CN1297047C - 火花塞及其制造方法 - Google Patents
火花塞及其制造方法 Download PDFInfo
- Publication number
- CN1297047C CN1297047C CNB991070070A CN99107007A CN1297047C CN 1297047 C CN1297047 C CN 1297047C CN B991070070 A CNB991070070 A CN B991070070A CN 99107007 A CN99107007 A CN 99107007A CN 1297047 C CN1297047 C CN 1297047C
- Authority
- CN
- China
- Prior art keywords
- glaze
- weight percent
- insulator
- percent content
- converted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T21/00—Apparatus or processes specially adapted for the manufacture or maintenance of spark gaps or sparking plugs
- H01T21/02—Apparatus or processes specially adapted for the manufacture or maintenance of spark gaps or sparking plugs of sparking plugs
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C8/00—Enamels; Glazes; Fusion seal compositions being frit compositions having non-frit additions
- C03C8/02—Frit compositions, i.e. in a powdered or comminuted form
- C03C8/04—Frit compositions, i.e. in a powdered or comminuted form containing zinc
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T13/00—Sparking plugs
- H01T13/20—Sparking plugs characterised by features of the electrodes or insulation
- H01T13/38—Selection of materials for insulation
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Spark Plugs (AREA)
- Glass Compositions (AREA)
Abstract
形成在氧化铝基表面上的釉层包括:SiO2(18-35wt%),B2O3(25-40wt%),ZnO(10-25wt%),BaO(7-20wt%),Na2O(3-9wt%),K2O(3-9wt%)。由于釉层和氧化铝基绝缘材料的线胀系数差较小,釉层不易产生开裂等缺陷。由于釉层的软化点低于传统的铅硅酸盐玻璃基釉料,则烧釉温度也低至800-950℃,因此,即使是烧釉和玻璃密封同步进行时,中心电极和端子金属片也不易发生氧化。另外,即使碱金属成分的含量很高,也可获得良好的绝缘性能,因而,可实现良好的防止跳火功能。
Description
技术领域
本发明涉及火花塞及其制造方法。
背景技术
用于给诸如汽车发动机之类的内燃机点火的火花塞一般包括:一金属壳;一绝缘子,比如由氧化铝基陶瓷制成,它置于金属壳内;以及位于该金属壳内的中心电极。一接地电极和该金属壳相连。绝缘子从所述金属壳的后部开口沿轴向突出。一端子金属片位于绝缘子的突出部的内部。端子金属片通过一电阻器,在玻璃密封步骤形成的导电玻璃密封层等等和中心电极相连。一旦经端子金属片施加一高电压,将会在接地电极和中心电极之间所形成的间隙诱导出火花放电。
但是,如果火花塞同时受各种条件的影响,如火花塞温度高,环境湿度大等等,施加高电压时就不能在所述间隙处成功地诱导出火花放电,以及可能会出现所谓的“跳火(flashover)”现象,在此现象中,火花放电在端子金属片和金属壳之间被诱导,因而火花在绝缘子的突出部表面的上方游走。因此,为避免跳火现象,一般使用的大部分火花塞在其绝缘子的表面上形成有釉层。釉层还用于使绝缘子的表面变得光滑,以防止污染,它还用于增加化学或机械强度。
通过将釉浆施加在绝缘子的表面上并进行烧釉在绝缘子上形成釉层。在用于火花塞的氧化铝基绝缘子的情况下,在烧釉后的绝缘子上形成釉层,然后在1000-1100℃的温度下焙烧。为此,在现有技术中,采用的是铅-硅酸盐-玻璃基的釉料,由于向硅酸盐内掺入了大量的PbO,其软化点降低。然而,这种类型的釉料有下列不足:
(1)由于釉料的线胀系数小于用作基底的氧化铝基绝缘材料,所形成的釉层易于开裂(或称崩裂,cracks)等。
(2)尽管釉料中含有大量的PbO,但烧釉温度仍然很高,为1000℃或更高。在制造火花塞时,烧釉通常和玻璃密封步骤同时进行,从而减少制造步骤。因此,上面所述的很高的烧釉温度不利于端子金属片和中心电极的加速氧化。已想到的一种进一步降低烧釉温度的办法是向釉料中添加碱金属氧化物,如Na2O。但是,碱金属成分增加过多会降低绝缘性能,火花塞易于跳火。
(3)近年来,在全球范围内对环境保护的考虑越来越多,越来越少地使用含铅釉料。例如,在大量使用火花塞的汽车工业中,由于废弃火花塞对环境的影响,正在考虑完全放弃使用含铅釉料的火花塞。
发明内容
本发明的首要目的是,提供一种包括绝缘子和其上带有的釉层的火花塞,其中,和传统的釉相比,此釉具有较高的绝缘特性,可在相对较低的温度下烧釉。本发明的第二个目的是提供一种火花塞的制造方法。本发明的第三个目的是提供一种火花塞,其中釉料中铅的含量明显降低,以满足环保要求。
根据本发明,提供一种火花塞,包括:
一中心电极;
一金属壳,它围绕中心电极设置;
一接地电极,接地电极的一端和金属壳连接,而接地电极的另一端和中心电极面对;
一绝缘子,设置在中心电极和金属壳之间,从而绝缘子盖住中心电极的外表面;以及
一釉层,主要由氧化物形成,盖住绝缘子(2)的至少一部分表面,其中,
形成釉层的釉料主要包括:Si,B,Zn,Ba,以及Na,K和Li中的两种共添碱金属成分,其中,Si的重量百分比含量折算成SiO2为18-35%,B的重量百分比含量折算成B2O3为25-40%,Zn的重量百分比含量折算成ZnO为10-25%,Ba的重量百分比含量折算成BaO为7-20%,两种共添碱金属成分中每种的量为从由下面构成的组中选择的一个:(1)重量百分比含量为3-9%的Na2O,重量百分比含量为3-9%的K2O;(2)重量百分比含量为3-9%的K2O,重量百分比含量为3-9%的Li2O。
优选地,釉料可包括:Si,折算成SiO2的重量百分比含量为25-30%;B,折算成B2O3的重量百分比含量为30-35%;Zn,折算成ZnO的重量百分比含量为12-18%;Ba,折算成BaO的重量百分比含量为8-15%;Na,折算成Na2O的重量百分比含量为3-9%;K,折算成K2O的重量百分比含量为3-9%。
优选地,釉料可包括Al,Ca,Fe,Zr,Ti,Sr,Mg,Bi,Ni,Sn,P,Mn中的一种以上的辅助阳离子成分,相对于釉料的全部组分来说,辅助阳离子成分的总量为5%,其中,Al以Al2O3折算,Ca以CaO折算,Fe以Fe2O3折算,Zr以ZrO2折算,Ti以TiO2折算,Sr以SrO折算,Mg以MgO折算,Bi以Bi2O3折算,Ni以NiO折算,Sn以SnO2折算,P以P2O5折算,Mn以MnO折算。
本发明提供一种火花塞,包括:
一中心电极;
一金属壳,它围绕中心电极设置;
一接地电极,接地电极的一端和金属壳连接,而接地电极的另一端和中心电极面对;
一绝缘子,设置在中心电极和金属壳之间,从而绝缘子盖住中心电极的外表面;
一釉层,它盖住绝缘子的至少一部分表面;其中:
形成釉层的釉料主要包括:Si,B,Zn,Ba,以及Ti和Zr两者中的至少一种成分,Si的重量百分比含量折算成SiO2是20-38%,B的重量百分比含量折算成B2O3为20-35%,Zn的重量百分比含量折算成ZnO为15-25%,Ba的重量百分比含量折算成BaO为10-23%,Ti或Zr的重量百分比含量折算成TiO2或ZrO2为2-10%,釉料还包括Na,K和Li中的至少一种碱金属成分,总的重量百分比含量折算成其氧化物为12%,其中Pb的重量比含量折算成PbO不大于0.1%。
本发明提供一种制造火花塞的方法,包括以下步骤:
釉粉料制造步骤,用于制备釉粉料;
釉粉积聚步骤,用于将釉粉加在绝缘子的表面上,从而形成釉粉积聚层;以及
烧釉步骤,用于在800-950℃温度下对绝缘子烧釉,从而焙烧釉粉积聚层并使其固结于绝缘子的表面上,
其中,釉粉料制备步骤包括以下步骤:
将具有Si,B,Zn和Ba作为阳离子成分的原始粉料和具有选自Na,K,Li中的两种共添碱金属成分的原始粉料混合,使得混合物中Si的重量百分比含量折算成SiO2是18-35%,B的重量百分比含量折算成B2O3为25-40%,Zn的重量百分比含量折算成ZnO为10-25%,Ba的重量百分比含量折算成BaO为7-20%;共添碱金属成分中每一种的重量百分比含量为3-9%,其中Na折算成Na2O,K折算成K2O,Li折算成Li2O;
在1000-1500℃时加热并熔化混合物;
使熔态材料快速冷却和玻璃化;
将玻璃态材料粉碎成为玻璃料;以及
由玻璃料来制备釉粉料。
本发明提供一种制造所述的火花塞的方法,包括以下步骤:
釉粉制造步骤,用于制备釉粉;
釉粉积聚步骤,用于将釉粉加在绝缘子的表面上,从而形成釉粉积聚层;以及
烧釉步骤,用于在800-950℃温度下对绝缘子烧釉,从而焙烧釉粉积聚层并使其固结于绝缘子的表面上,
其中,釉粉制备步骤包括以下步骤:
将具有Si,B,Zn和Ba作为阳离子成分的原始粉末和具有Ti和Zr中至少一种成分的原始粉混合,使得混合物中Si的重量百分比含量折算成SiO2是20-40%,B的重量百分比含量折算成B2O3为20-35%,Zn的重量百分比含量折算成ZnO为15-25%,Ba的重量百分比含量折算成BaO为10-23%,Ti和Zr的重量百分比含量分别折算成TiO2或ZrO2为2-10%,
在1000-1500℃时加热并熔化混合物;
使熔态材料快速冷却和玻璃化;
将玻璃态材料粉碎成为玻璃料;以及
由玻璃料来制备釉粉。
本发明还提供一种制造火花塞的方法,其中端子金属片固定在沿绝缘子的轴向开设的通孔的一端,中心电极固定在该通孔的另一端,烧结导电材料部由玻璃和导电材料的混合物形成,并置于该通孔内并位于端子金属片和中心电极之间,从而将这些部件彼此电连接,该方法包括:
组件制造步骤,用于制造一组件,在该组件中,端子金属片固定在绝缘子的通孔的一端,中心电极固定在通孔的另一端,主要由玻璃和导电材料组成的烧结导电原材料粉末充填到位于通孔内的端子金属片和中心电极之间的空间,从而形成粉末充填层;
挤压步骤,用于在被加热的组件内使中心电极和端子金属片在所述通孔内彼此靠近,从而在中心电极和端子金属片之间挤压粉末充填层,藉此形成烧结导电材料部分,以及
烧釉步骤,同时在800-950℃的温度下对在绝缘子的表面上形成有釉粉积聚层的组件加热,从而焙烧并将该釉层固定在绝缘子的表面上,藉此形成釉层,并软化粉末充填层的玻璃粉末。
根据本发明的第一种方式,提供一种火花塞,包括:中心电极,金属壳,接地电极,绝缘子和釉层。金属壳环绕在中心电极周围。接地电极的一端与金属壳相连,而另一端和中心电极面对。绝缘子位于中心电极和金属壳之间,从而绝缘子覆盖中心电极的外表面。釉层至少覆盖绝缘子的部分表面。为实现上述目的,形成釉层的釉料主要包括:作为氧化之前的元素,Si,B,Zn和Ba;Na,K和Li中的任两种元素(下面这两种元素称为“共添碱金属成分”)。具体来说,釉料中Si的重量百分比含量折算成SiO2为18-35%,B的重量百分比含量折算成B2O3为25-40%,Zn的重量百分比含量折算成ZnO为10-25%,Ba的重量百分比含量折算成BaO为7-20%。另外,两种共添碱金属成分中的任一种在釉料中的重量百分比含量折算成Na2O,K2O和Li2O为3-9%。
如果要涂覆釉料的绝缘子比如说由氧化铝基绝缘材料形成,则在第一种方式的火花塞中所用的上述组分的釉料的线胀系数和绝缘子差别比较小,因而釉层不易发生开裂等。另外,由于碱金属成分的含量设定得较高,则这种釉料的软化点比传统的铅-硅酸盐-玻璃基釉料低。因此,烧釉温度可降至800-950℃。因而,即使烧釉和玻璃密封步骤如上所述同步进行,中心电极和下述的端子金属片也较不易发生氧化。
