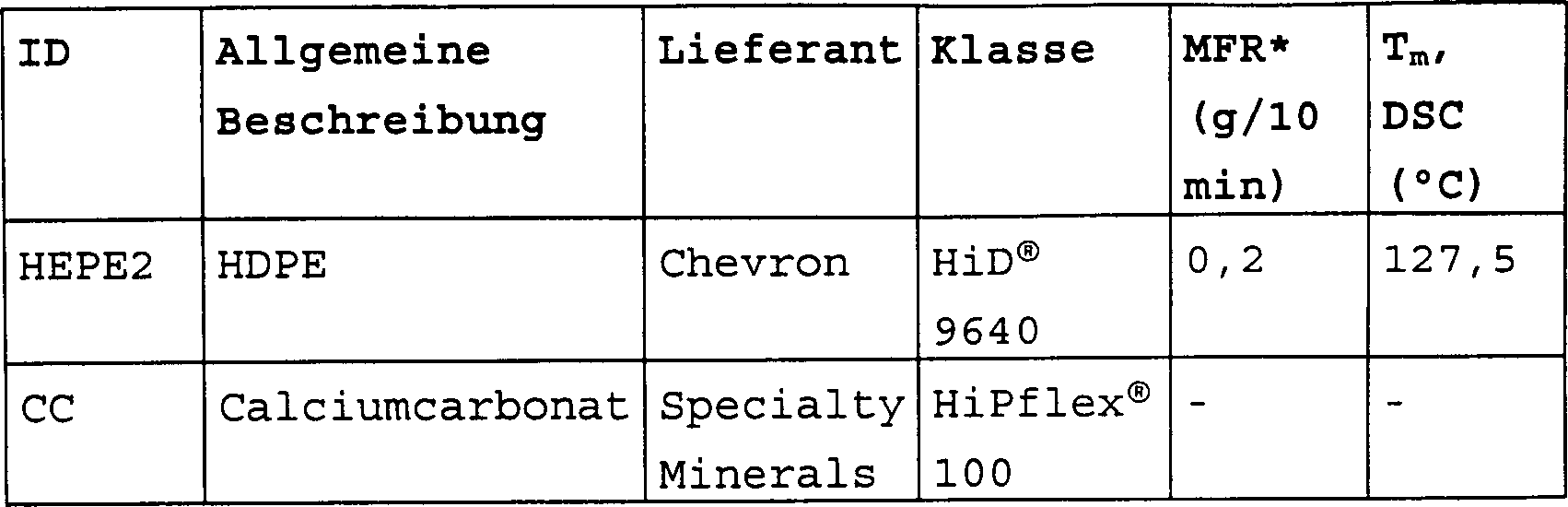
mit Polyethylen. Ein geeignetes Harz zur Benutzung in der Oberflächenveredelungsschicht
ist ein lineares Copolymer mit hoher Dichte, das im Handel unter
der Produktbezeichnung HiD® 9640 von der Chevron
Chemical Co., Houston, TX erhältlich
ist.
-
Erfindungsgemäß sollte
das Verhältnis
des Schmelzindexes des Polyethylens mit hoher Dichte (gemessen bei
230 °C und
einer Last von 2.160 Gramm) zu dem Schmelzindex des propylenhaltigen
Copolymers (gemessen bei 230 °C
und einer Last von 2.160 Gramm) der Oberflächenveredelungsschicht mindestens
1:30, vorzugsweise 0,2:30 und stärker
bevorzugt 0,2:100 betragen, um eine matte Oberfläche mit geringem Glanz und
einem überlegenen
Aussehen zu erzeugen. Es ist festgestellt worden, dass eine große Differenz
zwischen dem Schmelzindex des Polyethylens mit hoher Dichte und
demjenigen des propylenhaltigen Copolymers ein überlegenes mattes Aussehen
mit geringem Glanz und eine matte Oberfläche ergibt, die im Wesentlichen
frei von Fehlstellen oder Rissen ist, vorausgesetzt, dass die Folie
bei Temperaturen orientiert wird, die mindestens 2 °C höher ist
als der Schmelzpunkt des propylenhaltigen Polymers der Oberflächenveredelungsschicht.
-
Zu
geeigneten teilchenförmigen
Füllstoffen,
die in dem Blend der matten Schicht der vorliegenden Erfindung benutzt
werden, gehören
Calciumcarbonat, Siliciumdioxid, Titandioxid und dergleichen. Erfindungsgemäß sollte
die Härte
nach Mohs des teilchenförmigen
Stoffes größer als
2 sein. Vorzugsweise ist der durchschnittliche Durchmesser des teilchenförmigen Füllstoffes
nicht größer als
5 μm, vorzugsweise
nicht größer als 3,5 μm und der
maximale Teilchendurchmesser nicht größer als 15 μm. Der teilchenförmige Füllstoff
sollte sachgemäß in die
Oberflächenveredelungsschicht
eingemischt werden, derart, dass keine großen Agglomerate von teilchenförmigem Füllstoff
vorhanden sind. Ein zur Benutzung in dem Blend der matten Schicht
geeigneter teilchenförmiger
Füllstoff
ist im Handel unter der Produktbezeichnung HiPflex® 100
von Specialty Minerals, Bethlehem, PA erhältlich.
-
In
einer bevorzugten Ausführungsform
der vorliegenden Erfindung umfasst die Oberflächenveredelungsschicht ein Blend
aus 20 bis 80 Gew.% Polyethylen mit hoher Dichte und 80 bis 20 Gew.%
isotaktischem Polypropylen oder statistischem Propylen-Ethylen-Copolymer,
stärker
bevorzugt aus 40 bis 60 Gew.% Polyethylen mit hoher Dichte und 60
bis 40 Gew.% isotaktischem Polypropylen oder statistischem Propylen-Ethylen-Copolymer.
Zu dem Blend aus Polyethylen mit hoher Dichte und isotaktischem
Polypropylen oder statistischem Propylen-Ethylen-Copolymer werden 5 bis 30 Gew.%
teilchenförmiger
Füllstoff,
vorzugsweise 10 bis 20 Gew.% teilchenförmiger Füllstoff, zugegeben, um eine
Oberfläche
zu erzeugen, die mit Bleistift, Kugelschreiber und Permanentmarker
beschrieben werden kann.
-
Gemäß einer
bevorzugten Ausführungsform
der Erfindung beträgt
die Dicke der gesamten Folienkonstruktion nach der biaxialen Orientierung
25 bis 50 μm
und die Dicke der matten Schicht 2 bis 7 μm, stärker bevorzugt 3 bis 5 μm.
-
Die
Folie der vorliegenden Erfindung weist das gewünschte optische Aussehen auf,
derart, dass sie ein überlegenes
mattes Aussehen aufweist. Für
den Zweck der vorliegenden Erfindung ist „mattes Aussehen" als geringen Oberflächenglanz
und große
Trübung
aufweisend definiert. „Geringer
Oberflächenglanz" ist definiert als
Glanzwerte von kleiner als oder gleich 10 %, wie gemessen gemäß ASTM D2457-97
(„Specular
Gloss of Plastic Films and Solid Plastics") unter einem Einfallswinkel von 60°. „Große Trübung" ist definiert als
Trübungswerte
von größer als
70 % und kleiner als 90 %, wie gemessen gemäß ASTM D1003 („Haze and
Luminous Transmittance of Transparent Plastics"). Die „prozentuale Gesamt-Lichtdurchlässigkeit" der Folie ist größer als
90 %, wie gemessen gemäß ASTM D1003
(„Haze
and Luminous Transmittance of Transparent Plastics").
-
Außerdem stellt
diese Erfindung eine Folie bereit, die eine Oberfläche aufweist,
die mit Bleistift, Kugel schreiber und Permanentmarker beschrieben
werden kann. Um eine solche Beschreibbarkeit zu erhalten, weist
der teilchenförmige
Füllstoff
typischerweise eine Härte
nach Mohs von größer als
2 auf, derart, dass beim Schreiben auf der Oberfläche der
Folie die Bleistiftmine unter Erzeugung einer durchgehenden Linie
abgerieben werden kann.
-
Zusatzstoffe
und andere Komponenten können,
wie im Fachgebiet bekannt, in die Polypropylenzusammensetzungen
einbezogen werden. Beispielsweise können die Folien der vorliegenden
Erfindung Füllstoffe,
Pigmente und andere Farbmittel, Antiblockmittel, Schmiermittel,
Weichmacher, Verarbeitungshilfsmittel, Keimbildungs- oder Klärmittel,
Antistatikmittel, klebrigmachende Harze, Antioxidationsmittel und
Wärmestabilisierungsmittel,
Ultraviolettlicht-Stabilisierungsmittel und andere Eigenschaftsmodifizierungsmittel
enthalten. Typischerweise werden solche Materialien einem Polymer
zugegeben, bevor eine orientierte Folie daraus hergestellt wird
(z.B. der Polymerschmelze vor der Extrusion zu einer Folie). Solche
Zuschläge
und andere Komponenten werden in wirksamen Anteilen zugegeben, wie
dem Fachmann bekannt sein kann.
-
Zwischenschichten
-
Es
wird nun auf 5 Bezug genommen, wobei eine
Zwischenschicht(en) 51, 52, die sich zwischen den
verschiedenen Schichten 53, 55, 56 befindet(-n)
vorhanden sein kann (können)
oder nicht. Eine Zwischenschicht (51 oder 52)
würde typischerweise
benutzt, um die Haftung der Schicht oder die Folienverarbeitbarkeit zu
verbessern, wie z.B. um eine sekundäre Schicht 53 mit
einer primären
Schicht 56 oder die primäre Schicht 56 mit
einer Oberflächenveredelungsschicht 55 zu „verbinden". Solche Zwischenschichten
werden typischerweise als eine „Bindeschicht" bezeichnet, und
eine beliebige Anzahl von Bindeschichten kann in einer beliebigen Kombination
mit den primären,
sekundären
und Oberflächenveredelungsschichten
benutzt werden. Dies kann erfolgen, indem eine Polymerzusammensetzung
benutzt wird, die mit beiden Schichten kompatibel ist, oder es kann
eine Schicht sein, die einige Polymere von beiden Schichten umfasst,
und somit für
gute Haftung und stabile Schmelzeverarbeitbarkeit sorgt.
-
Zwischenschichten
können,
falls gewünscht,
vorwiegend aus entweder dem Polymer der primären Schicht oder der sekundären Schicht
zusammengesetzt sein oder können
ein Blend der beiden sein oder zusätzliche Komponenten enthalten,
um die Verarbeitbarkeit und Folieneigenschaften zu optimieren. Die
Dicke der sekundären
Schicht(en) und der Zwischenschicht(en) zusammen kann zwischen etwa
5 % und etwa 50 % der Gesamtfoliendicke betragen. Zudem müssen Zusammensetzungen
der sekundären
Schicht ausreichend thermisch stabil sein, um während der nachfolgenden Verarbeitung,
wie z.B. Beschichten, nicht zu schmelzen.
-
Folienverarbeitung – Extrusion/Gießen
-
Die
mehrschichtige Konstruktion der vorliegenden Erfindung kann mittels
Vorrichtungen, die dem Fachmann bekannt sind, in die Form einer
Folienbahn schmelzcoextrudiert und gegossen werden. Solche gegossenen
Folien werden dann gestreckt, um die bevorzugte Folie zu erhalten,
die hierin beschrieben ist. Wenn erfindungsgemäße Folien hergestellt werden,
ist es ein geeignetes Verfahren zum Gießen einer mehrschichtigen Folienbahn,
die Harze in den Einfülltrichter
eines Einschnecken-, Doppelschnecken- oder eines anderen Extrudersystems
mit einer Extruderzylindertemperatur, die eingestellt ist, um eine
stabile homogene Schmelze zu erzeugen, einzufüllen, Die Schmelze kann durch
eine Breitschlitzdüse
vom Mehrschicht- oder Verteiler/Feedblock-Typ auf ein sich drehendes
gekühltes
Metallgießrad
coextrudiert werden. Das Gießrad
kann wahlweise teilweise in ein mit Flüssigkeit gefülltes Kühlbad eintauchen
oder, ebenfalls wahlweise, die gegossene Folienbahn kann nach dem
Entfernen von dem Gießrad
durch ein mit Flüssigkeit
gefülltes
Kühlbad
geführt
werden. Die Temperaturen bei diesem Arbeitsvorgang können unter
Nutzung der Lehren hierin von dem Fachmann gewählt werden, um für die gewünschte Keim-Bildungsdichte,
-größe, -wachstumsgeschwindigkeit und
Haftung zwischen den Schichten zu sorgen, derart, dass die resultierende
gestreckte Folie die gewünschten
Kennzeichen und Eigenschaften aufweist, die hierin beschrieben sind.
Typische Gießradtemperaturen
sowie Wasserbadtemperaturen, um eine in geeigneter Weise kristallisierte
Folienbahn zu erzeugen, sind unter etwa 60 °C, vorzugsweise unter etwa 40 °C.
-
Folienverarbeitung – Strecken/Orientieren
-
Die
bevorzugten Eigenschaften, die hierin beschrieben sind, können mit
jeder beliebigen geeigneten Vorrichtung zum biaxialen Strecken der
Folien gemäß der bevorzugten
Verfahren, die hierin beschrieben sind, erzielt werden. Von allen
Streckverfahren umfassen die Vorrichtungen, die zur gewerblichen
Herstellung von Folien für
Trägerbänder bevorzugt
sind: eine Vorrichtung für
sequentielles biaxiales Strecken, die typischerweise zuerst in die
MD streckt, indem die Folie über
eine Abfolge von sich drehenden Walzen geführt wird, deren Geschwindigkeiten
für eine
höhere
Ausstoßgeschwindigkeit
als Eintrittsgeschwindigkeit der Folienanlage sorgt, gefolgt vom
Strecken in der TD in einem Streckwerk auf divergierenden Schienen;
simultanes biaxiales Strecken mittels eines mechanischen Streckwerkes,
wie z.B. der Vorrichtung, die in den US-Patentschriften Nr. 4,330,499
und 4,595,738 offenbart ist; und die Streckwerkvorrichtung für simultanes
biaxiales Strecken, die in den US-Patentschriften Nr. 4,675,582;
4,825,111; 4,853,602; 5,036,262; 5,051,225; und 5,072,493 offenbart
ist. Obwohl biaxial gestreckte Folien mittels Schlauchblasfolien-
oder Blasenfolien-Herstellungsverfahren hergestellt werden können, werden
die Folien dieser Erfindung, wenn sie als Trägerbänder benutzt werden, vorzugsweise
mittels einer Flachfolienstreckvorrichtung hergestellt, um Verarbeitungsschwierigkeiten, wie
z.B. ungleichmäßige Dicke
und Strecken, und unangemessene Temperatursteuerung, die bei Schlauchblasfolienverfahren
auftreten können,
zu verhindern.
-
Der
Grad und Typ oder die Direktionalität der Orientierung bestimmen
zum Teil die mechanischen Eigenschaften einer gestreckten Folie,
insbesondere hinsichtlich der Belastungen, die in spezifischen Richtungen
angewendet werden. Der orientierte Strukturzustand korreliert gut
mit den festgestellten mechanischen Eigenschaften (R. J. Samuels, „Structured
Polymer Properties",
Ch. 5, John Wiley & Sons,
N.Y., und A.J. DeVries, Polymer Engineering & Science, 23(5), 241 (1983)).
-
Die
Temperaturen bei dem Streckvorgang können unter Nutzung der Lehren
hierin vom Fachmann gewählt
werden, um eine Folie zu erzeugen, welche die gewünschten
Kennzeichen und Eigenschaften aufweist, die hierin beschrieben sind.
Diese Temperaturen werden mit dem benutzten Material und mit den
Wärmeübertragungskennzeichen
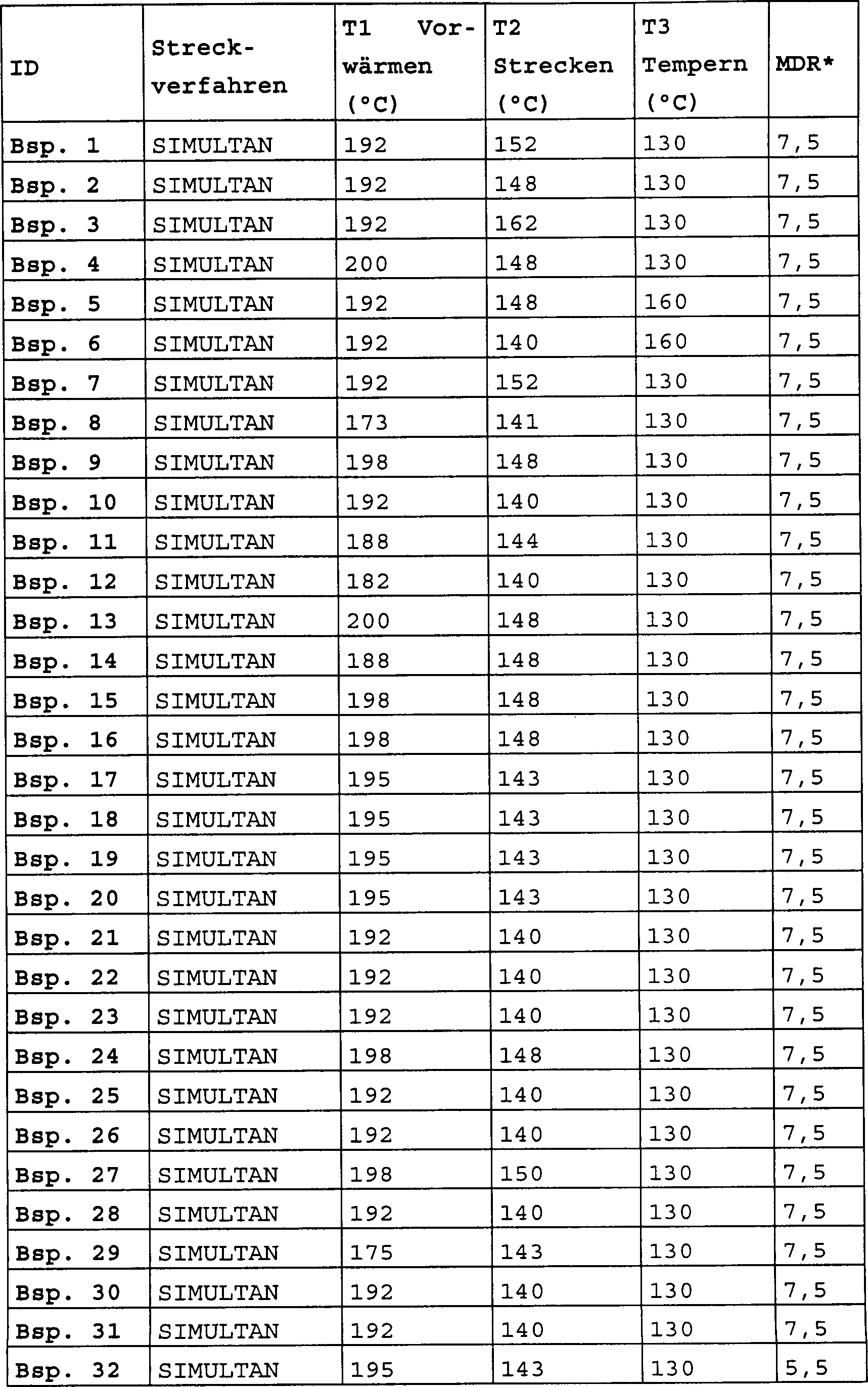
der jeweiligen benutzten Vorrichtung variieren. Für simultan
gestreckte Träger
erfolgen das Vorwärmen
und das Strecken vorzugsweise in dem Bereich von etwa 130 °C bis 200 °C.
-
Molekülorientierung
-
Es
gibt mehrere weit verbreitet akzeptierte Mittel, durch welche die
Molekülorientierung
in orientierten Polymersystemen gemessen werden kann, u.a. die Streuung
von Licht- oder Röntgenstrahl,
Messungen des Absorptionsvermögens,
die Analyse der mechanischen Eigenschaften und dergleichen. Zu quantitativen
Verfahren gehören
die Weitwinkel-Röntgenstrahlstreuung
(„WAXS"), die optische Doppelbrechung,
der Infrarot-Dichroismus und die Kleinwinkel-Röntgenstrahlstreuung („SAXS"). Ein bevorzugtes
Verfahren zum Bestimmen der Achsenorientierungsverteilung der kristallinen
Ketten ist die WAXS-Technik,
wobei Kristallebenen innerhalb der Fibrillenstrukturen einfallende
Röntgenstrahlen
unter einem festgestellten Winkel, der als Bragg-Winkel bekannt
ist, streuen oder ablenken (siehe A.W. Wilchinsky, Journal of Applied
Physics, 31(11), 1969 (1960) und W.B. Lee et al., Journal of Materials
Engineering and Performance, 5(5), 637 (1996)). Bei der WAXS wird
eine Kristallebene, beispielsweise die monokline (110) Ebene von
isotaktischem Polypropylen, die Informationen über die Polypropylen-Molekülkettenachse
(oder c-Achse) enthält,
vermessen und dann mittels der Probengeometrie zu äußeren Koordinaten
in Beziehung gesetzt.
-
Die
Folien der Erfindung weisen vorzugsweise eine spezifische, einzige
kristallmorphologische Orientierung hinsichtlich der MD oder einer
Bezugsrichtung „R" auf.
-
Es
wird spezifisch auf die 7a bis 10b Bezug genommen, wobei die 7a, 8a, 9a und 10a Darstellungen des Orientierungszustandes in
gestreckten Folien sind. Die spezifische Ordnung und Orientierung
sind unten angegeben. Die 7b, 8b, 9b und 10b sind graphische Darstellungen von WAXS-Ergebnissen
bei verschiedenen Werten der gestreckten Folien, die in den 7a, 8a, 9a,
bzw. 10a dargestellt sind.
-
Die „Bezugsrichtung", wie hierin benutzt,
ist die Achse, die in der Ebene der Folie liegt, gegen welche die
Kristallorientierung definiert ist. Wenn die mechanischen Eigenschaften
einer Folie bestimmt werden, ist die Bezugsrichtung diejenige Richtung,
in welche die Folie gestreckt wird. Wenn die Energie zum Durchstoßen einer
Folie bestimmt wird, ist die Bezugsrichtung diejenige Richtung,
in welche die Folie gespannt wird, bevor sie dem Durchstoßversuch,
wie hierin beschrieben, unterworfen wird. Für Trägerfolien, die zu Klebstoffband
in Rollenform verarbeitet werden, ist die Bezugsrichtung, diejenige
Richtung, in welche die Vorratsrolle in kleine Breiten geschnitten
wird, um zu Bandrollen aufgewickelt zu werden. Die Bezugsrichtung
ist typischerweise, jedoch nicht immer, dieselbe wie die Längs- oder
Maschinenrichtung (MD) der Folie.
-
Ein
besonders nützliches
Kennzeichen der Folien der Erfindung ist, dass sie eine Kristallorientierung aufweisen,
wie bestimmt mittels Weitwinkel-Röntgenstrahlstreuungsmessungen
an den monoklinen (110) Kristallebenen, die isotrop ist oder ein
einzelnes Azimutabtastungsmaximum aufweist, wobei das einzelne Azimutabtastungsmaximum,
bezogen auf eine Bezugsrichtung, in einem Winkel von bis zu ±75° angeordnet
ist. Die Beugungsmuster, auf die sich bezogen wird, sind diejenigen,
die durch die Untersuchung eines Quadranten eines typischen WAXS-Beugungsmusters,
beispielsweise des Azimutwinkelbereichs von 90° bis 180°, nachgewiesen werden. Obwohl
die 7b bis 10b das
Beugungsmuster zwischen den Winkeln von 0° und 180° darstellen, ist der Bereich
von 0° bis
90° ein
Spiegelbild desjenigen von 90° bis
180°. Die
Wahl, Daten von 0° bis
180° darzustellen,
ist erfolgt, um zu ermöglichen,
dass Beugungsmuster bei Winkeln von etwa 90° zentriert sind, d.h., die MD
deutlicher erkannt wird. Das einzelne Azimutabtastungsmaximum besitzt
zusätzlich eine
Winkelvollbreite bei halber Peakhöhe zwischen etwa 40° und 75°, wie in 9a und 9b dargestellt. Wenn
die Folien der Erfindung eine isotrope Kristallorientierungsverteilung
aufweisen, weist die WAXS-Azimutabtastung kein ausgeprägtes Maximum
auf, wie in 8a und 8b dargestellt.
In diesem Fall ist die Achsenorientierung der Kristallketten gleichmäßig in der
Ebene der Folie verteilt.
-
Im
Gegensatz dazu ist das Auftreten von zwei oder mehr WAXS-Azimutabtastungsmaxima,
wie in 7b gezeigt, von denen mindestens
eines, bezogen auf die Bezugsrichtung, in einem Winkel von größer als
etwa ±75° angeordnet
ist, oder eines einzelnen spezifischen WAXS-Azimutabtastungsmaximums,
das, bezogen auf die Bezugsrichtung, in einem Winkel von größer als
etwa ±75° angeordnet
ist, kennzeichnend für eine
unerwünscht
orientierte Folie. wenn der Peak oder die Peaks außerdem eine
Vollbreite bei halbem Peakmaximum (FWHM) von kleiner als etwa 40° aufweist
bzw. aufweisen, ist die Folie, die dadurch gekennzeichnet ist, für die Zwecke
der vorliegenden Erfindung besonders ungeeignet. In diesem Fall
ist die Folie typischerweise zu dehnbar und ergibt Bandrollen, die
zum Teleskopieren oder zur Lückenbildung
neigen, und Band, das zum Strecken, Verformen und Weißbruch neigt,
wenn es an der Klinge eines handelsüblichen Klebstoffband-Spenders
abgetrennt wird. Außerdem
wird bei solchen Folien festgestellt, dass sie unter Benutzung der Finger
schwierig oder unmöglich
durchzureißen
sind.
-
Ein
anderes bevorzugtes Verfahren zum Bestimmen der Orientierung einer
Folie oder der Richtung, in der das Polymergesamtsystem in höchstem Maße orientiert
wurde, ist es, den Brechungsindex der Folie zu messen, wie in ASTM
D 542-95 beschrieben. Der Brechungsindex stellt die Verlangsamung
oder optische Verzögerung
einer elektromagnetischen Welle durch ein Material aufgrund der
Wechselwirkung der Welle mit polarisierbaren Molekülen in dem
Material dar (Encyclopedia of Polymer Science and Engineering, v.
