CN86106963A - 切断金属材料的成型条料的方法及其设备 - Google Patents
切断金属材料的成型条料的方法及其设备 Download PDFInfo
- Publication number
- CN86106963A CN86106963A CN86106963.3A CN86106963A CN86106963A CN 86106963 A CN86106963 A CN 86106963A CN 86106963 A CN86106963 A CN 86106963A CN 86106963 A CN86106963 A CN 86106963A
- Authority
- CN
- China
- Prior art keywords
- blade
- billot
- equipment
- knife rest
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D23/00—Machines or devices for shearing or cutting profiled stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D35/00—Tools for shearing machines or shearing devices; Holders or chucks for shearing tools
- B23D35/001—Tools for shearing machines or shearing devices; Holders or chucks for shearing tools cutting members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D25/00—Machines or arrangements for shearing stock while the latter is travelling otherwise than in the direction of the cut
- B23D25/02—Flying shearing machines
- B23D25/04—Flying shearing machines in which a cutting unit moves bodily with the work while cutting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0515—During movement of work past flying cutter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0581—Cutting part way through from opposite sides of work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4746—Spring return of tool in counterfly direction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4757—Tool carrier shuttles rectilinearly parallel to direction of work feed
- Y10T83/476—Including means to secure work to carrier
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4757—Tool carrier shuttles rectilinearly parallel to direction of work feed
- Y10T83/4763—Both members of cutting pair on same carrier
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8769—Cutting tool operative in opposite directions of travel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8772—One tool edge of tool pair encompasses work [e.g., wire cutter]
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Shearing Machines (AREA)
- Nonmetal Cutting Devices (AREA)
- Accessories And Tools For Shearing Machines (AREA)
- Knives (AREA)
- Manufacturing And Processing Devices For Dough (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Fish Paste Products (AREA)
Abstract
