DE10339957B3 - Doppel-T-förmiges Spundwandprofil aus Stahl und Werkzeug zur Herstellung des Spundwandprofils - Google Patents
Doppel-T-förmiges Spundwandprofil aus Stahl und Werkzeug zur Herstellung des Spundwandprofils Download PDFInfo
- Publication number
- DE10339957B3 DE10339957B3 DE10339957A DE10339957A DE10339957B3 DE 10339957 B3 DE10339957 B3 DE 10339957B3 DE 10339957 A DE10339957 A DE 10339957A DE 10339957 A DE10339957 A DE 10339957A DE 10339957 B3 DE10339957 B3 DE 10339957B3
- Authority
- DE
- Germany
- Prior art keywords
- wall thickness
- sheet
- flange
- profile
- produced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/082—Piling sections having lateral edges specially adapted for interlocking with each other in order to build a wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/092—T-sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02D—FOUNDATIONS; EXCAVATIONS; EMBANKMENTS; UNDERGROUND OR UNDERWATER STRUCTURES
- E02D5/00—Bulkheads, piles, or other structural elements specially adapted to foundation engineering
- E02D5/02—Sheet piles or sheet pile bulkheads
- E02D5/03—Prefabricated parts, e.g. composite sheet piles
- E02D5/04—Prefabricated parts, e.g. composite sheet piles made of steel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12229—Intermediate article [e.g., blank, etc.]
- Y10T428/12264—Intermediate article [e.g., blank, etc.] having outward flange, gripping means or interlocking feature
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12375—All metal or with adjacent metals having member which crosses the plane of another member [e.g., T or X cross section, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Composite Materials (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Mining & Mineral Resources (AREA)
- Paleontology (AREA)
- Civil Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Metal Rolling (AREA)
- Bulkheads Adapted To Foundation Construction (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Abstract
Die Erfindung betrifft ein durch Warmwalzen hergestelltes Spundwandprofil aus Stahl in Doppel-T-Form, mit zwei mittig über einen Steg verbundenen Flanschabschnitten mit sich daran anschließenden keulenförmig ausgebildeten Anschlussendabschnitten.
Description
- Die Erfindung betrifft ein Spundwandprofil aus Stahl in Doppel-T-Form, ein durch Warmwalzen hergestelltes Spundwandprofil und ein Werkzeug zur Herstellung des Spundwandprofils nach dem Oberbegriff des Patentanspruchs 12.
- Spundwandprofile in Doppel-T-Form sind beispielsweise als Peiner Stahlspundwände bekannt (s. Ausschnitt aus Lieferprogramm "Hoesch Stahlspundwände" 1/03 bzw. "Peiner Stahlspundwände 3/02 der HSP Hoesch Spundwand und Profil GmbH, Dortmund).
- In diesen Firmenprospekten werden warmgewalzte Spundwandprofile dargestellt, die aus zwei Flanschabschnitten bestehen, die mittig über einen Steg verbunden sind. An die Flanschabschnitte schließen sich keulenförmig ausgebildete Anschlussendabschnitte an, die zur Aufnahme von Verbindungsschlössern dienen. Die Flanschabschnitte verlaufen zumindest an der Außenseite im Wesentlichen waagerecht. Die Flanschinnenseite kann ausgehend von der Flanschmitte sich entweder zum Flanschende keilförmig verjüngen oder aber, wie die Flanschaußenseite, einen im Wesentlichen waagerechten Verlauf aufweisen.
- Bei diesen durch Warmwalzen hergestellten Spundwandprofilen werden als Vormaterial entweder Brammen, Blöcke oder so genannte Beam Blanks eingesetzt, wobei letztere einen schon endabmessungsnah gegossenen Querschnitt aufweisen.
- Bei Einsatz einer erhitzten Bramme oder eines Blockes wird über ein Vorwalzgerüst der im Wesentlichen rechteckige Querschnitt in eine der Endabmessung des Doppel-T-Profils nahe Form gebracht und anschließend in einer Fertigwalzgerüstgruppe, bestehend aus mindestens einem Universal- und Stauchgerüst, auf die geforderte Endabmessung ausgewalzt. Beim Einsatz von Beam Blanks kann sich das Vorwalzen auf nur wenige Walzstiche beschränken, da ein schon endabmessungsnah gegossener Querschnitt vorliegt.
- Das Fertigwalzgerüst besteht je aus einem Walzensatz für die Außen- und Innenbearbeitung des Vorprofils.
- Diese Doppel-T-förmigen Spundwandprofile dienen unter anderem zur Stützung von Geländesprüngen und zur Befestigung von Baugruben und Hafenanlagen. Sie müssen hierbei große horizontale Kräfte aufnehmen können, die zu einer entsprechenden Biegebelastung der Spundwände senkrecht zu Ihrem Wandverlauf führen. Maßgebend für die Bemessung ist im Regelfall die vom Spundwandprofil über das Widerstandsmoment aufnehmbare Biegebelastung aus dem seitlichen Erd- und/oder Wasserdruck.