14, John Wiley & Sons,
NY (1987)). Bei Polyolefinen einschließlich Polypropylen und Polyethylen
ist der Brechungsindex am größten längs der
Richtung des Hauptgerüstes,
da die Elektronenbeweglichkeit oder Polarisierbarkeit parallel zu
den chemischen Bindungen des Hauptgerüstes am größten ist. Bei Polypropylenfolie
ist der Brechungsindex, der parallel zu der Hauptorientierungsrichtung
gemessen wird, größer als
derjenige, der rechtwinklig zu dieser Richtung gemessen wird. Dies
wird als positive Doppelbrechung bezeichnet. In einem solchen Fall
weist die Folie parallel zu einer Orientierungsrichtung eine größere Orientierung
als rechtwinklig dazu auf. Für
die Zwecke der vorliegenden Erfindung werden die Brechungsindices
in der MD- und TD-Richtung der Folie gemessen.
-
Wenn
der Brechungsindex in der MD kleiner ist als in der TD und die Folie
entweder eine isotrope WAXS-Azimutabtastung oder ein spezifisches,
einzelnes WAXS-Azimutabtastungsmaximum
aufweist, das bezogen auf die Bezugsrichtung, hier als die MD genommen,
bis zu etwa ±75° angeordnet
ist, kann die resultierende Folie in der vorliegenden Erfindung
noch nützlich
sein, sofern die Anforderungen der speziellen Anwendung erfüllt sind.
Die Darstellung der Orientierung und die Abbildung der WAXS für diesen
Fall sind in 10a und 10b gezeigt.
Wenn der Brechungsindex jedoch in der MD kleiner ist als in der
TD und die Folie entweder mehr als ein WAXS-Azimutabtastungsmaximum
aufweist, von denen mindestens eines mehr als ±75° zu der Bezugsrichtung angeordnet
ist, oder ein spezifisches, einzelnes WAXS-Azimutabtastungsmaximum
in einem Winkel von größer als ±75° zur Bezugsrichtung
angeordnet ist, dann wird festgestellt, wie oben beschrieben, dass
die resultierende Folie für
die Zwecke der vorliegenden Erfindung ungeeignet ist.
-
„Biaxial
gestreckt", wenn
es hierin benutzt wird, um eine Folie zu beschreiben, bedeutet,
dass die Folie in zwei verschiedene Richtungen in der Folienebene
gestreckt wurde. Die beiden Richtungen sind typischerweise, aber
nicht immer, rechtwinklig zueinander. Biaxial gestreckte Folien
sind orientiert und können
sequentiell gestreckt, simultan gestreckt oder mittels einer Kombination
von simultanem und sequentiellem Strecken gestreckt sein. „Simultan
biaxial gestreckt",
wenn es hierin benutzt wird, um eine Folie zu beschreiben, bedeutet,
dass bedeutende Anteile des Streckens in jeder der beiden Richtungen
simultan durchgeführt
werden. Ein „einzelnes
Maximum", wenn benutzt,
um die WAXS-Azimutabtastung der Folien der Erfindung zu beschreiben, die
hierin offenbart sind, wird als eine einzelne Biegung identifizierbar
sein, die bei einer WAXS-Transmissionsazimutabtastung festgestellt
wird, die innerhalb des Winkelbereichs von 360°, der durch die Röntgenstrahlabtastungen
sondiert wird, aufgrund der Diffraktometergeometrie und der kristallphysikalischen
Eigenschaften des monoklinen isotaktischen Polypropylens Symmetrie
aufweist. Solch ein einzelnes Maximum ist von Datenrauschen und
der Streuintensität
aufgrund von Abschnitten der Polymermatrix, die eine Zufallsorientierung
aufweisen, welche typischerweise eine Größenordnung von kleiner als
1 des Maximumwertes aufweisen, unterscheidbar.
-
In
einer bevorzugten Ausführungsform
beträgt
das Streckverhältnis
der biaxialen Fläche über etwa 30:1,
stärker
bevorzugt etwa 36:1 bis 90:1 und am stärksten bevorzugt etwa 45:1
bis 90:1. Die obere Grenze des Flächenstreckverhältnisses
ist die praktische Grenze, bei der die Folie auf handelsüblichen
Vorrichtungen nicht mit ausreichend hohen Geschwindigkeiten weiter
gestreckt werden kann. Das MD-Streckverhältnis beträgt vorzugsweise über etwa
4:1, stärker
bevorzugt etwa 4:1 bis 8,5:1, noch stärker bevorzugt etwa 5:1 bis 8,5:1
und am stärksten
bevorzugt etwa 6,0:1 bis 8,5:1. Die MD-Komponente und die TD-Komponente
dieser Ausführungsformen
sind so ausgewählt,
dass sie für
die gewünschten
Folieneigenschaften und -kennzeichen sorgen, die hierin beschrieben
sind. Wenn die Orientierung der Folien dieser Erfindung unter den
angegebenen Bereichen liegt, ist die Folie gewöhnlich nicht ausreichend gestreckt,
d.h. weist Werte für
die Dehnung bis zum Durchstoßen
von größer als
1,3 cm auf, was zu einer übermäßigen Dehnung
während
des Abtrennens oder des Durchreißens von Hand führt, was
zu verzogenen Trennrändern
und Weißbruch
führt.
Außerdem führt unangemessenes
Strecken zu örtlicher
Einschnürung
und Ungleichmäßigkeit
von Dicke und physikalischen Eigenschaften quer über die Folienbahn, die vom
Standpunkt der Klebstoffbandherstellung her beide in hohem Maße unerwünscht sind.
-
In
einer bevorzugten Ausführungsform
ist das Streckverhältnis
in der Maschinenrichtung etwa gleich oder größer als das Streckverhältnis in
der Querrichtung, um eine Klebstoffband-Trägerfolie mit geringer Durchstoßfestigkeit
und begrenzter Reißdehnung
in der Maschinenrichtung bereitzustellen. Solche Bänder verhindern
Strecken und Verziehen während
des Abtrennens an den Zähnen
von handelsüblichen
Bandspendern unter Erzeugung von sauber gezahnten Rändern.
-
Die
Eigenschaften und Kennzeichen sind hierin hinsichtlich der bevorzugten
Ausführungsformen
beschrieben und hierin bezüglich
der Beispiele für
Folien ohne darauf aufgetragene Klebstoffzusammensetzungen angegeben.
Es wird erwartet, dass in den meisten Fällen die Kennzeichen und Eigenschaften
des Gegenstandes in erster Linie von dem Träger bestimmt werden, bei nur
geringem Einfluss des Klebstoffs oder anderer Schichten oder Beschichtungen.
Daher treffen die obigen bevorzugten Kennzeichen und Eigenschaften auch
auf die Klebstoffbänder
der vorliegenden Erfindung zu.
-
Mechanisch
kann die Abtrennbarkeit (Spendekennzeichen) als die Belastung bis
zum Reißen
des Trägerbandes
angesehen werden, wenn es über
die Zähne
eines handelsüblichen
Klebstoffband-Spenders gezogen wird. Ähnlich kann die Fähigkeit,
ein Klebstoffband von Hand durchzureißen, als die Belastung bis
zum Reißen
des Trägers
angesehen werden, wenn er zwischen den Fingern gezogen wird. In
beiden Fällen
werden sowohl die Energie bis zum Reißen als auch die Zugdehnung
bis zum Reißen
benutzt, um die Eignung eines bestimmten Trägerbandes zur Benutzung zu
beurteilen. Die Reißfestigkeit
kann in einer Zugprüfung
oder mittels eines Durchstoßversuchs beurteilt
werden, wobei das Trägerband
in einer Klemmbacke festgehalten wird und eine Prüfsonde durch
das Trägerband
getrieben wird, bis das Band reißt. Es ist wünschenswert,
ein biaxial orientiertes, mehrschichtiges Band oder Trägerband
auf Basis von Polyolefin zu erhalten, das ausreichend geringe Zugfestigkeit
und geringe Durchstoßfestigkeit
aufweist, derart, dass es abtrennbar und von Hand durchreißbar ist.
-
Für mehrschichtige,
biaxial orientierte Polymerfolien sind die primären physikalischen Eigenschaften, welche
die Abtrennbarkeit oder Durchreißbarkeit betreffen, der Unterschied
in der Kristallinität
zwischen der primären
und sekundären
Polymerschicht(en), die Gesamtorientierung und die Direktionalität der Orientierung. Diese
physikalischen Eigenschaften bestimmen wiederum die mechanischen
Eigenschaften der Folie, wie z.B. Festigkeit, Zähigkeit, Zugdehnung bis zum
Reißen
und Durchstoßfestigkeit.
Abtrennbare und von Hand durchreißbare Klebstoffbänder zeigen
wünschenswerterweise
eine Kombination von Kennzeichen, insbesondere geringe Durchstoßfestigkeit,
geringe Durchreißfestigkeit,
geringe Dehnung bis zum Durchstoßversagen und geringe Zugfestigkeit
in der Bandlängs-
oder Maschinenrichtung.
-
In
dem Fall der vorliegenden Erfindung sind Folien mit hoher Durchstoß- oder
Durchreißfestigkeit
ungeeignet zur Benutzung als abtrennbare Klebstoffträgerbänder, da
diese Zähigkeit
den gewünschten
Abtrennbarkeitskennzeichen für
eine Trägerbandfolie
entgegenwirkt. Außerdem
müssen
Klebstoffträgerbänder maßhaltig
und wärme-
und schrumpfbeständig
sein, um bei Beschichtungs- und Trocknungsvorgängen verarbeitbar zu sein und
stabile, gleichmäßige Rollen
von Klebstoffband zu erzeugen, die kein Teleskopieren oder Lückenbildung
aufweisen, von denen bekannt ist, dass sie durch Längsschrumpf
oder thermische Instabilität verursacht
werden. Zudem ist Kombinationen von geringer Durchstoßfestigkeit
und Maßhaltigkeit
eine besonders wünschenswerte
Eigenschaft eines Klebstoffträgerbandes.
-
Klebstoffbeschichtete
Bänder
-
Die
Folien der vorliegenden Erfindung sind besonders nützlich als
ein Träger
für ein
klebstoffbeschichtetes Band, das vorzugsweise eine Enddicke zwischen
etwa 0,002 und 0,006 cm aufweist. Die Schwankungen der Foliendicke
betragen vorzugsweise weniger als etwa 5 %. Dickere und dünnere Folien
können
benutzt werden, unter der Voraussetzung, dass die Folien dick genug
sein sollten, um übermäßige Schwäche und
Schwierigkeit im Gebrauch zu vermeiden, während sie nicht so dick sein
sollten, dass sie unerwünscht
starr oder steif und schwierig zu handhaben oder benutzen sind.
-
Die
Folien der vorliegenden Erfindung sind besonders nützlich zur
Konstruktion von klebstoffbeschichteten Bändern, wie z.B. denjenigen,
die von 3M unter dem Handelnamen ScotchTM MagicTM Tape oder ScotchTM SatinTM Tape vertrieben werden. Es wird besonders
auf 6 Bezug genommen, in der eine Seitenansicht einer
erfindungsgemäßen dreischichtigen
Folienkonstruktion, die ferner eine Klebstoffschicht umfasst, dargestellt
ist. Unter Benutzung der Folien 600 der vorliegenden Erfindung
als ein Träger
oder Substrat wird eine Klebstoffzusammensetzung 62 auf
eine erste Hauptoberfläche
des Trägers
aufgetragen, und es kann jeder beliebige geeignete Klebstoff sein,
der im Fachgebiet bekannt ist. Bevorzugte Klebstoffzusammensetzungen
sind diejenigen, die durch Druck, Wärme oder Kombinationen davon
aktivierbar sind. Die Folie 600 ist biaxial orientiert
und weist eine primäre
Schicht 65 und zwei sekundäre Schichten 60, 61 auf,
wobei sich die primäre Schicht 65 zwischen
den beiden sekundären
Schichten 60, 61 befindet. Die sekundären Schichten 60, 61 können die
gleichen Homopolymere oder Copolymere umfassen oder können unterschiedlich
sein. Sie können sich
darin unterscheiden, dass die Komponenten die gleichen sind, aber
in unterschiedlichen Verhältnissen (bei
mehr als einer Komponente), oder sie können sich darin unterscheiden,
dass die Komponenten selbst unterschiedlich sind.
-
Geeignete
Klebstoffzusammensetzungen für
die Klebstoffschicht 62 sind diejenigen auf Basis von Acrylat,
Kautschukharz, Epoxiden, Urethanen oder Kombinationen davon, sind
aber nicht auf diese beschränkt.
Die Klebstoffzusammensetzungen können
mittels Lösungs-,
wasserbasierten oder Schmelzbeschichtungsverfahren aufgetragen werden,
und zu ihnen können
schmelzbeschichtete Formulierungen, transferbeschichtete Formulierungen,
lösungsmittelbeschichtete
Formulierungen und Latexformulierungen sowie laminierende, thermisch
aktivierte und wasseraktivierte Klebstoffzusammensetzungen gehören.
-
Die
hierin beschriebenen Träger
eignen sich gut für
viele Klebstoffträgerbandanwendungen
einschließlich
Mehrzweckbändern,
Bändern
für geringe
Beanspruchung und Dichtungs- und Ausbesserungsbändern. Da der Träger gleichförmig ist,
ist er auch als ein maskierendes Trägerband nützlich.
-
Klebstoffschichten
-
Zu
besonders nützlichen
Klebstoffen, die in der vorliegenden Erfindung nützlich sind, gehören alle Haftklebstoffe.
Von Haftklebstoffen ist gut bekannt, dass sie Eigenschaften besitzen
einschließlich:
aggressiver und dauerhafter Klebrigkeit, Klebkraft schon bei Fingerdruck
und ausreichender Fähigkeit,
an einem Klebekörper
festzuhalten.
-
Beispiele
für Klebstoffe,
die in der Erfindung nützlich
sind, sind diejenigen, die basiert sind auf allgemeinen Zusammensetzungen
von Polyacrylat; Polyvinylether; Dien-Kautschuk, wie z.B. Naturkautschuk,
Polyisopren und Polybutadien; Polyisobutylen; Polychloropren; Butylkautschuk;
Butadien-Acrylnitril-Polymer; thermoplastischem Elastomer; Blockcopolymeren,
wie z.B. Styrol-Isopren- und Styrol-Isopren-Styrol-(SIS)-Blockcopolymeren,
Ethylen-Propylene-Dien-Polymeren und Styrolbutadien-Polymeren; Poly-alpha-olefin;
amorphem Polyolefin; Silicon; ethylenhaltigem Copolymer, wie z.B.
Ethylenvinylacetat, Ethylacrylat und Ethylmethacrylat; Polyurethan;
Polyamid; Epoxid; Polyvinylpyrrolidon und Vinylpyrrolidon-Copolymeren; Polyestern;
und Gemische oder Blends (kontinuierliche oder diskontinuierliche
Phase) der obigen.
-
Außerdem können die
Klebstoffzusammensetzungen Zusatzstoffe, wie z.B. Klebrigmacher,
Weichmacher, Füllstoffe,
Antioxidationsmittel, Stabilisierungsmittel, Pigmente, streuende
Materialien, Härter,
Fasern, Filamente und Lösungsmittel,
enthalten.
-
Eine
allgemeine Beschreibung von nützlichen
Haftklebstoffen findet sich in Encyclopedia of Polymer Science and
Engineering, Bd. 13, Wiley-Interscience Publishers (New York, 1988).
Eine weitere Beschreibung von nützlichen
Haftklebstoffen findet sich in Encyclopedia of Polymer Science and
Engineering, Bd. 1, Interscience Publishers (New York, 1964).
-
Um
die Haftung von Beschichtungsschichten, wie z.B. einer Schicht einer
Klebstoffzusammensetzung, zu verbessern, können die Folien der Erfindung
wahlweise durch Einwirken einer Flamme oder einer Koronaentladung
oder durch andere Oberflächenbehandlungen
einschließlich
chemischen Grundierens behandelt werden. Zusätzlich könnte jede Bandkonstruktion
weitere Beschichtungen aufweisen, wie z.B. wahlfreie Abdeckmaterialien
mit geringer Haftung, um Blocken zu verhindern oder einzuschränken, wodurch
die Herstellung von Klebstoffbandrollen ermöglicht wird, die leicht abgewickelt
werden können,
wie im Fachgebiet der Herstellung von klebstoffbeschichtetem Band
gut bekannt ist.
-
Der
Arbeitsgang der vorliegenden Erfindung wird unter Bezugnahme auf
die folgenden ausführlichen Beispiele
weiter beschrieben. Diese Beispiele werden dargeboten, um die verschiedenen
spezifischen und bevorzugten Ausführungsformen und Techniken
weiter zu veranschaulichen. Es versteht sich jedoch, dass innerhalb
des Umfangs der vorliegenden Erfindung viele Veränderungen und Modifikationen
vorgenommen werden könnten.
-
Prüfverfahren
-
Bestimmungen
der Zugeigenschaften der Folien
-
Die
Reißfestigkeit
in der Maschinenrichtung (MD) wurde gemäß den Vorgehensweisen gemessen,
die in ASTM D882-97, „Tensile
Properties of Thin Plastic Sheeting", Method A beschrieben sind. Die Folien
wurden vor dem Prüfen
während
24 Stunden bei 22 °C
(72 °F)
und 50 Prozent relativer Feuchte (RF) konditioniert. Die Prüfungen wurden
unter Benutzung einer Zugprüfmaschine
geprüft,
die im Handel als Modell Nr. Sintech 200/S von der MTS Systems Corporation,
Eden Prairie, MN erhältlich
ist. Die Probekörper
für diese
Prüfung waren
2,54 cm breit und 15 cm lang. Ein anfänglicher Backenabstand von
10,2 cm und eine Kreuzkopfgeschwindigkeit von 25,4 cm/min wurden
benutzt. Für
jede Probe wurden sechs Probekörper
in der MD geprüft.
-
Bestimmung
der Durchstoßenergie
-
Die
Durchstoßenergie
und die Dehnung bis zum Durchstoß wurden unter Benutzung eines
Verfahrens auf Grundlage von ASTM F 1306-94 mit den unten ausführlich dargestellten Änderungen
bestimmt: Für
die Prüfungen
wurde eine Zugprüfmaschine,
Modell Nr. Sintech 200/S, hergestellt von der MTS Systems Corporation,
Eden Prairie, MN, benutzt. Die Probekörper-Einspannvorrichtung, die
in ASTM F 1306-94 beschrieben ist, wurde so modifi ziert, dass sie
zwei starre Platten mit einer quadratischen Öffnung von 7,62 cm in der Mitte jeder
Platte umfasste. Die Eindringsonde, die in ASTM F 1306-94 beschrieben
ist, wurde durch einen zylindrischen Stahlstab mit einem Durchmesser
von 0,318 cm mit einem halbkugelförmigen Ende ersetzt. Die Verschiebung
der Kolbenanordnung wurde während
des Belastens und des vollständigen
Durchdringens jedes Probekörpers
gemessen. Die Probekörper
wurden für
die Prüfung
parallel zu der MD in 2,54 cm breite Streifen oder in 1,27 cm breite
Streifen geschnitten, wie unten angegeben. Die Probekörper waren
12,7 cm lang, um in der Einspannvorrichtung sachgemäß eingespannt
zu werden. Jede Prüfung
wurde mit einer Geschwindigkeit von 254 cm/min durchgeführt. Für jede Bestimmung
wurden mindestens sechs Probekörper
geprüft.
Die Folien wurden vor dem Prüfen
während
24 Stunden bei 22 °C
(72 °F)
und 50 Prozent relativer Feuchte (RF) konditioniert.
-
Bei
jeder Prüfung
wurde der Probekörper
in die Vorrichtung eingespannt. Jeder Probekörper wurde über der Plattenöffnung zentriert.
Ein Stück
von Haftklebstoffband wurde benutzt, um die Probe an einer Seite der
Bodenplatte der Einspannvorrichtung zu halten, während ein Gewicht (75 g) an
der anderen Seite des Probekörpers
angehängt
wurde, um sicherzustellen, dass die Probe unter konstanter Spannung
belastet wurde. Die Spannplatte wurde dann unter Benutzung von Flügelschrauben
festgezogen, derart, dass die Probe während der Prüfung nicht
verrutschte. Die Einspannvorrichtung wurde unter dem Kolben angeordnet,
derart, dass der Kolbenweg durch die Mitte der Probe führte. Die
Gesamtenergie, die erforderlich war, die Probe zu durchstoßen, sowie
die Dehnung bis zum Durchstoß wurden
bestimmt.
-
Wie
hierin, einschließlich
in den Ansprüchen,
benutzt, bezeichnet der Ausdruck „Durchstoßversuch-2,54 cm" die soeben beschriebene
Prüfung,
die an 2,54 cm breiten Proben durchgeführt wird, und der Ausdruck „Durchstoßversuch-1,27
cm" bezeichnet die
soeben beschriebene Prüfung,
die an 1,27 cm breiten Proben durchgeführt wird.
-
Es
ist festgestellt worden, dass eine Korrelation zwischen den Ergebnissen
des Durchstoßversuchs, die
für 2,54
cm breite Proben erhalten wurden, und den Prüfergebnissen, die für 1,27 cm
breite Proben erhalten wurden, besteht, d.h., die Prüfergebnisse,
die für
1,27 cm breite Proben erhalten wurden, sind im Wert etwa 3,25mal
bis 3,5mal größer als
für dieselben
Folientypen, die mit einer Probenbreite von 2,54 cm gemessen wurden.
-
Weitwinkel-Röntgenstrahlstreuungs-(„WAXS")-Messungen
-
Weitwinkel-Röntgenstrahlbeugungsdaten
(WAXS) wurden unter Benutzung eines Picker-Vierkreis-Diffraktometers,
Kupfer-Kα-Strahlung
und Szintillationsdetektoraufzeichnung der gestreuten Strahlung erfasst.
Das Diffraktometer war mit festen Eingangsspalten und einem festen
Empfangsspalt ausgestattet. Eine Transmissionsdaten-Erfassungsgeometrie
wurde eingesetzt, wobei die effektive Bezugsrichtungsachse senkrecht
orientiert war und mit der Diffraktometer-2θ-Achse zusammenfiel. Der Röntgenstrahlgenerator
wurde mit den Einstellungen 40 kV und 25 mA betrieben. Die Probekörper wurden
an Aluminiumhalterungen montiert, wobei doppeltbeschichtetes Klebstoffband
ohne Trägerplatte
oder Stütze
unter dem Abschnitt der Folie, der dem einfallenden Röntgenstrahl
ausgesetzt war, benutzt wurde.
-
Die
Positionen der Polypropylen-Peaks wurden anhand von schrittweisen Übersichtsabtastungen
lokalisiert, die von 5 bis 35 Grad (2θ) unter Benutzung einer Schrittweite
von 0,05 Grad und einer Zähldauer
von 30 Sekunden durchgeführt
wurden. Schrittweise Azimutabtastungen des monoklinen (110) Maximums
von Polypropylen wurden von Geräteinstellungen
von –180° bis +180
Grad (X) unter Benutzung einer Schrittweite von drei Grad und einer
Zähldauer
von 10 Minuten durchgeführt.
Die resultierenden Streuungsdaten wurden auf x-y-Paare des Azimutwinkels
und Intensitätswerte
reduziert und unter Benutzung der Datenanalyse-Software ORIGINTM (ORIGINTM Version
4.1, erhältlich
von Microcal Software Inc., One Roadhouse Plaza, Northhampton, MA,
01060) der Profilanpassung unterworfen. Ein Gauß-Modell wurde angewendet,
um die festgestellten Intensitätsmaxima
in den Azimutabtastungen zu beschreiben. Die Breiten, die in den
Profilausfüllungsvorgängen, die
oben beschrieben sind, gemessen wurden, wurden als die Vollbreite
bei halbem Maximum (FWHM) über
einem linearen Untergrundmodell genommen. Die Ergebnisse der WAXS
sind in Tabelle 1 dargestellt.
-
Brechungsindex-Prüfverfahren
-
Der
Brechungsindex von Folienproben wurde gemäß ASTM D 542-95 in paralleler
und rechtwinkliger Richtung zu der Bezugsrichtung, die typischerweise
als die Maschinenrichtung (MD) genommen wurde, gemessen. Ein Metricon
Model 2010 Prism Coupler, erhältlich
von der Metricon Corporation aus Pennington NJ, USA, wurde benutzt,
um den Brechungsindex zu messen. Dieses Modell war mit einem Prisma
vom Typ 200-P-1 und einem He-Ne-Laser (632,8 nm) mit niedriger Leistung
(nominal 0,5 mW), einer Lichtquelle CDRH/BRH Class II, ausgestattet.
Der Brechungsindexbereich für
dieses System liegt unter 1,80.
-
Von
der zu messenden Folienprobe wurden Probekörper mit einer Größe von 1,3
cm mal 3,8 cm geschnitten, und der Probekörper wurde so in die Probenkammer
eingebracht, dass die Bezugsrichtung bezogen auf die Lichtquelle
vertikal orientiert war. Der Probekörper wurde mittels eines pneumatisch
betriebenen Kopplungskopfes mit der Basis eines Prismas in Kontakt
gebracht und mittels eines Laserstrahl abgetastet, der von der Prismenbasis auf
einen Photodetektor reflektiert wurde. Bei bestimmten diskreten
Werten des Einfallswinkels (Modus Winkel) trat ein steiler Abfall
der Intensität
des Lichtes auf, welches den Photodetektor erreichte. Der Winkelort
des ersten Modus bestimmt dann den Brechungsindex der Folie.
-
In ähnlicher
Weise wurde der Brechungsindex nach dem Drehen der Probe um 90° (d.h. um
einen rechten Winkel) bestimmt, derart, dass die Bezugsrichtung
waagerecht orientiert war. Der Brechungsindex wurde dann in dieser
Richtung gemessen, vermerkt als derjenige rechtwinklig zu der Bezugs-
oder Querrichtung.
-
Trübungsprüfverfahren
-
Die
Trübung
von Beispiel-Folienkonstruktionen wurde gemäß ASTM D1003-97 gemessen. Der
Trübungsmesser,
der zur Messung benutzt wurde, war ein Haze-Gard Plus, Kat.-Nr.
4725, erhältlich
von BYK-Gardner USA aus Columbia, MD. Probekörper mit einer Größe von 15
cm mal 15 cm wurden aus den Folienbahnen ausgeschnitten, derart,
dass kein Öl,
Schmutz, Staub oder Fingerabdrücke
in dem zu messenden Abschnitt gegenwärtig waren. Die Probekörper wurden
dann von Hand über
der Trübungsöffnung des
Trübungsmessers
angebracht, und die Messung wurde eingeleitet. Zehn Wiederholungs-Trübungsmessungen wurden
vorgenommen, und der Durchschnitt dieser zehn Messungen wurde hierin
als der Trübungswert
angegeben.
-
Schmelzpunktbestimmung
-
Die
Schmelzpunkte von Harzproben wurden unter Benutzung eines dynamischen
Differenzkalorimeters (DSC), DuPont Modell 2100, gemäß ASTM E794-98
mit einer Aufheizrate von 10 °C/min über den
Temperaturbereich von 25 °C
bis 200 °C
bestimmt. Etwa 5 mg Harzprobe wurden in DSC-Metalltiegel gefüllt, mit einer Bördelkappe
versehen und in die Prüfkammer
eingebracht. Die Proben wurden zuerst unter Stickstoffüberdruck
mit 10 °C/min
von 25 °C
bis 200 °C
erhitzt, 3 Minuten lang bei 200 °C
gehalten, mit 10 °C/min
auf 25 °C
abgekühlt,
dann einem erneuten Durchlauf unterworfen, um einen guten Kontakt
zwischen der Probe und dem DSC-Tiegel herzustellen; der endotherme
Peak des zweiten Durchlaufs wurde als der Schmelzpunkt der Polymerproben
genommen. Die Werte sind in Tabelle 1 angegeben.
-
Der
Arbeitsgang der vorliegenden Erfindung wird unter Bezugnahme auf
die folgenden ausführlichen Beispiele
weiter beschrieben. Diese Beispiele werden dargeboten, um die verschiedenen
spezifischen und bevorzugten Ausführungsformen und Techniken
weiter zu veranschaulichen. Wie die Beispiele veranschaulichen,
werden die gewünschten
Eigenschaften der Folie durch Strecken der Folie in einer Weise
erhalten, um die bevorzugte Morphologie von Folien, die hierin beschrieben
ist, zu erhalten, und nicht durch Definieren der Folie durch Beschreiben
von nominalen Maschinenziehverhältnissen,
wie es gewöhnlich
in dem Fachgebiet gelehrt wurde. Es versteht sich jedoch, dass innerhalb
des Umfangs der vorliegenden Erfindung viele Veränderungen und Modifikationen
vorgenommen werden könnten.
-
Optische Mikroskopie
von abgetrennten Folienrändern
-
Folien,
die erfindungsgemäß hergestellt
wurden, und Vergleichsfolien, die hierin beschrieben sind, wurden
an einer gezahnten Kunststoffklinge (3M Katalog-Nr. 105, am Datum
dieser Einreichung erhältlich
von der Minnesota Mining and Manufacturing Company, St. Paul, MN)
von Hand gespendet, indem das Band gerade nach unten über die
Spenderklinge gezogen wurde. Die Probekörper, die so erhalten wurden,
wurden auf ein Mikroskopier-Glasplättchen aufgebracht, um Bilder
der abgetrennten Ränder
zu erhalten. Die Photographien wurden unter Benutzung eines Lichtmikroskops
Olympus BHSM Type BH-2, im Handel erhältlich von Leeds Precision
Instruments, Inc., Minneapolis, MN, erhalten. Die Photographien
wurden mittels reflektierten Lichts und eines Sofortbild-Schwarzweißfilmes
Polaroid Typ 57 mit einem ASA-Wert von 3.000 erhalten. Jedes Bild enthält eine
2-mm-Skala als Bezug. 11 ist ein Rand einer Folie
der vorliegenden Erfindung, die wie oben beschrieben abgetrennt
wurde, während 12 der
Rand einer Folie des Standes der Technik ist, die ebenfalls wie
oben beschrieben abgetrennt wurde.
-
Glanz-Prüfverfahren
-
Der
Glanz von Beispiel-Folienkonstruktionen wurde gemäß ASTM D2457-97
gemessen. Der Glanzmesser, der zur Messung benutzt wurde, war ein
Haze-Gloss Reflectometer, Kat.-Nr. 4601, erhältlich von BYK-Gardner USA
aus Columbia, MD. Probekörper
mit einer Größe von 15
cm mal 15 cm wurden aus den Folienbahnen ausgeschnitten, derart,
dass kein Öl,
Schmutz, Staub oder Fingerabdrücke
in dem zu messenden Abschnitt gegenwärtig waren. Die Probekörper wurden
dann von Hand auf dem Probenträgertisch
des Trübungs-Glanz-Reflektometers angebracht,
und die Messung wird unter einem Einfallswinkel des Lichtes von 60° durchgeführt.
-
Prozentuale
Flächenbedeckung
durch Bleistift
-
Die
prozentuale Flächenbedeckung
durch Bleistift wurde wie folgt bestimmt: Eine Beschriftungsmaschine
wurde benutzt, um mit einem Bleistift unter einem Winkel von 60
Grad mit hinzugefügten
Gewichten auf einer Probe zu schreiben. Dann wurde eine quantitative
Bildanalyse durchgeführt,
um die prozentuale Flächenbedeckung
der Bleistiftmine zu bestimmen. Die Ergebnisse der prozentualen
Flächenbedeckung
durch den Bleistift sind in Tabelle 9 gezeigt. Zum Vergleich: Die
prozentuale Flächenbedeckung
durch Bleistift auf Celluloseacetat beträgt 0,9 % und auf Papier 0,4
%.
-
Prüfverfahren
für die
prozentuale Gesamtlichtdurchlässigkeit
-
Die
prozentuale Gesamtlichtdurchlässigkeit
von Beispiel-Folienkonstruktionen wurde gemäß ASTM D1003-97 gemessen. Die
Messungen wurden unter Benutzung eines Haze-Gard Plus, Kat.-Nr.
4725, erhältlich von
BYK-Gardner USA
aus Columbia, MD, durchgeführt.
Probekörper
mit einer Größe von 15
cm mal 15 cm wurden aus den Folienbahnen ausgeschnitten, derart,
dass kein Öl,
Schmutz, Staub oder Fingerabdrücke
in dem zu messenden Abschnitt gegenwärtig waren. Die Probekörper wurden
dann von Hand über
der Trübungsöffnung des
Trübungsmessers
angebracht, und die Messung wurde eingeleitet. Zehn Wiederholungsmessungen
der prozentualen Gesamtlichtdurchlässigkeit wurden vorgenommen,
und der Durchschnitt dieser zehn Messungen wurde hierin als der
Durchlässigkeitswert
angegeben.
-
Rasterelektronenmikroskopie
(REM)
-
Rasterelektronenmikroskopie-(REM)-Bilder
der Folienoberfläche
wurden unter Benutzung eines Rasterelektronenmikroskops Hitachi
S-530 angefertigt. Die Elektronenstrahlenergie betrug 20 kV. Die
Vergrößerung war
150fach.
-
Herstellung
von Beispielen
-
Die
Polymerharze, die für
sekundäre
und primäre
Schichten der Folien der Beispiele 1 bis 49 benutzt wurden, sind
in Tabelle 1 aufgeführt,
und die Beispiele 50 bis 55 sind in Tabelle 6 aufgeführt. Die
Schichtverhältnisse
(gewichtsbezogen), die benutzt wurden, sind in Tabelle 2 und 7 aufgeführt. Die
Dicke der primären Schicht
wurde in allen Fällen
konstant bei etwa 80 der Gesamtfoliendicke gehalten, mit Ausnahme
bei den Beispielen 21 und 22, in denen die Dicke der primären Schicht
etwa 90 % betrug.
-
Simultanes
Streckverfahren
-
Simultan
biaxial orientierte, mehrschichtige Folien, wie in den Beispielen
1 bis 43 dargelegt, wurden unter Benutzung des Verfahrens hergestellt,
das in den US-Patentschriften
Nr. 4,675,582, 4,825,111, 4,853,602, 5,036,262, 5,051,225 und 5,072,493
beschrieben ist. Das simultane Streckverfahren wurde in einer Simultanstreckvorrichtung,
gebaut von Brückner
Maschinenbau, Seigsdorf, Deutschland, durchgeführt.
-
In
Beispiel 1 bestand die mehrschichtige Folie aus etwa 80 % Propylen-Copolymer
G in der primären Schicht,
mit etwa 20 % Propylen-Homopolymer B in den sekundären Schichten
(etwa 10 % auf jeder Seite der primären Schicht). Für die primäre Schicht
wurde spezifisch ein Berstorff-6,0-cm-Doppelschneckenextruder benutzt,
um eine stabile Schmelze mit einer Schmelzetemperatur von etwa 202 °C bis 265 °C zu erzeugen.
-
Für die sekundären Schichten
wurde ein HPM-4,45-cm-Einschneckenextruder
benutzt, um eine stabile Schmelze mit einer Schmelzetemperatur von
etwa 195 °C
bis 245 °C
zu erzeugen.
-
Die
Schmelzen wurden zu einer 3-Schichten-Coextrusiondüse von Cloeren,
ausgestattet mit einem Selektorgehäuse, überführt. In den Beispielen Bsp.
1 bis Bsp. 20 und Bsp. 27 bis Bsp. 43 wurde ein „ABA"-Selektorhahn installiert, so dass die
Polymerschmelze „A" aus dem HPM-Extruder
durch Kanäle
strömte,
derart, dass sie Schmelze „B" aus dem Berstorff-Extruder
sandwichartig einfasste, somit intern ein dreischichtiges sekundär/primär/sekundäres oder „ABA"-Sandwich von Schmelzen
bildete, und diese dreischichtige Schmelze wurde dann durch eine
Schlitzdüse
extrudiert und auf ein wassergekühltes
Gießrad
aus Stahl, das sich mit etwa 4,7 bis 6,8 Metern pro Minute drehte
und unter Benutzung eines inneren Wasserkreislaufs und durch Eintauchen
des Gießrades
in einem Wasserbad auf einer Temperatur in dem Bereich von 20 °C bis 30 °C gehalten wurde.
Die gegossene Folienbahn wies eine Breite von etwa 35 cm und eine
Dicke von etwa 0,15 bis 0,20 cm auf.
-
In
den Beispielen Bsp. 21 und 22 war ein „ABB"-Selektorhahn installiert, derart, dass
die Polymerschmelze „A" aus dem HPM-Extruder
durch einen Außenkanal
strömte.
Die Schmelze „B" aus dem Berstorff-Extruder
wurde zu der primären
und zu einer der Seiten geleitet, derart, dass intern ein dreischichtiges „A/B/B"-Sandwich aus Schmelzen gebildet wurde,
und diese dreischichtige Schmelze wurde dann durch eine Schlitzdüse extrudiert.
Das Gießen
wurde durchgeführt,
wie bereits beschrieben.
-
In
den Beispielen Bsp. 23 bis 26 wurden mehrschichtige Folien mit einer
fünfschichtigen
Konstruktion hergestellt. Die Konstruktion kann als eine „ACBCA"-Konstruktion bezeichnet
werden, wobei die sekundären Schichten „A" aus Polymer(en)
bestehen, das (die) durch das HPM-Extruder extrudiert wurde(n),
wie oben beschrieben, und die primäre Schicht „B" aus Polymer(en) besteht, das (die)
durch das Berstorff-Extruder extrudiert wurde(n), wie oben beschrieben.
Die Schichten „C" bestanden aus Polymer(en),
das (die) durch ein 3,8-cm-Einschneckenextruder
von Davis Standard, Modell DS15, extrudiert wurde(n). Stabile Schmelzen
mit Schmelzetemperaturen von etwa 250 °C wurden erzeugt. Selektorhähne wurden
installiert, derart, dass zuerst die Polymerschmelze „C" zu jeder Seite des
Schmelzestroms des Polymers „B" geleitet wurde,
um einen mehrschichtigen „CBC"-Schmelzestrom zu
bilden; dann wurde die Polymerschmelze „A" zu jeder Seite dieses mehrschichtigen „CBC"-Polymerschmelzestroms
geleitet. Der resultierende schichtartige Schmelzestrom „ACBCA" trat dann aus der
Düse aus,
und das Gießen
auf ein wassergekühltes
Gieß rad
aus Stahl wurde durchgeführt,
wie bereits beschrieben. Die Polymerkomponenten, welche die Schichten „A", „B" und „C" umfassen, sind in
Tabelle 1 und 2 identifiziert.
-
Die
gegossene Folienbahn wurde durch eine Reihe von IR-Heizelementen geführt, die
auf etwa 600 °C
eingestellt waren, um die gegossene Folie vor dem simultanen Strecken
in dem Streckwerkofen vorzuwärmen.
Die gegossene und vorgewärmte
Folie wurde unverzüglich
simultan in Längs-(MD)-
und Quer-(TD)-Richtung gestreckt, um biaxial orientierte Folie herzustellen.
End-Flächenstreckverhältnisse
von etwa 45:1 bis etwa 75:1 wurden benutzt. Die MD- und TD-Verhältnisse
wurden bei etwa 7,5 bis 8,0 X für
die MDR und bei etwa 7,0 X für
die TDR gehalten, derart, dass die Folien in beiden, der MD und
der TD, entweder um etwa den gleichen Betrag oder vorzugsweise mehr
in der MD als in der TD gestreckt wurden.
-
Die
Temperatureinstellungspunkte des Streckwerkofens, die in den Vorwärm-, Streck-
und Temperabschnitten des Streckwerks für jedes Beispiel benutzt wurden,
sind in Tabelle 3 aufgeführt.
Für Bsp.
1 waren die Vorwärmzonen
in dem Streckwerk auf etwa 207 °C
eingestellt; die Streckzonen waren auf etwa 175 °C eingestellt, und die Temperzonen
waren auf etwa 130 °C
eingestellt. Die Folien waren etwa 0,030 mm dick, und die Spaltbreiten
betrugen etwa 127 cm. Aufwickelgeschwindigkeiten von etwa 45 Metern
pro Minuten wurden benutzt. Die Folie wurde unter Benutzung einer
Rasierklingen-Schneidevorrichtung, ausgestattet mit neuen Klingen,
in der Maschinenrichtung und der Querrichtung auf zum Prüfen nützliche
Probenbreiten geschnitten (offline). Die mechanischen Eigenschaften
der Folien sind in Tabelle 4 dargestellt. Die Daten der Molekülorientierung
sind in Tabelle 5a und 5b angegeben.
-
Sequentielles Streckverfahren
-
Die
Beispiele 44 bis 48 (Bezugsbeispiele) wurden wie folgt hergestellt.
-
In
Beispiel 44 bestand die mehrschichtige Folie aus etwa 80 % Propylen-Copolymer
G in der primären Schicht
und etwa 20 % Propylen-Homopolymer B (PP-B) in den sekundären Schichten
(etwa 10 % auf jeder Seite der primären Schicht), bezogen auf den
Ausstoß der
drei Extruder. Das primäre
Polymer wurde einem 4,45-cm-Einschneckenextruder,
hergestellt von H. P. M., Mt. Gilead, Ohio, zugeführt. Das
Polymer der sekundären
Schicht auf einer der Seiten (die Seite, die mit dem Gießrad in
Berührung
kam) der primären
wurde einem 2,54-cm-Einschneckenextruder, hergestellt von Davis-Standard, Pawtucket,
CT (Modell-Nr. D5-10-HM15), zugeführt. Das Polymer der sekundären Schicht
auf der anderen Seite der primären
(die Seite, die nicht mit dem Gießrad in Berührung kam) wurde einem 3,18-cm-Einschneckenextruder,
hergestellt von Brabender, S. Hackensack, NJ (Typ D-51 mit Steuerung
vom Typ SP-T2504D),
zugeführt.
Die Polymere wurden unter Benutzung von Einstellungspunkten der
Extruderzylinderzonenheizung von etwa 194 °C bis etwa 240 bis 260 °C auf etwa
252 °C erwärmt. Die
Schmelzen wurden zu einem Zufuhrblock überführt, intern ein dreischichtiges
sekundär/primär/sekundäres Sandwich
aus Schmelzen bilden lassen, und dieses Sandwich wurde dann durch
eine 17,8-cm-Breitschlitzdüse extrudiert.
Das dreischichtige Extrudat wurde auf ein sich drehendes glattes
Gießrad
aus Stahl gegossen, das durch ein Umlaufwasserbad, in das ein Teil
des Rades eintauchte, auf etwa 60 °C gehalten wurde. Die Gießradtemperatur
wurde ebenfalls durch Umlaufwasser von Umgebungstemperatur (60 °C) beibehalten.
-
Die
gegossene Folie wurde über
einen Satz von Walzen geführt,
die intern auf 125 °C
erwärmt
wurden, und auf ein Streckverhältnis
von etwa 5:1 in die Längs-
oder Maschinenrichtung (MD) gestreckt. Die in die MD gestreckte
Folienbahn wurde danach am Rand von einer Reihe von Kluppen an divergierenden
Streckwerkschienen ergriffen und auf ein End-TD-Streckverhältnis von
etwa 9:1 in der Kreuz- oder Querrichtung (TD) gestreckt. Die spezifischen
Streckbedingungen und die Streckwerktemperaturbedingungen sind in
Tabelle 3 aufgeführt.
Die resultierende biaxial gestreckte Folie wurde auf Raumtemperatur
abgekühlt,
ihre Ränder
durch Schneiden mittels Rasierklingen beschnitten, und wurde mit
etwa 10 Metern pro Minute auf eine Hauptrolle gewickelt. Die Folien
waren etwa 0,028 bis 0,038 mm dick, und die Schnittbreiten betrugen
etwa 25 bis 30 cm. Die Folie wurde unter Benutzung einer Rasierklingen-Schneidevorrichtung,
ausgestattet mit neuen Klingen, in der Maschinenrichtung und der
Querrichtung auf zum Prüfen
nützliche
Probenbreiten geschnitten. Die Folieneigenschaften sind in Tabelle
4 dargestellt. Die Daten der Molekülorientierung sind in Tabelle
5a und 5b angegeben.
-
Abschnitt
Ergebnisse und Erörterung
-
Die
Beispiele 44 bis 48 (Bezugsbeispiele) wurden unter Benutzung eines
sequentiellen Orientierungsverfahrens hergestellt. Dieses Verfahren
ist für
die Zwecke der vorliegenden Erfindung typischerweise weniger geeignet,
da die sequentiellen Beispiele übermäßige Dehnung
in der MD und hohe Werte der Durchstoßenergie aufweisen, wie bestimmt
mittels WAXS- und Doppelbrechungsmessungen. Beispiel 47, obwohl
es einen niedrigen Wert der Durchstoßenergie aufwies, wies auch
eine sehr große
Dehnung auf, die verursacht, dass sich diese Probe unter Benutzung
eines typischen Klebstoffband-Spenders streckt und verformt und
schwierig zu schneiden ist.
-
Beispiel
1 und 2 sind Beispiele für
Folien, die eine wünschenswerte
Schmelzpunktdifferenz zwischen den sekundären Schichten und der primären Schicht
sowie eine sachgerechte Orientierung aufwiesen. Diese Beispiele
wiesen niedrige Durchstoßenergie
und Zugdehnung auf und ließen
sich an der Klinge von handelsüblichen
Klebstoffband-Spendern leicht abtrennen. Außerdem ließen sich diese Beispiele leicht
von Hand durchreißen,
sogar wenn sie unter Benutzung von scharfen Rasierklingen am Rand
beschnitten waren.
-
Beispiel
3 ist eine Folie mit sachgerechter Orientierung, aber unangemessener
Differenz der Schmelzpunkte zwischen den sekundären Schichten und der primären Schicht.
Dies ließ eine
Folie mit unerwünscht hoher
Durchstoßenergie
und Zähigkeit
entstehen, was es schwierig macht, sie unter Benutzung handelsüblicher
Klebstoffband-Spender zu abzutrennen.
-
Beispiel
12 enthielt ein Keimbildungsmittel in der primären Schicht, das der Folie
Klarheit und verbesserte Steifigkeit verlieh. Typischerweise ist
eine Folie mit großer
Steifigkeit oder Modul in einer herkömmlichen Vorrichtung zur Handhabung
von Bahnen leichter zu handhaben.
-
Die
Beispiele 15 bis 20 wiesen in der sekundären Schicht abgemischte Harze
auf, deren Hauptkomponente eine angemessene Schmelzpunktdifferenz
zu dem Polymer der primären
Schicht aufweist. Die Einbindung von niedriger schmelzenden oder
sogar von Harzen der primären
Schicht in sekundäre
Schichten verbesserte die Haftung zwischen Außenhaut- und primären Schichten,
unterstützte
die Verarbeitbarkeit oder verbesserte die Klarheit.
-
Beispiel
21 und 22 beschreiben zweischichtige Konstruktionen mit sachgerechter
Orientierung und ausreichender Schmelzpunktdifferenz zwischen den
Außenhaut-
und primären
Schichten, um für
niedrige Werte der Durchstoßenergie
zu sorgen. Solche Folien können
in bestimmten Verpackungsanwendungen und in Trägerbändern in Fällen nützlich sein, in denen die Spannung,
die während
der Verarbeitung auftritt, oder das Abwickeln von Rollen groß genug
ist, um eine teilweise Delaminierung einer zusätzlichen Schicht, falls vorhanden,
zu verursachen.
-
Die
Beispiele 23 bis 26 zeigten fünfschichtige
Folienkonstruktionen, in die eine Bindeschicht eingebunden wurde,
um die Haftung zwischen Schichten sowie die Gesamtfolieneigenschaften
nach Wunsch zu modifizieren. Solche Bindeschichten waren in ausreichend
kleinen Mengen gegenwärtig,
derart, dass sie sehr wenig zu dem mechanischen Gesamtfolienverhalten
beitrugen.
-
Die
Beispiele 28 bis 30 zeigten die Auswirkung des Harzabmischens in
der primären
Schicht, insbesondere die Auswirkung der Zugabe von in höherem Maße kristallinem
isotaktischem Polypropylen. In diesen Fällen erlangten die Folien Steifigkeit
auf Kosten steigender Durchstoßenergie,
waren jedoch nützlich
zum Schaffen einer stabileren Handhabung von Bahnenmaterial in nachfolgenden
Verarbeitungsvorgängen.
-
Die
Beispiele 32, 33 und 35 wurden simultan biaxial gestreckt, derart,
dass ein verringertes MD-Streckverhältnis von 5,5 erzeugt wurde. Überraschenderweise
bewahrten diese Fälle,
obwohl sie eine Vergrößerung der
Zugdehnung aufwiesen, dennoch niedrige Durchstoßenergiewerte und waren leicht
abtrennbar oder von Hand durchreißbar. Wie in Tabelle 5b dargestellt,
wies die Molekülorientierung,
die für
diese Beispiele gemessen wurde, einen leichten Quercharakter auf,
der die Durchstoßenergie
oder Nützlichkeit
solcher Trägerbänder überraschenderweise
nicht stark beeinflusst. Dies war in den Beispielen C-1 bis C-5
nicht der Fall, die einen hohen negativen Wert der Doppelbrechung
und anschließend
hohe Zugdehnung in der MD und in den meisten Fällen hohe Werte der Durchstoßenergie
zusammen mit unebenen oder verzogenen Trennrändern aufwiesen, wenn sie unter
Benutzung handelsüblicher
Klebstoffband-Spender
gespendet wurden.
-
Die
Beispiele 39, 40, 42 und 43, zusammen mit den Beispielen 38 und
41, veranschaulichen die Auswirkung der Zugabe von klebrigmachenden
Kohlenwasserstoffharzen zu der primären Schicht der Folie. Wie diese
Fälle zeigen,
verbesserten die klebrigmachenden Harze gewöhnlich die Durchstoßenergie
und verringerten die Reißspannungswerte.
Diese Beispiele waren außerdem
merklich steifer als die Vergleichsbeispiele, die ohne klebrigmachende
Harze hergestellt waren. Wie an früherer Stelle erwähnt, sind
steifere Folien hinsichtlich nachfolgender Handhabungsvorgänge für Bahnenmaterial
oftmals weicheren Folien vorzuziehen. Solche Harze werden der primären Schicht
vorzugsweise zugegeben, um die Migration oder das Bluten zu Oberflächen hin
zu verhindern, wo diese die Neigung vergrößern können, dass benachbarte Folienschichten aneinanderhaften.
Tabelle
3 – Verarbeitungsbedingungen
- *MDR:
Streckverhältnis
in Maschinenrichtung
Tabelle
4 – Folieneigenschaften
in Maschinenrichtung Tabelle
5a Orientierungseigenschaften
der Folien WAXS-Streuung in der Ebene (110) Tabelle
5b Orientierungseigenschaften
der Folien (Brechungsindex)
-
Die
Beispiele 44 bis 48 sind Bezugsbeispiele.
-
Sequentielles
Streckverfahren
-
Die
Beispiele 50 bis 55 wurden wie folgt hergestellt:
-
Beispiel 50:
-
Eine
dreischichtige Folienkonstruktion wurde hergestellt. Die Konstruktion
kann als eine „ABC"-Konstruktion bezeichnet
werden, wobei „C" die Oberflächenschicht
(die Seite, die nicht mit dem Gießrad in Berührung kam), „B" die Kernschicht
und „A" die zweite Oberflächenschicht
(die Seite, die mit dem Gießrad
in Berührung
kam) sind. Die dreischichtige Folie wurde unter Benutzung eines
Coextrusionsverfahrens mit einer Flachfoliendüse hergestellt.
-
Die
Polymere, die in Schicht A, B und C benutzt wurden, sind in Tabelle
6 beschrieben. Schicht B und Schicht A umfassen Polymer PP1. Die
Oberflächenveredelungsschicht
(Schicht C) umfasst ein Blend von 20/40/40 CC/PP2/HDPE2, wie in
Tabelle 7 beschrieben. Das Blend wurde durch Einspeisen von 1,4
kg/h CC, 2,7 kg/h PP2 und 2,7 kg/h HDPE2 in ein Extruder mit gleichsinnig
rotierenden 27-mm-Doppelschnecken, hergestellt von Leistritz, Somerville,
NJ, hergestellt. Das Blend wurde auf etwa 230 °C erwärmt, wobei Einstellungspunkte
der Zylinderzonenheizung von etwa 195 °C bis 230 °C benutzt wurden. Das Blend
wurde durch eine Strangdüse
extrudiert, und die Stränge
wurden durch ein Wasserbad geführt,
das auf einer Temperatur von etwa 15 °C gehalten wurde. Die Stränge wurden
dann unter Benutzung eines Rotationsmessers zu Pellets zerkleinert.
-
Das
Polymer der Kernschicht (Schicht B) wurde in ein 4,45-cm-Einschneckenextruder,
hergestellt von H.P.M., Mt. Gilead, OH, eingespeist. Das Polymerblend
der Oberflächenschicht
(Schicht C) wurde in ein 3,18-cm-Einschneckenextruder,
hergestellt von Brabender, S. Hackensack, NJ, eingespeist. Das Polymer
der zweiten Oberflächenschicht
(Schicht A) wurde in ein 2,54-cm-Einschneckenextruder,
hergestellt von Davis-Standard, Pawtucket, CT, eingespeist. Die
Polymere wurden auf etwa 250 °C
erwärmt,
wobei Einstellungspunkte der Extruderzylinderzonenheizung von etwa
194 °C bis
250 °C benutzt
wurden. Die Polymerschmelzen wurden zu einem Dreischichten-Feedblock
und dann zu einer 17,8 cm breiten Breitschlitzdüse überführt, beide hergestellt von
Cloeren Inc., Orange, TX. Eine dreischichtige Folienbahn mit einer
Dicke von 1,37 mm wurde auf ein sich drehendes glattes Gießrad aus
Stahl gegossen und auf etwa 50 °C
gehalten. Die Folienbahn wird dann in ein Wasserbad von 20 °C getaucht.
-
Die
gegossene Folie wurde erwärmt,
indem sie über
einen Satz von Walzen, die intern auf 120 °C erwärmt waren, geführt wurde,
und wurde dann in der Längs-
oder Maschinenrichtung (MD) auf ein Streckverhältnis von etwa 5:1 gestreckt.
Die in die MD gestreckte Folienbahn wurde danach an den Rändern von
einer Reihe von Kluppen an divergierenden Streckwerkschienen ergriffen
und in der Kreuz- oder Querrichtung (TD) auf ein End-TD-Streckverhältnis von
etwa 9:1 gestreckt. Die spezifischen Streckbedingungen und Streckwerk-Temperaturbedingungen
sind in Tabelle 8 aufgeführt.
Die resultierende biaxial gestreckte Folie wurde auf Raumtemperatur
abgekühlt,
ihre Ränder
durch Schneiden mit einer Rasierklinge beschnitten, und wurde dann mit
etwa 10 Metern pro Minute auf eine Hauptrolle gewickelt. Die Folie
ist etwa 0,030 mm dick, wobei die Kernschicht (B) eine Dicke von
etwa 0,021 mm und jede Oberflächenschicht
eine Dicke von etwa 0,0045 mm aufweist. Die Folieneigenschaften
sind in Tabelle 9 dargestellt. Die REM, die in 13 dargestellt
ist, veranschaulicht eine Oberfläche,
die im Wesentlichen frei von Fehlstellen und Rissen ist. Die REM
zeigt auch eine Vielzahl von Graten auf der Oberfläche der
Folie, die eine Oberfläche
mit geringem Glanz erzeugt.
-
Beispiel 51:
-
Beispiel
50 wurde wiederholt. Das Blend, das in Schicht C benutzt wurde,
umfasste ein Blend von 20/40/40 CC/RCP3/HDPE2, wie in Tabelle 7
beschrieben. Das Polymer, das in Schicht B benutzt wurde, umfasste
RCP1. Die Verarbeitungsbedingungen, die benutzt wurden, um dieses
Beispiel herzustellen, sind in Tabelle 8 gezeigt. Die Folieneigenschaften
sind in Tabelle 9 dargestellt. Die REM, die in 14 gezeigt
ist, veranschaulicht eine Oberfläche,
die im Wesentlichen frei von Fehlstellen und Rissen ist, und eine
Vielzahl von Graten auf der Oberfläche der Folie, die eine Oberfläche mit
geringem Glanz erzeugt.
-
Beispiel 52:
-
Beispiel
51 wurde wiederholt. Die Strecktemperatur, T2, wurde auf 142 °C gesenkt.
Die Folieneigenschaften sind in Tabelle 9 dargestellt. Die REM,
die in 15 gezeigt ist, veranschaulicht
eine Oberfläche,
die im Wesentlichen frei von Fehlstellen und Rissen ist, und eine
Vielzahl von Graten auf der Oberfläche der Folie, die eine Oberfläche mit
geringem Glanz erzeugt.
-
Beispiel 53:
-
Beispiel
52 wurde wiederholt, wobei das Blend, das in Schicht C benutzt wurde,
ein Blend von 20/40/40 CC/RCP2/HDPE umfasste, wie in Tabelle 7 beschrieben.
Das statistische Polymer, das in dem Blend benutzt wurde, wies einen
Schmelzindex von 4 g/10 min auf. Die Trübungs- und Glanzwerte dieses
Beispiels erreichten die gewünschten
Werte der vorliegenden Erfindung nicht, wie in Tabelle 9 gezeigt.
Die REM, die in 16 gezeigt ist, veranschaulicht
eine Oberfläche,
die im Wesentlichen frei von Fehlstellen und Rissen ist. Die Folienoberfläche wies
jedoch keine Vielzahl von Graten auf, was eine Folie mit einem Glanzwert
außerhalb des
Umfangs der vorliegenden Erfindung ergab.
-
Beispiel 54:
-
Beispiel
50 wurde mit einer niedrigeren Strecktemperatur, T2, wiederholt,
wie in Tabelle 8 beschrieben. Das Polymer, das in Schicht B benutzt
wurde, umfasste RCP1, wie in Tabelle 7 gezeigt. Die Strecktemperatur war
niedriger als der Schmelzpunkt des Polypropylens, das in dem Blend
der Schicht C benutzt wurde. Die Eigenschaften der Folie entsprachen
nicht den gewünschten
Werten, die in Tabelle 9 gezeigt sind. Es war eine große Anzahl
von Fehlstellen des Polymers vorhanden, welche die Calciumcarbonatteilchen
der Oberflächenschicht
umgaben, wie in dem REM von 17 offensichtlich
ist. Es war nicht möglich,
mit der Bleistiftmine auf der matten Oberfläche der Folie ohne Kratzen
und Entfernen der matten Oberflächenschicht
zu schrei ben.
-
Beispiel 55:
-
Beispiel
50 wurde wiederholt, wobei das Blend, das in Schicht C benutzt wurde,
ein Blend von 20/40/40 CC/PP2/HDPE1 umfasste, wie in Tabelle 7 beschrieben.
Das Polyethylen mit hoher Dichte, das in dem Blend benutzt wurde,
wies einen Schmelzindex von 7 g/10 min auf. Die Trübungs- und
Glanzwerte dieses Beispiels erreichten die gewünschten werte der vorliegenden
Erfindung nicht, wie in Tabelle 9 gezeigt. Die REM, die in 18 dargestellt
ist, zeigt eine Oberfläche,
die im Wesentlichen frei von Fehlstellen und Rissen war. Die Folienoberfläche wies
jedoch keine Vielzahl von Graten auf, was eine Folie mit einem Glanzwert
außerhalb
des Umfangs der vorliegenden Erfindung ergab.
-
Simultanes
Streckverfahren
-
Simultan
biaxial orientierte, mehrschichtige Folien, wie in den Beispielen
56 und 57 dargelegt, wurden unter Benutzung des Verfahrens hergestellt,
das in den US-Patentschriften
Nr. 4,675,582, 4,825,111, 5,853,602, 5,036,262, 5,051,225, und 5,072,493
beschrieben ist. Das simultane Streckverfahren wurde auf einer Simultan-Streckvorrichtung,
gebaut von Brückner
Maschinenbau, Seigsdorf, Deutschland, durchgeführt.
-
Beispiel 56:
-
Eine
dreischichtige Folienkonstruktion wurde hergestellt. Die Konstruktion
kann als eine „ABC"-Konstruktion bezeichnet
werden, wobei „C" die sekundäre Schicht
(die Seite, die nicht mit dem Gießrad in Berührung kam), „B" die primäre Schicht
und „A" die Oberflächenveredelungsschicht
(die Seite, die mit dem Gießrad in
Berührung
kam) sind. Die dreischichtige Folie wurde unter Benutzung eines
Coextrusionsverfahrens mit einer Flachfoliendüse hergestellt.
-
Die
Materialien, die in Schicht A, B und C benutzt wurden, sind in Tabelle
6 beschrieben. Die Folienkonstruktion ist in Tabelle 7 beschrieben.
-
Die
Schicht C umfasst ein Blend von 20/40/40 CC/RCP3/HDPE2. Das Blend
wurde durch Einspeisen von 20 kg/h CC, 40 kg/h RCP3 und 40 kg/h
HDPE2 in ein Extruder mit gleichsinnig rotierenden 50-mm-Doppelschnecken,
hergestellt von APV, Grand Rapids, MI, hergestellt. Das Blend wurde
auf etwa 230 °C
erwärmt, wobei
Einstellungspunkte der Zylinderzonenheizung von etwa 190 °C bis 230 °C benutzt
wurden. Das Blend wurde durch eine Strangdüse extrudiert, und die Stränge wurden
durch ein Wasserbad geführt,
das auf einer Temperatur von etwa 15 °C gehalten wurde. Die Stränge wurden
dann unter Benutzung eines Rotationsmessers zu Pellets zerkleinert.
-
Die
Polymere der Kernschicht (Schicht B) wurden in ein Extruder mit
gleichsinnig rotierenden 6,0-cm-Doppelschnecken, hergestellt von
Berstorff, Hannover, Deutschland, eingespeist. Das Blend der Oberflächenschicht
(Schicht C), wie oben hergestellt, wurde in ein 3,81-cm-Einschneckenextruder,
hergestellt von Davis-Standard,
Pawtucket, CT, eingespeist. Das Polymer der zweiten Oberflächenschicht
(Schicht A) wurde in ein 4,45-cm-Einschneckenextruder, hergestellt
von H. P. M., Mt. Gilead, OH, eingespeist. Die Polymere wurden auf
etwa 250 °C
erwärmt,
wobei Einstellungspunkte der Zylinderzonenheizung von etwa 190 °C bis 250 °C benutzt
wurden, was einen stabilen Schmelzestrom erzeugte.
-
Die
Schmelzen wurden zu einer 3-Schichten-Coextrusionsdüse von Cloeren,
ausgestattet mit einem Selektorgehäuse und einem „ABC"-Selektorhahn, überführt, derart,
dass ein dreischichtiges „A/B/C"-Sandwich aus Polymerschmelze
durch eine Schlitzdüse
extrudiert und auf ein wassergekühltes
Gießrad
aus Stahl, das sich mit etwa 5,0 Metern pro Minute drehte, gegossen
wurde. Das Gießrad
wurde durch Benutzung eines inneren Wasserkreislaufs und durch Eintauchen
des Gießrades
in einem Wasserbad auf einer Temperatur von etwa 20 °C gehalten.
-
Die
gegossene Folienbahn wurde durch eine Reihe von IR-Heizelementen geführt, die
auf etwa 500 °C
eingestellt waren, um die gegossene Folie vor dem simultanen Strecken
in dem Streckwerkofen vorzuwärmen.
Die gegossene und vorgewärmte
Folie wurde sofort simultan in die Längs-(MD)- und die Quer-(TD)-Richtung
gestreckt, um biaxial orientierte Folie herzustellen. Es wurde ein
End-Flächenstreckverhältnis von
etwa 49:1 benutzt. Das MD- und das TD-Verhältnis wurden nahezu konstant
bei etwa 7,5 für
die MDR und etwa 6,5 bis 7,0 für
die TDR gehalten, derart, dass die Folie entweder in beiden, der
MD und der TD, um etwa den gleichen Betrag oder vorzugsweise stärker in
der MD als in der TD gestreckt wurde.
-
Die
Temperatureinstellungspunkte des Streckwerkofens, die in den Vorwärmzonen
benutzt wurden, betrugen 176 °C,
in den Streckzonen 140 °C
und in den Temperzonen 130 °C,
wie in Tabelle 8 angegeben. Die Folie war etwa 0,035 mm dick, und
die Spaltbreiten betrugen etwa 127 cm. Die Folie wurde mit Geschwindigkeiten
von etwa 37,5 Metern pro Minute aufgewickelt. Die Folie wurde unter
Benutzung einer Rasierklingen-Schneidevorrichtung, ausgestattet
mit neuen Klingen, in der Maschinenrichtung auf zum Prüfen nützliche Probenbreiten
geschnitten (offline).
-
Die
Folieneigenschaften sind in Tabelle 9 dargestellt. Dieses Beispiel
weist eine niedrige Durchstoßenergie
und Zugdehnung auf und ließ sich
an der Klinge von handelsüblichen
Klebstoffband-Spendern leicht abtrennen. Außerdem ließ sich dieses Beispiel leicht
von Hand durchreißen,
sogar wenn es unter Benutzung schar fer Rasierklingen an den Rändern beschnitten
war. Die REM, die in 19 dargestellt ist, veranschaulicht
eine Oberfläche,
die im Wesentlichen frei von Fehlstellen und Rissen ist. Die REM
zeigt auch eine Vielzahl von Graten auf der Oberfläche der
Folie, die eine Oberfläche
mit geringem Glanz erzeugt.
-
Beispiel 57:
-
Beispiel
56 wurde wiederholt. Die Vorwärmtemperatur,
T1, wurde auf 180 °C
erhöht;
die Strecktemperatur, T2, wurde auf 142 °C erhöht, und die Tempertemperatur,
T3, wurde auf 145 °C
erhöht.
Die Folieneigenschaften sind in Tabelle 7 dargestellt. Dieses Beispiel
weist eine niedrige Durchstoßenergie
und Zugdehnung auf und ließ sich
an der Klinge von handelsüblichen
Klebstoffband-Spendern
leicht abtrennen. Außerdem
ließ sich
dieses Beispiel leicht von Hand durchreißen, sogar wenn es unter Benutzung
scharfer Rasierklingen an den Rändern
beschnitten war. Die REM, die in
20 dargestellt
ist, veranschaulicht eine Oberfläche,
die im Wesentlichen frei von Fehlstellen und Rissen ist, und eine
Vielzahl von Graten auf der Oberfläche der Folie, die eine Oberfläche mit
geringem Glanz erzeugt. Tabelle
6: Material-Identifizierung
- *
Schmelzindex (MFR) gemessen mit 2,16 kg und 230 °C
Tabelle
7: Folienkonstruktion Tabelle
8: Verarbeitungsbedingungen
-
Verschiedene
Modifikationen und Änderungen
dieser Erfindung werden dem Fachmann offensichtlich werden, ohne
den Umfang und die Prinzipien dieser Erfindung zu verlassen, und
es versteht sich, dass diese Erfindung nicht ungebührlich auf
die veranschaulichenden Ausführungsformen,
die hierin oben dargestellt sind, eingeschränkt werden soll. Alle Veröffentlichungen
und Patentschriften sind durch Bezugnahme in demselben Maße hierin
eingebunden, als ob für
jede einzelne Veröffentlichung
oder Patentschrift spezifisch und einzeln angezeigt wäre, dass
sie durch Bezugnahme eingebunden ist.
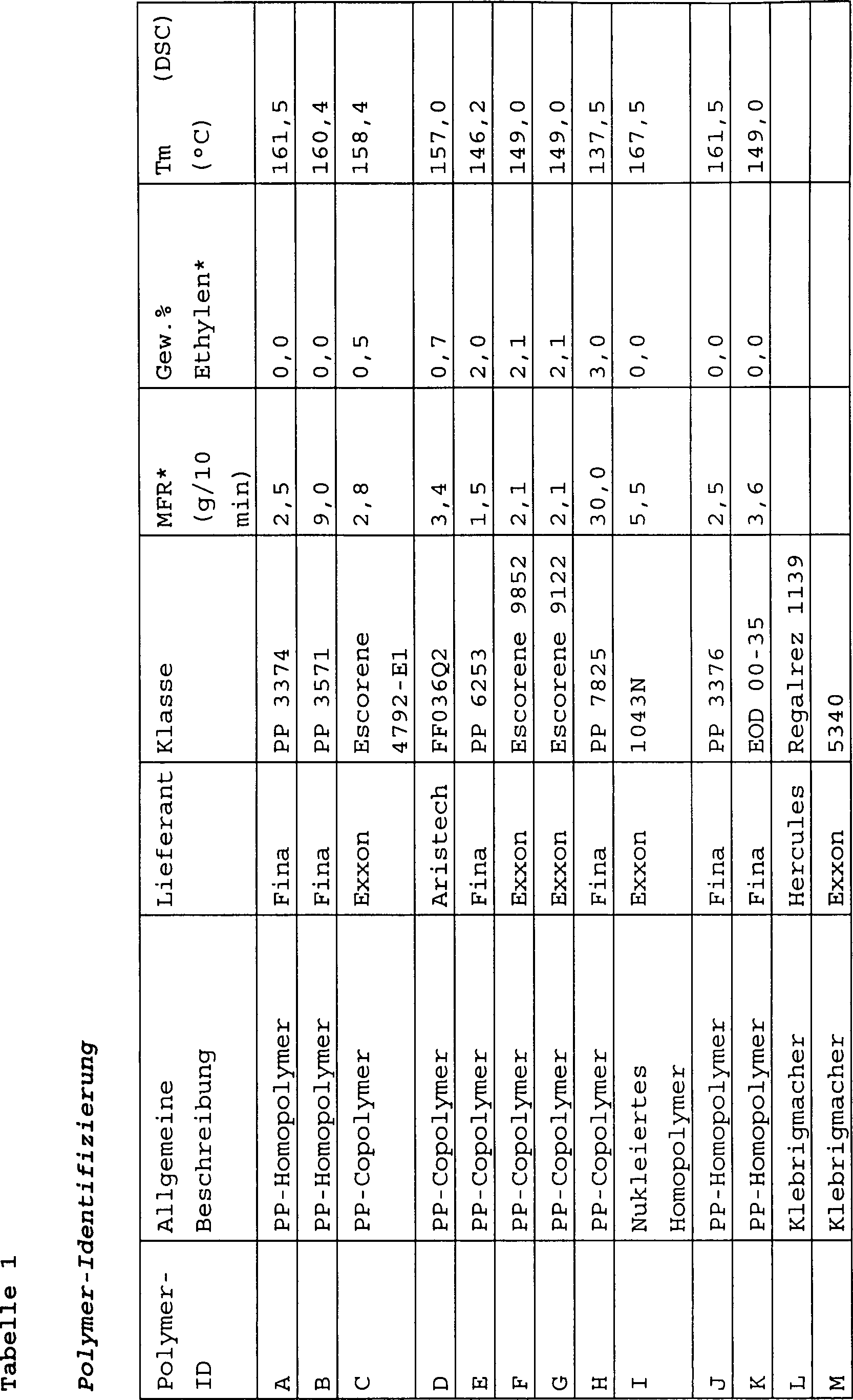
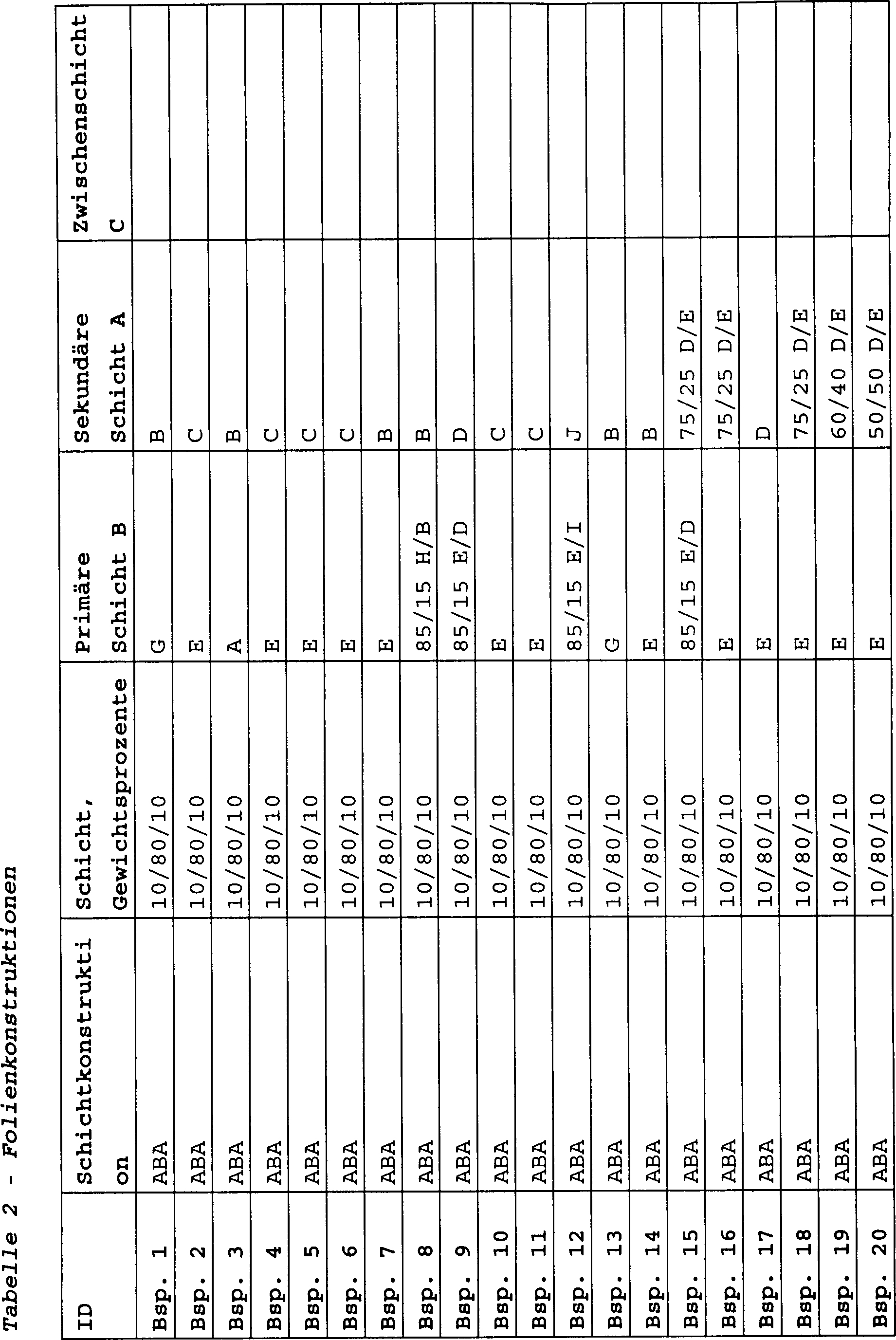
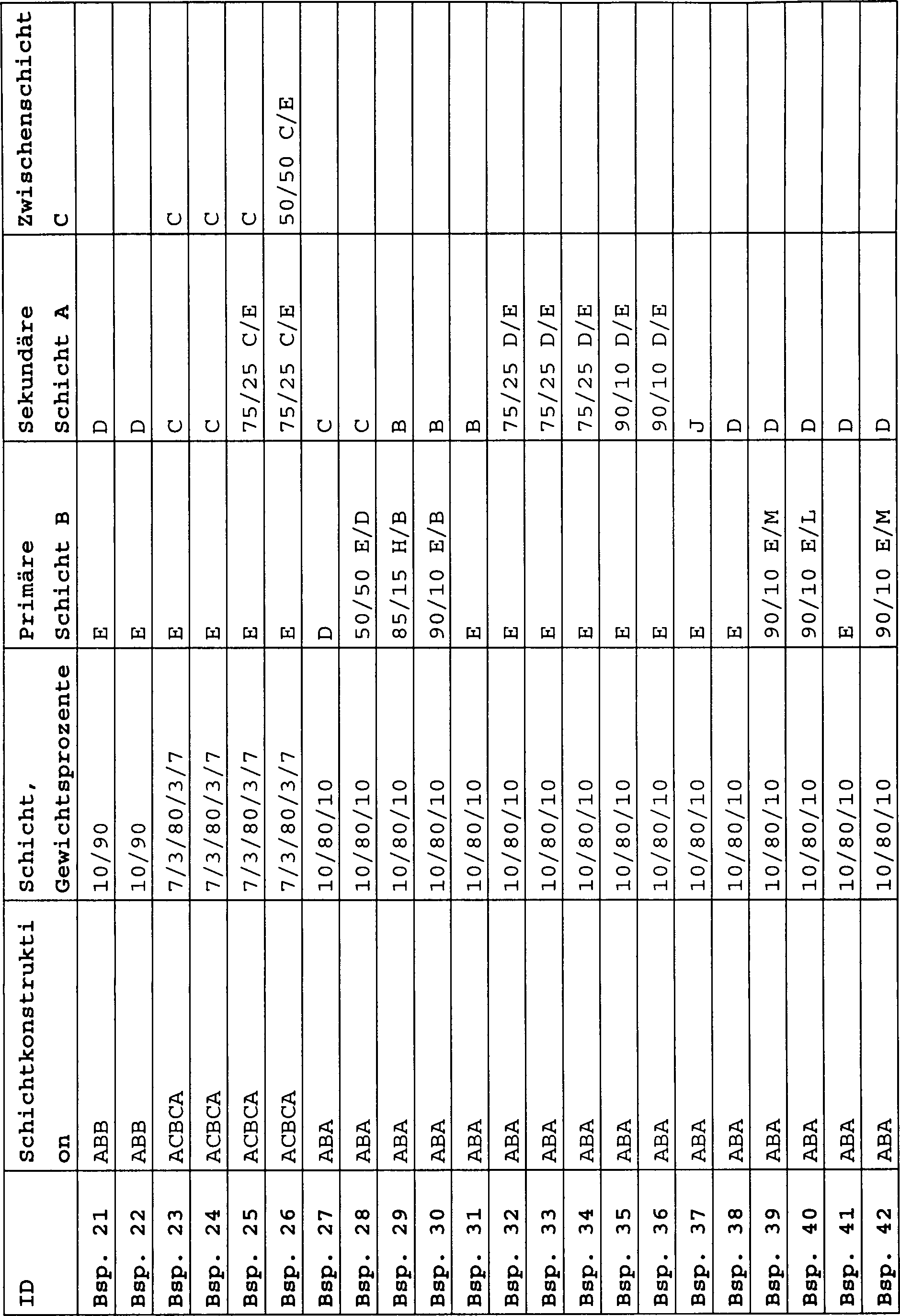 Tabelle 3 – Verarbeitungsbedingungen
Tabelle 3 – Verarbeitungsbedingungen