而且,即使是含有大量的碱金属成分,也可以获得良好的绝缘特性。为此,同时加入选自Na,K和Li的两种不同的碱金属成分而不仅仅是加入其中一种类型的碱金属是重要的。发明人所作的研究发现:只加入一种碱金属成分时,随着数量的增加,釉料的导电率大大增加,明显会损害其绝缘性能。但是同时加入两种类型的碱金属成分时,即便是所添加的成分的总量大量增加时釉料的导电率也没有大大增加,因而确保了良好的绝缘性能。结果是,在最小限度地降低绝缘性能的同时,可以增加碱金属成分的数量,这样可同时达到两个目的,即防止了跳火,又降低了烧釉温度。此外,只要共添碱金属成分的导电率抑制效果不被损害,也可以加入另外的第三种碱金属成分。
釉料中Si的重量百分比含量为18-35%,以氧化物状态SiO2折算。如果Si的重量百分比含量小于18%,则釉料的线胀系数变得特别大,釉层变得易于产生缺陷,如开裂。相比之下,如果Si的重量百分比含量超过40%,则釉料的线胀系数变得很低,釉层变得容易出现龟裂(crazing)。最好,Si的含量按重量百分比计在25-30%之间。
B的重量百分比含量折算成B2O3设定在25-40%。如果B的重量百分比含量小于25%,则釉料的软化点增加,导致不能在规定的预想的温度下(800-950℃)烧釉。相比之下,如果B的重量百分比含量高于40%,则在所形成的釉层中产生相分离,导致反玻璃化(devitrification),劣化了绝缘性能,或者是与基板的线胀系数不匹配。B的重量百分比含量最好是30-35%。
Zn的重量百分比含量折算成ZnO设定在10-25%。如果Zn的重量百分比含量小于10%,则釉料的软化点增加,从而不能在规定的温度下进行烧釉。相比之下,如果Zn的重量百分比高于25%,釉料的线胀系数变得很高,釉层容易出现缺陷如开裂。Zn的重量百分比含量最好是12-18%。
Ba的重量百分比含量折算成BaO为7-20%。如果Ba的重量百分比含量小于7%,则釉料的绝缘性能下降,导致跳火防护受到损害。相反,如果Ba的重量百分比含量超过20%,则釉料的软化点增加,不能在规定的软化点进行烧釉。Ba的重量百分比含量最好为8-15%。
两种共添碱金属成分的每一种在釉料中的重量百分比含量为3-9%。此时,Na按Na2O折算,K按K2O折算,Li按Li2O折算。如果至少其中一种成分的重量百分比含量小于3%,则釉料的软化点增加,导致不能在规定的温度下烧釉。另外,如果至少一种成分的重量百分比含量大于9%,则釉料的线胀系数大为增加,釉层容易产生缺陷,如开裂。
另外,釉料中共添碱金属成分的总量最好在6-14%的范围内调节,分别按各自的氧化物折算以重量百分比计。如果共添碱金属成分的总量的重量百分比小于6%,则釉料的软化点增加,导致不能在规定的温度下烧釉。相比之下,如果总量的重量百分比含量大于14%,则釉料的绝缘性能下降,会损害跳火防止功能。
进一步说,A1/A2的值最好在1.0-2.0的范围内调节,其中A1为两种共添碱金属成分之一的摩尔量,A2为另一种碱金属成分的摩尔量,Na按Na2O折算,K按K2O折算,Li按Li2O折算。如果A1/A2的值大于或小于所述的范围,则不能充分获得共添碱金属成分的导电率抑制效果,结果降低了绝缘性能,损害了跳火防止功能。A1/A2的值最好在1.5-2.0之间调节。
为抑制加入碱金属成分的釉料的导电率增加,最好是用Na和K作为共添碱金属成分。Na的重量百分比含量最好是3-9%,以Na2O折算,K的重量百分比含量最好是3-9%,以K2O折算。
釉料中阳离子Si,B,Zn,Ba和共添碱金属成分的总重量百分比含量折算成其氧化物最好是在95%以上。如果低于95%,则釉料的软化点增加,导致不能在规定的温度下进行烧釉。重量百分比总含量最好在97%以上。
进一步地说,釉料可包含一种以上的辅助阳离子元素,它们选自Al,Ca,Fe,Zr,Ti,Sr,Mg,Bi,Ni,Sn,P和Mn。相对于釉料的成分来说,辅助阳离子成分的总重量百分比为5%以下。这里,Al以Al2O3折算,Ca以CaO折算,Fe以Fe2O3折算,Zr以ZrO2折算,Ti以TiO2折算,Sr以SrO折算,Mg以MgO折算,Bi以Bi2O3折算,Ni以NiO折算,Sn以SnO2折算,P以P2O5折算,Mn以MnO折算。这些成分可以是根据不同的目的而特意添加。有时,它们会以杂质(异物)的形式自然存在于釉浆中,这些杂质来自于原材料(或者是如下所述的粘土矿物质,在釉浆的制备过程中添加)或在熔化步骤中所使用的耐火材料。二价Fe离子(如FeO)和三价Fe离子(如Fe2O3)都可用作釉料中铁离子的来源。在本发明中,所形成的釉层中Fe的含量由Fe2O3折算后的值表示,而不管Fe离子的价数是多少。
如果辅助阳离子的总重量百分比含量为5%以上,则主要阳离子成分的总重量百分比不能达到95%以上。最好,辅助阳离子的总重量百分比含量为3%以下。在以下的描述中,有时将主要阳离子成分和辅助阳离子成分统称为“阳离子成分”。
通过加入重量百分比小于或等于5%的Al来抑制釉料的反玻璃化。另外,如果适当的话,可以将其它成分加入以调节釉料的软化点。为降低釉料的软化点,加入Bi2O3特别有效。
釉料可以不含Pb(除非是不可避免地混入的情况,例如釉料的原材料中所混入的)。如果含有Pb,其重量百分比含量以PbO折算可以是1.0%以下。如果包含在釉料中的Pb是以低价离子态存在(如Pb2+),此离子通过电晕放电或在釉层表面上发生的类似现象变为高价离子(例如Pb3+)。结果,降低了釉的绝缘性能,损害了跳火防止功能。最近,随着对环境保护的关注的增加,对无铅材料的应用已进行调查。因此,在火花室中采用本发明的釉料是有利的,因为其所含的阳离子成分中没有Pb。换言之,以不可避免的杂质形态存在的重量百分比最高达1.0%的含量的铅除外,如果铅的含量降至基本不含铅的水平,釉料中不会出现什么问题,从而达到铅含量降低的目的。Pb的重量百分比含量最好是在0.1%以下。
除釉层以外,本发明第二种方式的火花塞和上述的第一种模式的火花塞在主要部分上是相同的。构成釉层的釉料包括:用作主要阳离子成分的成分(以下称为“主要阳离子成分”),即Si,B,Zn和Ba;Ti和Zr中的至少一种元素;作为碱金属成分的Na,K和Li中的至少一种元素;以及Pb。主要阳离子成分的含量如下:Si的重量百分比含量为20-40%,以SiO2折算;B的重量百分比含量为20-35%,以B2O3折算,Zn的重量百分比含量为15-25%,以ZnO折算,Ba的重量百分比含量为10-23%,以BaO折算。以TiO2和ZrO2折算的Ti和Zr的总的重量百分比含量为2-10%。碱金属的重量百分比含量一共为12%或更低,其中Na折算成Na2O,K折算成K2O,Li折算成Li2O。Pb的重量百分比含量为0.1%以下,以PbO折算。
第二种模式覆盖了本发明的下述四个方面。这四个方面可单独应用或将其随意组合。
第一方面:Si的重量百分比含量以SiO2折算为20-38%(该第一方面至少可以和第二、三、四方面之一相组合)。
第二方面:Zr的重量百分比含量以ZrO2折算为3.4%以下(第二方面至少可以和第一、三、四方面之一相结合)。
第三方面:Ti的重量百分比含量以TiO2折算为1.5%以上(第三方面至少可以和第一、二、四方面之一相结合)。
第四方面:WTi/WZr为0.2-10,其中WZr代表以ZrO2折算的Zr的含量,WTi代表以TiO2折算的Ti的含量(第四方面可以和第一、二、三方面之一相结合)。
下面将详细描述本发明第二方式的作用和效果,包括第一、二、三、四方面的作用和效果。作为本发明的第二种方式的火花塞的主要部分的釉层的特征在于,它包括总的重量百分比含量以各自的氧化物折算为2-10%的Ti和Zr,而碱金属成分的总的重量百分比含量限制在12%以下(包括重量百分比为0%),而B的重量百分比含量限制在20-35%,按B2O3折算。将碱金属成分的总量和B的含量限制在上述范围内易于形成厚度均匀的釉层,气泡之类的缺陷少。
之所以能够通过减少碱金属成分和B的含量来获得上述效果,原因如下:在下面所述的本发明的制造方法中,如果釉粉中具有大量的碱金属成分和B的含量较高,当将釉粉处理成釉浆时,这些成分在水之类的溶液中被洗提,使得釉浆的粘度增加。如果釉浆的粘度大大增加(例如超过1000mPa·S),难以获得均匀一致的釉粉涂层,气泡之类更有可能悬浮于釉层中。然而,通过选择上述碱金属成分和B的含量范围,可以制备出低粘度和高流度的釉浆。结果,易于得到厚度均匀没有缺陷的釉层。
碱金属成分和B的含量的减少导致软化点上升,即烧釉温度上升。如上所述,为抑制软化点的升高,传统作法是将大量的PbO加入釉料中。相比之下,在上述的第二种方式中,将Ti和Zr的氧化物而不是PbO加入釉料中,结果Pb的含量明显下降,具体来说,下降到0.1%以下,按PbO计算以重量百分比计,同时,抑制了釉料的软化点的增加。最好,釉料中基本上不含Pb,除非是Pb例如从釉的原材料混入的情况。
如果涂覆釉层的绝缘子由氧化铝基绝缘材料制成,则釉层和绝缘子之间的线胀系数相差较小,故釉层不易出现开裂等缺陷。而且,由于釉料的软化点低于传统的铅-硅酸盐-玻璃基釉料,烧釉温度可以降低到800-950℃。因此,即使是烧釉和上述玻璃封接步骤同步进行,中心电极和下述的端子金属片也不易氧化。另外,由于碱金属成分含量降低,釉层具有良好的绝缘特性(导致良好的跳火防止功能)。此外,加入Ti和Zr的氧化物后提高了所获得的釉层的阻水和耐化学腐蚀性能。例如,即便在釉层中含有碱金属成分,所述成分的洗涤被抑制,提高了釉层的耐受电压。在提高釉层的抗化学腐蚀方面,Zr的效果比Ti更为明显。在本发明中,“良好的阻水性”不仅是指形成釉层的成分难以被洗提进入水中,而且是指玻璃态釉料可以以液浆形态在水中保持较长时间,阻碍了因其成分的洗提而使釉浆的粘度增加。
第二种方式中,如果碱金属成分的总的重量百分比含量超过12%,则不能获得第二种模式所特有的明显效果,如釉浆的流度(fluidity)增加,釉层厚度均匀,没有缺陷。另外,当所添加的碱金属成分的含量超过所述范围时,会产生不利的效果,不能确保釉层的绝缘特性。另一方面,向釉层中加入Ti和Zr的氧化物会使软化点的增加受到抑制,可将碱金属成分的含量降至在釉料中基本上不含碱金属成分的水平,从例如原材料混入的碱金属成分除外。例如,当将其重量百分比含量降至6%以下,最好是5%以下时,绝缘性能明显改善。如果是为了获得适当的烧釉点,足够的熔态釉料的流度等而必须将特定数量的碱金属成分加入,则同第一种模式一样,为改善绝缘性能,加入两种以上的碱金属成分是更为有效的。
如果Ti和Zr的总的重量百分比含量小于2%,以其氧化物折算,则对釉料的软化点的抑制效果不充分,导致不能在所希望的温度下烧釉。相比之下,如果总含量超过10%,则烧釉后的釉层容易反玻璃化,这是不利的。另外,如果加入的Ti和Zr的氧化物的含量不适当,则比如说由于氧化物之间的共晶反应,釉料的软化点下降。然而,Ti和Zr的氧化物实质上均为高熔点氧化物,如果氧化物的总重量百分比含量超过10%,则釉料的软化点增加,这是不利的,会导致不能达到所需的烧釉温度。Ti和Zr的总的重量百分比含量以各自的氧化物折算最好是3-8%。
由于Zr使熔化的釉料的粘度增加的程度略大于Ti,Zr的重量百分比为3.4%以下,最好是3.0%以下,按ZrO2折算,以增加熔化釉料的流度,形成具有良好外观的均匀一致的釉层,如同第二方面所述的情形。
另一方面,由于Ti使熔化釉料的粘度增加的程度不像Zr那么大,Ti的重量百分比含量按TiO2折算设定为1.5%,以有利于形成具有良好阻水性能和抗化学腐蚀性能的釉层,如同第三方面所述的情形。
当Ti过量加入时,釉层的线胀系数特别小。此时,如果覆涂釉料的绝缘子例如由氧化铝基绝缘材料制成,则绝缘子和釉层之间的线胀系数差异会导致在釉层中产生龟裂之类的缺陷。因而,最好是将Ti和Zr一起加入,以防止这种缺陷,并增加熔态釉料的流度,从而获得具有良好外观的均匀一致的釉层。具体来说,根据本发明的第四方面,WTi/WZr为0.2-10,其中WZr表示以ZrO2折算的Zr的含量,WTi代表以TiO2折算的Ti的含量。如果WTi/WZr小于0.2,则Ti的相对含量会不足。在这种情况下,为获得充分增加阻水和抗化学腐蚀性能,必须增加Zr的含量。结果,在某些情况下,熔态釉料的粘度增加,釉此的外观受到损害。相比之下,如果WTi/WZr超过10,则必须增加Zr的含量,以充分实现增加阻水性能和抗化学腐蚀性能的效果。结果,釉层的线胀系数变得很小,釉层变得易于出现龟裂等。WTi/WZr最好是0.5-7。
在上述第二种方式中,釉料中Si的重量百分比含量以SiO2折算为20-40%。如果涂有釉料的绝缘子由氧化铝基绝缘材料制成,若Si的重量百分比含量小于20%,则釉层的线胀系数变得特别高,因而易于产生开裂之类的缺陷。相比之下,若Si的重量百分比含量大于40%,则釉料的线胀系数减小,这是不利的,使得釉层易于产生龟裂之类的缺陷。此外,如果Si的重量百分比含量为38%以下,则釉层中的龟裂之类的缺陷受到抑制,如同第一方面的情况。Si的重量百分比含量以SiO2折算最好设在25-35%的范围内。
在第二种模式中,B的重量百分比含量为20-35%。如果B的重量百分比含量小于20%,则釉料的软化点增加,导致不能在所期望的温度(如上所述为800-950℃)下实现烧釉。相比之下,如果B的重量百分比含量大于35%,则不能获得第二种模式所特有的明显效果,如釉浆流度增加,釉层厚度均匀一致和没有缺陷。此外,会产生不利的后果,问题如下:所获得的釉层易于发生相分离,导致反玻璃化;降低釉层的绝缘性能;加大釉层和覆涂釉层的材料的热胀系数之间的差别。B的重量百分比含量最好设定在20%-28%。
为增加提高釉浆流度的效果,B和碱金属成分的总量(以氧化物折算)的重量百分比最好为42%以下。35%以下更好。而且,为抑制烧釉温度的过度增加,碱金属成分,Ti和Zr的总的重量百分比含量(以相应的氧化物折算)最好为8%以上。
在第二种方式中,Zn的重量百分比含量以ZnO折算设置在15-25%的范围内。如果Zn的重量百分比含量小于15%,则釉料的软化点大为增加,导致不能在期望的温度下烧釉。相比之下,如果Zn的重量百分比含量大于25%,则釉料的线胀系数变得极高,因而釉层易于产生开裂之类的缺陷。Zn的重量百分比含量最好设在15-20%的范围内,17-20%更好。
在第二种方式中,Ba的重量百分比含量以BaO折算设在10-23%的范围内。如果Ba的重量百分比含量小于10%,则釉料的绝缘性能下降,结果会损害跳火防止功能。相比之下,如果Ba的重量百分比含量大于23%,则釉料的软化点增加,导致不能在期望的温度下烧釉。Ba的重量百分比含量最好为12-18%。
在第一和第二方式中,上述阳离成分或辅助阳离子成分主要以氧化物成分包含在釉料中。然而,在很多情况下,氧化物的形态难以识别,例如这是因为所述成分形成非结晶玻璃相态。在这种情况下,只要釉层中各成分(按氧化物折算)的含量落入上述范围内,则由此釉料制成的火花塞就落入本发明的范围内。
利用已知的EPMA技术(电子探针显微分析)或XPS技术(X射线光电子谱分析)等微观分析技术可以识别在绝缘子上形成的釉层中各种阳离子的含量。例如,如果在EPMA中测量特征X射线,可以应用波谱X射线方法和能谱X射线方法。也可以通过对自绝缘子上剥离的釉层进行化学分析或气体分析来识别其组分。
根据本发明,具有上述釉层的火花塞包括一杆状端子金属片部分。该端子金属片部分置于绝缘子的通孔内,从而它和中心电极结合而形成一个独立单元,或者通过将一导电粘合层置于金属片部和中心电极之间而将其分开。在这种模式中,将整个火花塞维持在500℃,使电流在端子金属片和金属壳之间流动,绝缘子置于其之间,从而测量绝缘电阻。为确保在高温时的绝缘耐久性,绝缘电阻最好保持在200MΩ以上,以防止跳火等。
图8示出了测量绝缘电阻的一装置的实例。图8所示的火花塞100包括一端子金属片13和金属壳1。端子金属片13和直流恒压电源(如1000V电源)相连。将金属壳1接地。将火花塞在加热炉中在500℃温度下加热,同时电流流过火花塞100。例如,利用一电阻(Rm)测量所加的电流Im时,待测绝缘电阻Rx由下式表示:(Vs/Im)-Rm,其中Vs是载流电压(所加的电流Im是从差分放大器的输出测得的,它将用于测量电流的电阻两端的压差放大)。
绝缘子可由氧化铝基绝缘材料制成,其中铝的重量百分比含量以Al2O3折算为85-98%。此处,在20℃至350℃之间的温度范围内所测得的平均线膨胀系数最好为50×10-7/℃至85×10-7/℃。如果线膨胀系数小于下限,则火花塞易于产生龟裂(crazing)之类的缺陷。相比之下,如果线胀系数大于上限,火花塞易于产生开裂(cracks)之类的缺陷。热膨胀系数最好是60×10-7/℃至80×10-7/℃。
釉料的线膨胀系数可通过由下述方式获得的值导出。将材料混合起来得到大致和所述釉料相同的组分,将混合物熔化得到玻璃态釉料料块;从料块上切下一块样品;通过已知的方法利用膨胀计测量样品的膨胀系数。形成在绝缘子上的釉层的线胀系数也可利用如激光干涉仪或原子力显微镜技术测得。
第一种方式的火花塞通过本发明的第一种制造方法制成。该第一种制造方法包括釉粉制备步骤,釉粉积聚步骤以及烧釉步骤。
釉粉制备步骤包括:将具有Si,B,Zn和Ba的阳离子原始粉料和选自Na,K和Li(共添碱金属成分)的两种元素的原始粉料混合,使混合物中Si的重量百分比含量以SiO2折算为18-35%,B的重量百分比含量以B2O3折算为25-40%,Zn的重量百分比含量以ZnO折算为10-25%,Ba的重量百分比含量以BaO折算为7-20%,每一种共添碱金属成分的重量百分比含量为3-9%,其分别以Na2O,K2O和Li2O折算;在1000-1500℃的温度下加热并使混合物熔化;快速冷却并使熔化的材料呈玻璃态;将玻璃态材料压碎成为玻璃料;由玻璃料制备成釉粉。
釉粉积聚步骤包括:将釉粉施加在绝缘子的表面上,从而形成釉粉积聚层。
烧釉步骤包括:在800-950℃的温度对绝缘子烧釉,从而焙烧釉粉积聚层使之固结于绝缘子的表面上。
第二种模式的火花塞通过本发明的第二种制造方法来制造。第二制造方法包括:釉粉制备步骤,釉粉积聚步骤和烧釉步骤。
釉粉制备步骤包括:将具有作为主要阳离子成分的Si,B,Zn和Ba的原始粉料和具有选自Ti,Zr中至少一种元素的原始粉料混合,使得混合物中Si的重量百分比含量以SiO2折算为20-40%,B的重量百分比含量以B2O3折算为20-35%,Zn的重量百分比含量按ZnO折算为15-25%,Ba的重量百分比含量以BaO折算为10-23%,Ti和/或Zr的总的重量百分比含量按TiO2和/或ZrO2折算为2-10%,在1000-1500℃的温度下加热并熔化混合物;将玻璃态材料粉碎成玻璃料;由玻璃料来制备釉粉。
釉粉积聚步骤包括:将釉粉施加在绝缘子的表面上,从而形成釉粉积聚层。
烧釉步骤包括:在800-950℃的温度下对绝缘子烧釉,从而焙烧釉粉积聚层使之固结于绝缘子的表面上。
作为每一种成分的原始粉料(不仅包括阳离子成分原始粉料,也包括辅助阳离子成分的原始粉料),除氧化物(包括混合氧化物外)可以使用各种无机原料的釉粉,它们有氢氧化物,碳化物,氯化物,硫化物,氮化物和磷化物。这些无机物釉粉通过加热和熔化必须可以转化为氧化物。除了将熔态材料浸入水中外,还可以将熔化的材料喷洒在冷却辊的表面上实现快速冷却,以获得薄片状的快速冷却后的固态材料。
将用于釉粉的玻璃料在水或溶剂中分散以得到釉浆。将釉浆施加在绝缘子的表面上并烘干,将釉浆形成釉粉积聚层。将釉浆施加在绝缘子的表面上的方法可以是将釉浆通过喷嘴喷洒,有助于形成厚度均匀的釉粉积聚层,并可调节釉层的厚度。
为增强这样所形成的釉粉积聚层的形状保持性能,将适当数量的粘土材料或有机粘合剂加入釉浆中。可使用的粘土材料以铝硅酸盐水合物为主要成分,例如这样一种粘土矿,至少包括下面一种成分为主要成分,水铝英石,imogolite,硅铁土,绿土,高岭石,埃洛石,蒙脱石,伊利石,垤石,白云石等以及其混合物。另外,所用的粘土材料还可以下列至少一种氧化物作为其主要成分,Fe2O3,TiO2,CaO,MgO,Na2O,K2O等以及SiO2和Al2O3。
本发明的火花塞包括一通孔,端子金属片,中心电极和烧结的导电材料部分(包括导电玻璃密封层和一电阻器)。通孔沿绝缘子轴向开设。端子金属片固定在通孔的一端,而中心电极固定在通孔的另一端。烧结导电材料部分由玻璃和导电材料的混合物形成,置于通孔内并位于端子金属片和中心电极之间,从而将这些零件彼此电连接。
制造火花塞的方法包括如下步骤:
组件制造步骤:将端子金属片固定在绝缘子通孔的一端,中心电极固定到通孔的另一端。将以玻璃和导电材料为主组成的烧结导电原材料装入通孔内端子金属片和中心电极之间的空间,从而形成粉末装填层。
烧釉步骤:下列步骤同步进行。将绝缘子的表面上形成有釉粉积聚层的组件在800-950℃温度下加热焙烧从而使釉层固结于绝缘子的表面上,以形成釉层并将粉末装填层的玻璃粉末软化。
挤压步骤:使中心电极和端子金属片在通孔内彼此贴近,从而将粉末装填层在中心电极和端子金属片之间被挤压,以形成绕结导电材料部分。
在这种情况下,通过烧结导电材料部分使中心电极和端子金属片彼此电连接,并将通孔的内表面和中心电极或端子金属片密封。因而上述的烧釉步骤提供有玻璃密封步骤。由于烧釉和玻璃密封步骤同时进行,故这一方法效率高。另外,由于采用了上述釉料,烧釉温度可低达800-950℃。结果,因中心电极和端子金属片的氧化而形成的有缺陷的产品很少,提高了火花塞的产量。
在这种情况下,釉料的软化点最好在600-700℃的范围内调节。如果软化点高于700℃,则烧釉温度必须在950℃以上,因而中心电极和端子金属片易发生氧化。相比之下,如果软化点低于600℃,必须将烧釉温度设置成低于800℃。在这种情况下,烧结导电材料部分必须采用低软化点的玻璃材料,以获得良好的玻璃密封。结果,如果在较高的温度下长时间使用所制成的火花塞,烧结导电材料部分中所包含的玻璃材料容易变性。在这种情形下,如果烧结导电材料部分包括一电阻,则负载下的寿命等特性会受到损害。
釉料的软化点这样测定:将原材料混合并熔化,以获得玻璃态釉块;将釉块分解成尺寸约10-100μm的颗粒,二次加热时对粒子进行差分热分析;在吸热反应中发生在第一峰值后的表示状态改变点的后续峰值(吸热反应中的第二峰值)确定为软化点。形成在绝缘子的表面上的釉层的软化点由以下方式获得的软化点导出:测量釉层中阳离子和辅助阳离子的含量;根据此含量计算以氧化物折算的组分;将各元素的氧化物原材料混合并熔化,从而获得和所得到的组分相同的组分;将混合物快速冷却得到玻璃态样本;测量玻璃态样本的软化点。
上面涂有釉层的绝缘子可以由氧化铝基绝缘材料形成,它包含以Na2O折算重量百分比为0.07-0.5%的Na。在下面的描述中,除非另外说明“Na含量”指的是折算成Na2O所含Na的含量。
附图说明
通过结合附图对本发明的优选实施例的描述,本发明的各种目的、特征和伴随优点将显而易见。
图1是一剖视图,示出了根据本发明第一种模式的火花塞的一个实施例。
图2A是一局部剖视图,示出了图1中的火花塞的主要部分。
图2B是一放大了的剖视图,示出了火花放电部分以及主体周围部分。
图3所示了具有釉层的绝缘子的外观。
图4A和4B示出了绝缘子的两个实施例。
图5示出了根据本发明的火花塞的另一个实施例。
图6A为一俯视图,示出了图5的火花塞的放电部分以及其周围部分。
图6B为一俯视图,示出了图5的火花塞的一种变形及其周围部分。
图7示出了本发明的火花塞的另一实施例。
图8为解释性示图,示出了火花塞绝缘电阻的测量方法。
图9为解释性示图,示出了橡胶挤压法。
图10为解释性示图,示出了釉浆涂层形成步骤。
图11A-11D示出了玻璃封接步骤。
图12A和12B示出了图11A-11D所示步骤以后的步骤。
具体实施方式
下面参照附图所示的实施例描述本发明的模式。
实施例1
图1和图2示出了根据本发明第一模式的火花塞的实例。火花塞100包括:一圆柱形金属壳1,一绝缘子2,中心电极3和接地电极4。绝缘子2和金属壳1配装,从而绝缘子2的尖部从金属壳1突出。中心电极3设置在绝缘子2的内侧,从而形成在中心电极3的尖部的火花放电部分31从绝缘子2突出。接地电极4的一端和金属壳1通过焊接等工艺相连,而其另一端弯曲而面对中心电极3的尖端。和火花放电部分31相面对的火花放电部32形成在接地电极4上。在彼此相对的火花放电部分31和32之间形成有火花放电间隙。
由碳钢之类的金属制成的金属壳形成圆柱形。圆柱形金属壳用作火花塞100的外壳。用于和未示出的发动机单元相连的螺纹部分7形成在圆柱形金属壳1的外周面上。标号1e表示工具接合部,其侧向剖面为六边形,用于和扳手接合。
在绝缘子2上沿轴向形成通孔6。端子金属片13插入通孔6内,并固定地设置在其尾部,中心电极3插入通孔6中并固定地设置在其尾部。在通孔6a中,电阻15设置在端子金属片13和中心电极3之间。电阻器15的两端分别通过导电玻璃密封层16和17和中心电极3和端子金属片13电连接。电阻15和导电玻璃密封层16和17构成了烧结导电材料部分。电阻器15通过加热和挤压在下述的玻璃封接步骤中制备,混合物包括玻璃粉末和导电材料粉末(如果需要用陶瓷粉末而不是玻璃)。可以利用其它的结构,省去电阻器15,通过单独的导电玻璃密封层将端子金属片13和中心电极3结合在一起。
绝缘子2有一通孔从其内部沿轴向延伸,用于容纳中心电极3。整个绝缘子由以铝为主要成分的绝缘材料组成,即是,以Al2O3折算重量百分比为85-98%(最好是90-98%)的含Al的氧化铝陶瓷。
除Al以外的其它成分的特例包括:
Si成分:以SiO2折算重量百分比为1.50-5.00%;
Ca成分:以CaO折算重量百分比为1.20-4.00%;
Mg成分:以MgO折算重量百分比为0.05-0.17%;
Ba成分:以BaO折算重量百分比为0.15-0.50%;
B成分: 以B2O3折算重量百分比为0.15-0.50%;
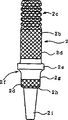
如图1所示,绝缘子2具有一突出部分2e,例如形状为凸缘,它从绝缘子2的轴向中央部分沿径向向外突出。以朝向尖端部的方向为前侧(如图1所示)。绝缘子2还具有形成在突出部2e的后侧上的主体部分2b,以及第一轴向部分2g和第二轴向部分2i,它们从前侧到后侧顺序形成在突出部2e之前。主体部分2b的直径比突出部2e小。第一轴向部分2g的直径小于突出部2e。第二轴向部2i的直径小于第一轴向部分2g。在主体部分2b的后端部的周向表面上形成一波纹部分2c。第一轴向部分2g的周向表面大致为圆柱形。第二轴向部分2i的周向表面大致为锥形,其直径朝尖端逐渐减小。
中心电极3的横截面的面积比电阻器15小。在绝缘子2上形成的通孔包括大致为圆柱形的第一部分6a和第二部分6b。中心电极3插入第一部分6a。第二部分6b设置在第一部分6a的尾部(图1的上侧),其直径大于第一部分6a。如图1所示,端子金属片13和电阻器置于第二部分6b内,中心电极3插入第一部分6a。用于固定中心电极3的周边突起3c从其尾端的外周边面向外突出。通孔6的第一部分6a和第二部分6b在图4A的第一轴向部分2g内彼此互连。在此连接位置,用于容纳中心电极3的突起3a的突起容纳表面6c设置在通孔6的第一部分6a和第二部分6b之间。突起容纳表面6c的形状为锥面或曲面。
第一轴向部分2g和第二轴向部分2i之间的连接部分具有一台阶状外周边面。在金属壳1的内表面上形成内突部分1c作为金属壳1的接合面。台阶状外周表面和突出部1c通过环形夹板63接合以防止轴向滑出。导线夹环62设置在金属壳1的后开孔部分的内表面和绝缘子的外表面之间。导线夹环62和凸缘状突出部2e的后边沿配合。导线夹环60通过填充有云母之类的材料的填充部61设在导线夹环62的后部。绝缘子2从后开孔插入金属壳1并被向前推。当绝缘子2和金属壳1处于此状态时,金属壳1的开孔边沿向内和夹环60密封,从而形成闭合部1d将金属壳1固定在绝缘子2上。
图4A和4B示出了绝缘子2的两个实施例。下面给出了实施例的各部分的优选尺寸。
总体长度L1为:30-75mm
第一轴向部分2g的长度L2为0-30mm(不包括和突出部2e相连接的连接部分2f,但包括和第二轴向部分2i相连接的连接部分2h)。
第二轴向部分2i的长度L3为:2-27mm
主体部分2b的外径D1为:9-13mm
突起部分2e的外径D2为:11-16mm
第一轴向部分2g的外径D3为:5-11mm
第二轴向部分2i的底端部的外径为:3-8mm。
第二轴向部分2i的尖端部的外径为:2.5-7mm(从过中心轴线O的横截面看去,当外尖端表面的边沿弯曲或有倒角时,D5表示在弯曲部或倒角部的根部所测得的外径)。
通孔6的第二部分6b的内径D6为:2-5mm。
通孔6的第一部分6a的内径D7为:1-3.5mm。
第一轴向部分2g的壁厚t1为0.5-4.5mm。
第二轴向部分2i的底端部的壁厚t2为:0.3-3.5mm(沿正交于中心轴线O的方向测量)。
第二轴向部分2i的尖端部分的壁厚t3为:
0.2-3mm(沿正交于中心轴线O的方向测量;从过中心轴线O的横截面看去,当外尖端表面的边沿弯曲或有倒角时,t3表示在弯曲部或倒角部的根部所测得的壁厚)。
第二轴向部分2i的壁厚tA((t2+t3)/2)为:0.25-3.25mm。
在图1中,绝缘子2的部分2k从金属壳1向后突出,其长度LQ为23-27mm(例如约为25mm)。从过中心轴线O的绝缘子2的纵向截面看,突出部分2k的长度LP沿对应于金属壳1的后沿的位置经波纹(corrugated)部分2c和绝缘子2的后端边沿位置之间的横截面轮廓所测得的长度为26-32mm(例如约为29mm)。
例如,图4A中所示的绝缘子2的尺寸如下:L1≈60mm,L2≈10mm,L3≈14mm,D1≈11mm,D2≈13mm,D3≈7.3mm,D4≈5.3mm,D5≈4.3mm,D6≈3.9mm,D7≈2.6mm,t1=3.3mm,t2=1.4mm,t3=0.9mm,tA=1.15mm。
在图4B所示的绝缘子2中,第一轴向部分2g和第二轴向部分2i的外径略大于图4A。例如绝缘子2的各部位的尺寸如下:L1≈60mm,L2≈10mm,L3≈14mm,D1≈11mm,D2≈13mm,D3≈9.2mm,D4≈6.9mm,D5≈5.1mm,D6≈3.9mm,D7≈2.7mm,t1=3.3mm,t2=2.1mm,t3=1.2mm,tA=1.65mm。
然后,如图3所示,在绝缘子的表面上形成釉层2d,具体地说,是在主体部分2b的外周表面上,包括波纹部分2c和第一轴向部分2g的外周表面上。所形成的釉层2d的厚度为10-150μm,最好是20-50μm。如图1所示,形成在主体部分2b上的釉层2d沿轴向向前于金属壳1内伸出一预定长度,而釉层2d的后部伸至主体部2b的后方位置。另一方面,形成在第一轴向部分2g上的釉层2d盖住部分2g和金属壳1的内周向表面相接触的区域,例如,该区域从部分2g的轴向中间位置伸向夹板抵靠处的位置。
形成釉层2d的釉料包括:主要阳离子成分Si,B,Zn和Ba,以及Na,K和Li中的两种元素(共添碱金属成分)。釉料中Si的重量百分比含量以SiO2折算为18-35%,B的重量百分比含量以B2O3折算为25-40%,Zn的重量百分比含量按ZnO折算为10-25%,Ba的重量百分比含量以BaO折算为7-20%。两种共添碱金属成分各以3-9%的重量百分比的数量组合,以Na2O,K2O和Li2O计。
更具体地说,釉料中Si的重量百分比含量为18-35%,以SiO2折算,B的重量百分比含量为25-40%,以B2O3折算,Zn的重量百分比含量为10-25%,以ZnO折算,Ba的重量百分比含量为7-20%以BaO折算,Na的重量百分比含量为3-9%,以NaO折算,K的重量百分比含量为3-9%,以K2O折算。Si,B,Zn,Ba和共添碱金属成分的总量的重量百分比含量为95%以上,以各自的氧化物折算。釉料中基本不含Pb。若含Pb的话,以PbO折算其重量百分比含量不应超过1.0%。此外,釉料也包括辅助阳离子成分,选自Al,Ca,Fe,Zr,Ti,Sr,Mg,Bi,Ni,Sn,P和Mn中的一种以上。辅助阳离子的重量百分比含量应小于5%,其中,Al以Al2O3折算,Ca以CaO折算,Fe以Fe2O3折算,Zr以ZrO2折算,Ti以TiO2折算,Sr以SrO折算,Mg以MgO折算,Bi以Bi2O3折算,Ni以NiO折算,Sn以SnO2折算,P以P2O5折算。Mn以MnO折算。
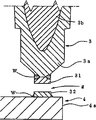
中心电极3的主体部分3a和接地电极4的主体部分4a由Ni合金或类似合金形成。由Cu,Cu合金之类形成的核心材料3b置入中心电极3的主体部分3a。火花放电部分31和与其面对的火花放电部分32主要由贵金属形成,主要是Ir,Pt和Rh中的一种。如图2B所示,中心电极3的主体部分3a有一尖端部,其直径朝着扁尖端表面逐渐减小。在中心电极3的尖端表面上放置有一个盘形薄片。盘形薄片由与上述形成火花放电部分的合金相同的合金组成。结果沿薄片和尖端部之间形成的边缘利用激光焊,电子束焊,电阻焊等焊接方法形成一焊接区W,从而将薄片固定在尖端部上并形成火花放电部分31。同样,薄片置于接地电极4上和火花放电部分31相应的位置,此后,沿薄片和接地电极之间的边缘形成焊接区W,以便将薄片固定在接地电极4上,从而形成火花放电部分32。这些薄片可以由熔态材料形成,熔态材料通过将合金成分混合并熔化得到,从而达到上述组成。薄片也可以通过对合金粉末或者以预定比例混合的粉末元素金属混合物进行压实或烧结得到。在这种结构中,火花放电部分31和与之面对的火花放电部分32中的至少一个可以删除。
例如,上述火花塞100可利用如下的方法制造。首先,用下述方法制造绝缘子2。以预定比例将用于绝缘子2的原材料粉体混合,即Si,Ca,Mg,Ba和B成分,从而当混合粉末烧结后达到上述的氧化物组成。将预定数量的粘合剂(PVA)和水添加并混合,从而形成釉浆。原始粉末的组成实例如下:用于Si,Ca,Mg,Ba和B的SiO2,CaO3,MgO,BaCO3和H3BO3粉末。另外,H3BO3可以熔剂形式加入。
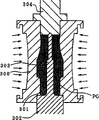
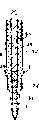
利用喷雾干燥方法等技术将料浆喷雾干燥,造粒成颗粒。颗粒通过橡胶挤压模成形法(rubber-press molding)成形为压块,作为绝缘子的最初形态。图9概略示出了橡胶挤压模成形过程。在图9中,橡胶模具300具有一通过模具300内部轴向伸展的空腔301。下冲模302在空腔301的下开孔部和其配合。一突伸挤压销303和下冲模302整体形成并在空腔301内从冲模302的冲面延伸。突伸挤压销302限定了绝缘子2的通孔6的形状(图1)。
在这种状态下,将预定数量的颗粒粒料PG充填到空腔301中,利用上冲模304封闭空腔301的上开口部,以密封空腔301。此时,从橡胶模具300的外表面外侧施以液体压力,从而通过橡胶模具300对位于空腔301内的颗粒粒料301压缩,获得图10所示的坯体(compact)305。在进行上述挤压模制成形之前,向粒料PG中加入湿气,相对于100wt%的粒料PG来说,湿气的重量百分比为0.7-1.3wt%,从而加速粒料PG在压力作用下分解成颗粒。通过研磨等工艺将坯体305的外表面进行加工从而对坯体305细加工得到和图1所示的绝缘子2相同的外形。然后,在1400-1600℃的温度下焙烧而得到绝缘子2。
釉浆按下列方法独立制备。
将具有Si,B,Zn,Ba,Na和K成分的原始粉末混合(如含Si的SiO2粉末,含B的H3BO3粉末,含Zn的ZnO粉末,含K的K2CO3粉末)使得Si的重量百分比含量以SiO2折算为18-35%,B的重量百分比含量以B2O3折算为25-40%,Zn的重量百分比含量以ZnO折算为10-25%,Ba的重量百分比含量以BaO折算为7-20%。作为共添碱金属成分,Na的重量百分比含量以Na2O折算为3-9%,K的重量百分比含量以K2O折算为3-9%。然后,将混合物在1000-1500℃的温度下加热并熔化,将熔化的材料注入水中进行快速冷却并玻璃化。将玻璃化材料粉碎成为玻璃料。向玻璃料中加入适当数量的粘土材料,如高岭土和gairome土以及有机粘结剂。将水加到混合物中,然后混合而形成釉浆。
如图10所示,利用喷嘴N将釉浆喷施到预定大小面积的绝缘子表面上,从而形成釉浆液层2d′,干燥后作为釉粉积聚层。
下面描述中心电极3,端子金属片13和绝缘子2的组装以及电阻器15和导电玻璃密封层16,17的形成,绝缘子2上已形成有釉浆涂层2d′。首先,如图11A所示,中心电极3插入绝缘子2的通孔6的第一部分6a,然后,如图11B所示,将导电玻璃粉末H填入第二部分6b。然后,如图11C所示,挤压杆28插入通孔6对粉末H进行初步压缩而形成第一导电玻璃粉末层26。接下来,将电阻器的材料粉末充填并对其初步压缩。将导电玻璃粉末进行进一步充填和初步压缩。这样,如图11D所示,在通孔6内,从中心电极3所在位置一侧(下侧)按顺序形成第一导电玻璃粉末层26,电阻器材料粉末层25和第二导电玻璃粉末层27。
下一步,如图12A所示,将端子金属片13插入通孔6形成组件PA。此时,将整个组件放入炉内加热到800至950℃,它高于玻璃的软化点。然后,将端子金属片13从中心电极3另一侧的尾侧端和通孔6压配合,从而轴向挤压层25,26和27。这样就实现了压力处理。结果,如图12B所示,将各层压缩并烧结从而形成导电玻璃密封层16,电阻器15,导电玻璃密封层17(此后称上述过程为“玻璃封接过程”)。
由于釉浆涂层2d′中的玻璃料具有上述组成,玻璃料的软化点为600-700℃。即,由于组分中Na和K的含量选择得比较高,软化点比传统的铅硅酸盐玻璃釉料低。相应地,玻璃料的烧釉温度可以降低到800-950℃。因此,如图12A和12B所示,通过在上面所述的玻璃封接过程加热,釉浆涂层2d′同时烧釉成为釉层2d。而且,从另一个角度看,由于玻璃封接过程的加热温度从传统上的900-1000℃降低到800-950℃,中心电极3和端子金属片13的表面不易氧化。而且,由于上述组分的釉层和形成绝缘子的铝绝缘子材料的线胀系数差较小,在玻璃封接过程中冷却时釉层2d不易产生开裂等,这一过程也用作烧釉。
这样,完成了组件PA的玻璃封接过程。因此,金属壳1,接地电极4和其它成分固定到组件PA上,从而形成图1所示的火花塞100。火花塞通过螺纹部分7装在发动机模块上,作为点火装置用于对燃烧室内的空气-燃料混合物点燃。在火花塞100中,形成釉层2d的釉料有大量的碱金属成分。然而,由于同时加入了两种碱金属成分Na和K,导电系数并没有明显增加,从而保证了良好的绝缘性能,具有良好的防止跳火功能。
根据本发明的火花塞并不仅限于图1所示的形式,也可以是这样的形式,即接地电极4的尖端和中心电极3的侧表面面对并在两者之间形成间隙,如图5所示。在这种情况下,可以提供两个接地电极4,它们分别面对中心电极3的两侧,如图6A所示,或是提供三个以上的接地电极,环绕中心电极3设置,如图6B所示。另外,火花塞100可以制成半表面放电火花塞,其中,使绝缘子2的尖端部分进入中心电极3和接地电极的侧面之间的空间内。在这种结构中,由于火花放电是沿绝缘子的尖端表面被诱导,和空气放电火花塞相比,防污性能提高。
实施例2
下面将描述根据本发明第二模式的火花塞的实施例。除了釉层的成分以外,实施例2的火花塞的结构和实施例1完全相同。因而对釉层以外的详述描述省去,它们可由图1至7看得非常清楚。形成釉层2d的釉料包括:Si,B,Zn和Ba,它们是主要阳离子成分;Ti和Zr至少其一;碱金属成分Na,K,Li至少其中之一。主要阳离子成分的含量如下:Si的重量百分比为20-40%,按SiO2折算,B的重量百分比含量为20-35%,按B2O3折算,Zn的重量百分比为15-25%,按Zn折算,Ba的重量百分比含量为10-23%,按BaO折算。Ti和Zr的总量为2-10%,按TiO2和ZrO2折算。碱金属成分的重量百分比含量总量为12%以下,Na以Na2O折算,K以K2O折算,Li以Li2O折算。Pb的重量百分比含量以PbO折算抑制到0.1%以下。
具体地说,可以调节釉层的上述成分,以满足至少下列一个条件:(1)Si的重量百分比含量为20-38%,以SiO2折算,(2)Zr的重量百分比含量为3.4%以下,以ZrO2折算,(3)Ti的重量百分比含量为1.5%以上,以TiO2折算,(4)WTi/WZr为0.2-10,其中WZr表示以ZrO2折算的Zr的含量,WTi表示以TiO2折算的Ti的含量。
除了釉层的原材料的组分不同外,制造具有上述釉层2d的火花塞100的方法大致和实施例1相同。釉浆按如下方法制备:将原始粉末具有Si,B,Zn,Ba和具有Ti和Zr至少之一的原料(例如含Si,B,Zn,Ba,Ti,Zr的SiO2,H3BO3,ZnO,BaCO3,TiO2,ZrO2)混合,使得混合物中Si的重量百分比含量以SiO2折算为20-40%,B的重量百分比含量以B2O3折算为20-35%,Zn的重量百分比含量以B2O3折算为20-35%,Zn的重量百分比含量以ZnO折算为15-25%,Ba的重量百分比含量以BaO折算为10-23%,Ti和Zr的重量百分比含量总量以TiO2和ZrO2折算为2-10%。若添加Na,K,Li中的至少一种元素作为碱金属成分,所添加的原始粉末中混合物中Na,K和Li的重量百分比含量为12%以下,以Na2O,K2O和Li2O折算。然后,将混合物在1000-1500℃的温度下加热并熔化,将熔化的材料注入水中进行快速冷却并使其玻璃化。将玻璃化的材料粉碎从而得出玻璃料。玻璃料可以和适当数量的粘土材料,如高岭粘土或gairome粘土和有机粘结剂混合。将水加入混合物中,然后就得到釉浆。
当碱金属成分和B的含量在上述范围时,可容易地制备出低粘度和充分流度的釉浆。参阅图10,通过喷嘴N将釉浆S喷施在预定面积的绝缘子2的表面上,从而形成厚度均匀的釉浆涂层2d′,且可抑制釉浆S中气泡的卷入。对它的说明和实施例1大致相同,故不再对火花塞的制造过程详细描述。对釉浆涂层2d′烧釉形成厚度均匀且缺陷很少的釉层2d。如实施例1那样,由于釉料的软化点低达600-700℃,玻璃封接过程的加热温度从传统的900-1000℃降至800-950℃,因此中心电极3和端子金属片13的表面不易发生氧化。此外,由于上述组分的釉料和形成绝缘子82的铝绝缘子材料的线胀系数差较小,在玻璃封接过程中,它也是烧釉过程,釉层2d不易发生开裂等。由于釉料形成的釉层2d含有少量的碱金属成分,确保了绝缘性能,具有良好的防跳火功能。
在某些情况下,实施例1和实施例2的火花塞根据成分的选择具有相同类型的釉层2d。在这种情况下,本发明的第一和第二模式的效果可同时达到。
实验实例
为确认本发明的效果,进行了下列实验。
实验1
绝缘子按如下方法制成。将下列成分以预定比例混合:氧化铝粉(氧化铝95wt%,Na 0.1wt%,以Na2O折算,平均颗粒尺寸:3.0μm)和SiO2(纯度:99.5%,平均颗粒尺寸:1.5μm),CaCO3(纯度:99.9%,平均颗粒尺寸:2.0μm),MgO(纯度:99.5%,平均颗粒尺寸:1.5μm),BaCO3(纯度:99.5%,平均颗粒尺寸:1.5μm),H3BO3(纯度:99.0%,平均颗粒尺寸:1.5μm),ZnO(纯度99.5%,平均颗粒尺寸:2.0μm)按照预定的比例混合,所形成粉末混合物按重量每100份粉末混合物中混入3份PVA作为亲水粘结剂和103份水,然后进行混合形成釉浆。
将浆料利用喷雾烘干法进行烘干,从而造粒制备出球形颗粒粒料(granules)。将粒料过筛从而将颗粒尺寸控制到50-100μm。在50MPa的压力下通过橡胶挤压模制成形方法(rubber-press molding)制成坯料,这已参照图9进行过描述。将坯料的外周面研磨成预定的绝缘子形状。在1550℃的温度下焙烧压块等形成绝缘子2。经X射线荧光分析,确定绝缘子2含有下列成分。
Al:94.9wt%,以Al2O3折算;
Si:2.4wt%, 以SiO2折算;
Ca:1.9wt%, 以CaO折算;
Mg:0.1wt%, 以MgO折算;
Ba:0.4wt%, 以BaO折算;
B:0.3wt%, 以B2O3折算。
图4A所示的绝缘子2的尺寸如下:L1≈60mm,L2≈8mm,L3≈14mm,D1≈10mm,D2≈13mm,D3≈7mm,D4=5.5mm,D5=4.5mm,D6=4mm,D7=2.6mm,t1=1.5mm,t2=1.45mm,t3=1.25mm,tA=1.35mm。另外,如图1所示,从金属壳1向后突出的绝缘子2的部分2K的长度LQ为25mm。从过绝缘子2的中心轴线O的纵向截面看,绝缘子2的突出部分2K的长度LP沿为29mm,它是沿对应于金属壳1的后沿经波纹部2C和绝缘子2的后端缘之间的截面轮廓测得的。
下一步,制备釉浆。首先,以不同的比例混合下列原材料。SiO2粉末(纯度:99.5%),H3BO3粉末(纯度:98.5%),BaCO3粉末(纯度:98.5%),ZnO粉末(纯度:99.5%),Na2CO3粉末(纯度:99.5%),K2CO3粉末(纯度:99%),Al2O3粉末(纯度:99.5%),Fe2O3粉末(纯度:99.0%),CaCO3粉末(纯度:99.8%),TiO2粉末(纯度:99.5%),SrCO3粉末(纯度:99%),SnO2粉末(纯度:99%),FeO粉末(纯度:99%)。将形成的混合物在1000-1500℃下加热并熔化。将熔化的材料注入水中以快速冷却和玻璃化。利用氧化铝锅将玻璃化材料粉碎分解成50μm以下的颗粒,从而获得玻璃料。将3份粘土材料,如新西兰高岭土,作为有机粘结剂的2份PVA和100份水混入玻璃料,其数量按重量以100份玻璃料计,从而得到釉浆。
如图10所示,通过喷嘴将釉浆喷洒在绝缘子2的表面上,然后干燥,形成釉浆涂层。干燥后釉浆的厚度约为80μm。利用这样制成的绝缘子,通过图11A-11D,12A和12B所述的方法得出图1所示的各种类型的火花塞。螺纹部分7的外径为14mm。另外,利用B2O3-SiO2-BaO-LiO玻璃,ZrO2粉末,碳黑粉末,TiO2粉末和金属Al粉末作为原材料制成电阻器15;利用B2O3-SiO2-Na2O玻璃,Cu粉,Fe粉,Fe-B粉末制作导电玻璃密封层16和17。玻璃密封温度,即烧釉温度为900℃。形成在绝缘子的表面上的釉层厚度约为50μm。
另外,通过固化制备出块状釉料样品而不进行随后的压碎。利用X-射线衍射,确认釉块呈玻璃态(非结晶)。利用该样本进行下列实验。
(1)化学成分分析:利用荧光X射线进行光谱测定。表1至3示出通过该分析获得的每一样品的值(以氧化物折算)。另外,对形成在每个绝缘子2的表面上的釉层2d的组分用EPMA法进行确定,结果和釉块样品分析所获得的结果一致。
(2)热膨胀系数:从每个釉块样品上切下一片釉块(5mm×5mm×10mm),通过膨胀计利用已知的方法在20℃至350℃之间进行测量取平均值。从每一绝缘子上切下相同尺寸的一试验片,并进行同样的测量,该系数为73×10-7/℃。
(3)软化点:通过施加热量,对每一粉末样品(50mg)进行差分热分析。从室温开始测量,吸热反应中第二峰值温度确定为软化点。
利用参照图8所述的方法在1000V下于500℃时对每个火花塞的绝缘电阻进行测量。对形成在每个绝缘子2上的釉层2d的状态进行肉眼检查。结果如表1至4所示。
因此,具有满足本发明的第一种模式的要求的釉层的火花塞没有开裂或其它缺陷在釉层上产生,这表明在800-950℃这样低的烧釉温度下所得的釉层是良好的。尽管碱金属成分较高,500℃时的绝缘电阻高达200MΩ,表明具有良好的防跳火功能。
实验2
在实验2中,具有相同形状和材料的绝缘子2的制造方法如下。釉浆按下列方法制备。所采用的原材料是SiO2粉末(纯度99.5%),H3BO3粉末(纯度99.5%),ZnO粉末(纯度99.5%),BaCO3粉末(纯度99.5%),Na2CO3粉末(纯度99.5%),K2CO3粉末(纯度99%),LiCO3粉末(纯度99%),Al2O3粉末(纯度99%),CaCO3粉末(纯度99.8%),TiO2粉末(纯度99.5%)和ZrO2粉末(纯度98%)。将它们以不同的比例混合。将所形成的混合物在1000-1500℃下加热并熔化。将熔化的材料注入水中以使其快速冷却并使之玻璃化。利用铝锅将玻璃态材料压碎成为平均颗粒尺寸为9-10μm的颗粒从而形成玻璃料。将作为粘土材料(英格兰高岭土)的重量百分比为10%的高岭土,1%的丙烯酸无机粘结剂,35%的水分加入和玻璃料混合,从而获得釉浆。
将每一种这样制得的釉浆在40℃的恒温槽中停留10天,从而使B元素和碱金属成分从玻璃料中分离,然后用B型粘度计测量(由东京Keiki株式会社制造,型号BH)。
除了使用上述的釉浆外,在和实验1相同的条件下制造图1所示的多种火花塞。(对每一种釉浆组分制造1000件)。在每一绝缘子2中,釉层2d的厚度为50μm。如实验1一样,在500℃的温度下测量这样制成的火花塞的绝缘电阻。对在每一绝缘子2上形成的釉层2d的状态进行肉眼检查。
另外,通过固化制备釉块样品,而不进行压碎。通过X射线衍射确定釉块样品呈玻璃态(非结晶)。利用该样品进行下面的实验。(1)化学组分分析。采用X射线荧光分析法。图5示出了通过该分析获得的每一样品的值(以各自的氧化物折算)。另外,利用EPMA技术来确定在绝缘子2的表面上形成的釉层2d的组分,由所获得的值可确定它大致和利用釉块样品分析所获得的值相同。
(2)软化点。将每一种粉末样品在加热时进行差分热分析。从室温开始测量,吸热反应的第二峰值温度确定为软化点。结果示于图6。
(3)用肉眼检查通过烧釉形成的釉层上的开裂和龟裂,并对每1000件釉层有缺陷的火花塞进行了统计。结果示于图6。
由此可十分清楚地看出,满足本发明的第二种模式的要求的具有釉层的火花塞中,熔态釉层的状态良好,开裂或龟裂发生次数少。尤其是甚至在800-950℃这样低的烧釉温度下也可获得良好的釉层。在500℃的温度下,绝缘电阻高达200MΩ以上,这说明具有良好的防止跳火的功能。另外,形成釉层的釉浆具有较低的粘度,这有利于形成均匀的釉层,缺陷较少。
显然,根据上述教导,本发明可有多种修改和变型。因此应该明白,在所附权利要求限定的范围内,本发明可以由以上描述以外的方式实施。
表1
| 主要成分(氧化物) | 辅助成分(氧化物) | ||||||||
| SiO2(wt%) | B2O3(wt%) | Na2O(wt%) | K2O(wt%) | A1/A2 | BaO(wt%) | ZnO(wt%) | Total(wt%) | Al2O3(wt%) | |
| 1* | 16 | 44 | 4.0 | 4.0 | 1.52 | 13 | 17.5 | 98.5 | 1.5 |
| 2 | 25 | 35 | 4.0 | 4.0 | 1.52 | 13 | 17.5 | 98.5 | 1.5 |
| 3 | 30 | 30 | 4.0 | 4.0 | 1.52 | 13 | 17.5 | 98.5 | 1.5 |
| 4 | 35 | 25 | 4.0 | 4.0 | 1.52 | 13 | 17.5 | 98.5 | 1.5 |
| 5* | 40 | 20 | 4.0 | 4.0 | 1.52 | 13 | 17.5 | 98.5 | 1.5 |
| 6 | 28 | 32 | 4.0 | 4.0 | 1.52 | 13 | 17.5 | 98.5 | 1.5 |
| 7* | 28 | 32 | 4.0 | 4.0 | 1.52 | 5 | 25.5 | 98.5 | 1.5 |
| 8 | 28 | 32 | 4.0 | 4.0 | 1.52 | 8 | 22.5 | 98.5 | 1.5 |
| 9 | 28 | 32 | 4.0 | 4.0 | 1.52 | 13 | 17.5 | 98.5 | 1.5 |
| 10 | 28 | 32 | 4.0 | 4.0 | 1.52 | 18 | 12.5 | 98.5 | 1.5 |
| 11* | 28 | 32 | 4.0 | 4.0 | 1.52 | 22 | 8.5 | 98.5 | 1.5 |
| 12* | 27 | 31 | 2 | 9 | 0.34 | 12.5 | 17.0 | 98.5 | 1.5 |
| 13 | 27 | 31 | 3 | 8 | 0.57 | 12.5 | 17.0 | 98.5 | 1.5 |
| 14 | 27 | 31 | 4 | 7 | 0.87 | 12.5 | 17.0 | 98.5 | 1.5 |
| 15 | 27 | 31 | 5 | 6 | 1.27 | 12.5 | 17.0 | 98.5 | 1.5 |
| 16 | 27 | 31 | 6 | 5 | 1.82 | 12.5 | 17.0 | 98.5 | 1.5 |
| 17 | 27 | 31 | 7 | 4 | 2.66 | 12.5 | 17.0 | 98.5 | 1.5 |
| 18 | 27 | 31 | 8 | 3 | 4.05 | 12.5 | 17.0 | 98.5 | 1.5 |
| 19* | 27 | 31 | 10 | 1 | 15.2 | 12.5 | 17.0 | 98.5 | 1.5 |
注*:不在本发明的范围内
表2
| 软化点(℃) | 热胀系数(×10-7/℃) | 500℃时的绝缘阻抗(MΩ) | 注 | |
| 1* | 600 | 94 | 550 | 釉层表面崩裂 |
| 2 | 640 | 82 | 750 | - |
| 3 | 650 | 75 | 800 | - |
| 4 | 670 | 60 | 950 | - |
| 5* | 700 | 45 | 350 | 釉层表面龟裂 |
| 6 | 650 | 83 | 550 | - |
| 7* | 620 | 90 | 150 | 釉层表面崩裂 |
| 8 | 640 | 88 | 250 | - |
| 9 | 670 | 82 | 650 | - |
| 10 | 685 | 70 | 700 | - |
| 11* | 750 | 65 | 850 | 釉料熔化不好 |
| 12* | 730 | 78 | 50 | 釉料熔化不好 |
| 13 | 700 | 68 | 80 | - |
| 14 | 680 | 59 | 120 | - |
| 15 | 630 | 71 | 550 | - |
| 16 | 640 | 65 | 600 | - |
| 17 | 630 | 78 | 80 | - |
| 18 | 630 | 74 | 45 | - |
| 19* | 610 | 80 | 25 | - |
注*:不在本发明的范围内
表3
| 主要成分(氧化物) | 辅助成分(氧化物) | ||||||||
| SiO2(wt%) | B2O3(wt%) | 碱金属成分(1)/wt% | 碱金属成分(2)/wt% | BaO(wt%) | ZnO(wt%) | 总量(wt%) | 成分(1)/wt% | 成分(2)/wt% | |
| 101 | 15 | 38 | Na2O 3.0 | K2O 4.2 | 17.8 | 20.0 | 98.0 | Al2O3 1.9 | Fe2O3 0.1 |
| 102 | 20 | 35 | Na2O 6.1 | K2O 3.5 | 19.9 | 15.4 | 99.9 | Al2O3 0.1 | - |
| 103 | 25 | 31 | Na2O 4.5 | K2O 6.2 | 10.9 | 20.3 | 97.9 | Al2O3 1.6 | CaO 0.5 |
| 104* | 35 | 39 | Na2O 6.0 | K2O 3.5 | 8.2 | 6.5 | 98.2 | Al2O3 1.2 | FeO 0.6 |
| 105* | 45 | 35 | Na2O 6.2 | K2O 3.8 | 4.2 | 4.9 | 99.1 | CaO 0.9 | - |
| 106* | 51 | 31 | Na2O 6.6 | K2O 3.1 | 3.6 | 3.7 | 99.0 | CaO 1.0 | - |
| 107* | 26 | 14 | Na2O 5.7 | K2O 6.8 | 27.5 | 17.9 | 97.9 | Al2O3 1.7 | CaO 0.4 |
| 108* | 21 | 25 | Na2O 4.9 | K2O 5.1 | 21.0 | 18.0 | 95.0 | Al2O3 3.7 | TiO2 1.3 |
| 109 | 32 | 28 | Na2O 5.2 | K2O 6.7 | 12.1 | 12.5 | 96.5 | Al2O3 1.9 | SrO 1.6 |
| 110 | 27 | 31 | Na2O 4.1 | K2O 4.2 | 12.5 | 19.7 | 98.5 | SrO 1.5 | - |
| 111* | 30 | 35 | Na2O 4.8 | K2O 5.5 | 14.7 | 9.8 | 99.8 | SrO 0.2 | - |
| 112* | 35 | 42 | Na2O 6.3 | K2O 4.0 | 2.7 | 9.7 | 99.7 | Al2O3 0.3 | - |
| 113* | 25 | 31 | Na2O 2.2 | K2O 2.1 | 18.0 | 19.5 | 97.8 | TiO2 2.2 | - |
| 114 | 28 | 35 | Na2O 3.0 | K2O 4.6 | 13.5 | 14.4 | 98.5 | Al2O3 1.0 | SnO2 0.5 |
| 115 | 29 | 33 | Na2O 4.3 | K2O 5.7 | 14.2 | 12.0 | 98.2 | Al2O3 1.5 | FeO 0.3 |
| 116 | 28 | 35 | K2O 6.7 | Li2O 4.1 | 12.7 | 12.1 | 98.6 | Al2O3 1.2 | CaO 0.2 |
| 117 | 27 | 32 | Na2O 8.0 | K2O 5.1 | 15.4 | 12.3 | 99.8 | Al2O3 0.1 | CaO 0.1 |
| 118* | 26 | 30 | Na2O 9.5 | K2O 6.1 | 12.5 | 13.5 | 97.6 | Al2O3 0.8 | CaO 1.6 |
| 119* | 29 | 31 | K2O 5.3 | Li2O 1.7 | 18.2 | 13.0 | 98.2 | Al2O3 1.5 | FeO 0.3 |
| 120* | 28 | 29 | Na2O 10.3 | K2O 10.0 | 8.1 | 12.4 | 97.8 | Al2O3 0.9 | CaO 1.3 |
注*:不在本发明的范围内
表4
| 软化点(℃) | 热胀系数(×10-7/℃) | 500℃时的绝缘阻抗(MΩ) | 注 | |
| 101 | 710 | 87 | 550 | 釉层表面崩裂 |
| 102 | 650 | 85 | 320 | |
| 103 | 695 | 78 | 400 | |
| 104* | 700 | 50 | 550 | |
| 105* | 770 | 48 | 250 | 釉料熔化不好及崩裂 |
| 106* | 750 | 56 | 200 | 釉料熔化不好 |
| 107* | 810 | 79 | 450 | 釉料熔化不好 |
| 108* | 660 | 76 | 700 | |
| 109 | 690 | 72 | 650 | |
| 110 | 640 | 73 | 800 | |
| 111* | 650 | 68 | 900 | |
| 112* | 630 | 61 | 150 | 釉层表面相分离(striae) |
| 113* | 820 | 75 | 950 | 釉料熔化不好 |
| 114 | 625 | 71 | 800 | |
| 115 | 695 | 69 | 700 | |
| 116 | 625 | 73 | 550 | |
| 117 | 600 | 71 | 150 | |
| 118* | 610 | 87 | 80 | 釉层表面崩裂 |
| 119* | 675 | 75 | 50 | |
| 120* | 590 | 91 | 25 | 釉层表面崩裂 |
注*:不在本发明的范围内
表5
| No. | 化学组分(wt%) | ZrO2+TiO2(wt%) | WTi/WZr | Li2O+K2O+Na2O(wt%) | ||||||||
| SiO2 | B2O3 | ZnO | BaO | Li2O | K2O | Na2O | TiO2 | ZrO2 | ||||
| 1 | 26.5 | 21.6 | 21.4 | 12.7 | 0.9 | 4.5 | 4.3 | 5.7 | 2.4 | 8.1 | 2.4 | 9.7 |
| 2 | 24.7 | 24.1 | 17.4 | 17.4 | 0.5 | 4.8 | 5.3 | 3.7 | 2.1 | 5.8 | 1.8 | 10.6 |
| 3 | 28.8 | 27.7 | 16.2 | 12.8 | 0.1 | 3.7 | 3.5 | 3.4 | 3.8 | 7.2 | 0.9 | 7.3 |
| 4 | 31.9 | 25.4 | 18.1 | 13.2 | 1.5 | 3.3 | 2.8 | 2.1 | 1.7 | 3.8 | 1.2 | 7.6 |
| 5 | 33.7 | 21.9 | 16.4 | 13.8 | 0.1 | 2.4 | 3.1 | 4.7 | 3.9 | 8.6 | 1.2 | 5.6 |
| 6 | 35.0 | 29.0 | 17.8 | 12.2 | 0.1 | 0.5 | 0.7 | 3.8 | 0.9 | 4.7 | 4.2 | 1.3 |
| 7 | 37.8 | 26.9 | 16.8 | 12.2 | 0.4 | 0.5 | 0.7 | 3.8 | 0.9 | 4.7 | 4.2 | 1.6 |
| 8 | 38.4 | 21.5 | 15.8 | 16.5 | 0.1 | 0.1 | 0.7 | 4.2 | 2.7 | 6.9 | 1.6 | 0.9 |
| 9 | 23.1 | 22.1 | 24.7 | 16.1 | 0.8 | 0.0 | 4.5 | 8.7 | 0.0 | 8.7 | - | 5.3 |
| 10 | 22.1 | 21.6 | 24.7 | 17.6 | 0.8 | 0.0 | 4.5 | 8.2 | 0.5 | 8.7 | 16.4 | 5.3 |
| 11 | 25.3 | 23.6 | 16.8 | 22.7 | 0.0 | 4.2 | 4.8 | 0.2 | 2.4 | 2.6 | 0.1 | 9.0 |
| 12 | 27.4 | 23.5 | 19.7 | 15.4 | 0.0 | 5.1 | 4.1 | 2.7 | 2.1 | 4.8 | 1.3 | 9.2 |
| 13* | 42.3* | 21.5 | 16.9 | 13.2 | 0.5 | 0.7 | 1.4 | 1.4 | 2.1 | 3.5 | 0.7 | 2.6 |
| 14* | 17.4* | 38.1* | 16.2 | 12.7 | 2.1 | 2.0 | 2.4 | 6.9 | 2.2 | 9.1 | 3.1 | 6.5 |
| 15* | 23.9 | 21.0 | 17.2 | 17.8 | 3.7 | 4.9 | 5.9 | 3.4 | 2.2 | 5.6 | 1.5 | 14.5 |
| 16* | 25.3 | 27.4 | 17.9 | 12.9 | 1.8 | 1.2 | 1.8 | 5.4 | 6.3 | 11.7* | 0.9 | 4.8 |
| 17* | 32.4 | 17.1* | 19.2 | 15.6 | 1.3 | 2.5 | 2.6 | 2.8 | 6.5 | 9.3 | 0.4 | 6.4 |
| 18* | 26.7 | 26.2 | 13.0* | 15.9 | 0.7 | 3.2 | 4.3 | 6.5 | 3.5 | 10.0 | 1.9 | 8.2 |
| 19* | 21.7 | 29.0 | 23.8 | 8.0* | 0.6 | 4.5 | 4.1 | 7.2 | 1.1 | 8.3 | 6.5 | 9.2 |
| 20* | 19.7 | 25.2 | 17.9 | 25.0* | 0.2 | 2.8 | 2.5 | 3.8 | 2.9 | 6.7 | 1.3 | 5.5 |
| 21* | 29.8 | 25.1 | 18.9 | 18.7 | 0.1 | 3.8 | 2.6 | 0.5 | 0.5 | 1.0* | 1.0 | 6.5 |
注*:不在本发明的范围内
表6
| No. | 软化点(℃) | 釉浆粘度mPa·S | 绝缘电阻MΩ | 玻璃熔化状态 | 崩裂次数(每1000件) | 龟裂发生次数(每1000件) |
| 1 | 640 | 420 | 600 | 好 | 0 | 0 |
| 2 | 625 | 720 | 400 | 好 | 0 | 0 |
| 3 | 615 | 270 | 700 | 一般 | 0 | 0 |
| 4 | 635 | 360 | 1000 | 好 | 0 | 0 |
| 5 | 670 | 150 | 1200 | 一般 | 0 | 0 |
| 6 | 695 | 110 | 3500 | 好 | 0 | 0 |
| 7 | 650 | 290 | 2100 | 好 | 0 | 0 |
| 8 | 675 | 480 | 1500 | 好 | 0 | 0 |
| 9 | 620 | 120 | 700 | 好 | 0 | 2 |
| 10 | 620 | 180 | 1800 | 好 | 0 | 0 |
| 11 | 615 | 720 | 800 | 一般 | 0 | 0 |
| 12 | 660 | 680 | 600 | 好 | 0 | 0 |
| 13* | 745 | 420 | 800 | 差 | 0 | 13 |
| 14* | 590 | 580 | 600 | 差 | 34 | 0 |
| 15* | 590 | 2500 | 150 | 好 | 0 | 0 |
| 16* | 590 | 300 | 800 | 差 | 0 | 0 |
| 17* | 730 | 200 | 1200 | 差 | 0 | 0 |
| 18* | 750 | 650 | 750 | 差 | 0 | 0 |
| 19* | 670 | 710 | 180 | 好 | 0 | 0 |
| 20* | 725 | 380 | 1800 | 好 | 0 | 0 |
| 21* | 740 | 410 | 1500 | 差 | 0 | 0 |
注*:不在本发明的范围内
Claims (14)
1.一种火花塞,包括:
一中心电极(3);
一金属壳(1),它围绕中心电极(3)设置;
一接地电极(4),接地电极(4)的一端和金属壳(1)连接,而接地电极(4)的另一端和中心电极(3)面对;
一绝缘子(2),设置在中心电极(3)和金属壳(1)之间,从而绝缘子(2)盖住中心电极(3)的外表面;以及
一釉层(2d),主要由氧化物形成,它盖住绝缘子(2)的至少一部分表面,其特征在于,
形成釉层(2d)的釉料主要包括:Si,B,Zn,Ba,以及Na,K和Li中的两种共添碱金属成分,其中,Si的重量百分比含量折算成SiO2为18-35%,B的重量百分比含量折算成B2O3为25-40%,Zn的重量百分比含量折算成ZnO为10-25%,Ba的重量百分比含量折算成BaO为7-20%,两种共添碱金属成分中每种的量为从由下面构成的组中选择的一个:(1)重量百分比含量为3-9%的Na2O,重量百分比含量为3-9%的K2O;(2)重量百分比含量为3-9%的K2O,重量百分比含量为3-9%的Li2O。
2.一种火花塞,包括:
一中心电极(3);
一金属壳(1),它围绕中心电极(3)设置;
一接地电极(4),接地电极(4)的一端和金属壳(1)连接,而接地电极(4)的另一端和中心电极(3)面对;
一绝缘子(2),设置在中心电极(3)和金属壳(1)之间,从而绝缘子(2)盖住中心电极(3)的外表面;以及
一釉层(2d),主要由氧化物形成,它盖住绝缘子(2)的至少一部分表面,其特征在于,
形成釉层(2d)的釉料主要包括:Si,折算成SiO2的重量百分比含量为25-30%;B,折算成B2O3的重量百分比含量为30-35%;Zn,折算成ZnO的重量百分比含量为12-18%;Ba,折算成BaO的重量百分比含量为8-15%;Na,折算成Na2O的重量百分比含量为3-9%;K,折算成K2O的重量百分比含量为3-9%。
3.如权利要求1所述的火花塞,其中釉料包括Al,Ca,Fe,Zr,Ti,Sr,Mg,Bi,Ni,Sn,P,Mn中的一种以上的辅助阳离子成分,相对于釉料的全部组分来说,辅助阳离子成分的总量为5%,其中,Al以Al2O3折算,Ca以CaO折算,Fe以Fe2O3折算,Zr以ZrO2折算,Ti以TiO2折算,Sr以SrO折算,Mg以MgO折算,Bi以Bi2O3折算,Ni以NiO折算,Sn以SnO2折算,P以P2O5折算,Mn以MnO折算。
4.如权利要求1-3中任何一项所述的火花塞,其中,釉料中不含Pb,或Pb的含量折算成PbO在1.0%以下。
5.如权利要求1-3中任何一项所述的火花塞,其中,釉料中共添碱金属成分的重量百分比含量折算成各自的氧化物为8-20%。
6.如权利要求1-3中任何一项所述的火花塞,其中,Na以Na2O折算,K以K2O折算,Li以Li2O折算,A1/A2的值控制在1.0-2.0范围内,其中A1是两种共添碱金属成分中其中一种成分的摩尔量,A2是另一种成分的摩尔量。
7.如权利要求1-3中任何一项所述的火花塞,其中,火花塞包括一杆形端子金属片部分(13),它置于绝缘子(2)的通孔内,从而端子金属片部分和中心电极(3)成为一体,或由位于其间的导电结合层将其和中心电极(3)分开;以及
在将整个火花塞置于约500℃的温度,并将一电流流过端子金属片部分(13)和金属壳(1)之间的状态下,绝缘子(2)的绝缘电阻为不小于200MΩ。
8.如权利要求1-3中任何一项所述的火花塞,其中,绝缘子(2)由氧化铝基绝缘材料形成,其中Al的重量百分比含量折算成Al2O3为85-98%;以及
在20℃至350℃的温度范围内测量时,釉料的平均线膨胀系数为50×10-7/℃至85×10-7/℃。
9.如权利要求1-3中任何一项所述的火花塞,其中,釉料的软化点在600至700度范围内。
10.如权利要求1-3中任何一项所述的火花塞,其中,釉料中阳离子成分的重量百分比总含量,即Si,B,Zn,Ba和共添碱金属成分折算成它们的氧化物至少为95%。
11.一种制造火花塞的方法,其特征在于,包括以下步骤:
釉粉料制造步骤,用于制备釉粉料;
釉粉积聚步骤,用于将釉粉加在绝缘子(2)的表面上,从而形成釉粉积聚层;以及
烧釉步骤,用于在800-950℃温度下对绝缘子(2)烧釉,从而焙烧釉粉积聚层并使其固结于绝缘子(2)的表面上,
其中,釉粉料制备步骤包括以下步骤:
将具有Si,B,Zn和Ba作为阳离子成分的原始粉料和具有选自Na,K,Li中的两种共添碱金属成分的原始粉料混合,使得混合物中Si的重量百分比含量折算成SiO2是18-35%,B的重量百分比含量折算成B2O3为25-40%,Zn的重量百分比含量折算成ZnO为10-25%,Ba的重量百分比含量折算成BaO为7-20%;共添碱金属成分中每一种的重量百分比含量为3-9%,其中Na折算成Na2O,K折算成K2O,Li折算成Li2O;
在1000-1500℃时加热并熔化混合物;
使熔态材料快速冷却和玻璃化;
将玻璃态材料粉碎成为玻璃料;以及
由玻璃料来制备釉粉料。
12.如权利要求11所述的制造火花塞的方法,其中端子金属片固定在沿绝缘子(2)的轴向开设的通孔的一端,中心电极(3)固定在该通孔的另一端,烧结导电材料部由玻璃和导电材料的混合物形成,并置于该通孔内并位于端子金属片和中心电极(3)之间,从而将这些部件彼此电连接,该方法包括:
组件制造步骤,用于制造一组件,在该组件中,端子金属片固定在绝缘子(2)的通孔的一端,中心电极(3)固定在通孔的另一端,主要由玻璃和导电材料组成的烧结导电原材料粉末充填到位于通孔内的端子金属片和中心电极(3)之间的空间,从而形成粉末充填层;
挤压步骤,用于在被加热的组件内使中心电极(3)和端子金属片在所述通孔内彼此靠近,从而在中心电极(3)和端子金属片之间挤压粉末充填层,藉此形成烧结导电材料部分,以及
烧釉步骤,同时在800-950℃的温度下对在绝缘子(2)的表面上形成有釉粉积聚层的组件加热,从而焙烧并将该釉层固定在绝缘子(2)的表面上,藉此形成釉层(2d),并软化粉末充填层的玻璃粉末。
13.一种制造火花塞的方法,其特征在于,该方法包括以下步骤:
釉粉制造步骤,用于制备釉粉;
釉粉积聚步骤,用于将釉粉加在绝缘子(2)的表面上,从而形成釉粉积聚层;以及
烧釉步骤,用于在800-950℃温度下对绝缘子(2)烧釉,从而焙烧釉粉积聚层并使其固结于绝缘子(2)的表面上,
其中,釉粉制备步骤包括以下步骤:
将具有Si,B,Zn和Ba作为阳离子成分的原始粉末和具有Ti和Zr中至少一种成分的原始粉混合,使得混合物中Si的重量百分比含量折算成SiO2是20-40%,B的重量百分比含量折算成B2O3为20-35%,Zn的重量百分比含量折算成ZnO为15-25%,Ba的重量百分比含量折算成BaO为10-23%,Ti和Zr的重量百分比含量分别折算成TiO2或ZrO2为2-10%,
在1000-1500℃时加热并熔化混合物;
使熔态材料快速冷却和玻璃化;
将玻璃态材料粉碎成为玻璃料;以及
由玻璃料来制备釉粉。
14.如权利要求13所述的制造火花塞的方法,其中端子金属片固定在沿绝缘子(2)的轴向开设的通孔的一端,中心电极(3)固定在该通孔的另一端,烧结导电材料部由玻璃和导电材料的混合物形成,并置于该通孔内并位于端子金属片和中心电极(3)之间,从而将这些部件彼此电连接,该方法包括:
组件制造步骤,用于制造一组件,在该组件中,端子金属片固定在绝缘子(2)的通孔的一端,中心电极(3)固定在通孔的另一端,主要由玻璃和导电材料组成的烧结导电原材料粉末充填到位于通孔内的端子金属片和中心电极(3)之间的空间,从而形成粉末充填层;
挤压步骤,用于在被加热的组件内使中心电极(3)和端子金属片在所述通孔内彼此靠近,从而在中心电极(3)和端子金属片之间挤压粉末充填层,藉此形成烧结导电材料部分,以及
烧釉步骤,同时在800-950℃的温度下对在绝缘子(2)的表面上形成有釉粉积聚层的组件加热,从而焙烧并将该釉层固定在绝缘子(2)的表面上,藉此形成釉层,并软化粉末充填层的玻璃粉末。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP140779/98 | 1998-05-22 | ||
| JP14077998 | 1998-05-22 | ||
| JP11076409A JP2000048931A (ja) | 1998-05-22 | 1999-03-19 | スパ―クプラグ及びその製造方法 |
| JP76409/99 | 1999-03-19 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2006101081656A Division CN100533885C (zh) | 1998-05-22 | 1999-05-21 | 火花塞 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1245356A CN1245356A (zh) | 2000-02-23 |
| CN1297047C true CN1297047C (zh) | 2007-01-24 |
Family
ID=26417555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB991070070A Expired - Fee Related CN1297047C (zh) | 1998-05-22 | 1999-05-21 | 火花塞及其制造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6274971B1 (zh) |
| EP (1) | EP0959542B1 (zh) |
| JP (1) | JP2000048931A (zh) |
| CN (1) | CN1297047C (zh) |
| DE (1) | DE69902500T2 (zh) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4474724B2 (ja) * | 1999-05-24 | 2010-06-09 | 株式会社デンソー | 無鉛釉薬及びスパークプラグ |
| DE60140221D1 (de) * | 2000-02-29 | 2009-11-26 | Ngk Spark Plug Co | Zündkerze |
| JP4833526B2 (ja) * | 2000-02-29 | 2011-12-07 | 日本特殊陶業株式会社 | スパークプラグ |
| JP3690995B2 (ja) * | 2000-05-31 | 2005-08-31 | 日本特殊陶業株式会社 | スパークプラグ |
| CN100474719C (zh) * | 2000-05-31 | 2009-04-01 | 日本特殊陶业株式会社 | 火花塞 |
| JP2002056950A (ja) * | 2000-05-31 | 2002-02-22 | Ngk Spark Plug Co Ltd | スパークプラグ |
| JP3580761B2 (ja) | 2000-06-28 | 2004-10-27 | 日本特殊陶業株式会社 | スパークプラグ |
| BR0103399A (pt) | 2000-06-30 | 2002-02-13 | Ngk Spark Plug Co | Vela de ignição |
| JP2002175863A (ja) | 2000-09-29 | 2002-06-21 | Ngk Spark Plug Co Ltd | スパークプラグ |
| JP3511602B2 (ja) * | 2000-09-29 | 2004-03-29 | 日本特殊陶業株式会社 | スパークプラグ |
| JP3559252B2 (ja) * | 2001-05-02 | 2004-08-25 | 日本特殊陶業株式会社 | スパークプラグの製造方法 |
| JP2003007424A (ja) * | 2001-06-26 | 2003-01-10 | Ngk Spark Plug Co Ltd | スパークプラグ |
| JP2003007425A (ja) | 2001-06-26 | 2003-01-10 | Ngk Spark Plug Co Ltd | スパークプラグの製造方法 |
| JP2003007421A (ja) | 2001-06-26 | 2003-01-10 | Ngk Spark Plug Co Ltd | スパークプラグ |
| JP4578025B2 (ja) * | 2001-07-06 | 2010-11-10 | 日本特殊陶業株式会社 | スパークプラグ |
| DE102004060867B4 (de) * | 2003-12-18 | 2008-06-26 | NGK Spark Plug Co., Ltd., Nagoya | Gassensor und Gassensoreinheit |
| JP4108047B2 (ja) * | 2004-02-24 | 2008-06-25 | 日本特殊陶業株式会社 | スパークプラグの製造方法 |
| US20060082276A1 (en) * | 2004-10-14 | 2006-04-20 | Havard Karina C | Ignition device having noble metal fine wire electrodes |
| US7710006B2 (en) * | 2005-08-19 | 2010-05-04 | Ngk Spark Plug Co., Ltd. | Spark plug |
| BRPI0713677A2 (pt) * | 2006-06-19 | 2012-10-23 | Federal Mogul Corp | vela de ignição para um evento de combustão de ignição por centelha |
| EP1976079B1 (en) | 2007-03-30 | 2014-03-05 | NGK Spark Plug Co., Ltd. | Spark plug of internal combustion engine |
| JP4369980B2 (ja) * | 2007-03-30 | 2009-11-25 | 日本特殊陶業株式会社 | 内燃機関用スパークプラグ |
| JP2009259775A (ja) | 2008-03-19 | 2009-11-05 | Ngk Spark Plug Co Ltd | スパークプラグ用絶縁体及びスパークプラグの製造方法 |
| WO2009119544A1 (ja) * | 2008-03-26 | 2009-10-01 | 日本特殊陶業株式会社 | スパークプラグ用絶縁体及びその製造方法、並びに、スパークプラグ及びその製造方法 |
| EP2194622B1 (en) * | 2008-12-05 | 2014-03-05 | Ngk Spark Plug Co., Ltd. | Spark plug |
| CN102460868B (zh) * | 2009-05-04 | 2013-09-25 | 费德罗-莫格尔点火公司 | 电晕尖端绝缘体 |
| JP2011154908A (ja) * | 2010-01-27 | 2011-08-11 | Ngk Spark Plug Co Ltd | スパークプラグ、スパークプラグ用絶縁体及びその製造方法 |
| JP5393881B2 (ja) * | 2010-10-01 | 2014-01-22 | 日本特殊陶業株式会社 | スパークプラグ |
| US9054502B1 (en) * | 2014-08-06 | 2015-06-09 | Federal-Mogul Ignition Company | Ceramic for ignition device insulator with low relative permittivity |
| MX2017009710A (es) * | 2015-01-29 | 2018-04-30 | Fram Group Ip Llc | Aislante de bujia que tiene un recubrimiento antisuciedad y metodos para minimizar la suciedad. |
| US10418789B2 (en) * | 2016-07-27 | 2019-09-17 | Federal-Mogul Ignition Llc | Spark plug with a suppressor that is formed at low temperature |
| DE102018215204A1 (de) * | 2018-09-07 | 2020-03-12 | Robert Bosch Gmbh | Zündkerze für ein Kraftfahrzeug und Verfahren zur Herstellung einer Zündkerze |
| DE102019216340A1 (de) * | 2019-02-07 | 2020-08-13 | Robert Bosch Gmbh | Zündkerzenverbindungselement und Zündkerze |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4084976A (en) * | 1977-07-20 | 1978-04-18 | Champion Spark Plug Company | Lead-free glaze for alumina bodies |
| US4256497A (en) * | 1980-02-08 | 1981-03-17 | Champion Spark Plug Company | Lead-free glaze for alumina bodies |
| CN1139303A (zh) * | 1995-06-15 | 1997-01-01 | 日本电装株式会社 | 内燃机用的火花塞 |
| US5677250A (en) * | 1994-10-17 | 1997-10-14 | Cooper Industries, Inc. | Low-temperature lead-free glaze for alumina ceramics |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4120733A (en) | 1977-12-01 | 1978-10-17 | Champion Spark Plug Company | Lead-free glaze for alumina bodies |
| JPS6055453B2 (ja) | 1979-10-11 | 1985-12-05 | 日本特殊陶業株式会社 | アルミナ基板用グレ−ズ組成物 |
| JPS56106305A (en) | 1980-01-29 | 1981-08-24 | Ngk Spark Plug Co | Method of manufacturing thin film glazed substrate |
| JPS56107590A (en) | 1980-01-30 | 1981-08-26 | Ngk Spark Plug Co | Method of manufacturing thin film glazed substrate |
| US4746578A (en) | 1984-01-09 | 1988-05-24 | Ngk Spark Plug Co., Ltd. | Glaze compositions for ceramic substrates |
| US4937484A (en) * | 1988-05-16 | 1990-06-26 | Nippondenso Co., Ltd. | Sparking plug |
| JPH10115424A (ja) | 1996-01-31 | 1998-05-06 | Ngk Spark Plug Co Ltd | スパークプラグ |
-
1999
- 1999-03-19 JP JP11076409A patent/JP2000048931A/ja active Pending
- 1999-05-18 US US09/314,031 patent/US6274971B1/en not_active Expired - Lifetime
- 1999-05-21 EP EP99303982A patent/EP0959542B1/en not_active Expired - Lifetime
- 1999-05-21 CN CNB991070070A patent/CN1297047C/zh not_active Expired - Fee Related
- 1999-05-21 DE DE69902500T patent/DE69902500T2/de not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4084976A (en) * | 1977-07-20 | 1978-04-18 | Champion Spark Plug Company | Lead-free glaze for alumina bodies |
| US4256497A (en) * | 1980-02-08 | 1981-03-17 | Champion Spark Plug Company | Lead-free glaze for alumina bodies |
| US5677250A (en) * | 1994-10-17 | 1997-10-14 | Cooper Industries, Inc. | Low-temperature lead-free glaze for alumina ceramics |
| CN1139303A (zh) * | 1995-06-15 | 1997-01-01 | 日本电装株式会社 | 内燃机用的火花塞 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0959542B1 (en) | 2002-08-14 |
| DE69902500T2 (de) | 2003-04-24 |
| DE69902500D1 (de) | 2002-09-19 |
| JP2000048931A (ja) | 2000-02-18 |
| US6274971B1 (en) | 2001-08-14 |
| EP0959542A1 (en) | 1999-11-24 |
| CN1245356A (zh) | 2000-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1297047C (zh) | 火花塞及其制造方法 | |
| CN1265522C (zh) | 火花塞、用于火花塞的氧化铝基绝缘体及用于该绝缘体的生产方法 | |
| CN1317857A (zh) | 火花塞 | |
| CN1393967A (zh) | 火花塞 | |
| CN1246944C (zh) | 火花塞 | |
| CN1393968A (zh) | 火花塞 | |
| CN1661740A (zh) | 通路导体用导电性糊和用其的陶瓷配线板及其制造方法 | |
| CN1694323A (zh) | 火花塞 | |
| CN100346545C (zh) | 火花塞 | |
| US20120126683A1 (en) | Spark plug | |
| JP5276742B1 (ja) | 点火プラグ | |
| JP4465290B2 (ja) | スパークプラグ | |
| CN1409334A (zh) | 陶瓷电容器 | |
| EP1193817B2 (en) | Spark plug | |
| JP2007122879A (ja) | スパークプラグ | |
| CN1913264A (zh) | 火花塞 | |
| CN1202535C (zh) | 电压非线性电阻及其制造方法 | |
| JP5244137B2 (ja) | スパークプラグの製造方法 | |
| JP2007042656A (ja) | スパークプラグ及びその製造方法 | |
| JP3632953B2 (ja) | スパークプラグ | |
| CN1728480A (zh) | 火花塞 | |
| JP3510172B2 (ja) | スパークプラグ | |
| JP4833526B2 (ja) | スパークプラグ | |
| CN1264142A (zh) | 真空阀和真空开关装置 | |
| JP2006196474A (ja) | スパークプラグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20070124 Termination date: 20160521 |