移动的热条料钢坯在所要求的时间间隔内用两把刀片切断。这两把刀片位于一个公共平面上,而且装在一个公共的刀架上,通过一个双作用的液压或气动的缸和活塞的装置,可使刀架在推进着的条料的横断方向移动。在切断操作开始之前,把装有刀片的刀架与条料联结,然后使刀片中的一把切入条料,并且这把刀片在切透之前回程,而在同样平面内工作的另一把刀片,在前一把刀片回程的同时进行切透。因此切断的坯料没有毛刺、飞边或类似的缺陷。
Description
本发明涉及切断长条状金属材料(以下简称为条料)的方法及其设备,特别是涉及在高温下切断金属材料的成型条料的方法及其设备的改进。更进一步,本发明涉及长条状的金属(例如钢)条料在移动中被切断或分割的方法及其设备的改进。
根据在此之前已知的方案,通常采用一种把条料的材料燃烧掉的设备来切断长条状的钢条或其它金属材料的条料。例如,可利用这种设备把加热好的连续条料的金属坯料切成短条或坯材哪样的单独部分,用燃烧的方法切断材料的设备的缺点是材料损耗很大,而且,这种设备的价格很高,因为它必须配备一个气体源(一般为氧气)。这种设备还可能污染切断工位周围的环境。
用夹钳或剪床切断移动中的热金属坯料,也是已知技术。在用连铸法生产条料的工厂里经常采用这种切断设备。这种设备存在一些严重的缺点,例如,切口不整齐,因为夹钳的刀片位于两个平行的平面上,所以切口区域存在毛刺、飞边或类似的缺陷。再说,夹钳必须随着移动着的金属条料向前行进相当大的一段距离,这就使得设备庞大复杂,并使设备的价格增高。还有一点,就是使用夹钳的设备的维修费用很高。
本发明的目的是提供一种新颖的和改进了的切断移动着的金属条料的方法,在这种方法中,切口是整齐的,也就是说,没有毛刺和类似的缺陷。
本发明的另一目的是提供一种在条料处在高温或非常高的温度下,保证可靠地并且高质量地切断条料的方法。
本发明的进一步的目的是提供一种能恰当地切断正在快速或慢速前进的金属坯料的方法,而不论坯料的外形是否精确。
本发明还有另一个目的,是提供一种新的和改进了的实施上述方法的设备,并且使这种设备的构造和安装只占用很小的空间,并能可靠而整齐地切断各种长条状的金属工件而不论工件的外形和/或温度如何。
本发明的更进一步的目的是提供一种设备,这种设备具有新颖的和改进了的、切断移动着的金属条料的装置。
本发明的另一个目的是提供一种设备,这种设备具有新颖的和改进了的切断装置,这种装置能保证切断工具随着条料一起移动,在某个选定的平面上切断条料。
本发明的更进一步的目的,是提供一种简单、紧凑和低价的,能应用于多根条料加工的设备,这种设备中所有需要保养、检查和/或修理的零件都是易于接近的,并且,这种设备能安装在现有的连续铸造成型的金属条料或棒材的工厂里。
本发明的特点之一在于提供一种方法,这种方法用配备在坯料行进通路的两侧的第一和第二刀片来切断金属条料毛坯,特别是加热好的沿着予定通路送进的成型钢坯。该方法包括下列步骤:使刀片和条料一起送进的步骤;使其中的一把刀片横过坯料的行进通路并切入移动着的条料中去的步骤,这样,这把刀片就在予定的平面内局部地切断条料;然后,就是在予定的平面内使另一把刀片切入条料的步骤,这样,这另一把刀片至少在予定的平面上实质上完成了条料的切断,坯料的行进通路是或大体上是水平的,而刀片是从上方或下方切入条料中。送进步骤中包括把刀片装到刀架上,以及把刀架和条料联接起来。移动刀片的步骤是用液压推进器或气动推进器移动刀片。
本发明的另一个特点在于提供一种切断金属条料毛坯,特别是加热好的成型钢坯料的设备。该设备具有沿着一条予定的通路移动条料的装置;安置在通路的相对两侧的第一和第二刀片;使刀片随着前进的条料一起移动的装置,而刀片位于横过通路的一个公共平面上;以及依次使刀片切入条料中的装置,其中一把刀片先在公共平面上部分地切断条料,而另一把刀片则在公共平面上至少实质上完成条料的切断。
条料的通路是,或者大体上是水平的,第一和第二刀片,在它们切入条料里去之前,分别位于通路的上方和下方。
移动装置中有一个用于第一和第二刀片的刀架,以及通过刀架驱动刀片的推动装置。实现移动的装置中具有一个在用第一和第二刀片完成切断操作所必需的时间间隔内,能把刀架与条料联结起来,又能使它们分开的装置。此种设备还可以具有把刀架绞接到推动装置上去的装置。
刀片中至少一把,例如第一刀片,具备基本上是凹形的切削刃,是该切削刃或者可以是钝的。还有,这种刀片有一个楔形部分,该楔形部分靠近切削刃,并且向着切削刃逐渐变薄。
刀片中至少有一把具有基本上是园形的外形。或者刀片中至少有一把具有多边形的外形,特别是正方形或长方形的外形。
另外,刀片中至少有一把上设有一个孔,而用于推动这种刀片的装置上有一个刀架和把这一把刀片紧固在刀架上的零件。此紧固零件能插到刀片的孔内。
作为本发明的特色的一些新颖的特点将特别在所附的权利要求中陈述。但是,经过改进的设备本身,无论是它的结构和它的操作方式,以及它的一些其它特点和优点,在参照附图仔细阅读下面的专门实施例的详细说明之后,便能很好地理解。
附图的简短说明
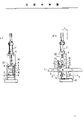
图1是具体表示本发明的设备的正视图;
图2是侧视图,在垂直截面中表示了一些零件;
图3是在图1和图2的设备中一把刀片的放大正视图;
图4是图3中Ⅳ-Ⅳ箭头所指方向的截面图;
图5是图3中箭头Ⅴ所指方向的刀片的底视图;
最佳实施例的说明
如图1和2所示的设备,有一个把长条形的成型钢坯条料1沿水平通路按箭头2的方向送进的装置。该送进装置有若干个被驱动的传送辊3,其中两个在图2中用点划线表示。条料1可由连续铸造制得,它必须在有规律的或无规律的时间间隔内进行分切,切成钢块、钢坯或类似形状的一个接一个的坯料。假定条料1在穿过本发明的设备时是热的或非常的热。
经过改进的设备的切断装置4有两把刀片6和7,当设备不运转时,它们分别处于条料1通路的上方和下方。刀片6和7装在类似环形体或U形体的共同的刀架5上,并且用一根枢轴10把刀架5铰接到一个双作用液压推进器或气动推进器上。刀片6和7很容易从刀架5的相应部分上拆下来。为此,借助于合适的罩盖8和楔状的或其它合适的固定件9把刀片夹在适当的位置上。切断装置4(包括刀架5,推进器11以及刀片6和7)的特点是,刀片位于一个公共的垂直平面上,该平面与按箭头方向移动的条料1的通路垂直。不过,也可以用这样的方式布置刀片6和7,即它们的公共平面倾斜于垂直平面。刀片6和7布置在一个公共平面内,这与传统的夹钳或剪床的结构大不相同,传统的布置方式是刀片位于两个平行平面上。把刀片装在两个平行平面上,必定会产生毛刺、飞边或其它缺陷。
切断装置4的推进器11具有一个或多个汽缸活塞装置,能使装有刀片6和7的刀架相对于机架25上下移动。
该设备还有许多与冷却介质源(例如压缩空气源)连接的喷嘴12,并且能引导冷却介质的喷射流对准刀片6和7的切削刃切进条料1的材料中去时的位置。
该设备还有一个能使刀片6和7(更确切点说,是刀架5)和正在送进的条料1联结一段时间的装置,这一段时间是保证刀片6和7在予先决定的平面上完成条料切断所需要的。该联结装置有一个在送进的条料1下面的砧子15,一个位于条料1的通路上方的,与砧子15相对的导向板14,和一个流体驱动的推进器13(例如,用压缩空气驱动的推进器),这个推进器能使导向板14上下移动,从而能把移动着的条料1夹紧在砧子15的上面和导向板14的下面之间。导向板14能相对于条料1的通路移动的方向用双箭头表示之。
假如操作者或者一台自动控制装置(图中未示出)要在离条料1前端一段选定的距离上把条料切断,就开动推进器13,把导向板14向下压,于是条料就被夹住在导向板和砧子15之间,亦即,装有切断装置4的机架25不得不按箭头2的方向向前移动。然后,推进器11推动装有刀片6和7的刀架5下降,于是刀片6从上方切入条料1中,并产生一个切口,该切口扩展到图1中所示的深度16。下一步,推进器11把装有刀片6和7的刀架5提升,于是刀片6从切口中拔出,同时刀片7从下方切入移动着的条料1内,其深度如图1中的标号17所示。这样,就在刀片6和7的公共平面内完成了条料1的切断、可作反向动作的推进器11可以按这样一种方式操作,即在刀片6从上方切入条料1之前,刀片7先从下方切入条料1,也可以反过来进行。刚切断的条料1的前面部分用条料1的剩余部分推向前进,或者用某种图中未特别表示出来的方式,把刚切下来的条料1从设备的侧面或从设备的前方移走。然后,推进器13动作,把导向板14从砧座15上移开,于是机架25停止沿着箭头2方向与移动着的条料1一起移动。机架25向前移动的行程在图2中用标号H表示之。标号18表示一个能用来把机架25推动或者说退回到图2中所示的起始位置的气动弹簧。随后,设备就准备进行第2次横向切断正在移动的条料1。气动弹簧或弹簧18可以用有回弹力的机械零件、缓冲器或任何能把机架25退回或推动回到原始位置上去的适当的部件来代替。
假如条料1由连续铸钢制成,一般其温度在700~1150℃之间,此温度取决于铸钢的品种和切断装置4与铸造工位的位置关系。例如,条料1有180平方毫米的横截面,该经改进的设备能在4.5秒或更短的时间间隔内迅速地从横向切断具有这样大的横截面的移动着的条料1。这就保证机架25的向前行程H非常的短。换言之,该改进了的设备在铸造车间中所需要的空间很小。
砧子15的一个优点是在切断操作过程中它与传送辊3配合工作,对正在移动的条料1进行正确的导向。
可以把导向板14和/或砧子15加固,以保证这两个零件无论机架25在向前还是向后移动时,都能适当地协助辊子3,使条料1沿它予定的通路前进。图2中示出一个加强导向板14的横臂或横杆19。当联接装置13~15起作用时,导向板14象一个压紧装置一样,对条料起作用。即把条料1向下压到传送辊3的顶部。
图3、4和5表示某种目前能在本发明的设备中使用的刀片(例如刀片6)的最佳形状。如图所示,刀片6有一个凹形的,如图4中在21部位所表示的那样的,钝的或加工成钝边的切削刃20。在箭头2方向(如图3所示,从左到右)的切削刃20的长度大于条料1在水平通路上的宽度S。还有,如图4所示,刀片6有一个楔形部分,该楔形部分的高度为22,并且向着切削刃20的钝的或加工成钝边的最下面的部分21逐渐变薄。当设备实际使用时,楔形部分的高度和宽度不一定要超过宽度S和刀片6切入条料1的材料中的高度。这样能使刀片的刚度更大些,使用寿命也更长些,因为刀片的其余部分可以制造得更坚固了。另外,这样也有助于降低刀片的造价,因为刀片上只有较少的部分必须在切除材料或其它机器上进行处理或成形,以使刀片获得楔形部分。
刀片6的上部有一个或几个孔23,这种孔可以是园孔或其它形状的小孔,销子123能插入孔内,用来把刀片6连接到它的刀架5上,但又可以拆开。
刀片6的外形可以是园形的或大体上园形的(如图3中实线所示)或者是多边形的(特别是正方形或长方形的),〔如图3中点划线所示〕。刀片6外形的选择,取决于刀片的原材料,并且应从能保证以最低的成本生产出刀片这样一种观点来决定其外形。假如原材料是轧制的或以一种类似的工艺方法制得的金属园棒,刀片6应具有如图3中实线所表示的外形。假如刀片6的原材料的外形是多边形,则用这种毛坯制成的刀片的外形就应是多边形的,例如,是正方形或长方形的。
采用具有凹形切削刃20的刀片,具有若干优点。首先,在移动着的条料上,切口是逐渐地、缓和地形成的。这个优点很容易理解,因为凹形的切削刃是逐渐地切入条料内去的,相反,采用具有直切削刃的刀片,当大部分或全部切削刃在一瞬间切入工件内去时,将使设备产生很大的附加应力,并且有形成不规则切口的可能性。
图示的刀片6的另一个重要优点是凹形的切削刃20与向着切削刃20逐渐变薄的楔形部分相结合,这可减少在移动着的条料1的横向表面上形成毛刺或飞边的可能性。刀片6可以这样设计,即楔状部分不仅从切削刃20逐渐向孔23倾斜,而且也向外,向着刀片6的其它周边部分倾斜,因此,刀片最薄的部分靠近切削刃20,而刀片的厚度在围绕刀片的周边的所有方向上都增加。
刀片可用一种热加工用钢制成,外面再包一层合适的耐磨材料,以延长刀片的使用寿命。但是,如果用硬质合金或硬质合金与热加工用钢结合制成的刀片,也能取得相同的效果。
图3~5中刀片6所适用的一切,同样也适用于,或者能够应用于另一把刀片7。
这种经改进的设备的一个重要优点是,它不仅占用的场地小,而且它的刀片在切断条料1后,不会在切断平面上形成毛刺之类的东西。这种设备特别适用于若干根热金属条料同时出料的工厂。
这种经过改进的设备的另一个重要优点是,它由少数几件较简单的零件组成,因此不容易发生故障,如果必须修理的话,也能在很短的时间内,由只需要对这种修理工作经过短期训练,或者甚至不经过训练的人员进行修理。
不必再进一步阐述,上文已经彻底揭示了本发明的要点,所以其它人可以应用现有的知识容易地把它改写成各种不同的申请文件而不会失去这样一些特征,而从现有技术的角度看来,无论是从一般的角度还是从专门的角度,这些特征完整地构成了我对该项技术的贡献,因此,这种改写应该而且必须被理解为与所附的权利要求的条文中的含义相同,并且包含在所附的权利要求的条文中。
Claims (16)
1、一种在坯料通路相对的两侧安置有第一和第二刀片,用来切断沿着一条予定的通路前进的金属条料毛坯,特别是加热好的成型钢坯的方法,其特征是具有下列步骤:①使刀片随着条料一起送进的步骤;②一把刀片横过通路移动并切入移动着的条料中,使这把刀片在予定的平面内部分地切断条料;③在所说的平面内使另一把刀片切入条料中,因此这另一把刀片至少实质上在所说平面上完成条料的切断。
2、根据权利要求1的方法,其特征是所说的通路实质上是水平的,并且一把刀片从条料的上方切入条料。
3、根据权利要求1的方法,其特征是所说的通路实质上是水平的,并且一把刀片从条料的下方切入条料。
4、根据权利要求1的方法,其特征是所说的送进步骤包括把刀片装到刀架上,以及使刀架和条料连接起来。
5、根据权利要求1的方法,其特征是在移动刀片的步骤中,是用流体驱动的推进器来移动刀片的。
6、一种切断金属条料毛坯,特别是加热好的成型钢坯的设备,其特征是具有下述装置:①使条料沿着一条予定的通路移动的装置;②布置在所说通路的相对两侧的第一和第二刀片;③使刀片随着正在前进的条料一起移动的装置,并且刀片位于横截所说通路的一个公共平面上;④逐一地使所说刀片切入条料中去的装置,其中一把刀片在所说平面内部分地切断条料,而所说的另一把刀片则在所说平面内至少实质上完成条料的切断。
7、根据权利要求6的设备,其特征是所说的通路大体上是水平的,所说的第一和第二刀片,在它们切入条料之前,分别位于所说通路的上方和下方。
8、根据权利要求6的设备,其特征是移动装置有一个用于安装所说刀片的刀架,以及通过刀架使刀片移动的推动装置。
9、根据权利要求8的设备,其特征是所说的使刀片随前进的条料一起移动的装置有使所说刀架与条料相联结,而且又可以使它们分开的装置。
10、根据权利要求8的设备,其特征是具有把所说刀架铰接到所说推动装置上去的装置。
11、根据权利要求6的设备,其特征是至少所说第一刀片具有实质上是凹形的切削刃。
12、根据权利要求11的设备,其特征是所说的切削刃是钝的。
13、根据权利要求11的设备,其特征是所说的第一刀片具有靠近所说的切削刃,并且向着切削刃逐渐变薄的楔形部分。
14、根据权利要求6的设备,其特征是至少所说第一刀片具有实质上为园形的外形。
15、根据权利要求6的设备,其特征是至少所说第一刀片具有多边形的外形,特别是正方形或长方形的外形。
16、根据权利要求6的设备,其特征是至少所说第一刀片上有一个孔,而所说的移动装置有一个刀架和把第一刀片紧固到所说的刀架上的零件,所说的紧固零件插到所说的孔中。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DEP3534127.0 | 1985-09-25 | ||
| DE19853534127 DE3534127A1 (de) | 1985-09-25 | 1985-09-25 | Verfahren und vorrichtung zum abtrennen von profilwerkstoff |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN86106963A true CN86106963A (zh) | 1987-06-10 |
| CN1008987B CN1008987B (zh) | 1990-08-01 |
Family
ID=6281869
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN86106963A Expired CN1008987B (zh) | 1985-09-25 | 1986-09-24 | 切断金属材料的成型条料的方法及其设备 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US4762039A (zh) |
| EP (1) | EP0216225B1 (zh) |
| JP (1) | JPS6274522A (zh) |
| KR (1) | KR870002891A (zh) |
| CN (1) | CN1008987B (zh) |
| AT (1) | ATE53318T1 (zh) |
| CA (1) | CA1277225C (zh) |
| DE (2) | DE3534127A1 (zh) |
| ZA (1) | ZA866561B (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103108717A (zh) * | 2010-08-20 | 2013-05-15 | C·伊斯特夫·康普斯 | 黄铜或铝塞子的热分配机 |
| CN104028824A (zh) * | 2014-06-16 | 2014-09-10 | 惠州华阳通用电子有限公司 | 一种剪断式pcb分板机 |
| CN104259547A (zh) * | 2014-08-11 | 2015-01-07 | 苏州胜禹材料科技有限公司 | 一种高精度模式飞剪系统 |
| CN105728821A (zh) * | 2016-05-13 | 2016-07-06 | 甄文昊 | 钢坯薄刀切断机 |
| CN106808006A (zh) * | 2015-11-30 | 2017-06-09 | 湖南衡泰机械科技有限公司 | 一种数控切割机床 |
| CN111390261A (zh) * | 2019-08-21 | 2020-07-10 | 新昌县峰特年智能科技有限公司 | 一种利用气流联动性压实板材的剪板机及其使用方法 |
| CN111822778A (zh) * | 2020-07-15 | 2020-10-27 | 江苏新益机械有限公司 | 一种液压跟踪剪切的剪板机 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5207351A (en) * | 1990-01-30 | 1993-05-04 | Weiler And Company, Inc. | Tray dispensing apparatus and method |
| US5213021A (en) * | 1990-03-14 | 1993-05-25 | Advanced Environmental Recycling Technologies, Inc. | Reciprocating cutter assembly |
| JP3159462B2 (ja) * | 1991-04-30 | 2001-04-23 | 日下部電機株式会社 | プレス式走行パイプ切断機 |
| FR2698578B1 (fr) * | 1992-11-27 | 1995-02-17 | Profil | Procédé et installation de fabrication en continu de pièces composites et pièces composites obtenues par ce procédé. |
| US5558565A (en) * | 1995-07-31 | 1996-09-24 | Dedonato; Victor | Glass pattern cutting device |
| US6296601B1 (en) * | 1999-07-13 | 2001-10-02 | C.G. Bretting Manufacturing Company, Inc. | Vacuum assisted roll apparatus and method |
| IT1401998B1 (it) * | 2010-09-30 | 2013-08-28 | Danieli Off Mecc | Cesoia di taglio di prodotti laminati e relativo processo di produzione |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1366063A (en) * | 1915-11-29 | 1921-01-18 | Hydraulic Pressed Steel Co | Process of severing bars |
| US1759025A (en) * | 1929-01-12 | 1930-05-20 | Holton J Sutherland | Miter-cutting machine for pattern binding |
| US2648383A (en) * | 1939-04-03 | 1953-08-11 | Hahn Johann | Bloom shear |
| US2258348A (en) * | 1940-08-04 | 1941-10-07 | United Eng Foundry Co | Shear |
| DE884445C (de) * | 1942-05-30 | 1953-07-27 | Fritz Bernhard Hatebur | Verfahren zum Abscheren von Profilstaeben u. dgl. und Vorrichtung zur Ausuebung des Verfahrens |
| US3081657A (en) * | 1959-05-06 | 1963-03-19 | Robertson Co H H | Longitudinally reciprocating measuring means and strip treating apparatus |
| US3121360A (en) * | 1961-01-24 | 1964-02-18 | Joseph M Hill | Stock severing apparatus |
| US3566728A (en) * | 1967-12-05 | 1971-03-02 | Atsushi Ohmasu | Travelling cutting machine for use with an extrusion press |
| DE1904975A1 (de) * | 1969-02-01 | 1970-08-27 | Kloeckner Werke Ag | Verfahren und Vorrichtung zum Trennen von vorzugsweise metallischem Material |
| US3757627A (en) * | 1970-06-18 | 1973-09-11 | Wafios Maschinen Wagner | Method and apparatus for cutting pins for producing chain links |
| FR2115651A5 (zh) * | 1970-11-27 | 1972-07-07 | Chausson Usines Sa | |
| GB1405934A (en) * | 1971-08-19 | 1975-09-10 | Meyer Roth Pastor Maschf | Device and methof for notching or notching and parting wire in preparation for butt-welding |
| DE2225300C3 (de) * | 1972-05-25 | 1975-05-22 | Demag Ag, 4100 Duisburg | Vorrichtung zum Schneiden von H-Profilen |
| DE2341906A1 (de) * | 1973-08-18 | 1975-03-06 | Schloemann Siemag Ag | Pendelschere |
| DE2452041A1 (de) * | 1974-11-02 | 1976-05-06 | Schloemann Siemag Ag | Schervorrichtung fuer bleche |
| US3994191A (en) * | 1975-10-30 | 1976-11-30 | Aetna-Standard Engineering Company | Flying shear with antifriction carriage support |
| IT1051695B (it) * | 1975-12-22 | 1981-05-20 | Fimi Fab Impianti Masch Ind Sp | Dispositivo di comando della lama mobile di cesoie volanti per macchine automatiche per il taglio trasversale di lamiere e simili |
| JPS59102511A (ja) * | 1982-11-30 | 1984-06-13 | Ube Ind Ltd | 鋼片の切断装置 |
-
1985
- 1985-09-25 DE DE19853534127 patent/DE3534127A1/de active Granted
-
1986
- 1986-08-29 ZA ZA866561A patent/ZA866561B/xx unknown
- 1986-09-05 DE DE8686112276T patent/DE3671705D1/de not_active Expired - Fee Related
- 1986-09-05 EP EP86112276A patent/EP0216225B1/de not_active Expired - Lifetime
- 1986-09-05 AT AT86112276T patent/ATE53318T1/de not_active IP Right Cessation
- 1986-09-10 US US06/905,800 patent/US4762039A/en not_active Expired - Fee Related
- 1986-09-22 CA CA000518749A patent/CA1277225C/en not_active Expired - Fee Related
- 1986-09-24 KR KR860007988A patent/KR870002891A/ko not_active Application Discontinuation
- 1986-09-24 CN CN86106963A patent/CN1008987B/zh not_active Expired
- 1986-09-25 JP JP61225061A patent/JPS6274522A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103108717A (zh) * | 2010-08-20 | 2013-05-15 | C·伊斯特夫·康普斯 | 黄铜或铝塞子的热分配机 |
| CN104028824A (zh) * | 2014-06-16 | 2014-09-10 | 惠州华阳通用电子有限公司 | 一种剪断式pcb分板机 |
| CN104028824B (zh) * | 2014-06-16 | 2017-02-15 | 惠州华阳通用电子有限公司 | 一种剪断式pcb分板机 |
| CN104259547A (zh) * | 2014-08-11 | 2015-01-07 | 苏州胜禹材料科技有限公司 | 一种高精度模式飞剪系统 |
| CN104259547B (zh) * | 2014-08-11 | 2016-08-24 | 苏州胜禹材料科技股份有限公司 | 一种高精度模式飞剪系统 |
| CN106808006A (zh) * | 2015-11-30 | 2017-06-09 | 湖南衡泰机械科技有限公司 | 一种数控切割机床 |
| CN105728821A (zh) * | 2016-05-13 | 2016-07-06 | 甄文昊 | 钢坯薄刀切断机 |
| CN111390261A (zh) * | 2019-08-21 | 2020-07-10 | 新昌县峰特年智能科技有限公司 | 一种利用气流联动性压实板材的剪板机及其使用方法 |
| CN111390261B (zh) * | 2019-08-21 | 2021-02-23 | 绍兴市载沣智能科技有限公司 | 一种利用气流联动性压实板材的剪板机及其使用方法 |
| CN111822778A (zh) * | 2020-07-15 | 2020-10-27 | 江苏新益机械有限公司 | 一种液压跟踪剪切的剪板机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1277225C (en) | 1990-12-04 |
| KR870002891A (ko) | 1987-04-13 |
| JPS6274522A (ja) | 1987-04-06 |
| ATE53318T1 (de) | 1990-06-15 |
| DE3534127C2 (zh) | 1988-03-03 |
| EP0216225A1 (de) | 1987-04-01 |
| DE3671705D1 (de) | 1990-07-12 |
| US4762039A (en) | 1988-08-09 |
| DE3534127A1 (de) | 1987-04-02 |
| EP0216225B1 (de) | 1990-06-06 |
| CN1008987B (zh) | 1990-08-01 |
| ZA866561B (en) | 1987-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN86106963A (zh) | 切断金属材料的成型条料的方法及其设备 | |
| US4273171A (en) | Dual action combination firewood cutting and splitting machine | |
| CN212019083U (zh) | 一种管型材在线豁角设备 | |
| EP0391747B1 (en) | Single cut die set | |
| US5785102A (en) | Board edging infeed apparatus | |
| CA2501455A1 (en) | Linear feed cutting apparatus and method | |
| US6360643B2 (en) | Blade assembly for shear | |
| CN2309910Y (zh) | 钢筋拉直剪断机 | |
| CN109396852A (zh) | 一种深槽的快速加工设备 | |
| CN212885382U (zh) | 一种剪板机 | |
| CN211052390U (zh) | 一种半自动下料的多功能钢筋锯切机 | |
| GB1422950A (en) | Apparatus for shearing sheet material | |
| US4081009A (en) | Method and apparatus for severing fibrous articles such as trees | |
| CN218693096U (zh) | 一种型材自动加工系统 | |
| CN203738110U (zh) | 一种包装条端部斜面剪切机 | |
| CN201079871Y (zh) | 一种在线金属带锯床 | |
| US4444345A (en) | Rail lifting and cutting machine | |
| CN209380262U (zh) | 一种深槽的快速加工设备 | |
| CN210669313U (zh) | 一种新型气动电缆环切加工平台 | |
| CN112893998A (zh) | 一种热锯切割控制方法 | |
| CN218946513U (zh) | 一种大尺寸金属板防回拢夹紧装置 | |
| CN216760392U (zh) | 加气砖分掰装置 | |
| CN215200893U (zh) | 长料定位装置 | |
| CN215037756U (zh) | 一种工件剪切装置 | |
| CN212019088U (zh) | 一种管型材角度成型机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |