CN217748961U - 一种打薄机构 - Google Patents
一种打薄机构 Download PDFInfo
- Publication number
- CN217748961U CN217748961U CN202221498134.7U CN202221498134U CN217748961U CN 217748961 U CN217748961 U CN 217748961U CN 202221498134 U CN202221498134 U CN 202221498134U CN 217748961 U CN217748961 U CN 217748961U
- Authority
- CN
- China
- Prior art keywords
- push rod
- block
- pressing block
- thinning
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Punching Or Piercing (AREA)
Abstract
本实用新型提供了一种打薄机构,包括:设于上模具的上冲压头、第一驱动杆、第二驱动杆,设于下模具上的下冲压头、第一推杆、第二推杆、第一挤压块和第二挤压块。上冲压头的底面凸起形成上压块,下冲压头的顶面凸起形成下压块,第一挤压块位于第一推杆与下冲压头之间,第二挤压块位于第二推杆与下冲压头之间。在上模具向下运动,使得第一驱动杆推动第一推杆以及第二驱动杆推动第二推杆向下运动,第一推杆通过第一挤压块以及第二推杆通过第二挤压块同时从两侧推动下冲压头向上运动,从而使得上压块和下压块同时挤压金属板材,使得金属板材上、下表面同时受力而冲压平整以及冲压深度一致。
Description
【技术领域】
本实用新型涉及模具的技术领域,尤其是涉及一种打薄机构。
【背景技术】
目前,对于金属板材上、下表面打薄冲压工艺,一般是利用冲床上的冲压模具先对一表面进行冲压打薄,而后在将打薄一表面的金属板材放置于另一冲压模具上,对另一表面进行冲压打薄。此方式,步骤多,且分开两步骤打薄,容易导致在先打薄的表面在后以打薄过程中发生形变,且一表面冲压打薄后,在另一表面打薄时还需将前一步打薄的表面采用垫块固定,以防,在后一步冲压时发生变形,但此方式,会增加金属板材上下表面冲压深度一致的误差,容易造成金属板材上、下表面打薄的高度不一致,影响产品品质。且分开两步骤打薄,在应用于冲压连续模具上时,则会增加冲压连续模具的成本,且增加冲压连续模具的长度,降低产品生产效率。
因此,现有技术有待改进和发展。
【实用新型内容】
本实用新型的目的在于提供一种打薄机构,用于解决现有上、下表面分开打薄造成打薄高度不一致且容易导致形变影响产品品质的问题。
本实用新型的技术方案如下:一种打薄机构,包括:设置于上模具的上冲压头、第一驱动杆、第二驱动杆,设置于下模具上的下冲压头、第一推杆、第二推杆、第一挤压块和第二挤压块;
所述上冲压头的底面凸起形成上压块,所述下冲压头的顶面凸起形成下压块,所述上压块对应下压块的位置设置;
所述第一驱动杆、第二驱动杆分别位于上冲压头的两侧,所述第一推杆、第二推杆分别位于下冲压头的两侧;所述第一推杆对应第一驱动杆的位置设置,所述第二推杆对应第二驱动杆的位置设置,所述第一挤压块位于第一推杆与下冲压头之间,所述第二挤压块位于第二推杆与下冲压头之间;
工作时,所述第一驱动杆推动第一推杆向下运动,所述第二驱动杆推动第二推杆向下运动,所述第一推杆通过第一挤压块以及第二推杆通过第二挤压块同时从两侧推动下冲压头向上运动。
进一步的,所述下冲压头、第一推杆、第二推杆、第一挤压块和第二挤压块均设置于下模具的下模板上,所述打薄机构还包括设置于下模具上用于驱动下冲压头向下运动的复位机构。
进一步的,所述第一挤压块为第一梯形体,所述第二挤压块为第二梯形体,所述第一梯形体与第二梯形体的两侧面均为第一斜面;所述第一推杆上形成有与第一梯形体一侧面契合的第二斜面,所述第二推杆上形成有与第二梯形体一侧面契合的第三斜面,所述下冲压头上形成有与第一梯形体另一侧面契合的第四斜面,所述下冲压头上还形成有与第二梯形体另一侧面契合的第五斜面。
进一步的,所述复位机构包括螺杆和第一弹性件,所述螺杆的一端穿设于下模具的下垫板并与下冲压头连接,所述第一弹性件设置于下垫板与螺杆的螺帽之间。
进一步的,所述复位机构包括贯穿于下冲压头的第二弹性件,所述第二弹性件的两端分别与第一挤压块和第二挤压块接触。
进一步的,所述下冲压头包括基座以及可拆卸设置于基座上的冲压件,所述下压块位于冲压件上,所述螺杆与基座连接,所述第四斜面、第五斜面均位于基座上。
进一步的,所述基座上开设有两侧为开口的安装槽,所述安装槽的两侧壁均由下至上逐渐靠拢,所述冲压件的底部形成有与安装槽契合的嵌入块。
进一步的,所述打薄机构包括设置于下模板上的第一限位块和第二限位块,所述第一限位块的底部开设有两侧为开口的第一限位槽,所述第一挤压块、第二挤压块均至少部分置于第一限位槽内,所述基座位于第一限位槽内;所述第二限位块位于第一限位块的上方,所述第一限位块上开设有限位孔,所述冲压件置于限位孔内。
本实用新型的有益效果在于:相较于现有技术,本实用新型利用在上模具上设置上冲压头、第一驱动杆、第二驱动杆,以及在下模具上设置有下冲压头、第一推杆、第二推杆、第一挤压块和第二挤压块。以实现在上模具配合冲床使用时,上模具向下运动,即可使得第一驱动杆推动第一推杆向下运动,第二驱动杆推动第二推杆向下运动,第一推杆通过第一挤压块以及第二推杆通过第二挤压块同时从两侧推动下冲压头向上运动,从而利用上压块和下压块同时配合挤压金属板材,使得金属板材上、下表面可同时受力而被冲压平整,且可使金属板材上、下表面受力一致,以此,可防止上、下表面分开冲压造成打薄高度不一致以及导致在先打薄的表面发生形变而影响产品的品质的问题。且本实用新型实现将金属板材同时上下打薄,可减少冲压连续模具上的工位,缩短冲压连续模具的长度,提高产品生产效率。
【附图说明】
图1为金属板材通过本实用新型加工后的成品示意图。
图2为本实用新型的立体图;
图3为图2中A区域的放大图;
图4为本实用新型的部分爆炸图;
图5为配合本实用新型装配下模板示意图;
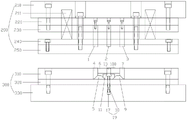
图6为本实用新型配合冲压连续模具使用,且呈开模状态的示意图;
图7为本实用新型配合冲压连续模具使用,且呈压紧金属板材状态的示意图;
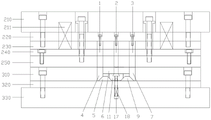
图8为本实用新型配合冲压连续模具使用,且呈冲压状态的示意图。
【具体实施方式】
下面结合附图和实施方式对本实用新型作进一步说明。
请参照附图1-8,本实用新型实施例中的一种打薄机构。
该打薄机构包括:设置于上模具200的上冲压头2、第一驱动杆1、第二驱动杆2,设置于下模具300上的下冲压头10、第一推杆4、第二推杆7、第一挤压块5和第二挤压块9。上冲压头2的底面凸起形成上压块21,下冲压头10的顶面凸起形成下压块16,上压块21对应下压块16的位置设置。第一驱动杆1、第二驱动杆2分别位于上冲压头2的两侧,第一推杆4、第二推杆7分别位于下冲压头10的两侧。第一推杆4对应第一驱动杆1 的位置设置,第二推杆7对应第二驱动杆2的位置设置,第一挤压块5位于第一推杆4与下冲压头10之间,第二挤压块9位于第二推杆7与下冲压头10之间。
工作时,第一驱动杆1推动第一推杆4向下运动,第二驱动杆2推动第二推杆7向下运动,第一推杆4通过第一挤压块5以及第二推杆7通过第二挤压块9同时从两侧推动下冲压头10向上运动。
本实用新型利用在上模具200上设置上冲压头2、第一驱动杆1、第二驱动杆2,以及在下模具300上设置有下冲压头10、第一推杆4、第二推杆7、第一挤压块5和第二挤压块9。以实现在上模具200配合冲床使用时,上模具200向下运动,即可使得第一驱动杆1推动第一推杆4向下运动,第二驱动杆2推动第二推杆7向下运动,第一推杆4通过第一挤压块5以及第二推杆7通过第二挤压块9同时从两侧推动下冲压头10向上运动,从而利用上压块21和下压块16同时配合挤压金属板材,使得金属板材上、下表面可同时受力而被冲压平整,且可使金属板材上、下表面受力一致,以此,可防止上、下表面分开冲压造成打薄高度不一致以及导致在先打薄的表面发生形变而影响产品的品质的问题。且本实用新型实现将金属板材 100同时上下打薄,可减少冲压连续模具上的工位,缩短冲压连续模具的长度,提高产品生产效率。
在一实施例中,下冲压头10、第一推杆4、第二推杆7、第一挤压块5 和第二挤压块9均设置于下模具300的下模板310上,打薄机构还包括设置于下模具300上用于驱动下冲压头10向下运动的复位机构19。利用复位机构19,可在不工作时,使得下冲压头10向下运动恢复初始位置,以便于给待加工金属板材100冲压。
具体的,上冲压头2、第一驱动杆1、第二驱动杆2可设置于上垫板 220,对应的,上夹板230、止挡板240、脱料板250上均在对应上冲压头 2、第一驱动杆1、第二驱动杆2的位置开设过孔(图中未出示)。下模板 310上开设有用于安装下冲压头10、第一推杆4、第二推杆7、第一挤压块5和第二挤压块9的容腔311,以限位下冲压头10、第一推杆4、第二推杆 7、第一挤压块5和第二挤压块9。其中,未工作时,上模具200与下模具 300呈开模状态,如图6所示。工作时,在上模具200整体向下运动压紧金属板材100时,上压块21的下表面和上压块21的上表面分别与金属板材的上、下表面接触,如图7所示。此时,上模具200中的上模座210、上垫板220、上夹板230继续往下运动时,可带动上冲压头2、第一驱动杆 1、第二驱动杆2继续向下运动,从而经第一推杆4、第二推杆7、第一挤压块5和第二挤压块9推动下冲压头10一同挤压金属板材100,如图8所示,实现打薄金属板材100。其中,冲压连续模具包括上模具200和下模具300,上模具200包括上模座、上垫板220、上夹板230、止挡板240、脱料板250、弹簧等,以及下模具300包括下模板310、下垫板320、下模座330等,这些均为现有技术,在此不一一赘述。
在一实施例中,第一挤压块5为第一梯形体,第二挤压块9为第二梯形体,第一梯形体与第二梯形体的两侧面均为第一斜面。第一推杆4上形成有与第一梯形体一侧面契合的打薄机构41,第二推杆7上形成有与第二梯形体一侧面契合的第三斜面71,下冲压头10上形成有与第一梯形体另一侧面契合的第四斜面12,下冲压头10上还形成有与第二梯形体另一侧面契合的第五斜面20。利用第一梯形体和第二梯形体两侧的第一斜面分别下冲压头10、第一推杆4、第二推杆7上的斜面契合,以此,在第一推杆 4、第二推杆7受力向下运动时可推动第一挤压块5、第二挤压块9相对运动,并共同挤压着下冲压头10,使其克服复位机构19的作用力向上运动,让上压块21和下压块16可同时挤压金属板材100的上下表面发生变形,实现打薄金属板材100。
具体的,在一实施例中,为实现上模具200向上运动时,下冲压头10 可向下运动,使得下压块16置于下模板310内。最优的,复位机构19可由螺杆17和第一弹性件18构成,螺杆17的一端穿设于下模具300的下垫板320并与下冲压头10连接,第一弹性件18设置于下垫板320与螺杆17 的螺帽之间。另外,在另一实施例中,复位机构19还可贯穿于下冲压头 10的第二弹性件(图中未出示),第二弹性件的两端分别与第一挤压块5 和第二挤压块9接触,利用第二弹性件得复位作用力,可推动第一梯形体和第二梯形体向两侧运动,使得下冲压头10根据自身重力向下运动复位。其中,第一弹性件18和第二弹性件均为弹簧。
在一实施例中,下冲压头10包括基座11以及可拆卸设置于基座11上的冲压件15,下压块16位于冲压件15上,螺杆17与基座11连接,第四斜面12、第五斜面均位于基座11上,以便于更换冲压件15,以调整下冲压头10的高度。且上冲压头2通过螺丝安装于上垫板220上,以便于更换上冲压头2的高度,用户可根据金属板材100上、下表面打薄的高度安装所需规格的上冲压头2和下冲压头10。