- Je nach aufzunehmender Belastung können diese Spundwandprofile über die Verbindungsschlösser entweder mit sich selbst verbunden werden, so dass eine geschlossene Wand aus einzelnen Tragelementen mit hohem Widerstandsmoment hergestellt wird, oder sie können für eine gemischte Spundwand verwendet werden, wobei über das Verbindungsschloss beispielsweise U- oder Z-förmige Füllelemente an das Doppel-T-förmige Profil angeschlossen werden. Im letzteren Fall dienen im Wesentlichen nur die Doppel-T-Profile als Tragelemente, während die Füllelemente im Wesentlichen eine dichtende Funktion haben.
- Je nach erforderlichem Widerstandsmoment der Doppel-T-förmigen Spundwandprofile werden diese im Wesentlichen in verschiedenen Bauhöhen mit unterschiedlichen Wanddicken im Flanschabschnitt angeboten.
- Die keulenförmig ausgebildeten Anschlussendabschnitte des Flansches sind im Regelfall standardmäßig in ihrer Geometrie so ausgelegt, dass sich mit nur einem Verbindungsschloss alle Standardprofile untereinander oder in Kombination miteinander verbinden lassen.
- Oftmals werden die aufgrund der Statik geforderten Widerstandsmomente jedoch von den verfügbaren standardmäßig lieferbaren Spundwandprofilen nicht abgedeckt. Hier kann es z. B. vorkommen, dass ein Spundwandprofil mit einem Widerstandsmoment gefordert wird, welches oberhalb des Standard-Lieferprogrammes oder zwischen zwei lieferbaren Standard-Spundwandprofilen liegt.
- Liegt das geforderte Widerstandsmoment zwischen denen zweier lieferbarer Standard-Spundwandprofilen, ist es oftmals unwirtschaftlich das nächst größere und damit deutlich teuere Profil zu wählen. Liegt das geforderte Widerstandsmoment oberhalb des Standard-Lieferprogrammes, müsste fallweise ein gänzlich neues Spundwandprofil gefertigt werden.
- Ein neues, über Warmwalzen hergestelltes Spundwandprofil, bedeutet die Anschaffung eines teuren Walzensatzes zumindest für das Fertiggerüst, vermehrte Lagerhaltung und hohe Kosten von Versuchswalzungen bis ein qualitätssicheres, verkaufsfertiges Produkt zur Verfügung steht.
- Nach dem Stand der Technik gibt es verschiedene Möglichkeiten das Widerstandsmoment eines Standardprofils zu erhöhen, ohne dass entweder ein unwirtschaftlicheres Profil gewählt oder ein gänzlich neues, mit entsprechend geänderter Geometrie (im Wesentlichen die Bauhöhe und Flanschdicke) und nur mit hohem Aufwand herzustellendes Profil erzeugt werden muss.
- Um diese Nachteile zu vermeiden, wird versucht unter Beibehaltung der Geometrie des Standardprofils das Widerstandsmoment entsprechend den Kundenforderungen zu erhöhen.
- Eine in der Praxis seit langem bekannte und bewährte Möglichkeit ist das Aufschweißen von Stahllamellen auf einer oder beiden Flanschaußenseiten des Spundwandprofils (s.a. Auszug aus dem Lieferprogramm "Peiner Stahlspundwände" 3/02). Diese Lamellen werden vorzugsweise im Bereich des höchsten auftretenden Biegemomentes angeordnet.
- Das Aufschweißen von Lamellen ist kostenintensiv und verursacht zusätzliche Kosten durch Nachrichtarbeiten am Spundwandprofil, die durch auftretende Schweißspannungen verursacht werden.
- Eine weitere bekannte Möglichkeit das Widerstandsmoment eines Standardprofils zu erhöhen, ist die Erzeugung einer größeren mittleren Wanddicke im Flansch durch Auseinanderfahren der Fertigwalzen beim Walzprozess (s. a. Auszug aus dem Lieferprogramm "Hoesch Stahlspundwände 1/03" bzw. "Peiner Stahlspundwände" 3/02).
- Bei keilförmig ausgebildeten Flanschabschnitten wird als Maß für die Flanschdicke ein mittlerer Wert angegeben, der sich aus der Querschnittsfläche des Flansches dividiert durch die Gesamtbreite des Profils ergibt. Bei parallelflanschigen Profilen entspricht die mittlere Wanddicke der Nennwanddicke im Flanschabschnitt.
- Hierbei wird das die mittlere Flanschdicke bestimmende Öffnungsmaß der Außenwalzen des Fertiggerüstes im Millimeterbereich vergrößert, so dass über die daraus resultierende größere Bauhöhe des Profils eine entsprechend vergrößerte mittlere Wanddicke im Flansch erreicht wird.
- Nachteilig ist jedoch, dass neben der größeren mittleren Flanschdicke in jedem Fall durch das Auffahren der Außenwalzen auch die Keulengeometrie des Anschlussendabschnittes vergrößert wird.
- Um eine den Anforderungen entsprechende unter Belastung der Spundwand ausreichende Verhakung zwischen der Keule und dem Standard-Verbindungsschloss zu gewährleisten, sind die einzuhaltenden Toleranzen im Verbindungsbereich relativ eng. Bei einer zu großen Erhöhung der mittleren Wanddicke wird das Keulenmaß dann so groß, dass das Standard-Verbindungsschloss nicht mehr über die Keule aufgezogen werden kann.
- Eine solche Verfahrensweise hätte zur Folge, dass neue mit entsprechend hohen Kosten verbundene Verbindungsschlösser hergestellt werden müssten.
- Es sei noch darauf verwiesen, dass aus der
DE 28 19 737 A1 das Herstellen von H- und Z-förmigen Spundwandbohlen mit keilförmigen Verdickungen bekannt ist, die über Verbindungsschlösser miteinander verbunden sind. - Aus der
DE 31 02 631 A1 ist schließlich ein Verfahren von konturierten H-förmigen Spundwandbohlen durch Walzen bekannt. - Aufgabe der Erfindung ist es deshalb, ein Spundwandprofil und ein Werkzeug zur Herstellung des Spundwandprofils anzugeben, mit dem die beschriebenen Nachteile nach dem Stand der Technik vermieden werden können.
- Gelöst wird die Aufgabe durch ein Spundwandprofil aus Stahl in Doppel-T-Form mit den Merkmalen des Patentanspruchs 1, durch ein durch Warmwalzen hergestelltes Spundwandprofil mit den Merkmalen des Patentanspruchs 2 und durch ein Werkzeug zur Herstellung des Spundwandprofils mit den Merkmalen des Patentanspruchs 12.
- Vorteilhafte Weiterbildungen sind Gegenstand von Unteransprüchen.
- Nach der Lehre der Erfindung wird zur Lösung dieser Aufgabe ein Doppel-T-förmiges Spundwandprofil verwendet, bei dem bei konstant gehaltener Keulenabmessung des Anschlussendabschnittes für ein gegebenes Standardprofil die mittlere Wanddicke im Flanschbereich erhöht ist, wobei die Erhöhung der mittleren Wanddicke im Zuge eines durch Warmwalzen hergestellten Spundwandprofiles erzeugt wird.
- Die Erfindung wird auch in einem durch Warmwalzen hergestellten Spundwandprofil aus Stahl in Doppel-T-Form, mit zwei mittig über einen Steg verbundenen Flanschabschnitten mit sich daran anschließenden keulenförmig ausgebildeten Anschlussendabschnitten zur Aufnahme von Verbindungsschlössern gesehen, wobei zwischen den keulenförmig ausgebildeten Anschlussendabschnitten ein oder beide Flanschabschnitt(e) – im Querschnitt gesehen – konvexartig ausgebaucht ist (sind).
- Unter dem hier gewählten Begriff „konvexartig" wird eine Ausbildung verstanden, bei der beispielsweise die Ausbauchung bogenförmig verläuft oder bogenförmig ansteigt und wieder abfällt und im Zwischenbereich linear verläuft oder linear ansteigt und wieder abfällt und ebenfalls im Zwischenbereich linear verläuft.
- Der Vorteil einer derart erzeugten erhöhten Wanddicke nur im Flanschabschnitt liegt darin, dass auch große Wandverdickungen kostengünstig durch Warmwalzen ohne Veränderung der einzuhaltenden Keulenabmessungen erzeugt werden können. Hierdurch werden die ansonsten entstehenden hohen Kosten durch Aufschweißen von Lamellen bzw. durch eventuell erforderlich werdende neue Verbindungsschlösser vermieden.
- Erzeugt wird die erfindungsgemäße Wandverdickung beim Warmwalzen vorzugsweise im Fertiggerüst, wobei die Fertigwalzen für die Außenbearbeitung mindestens einer Flanschaußenfläche eine zur Erzeugung der Wandverdickung erforderliche Oberflächenkontur aufweisen.
- Nach einem weiteren vorteilhaften Merkmal der Erfindung kann die Wandverdickung sowohl an der Flanschaußen- und/oder an der Flanschinnenseite an einer oder beiden Flanschabschnitten erzeugt werden.
- Hierdurch kann die Flexibilität im Hinblick auf die zu erfüllenden Kundenwünsche, sei es aus ästhetischen oder technischen Gründen erheblich gesteigert werden.
- In einer weiteren vorteilhaften Ausgestaltung, kann die Wandverdickung sowohl bei den auf dem Markt verfügbaren parallel und nicht parallel flanschigen Spundwandprofilen erzeugt werden.
- Die beim Warmwalzen erfindungsgemäß erzeugte Wandverdickung nur des Flanschabschnittes geht nach einem weiteren Merkmal mit einem absatzfreien Übergang in den keulenförmig ausgebildeten Anschlussendabschnitt über.
- Hierdurch wird vorteilhaft ein aus spannungs- und korrosionstechnischer Sicht problematischer relativ scharfkantiger Übergang vermieden, der z. B. beim Aufschweißen von im Querschnitt rechteckigen Lamellen entstehen würde.
- In einer vorteilhaften Weiterbildung besteht der absatzfreie Übergang aus einem konisch sich verjüngenden Abschnitt und einem sich an den Anschlussendabschnitt anschließenden bogenförmigen Abschnitt.
- Die Oberflächenkontur der Wandverdickung kann in beliebiger Gestalt den Kundenanforderungen angepasst werden. Denkbar ist z. B. ein im Wesentlichen rechteckiger oder konkaver bzw. konvexer Verlauf der Oberflächenkontur.
- Wertere Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung der einzigen Figur.
- Da das Doppel-T-förmige Spundwandprofil doppelt symmetrisch ist, wird in der Figur nur ausschnittweise im Querschnitt das erfindungsgemäß hergestellte Spundwandprofil dargestellt.
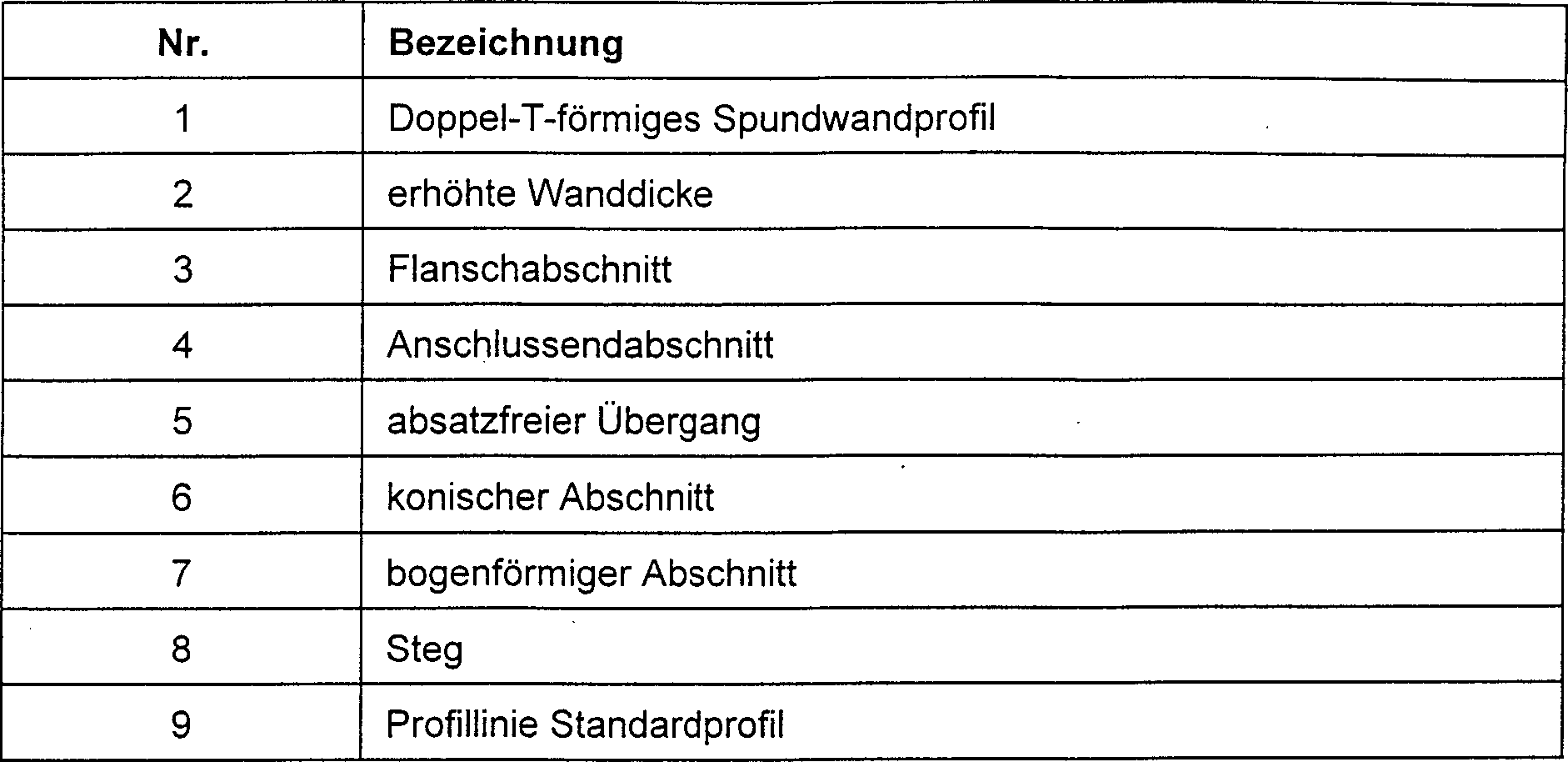
- Das Spundwandprofil
1 besteht aus zwei mittig über einen Steg8 verbundenen Flanschabschnitten3 . An die Flanschabschnitte3 , schließen sich keulenförmig ausgebildete Anschlussendabschnitte4 zur Aufnahme von hier nicht dargestellten Verbindungsschlössern an. - Die Außenkontur des Flanschabschnittes eines warmgewalzten Standard-Spundwandprofils ist mit der gestrichelten Profillinie
9 gekennzeichnet, welche im Wesentlichen waagerecht verläuft. - Die Innenseite der Flanschabschnitte
3 ist in diesem Beispiel als sich nach außen keilförmig verjüngend dargestellt. Herstellbar sind aber auch parallel verlaufende Flanschabschnitte3 , an die sich der Anschlussendabschnitt4 anschließt. - Ausgehend von der Außenabmessung des Standard-Spundwandprofils gemäß Profillinie
9 , wird durch eine entsprechende Kalibrierung der Fertigwalzen beim Warmwalzvorgang eine auf den Flanschabschnitt3 begrenzte erhöhte Wanddicke2 erreicht. Diese kann erfindungsgemäß auf einer oder beiden Außenseiten und/oder auf einer oder beiden Innenseiten der Flanschabschnitte3 angeordnet sein. - Wie in der Figur ersichtlich, weist der keulenförmige Anschlussendabschnitt
4 die Ursprungsgeometrie des Standardprofils auf, so dass das Standard-Verbindungsschloss weiterhin benutzt werden kann. - Vorteilhaft ist die erhöhte Wanddicke
2 nur so groß, dass die maximale Profilhöhe des Standardprofils, gekennzeichnet durch den vertikalen Abstand der Keulenspitzen der sich gegenüberliegenden Flanschhälften, nicht überschritten wird. Die Erhöhung der Wanddicke2 kann aber auch bei entsprechenden Kundenwünschen größer gewählt werden. - Wie aus der Darstellung in der Figur weiterhin ersichtlich, ist der Übergang
5 von der erhöhten Wanddicke2 zum keulenförmigen Anschlussendabschnitt4 , absatzfrei ausgebildet. - In dem dargestellten Beispiel ist die Oberflächenkontur der erhöhten Wanddicke
2 im Wesentlichen waagerecht ausgebildet, die mit einem konisch verlaufenden Abschnitt6 und einem sich daran anschließenden bogenförmigen Abschnitt7 in den Anschlussendabschnitt4 übergeht. - Wahlweise kann die Oberflächenkontur der erhöhten Wanddicke
2 , je nach Kundenwunsch, auch einen sinusförmigen, konkaven oder konvexen Verlauf aufweisen. -
Claims (12)
- Spundwandprofil aus Stahl in Doppel-T-Form, mit zwei mittig über einen Steg (
8 ) verbundenen Flanschabschnitten (3 ) mit sich daran anschließenden, keulenförmig ausgebildeten Anschlussendabschnitten (4 ) zur Aufnahme von Verbindungsschlössern wobei bei konstant gehaltener Keulenabmessung des Anschlussendabschnittes für ein gegebenes Standardprofil die mittlere Wanddicke im Flanschabschnitt erhöht ist und die Erhöhung der mittleren Wanddicke (2 ) im Zuge eines durch Warmwalzen hergestellten Spundwandprofiles (1 ) erzeugt wird. - Durch Warmwalzen hergestelltes Spundwandprofil aus Stahl in Doppel-T-Form, mit zwei mittig über einen Steg (
8 ) verbundenen Flanschabschnitten (3 ) mit sich daran anschließenden keulenförmig ausgebildeten Anschlussendabschnitten (4 ) zur Aufnahme von Verbindungsschlössern, wobei zwischen den keulenförmig ausgebildeten Anschlussendabschnitten (4 ) ein oder beide Flanschabschnitt(e) – im Querschnitt gesehen – konvexartig ausgebaucht ist (sind). - Spundwandprofil nach Anspruch 1, dadurch gekennzeichnet, dass die erhöhte Wanddicke (
2 ) beim Fertigwalzen erzeugt wird. - Spundwandprofil nach Anspruch 1 oder 3, dadurch gekennzeichnet, dass die erhöhte Wanddicke (
2 ) an der Außenseite und/oder Innenseite des Flansches (3 ) erzeugt wird. - Spundwandprofil nach Anspruch 1, 3 oder 4, dadurch gekennzeichnet, dass die erhöhte Wanddicke (
2 ) bei parallel und nicht parallel flanschigen Spundwandprofilen erzeugt wird. - Spundwandprofil nach einem der Ansprüche 1,3 bis 5, dadurch gekennzeichnet, dass die erhöhte Wanddicke (
2 ) unabhängig von der einzuhaltenden Keulengeometrie des Anschlussendabschnittes (4 ) erzeugt wird. - Spundwandprofil nach einem der Ansprüche 1,3 bis 6, dadurch gekennzeichnet, dass die erhöhte Wanddicke (
2 ) der Außen- und/oder Innenseite des Flansches (3 ) mit einem absatzfreien Übergang (5 ) in den keulenförmigen Anschlussendabschnitt (4 ) übergeht. - Spundwandprofil nach Anspruch 7, dadurch gekennzeichnet, dass der absatzfreie Übergang (
5 ) aus einem konisch sich verjüngenden Abschnitt (6 ) und einem sich daran anschließenden bogenförmigen Abschnitt (7 ) besteht. - Spundwandprofil nach einem der Ansprüche 1,3 bis 8, dadurch gekennzeichnet, dass die Oberflächenkontur der erhöhten Wanddicke (
2 ) einen sinusförmigen Verlauf aufweist. - Spundwandprofil nach einem der Ansprüche 1,3 bis 6, dadurch gekennzeichnet, dass die Oberflächenkontur der erhöhten Wanddicke (
2 ) einen im Wesentlichen rechteckigen Verlauf aufweist. - Spundwandprofil nach einem der Ansprüche 1,3 bis 8, dadurch gekennzeichnet, dass die Oberflächenkontur der erhöhten Wanddicke (
2 ) einen konkaven oder konvexen Verlauf aufweist. - Werkzeug zur Herstellung des Spundwandprofils nach Anspruch 1, wobei das Werkzeug aus einem Walzensatz für die Innen- und Außenbearbeitung für das Fertigwalzen eines vorgefertigten endabmessungsnah ausgebildeten Vorprofils besteht dadurch gekennzeichnet, dass die Fertigwalzen für die Außen- und/oder Innenbearbeitung mindestens einer Außen- und/oder Innenseite des Flanschabschnittes (
3 ) eine zur Erzeugung der erhöhten Wanddicke (2 ) erforderliche Oberflächenkontur aufweisen.
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10339957A DE10339957B3 (de) | 2003-08-25 | 2003-08-25 | Doppel-T-förmiges Spundwandprofil aus Stahl und Werkzeug zur Herstellung des Spundwandprofils |
| PL379246A PL208398B1 (pl) | 2003-08-25 | 2004-04-20 | Profil ścianki szczelnej w postaci dwuteownika ze stali, oraz narzędzie do wytwarzania profilu ścianki szczelnej |
| US10/569,256 US7500808B2 (en) | 2003-08-25 | 2004-04-20 | Double T-shaped steel sheet piling profile |
| EP04728329A EP1660249B1 (de) | 2003-08-25 | 2004-04-20 | Doppel-t-förmiges spundwandprofil aus stahl sowie werkzeug zu seiner herstellung |
| JP2006524209A JP4504373B2 (ja) | 2003-08-25 | 2004-04-20 | 二重t形鋼製矢板形材 |
| CNB2004800183079A CN100451243C (zh) | 2003-08-25 | 2004-04-20 | 钢制的工字形板桩墙型材及其制造工具 |
| KR1020067002172A KR20060054403A (ko) | 2003-08-25 | 2004-04-20 | 이중 t자형 강철 격벽 프로파일 |
| PCT/DE2004/000857 WO2005025770A1 (de) | 2003-08-25 | 2004-04-20 | Doppel-t-förmiges spundwandprofil aus stahl |
| ES04728329T ES2293248T3 (es) | 2003-08-25 | 2004-04-20 | Perfil de tablestaca de acero en forma de t, asi como herramienta para su produccion. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10339957A DE10339957B3 (de) | 2003-08-25 | 2003-08-25 | Doppel-T-förmiges Spundwandprofil aus Stahl und Werkzeug zur Herstellung des Spundwandprofils |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE10339957B3 true DE10339957B3 (de) | 2005-01-13 |
Family
ID=33521574
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE10339957A Revoked DE10339957B3 (de) | 2003-08-25 | 2003-08-25 | Doppel-T-förmiges Spundwandprofil aus Stahl und Werkzeug zur Herstellung des Spundwandprofils |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7500808B2 (de) |
| EP (1) | EP1660249B1 (de) |
| JP (1) | JP4504373B2 (de) |
| KR (1) | KR20060054403A (de) |
| CN (1) | CN100451243C (de) |
| DE (1) | DE10339957B3 (de) |
| ES (1) | ES2293248T3 (de) |
| PL (1) | PL208398B1 (de) |
| WO (1) | WO2005025770A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005038148A1 (fr) * | 2003-10-14 | 2005-04-28 | Profilarbed S.A. | Poutrelle pour un rideau de soutenement |
| WO2007082619A1 (en) * | 2006-01-17 | 2007-07-26 | Arcelormittal Commercial Rps S.A.R.L. | Sheet pile in double-t form |
| DE102006002241A1 (de) * | 2006-01-17 | 2007-08-09 | Arcelor Profil Luxembourg S.A. | Spundbohle in Doppel-T-Form |
| WO2016020494A1 (de) | 2014-08-06 | 2016-02-11 | EcoEnterprises GmbH | Tragende elemente einer tragenden struktur, dazugehörige verbindungselemente, sowie vorrichtungen und verfahren zur herstellung derselben |
| EP2134506B1 (de) | 2007-03-30 | 2020-04-29 | SteelWall ISH GmbH | Verfahren zur herstellung von spundwandkomponenten |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE502005007716D1 (de) * | 2005-12-01 | 2009-08-27 | Arcelormittal Belval & Differd | Warmgewalzte Flachprofil-Stahlspundbohle |
| BRPI0702541A2 (pt) | 2007-06-21 | 2009-02-10 | Petroleo Brasileiro Sa | processo de craqueamento catalÍtico para produÇço de diesel a partir de sementes de oleaginosas |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2819737A1 (de) * | 1978-05-05 | 1979-11-15 | Salzgitter Peine Stahlwerke | Spundwandbohle |
| DE3102631A1 (de) * | 1980-02-04 | 1982-01-21 | Kawasaki Steel Corp., Kobe, Hyogo | "h-spundbohle aus stahl und verfahren zu deren herstellung" |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE613210C (de) | 1928-06-07 | 1936-02-12 | Ilseder Huette | Eiserne Spundwand |
| JPS5020761B1 (de) * | 1970-03-04 | 1975-07-17 | ||
| DE2855287A1 (de) * | 1978-12-21 | 1980-07-03 | Schloemann Siemag Ag | Verfahren zum walzen von spundwandprofilen verschiedener querschnittsform in universal-traeger-walzstrassen und anordnungen zur durchfuehrung des verfahrens |
| JPS56117803A (en) | 1980-02-19 | 1981-09-16 | Kawasaki Steel Corp | Roll forming method for rough shaped billet for h-beam shape sheet pile or the like |
| JPS5919765B2 (ja) * | 1980-10-21 | 1984-05-08 | 川崎製鉄株式会社 | Z形鋼矢板用粗形鋼片の圧延方法 |
| DE3805364A1 (de) * | 1988-02-17 | 1989-08-31 | Salzgitter Peine Stahlwerke | Fertigwalzverfahren fuer profile |
| JPH0266215A (ja) * | 1988-08-30 | 1990-03-06 | Nippon Steel Corp | H形鋼矢板 |
| ATE184945T1 (de) * | 1991-04-29 | 1999-10-15 | Subterranean Systems Pte Ltd | Spundwandprofil |
| CN1054173C (zh) * | 1992-10-29 | 2000-07-05 | 地下系统股份有限公司 | 板桩 |
| GB9418826D0 (en) * | 1994-09-19 | 1994-11-09 | Dawson Const Plant Ltd | Method of piling |
| LU88566A1 (fr) * | 1994-12-07 | 1996-07-15 | Profilarbed Sa | Procédé de laminage de palplanches à section en forme de Z |
| LU88805A1 (fr) * | 1996-08-14 | 1998-02-16 | Profil Arbed S A | Palplanche en forme de "u" à faible résistance d'enfoncement |
| US6205834B1 (en) * | 1996-12-04 | 2001-03-27 | Sms Schloemann-Siemag Aktiengesellschaft | Method of rolling finished sections from preliminary sections in reversing roll stand arrangements |
| DE19650279A1 (de) * | 1996-12-04 | 1998-07-30 | Schloemann Siemag Ag | Verfahren zum Walzen von Fertigprofilen aus Vorprofilen mittels, im Reversierbetrieb arbeitenden Walzgerüstanordnungen |
| US6106201A (en) * | 1997-01-13 | 2000-08-22 | Profilarbed S.A. | Z-shaped sheet pile with high section modulus |
| DE19711242A1 (de) * | 1997-03-18 | 1998-10-01 | Krupp Ag Hoesch Krupp | Verbundschloß und Spundwand |
| JPH11104702A (ja) * | 1997-10-07 | 1999-04-20 | Nkk Corp | 桁用形鋼の製造方法 |
| GB9816698D0 (en) * | 1998-07-31 | 1998-09-30 | British Steel Plc | Steel sheet piling |
-
2003
- 2003-08-25 DE DE10339957A patent/DE10339957B3/de not_active Revoked
-
2004
- 2004-04-20 ES ES04728329T patent/ES2293248T3/es not_active Expired - Lifetime
- 2004-04-20 PL PL379246A patent/PL208398B1/pl unknown
- 2004-04-20 EP EP04728329A patent/EP1660249B1/de not_active Revoked
- 2004-04-20 KR KR1020067002172A patent/KR20060054403A/ko not_active Application Discontinuation
- 2004-04-20 US US10/569,256 patent/US7500808B2/en not_active Expired - Fee Related
- 2004-04-20 WO PCT/DE2004/000857 patent/WO2005025770A1/de active IP Right Grant
- 2004-04-20 JP JP2006524209A patent/JP4504373B2/ja not_active Expired - Fee Related
- 2004-04-20 CN CNB2004800183079A patent/CN100451243C/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2819737A1 (de) * | 1978-05-05 | 1979-11-15 | Salzgitter Peine Stahlwerke | Spundwandbohle |
| DE3102631A1 (de) * | 1980-02-04 | 1982-01-21 | Kawasaki Steel Corp., Kobe, Hyogo | "h-spundbohle aus stahl und verfahren zu deren herstellung" |
Non-Patent Citations (2)
| Title |
|---|
| Hoesch-Stahlspundwände, HSP HOESCH Spundwand und Profil GmbH, Dortmund, 1/03 * |
| Peiner Stahlspundwände Peiner Stahlpfähle, HSP HOESCH Spundwand und Profil GmbH, Dortmund 3/02 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7549823B2 (en) | 2003-10-14 | 2009-06-23 | Arcelormittal Belval & Differdange | King pile for a support wall curtain |
| WO2005038148A1 (fr) * | 2003-10-14 | 2005-04-28 | Profilarbed S.A. | Poutrelle pour un rideau de soutenement |
| EP2246477A2 (de) | 2006-01-17 | 2010-11-03 | ArcelorMittal Commercial RPS S.à r.l. | Spundbohle in Doppel-T- Form |
| DE202006020608U1 (de) | 2006-01-17 | 2009-03-12 | Arcelormittal Commercial Rps S.A.R.L. | Spundbohle in Doppel-T-Form |
| DE202006020607U1 (de) | 2006-01-17 | 2009-03-19 | Arcelormittal Commercial Rps S.A.R.L. | Spundbohle in Doppel-T-Form |
| DE102006002241A1 (de) * | 2006-01-17 | 2007-08-09 | Arcelor Profil Luxembourg S.A. | Spundbohle in Doppel-T-Form |
| WO2007082619A1 (en) * | 2006-01-17 | 2007-07-26 | Arcelormittal Commercial Rps S.A.R.L. | Sheet pile in double-t form |
| EP2246477A3 (de) * | 2006-01-17 | 2010-12-08 | ArcelorMittal Commercial RPS S.à r.l. | Spundbohle in Doppel-T- Form |
| EA014927B1 (ru) * | 2006-01-17 | 2011-04-29 | Арселормитталь Коммерсьаль Рпс С.А.Р.Л. | Шпунтовая свая двутавровой формы |
| US8158272B2 (en) | 2006-01-17 | 2012-04-17 | Arcelormittal Commercial Rps S.A.R.L. | Sheet pile in double-T form |
| NO342613B1 (no) * | 2006-01-17 | 2018-06-18 | Arcelormittal Commercial Rps Sarl | Platepæl i dobbelt T-form og fremgangsmåte for produsering av en platepæl |
| EP2134506B1 (de) | 2007-03-30 | 2020-04-29 | SteelWall ISH GmbH | Verfahren zur herstellung von spundwandkomponenten |
| WO2016020494A1 (de) | 2014-08-06 | 2016-02-11 | EcoEnterprises GmbH | Tragende elemente einer tragenden struktur, dazugehörige verbindungselemente, sowie vorrichtungen und verfahren zur herstellung derselben |
| DE102014011735A1 (de) | 2014-08-06 | 2016-02-11 | EcoEnterprises GmbH | Tragende Elemente einer tragenden Struktur, dazugehörige Verbindungselemente, sowie Vorrichtungen und Verfahren zur Herstellung derselben |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2293248T3 (es) | 2008-03-16 |
| CN100451243C (zh) | 2009-01-14 |
| KR20060054403A (ko) | 2006-05-22 |
| US20060228574A1 (en) | 2006-10-12 |
| WO2005025770A1 (de) | 2005-03-24 |
| PL208398B1 (pl) | 2011-04-29 |
| JP4504373B2 (ja) | 2010-07-14 |
| JP2007503312A (ja) | 2007-02-22 |
| EP1660249A1 (de) | 2006-05-31 |
| US7500808B2 (en) | 2009-03-10 |
| PL379246A1 (pl) | 2006-08-07 |
| CN1813108A (zh) | 2006-08-02 |
| EP1660249B1 (de) | 2007-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE202006020608U1 (de) | Spundbohle in Doppel-T-Form | |
| EP1793044A1 (de) | Warmgewalzte Flachprofil-Stahlspundbohle | |
| DE10339957B3 (de) | Doppel-T-förmiges Spundwandprofil aus Stahl und Werkzeug zur Herstellung des Spundwandprofils | |
| DE69616536T2 (de) | Verfahren und vorrichtung zum herstellen eines bodenankers | |
| DE3433715A1 (de) | Rundgliederkette, insbesondere fuer ketten-kratzfoerderer | |
| DE202006020607U1 (de) | Spundbohle in Doppel-T-Form | |
| DE10329525A1 (de) | Verfahren zum Richten von warmen Profilen | |
| EP0955420B1 (de) | Fassadenprofil | |
| EP2459812B1 (de) | Stahlbetonbauteil mit bewehrung aus z-förmigen blechteilen | |
| DE202007017342U1 (de) | Bausatz für Spundwände | |
| DE102009039710B4 (de) | Verfahren zur Herstellung warmgewalzter Hohlprofile mit kleinen Kantenradien, Hohlprofil und Verwendung des Hohlprofils | |
| DE1484028A1 (de) | Konstruktionssystem fuer Haengedecken und Zubehoerteile zu deren Herstellung | |
| DE613210C (de) | Eiserne Spundwand | |
| DE2634576A1 (de) | Kaltgewalzter doppel-t-traeger | |
| DE2853623A1 (de) | Gitterrost | |
| DE102004037769A1 (de) | Crashbox für Kraftfahrzeuge | |
| DE102014111657A1 (de) | Flanschprofil zur Herstellung einer Spundwandbohle, Spundwandbohle sowie Verfahren zum Herstellen eines Flanschprofils und einer Spundwandbohle | |
| DE3344351C2 (de) | Gitterrost | |
| DE2917939C2 (de) | Verfahren zum Herstellen von Winkelprofilen durch Warmwalzen | |
| DE4436530C2 (de) | Verfahren zum Geraderichten eines aus Metall hergestellten stabförmigen Gegenstands | |
| AT43943B (de) | Metallener Einlegestab für Betonkonstruktionen oder dergl. | |
| DE202014100013U1 (de) | Bodenkonstruktion eines Nutzfahrzeuges | |
| DE3808754A1 (de) | Verfahren zum einbringen von presspfaehlen und spund-dielen | |
| CH664410A5 (en) | Ornamental grille bar - comprises square hollow tube with recesses rolled in lengthwise edges at regular intervals | |
| DE3040325A1 (de) | Verfahren zum walzen von u-stahl o.dgl. und universal-traegerstrasse zur durchfuehrung des verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8100 | Publication of patent without earlier publication of application | ||
| 8363 | Opposition against the patent | ||
| 8331 | Complete revocation |