CN1500296A - 导电图案、天线及其制造方法 - Google Patents
导电图案、天线及其制造方法 Download PDFInfo
- Publication number
- CN1500296A CN1500296A CNA028072162A CN02807216A CN1500296A CN 1500296 A CN1500296 A CN 1500296A CN A028072162 A CNA028072162 A CN A028072162A CN 02807216 A CN02807216 A CN 02807216A CN 1500296 A CN1500296 A CN 1500296A
- Authority
- CN
- China
- Prior art keywords
- antenna
- metal
- der
- view
- conductive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
- H01Q1/12—Supports; Mounting means
- H01Q1/22—Supports; Mounting means by structural association with other equipment or articles
- H01Q1/2208—Supports; Mounting means by structural association with other equipment or articles associated with components used in interrogation type services, i.e. in systems for information exchange between an interrogator/reader and a tag/transponder, e.g. in Radio Frequency Identification [RFID] systems
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K19/00—Record carriers for use with machines and with at least a part designed to carry digital markings
- G06K19/06—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code
- G06K19/067—Record carriers with conductive marks, printed circuits or semiconductor circuit elements, e.g. credit or identity cards also with resonating or responding marks without active components
- G06K19/07—Record carriers with conductive marks, printed circuits or semiconductor circuit elements, e.g. credit or identity cards also with resonating or responding marks without active components with integrated circuit chips
- G06K19/077—Constructional details, e.g. mounting of circuits in the carrier
- G06K19/07749—Constructional details, e.g. mounting of circuits in the carrier the record carrier being capable of non-contact communication, e.g. constructional details of the antenna of a non-contact smart card
- G06K19/07773—Antenna details
- G06K19/07777—Antenna details the antenna being of the inductive type
- G06K19/07779—Antenna details the antenna being of the inductive type the inductive antenna being a coil
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K19/00—Record carriers for use with machines and with at least a part designed to carry digital markings
- G06K19/06—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code
- G06K19/067—Record carriers with conductive marks, printed circuits or semiconductor circuit elements, e.g. credit or identity cards also with resonating or responding marks without active components
- G06K19/07—Record carriers with conductive marks, printed circuits or semiconductor circuit elements, e.g. credit or identity cards also with resonating or responding marks without active components with integrated circuit chips
- G06K19/077—Constructional details, e.g. mounting of circuits in the carrier
- G06K19/07749—Constructional details, e.g. mounting of circuits in the carrier the record carrier being capable of non-contact communication, e.g. constructional details of the antenna of a non-contact smart card
- G06K19/07773—Antenna details
- G06K19/07777—Antenna details the antenna being of the inductive type
- G06K19/07779—Antenna details the antenna being of the inductive type the inductive antenna being a coil
- G06K19/07783—Antenna details the antenna being of the inductive type the inductive antenna being a coil the coil being planar
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
- H01Q1/12—Supports; Mounting means
- H01Q1/22—Supports; Mounting means by structural association with other equipment or articles
- H01Q1/2208—Supports; Mounting means by structural association with other equipment or articles associated with components used in interrogation type services, i.e. in systems for information exchange between an interrogator/reader and a tag/transponder, e.g. in Radio Frequency Identification [RFID] systems
- H01Q1/2225—Supports; Mounting means by structural association with other equipment or articles associated with components used in interrogation type services, i.e. in systems for information exchange between an interrogator/reader and a tag/transponder, e.g. in Radio Frequency Identification [RFID] systems used in active tags, i.e. provided with its own power source or in passive tags, i.e. deriving power from RF signal
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
- H01Q1/12—Supports; Mounting means
- H01Q1/22—Supports; Mounting means by structural association with other equipment or articles
- H01Q1/24—Supports; Mounting means by structural association with other equipment or articles with receiving set
- H01Q1/241—Supports; Mounting means by structural association with other equipment or articles with receiving set used in mobile communications, e.g. GSM
- H01Q1/242—Supports; Mounting means by structural association with other equipment or articles with receiving set used in mobile communications, e.g. GSM specially adapted for hand-held use
- H01Q1/243—Supports; Mounting means by structural association with other equipment or articles with receiving set used in mobile communications, e.g. GSM specially adapted for hand-held use with built-in antennas
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
- H01Q1/36—Structural form of radiating elements, e.g. cone, spiral, umbrella; Particular materials used therewith
- H01Q1/38—Structural form of radiating elements, e.g. cone, spiral, umbrella; Particular materials used therewith formed by a conductive layer on an insulating support
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/18—Printed circuits structurally associated with non-printed electric components
- H05K1/182—Printed circuits structurally associated with non-printed electric components associated with components mounted in the printed circuit board, e.g. insert mounted components [IMC]
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/18—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using precipitation techniques to apply the conductive material
- H05K3/188—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using precipitation techniques to apply the conductive material by direct electroplating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/15—Structure, shape, material or disposition of the bump connectors after the connecting process
- H01L2224/16—Structure, shape, material or disposition of the bump connectors after the connecting process of an individual bump connector
- H01L2224/161—Disposition
- H01L2224/16151—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/16221—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/16225—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/24—Reinforcing the conductive pattern
- H05K3/245—Reinforcing conductive patterns made by printing techniques or by other techniques for applying conductive pastes, inks or powders; Reinforcing other conductive patterns by such techniques
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Computer Networks & Wireless Communication (AREA)
- Computer Hardware Design (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Details Of Aerials (AREA)
- Waveguide Aerials (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
本发明对生产导电图案、天线和复杂电路提出了改进的新方法和新材料。本发明提出用可直接电镀树脂来生产这些制品。用实例说明了可直接电镀树脂独特的适用性,该适用性便于运用范围广泛的处理与制造方法来制造期望的导电图案。
Description
背景
“无线”电子装置的激增一直继续到将来,这些随处可见的产品包括蜂窝电话与寻呼机、所谓的无触点“智能卡”、射频识别(RFID)标记和正在涌现的无线数据传输装置。所有这些装置的一种共同元件就是收发电磁辐射的天线。根据装置的要求,天线有多种不同形式,但大多数天线的一个共同特征是它们包括导电与介电绝缘材料的结构组合。一种简型天线涉及在基本上平坦的表面上形成导电迹线或插接线,这些导电结构包含在多类天线设计中,包含线圈、单极、偶极与微带形式。这些简型天线结构的实例有引入无触点“智能卡”和RFID标记的实例。这些天线一般由导线迹线的线圈或环构成,线圈或环状天线可作变换传输而对半导体芯片供电,还可实现数据传递。卡的厚度通常限于约1毫米,这要求导电迹线在结构上基本是二维。这种相对简单的几何结构可考虑若干制造方案,如授予与Houdean等人的美国专利5,896,111教授的一种技术,在多条柔性不导电载条上形成平行导体迹线。尽管未详述形成迹线的材料与工艺,但可用印刷术布设迹线。弯曲连接相邻迹线的相对两端,构成近乎平面的线圈天线。该技术要求剥离绝缘而逐一连接相邻迹线的相对端,既耗时间,又增大了制造成本。
授与Glotn等人的美国专利5,569,879描述的智能卡生产方法,将介质迭加到预穿孔金属条上。在一实施例中,一部分金属条用作微带天线部分,但该法包括附加的第二表面金属化,和可能要作会增大复杂程度和成本的光刻。美国专利5,569,879的另一实施例把一部分金属条用作电感器,却不知在介质条上迭加这种几何结构之前如何对它支承。
授与Lake的美国专利6,067,056所提出的方法,是通过有选择地对第一导电层涂布图案化的第二导电层并蚀去露出的第一导电层部分,来形成导电线和几乎平面的天线。但从环保出发,蚀刻既浪费,又困难。
授与Mundigl等人的美国专利5,809,633教授了先在自动绕线机上绕线多匝,再装在载体上来制造无触点智能卡的线圈天线。但智能卡天线使用的导线必须相对细,以避免最终层迭卡的不可接受的凸起。因而似乎难以批量制造在美国专利5,809,633中所述未支承的导线弯头。
授与Miller等人的美国专利5,898,215描述了埋置在塑料层压板里的智能卡天线。天线通过绕制绝缘铜线形成,加工时要求除去触点区的绝缘。虽未详述特定工艺,但都提到了天线的其它制造方法,如电镀,蚀刻、导电油墨印刷和箔层压。
在基本平坦表面上形成天线结构的其它内容,涉及在该表面用导电油墨或膏印刷天线设计,如在授与Sugimura的欧洲专利出版物EPO942441A2、授与Azdasht等人PCT出版物WO9816901A1和授与Hirata等人的美国专利5,900,841中,都教授过该方法。与几近纯净的金属相比,这些技术的缺点在于导电油墨成本相对高,这些材料的电阻率很高,而且对这些导电油墨难以制作要求的电气触点。
授与Sadler等人的美国专利5,995,052和授与Krenz等人的美国专利5,508,709,示出的移动电话天线包括形成在基本平坦的介质表面上的导电结构,但这些内容均未详述把图案化导电结构形成并粘附于介质表面上的方法。
在基本平坦表面上形成天线结构的其它技术,应用了已广泛用于制造印刷电路的技术,这些制造技术在授与Hayes等人的美国专利5,709,832、授与Couture的美国专利5,495,260和授与Downey的美国专利5,206,657的“印刷电路”天线结构中都有教授。Hayes教授了印刷单极天线的生产,Couture教授了用电路板技术生产的偶极天线,Downey教授了通过选择性蚀刻双面金属包覆电路板来生产同轴双环天线。这些技术均涉及在基本平坦表面上通过涉及图案化蚀刻的工艺来建立导电天线结构。以选择性蚀刻法生产天线的技术,缺点是材料浪费大、污染控制难和设计灵活性有限。
通常应用于无线通信装置的另一种天线形式,就是所谓的“鞭状”天线。这类天线一般包含端直或螺旋的线圈导线结构或它们的组合,通常可在伸缩位置之间移动。授与Moler等人的美国专利5,995,050教授了一例典型的此种天线设计,包括生产所谓的可伸展“鞭状”天线,组合绕制导线的螺旋与端直部分。授与Aoki的美国专利6,081,236教授了把作为辐射元件的同轴电缆与螺线天线一起使用的内容。授与Simmons等人的美国专利6,052,090描述了供多波段使用的螺旋与端直辐射元件的组合法。当然,这些内容所提出的导线形成技术在设计灵活性方面都有局限性。在许多场合中,出于尺寸与结构完整性及美学上的考虑,必须用绝缘材料密封天线,尤其是螺旋线圈。这种密封通常将热塑密封剂插入注射模,为保证注射模固有的高的注射压力与速度不造成不希望的线圈移动与尺度变化,须十分小心。Bumsted在美国专利5,648,788中克服了这一问题,但他所提出的专用工具进一步减小了设计灵活性,还提高了成本。
其它一些问题也与“鞭状”天线有关。它们易受损伤,尤其在伸展时,而且可能伤及人身。必须能收缩的事实增大了机械磨损,限制了缩小装置的尺寸。授与Sullivan的美国专利6,075,489克服了后一问题,其方法是组合了装在可滑动元件上能套筒式伸展的螺线的伸缩“鞭状”天线。该设计允许天线更长,不过增大了复杂性和成本,伸展时可能受损。
由于尺寸仍成问题,越益令人关注的是保形天线。保形天线一般追随其支承表面的形状,通常呈低型面。有多类不同的保形天线,包括微带、条线(stripline)与三维设计。
低型面谐振微带天线辐射器一般包括一个导电辐射器表面,该表面位于更宽大的导电接地平面的上面,导电表面基本上相互相对并隔开。基本呈平面的导电表面可用众所周知的技术生产,如导电涂布、板金属成形或双面包覆介质板光刻等。
高效微带天线设计与构成时要考虑的一个因素是分离介电材料的特征。授与Marshall等人的美国专利5,355,142和授与Lalezari的美国的专利5,444,453都将空气用作介质,该法会增大制造复杂性,而为了确保辐射器与接地平面之间有正确的间距,必须采取措施。
授与Bateman等人的美国专利6,157,344描述了对覆铜介质基板运用众所周知的光掩蔽与蚀刻技术来制造扁平天线结构。
授与Munson等人的美国专利6,049,314、授与Johnson等人的美国专利4,835,541和授与Tran的美国专利6,184,833,都描述了把起初呈平面的铜片切割形成U形而制造微带天线的方法。平面金属片的切割与成形限制了设计选择。此外,它需在U形两壁之间设一介质支承结构,若无此种支承,片金属则不易保持所需的平面间隔。
须指出,大多数天线生产技术都涉及导电材料图案与支承性或保护性介质基板的安置与组合。天线生产往往涉及到生产由介质材料保持就位的严格限定的导电材料图案、条或迹线。
随着技术的进化,消费者要求在特定装置里引入更多的特征,这就容易增大装置的尺寸。同时,为了更加便利,又要求这类便携装置做得更小更轻。这些矛盾的要求延伸到天线,为了尽量提高性能和缩小尺寸,就试图将天线设计朝三维结构发展。
如授与Lehtola等人的美国专利5,914,690,描述了一种相对简单的三维结构的内保形天线,适用于天线便携通信装置。该天线包括一个多件组件,辐射板位于盖结构与支架之间,而支架位于导电地平面上方并与其相连接。该辐射板由柔性薄金属板构成。辐射板相对于地平面的精确定位所需的多件零件,增大了Lehtola等人结构的制造成本。
可惜的是,难以或无法用常规机械绕线、片成形或光刻技术生产天线制造所需的更复杂的三维金属基图案。光刻要用限定电路的合适掩膜。授与Bellus等人的美国专利5,845,391示明了在介质基板上用现有技术的光刻法形成三维金属图案相关的复杂性。Bellus等人描述了制造形成在注射模热塑网格上的三维锥形槽口天线阵列。生产光刻金属图案涉及多次操作、特殊掩蔽与其它难题。此外,制出的金属图案仍限于基本上由扁平介质面板构成的三维结构。
Mettler等人的美国专利4,985,116,描述了把涂有真空可成形油墨的塑料片热成形为具有三维结构表面轮廓的掩膜,在期望的图案设计中用计算机控制的激光除去油墨,然后使该掩膜十分接近涂有光刻胶的工件。应用已知的照相和淀积处理等方法,生产有图案的三维结构的部件。Mettler等人的专利还利用蘑菇状物为例,讨论了在三维基板上使用光掩膜的局限性。光掩膜不易与蘑菇状物的梗相符,但使掩膜仍可在蘑菇状物帽上方装卸。因此,用常规光刻技术生产三维在线结构,对设计灵活性有很大的限制。
有些专利设想的天线结构,包含淀积入形成在介质支承里的沟道的金属基材料。例如,Crothall在美国专利5,911,454中提出一种形成一条导电材料的方法,把导电材料淀积入沟道内,该沟道由两个从绝缘材料表面向上延伸的抬高部分形成。淀积的导电材料覆盖了抬高材料部分,再将其除去而形成清晰地限定的导电条。Crothall提出的工艺因要求除去材料,显然限制了其设计灵活性。Ploussios的美国专利4,862,184描述了将金属淀积入螺旋沟道支承的方法,该选择性淀积工艺仅描述到电镀技术可实现的程度。授与Schmidt的美国专利4,996,391和授与Herrman的美国专利4,985,600,都提出了其上有电路的注射模制基板。两专利中,最后电路图案都以沟道或凹陷形式模制在基本平面的主表面下面,这样由辊涂法施加的电镀光刻胶漆只涂布基本平面的主表面的那些表面区,后继的化学金属淀积仅在保持不被电镀光刻胶涂布的沟道内出现。该技术避免了光刻法的复杂性,但设计仍受到应用电镀光刻胶的限制。随着主表面轮廓变得更加复杂,应用电镀光刻胶也越来越困难。此外,化学金属淀积在组合厚度内相对缓慢,使用的电路相对昂贵。
随着无线通信装置的不断进化,对所需天线的设计、尺寸与可制造性的要求正变得更富挑战性。显然,为了生产未来的天线,就要求改进材料、工艺和制造技术。
授与Yu等人的美国专利6,052,889,描述了一种制备有多个辐射元件的射频天线的方法。该三维组件包括多个步骤,包括在元件上作无电金属淀积,金属厚度至少为0.0015英寸。无电金属淀积涉及相对慢的淀积速率,因而要淀积到这样的厚度,就要延长加工时间。Yu等人的方法还涉及到选择性除去金属的光刻法,使该方法更趋复杂。
Elliott在美国专利6,147,660中解决了螺旋绕线处理所固有的设计局限性,并描述了模制螺旋天线的用法。用于生产模制天线的技术包括锌模铸造、金属注射模制或可用常规技术电镀的如ABS等材料的模制。Elliot提出的非圆形或不对称螺旋天线,难以用常规绕线法制造。而且提出的制造方法有难度且花费大。
生产改进天线的若干新方法涉及一种通常称为“塑料上电镀”的技术,该技术准备用于把金属或金属基材料淀积附涂到塑料基板表面上。“塑料上电镀”设想运用“无电”电镀法淀积初始金属涂层,再用电淀积法选择淀积金属。无电电镀涉及以化学法对塑料等不导电表面涂布连续的金属膜。与常规的电镀法不同,无电电镀法不用电而淀积金属。涉及蚀刻剂与催化剂的一系列化学步骤,把不导电塑料基板制备得接受用金属从溶液中化学还原而淀积的金属层。该工艺通常涉及淀积一簿层高度导电的铜,再作镍外涂以防铜内层氧化和腐蚀。镍外涂层的厚度可按最终制造的磨损与腐蚀要求调节。因无电电镀为浸没工艺,故无论尺寸与复杂性如何,可对几乎任一种结构施加均匀的涂层,而不依重操作员的技能。无电电镀还可提供高度导电、基本上纯净的金属表面。需要的话,无电电镀的部件以后还可作电镀。
然而,“塑料上电镀”工艺包括许多涉及昂贵而苛刻的化学品的步骤,使成本剧增,还遇到环保难题。该工艺对制造塑料基板的加工变量极其敏感,局限于应用于精心模制的部件与设计。用电子元件薄壁常需的快速的注射速率很难正确模制常规可电镀塑料。快注射速率会劣化可蚀刻物质的表面分布,造成表面粗糙,使以后化学淀积的金属的键合变劣。最后,金属能化学淀积的速率相对慢,一般每小时为1微米。在公开的和商业的文献中,已广泛讨论过在塑料上作金属电镀的常规技术(蚀刻、化学还原、选择性电镀),例如可参见Saubestre的论文,Transaction of the Institute of Metal Finishing,1969,Vol.47,或Arcilesi等人的论文,Products Finishing,March 1984。
不管这些困难,用“塑料上电镀”技术生产天线工作了多次尝试。大多数天线应用涉及相对于绝缘材料有选择地安置金属导体。利用“塑料上电镀”技术的选择性金属化可用多种方式实现。第一种方法是用金属涂布整块绝缘基板,再用在印刷电路生产中使用过多年的光刻技术有选择地除去金属。但如前所述,这些技术在设计灵活性方面倍受限制。第二种方法是在化学淀积金属之前先加一层电镀防护涂层,该防护涂层可防止金属淀积到涂布的表面上。该方法已引入上面参照的Scnmidt的美国专利4,996,391和Heerman的美国专利4,985,600。该法因要求防护涂层而受到设计限制。另一更新的方法是将电镀催化剂引入树脂,并在两步模制操作中将“催化”树脂与“不催化”树脂组合起来。只是由“催化”树脂形成的表面将激发还原金属的化学反应,因而在理论上说,只有这些表面将被金属化。这一方法例如在授与Sullivan的美国专利6,137,452中有描述。
应用催化树脂防护漆的选择性金属化学法可能很困难,尤其对复杂的零件,因为无电电镀容易涂布任何露出的表面,除非精心控制整个加工。由于电镀槽不稳定,经常会发生线条不清晰、“漏镀”与整个零件包覆的情况。尽管通过材料与工艺发展而努力开发一致和可靠的性能,但是这些问题依然存在。
对简化在塑料基板上电镀的工艺作过多种尝试。有些尝试涉及无电金属淀积以外的特殊化学技术,以在表面制作导电模后再电镀,典型实例可见授与Minklei的美国专利No.3,523,875、授与Brown等人的美国专利No.3,682,786和授与Lupinski的美国专利No.3,619,382.。制出的导电表面膜再作电镀。这些尝试受挫于多个性能问题。
简化塑料基板电镀的另一方法是对树脂引入导电填料,制出的导电塑料再作电镀。讨论加载多电填料使其导电的聚合物时,重要的是区分“微观电阻率”与“体积”或“宏观电阻率”,前者指以相对小的线性尺度如1微米或更小所研究的聚合物/填料混合物的特性,后者指结较大线性尺寸确定的特性。为了示明“微观”与“体积、宏观”电阻率的差别,可以研究一种装载导电纤维的聚合物,纤维装载量为10%(重量)。在相对大距离内测量时,这种材料呈现出低的“体积、宏观”电阻率。但因纤维分离(孔),这种合成物不能呈现出一致的“微观”电阻率。
在研究制作待电镀的导电聚合物时,为实现均匀的“无孔”淀积覆盖率,应该研究“微观电阻率”。这样,选用的填料将包括相对小,但装载量足以提供所需导电接触的填料。这类填料包括金属粉与片、涂金属云母或球、导电碳黑等。
单独运用相对小的含填料金属来制作可接受的能直接电镀的树脂,要遇到若干障碍。首先,含填料的纯金属相对昂贵。为实现可接受的导电率,使颗粒间贴近所需的装载量将使聚合物/填料混合成本剧增。含填料金属还伴随着其它问题,它们容易劣化许多树脂的机械特性与加工特性,限制了树脂选用的随意性;金属填料会使加工机械磨损,要求特殊的螺钉、液筒等。最后,无论导电与否,简单的金属填充聚合物仍提供不出电淀积粘附的机理,因为金属粒子一般用树脂粘剂包封着。由于上述原因,含塑料的纯金属粒子不被认为可用来生产能直接电镀的物件,但发现它们可用于生产容量要求最小的导电粘结剂、膏与涂料。
适用塑料的最廉价(和至少导电)的市售导电填料是碳黑。根据可后续电镀的碳黑填充量,作过制作导电聚合物的尝试。Adelman在美国专利4,038,042中描述了这种方法的一个例子。Adelman将导电碳黑引入某种聚合物基体而实现电镀所需的导电率。基板在铬酸/硫酸中预蚀刻,实现后续电淀积金属的粘附性。待Adelman解决的一个基本问题是碳黑加载的聚合物相对高的电阻率。碳黑加载聚合物一般能实现的最低微观电阻率约为1欧姆-厘米,比铜或镍等典型电淀积金属高五六个数量级。在电淀积中,准备电镀的工件通常通过与金属支架尖端的压力接触而做为阴极,支架尖端本身处于阴极电位。但若接触电阻过大或工件不充分导电,则电淀积电流有利于支架尖端达到电淀积将不桥接工件的状况。而且,即使专用支架成功地对工件实现电淀积桥接,也会遇到另一个问题。由于碳黑加载的工件的电阻率比金属相对高,大部分电镀电流必然通过前一次电淀积金属流回,因而电淀积在工件表面横向增大。鉴于桥接问题,电淀积电流有利于电淀积的金属,横向增长很慢,限制了工件的尺寸。
Luch在美国专利3,865,699中描述了将少量硫引入填充了导电碳黑的聚合物基化合物里。据称硫有两个优点。首先,它参与了在聚合物基板与原来第VIII族基金属电淀积之间形成的化学键合。其次,硫提高了第VIII族基金属电淀积在基板表面上的横向增长。
由于Luch描述的聚合基成分能直接电镀而无需预处理,因此可精确地定义为可直接电镀的树脂(DER)。本说明书和权项把可直接电镀树脂(DER)用下列特征予以定义和表征:
(a)有聚合物基体;
(b)聚合物基体中有导电填料,其量足以使聚合物/导电填料混合物的“微观”体积电阻率小于1000Ω-cm,例如100Ω-cm、10Ω-cm、1Ω-cm;
(c)有硫(包括硫施主提供的任一种硫),其量大于聚合物基体重量的0.1%;和
(d)在可直接电镀成分中有聚合物、导电填料和硫,其协同量可实现用电淀积的第VIII族金属或第VIII族金属基合金直接、均匀、快速和粘附性地覆盖所述成分。
Luch认为诸如聚乙烯、聚烯烃、聚苯乙烯、弹性体、聚酰胺与聚酯等聚合物都适合DER基体,一般按所需的物理特性要求选用。
单独使用时,根据聚合物与碳黑的组合重量,对聚合物/碳黑混合物实现小于1000Ω-cm“微观”电阻率所需的最小可用量碳黑为8%(重量)。只用导电碳黑,则“微观”材料电阻率一般不会低于1Ω-cm,这比典型的金属电阻率大几个数量级。在要求较低“微观”电阻率的DER场合,可考虑使用其它众所周知的细分的高导电填料(如金属片),此时可使用更加导电的填料来增添或甚至代替导电碳黑。
增添含纤维金属等附加高导电高纵横比填料的碳黑,可进一步减小填充导电碳黑的聚合物的“体积、宏观”电阻率,这在设计本发明的天线结构和电路时很重要。另应明白,引入不导电填料会增大填充导电碳黑聚合物的“体积、宏观”电阻率,但不明显改变聚合物/碳黑混合物的“微观”电阻率。
鉴于与原定的最终用途相关的多种性能问题,没有一种简化上述在塑料基板上电镀的工艺的尝试曾获得看得见的商业成功。不过,本发明人却通过自身努力要坚持克服与原始DER技术相关的一些性能上的不足,并且发现了应用DER生产复杂而高度导电的表面迹线、电路与天线的独特而卓越的合适应用场合。
认识促成本发明的可直接电镀树脂(DER)的两个主要方面特征是重要的。首先,电淀积覆盖速度与粘附性强烈依赖于“微观电阻率”,却很少依赖于“宏观电阻率”,因而配制DER时允许大量附加的功能上不导电填料的装载量,且不过分牺牲电淀积覆盖速度或粘附性。这些附加的不导电装载量并不明显影响与聚合物-导电填料-硫“基体”相关的“微观电阻率”,因为不导电填料基本上被“基体”材料包封。常规的“无电”电镀技术却不允许这种成分上的灵活性。
DER技术的第二个重要特征是能应用通常因承认了预计的制造加工和预定的最终使用要求而选择的聚合物树脂。例如,若希望作挤压吹模制造,就能采用具有所需高熔解强度的树脂;若零件作注射模制且有薄的壁截面,可选用高流速树脂。为确保成功,所有热塑制造工艺都要求特定的树脂加工特征。能使“定制”的DER满足这些在变化的加工与最终使用要求,而又能便于优质的电镀,是本发明的导电图案与天线取得成功的重要因素。常规的“无电”电镀技术却不允许对“定制”有大的灵活性。
为消除本说明书与权项在术语上混淆,提供了下列的定义。
“金属基”指具有含一种或多种元素的金属特性的材料,其中至少一种为金属元素。
“金属基合金”指具有金属特性且包括两种或多种元素(至少一种为金属元素)的物质。
“聚合物基”指包含体积达50%或以上聚合物的物质。
“第VIII族基”指包含元素周期表中第VIII族重量达50~100%金属的金属(含合金)。
发明目的
本发明的一个目的是生产新结构的高导电表面图案与迹线、复杂电路和天线。
本发明的另一个目的是提出便于制造高导电表面图案与迹线、复杂电路和天线的新方法。
本发明的再一个目的是对生产高导电表面图案与迹线、复杂电路和天线扩展可允许的设计选择方案。
发明内容
本发明涉及生产含可直接电镀树脂的有图案表面。可直接电镀树脂能自我支承,但通常结合使用电气绝缘的支承材料。在诸较佳实施例中,还对可直接电镀树脂涂布一层高导电电淀积的粘附层。描述了可使用可直接电镀树脂的新颖制造方法和结构。
附图简介
图1是本发明一实施例的俯视平面图。
图2是图1实施例基本上取自图1线2-2透视图的剖视图。
图3是另一实施例类似于图2的剖视图。
图4是图2实施例经另一加工步骤后的剖视图。
图5是类似于图4的剖视图,示出与包含在图4实施例中的附加处理相关的问题。
图6是示出解决图5实施例所示问题的另一结构的剖视图。
图7是示出解决图5实施例所示问题的又一结构的剖视图。
图8是按本发明内容制造三维导电迹线时一中间制品的俯视平面图。
图9是基本上取自图8中线9-9透视图的剖视图。
图10是图8和9的制品经附加处理步骤后的剖视图。
图11是在将金属插入物接至导电表面迹线的过程中中间制品的俯视平面图。
图12是图11的制品基本上取自图11中线12-12透视图的剖视图。
图13是表示图11和12的实施例中制品在一附加处理步骤后的剖视图。
图14是示出为将金属插入物附接于导电表面迹线的另一处理的制品定位的剖视图。
图15是图14实施例在附加处理步骤后的剖视图。
图16是在按本发明内容制造低面环状天线时中间制品的俯视平面图。
图17是基本上取自图16中线17-17透视图的剖视图。
图18是图16和17的中间制品在附加处理步骤后的剖视图。
图19是在按本发明内容大量生产基本平面的环状天线时结构布局的俯视平面图。
图20是基本上取自图19中线20-20透视图的剖视图。
图21是基本上取自图19中线21-21透视图的剖视图。
图22是类似于图19的俯视平面图,指示为生产多个独立环状天线而细分结构布局的刻花线(cut line)图案。
图23是沿图22所示直线细分所生产的各个天线的俯视平面图。
图24是在按本发明内容生产多个环状低型面天线时中间制品的俯视平面图。
图25是通过附加处理图24的制品而生产的分立多环低型面天线的俯视平面图。
图26是图25实施的制品基本上取自图25中线26-26透视图的剖视图。
图27是在制造本发明的一实施例时中间结构布局的俯视平面图。
图28是基本上取自图27中线28-28透视图的剖视图。
图29是图27和28实施的布局在附加处理步骤后的俯视平面图。
图30是基本上取自图29中线30-30透视图的剖视图。
图31是基本上取自图29中线31-31透视图的剖视图。
图32是示出图29~31实施例附加处理的侧视图。
图33是实施图32所示处理所得结构的俯视平面图。
图34是图33的实施例在附加处理步骤后的俯视平面图。
图35是图34所示制品基本上取自图34中线35-35透视图的剖视图。
图36是在制造本发明另一实施例时中间制品的俯视平面图。
图37是基本上取自图36中线37-37透视图的剖视图。
图38是图36和37实施的制品在附加处理后的剖视图。
图39是基本上取自图38中线39-39透视图的剖视图。
图40是在生产本发明再一实施例时中间制品的垂直平面图。
图41是基本上取自图40中线41-41透视图的剖视图。
图42是图40和41实施的中间制品在附加处理步骤后的俯视平面图。
图43是基本上取自图42中线43-43透视图的剖视图。
图44是类似于图43的图42和43实施的制品在附加处理后的剖视图。
图45是在生产本发明又一实施例时中间制品的垂直平面图。
图46是基本上取自图45中线46-46透视图的剖视图。
图47是图45和46实施的中间制品在附加处理步骤后的俯视平面图。
图48是基本上取自图47中线48-48透视图的剖视图。
图49是类似于图48的图47和48实施的制品在附加处理步骤后的剖视图。
图50是基本上取自图49中线50-50透视图的剖视图。
图51是在制造本发明再一实施例时中间制品的垂直平面图。
图52是基本上取自图51中线52-52透视图的剖视图。
图53是基本上取自图52中线53-53透视图的剖视图。
图54是图51~53实施的中间制品在附加处理步骤后的剖视图。
图55是图54实施的制品在附加处理步骤后的俯视平面图。
图56是基本上取自图55中线56-56透视图的剖视图。
图57是制造本发明又一实施例时中间制品的俯视平面图。
图58是图57俯视平面图实施的制造中中间制品的底视平面图。
图59是基本上取自图57中线59-59透视图的剖视图。
图60是类似于图59的剖视图,示出图57~59实施的在附加处理步骤后的制品。
图61是生产本发明又一实施例时中间制品的剖视图。
图62是基本上取自图61中线62-62透视图的剖面图。
图63是类似于图61透视图的图61和62实施的制品在附加处理步骤后的剖视图。
图64是制造本发明又一实施例时中间制品的俯视平面图。
图65是图64中俯视平面图实施的制品的底视平面图。
图66是基本上取自图64中线66-66透视图的剖视图。
图67是图64~66实施的制品在附加处理步骤后的俯视平面图。
图68是基本上取自图67中线68-68透视图的剖视图。
较佳实施例的描述
下面结合附图描述的诸较佳实施例,将披露可直接电镀材料在生产天线和复杂的三维导电表面迹线时最适合的特性。下面用缩写DER代表可直接电镀树脂。DER配方的若干独特特性形成了这些进步。具体而言。业已证实,高流速配方可以模制当前电子应用中所需的薄壁部件与细长的导电迹线。玻璃纤维等附加填料的高装载量,可解决尺度稳定性与收缩问题,对可电镀性无不利影响,因为DER的可电镀性问题受制于“微观电阻率”而不是“宏观电阻率”。专门配制DER的能力允许运用双重压注模压、吹塑模压、挤压与涂布等处理技术生产复杂的选择性电镀的结构,容易达到细条边缘分辨度,可在金属引线与电镀DER之间采用独特的电气联接技术。通过以下说明和附图将更清楚DER在生产天线和复杂导电表面迹线方面的种种属性。
现详细参照本发明诸较佳实施例,其实例示于附图中。图中,同样的标号指各图中相同或对应的部件,而附加字母表征特定的实施例。
参照图1,图示为标为10的制品的俯视平面图。制品10的特征是具有被基板13支承的可直接电镀树脂(DER)12的条11,基板13含电绝缘树脂14。图2是基本上沿图1中线2-2截取的图1结构的剖视图。如图2所示,DER材料12包含在基板13中形成的沟道15里。图3类似于另一实施例的图2,其中在基板13a基本平坦的表面顶部,把DER材料12a形成为条11a。发现图2的结构通常希望在选择DER粘合剂与绝缘支承的材料方面允许更大的范围,如可将结构特征引入图2中沟道15的邻接表面20,以帮助机械保持DER条11。图3中18处的简单邻接平坦表面可以做得比图2的沟道结构更简单,不过图3的配置一般要求DER12a与支承基板13a的绝缘材料14a之间有良好的粘合相容性。
现参照图4,图示为在将金属基材料16电淀积到DER条11上的附加处理步骤后的图2结构。金属基电淀积16在图4中被示为单层,但要理解,为实现功能上或审美上的好处,本例和后面诸实施例中的电淀积16可包括多层电淀积的层压板。电淀积16也可包含分散的颗粒。
再参照图4,发现即使减小了DER材料12与基板材料14之间的粘合相容性,电镀液也不易渗入邻接表面区20(这通常不成问题)。20处的诸邻接表面一般相贴近,电镀液不能作必要的空气移动而作这种渗透透。此外,DER12和基板13选用的聚合物通常为疏水性,一般阻止溶液渗透。若电镀液渗入分界区20成问题,可对基板13选用热膨胀系数比DER12更低的材料,这样DER在电镀槽高温下就形成一扩展的“塞子”,暂封分界隙。
继续参照图4,在电淀积16边缘22有一条清晰的分界线,它由导电DER12与绝缘基板材料14之间表面导电的电气“数字”特征形成。运用本领域已知的正确电镀经验,期望清晰的边缘或线条分辨度可达到25微米的电淀积厚度。但根据图5,即类似于图4的示图,在电淀积更厚或偏离优化处理时,电淀积有模糊线条分辨度的作用。图5示出电淀积16a的厚度在边缘22a的明显增大,该现象称为“咖啡豆聚集(berry buildup)”,由众所周知的电淀积倾向于在边缘或锐角集中淀积造成。在许多场合中,这一特征导致形成进一步加重该有害作用的球结节(或咖啡豆)。
参照图6和7,图中示出如何利用本发明内容避免电淀积边缘的线条分辨率模糊。图6示出了DER材料12b没填满形成在基片13b中沟道15a的结构,这里把电淀积的金属基材料16b的边缘22b定位在凹部。已知凹陷区可接收减量的电淀积材料,相对的作用是有抬高的锐线。因此在要求厚金属层时,对于本发明选择性的导电表面图案,合理选择凹部的宽度和深度保持足够的清晰线条分辨度。
图7示出的另一设计实施例,打算在导电电淀积16c与绝缘基板13c之间形成清晰的线条界线。在图7例中,DER材料12c没填满形成在基板13c中的沟道15b。利用基板13c沟壁23的屏障作用,防止在电淀积16c边缘22c聚集球结节或“咖啡豆”,因而含有横延的电淀积16c。
图1~7示出生产由绝缘基板支承的简单导电迹线或条的实施例。图8和9的实施例示出更复杂的三维结构,这些图示出了用DER生产几何形状更复杂的三维导电图案的多组元制品。在图8和9中,DER材料标为12d,绝缘材料标为14d。设想运用多组元(一般指多色)模制工艺生产图8和9的制品。在该工艺的一种形式中,先把绝缘基板模制成带沟道,用于限定供最终导电图案使用的图案,再向沟道注入DER材料。图8和9还示出模压入该物体的凹坑24和通孔26。图10示出作过电镀处理的制品27,图中标号16d指电淀积。如电镀技术中所理解的那样,电淀积16d可理解成单层或多层金属基材料。电淀积所提供的坚固而高度导电的表面图案,难以用光刻等现有的其它技术制造。还应知道,本发明提出的独特的设计与工艺以全添加方式实现。与现有技术相比的一个重要优点在于,为实现本发明的大多数实施例,不需要任何浪费或高价的材料除去步骤。
在大多数应用中,由DER/电淀积生产的导电图案必须电气连接至诸如芯片、电容器等器件的电气引线,在大多数场合,这些连接以高温焊接实现,这会限制选择用于生产集成装置的材料和工艺。
图11~13示出把装置的电气引线电气连接在用DER/电淀积成分生产的导电图案的另一种方法。图11示出制品29把装置31与DER图案相组合的俯视平面图。电气装置31定位于基板13e的孔35中,基板13e包括电绝缘材料14e,装置31包括一般为金属的电气引线33。DER图案12e包括焊片28和细长条30,条30可形成例如一种天线图案。电气装置31、引线26和DER图案12e均由绝缘基板14e支承。图12是基本上取自图11中线12-12透视图的剖视图,在图12可见,装置引线33埋入DER材料12e,露出至少一部分引线33的表面32。引线33可用已知技术埋置,如一部分引线33周围DER材料的加热定线或横制(插入物模制)。图13是类似于图12在电镀金属基材料16e的附加处理步骤后的剖视图。在图13可见,金属基电淀积通过引线33原来暴露的表面一直延伸到DER(12e)图案,电淀积16e在引线33与原来由DER材料限定而现在镀金属的高导电图案31之间形成坚固、连续和高导电的连接。
有若干因素可使该电气连接贯穿电淀积。首先,为除去金属表面的污物或氧化物,金属与后续电淀积之间的合适粘合性一般要求某种清洁处理。对DER正确选用聚合基树脂,可使这些材料不受所需金属清洁处理的影响。其次,由于电镀DER时不要求常规方法用于电镀塑料的极为苛刻的化学蚀刻处理,可避免这类处理对金属引线的潜在伤害。再次,如上所述,电镀液对金属引线与DER之间分界区的任何有害渗透,一直不成问题。实际上,电淀积在金属引线与DER材料之间的良好桥接是个特征。但若这种溶液渗透成为问题时,简单地把该结构预浸入蒸馏水里,可使分界容积注满无害的水而不注入任何更苛性的化学溶液。
从图13的实施例可见,在淀积金属基层16e时,装置24保持暴露于电镀液。防止装置受暴露伤害的原因在于,该装置通常包封在保护树脂潮障里,只露出金属引线33,但有时想进一步将该装置与电镀液隔开。图14和15示出的工艺,在电淀积时可将装置与电镀液完全隔开。图14中,将带引线33a的装置31a定位于绝缘支承基板13f的下面,DER图案则定位于支承基板13f的上表面。
图15是该实施例在如下若干附加处理步骤后的剖视图。首先,将装置31a相对绝缘体/DER结构14f/12f移动,使引线33a终端34穿过DER层12f露出。接着对包封的装置31a加一层附加绝缘材料37,该附加绝缘层可用溶液涂布或膜层压等已知技术施加。最后淀积一层电淀积的金属基材料16f,把引线33a的终端34电气连接至通过电镀DER 12f而同时形成的金属基图案。
显然,按照与图11~15相关的内容,通过在DER材料中埋置再作电镀的步骤而将金属元件附接于导电迹线的方法,并不限于特定装置的引线,利用这些技术还可电气连接其它金属插入物,诸如导线、接头、弹性触点等。
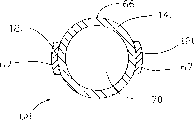
图16~18示出按本发明内容生产的低型面环状天线的实施例。图16是开始结构38的俯视平面图,结构38的环由支承在绝缘材料14g上的DER材料12g的迹线构成。装置安装垫片28a包含在DER材料12g形成的图案中,位于垫片38a中的装置安装孔36用于精确地定位电子装置(未示出)的引线。
图17是基本上取自图16中线17-17透视图的剖视图。图17示出的DER12b环迹线以类似于图12结构的方式埋入绝缘基板材料14g。图18示出在将金属基材料16g电镀到DER材料12g上的附加处理步骤后的截面结构。电气装置(未示出)用结合图11~15讨论的技术附接于焊片28a,同时电气连接至DER/电淀积环。现在材料16g形成一高导电的低型面环状天线/电感器,可发射信息和/或向附接于焊片28a的电气装置(未示出)供电。这种天线基本上扁平,便于大量生产,物理上与电气上耐用,极适于生产低型面制品,如无触点“智能卡”或RFID标记。
图19~23示出一种廉价批量生产图16~18所示形式的低型面歪状天线的方法。图19中,基本上为平面结构的卷材(web)39,具有沿L方向的长度和W的宽度。在图19实施例中,长度L远大于宽度W,可用辊-辊方式处理结构39。
图19的结构39的特征如下。电绝缘片14h支承DER/电淀积合成材料12h/16h的图案,该图案有多个环40a~40c,类似于结合图16~18描述的情况。环迹线40a、40b、40c……包括安装垫片28b。“总线”DER/电淀积迹线42置于DER环迹线40a、40b、40c……之间。
绝缘材料14h卷材支承的DER材料12h的初始构成结构可用已知技术制造,包括编程的热塑DER挤压或把溶解于溶剂的DER配方印刷形成油墨,然后使其上设置了DER图案的卷材不断通过合适的电镀槽,直接电镀DER环图案。电镀操作中,“总线”42提供电气通路,将电淀积电流导向各环路。
图20和21是基本上取自图19中线20-20透视图的剖视图,它们分别示出的DER和电淀积12h与16h位于支承绝缘材料14h的顶表面44。与图16~18的实施例所示DER12g在基板14g中的埋式安置相比,这样定位更容易实现预计的连续卷材处理。但图20标为X的合成DER/电淀积迹线的总厚度相对小,约75微米,故可保持导电迹线的低型面。
图22是图19~21实施例的附加平面图,示出细分整块卷材的虚线A、B,可用开槽线穿孔等已知技术实施。细分导致图23所示的各个导电环结构。应该理解,在卷材细分之前处于其原来“连续”形式时,可以考虑附加的操作,如将电子装置附接于各环的焊片28b。
图16~23的诸实施例示出适合天线/电感器的高导电低型面迹线的单环,有时可考虑多个导电迹线环。图24~26示出生产这种多环迹线的方法。图24是类似于图19的俯视平面图,表示绝缘材料14i支承的DER/电淀积迹线图案12i/16i,包括其功能已结合图19~23讨论过的总线结构42a和焊片28c。图25是除去图24的结构部分而制成的制品的俯视平面图。图25的结构通过沿图24的虚线A与B指出的直线开槽或切割卷材而制得。此外,打出孔45,除去迹线连接部分,做成多环结构。图26是取自图25中线26-26透视图的剖视图,进一步示出开槽与穿孔后的结构配置。
现参照图27~35,图示为生产具有基本上为扁平低型面的螺旋线圈电感器/天线的结构与工艺。图27是结构配置52的俯视平面图,它包括临时支承卷材46、绝缘材料14j的芯支承卷材47和稍微移离芯支承卷材47边缘50的金属导线48。图27的配置52,长为L,宽为W。设想配置52的长度L远大于宽度W,该配置可沿长度L方向“连续地”以辊-辊方式处理。
图28是基本上取自图27中线28-28透视图的剖视图,表明芯支承47和导线48建立在临时支承46上。显然,由于最后处理步骤要求卷材47和导线48脱离临时支承46,所以芯支承卷材47或导线48与临时支承卷材46之间很少或无粘合。
图29是图27配置在附加处理步骤后的俯视平面图。在图29实施例54中,已将导电树脂12j的条49加到图27配置的顶表面,条49与宽度W成“θ”角充分延伸而覆盖导线48。由下述可知,条49限定了最终螺旋结构的一半。条49还要参照图30和31限定其定位。图30和31是基本上取自图29中线30-30与31-31透视图的剖视图。
可以设想运用导电树脂基糊与油墨的垫塑熔融挤压或印刷等本领域已知的技术,对图29~31所示的倾斜配置施加条49。
形成导电条49的材料选自任一种导电树脂基材料。选用DER尤为有利,尽管本例不要求这一选择。条49的线性范围有限制。此外,导电48对条49两端提供良好的电接触。因而从下述可见,按图27~35的实施例的生产某些线圈结构,不必应用与DER材料有关的迅速横向电淀积生长法。
图32示出构成导树脂材料12j螺旋线圈图案的工艺。将图29~30的结构送到辊R-1。由于该结构通过辊R-1时改变了其直线运动方向,临时支承卷材46如图示那样被除去,结构被传到临时支承带56,而后者在图示的辊R-1与R-2之间不断运行。在横移辊R-1时,结构54脱离其临时支承卷材46,“翻到其背后”搭上皮带56。
剩余结构在敷贴器下面通过,敷贴器用导电树脂材料条以基本上同一θ角度连接图29~31所示中间制品的线性连续条49的相对两端。图32工艺的结果是图33中以平面图示的制品。在图33中,导电树脂条49以连续螺旋路径绕芯卷材47延伸。条49以宽度W充分延伸,在条49终端覆盖住导线48。
显然,可用其它技术生产相当于图33结构的结构。例如,另一种工艺可以先施加横跨两根导线的倾斜的导电树脂条,树脂条与导线都用临时支承物支承。然后,用宽度略小于导线间距的芯支承卷材覆盖并粘合导电条。接着用另外的导电树脂条连接依次相邻、原来已施加条的相对端并除去临时支承。当然,这一加工形式不必改变与图32所示工艺相关的运行方向。
图34以平面图示出制成的低型面螺旋线圈天线/电感器,获取图34结构55的方法是首先对图33的制品作电淀积处理,在一较佳实施例中是将导线48作为“总线”而“连续”进行的,使阴极电流通到现在含导电树脂12j与电淀积16j的条49。这样电镀后,用切割处理切断导线48。图34实施例所示的剩余结构包括缠绕中心支承芯卷材47的连续电淀积的金属基螺旋结构16j。图35是基本上以图34中线35-35透视图观察的图34结构的剖视图,示出支承在绝缘材料14j的芯支承47上的导电聚合物12j上的金属基电淀积16j的合成结构。
根据图27~35所实施的内容,本领域技术人员将明白,通过选用合适材料,可利用图34结构的附加性能优点来生产芯支承47。例如选用配有磁性填料的聚合物基化合物,可以改变结构的变换器特征。
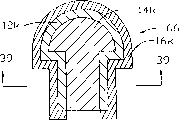
本发明的一大贡献是对生产三维导电迹线和天线图案明显扩展了设计选择方案。Mettler等人在美国专利4,985,116中说明了现有技术中光刻与掩蔽技术的诸局限性,指出虽然容易生产在蘑菇形头上形成导电图案的光掩膜,但是更难制作在蘑菇茎上形成图案的掩膜。应用同一例蘑菇形,将结合图36~50描述本发明所提高的设计灵活性。
现参照图36,图示为制品62的俯视平面图,制品62包括电绝缘部14k和DER部12k。图37是基本上取自图36中线37-37透视图的剖视图,表明制品62为蘑菇形。DER材料12k为条形,一直延伸到蘑菇形制品62茎60的侧面,然后通过头部64回到制品62的相对侧。制品62便于用已知的双注射模压技术生产。
图38和39示出图36和37的制品在电镀DER材料12k的附加处理步骤后的情况。电淀积的金属基材料16k一直延伸通过并回到蘑菇形制品的相对侧,现将该制品标为66,以表示该附加处理步骤。图39是图38中线39-39透视图的制品66的剖视图。本领域技术人员即刻就明白,用常规光掩膜与蚀刻技术极难生产图38与39所示的高导电迹线,而且实际上无法生产更复杂的三维导电迹线。
图36~39的实施例把材料14k示作DER材料12k(和后续的电淀积16k)的实心绝缘支承,但有时空心结构较有利,在将空气视作介质的天线设计中尤佳。
运用本发明内容很容易生产空心结构。下面结合图40~50描述含选择性金属基材料图案的空心结构。“蘑菇形”格式将结合图40~50应用。
现参照图40,图中以垂直平面图示出通常在塑料加工领域中指型坯的结构68。型坯为空心结构,通常有管状截面,包括熔融或半熔的聚合物材料。型坯生产一般将热塑塑料挤压通过成形模。图41是图40所示型坯基本上取自图40成形模。图41是图40所示型坯基本上取自图40中线41-41透视图的剖视图。组合图40和41可以看出,型坯68包括围绕气态空间70的绝缘树脂141的空心管66,空间70通常大多数含空气。将导电树脂121的条67加到空心管66相对两侧。本领域技术人员将明白,利用形成型坯68期间的同步挤压,很容易施加条67。下面将会知道,对条67选用DER作为材料121尤其有利。
图42和43示出附加处理步骤后的该结构。生产图42和43的制品的方法是先将吹塑模两“半” (未示出)合在一起夹断型坯的相对两端,然后把压缩气体(通常为空气)注入夹断点之间的剩余空心空间,迫使熔断塑料型坯抵住模具内壁。再修理掉多余材料,得到图42和43实施的制品。
在图42和43实施例中,模具开合时向左右运行,在图42中示为MPL(模具接合线),如图42和43的72所指,这样在位于吹塑模制制品左右部的导电树脂条67之间造成分离。该分离如下述形成。当模具起先合上型坯时,先将管状型坯68相对两侧的内绝缘材料141夹在一起,防止在型坯68相对侧形成条67的材料121接触。在吹塑并修理多余材料后,就在相对设置的条67之间保持间隙72。
图44是附加选用处理步骤后类似于图43的剖视图。在图44中,电淀积的金属基材料161已淀积到导电树脂121上,在材料141限定的空心绝缘三维结构上形成相对设置的高导电材料条。在本发明其它实施例中,对材料121选用DER一般有利于电淀积步骤,尽管这不是生产图40~44所示空心导电图案结构的绝对要求。
有时希望或者必须使导电图案穿越挤压吹塑模压制品接合线有连续性。下面结合图45~50描述建立这种连续性的方法与结构。
图45是型坯的垂向平面图,型坯包含电绝缘材料14m和导电树脂1 2m。图46是基本上取自图45中线46-46透视图的剖视图。与图40和41实施的型坯相对照,图45和46的导电材料12m延伸通过图示的柱形型坯73的环形壁。图45和46的型坯结构可用成熟的技术实现,如用来生产通常贴在液态洗涤剂与油瓶上的透明液位指示“观察条”的技术。
当把吹塑模沿MPL所指方向合到图45和46的型坯上时,就将型坯相对两侧的材料12m夹起来。将压缩气体吹入夹持型坯空腔,使树脂扩展抵住模具内表面。修理掉多余材料后,得到图47和48实施的图案化空心部件74。图47和48继续用蘑菇形说明本发明,但这种形状显然不是实施本发明所必需的。从图47和48可见,材料条12m连续延伸通过模具接合线,而绝缘材料14m制成空心的蘑菇形制品。
图49和50在附加选用处理步骤后用图47和48的制品74实施制品76。图49是类似于图48的垂向剖视图,图50是基本上取自图49中线50-50透视图的剖视图。在图49和50中,高导电金属基材料16m已电淀积到导电材料12m表面上。电淀积16m连续延伸到制品76一侧,通过其顶部再下至相对侧。
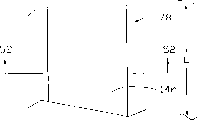
现参照图51~56,描述在空心制品内表面上制作高导电图案的结构与方法。图51是型坯78的垂向平面图,图52是基本上取自图51中线52-52透视图的示图。从图51和52可见,型坯78包括绝缘材料14n的柱形环80,导电树脂12n的条82位于柱体80内表面84相对两侧。该结构的型坯配置可用已知的挤压技术生产。图51的L指柱形型坯78的轴向。图53是基本上取自图52中线53-53透视图的剖视图,示出沿轴向L延伸的材料条82。
图54是结构81的剖视图,结构81通过附加处理图51~53实施的型坯78而制成。图54实施的结构的生产方法是先沿图52和53指示的MPL方向合上吹塑模具以夹紧型坯,然后将压缩气体注入夹紧型坯的腔体,把型坯扩展成贴合吹塑模具内表面,再修整所得物件的每一端,制成图54实施例中的开口81与83。开口83示为圆形,直径为D。
图55和56示出图54的制品在附加处理步骤后的情况。现把图55和56所示结构标为85,以反映该附加处理。结构85包括位于空心结构相对内壁上的高导电金属基电淀积材料16n,其形式为相对设置的条86。
本领域技术人员将明白,运用辅助阳极有利于把材料16n电淀积到图55和56的内部条86上,而且知道,常规光刻技术难以在空心制品内表面上有选择地安置金属,甚至不可行。
在上述空心结构实施例中,用本领域已知的挤压吹塑模制工艺生产制造的初步中间制品,包括导电树脂与绝缘树脂。应该理解,也可采用其它制造技术,如众所周知的注射吹塑模制工艺。在该工艺中,先用注塑模制法生产“预制品”,可用组合了导电树脂与绝缘树脂的二元注塑模压法生产该预制品。以后用压缩气体把该“预制品”吹成扩展的空心制品。与挤压吹塑模制品相比,因原先的注塑模制“预制品”有极佳的线条清晰度,故能期望组合了与最终吹塑模制品有关的绝缘材料的导电材料图案清晰度。
在结合图40~56描述的空心结构中,材料12l、12m或12n可考虑若干导电树脂配方,但若为了在这些空心制品上形成高导电表面图案而准备电镀导电树脂,则DER是材料12l、12m或12n的较佳选择。
图57~60示出本发明的另一实施例。图57是天线制造中某一中间制品的俯视平面图,图58是该中间制品的底视平面图。中间制品87包括在其顶表面上的导电树脂12o的插接线90,顶表面由绝缘介电材料14o支承。制品87还包括在其被材料140支承的底表面上的导电树脂12o的插接线92。孔或通路88从底面延伸到顶面,短路元件89连接顶面插接线与底面插接线92。
图59是基本上沿图57的线59-59截取的剖视图,示出模压入凸螺纹结构94的材料12o,孔或通路88轴向通过结构94延伸到形成在制品87顶面的凹坑96。制品84便于用二次注塑模制技术生产。
图60实施对图57~59的中间制品87执行附加处理步骤后的制品。为辨别该附加处理步骤,图60的制品标为97。在制品97中,对导电树脂12o涂布了高导电金属基电淀积16o。螺纹部94也已电镀,现在构成输入/输出同轴电缆外导体的合适的低阻连接结构。孔或通路88提供一沟道,可让电缆内导体伸到天线的顶部插接线90。凹部96对焊料形成合适的贮藏地,输入/输出电缆的内导体可导电粘合或机械连接到顶部的插接线。
如上所述,材料12o可选自若干导电树脂,但因其特性快速横向电淀积生长和良好的电淀积粘合性,导电树脂12o优选DER。
现参照图61~63,图示为双插接线天线的另一实施例。图61是类似于图59透视图的剖视图,示出制造的中间制品100,它包括顶部插接线102、短路元件104、底部插接线106、螺纹结构108和孔110与112,它们均用导电树脂12p构成。在一较佳实施例中,导电树脂12p是DER。空气114使顶部平面插接线102与底部平面插接线106分开,或把绝缘材料14p用作附加支承,保持平面插接线102与106的间距。
图63实施的制品116通过进一步处理图61和62实施的制品100而产生。在前述诸例中,制品116是把高导电金属基材料电淀积到导电树脂材料12p上而制成的。图63的制品116与图60的制品97在两大方面不同。第一、制品116把空气设想为分离顶部与底部导电插接线102与106的介质;第二,图63的制品116包括内表面(图63中118所指)上电淀积的金属基层,而制品97在材料120内表面上无高导电的金属基图案。
在生产新颖三维导电迹线与天线时,本发明还提出把型面挤压用作有价值的处理技术。图64~68示出一例可应用型面挤压技术的材料、工艺和结构。
图64是型面挤压法生产的结构120的俯视平面图,图65是所述结构120的底视平面图,图66是取自图64中线66-66透视图的剖视图。参照图64-66,图示的延伸结构120包括绝缘材料14q沿图64中长度L方向延伸的空心盒状截面,里面形成了同样沿L方向延伸的沟道12l。导电树脂材料12q间歇地淀积在长度″Y″条122中的沟道里(图64)。设想材料12q的条122通过间歇的挤压、印刷、丝网或其它已知技术形成。图65表示在结构120底面上把材料12q定位成连续条124,其宽度略小于盒状结构120的宽度W。材料成形条124不要求与成形条122同成分,而且用于淀积条122和124的淀积技术可以不同。
图67和68实施的制品,通过附加处理型面挤压120而实现,为表明该附加处理,现把该制品标为130。生产制品130时,先把通常连续的型面120细分成图67中被定为X的分立长度。如此制得的各制品再通过把高导电金属基材料电淀积到导电树脂12q表面上而进一步处理。出于前述的理由,DER是导电树脂12q优选的材料。
图67和68的制品130能构成极一致的廉价微带天线元件。
虽然已结合诸较佳实施例描述了本发明,但是应明白,在不背离本发明的精神与范围的情况下,可以包括各种修正、替代与等价内容,本领域的技术人员显然会理解。这些修正、替代与等价内容被认为落在本发明和下述权项的权限与范围内。
Claims (1)
1.一种含可直接电镀树脂(DER)的天线。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/818,128 | 2001-03-26 | ||
| US09/818,128 US6582887B2 (en) | 2001-03-26 | 2001-03-26 | Electrically conductive patterns, antennas and methods of manufacture |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1500296A true CN1500296A (zh) | 2004-05-26 |
Family
ID=25224739
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA028072162A Pending CN1500296A (zh) | 2001-03-26 | 2002-03-25 | 导电图案、天线及其制造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US6582887B2 (zh) |
| EP (1) | EP1388186A4 (zh) |
| JP (3) | JP2004533151A (zh) |
| CN (1) | CN1500296A (zh) |
| CA (1) | CA2441965A1 (zh) |
| WO (1) | WO2002078122A1 (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102011161A (zh) * | 2010-11-05 | 2011-04-13 | 北京星汉特种印刷有限公司 | 一种电子天线的电镀设备及电镀方法 |
| CN103372718A (zh) * | 2012-04-17 | 2013-10-30 | 上海无线电设备研究所 | 一种天线波导焊接焊片的制作方法 |
| CN109417217A (zh) * | 2016-09-15 | 2019-03-01 | Vega格里沙贝两合公司 | 天线装置 |
| CN110565123A (zh) * | 2019-08-28 | 2019-12-13 | 清华大学 | 可转移的透明柔性透气天线的制作方法及装置 |
Families Citing this family (66)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080314433A1 (en) * | 1995-05-15 | 2008-12-25 | Daniel Luch | Substrate structures for integrated series connected photovoltaic arrays and process of manufacture of such arrays |
| US7732243B2 (en) * | 1995-05-15 | 2010-06-08 | Daniel Luch | Substrate structures for integrated series connected photovoltaic arrays and process of manufacture of such arrays |
| US8138413B2 (en) | 2006-04-13 | 2012-03-20 | Daniel Luch | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US20090111206A1 (en) | 1999-03-30 | 2009-04-30 | Daniel Luch | Collector grid, electrode structures and interrconnect structures for photovoltaic arrays and methods of manufacture |
| US20090107538A1 (en) * | 2007-10-29 | 2009-04-30 | Daniel Luch | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US8076568B2 (en) * | 2006-04-13 | 2011-12-13 | Daniel Luch | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US20080011350A1 (en) * | 1999-03-30 | 2008-01-17 | Daniel Luch | Collector grid, electrode structures and interconnect structures for photovoltaic arrays and other optoelectric devices |
| US8222513B2 (en) | 2006-04-13 | 2012-07-17 | Daniel Luch | Collector grid, electrode structures and interconnect structures for photovoltaic arrays and methods of manufacture |
| US7635810B2 (en) * | 1999-03-30 | 2009-12-22 | Daniel Luch | Substrate and collector grid structures for integrated photovoltaic arrays and process of manufacture of such arrays |
| US8664030B2 (en) | 1999-03-30 | 2014-03-04 | Daniel Luch | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US7507903B2 (en) | 1999-03-30 | 2009-03-24 | Daniel Luch | Substrate and collector grid structures for integrated series connected photovoltaic arrays and process of manufacture of such arrays |
| US7898054B2 (en) | 2000-02-04 | 2011-03-01 | Daniel Luch | Substrate structures for integrated series connected photovoltaic arrays and process of manufacture of such arrays |
| US8198696B2 (en) | 2000-02-04 | 2012-06-12 | Daniel Luch | Substrate structures for integrated series connected photovoltaic arrays and process of manufacture of such arrays |
| US7898053B2 (en) | 2000-02-04 | 2011-03-01 | Daniel Luch | Substrate structures for integrated series connected photovoltaic arrays and process of manufacture of such arrays |
| US6697248B1 (en) * | 2001-02-06 | 2004-02-24 | Daniel Luch | Electromagnetic interference shields and methods of manufacture |
| US7084826B2 (en) * | 2001-02-15 | 2006-08-01 | Integral Technologies, Inc. | Low cost inductor devices manufactured from conductive loaded resin-based materials |
| US20040217472A1 (en) * | 2001-02-16 | 2004-11-04 | Integral Technologies, Inc. | Low cost chip carrier with integrated antenna, heat sink, or EMI shielding functions manufactured from conductive loaded resin-based materials |
| US6582887B2 (en) * | 2001-03-26 | 2003-06-24 | Daniel Luch | Electrically conductive patterns, antennas and methods of manufacture |
| US7452656B2 (en) | 2001-03-26 | 2008-11-18 | Ertek Inc. | Electrically conductive patterns, antennas and methods of manufacture |
| US7394425B2 (en) * | 2001-03-26 | 2008-07-01 | Daniel Luch | Electrically conductive patterns, antennas and methods of manufacture |
| US7564409B2 (en) * | 2001-03-26 | 2009-07-21 | Ertek Inc. | Antennas and electrical connections of electrical devices |
| US6894615B2 (en) * | 2001-10-09 | 2005-05-17 | 3M Innovative Properties Company | Article with retroreflective and radio frequency-responsive features |
| US6758405B2 (en) * | 2001-12-19 | 2004-07-06 | 3M Innovative Properties Company | Article with retroreflective and radio frequency-responsive features |
| JP3924512B2 (ja) * | 2002-06-27 | 2007-06-06 | 株式会社東海理化電機製作所 | チップ多軸アンテナ |
| US6867983B2 (en) * | 2002-08-07 | 2005-03-15 | Avery Dennison Corporation | Radio frequency identification device and method |
| US7184800B2 (en) * | 2002-10-15 | 2007-02-27 | Kyocera Wireless Corp. | Printed stubby unbalanced dipole antenna |
| FR2847761B1 (fr) * | 2002-11-27 | 2005-02-04 | Framatome Connectors Int | Dispositif de metallisation de formes imprimees munies de pistes conductrices d'electricite et procede de metallisation associe |
| US7930815B2 (en) * | 2003-04-11 | 2011-04-26 | Avery Dennison Corporation | Conductive pattern and method of making |
| US20040200061A1 (en) * | 2003-04-11 | 2004-10-14 | Coleman James P. | Conductive pattern and method of making |
| WO2005022556A2 (en) * | 2003-09-02 | 2005-03-10 | Integral Technologies, Inc. | Very low resistance electrical interfaces to conductive loaded resin-based materials |
| WO2005073937A2 (en) * | 2004-01-22 | 2005-08-11 | Mikoh Corporation | A modular radio frequency identification tagging method |
| US20100193367A1 (en) * | 2004-02-11 | 2010-08-05 | Daniel Luch | Methods and structures for the production of electrically treated items and electrical connections |
| US20050176270A1 (en) * | 2004-02-11 | 2005-08-11 | Daniel Luch | Methods and structures for the production of electrically treated items and electrical connections |
| US7755484B2 (en) | 2004-02-12 | 2010-07-13 | Avery Dennison Corporation | RFID tag and method of manufacturing the same |
| US8529341B2 (en) | 2004-07-27 | 2013-09-10 | Igt | Optically sensitive display for a gaming apparatus |
| US20100026590A1 (en) * | 2004-07-28 | 2010-02-04 | Kuo-Ching Chiang | Thin film multi-band antenna |
| DE102005038392B4 (de) * | 2005-08-09 | 2008-07-10 | Atotech Deutschland Gmbh | Verfahren zum Herstellen von Muster bildenden Kupferstrukturen auf einem Trägersubstrat |
| US20070040686A1 (en) * | 2005-08-16 | 2007-02-22 | X-Cyte, Inc., A California Corporation | RFID inlays and methods of their manufacture |
| US20070040688A1 (en) * | 2005-08-16 | 2007-02-22 | X-Cyte, Inc., A California Corporation | RFID inlays and methods of their manufacture |
| US7388542B2 (en) * | 2005-11-10 | 2008-06-17 | Rcd Technology, Inc. | Method for an element using two resist layers |
| US8822810B2 (en) | 2006-04-13 | 2014-09-02 | Daniel Luch | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US9236512B2 (en) | 2006-04-13 | 2016-01-12 | Daniel Luch | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US9006563B2 (en) | 2006-04-13 | 2015-04-14 | Solannex, Inc. | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US8884155B2 (en) | 2006-04-13 | 2014-11-11 | Daniel Luch | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US9865758B2 (en) | 2006-04-13 | 2018-01-09 | Daniel Luch | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US8729385B2 (en) | 2006-04-13 | 2014-05-20 | Daniel Luch | Collector grid and interconnect structures for photovoltaic arrays and modules |
| US7836588B2 (en) | 2006-07-06 | 2010-11-23 | Ideon Llc | Method for fabricating an electronic device |
| US7605092B2 (en) * | 2007-06-29 | 2009-10-20 | Silicon Storage Technology, Inc. | Passive elements, articles, packages, semiconductor composites, and methods of manufacturing same |
| US7973722B1 (en) | 2007-08-28 | 2011-07-05 | Apple Inc. | Electronic device with conductive housing and near field antenna |
| WO2009109652A1 (de) * | 2008-03-06 | 2009-09-11 | Ceramtec Ag | Metallisierte spulenkörper (induktoren) mit hohem q-wert |
| US20090229108A1 (en) * | 2008-03-17 | 2009-09-17 | Ethertronics, Inc. | Methods for forming antennas using thermoforming |
| US7981789B2 (en) * | 2008-11-14 | 2011-07-19 | Infineon Technologies Ag | Feature patterning methods and structures thereof |
| US8484395B2 (en) * | 2010-01-27 | 2013-07-09 | Broadcom Corporation | System and method for dynamically configuring processing resources and memory resources of wireless-enabled components |
| FR2969398B1 (fr) * | 2010-12-20 | 2013-01-11 | St Microelectronics Sa | Emetteur-recepteur integre en ondes millimetriques |
| JP6314376B2 (ja) * | 2013-07-01 | 2018-04-25 | 株式会社リコー | 導電性パターンを有する三次元構造体の製造方法及び三次元構造体 |
| FR3019689A1 (fr) * | 2014-04-02 | 2015-10-09 | Alciom | Procede de fabrication d'une antenne tri-dimensionnelle par prototypage rapide |
| US10016306B2 (en) | 2014-09-11 | 2018-07-10 | 3M Innovative Properties Company | Hearing device containing hidden FM-receiver antenna |
| TWI555450B (zh) * | 2015-08-14 | 2016-10-21 | 廣州光寶移動電子部件有限公司 | 導電圖案的製作方法以及裝置 |
| JP6069446B1 (ja) * | 2015-09-28 | 2017-02-01 | 日本写真印刷株式会社 | 導電回路付成形品の製造方法および導電回路付プリフォーム |
| JP7083226B2 (ja) | 2016-06-10 | 2022-06-10 | 任天堂株式会社 | ゲームコントローラ |
| JP6782567B2 (ja) * | 2016-06-10 | 2020-11-11 | 任天堂株式会社 | ゲームコントローラ |
| JP6576432B2 (ja) | 2016-06-10 | 2019-09-18 | 任天堂株式会社 | ゲームコントローラ |
| EP3254739B1 (en) | 2016-06-10 | 2020-03-25 | Nintendo Co., Ltd. | Game controller |
| JP6893763B2 (ja) * | 2016-06-10 | 2021-06-23 | 任天堂株式会社 | ゲームコントローラ |
| ES2772938A1 (es) * | 2018-12-21 | 2020-07-08 | Srg Global Liria S L | Cromado selectivo con interfaz nivelada |
| TWI785774B (zh) * | 2021-09-02 | 2022-12-01 | 友達光電股份有限公司 | 背板的製造方法 |
Family Cites Families (85)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3523875A (en) | 1967-03-15 | 1970-08-11 | Hooker Chemical Corp | Process for metal coating substrate pretreated with alkali metal sulfide and resultant product |
| US3619382A (en) | 1970-01-27 | 1971-11-09 | Gen Electric | Process of reducing metal compounds to metal in a matrix |
| US3682786A (en) | 1970-02-18 | 1972-08-08 | Macdermid Inc | Method of treating plastic substrates and process for plating thereon |
| US3865699A (en) * | 1973-10-23 | 1975-02-11 | Int Nickel Co | Electrodeposition on non-conductive surfaces |
| US4009093A (en) | 1973-10-23 | 1977-02-22 | The International Nickel Company, Inc. | Platable polymeric composition |
| US4038042A (en) | 1975-12-18 | 1977-07-26 | E. I. Du Pont De Nemours And Company | Electroplating of polypropylene compositions |
| US4101385A (en) | 1977-03-21 | 1978-07-18 | International Nickel Company | Process for making a metal plastic structure |
| JPS5415162A (en) * | 1977-07-07 | 1979-02-03 | Victor Company Of Japan | Method of making microosize flat coil |
| US4158612A (en) | 1977-12-27 | 1979-06-19 | The International Nickel Company, Inc. | Polymeric mandrel for electroforming and method of electroforming |
| JPS5514804A (en) * | 1978-07-13 | 1980-02-01 | Toyo Terumii Kk | Method of applying partial plating to rubber or plastic |
| US4191617A (en) | 1979-03-30 | 1980-03-04 | The International Nickel Company, Inc. | Process for electroplating directly plateable plastic with cobalt alloy strike and article thereof |
| US4195117A (en) | 1979-03-09 | 1980-03-25 | The International Nickel Company, Inc. | Process for electroplating directly plateable plastic with nickel-iron alloy strike and article thereof |
| US4278510A (en) | 1980-03-31 | 1981-07-14 | Gulf Oil Corporation | Platable propylene polymer compositions |
| US4429020A (en) | 1980-05-22 | 1984-01-31 | Daniel Luch | Metal-polymer composite and method of making said composite |
| JPS5716041A (en) | 1980-05-23 | 1982-01-27 | Kureha Chem Ind Co Ltd | Electrically conductive molding resin composite material |
| JPS57137334A (en) | 1981-02-20 | 1982-08-24 | Mitsui Toatsu Chem Inc | Electrically-conductive resin composition |
| JPS57168929A (en) | 1981-04-13 | 1982-10-18 | Mitsui Toatsu Chem Inc | Improved electroconductive resin composition |
| US4603092A (en) | 1981-07-01 | 1986-07-29 | Daniel Luch | Metal-polymer composite |
| JPS62142846U (zh) * | 1986-02-28 | 1987-09-09 | ||
| US4835541A (en) | 1986-12-29 | 1989-05-30 | Ball Corporation | Near-isotropic low-profile microstrip radiator especially suited for use as a mobile vehicle antenna |
| US4862184A (en) | 1987-02-06 | 1989-08-29 | George Ploussios | Method and construction of helical antenna |
| JPS6451691A (en) * | 1987-08-22 | 1989-02-27 | Matsushita Electric Works Ltd | Manufacture of printed wiring board |
| DE58903799D1 (de) | 1988-09-30 | 1993-04-22 | Siemens Ag | Leiterplatte mit einem spritzgegossenen substrat. |
| US4996391A (en) | 1988-09-30 | 1991-02-26 | Siemens Aktiengesellschaft | Printed circuit board having an injection molded substrate |
| US4985116A (en) | 1990-02-23 | 1991-01-15 | Mint-Pac Technologies, Inc. | Three dimensional plating or etching process and masks therefor |
| FR2673041A1 (fr) | 1991-02-19 | 1992-08-21 | Gemplus Card Int | Procede de fabrication de micromodules de circuit integre et micromodule correspondant. |
| US5206657A (en) | 1991-10-07 | 1993-04-27 | Echelon Corporation | Printed circuit radio frequency antenna |
| US5355142A (en) | 1991-10-15 | 1994-10-11 | Ball Corporation | Microstrip antenna structure suitable for use in mobile radio communications and method for making same |
| JPH0685139A (ja) * | 1992-09-02 | 1994-03-25 | Toppan Printing Co Ltd | リードフレームおよびそれを用いた半導体装置 |
| US5567296A (en) | 1993-01-19 | 1996-10-22 | Luch; Daniel | Process for producing vehicular fuel tanks |
| US5444453A (en) | 1993-02-02 | 1995-08-22 | Ball Corporation | Microstrip antenna structure having an air gap and method of constructing same |
| CN1046380C (zh) | 1993-05-03 | 1999-11-10 | 摩托罗拉公司 | 用于便携式无线电话的天线 |
| WO1995005011A1 (en) | 1993-08-09 | 1995-02-16 | Motorola, Inc. | Printed circuit dipole antenna |
| RU2152672C1 (ru) | 1993-09-20 | 2000-07-10 | Моторола Инк. | Антенное устройство для прибора радиосвязи (варианты) |
| JPH07142256A (ja) * | 1993-11-19 | 1995-06-02 | Yokogawa Electric Corp | 積層形プリントコイル及びその製造方法 |
| DE4431603A1 (de) | 1994-09-05 | 1996-03-07 | Siemens Ag | Antennenspule |
| DE4431605C2 (de) | 1994-09-05 | 1998-06-04 | Siemens Ag | Verfahren zur Herstellung eines Chipkartenmoduls für kontaktlose Chipkarten |
| US5596797A (en) | 1995-04-03 | 1997-01-28 | D & M Plastics Corporation | Method and apparatus for making a molded cellular antenna coil |
| US5547516A (en) | 1995-05-15 | 1996-08-20 | Luch; Daniel | Substrate structures for integrated series connected photovoltaic arrays and process of manufacture of such arrays |
| US6459032B1 (en) | 1995-05-15 | 2002-10-01 | Daniel Luch | Substrate structures for integrated series connected photovoltaic arrays and process of manufacture of such arrays |
| US5735966A (en) | 1995-05-15 | 1998-04-07 | Luch; Daniel | Substrate structures for integrated series connected photovoltaic arrays and process of manufacture of such arrays |
| CA2176625C (en) | 1995-05-19 | 2008-07-15 | Donald Harold Fergusen | Radio frequency identification tag |
| US5709832A (en) | 1995-06-02 | 1998-01-20 | Ericsson Inc. | Method of manufacturing a printed antenna |
| US5900841A (en) | 1995-11-30 | 1999-05-04 | Nihon Plast Co., Ltd | Antenna device having an antenna proper and a plastic plate attached to the antenna proper for connecting the antenna to an inside wall of a vehicle |
| US5754110A (en) * | 1996-03-07 | 1998-05-19 | Checkpoint Systems, Inc. | Security tag and manufacturing method |
| US5786626A (en) * | 1996-03-25 | 1998-07-28 | Ibm Corporation | Thin radio frequency transponder with leadframe antenna structure |
| FR2747812B1 (fr) * | 1996-04-23 | 1998-05-22 | Solaic Sa | Carte a circuit integre sans contact avec antenne en polymere conducteur |
| JPH09294013A (ja) | 1996-04-26 | 1997-11-11 | Matsushita Electric Ind Co Ltd | アンテナ装置 |
| JPH09307329A (ja) * | 1996-05-14 | 1997-11-28 | Casio Comput Co Ltd | アンテナ及びその製造方法並びにアンテナを備えた電 子機器又は電子時計 |
| US6027027A (en) | 1996-05-31 | 2000-02-22 | Lucent Technologies Inc. | Luggage tag assembly |
| US5911454A (en) | 1996-07-23 | 1999-06-15 | Trimble Navigation Limited | Microstrip manufacturing method |
| JPH10117055A (ja) * | 1996-10-15 | 1998-05-06 | Shin Etsu Polymer Co Ltd | フレキシブルプリント配線板の製造方法 |
| JPH10150259A (ja) * | 1996-11-20 | 1998-06-02 | Matsushita Electric Works Ltd | 部品付きプリント配線板およびその製造方法 |
| US6052889A (en) | 1996-11-21 | 2000-04-25 | Raytheon Company | Radio frequency antenna and its fabrication |
| US5898215A (en) | 1996-12-16 | 1999-04-27 | Motorola, Inc. | Microelectronic assembly with connection to a buried electrical element, and method for forming same |
| FI112723B (fi) | 1997-03-27 | 2003-12-31 | Nokia Corp | Langattomien viestimien antenni |
| US6147660A (en) | 1997-06-03 | 2000-11-14 | Galtronics Ltd. | Molded antenna |
| US6049463A (en) | 1997-07-25 | 2000-04-11 | Motorola, Inc. | Microelectronic assembly including an antenna element embedded within a polymeric card, and method for forming same |
| US6052088A (en) | 1997-08-26 | 2000-04-18 | Centurion International, Inc. | Multi-band antenna |
| US6081243A (en) | 1997-09-09 | 2000-06-27 | Micron Technology, Inc. | Methods of forming conductive lines, methods of forming antennas, methods of forming wireless communication devices, conductive lines, antennas, and wireless communications devices |
| DE69830846T2 (de) | 1997-09-11 | 2006-05-24 | Precision Dynamics Corp., San Fernando | Radiofrequenzidentifikationsetikett auf flexiblem substrat |
| ATE246847T1 (de) * | 1997-09-19 | 2003-08-15 | Peter Vernon | Planarantennenanordnung |
| US6168855B1 (en) | 1997-12-01 | 2001-01-02 | Polyeitan Composites Ltd. | Polyolefin composites for printed circuit board and antenna base material |
| US6184833B1 (en) | 1998-02-23 | 2001-02-06 | Qualcomm, Inc. | Dual strip antenna |
| JPH11261325A (ja) | 1998-03-10 | 1999-09-24 | Shiro Sugimura | コイル素子と、その製造方法 |
| US5995052A (en) | 1998-05-15 | 1999-11-30 | Ericsson Inc. | Flip open antenna for a communication device |
| US6107920A (en) | 1998-06-09 | 2000-08-22 | Motorola, Inc. | Radio frequency identification tag having an article integrated antenna |
| US6161761A (en) | 1998-07-09 | 2000-12-19 | Motorola, Inc. | Card assembly having a loop antenna formed of a bare conductor and method for manufacturing the card assembly |
| US6075489A (en) | 1998-09-09 | 2000-06-13 | Centurion Intl., Inc. | Collapsible antenna |
| JP4313951B2 (ja) * | 1998-09-11 | 2009-08-12 | モトローラ・インコーポレイテッド | 静電無線周波数識別タグ装置とこれに関連する方法 |
| JP2000113147A (ja) * | 1998-10-08 | 2000-04-21 | Hitachi Chem Co Ltd | Icカードとその製造法 |
| US6049314A (en) | 1998-11-17 | 2000-04-11 | Xertex Technologies, Inc. | Wide band antenna having unitary radiator/ground plane |
| US6163260A (en) | 1998-12-10 | 2000-12-19 | Intermec Ip Corp. | Linerless label tracking system |
| US6343208B1 (en) | 1998-12-16 | 2002-01-29 | Telefonaktiebolaget Lm Ericsson (Publ) | Printed multi-band patch antenna |
| EP1020947A3 (en) * | 1998-12-22 | 2000-10-04 | Nokia Mobile Phones Ltd. | Method for manufacturing an antenna body for a phone and phone or handset having an internal antenna |
| US6157344A (en) | 1999-02-05 | 2000-12-05 | Xertex Technologies, Inc. | Flat panel antenna |
| JP2000265086A (ja) * | 1999-03-11 | 2000-09-26 | Mikuni Color Ltd | 導電性塗料組成物とそれを用いた導電化処理方法 |
| US6239352B1 (en) | 1999-03-30 | 2001-05-29 | Daniel Luch | Substrate and collector grid structures for electrically interconnecting photovoltaic arrays and process of manufacture of such arrays |
| US6255999B1 (en) | 1999-04-28 | 2001-07-03 | The Whitaker Corporation | Antenna element having a zig zag pattern |
| US6137452A (en) | 1999-05-03 | 2000-10-24 | Centurion International, Inc. | Double shot antenna |
| US6259369B1 (en) | 1999-09-30 | 2001-07-10 | Moore North America, Inc. | Low cost long distance RFID reading |
| US6271793B1 (en) | 1999-11-05 | 2001-08-07 | International Business Machines Corporation | Radio frequency (RF) transponder (Tag) with composite antenna |
| US6331838B1 (en) | 2000-07-19 | 2001-12-18 | Delphi Technologies, Inc. | Flexible vehicle antenna |
| US6697248B1 (en) * | 2001-02-06 | 2004-02-24 | Daniel Luch | Electromagnetic interference shields and methods of manufacture |
| US6582887B2 (en) * | 2001-03-26 | 2003-06-24 | Daniel Luch | Electrically conductive patterns, antennas and methods of manufacture |
-
2001
- 2001-03-26 US US09/818,128 patent/US6582887B2/en not_active Expired - Fee Related
-
2002
- 2002-03-25 EP EP02753858A patent/EP1388186A4/en not_active Withdrawn
- 2002-03-25 WO PCT/US2002/009408 patent/WO2002078122A1/en active Application Filing
- 2002-03-25 US US10/472,875 patent/US20040090380A1/en not_active Abandoned
- 2002-03-25 JP JP2002576050A patent/JP2004533151A/ja active Pending
- 2002-03-25 CA CA002441965A patent/CA2441965A1/en not_active Abandoned
- 2002-03-25 CN CNA028072162A patent/CN1500296A/zh active Pending
-
2006
- 2006-12-26 JP JP2006350173A patent/JP2007129759A/ja active Pending
-
2007
- 2007-04-11 JP JP2007103996A patent/JP2007282247A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102011161A (zh) * | 2010-11-05 | 2011-04-13 | 北京星汉特种印刷有限公司 | 一种电子天线的电镀设备及电镀方法 |
| CN103372718A (zh) * | 2012-04-17 | 2013-10-30 | 上海无线电设备研究所 | 一种天线波导焊接焊片的制作方法 |
| CN109417217A (zh) * | 2016-09-15 | 2019-03-01 | Vega格里沙贝两合公司 | 天线装置 |
| CN110565123A (zh) * | 2019-08-28 | 2019-12-13 | 清华大学 | 可转移的透明柔性透气天线的制作方法及装置 |
| CN110565123B (zh) * | 2019-08-28 | 2021-06-08 | 清华大学 | 可转移的透明柔性透气天线的制作方法及装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007129759A (ja) | 2007-05-24 |
| EP1388186A1 (en) | 2004-02-11 |
| CA2441965A1 (en) | 2002-10-03 |
| JP2004533151A (ja) | 2004-10-28 |
| EP1388186A4 (en) | 2005-08-17 |
| US20040090380A1 (en) | 2004-05-13 |
| US20020135519A1 (en) | 2002-09-26 |
| US6582887B2 (en) | 2003-06-24 |
| WO2002078122A1 (en) | 2002-10-03 |
| JP2007282247A (ja) | 2007-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1500296A (zh) | 导电图案、天线及其制造方法 | |
| US7394425B2 (en) | Electrically conductive patterns, antennas and methods of manufacture | |
| US20070169336A1 (en) | Electrically conductive patterns, antennas and methods of manufacture | |
| US7564409B2 (en) | Antennas and electrical connections of electrical devices | |
| CN102376416B (zh) | 线圈元件 | |
| CN1258777C (zh) | 高密度电感器及其制造方法 | |
| CN1260746C (zh) | 薄膜型共态扼流圈及其制造方法 | |
| CN107535080B (zh) | 电子电路模块 | |
| CN1198300C (zh) | 固体电解电容器的制造方法和制造装置 | |
| CN1918677A (zh) | 固体电解电容器 | |
| US7452656B2 (en) | Electrically conductive patterns, antennas and methods of manufacture | |
| US20100156723A1 (en) | Electrically conductive patterns, antennas and methods of manufacture | |
| CN109195326A (zh) | 一种手机无线充电用柔性线路板制作方法 | |
| CN1499548A (zh) | 固体电解电容器及其制造方法 | |
| CN110299376A (zh) | 显示设备 | |
| CN104756208A (zh) | 线圈元件、线圈元件集合体及线圈零件的制造方法 | |
| US20210005378A1 (en) | Magnetic element, manufacturing method of magnetic element, and power module | |
| CN1256007C (zh) | 层叠型陶瓷电子元器件及其制造方法 | |
| CN100521878C (zh) | 多层印刷电路配线板的制造方法 | |
| US20230230747A1 (en) | Magnetic element and power module | |
| CN101909399A (zh) | 电路板结构及其制造方法 | |
| CN1619724A (zh) | 磁性元件 | |
| CN102938499A (zh) | 一种超高频rfid蚀刻天线及其制造工艺 | |
| CN206376020U (zh) | 一种电镀治具 | |
| US8590140B2 (en) | Method for manufacturing alloy resistor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Open date: 20040526 |