在一实施例中,为实现冲压件15与基座11的安装,基座11上开设有两侧为开口的安装槽13,安装槽13的两侧壁均由下至上逐渐靠拢,冲压件15的底部形成有与安装槽13契合的嵌入块14。其中,需要说明的是,冲压件15还可与基座11一体成型,在此不作限定。
在一实施例中,为使得第一挤压块5、第二挤压块9和下冲压头10稳定运动,打薄机构包括设置于下模板310上的第一限位块8和第二限位块 6,第一限位块8的底部开设有两侧为开口的第一限位槽81,第一挤压块5、第二挤压块9均至少部分置于第一限位槽81内,基座11位于第一限位槽 81内。第二限位块6位于第一限位块8的上方,第一限位块8上开设有限位孔61,冲压件15置于限位孔61内,第一推杆4、第二推杆7分别位于第一限位块8和第二限位块6的两侧。
以上所述的仅是本实用新型的实施方式,在此应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出改进,但这些均属于本实用新型的保护范围。
Claims (8)
1.一种打薄机构,适用于冲压模具上,其特征在于,包括:设置于上模具的上冲压头、第一驱动杆、第二驱动杆,设置于下模具上的下冲压头、第一推杆、第二推杆、第一挤压块和第二挤压块;
所述上冲压头的底面凸起形成上压块,所述下冲压头的顶面凸起形成下压块,所述上压块对应下压块的位置设置;
所述第一驱动杆、第二驱动杆分别位于上冲压头的两侧,所述第一推杆、第二推杆分别位于下冲压头的两侧;所述第一推杆对应第一驱动杆的位置设置,所述第二推杆对应第二驱动杆的位置设置,所述第一挤压块位于第一推杆与下冲压头之间,所述第二挤压块位于第二推杆与下冲压头之间;
工作时,所述第一驱动杆推动第一推杆向下运动,所述第二驱动杆推动第二推杆向下运动,所述第一推杆通过第一挤压块以及第二推杆通过第二挤压块同时从两侧推动下冲压头向上运动。
2.根据权利要求1所述的打薄机构,其特征在于,所述下冲压头、第一推杆、第二推杆、第一挤压块和第二挤压块均设置于下模具的下模板上,所述打薄机构还包括设置于下模具上用于驱动下冲压头向下运动的复位机构。
3.根据权利要求2所述的打薄机构,其特征在于,所述第一挤压块为第一梯形体,所述第二挤压块为第二梯形体,所述第一梯形体与第二梯形体的两侧面均为第一斜面;所述第一推杆上形成有与第一梯形体一侧面契合的第二斜面,所述第二推杆上形成有与第二梯形体一侧面契合的第三斜面,所述下冲压头上形成有与第一梯形体另一侧面契合的第四斜面,所述下冲压头上还形成有与第二梯形体另一侧面契合的第五斜面。
4.根据权利要求3所述的打薄机构,其特征在于,所述复位机构包括螺杆和第一弹性件,所述螺杆的一端穿设于下模具的下垫板并与下冲压头连接,所述第一弹性件设置于下垫板与螺杆的螺帽之间。
5.根据权利要求3所述的打薄机构,其特征在于,所述复位机构包括贯穿于下冲压头的第二弹性件,所述第二弹性件的两端分别与第一挤压块和第二挤压块接触。
6.根据权利要求4所述的打薄机构,其特征在于,所述下冲压头包括基座以及可拆卸设置于基座上的冲压件,所述下压块位于冲压件上,所述螺杆与基座连接,所述第四斜面、第五斜面均位于基座上。
7.根据权利要求6所述的打薄机构,其特征在于,所述基座上开设有两侧为开口的安装槽,所述安装槽的两侧壁均由下至上逐渐靠拢,所述冲压件的底部形成有与安装槽契合的嵌入块。
8.根据权利要求7所述的打薄机构,其特征在于,所述打薄机构包括设置于下模板上的第一限位块和第二限位块,所述第一限位块的底部开设有两侧为开口的第一限位槽,所述第一挤压块、第二挤压块均至少部分置于第一限位槽内,所述基座位于第一限位槽内;所述第二限位块位于第一限位块的上方,所述第一限位块上开设有限位孔,所述冲压件置于限位孔内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221498134.7U CN217748961U (zh) | 2022-06-14 | 2022-06-14 | 一种打薄机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221498134.7U CN217748961U (zh) | 2022-06-14 | 2022-06-14 | 一种打薄机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217748961U true CN217748961U (zh) | 2022-11-08 |
Family
ID=83892519
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221498134.7U Active CN217748961U (zh) | 2022-06-14 | 2022-06-14 | 一种打薄机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217748961U (zh) |
-
2022
- 2022-06-14 CN CN202221498134.7U patent/CN217748961U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109500242A (zh) | 一种汽车天窗导轨多型面成型加工冲压模具及其冲压方法 | |
| CN209631937U (zh) | 一种汽车天窗导轨多型面成型加工冲压模具 | |
| CN114653830B (zh) | 一种具有负角翻边冲压件的冲压模具及工艺 | |
| CN113118307B (zh) | 一种一步式负角结构折弯成型模具 | |
| CN217748961U (zh) | 一种打薄机构 | |
| CN211386516U (zh) | 一种周圆由内向外侧冲小孔的模具结构 | |
| CN216441509U (zh) | 一种斜楔结构式模具 | |
| CN103551851A (zh) | 一种底部带凸起结构的金属板材零件复合成形方法及模具 | |
| CN213256643U (zh) | 一种分步冲孔弯折的冲压模具 | |
| CN212822074U (zh) | 一种冲压u型导槽件双切缺口装置 | |
| CN210676645U (zh) | 一种能够控制高强度钢回弹的折弯模具 | |
| CN212350074U (zh) | 一种双层凸台的精冲成形模具 | |
| CN212350105U (zh) | 一种带半冲小内齿圈的精冲零件的成形模具 | |
| CN209849681U (zh) | 增大厚料拉深件涨切端面用模具 | |
| CN209810996U (zh) | 一种压料式拉延机构 | |
| CN209049979U (zh) | 冲压复合模及冲压机 | |
| CN217726720U (zh) | 一种用于连续加工模具的侧整形结构 | |
| CN212634037U (zh) | 一种模具的冲压装置 | |
| CN217726859U (zh) | 五金冲压模具 | |
| CN221184267U (zh) | 侧压料成型结构 | |
| CN215845368U (zh) | 一种金属零部件加工用模具 | |
| CN219211319U (zh) | 一种冲压冷挤截面不同厚度的冲压模具 | |
| CN210497951U (zh) | 一种汽车使用聚氨酯成型模具 | |
| CN113020431B (zh) | 一种拉伸凸模和冲底孔脱料块一体成型模具 | |
| CN214078744U (zh) | 一种鱼眼端子冲压成型模具结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |