JP3690995B2 - スパークプラグ - Google Patents
スパークプラグ Download PDFInfo
- Publication number
- JP3690995B2 JP3690995B2 JP2001099528A JP2001099528A JP3690995B2 JP 3690995 B2 JP3690995 B2 JP 3690995B2 JP 2001099528 A JP2001099528 A JP 2001099528A JP 2001099528 A JP2001099528 A JP 2001099528A JP 3690995 B2 JP3690995 B2 JP 3690995B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- terms
- mol
- oxide
- spark plug
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T13/00—Sparking plugs
- H01T13/20—Sparking plugs characterised by features of the electrodes or insulation
- H01T13/38—Selection of materials for insulation
Landscapes
- Spark Plugs (AREA)
- Glass Compositions (AREA)
Description
【発明の属する技術分野】
本発明はスパークプラグに関する。
【0002】
【従来の技術】
自動車エンジン等の内燃機関の点火用に使用されるスパークプラグは、一般に、接地電極が取り付けられる主体金具の内側に、アルミナ系セラミック等で構成された絶縁体が配置され、その絶縁体の内側に中心電極が配置された構造を有する。絶縁体は主体金具の後方側開口部から軸方向に突出し、その突出部の内側に端子金具が配置され、これがガラスシール工程により形成される導電性ガラスシール層や抵抗体等を介して中心電極と接続される。そして、その端子金具を介して高圧を印加することにより、接地電極と中心電極との間に形成されたギャップに火花放電が生ずることとなる。
【0003】
ところが、プラグ温度が高くなったり、周囲の湿度が上昇したりするなどの条件が重なると、高圧印加してもギャップに飛火せず、絶縁体突出部の表面を回り込む形で端子金具と主体金具との間で放電する、いわゆるフラッシュオーバ現象が生じることがある。そのため、一般に使用されているほとんどのスパークプラグにおいては、主にこのフラッシュオーバ現象防止のために絶縁体表面に釉薬層が形成されている。他方、釉薬層は、絶縁体表面を平滑化して汚染を防止したり、化学的あるいは機械的強度を高めたりするといった役割も果たす。
【0004】
スパークプラグ用のアルミナ系絶縁体の場合、従来は、ケイ酸塩ガラスに比較的多量のPbOを配合して軟化点を低下させた鉛ケイ酸塩ガラス系の釉薬を使用してきたが、環境保護に対する関心が地球規模で高まりつつある近年では、Pbを含有する釉薬は次第に敬遠されるようになってきている。例えばスパークプラグが多量に使用される自動車業界においては、廃棄スパークプラグによる環境への影響を考慮して、Pb含有釉薬を使用したスパークプラグの使用は将来全廃しようとの検討も進められている。
【0005】
しかしながら、そのようなPb含有釉薬の代替品として検討されている硼珪酸ガラスやアルカリ硼珪酸ガラス系の無鉛釉薬は、ガラス転移点が高かったり、あるいは絶縁抵抗が不足したりする等の不具合が避けがたかった。この問題を解決するために、特開平11−43351号公報には、Zn成分の組成調整等により、粘性を上昇させることなくガラス安定化を図った無鉛釉薬の組成が、また、特開平11−106234号公報には、アルカリ成分の共添加効果により絶縁抵抗の向上を図った無鉛釉薬の組成がそれぞれ開示されている。
【0006】
【発明が解決しようとする課題】
ところで、スパークプラグ用の釉薬の場合、エンジンに取り付けた環境下で使用されることもあって、通常の絶縁磁器等よりも温度が上昇しやすく、また、近年ではエンジンの高性能化に伴いスパークプラグへの印加電圧も高くなってきていることから、釉薬に対してもより厳しい環境に耐えうる絶縁性能が求められるようになってきている。しかしながら、前述の特開平11−106234号公報に開示された釉薬組成では高温での絶縁性能、特に釉薬層形成した絶縁体をスパークプラグに組み込んだ状態にて評価した絶縁性能(例えば、耐フラッシュオーバ性等)が、必ずしも十分とはいえない問題がある。
【0007】
また、特開平11−106234号公報においては、ガラス骨格成分としてSiあるいはBを含有する釉薬の、アルカリ成分の共添加効果による絶縁抵抗向上に関して言及されてはいるが、絶縁体の構成セラミックスであるアルミナ系セラミックとの熱膨張係数差の解消に関して十分な考慮が払われているとはいい難く、絶縁抵抗向上のレベルも必ずしも十分ではない。
【0008】
本発明の課題は、Pb成分の含有量が少なく、しかも比較的低温で釉焼可能であって絶縁性に優れ、かつ平滑な釉焼面を得やすい釉薬層を有したスパークプラグを提供することを第一の課題とする。さらに、釉薬中のアルカリ金属成分の調整により、絶縁体を構成するアルミナ系セラミックとの熱膨張係数差を小さくして、釉薬層にクラックや貫入等の欠陥を生じにくくすることができ、また、絶縁抵抗も一層高めることができるスパークプラグを提供することを第二の課題とする。
【0009】
【課題を解決するための手段及び作用・効果】
本発明に係るスパークプラグの構成は、中心電極と主体金具との間にアルミナ系セラミックからなる絶縁体を配したスパークプラグにおいて、その絶縁体の表面の少なくとも一部を覆う形態で酸化物主体の釉薬層が形成される。
【0010】
そして、その第一の構成(その一)は、上記の釉薬層が、
中心電極と主体金具との間にアルミナ形セラミックからなる絶縁体を配したスパークプラグにおいて、その絶縁体の表面の少なくとも一部を覆う形態で酸化物主体の釉薬層が形成され、該釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
Si成分をSiO2に酸化物換算した値にて25〜45mol%、B成分をB2O3に酸化物換算した値にて20〜40mol%、Zn成分をZnOに酸化物換算した値にて5〜25mol%、Ba及び/又はSr成分を、BaOないしSrOに酸化物換算した値にて合計で0.5〜15mol%含有するとともに、
アルカリ金属成分として、NaはNa2O、KはK2O、LiはLi2Oに酸化物換算した値にて、Kを必須とする1種又は2種以上を合計で5〜10mol%の範囲にて含有し、
さらに、Mo、W及びCoの1種又は2種以上の成分を、MoはMoO3、WはWO3 に、CoはCo3O4にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲にて含有することを特徴とする。
また、第一の構成(その二)は、上記の釉薬層が、
中心電極と主体金具との間にアルミナ系セラミックからなる絶縁体を配したスパークプラグにおいて、その絶縁体の表面の少なくとも一部を覆う形態で酸化物主体の釉薬層が形成され、該釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
Si成分をSiO 2 に酸化物換算した値にて25〜45mol%、B成分をB 2 O 3 に酸化物換算した値にて20〜40mol%、Zn成分をZnOに酸化物換算した値にて5〜25mol%、Ba及び/又はSr成分を、BaOないしSrOに酸化物換算した値にて合計で0.5〜15mol%含有するとともに、
アルカリ金属成分として、NaはNa 2 O、KはK 2 O、LiはLi 2 Oに酸化物換算した値にて、Kを必須とする1種又は2種以上を合計で5〜10mol%の範囲にて含有し、かつ最も含有率の高い成分がKであり、
さらに、Mo、W、Ni、Co、Fe及びMnの1種又は2種以上の成分を、MoはMoO 3 、WはWo 3 、NiはNi 3 O 4 、CoはCo 3 O 4 、FeはFe 2 O 3 、MnはMnO 2 にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲にて含有することを特徴とする。
【0011】
以下、上記本発明のスパークプラグの第一の構成の効果について説明する。
(作用・効果A)
前述の環境問題への適合性を図るため、使用する釉薬が、Pb成分の含有量がPbO換算にて1.0mol%以下とすることを前提とする(以下、このレベルにPb成分含有量が低減された釉薬を無鉛釉薬と称する)。また、釉薬層中にPb成分が価数の低いイオン(例えばPb2+)の形で含有されていると、コロナ放電等によりこれが価数の高いイオン(例えばPb3+)に酸化され、釉薬層の絶縁性が低下して耐フラッシュオーバ性が損なわれる場合もあるので、Pb含有量を上記のように削減することはこの観点においても好都合である。なお、Pbの含有量は望ましくは0.1mol%以下、より望ましくは実質的に含有しない(ただし、釉薬原料等から不可避的に混入するものを除く)のがよい。
【0012】
(効果B)
本発明では、Pb含有量を上記のように低減しつつ、絶縁性能確保、釉焼温度の最適化及び釉焼面の仕上がり状態を良好に確保するために、上記特有の組成が選択されている。従来の釉薬においては、Pb成分が釉薬の軟化点調整(具体的には釉薬の軟化点を適度に下げ、釉焼時の流動性を確保する)に関して重要な役割を果たしていたが、無鉛釉薬では、B成分(B2O3)やアルカリ金属成分が軟化点調整に深く関係する。本発明者らは、B成分には、Si成分の含有量との関連において、釉焼面の仕上がり改善を図る上で好都合な前記した特有の含有量範囲が存在し、かつ、その含有量範囲を前提としてMo、W及びCoの1種又は2種以上の成分(第一の構成(その一))、あるいはMo、W、Ni、Co、Fe及びMnの1種又は2種以上の成分(第一の構成(その二))を、前述の含有量範囲にて添加することにより、釉焼時の流動性を確保でき、ひいては比較的低温で釉焼可能であって絶縁性に優れ、かつ平滑な釉焼面を有する釉薬層が得られることを見出して、本発明を完成するに至ったのである。すなわち、本発明の第一の課題が解決される。
【0013】
(効果C)
また、従来の釉薬においては、Pb成分が釉薬の釉焼時の流動性に関して重要な役割を果たしていたが、本発明の無鉛釉薬では、釉焼時の流動性確保のためにアルカリ金属成分を含有させつつ、Si成分の含有量の範囲を上記のように設定することで、高絶縁抵抗も確保することができる。即ち、釉薬中のアルカリ金属成分は釉薬の軟化点を低下させ、釉焼時の流動性を確保する作用を有する。アルカリ金属成分を上記範囲で含有させることにより、釉焼後において、外観上にピンホールや釉チヂレ等が発生しにくい釉薬層を形成できる効果を奏する。
【0014】
アルカリ金属成分の配合量が上記含有量範囲未満となると、釉焼時の流動性を低下させる場合がある。しかしながら、上記のようなアルカリ金属成分の合計含有量範囲を選択することで、厚さが均一で、釉焼後において釉チヂレや、スラリーの状態で巻き込まれた気泡等による外観上のピンホール等が発生しにくい釉薬層を得られるものと考えられる。
【0015】
(効果D)
さらに、上記本発明の第一の構成は、アルカリ金属成分としてKを必須元素として含有する点についても特徴がある。釉焼時の流動性を確保し、ひいては形成される釉薬層の平滑性を向上させつつも、絶縁性能を大幅に向上させることができる。その理由として、K成分は、他のアルカリ金属成分Na及びLiに比べて、同じモル含有量で同じカチオン数であっても、原子量が大きいために重量割合を大きく占めるためと考えられる。この効果をより高めるためには、釉薬層中のアルカリ金属成分のうち、最も含有率の高い成分をKとすることが望ましい(第一の構成(その二))。
【0016】
次に、本発明のスパークプラグの第二の構成(その一)は、前記の釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
Si成分をSiO2に酸化物換算した値にて25〜45mol%、B成分をB2O3に酸化物換算した値にて20〜40mol%、Zn成分をZnOに酸化物換算した値にて5〜25mol%、Ba及び/又はSr成分を、BaOないしSrOに酸化物換算した値にて合計で0.5〜15mol%含有するとともに、
アルカリ金属成分として、NaはNa2O、KはK2O、LiはLi2Oに酸化物換算した値にて、それらの1種又は2種以上を合計で5〜10mol%の範囲にて含有し、
また、Ti、Zr及びHfの1種又は2種以上の成分を、ZrはZrO2に、TiはTiO2に、HfはHfO2にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲で含有するとともに、
さらに、Mo、W及びCoの1種又は2種以上の成分を、MoはMoO3、WはWO 3 、CoはCo3O4にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲にて含有することを特徴とするスパークプラグ。
また、本発明のスパークプラグの第二の構成(その二)は、前記の釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
Si成分をSiO 2 に酸化物換算した値にて25〜45mol%、B成分をB 2 O 3 に酸化物換算した値にて20〜40mol%、Zn成分をZnOに酸化物換算した値にて5〜25mol%、Ba及び/又はSr成分を、BaOないしSrOに酸化物換算した値にて合計で0.5〜15mol%含有するとともに、
アルカリ金属成分として、NaはNa 2 O、KはK 2 O、LiはLi 2 Oに酸化物換算した値にて、それらの1種又は2種以上を合計で5〜10mol%の範囲にて含有し、かつ最も含有率の高い成分がKであり、
また、Ti、Zr及びHfの1種又は2種以上の成分を、ZrはZrO 2 に、TiはTiO 2 に、HfはHfO 2 にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲で含有するとともに、
さらに、Mo、W、Ni、Co、Fe及びMnの1種又は2種以上の成分を、MoはMoO 3 、WはWO 3 、NiはNi 3 O 4 、CoはCo 3 O 4 、FeはFe 2 O 3 、MnはMnO 2 にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲にて含有することを特徴とする。
【0017】
上記第二の構成は、その釉薬層が、アルカリ金属成分がKを必ずしも必須としない点(その一)と、Ti、Zr及びHfの1種又は2種以上の成分を、上記範囲にて含有する点とを除き、他の釉薬組成は前記第一の構成と同じである。従って、第一の構成の効果A〜Cを同様に達成することができる。他方、Ti、Zr及びHfの1種又は2種以上の成分を含有させることにより、以下の新たな効果を奏することができる。
【0018】
(効果E)
また、Ti、ZrあるいはHfの配合により、耐水性が改善される。Zr成分あるいはHf成分に関しては、釉薬層の耐水性改善効果がTi成分に比して一層顕著である。なお、「耐水性が良好」とは、例えば粉末状の釉薬原料を水等の溶媒とともに混合し、釉薬スラリーの形で長時間放置した場合に、成分溶出による釉薬スラリーの粘性が高くなる不具合を生じにくくなるということを意味する。その結果、釉薬スラリーを絶縁体に塗布する場合に、その塗布厚さを適正化することが容易となり、また厚さのばらつきも小さくなる。その結果、釉焼により形成される釉薬層の厚さの適正化とばらつき低減とを効果的に図ることができる。これら成分の添加量が0.5mol%未満では釉薬層の厚さの適正化の効果が不足し、膜厚増大による釉薬層の絶縁抵抗低下につながる場合がある。
【0019】
なお、釉薬層は、上記の第一及び第二の構成を組み合わせたものに相当する組成を選択することもできる。これにより、前記の5つの効果A〜Eを同時に達成することが可能となる。
【0020】
次に、本発明のスパークプラグの第三の構成は、釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
また、ガラス骨格成分としてSi成分及びB成分の一方又は双方を含有するとともに、アルカリ金属成分としてLi、Na及びKの3つの成分を含み、かつ、Li2Oに酸化物換算した場合の合計モル含有量をNLi2O、Na2Oに酸化物換算したNa成分のモル含有量NNa2O、K2Oに酸化物換算したK成分のモル含有量NK2Oとして、
NNa2O<NLi2O<NK2O
を満たす組成を有することを特徴とする。
【0021】
この構成のスパークプラグの釉薬層は、Pb成分の含有量をPbO換算にて1mol%以下とする点につき、前記第一及び第二の構成と同じである。従って、前述の効果Aを達成することができる。また、ガラス骨格成分としてSi成分及びB成分の一方又は双方を含有させつつ、アルカリ金属成分としてのLi、Na及びKの、3つの成分の含有量を、上記のような関係を満たすように調整することで、以下の新たな効果を奏することができる。
【0022】
(効果F)
アルカリ金属成分は、本来はイオン伝導性が高く、ガラス質の釉薬層中において絶縁性を低下させる方向に作用する。他方、Si成分あるいはB成分はガラス骨格の形成成分であり、その含有量を適切に設定することで骨格網目の大きさが、アルカリ金属のイオン伝導をブロックする上で好都合なものとなり、良好な絶縁性能を確保できるようになる。他方、Si成分あるいはB成分は骨格形成しやすい成分であるから、釉焼時の流動性を低下させる向きに作用するが、前記の範囲のアルカリ金属成分を含有させることで、共晶反応による融点低下及びSiイオンとOイオンとの相互作用による錯陰イオン形成防止により、釉焼時の流動性が向上する。
【0023】
ここで、K成分は、前述の通りNa及びLiに比べて原子量が大きいため、同じmol含有率にアルカリ金属成分の合計含有量を設定した場合には、K成分はNa成分やLi成分ほどの流動性改善効果は示さないが、他方、NaやLi(特にLi)と比較して、ガラス質の釉薬層中でのイオン移動度が比較的小さいことから、含有量を増大させても釉薬層の絶縁性を低下させにくい性質を有する。これに対し、Li成分は、原子量が小さいために流動性改善効果はK成分と比較して大きいが、イオン移動度が高いために過度の添加は釉薬層の絶縁性低下を引き起こしやすい。しかしながら、Li成分は、K成分と異なり、釉薬層の熱膨張係数を小さくする特性を有している。
【0024】
そこで、アルカリ金属成分のうち、K成分の含有量を最も高くすることで釉薬層の絶縁性低下を効果的に抑制することができ、これに次ぐ含有量でLi成分を配合することにより、釉焼時の流動性を確保できるとともに、K成分配合による釉薬層の熱膨張係数の増大を抑制することができ、下地のアルミナとの熱膨張係数を合わせることができる。そして、Li成分添加による絶縁性低下の傾向は、KあるいはLiよりも少ない量にてNa成分を配合することで、3成分によるアルカリ共添加効果(後述)により効果的に抑制することができる。この結果、絶縁性が高くしかも釉焼時の流動性に富み、さらに、絶縁体構成セラミックであるアルミナとの熱膨張係数の差も小さい理想的な釉薬組成が実現される。すなわち、本発明の第二の課題が解決される。
【0025】
なお、上記第三の構成にて使用する釉薬層は、上記の第一及び/又は第二の構成における釉薬組成と組み合わせたものに相当する組成とすることもできる。
【0026】
以下、上記スパークプラグの構成における釉薬層の各構成成分の含有量範囲の臨界的意味について説明する。釉薬中のMo、W、Ni、Co、Fe及びMnの1種又は2種以上の成分(以下、流動性改善遷移金属成分という)の、酸化物換算した合計含有量が0.5mol%未満では、釉焼時の流動性を改善して平滑な釉薬層を得やすくする効果が必ずしも十分達成できなくなる場合がある。他方、5mol%を超えると、釉薬の軟化点の、過度の上昇により釉焼が困難あるいは不能となる場合がある。
【0027】
また、流動性改善遷移金属成分の含有量が過剰となった場合の問題点として、釉薬層に意図せざる着色を生ずる場合があることが挙げられる。例えば、絶縁体の外面には、製造者等を特定するための文字や図形あるいは品番などの視覚情報を色釉を用いて印刷することが行われているが、釉薬層の着色があまり強くなりすぎると、印刷された視覚情報の読み取りが困難となる場合がある。また、別の現実的な問題としては、釉薬組成変更に由来する色調変化が、購買者側では「使い慣れた外観色の理由なき変更」に映じ、その抵抗感から必ずしもスムーズに製品が受け入れられない、といった不具合も生じうる。
【0028】
なお、釉薬層の下地を形成する絶縁体は、本発明においては白色を呈するアルミナ系セラミックにて構成されるが、着色の防止ないし抑制の観点においては、絶縁体上に形成された状態にて観察した釉薬層の外観色調が、彩度Csが0〜6、明度Vsが7.5〜10となるように組成調整すること、例えば上記の遷移金属成分の含有量を調整することが望ましい。彩度が6を超えると、肉眼による色相識別性が顕著となり、また、明度が7.5より小さくなると、灰色あるいは黒っぽい色調が識別され易くなる。いずれも、外観上、「明らかに色がついている」印象がぬぐいきれなくなる問題を生ずる。なお、彩度Csは望ましくは0〜2、よりに望ましくは0〜1とするのがよく、彩度Vsは望ましくは8〜10、より望ましくは9〜10とするのがよい。本明細書においては、明度VS及び彩度CSの測定方法については、JIS−Z8722「色の測定方法」において、「4.分光測色方法」の「4.3反射物体の測定方法」に規定された方法を用いるものとする。ただし、簡略な方法として、JIS−Z8721に準拠して作成された標準色票との目視比較により、明度及び彩度を知ることもできる。
【0029】
釉焼時の流動性改善効果が特に顕著であるのはMo、Fe、次いでWであり、例えば必須遷移金属成分の全てをMo、FeあるいはWとすることも可能である。また、釉焼時の流動性改善効果をより高める上では、必須遷移金属成分の50mol%以上をMoとすることが望ましい。
【0030】
次に、釉薬層中のアルカリ金属成分の合計含有量は、5〜10mol%とすることが望ましい。5mol%未満では釉薬の軟化点が上昇し、釉焼が不能となる場合がある。また、10mol%を超えると、釉薬の絶縁性が低下し、耐フラッシュオーバー性が損なわれる場合がある。アルカリ金属成分の含有量は、望ましくは5〜8mol%とするのがよい。また、アルカリ金属成分に関しては1種類のアルカリ金属成分を単独添加するのではなく、Na、K、Liから選ばれる2種類以上を共添加することが釉薬層の絶縁性低下抑制にさらに有効である。その結果、絶縁性を低下させずにアルカリ金属成分の含有量を増大させることができ、結果として釉焼時の流動性確保及び耐フラッシュオーバ性の確保という2つの目的を同時に達成することが可能となる(いわゆる、アルカリ共添加効果)。
【0031】
また、アルカリ金属成分Na、K、Liのうち、K成分の割合を上記のように酸化物換算したモル含有量で、
0.4≦K/(Na+K+Li)≦0.8
の範囲に設定することが好ましい。これにより、絶縁性を向上させる効果が一層高められる。ただし、K/(Na+K+Li)の値が0.4未満では、その効果が不十分となる場合がある。
【0032】
他方、K/(Na+K+Li)の値を0.8以下とするのは釉焼時の流動性を確保するためである。K/(Na+K+Li)の値を0.8以下とすることは、残部0.2以上(0.6以下)の範囲でK以外のアルカリ金属成分が共添加されることを意味する。なお、K/(Na+K+Li)の値はより望ましくは0.5〜0.7の範囲にて調整することがより望ましい。
【0033】
また、アルカリ金属成分のうち、Li成分は、絶縁性改善のためのアルカリ共添加効果の発現と、釉薬層の熱膨張係数調整、さらには、釉焼時の流動性確保、また機械的強度向上のため、なるべく含有させることが好ましい。Li成分は、前記のように酸化物換算したモル含有量で、
0.2≦Li/(Na+K+Li)≦0.5
の範囲に設定することが好ましい。
【0034】
Liの割合が0.2未満では、下地のアルミナに比べて熱膨張係数が大きくなりすぎ、その結果、貫入(クレージング)等の欠陥が生じやすくなり、釉焼面の仕上がり確保が不十分となる場合がある。一方、Liの割合が0.5よりも大きくなると、Liイオンが、アルカリ金属イオンの中でも比較的移動度が高いことから、釉薬層の絶縁性能に悪影響を及ぼす場合がある。Li/(Na+K+Li)の値は、より望ましくは0.3〜0.45の範囲にて調整するのがよい。なお、アルカリ金属成分の共添加効果による絶縁性向上効果をさらに高めるため、アルカリ金属成分の合計含有量が過剰となって導電性が却って損なわれることにならない範囲にて、Na等の第三成分以降の、他のアルカリ金属成分を配合することも可能であり、特に望ましくは、Na、K及びLiの3つの成分を全て含有させるのがよい。
【0035】
次に、Si成分は、25mol%未満になると、十分な絶縁性能の確保が困難となる場合がある。また、Si成分が45mol%を超えると、釉焼が困難となる場合がある。なお、該Si成分含有量は、より望ましくは30〜40mol%の範囲で設定するのがよい。
【0036】
また、B成分含有量が20mol%未満になると、釉薬の軟化点が上昇し、釉焼が困難となる場合がある。他方、B成分含有量が40mol%を超えると、釉チヂレが引き起こされやすくなる。また、他の成分の含有量によっては、釉薬層の失透、絶縁性の低下あるいは下地との熱膨張係数不適合といった問題についても懸念が生ずる場合がある。なお、該B成分含有量は、望ましくは25〜35mol%の範囲で設定するのがよい。
【0037】
Zn成分含有量は、5mol%未満になると、釉薬層の熱膨張係数が大きくなりすぎ、釉薬層に貫入等の欠陥が生じやすくなる場合がある。また、Zn成分は釉薬の軟化点を低下させる作用も有するので、これが不足すれば釉焼が困難となる場合がある。他方、Zn成分の含有量が25mol%を超えると、失透により釉薬層に白濁等を生じやすくなる。なお、該Zn成分の含有量は、望ましくは10〜20mol%の範囲で設定するのがよい。
【0038】
Ba成分ないしSr成分は、釉薬層の絶縁性向上に寄与するほか、強度の向上にも効果がある。その合計含有量が0.5mol%未満になると、釉薬の絶縁性が低下し、耐フラッシュオーバー性が損なわれることにつながる場合がある。他方、合計含有量が20mol%を超えると、釉薬層の熱膨張係数が高くなりすぎ、釉薬層に貫入等の欠陥が生じやすくなる。また、釉薬層に白濁等も生じやすくなる。Ba及びSr成分の合計含有量は、絶縁性向上及び熱膨張係数調整の観点から、望ましくは0.5〜10mol%の範囲で設定するのがよい。なお、Ba成分とSr成分とは、いずれか一方を単独で含有させてもよいし、両者を混合して含有してもよい。ただし、原料コスト的な面においては、より安価なBa成分の使用が有利である。
【0039】
なお、Ba成分及びSr成分は、使用原料によっては釉薬中にて酸化物以外の形態で存在する場合がある。例えば、BaSO4をBa成分源として用いた場合、S成分が釉薬層中に残留することがある。この硫黄成分は釉焼時に釉薬層の表面近くに濃化して、溶融釉薬の表面張力を低下させ、得られる釉薬層の平滑性を高めることができる場合がある。
【0040】
また、Zn成分とBa及び/又はSr成分との合計含有量は、前記した酸化物換算にて8〜30mol%となっていることが望ましい。これらの合計含有量が30mol%を超えると釉薬層に白濁等を生じる場合がある。例えば、絶縁体の外面には、製造者等を特定するための文字や図形あるいは品番などの視覚情報を、色釉等を用いて印刷・焼付けすることが行われているが、白濁等により、印刷された視覚情報の読み取りが困難となる場合がある。また、8mol%未満では、釉薬の軟化点が過度に上昇して釉焼が困難となり、また、外観不良の原因ともなりうる。なお、該合計含有量は、望ましくは10〜20mol%となっているのがよい。
【0041】
釉薬には、Al2O3に酸化物換算した値にて1〜10mol%のAl成分、CaОに酸化物換算した値にて1〜10mol%のCa成分、及び、及びMgOに酸化物換算した値にて0.1〜10mol%のMg成分の1種又は2種以上を合計で1〜15mol%含有させることができる。Al成分は釉薬層の失透を抑制する効果を有し、Ca成分とMg成分とは釉薬層の絶縁性向上に寄与する。特に、Ca成分は、釉薬層の絶縁性改善を図る上で、Ba成分あるいはZn成分に次いで有効である。添加量が上記の各下限値未満では効果に乏しく、また、個々の成分の上限値又は合計含有量の上限値を超えた場合には、釉薬の軟化点の過度の上昇により釉焼が困難あるいは不能となる場合がある。
【0042】
また、熱膨張係数の観点において、釉薬は、BをB2O3、及びZnをZnOにそれぞれ酸化物換算した場合の合計モル含有量をN(B2O3+ZnO)とし、アルカリ土類金属成分RE(ただし、REはBa、Mg、Ca及びSrから選ばれる1種又は2種以上)を組成式REО、及びアルカリ金属成分R(ただし、Rは、Na、K、Liから選ばれる1種又は2種以上)を組成式R2Oにそれぞれ酸化物換算した場合の合計モル含有量をN(REO+R2O)として、
1.5≦N(B2O3+ZnO)/N(REO+R2O)≦3.0
とすることが望ましい。これは、B2O3及びZnOが、熱膨張係数を小さくする方向に働き、一方、アルカリ土類金属酸化物REO及びアルカリ金属酸化物R2Oが熱膨張係数を大きくする方向に働くために、その割合を調整することで下地のアルミナとの熱膨張係数を合わせることができるのである。その結果、釉薬層に貫入、ひび割れ、剥離等の欠陥が生じるのを防ぐことができる。上記範囲が1.5未満では、下地のアルミナに比べて熱膨張係数が大きくなりすぎ、その結果、貫入(クレージング)等の欠陥が生じやすくなり、釉焼面の仕上がり確保が不十分となる場合がある。一方、上記範囲が3.0よりも大きくなると、下地のアルミナに比べて熱膨張係数が小さくなりすぎ、その結果、釉薬層に、ひび割れ、剥離、チヂレ等の欠陥が生じやすくなる場合がある。さらに、この効果をより顕著なものとするためには、
1.7≦N(B2O3+ZnO)/N(REO+R2O)≦2.5
とすることがより望ましい。
【0043】
また、Bi、Sn、Sb、P、Cu、Ce及びCrの1種又は2種以上の補助成分を、BiはBi2O3に、SnはSnO2に、SbはSb2O5に、PはP2O5に、CuはCuOに、CeはCeO2に、CrはCr2O3にそれぞれ酸化物換算した値にて合計で5mol%以下の範囲で含有させることができる。これらの成分は、各種目的に応じて積極的に添加することもできるし、釉薬原料(あるいは、後述する釉薬スラリーの調製時に配合する粘土鉱物)や、釉薬フリット製造のための溶融工程における耐火材等からの不純物(あるいはコンタミ)として不可避に混入する場合もある。いずれも釉焼時の流動性を高め、釉薬層中の気泡形成を抑制したり、あるいは釉焼面の付着物を流動時に包み込んで、異常突起となることを防ぐ効果を有する。BiとSbは特に効果が顕著である。
【0044】
なお、本発明のスパークプラグの構成においては、釉薬中における前記各成分は酸化物の形で含有されることとなるが、非晶質のガラス相を形成するなどの要因により、酸化物による存在形態を直接は同定できないことも多い。この場合は、釉薬層中における、前記酸化物換算した値での元素成分の含有量が前述の範囲のものとなっていれば、本発明の範囲に属するものとみなす。
【0045】
ここで、絶縁体上に形成された釉薬層の各成分の含有量は、例えばEPMA(電子プローブ微小分析)やXPS(X線光電子分光)等の公知の微小分析方法を用いて同定できる。例えばEPMAを用いる場合、特性X線の測定には、波長分散方式とエネルギー分散方式のいずれを用いてもよい。また、絶縁体から釉薬層を剥離し、これを化学分析あるいはガス分析することにより組成同定する方法もある。
【0046】
また、上記釉薬層を有する本発明のスパークプラグは、絶縁体の貫通孔内において、中心電極と一体に、又は導電性結合層を間に挟んで中心電極と別体に設けられた軸状の端子金具部を備えたものとして構成できる。この場合、該スパークプラグ全体を約500℃に保持し、絶縁体を介して端子金具部と主体金具との間で通電することにより絶縁抵抗値を測定することができる。そして、高温での絶縁耐久性を確保するために、この絶縁抵抗値は200MΩ以上、望ましくは400MΩ以上確保されていることが、フラッシュオーバ等の発生を防止する上で望ましい。
【0047】
図6は、その測定系の一例を示すものである。すなわち、スパークプラグ100の端子金具13側に直流定電圧電源(例えば電源電圧1000V)を接続するとともに主体金具1側を接地し、加熱炉中にスパークプラグ100を配置して500℃に加熱した状態で通電を行う。例えば、電流測定用抵抗(抵抗値Rm)を用いて通電電流値Imを測定する場合を考えると、通電電圧をVSとして、測定すべき絶縁抵抗値Rxは、(VS/Im)−Rmにて求めることができる(図では、通電電流値Imを、電流測定用抵抗の両端電圧差を増幅する差動増幅器の出力により測定している)。
【0048】
また、絶縁体は、Al成分をAl2O3に酸化物換算した値にて85〜98mol%含有するアルミナ系絶縁材料で構成することができる。また、釉薬は、20〜350℃の温度範囲における釉薬の平均の熱膨張係数が、5×10−6/℃〜8.5×10−6/℃の範囲のものとなっていることが望ましい。熱膨張係数がこの下限値より小さくなっていると、釉薬層に亀裂や釉飛び等の欠陥が生じやすくなる場合がある。他方、熱膨張係数がこの上限値より大きくなっていると、釉薬層に貫入(クレージング)等の欠陥が生じやすくなる。なお、上記熱膨張係数は、より望ましくは6×10−6/℃〜8×10−6/℃の範囲のものとなっているのがよい。
【0049】
釉薬層の熱膨張係数は、釉薬層と略同一組成となるように原料を配合・溶解して得たガラス質の釉薬バルク体から試料を切り出し、これを用いて公知のディラトメータ法等により測定した値により推定することができる。また、絶縁体上の釉薬層の熱膨張係数は、例えばレーザ干渉計や原子間力顕微鏡等を用いて測定することが可能である。
【0050】
絶縁体には、軸線方向中間位置においてその外周面に周方向の突出部を形成しておくことができる。そして、軸線方向において前記中心電極の先端に向かう側を前方側として、突出部に対し後方側に隣接する絶縁体本体部の基端部外周面が円筒面状に形成することができる。この場合、その基端部外周面を覆う形で釉薬層が膜厚7〜50μmの範囲内にて形成されていることが望ましい。
【0051】
自動車エンジン等では、ゴムキャップを用いてスパークプラグをエンジン電装系に取り付ける方式が一般に広く採用されているが、耐フラッシュオーバ性を向上させるためには、絶縁体とゴムキャップ内面との密着性が重要である。本発明者らが鋭意検討したところ、硼珪酸ガラス系あるいはアルカリ硼珪酸ガラス系の無鉛釉薬においては、平滑な釉焼面を得る上で、釉薬層の膜厚調整が重要であることがわかった。そして、上記絶縁体本体部の基端部外周面は、特にゴムキャップとの密着性が求められることから、膜厚調整を適切に行わなければ、耐フラッシュオーバ性等を十分に確保できなくなることが判明した。そこで、第三発明のスパークプラグにおいては、上記組成の無鉛釉薬層を有する絶縁体において、本体部の基端部外周面を覆う釉薬層の膜厚を上記数値範囲に設定することにより、釉薬層の絶縁性を低下させることなく釉焼面とゴムキャップとの密着性が高められ、ひいては耐フラッシュオーバ性を向上させることができる。
【0052】
絶縁体の当該部位における釉薬層の厚さが7μm未満になると、上記組成の無鉛釉薬では均一で平滑な釉焼面を形成することが困難となり、釉焼面とゴムキャップとの密着性が損なわれて耐フラッシュオーバ性が不十分となる。また、釉薬層の厚さが50μmを超えると通電断面積が増加し、上記組成の無鉛釉薬では絶縁性の確保が困難となるので、同様に耐フラッシュオーバ性低下につながる場合がある。
【0053】
釉薬層の厚さを均一化し、過度に(あるいは局所的に)厚い釉薬層が形成されることを抑制するためには、前述の通り、Ti、ZrあるいはHfの添加を行なうことが有効である。
【0054】
次に、上記本発明のスパークプラグは、以下のような製造方法により製造することができる。すなわち、該方法は、釉薬の各成分源となる成分源粉末を所期の組成が得られるように配合して混合後、その混合物を1000〜1500℃に加熱して溶融させ、その溶融物を急冷・ガラス化し粉砕した釉薬粉末を調製する釉薬粉末調製工程と、
その釉薬粉末を絶縁体の表面に堆積させて釉薬粉末堆積層を形成する釉薬粉末堆積工程と、
その絶縁体を加熱することにより、釉薬粉末堆積層を絶縁体表面に焼き付けて釉薬層となす釉焼工程と、
を含む。
【0055】
なお、各成分の成分源粉末としては、それら成分の酸化物(複合酸化物でもよい)の他、水酸化物、炭酸塩、塩化物、硫酸塩、硝酸塩、リン酸塩等の各種無機系材料粉末を使用できる。これら無機系材料粉末は、いずれも加熱・溶融により酸化物に転化できるものを使用する必要がある。また、急冷は、溶融物を水中に投じる方法の他、溶融物を冷却ロール表面に噴射してフレーク状の急冷凝固物を得る方法も採用できる。
【0056】
釉薬粉末は、水又は溶媒中に分散させることにより釉薬スラリーとして使用可能であり、例えば、釉薬スラリーを絶縁体表面に塗布し乾燥することで、釉薬粉末堆積層を該釉薬スラリーの塗布層として形成できる。なお、釉薬スラリーを絶縁体表面に塗布する方法としては、釉薬スラリーを噴霧ノズルから絶縁体表面に噴霧する方法を用いると、均一な厚さの釉薬粉末堆積層を簡単に形成でき、その塗布厚さの調整も容易である。
【0057】
釉薬スラリーには、形成した釉薬粉末堆積層の形状保持力を高める目的で、適量の粘土鉱物や有機バインダーを配合できる。粘土鉱物は、含水アルミノケイ酸塩を主体に構成されるものを使用でき、例えばアロフェン、イモゴライト、ヒシンゲライト、スメクタイト、カオリナイト、ハロイサイト、モンモリロナイト、イライト、バーミキュライト、ドロマイト等(あるいはそれらの合成物)の1種又は2種以上を主体とするものを使用できる。また、含有される酸化物系成分の観点においては、SiO2及びAl2O3に加え、Fe2O3、TiO2、CaO、MgO、Na2O及びK2O等の1種又は2種以上を主に含有するものを使用することができる。
【0058】
本発明のスパークプラグは、絶縁体の軸方向に形成された貫通孔に対し、その一方の端部側に端子金具が固定され、同じく他方の端部側に中心電極が固定されるとともに、該貫通孔内において端子金具と中心電極との間に、それらを電気的に接合するための、主にガラスと導電性材料との混合物からなる焼結導電材料部(例えば導電性ガラスシール層や抵抗体)が形成されたものとして構成できる。これを製造する場合、次のような工程を含む方法を採用できる。
・組立体製造工程:絶縁体の貫通孔に対し、その一方の端部側に端子金具が配置され、同じく他方の端部側に中心電極が配置されるとともに、該貫通孔内において端子金具と中心電極との間に、ガラス粉末と導電性材料粉末とを主体とする焼結導電材料原料粉末の充填層を形成した組立体を製造する。
・釉焼工程:絶縁体の表面に釉薬粉末堆積層を形成した状態の組立体を、800〜950℃の温度範囲に加熱して、釉薬粉末堆積層を絶縁体表面に焼き付けて釉薬層となす工程と、充填層中のガラス粉末を軟化させる工程とを同時に行う。
・プレス工程:その加熱された組立体において、貫通孔内にて中心電極と端子金具とを相対的に接近させることにより、充填層をそれら中心電極と端子金具との間でプレスして焼結導電材料部となす。
【0059】
この場合、焼結導電材料部により端子金具と中心電極とが電気的に接合されるとともに、絶縁体貫通孔の内面とそれら端子金具及び中心電極との間が封着(シール)される。従って、上記釉焼工程がガラスシール工程を形成することになる。該方法では、ガラスシール工程と釉焼工程とが同時になされるので効率的である。また、前述の釉薬を用いるため釉焼温度を800〜950℃と低くできるので、中心電極や端子金具の酸化による製造不良が発生しにくく、スパークプラグの製品歩留まりが向上する。ただし、釉焼工程を先に行っておいて、その後にガラスシール工程を行うようにすることもできる。
【0060】
釉薬層の軟化点は、例えば520〜700℃の範囲で調整するのがよい。軟化点が700℃を超えると、ガラスシール工程に釉焼工程を兼用させる場合に950℃以上の釉焼温度が必要となり、中心電極や端子金具の酸化が進みやすくなる。他方、軟化点が520℃未満になると、釉焼温度も800℃未満の低温に設定する必要が生ずる。この場合、良好なガラスシール状態が得られるよう、焼結導電材料部に使用するガラスも軟化点の低いものを使用しなければならなくなる。その結果、完成したスパークプラグが比較的高温の環境下で長時間使用された場合に、焼結導電材料部中のガラスが変質しやすくなるため、例えば焼結導電材料部が抵抗体を含む場合には、その負荷寿命特性などの性能の劣化につながる場合がある。なお、釉薬層の軟化点は、望ましくは520〜620℃の範囲で調整するのがよい。
【0061】
なお、釉薬層の軟化点は、例えば釉薬層を絶縁体から剥離して加熱しながら示差熱分析を行い、屈状点を表す最初の吸熱ピークの次に現われるピーク(すなわち第2番目に発生する吸熱ピーク)の温度をもって該軟化点とする。また、絶縁体表面に形成された釉薬層の軟化点については、釉薬層中の各成分の含有量をそれぞれ分析して酸化物換算した組成を算出し、この組成とほぼ等しくなるように、各被酸化元素成分の酸化物原料を配合・溶解後、急冷してガラス試料を得、そのガラス試料の軟化点をもって当該形成された釉薬層の軟化点を推定することもできる。
【0062】
【発明の実施の形態】
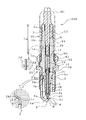
以下、本発明の実施の形態を図面に示すいくつかの実施例を参照して説明する。図1は、本発明の第一の構成に係るスパークプラグの一実施例を示す。該スパークプラグ100は、筒状の主体金具1、先端部21が突出するようにその主体金具1の内側に嵌め込まれた絶縁体2、先端に形成された発火部31を突出させた状態で絶縁体2の内側に設けられた中心電極3、及び主体金具1に一端が溶接等により結合されるとともに他端側が側方に曲げ返されて、その側面が中心電極3の先端部と対向するように配置された接地電極4等を備えている。また、接地電極4には上記発火部31に対向する発火部32が形成されており、それら発火部31と、対向する発火部32との間の隙間が火花放電ギャップgとされている。
【0063】
主体金具1は、低炭素鋼等の金属により円筒状に形成されており、スパークプラグ100のハウジングを構成するとともに、その外周面には、プラグ100を図示しないエンジンブロックに取り付けるためのねじ部7が形成されている。なお、1eは、主体金具1を取り付ける際に、スパナやレンチ等の工具を係合させる工具係合部であり、六角状の軸断面形状を有している。
【0064】
また、絶縁体2の軸方向には貫通孔6が形成されており、その一方の端部側に端子金具13が固定され、同じく他方の端部側に中心電極3が固定されている。また、該貫通孔6内において端子金具13と中心電極3との間に抵抗体15が配置されている。この抵抗体15の両端部は、導電性ガラスシール層16,17を介して中心電極3と端子金具13とにそれぞれ電気的に接続されている。これら抵抗体15と導電性ガラスシール層16,17とが焼結導電材料部を構成している。なお、抵抗体15は、ガラス粉末と導電材料粉末(及び必要に応じてガラス以外のセラミック粉末)との混合粉末を原料とし、後述のガラスシール工程においてこれを加熱・プレスすることにより得られる抵抗体組成物で構成される。なお、抵抗体15を省略して、一層の導電性ガラスシール層により端子金具13と中心電極3とを一体化した構成としてもよい。
【0065】
絶縁体2は、内部に自身の軸方向に沿って中心電極3を嵌め込むための貫通孔6を有し、全体が以下の絶縁材料により構成されている。すなわち、該絶縁材料はアルミナを主体に構成され、Al成分を、Al2O3に換算した値にて85〜98mol%(望ましくは90〜98mol%)含有するアルミナ系セラミック焼結体として構成される。
【0066】
Al以外の成分の具体的な組成としては下記のようなものを例示できる。
Si成分:SiO2換算値で1.50〜5.00mol%;
Ca成分:CaO換算値で1.20〜4.00mol%;
Mg成分:MgO換算値で0.05〜0.17mol%;
Ba成分:BaO換算値で0.15〜0.50mol%;
B成分:B2O3換算値で0.15〜0.50mol%。
【0067】
絶縁体2の軸方向中間には、周方向外向きに突出する突出部2eが例えばフランジ状に形成されている。そして、絶縁体2には、中心電極3(図1)の先端に向かう側を前方側として、該突出部2eよりも後方側がこれよりも細径に形成された本体部2bとされている。一方、突出部2eの前方側にはこれよりも細径の第一軸部2gと、その第一軸部2gよりもさらに細径の第二軸部2iがこの順序で形成されている。なお、本体部2bの外周面後端部にはコルゲーション部2cが形成されている。また、第一軸部2gの外周面は略円筒状とされ、第二軸部2iの外周面は先端に向かうほど縮径する略円錐面状とされている。
【0068】
他方、中心電極3の軸断面径は抵抗体15の軸断面径よりも小さく設定されている。そして、絶縁体2の貫通孔6は、中心電極3を挿通させる略円筒状の第一部分6aと、その第一部分6aの後方側(図面上方側)においてこれよりも大径に形成される略円筒状の第二部分6bとを有する。端子金具13と抵抗体15とは第二部分6b内に収容され、中心電極3は第一部分6a内に挿通される。中心電極3の後端部には、その外周面から外向きに突出して電極固定用凸部3cが形成されている。そして、上記貫通孔6の第一部分6aと第二部分6bとは、図3(a)の第一軸部2g内において互いに接続しており、その接続位置には、中心電極3の電極固定用凸部3cを受けるための凸部受け面6cがテーパ面あるいはアール面状に形成されている。
【0069】
また、第一軸部2gと第二軸部2iとの接続部2hの外周面は段付面とされ、これが主体金具1の内面に形成された主体金具側係合部としての凸条部1cとリング状の板パッキン63を介して係合することにより、軸方向の抜止めがなされている。他方、主体金具1の後方側開口部内面と、絶縁体2の外面との間には、フランジ状の突出部2eの後方側周縁と係合するリング状の線パッキン62が配置され、そのさらに後方側にはタルク等の充填層61を介してリング状の線パッキン60が配置されている。そして、絶縁体2を主体金具1に向けて前方側に押し込み、その状態で主体金具1の開口縁をパッキン60に向けて内側に加締めることにより加締め部1dが形成され、主体金具1が絶縁体2に対して固定されている。
【0070】
図3(a)及び図3(b)は絶縁体2のいくつかの例を示すものである。その各部の寸法を以下に例示する。
・全長L1:30〜75mm。
・第一軸部2gの長さL2:0〜30mm(ただし、突出部2eとの接続部2fを含まず、第二軸部2iとの接続部2hを含む)。
・第二軸部2iの長さL3:2〜27mm。
・本体部2bの外径D1:9〜13mm。
・突出部2eの外径D2:11〜16mm。
・第一軸部2gの外径D3:5〜11mm。
・第二軸部2iの基端部外径D4:3〜8mm。
・第二軸部2iの先端部外径D5(ただし、先端面外周縁にアールないし面取りが施される場合は、中心軸線Oを含む断面において、該アール部ないし面取部の基端位置における外径を指す):2.5〜7mm。
・貫通孔6の第二部分6bの内径D6:2〜5mm。
・貫通孔6の第一部分6aの内径D7:1〜3.5mm。
・第一軸部2gの肉厚t1:0.5〜4.5mm。
・第二軸部2iの基端部肉厚t2(中心軸線Oと直交する向きにおける値):0.3〜3.5mm。
・第二軸部2iの先端部肉厚t3(中心軸線Oと直交する向きにおける値;ただし、先端面外周縁にアールないし面取りが施される場合は、中心軸線Oを含む断面において、該アール部ないし面取部の基端位置における肉厚を指す):0.2〜3mm。
・第二軸部2iの平均肉厚tA((t2+t3)/2):0.25〜3.25mm。
【0071】
また、図1において、絶縁体2の主体金具1の後方側に突出している部分2kの長さLQは、23〜27mm(例えば25mm程度)である。さらに、絶縁体2の中心軸線Oを含む縦断面を取ったときに、絶縁体2の突出部分2kの外周面において、主体金具1の後端縁に対応する位置から、コルゲーション2cを経て絶縁体2の後端縁に至るまでの、その断面外形線に沿って測った長さLPは26〜32mm(例えば29mm程度)である。
【0072】
なお、図3(a)に示す絶縁体2における上記各部寸法は、例えば以下の通りである:L1=約60mm、L2=約10mm、L3=約14mm、D1=約11mm、D2=約13mm、D3=約7.3mm、D4=5.3mm、D5=4.3mm、D6=3.9mm、D7=2.6mm、t1=3.3mm、t2=1.4mm、t3=0.9mm、tA=1.15mm。
【0073】
また、図3(b)に示す絶縁体2は、第一軸部2g及び第二軸部2iがそれぞれ、図3(a)に示すものと比較してやや大きい外径を有している。各部の寸法は、例えば以下の通りである:L1=約60mm、L2=約10mm、L3=約14mm、D1=約11mm、D2=約13mm、D3=約9.2mm、D4=6.9mm、D5=5.1mm、D6=3.9mm、D7=2.7mm、t1=3.3mm、t2=2.1mm、t3=1.2mm、tA=1.65mm。
【0074】
次に、図2に示すように、絶縁体2の表面、具体的にはコルゲーション部2cを含む本体部2bの外周面に釉薬層2dが形成されている。釉薬層2dの形成厚さは7〜150μm、望ましくは10〜50μmとされる。なお、図1に示すように、本体部2bに形成された釉薬層2dは、その軸方向前方側が主体金具1の内側に所定長入り込む形で形成される一方、後方側は本体部2bの後端縁位置まで延びている。
【0075】
次に、釉薬層2dは、課題を解決するための手段及び作用・効果の欄にて説明した本発明の少なくともいずれかの組成を有するものである。各成分の組成範囲の臨界的意味については、既に詳細に説明済みであるからここでは繰り返さない。また、絶縁体本体部2bの基端部(主体金具1から後方に突出している部分の、コルゲーション部2cが付与されていない円筒状の外周面を呈する部分)外周面における釉薬層2dの厚さtg(平均値)は7〜50μmである。コルゲーション部2cは省略することもでき、この場合は、主体金具1の後端縁を基点として本体部1bの突出長さLQの50%までの部分の外周面における釉薬層2dの厚さ(平均値)をtgとみなす。
【0076】
次に、接地電極4及び中心電極3の本体部3aはNi合金等で構成されている。また、中心電極3の本体部3aの内部には、放熱促進のためにCuあるいはCu合金等で構成された芯材3bが埋設されている。一方、上記発火部31及び対向する発火部32は、Ir、Pt及びRhの1種又は2種以上を主成分とする貴金属合金を主体に構成される。中心電極3の本体部3aは先端側が縮径されるとともにその先端面が平坦に構成され、ここに上記発火部を構成する合金組成からなる円板状のチップを重ね合わせ、さらにその接合面外縁部に沿ってレーザー溶接、電子ビーム溶接、抵抗溶接等により溶接部Wを形成してこれを固着することにより発火部31が形成される。また、対向する発火部32は、発火部31に対応する位置において接地電極4にチップを位置合わせし、その接合面外縁部に沿って同様に溶接部Wを形成してこれを固着することにより形成される。なお、これらチップは、例えば表記組成となるように各合金成分を配合・溶解することにより得られる溶解材、又は合金粉末あるいは所定比率で配合された金属単体成分粉末を成形・焼結することにより得られる焼結材により構成することができる。なお、発火部31及び対向する発火部32は少なくとも一方を省略する構成としてもよい。
【0077】
上記スパークプラグ100は、例えば下記のような方法で製造される。まず、絶縁体2であるが、これは原料粉末として、アルミナ粉末と、Si成分、Ca成分、Mg成分、Ba成分及びB成分の各成分源粉末を、焼成後に酸化物換算にて前述の組成となる所定の比率で配合し、所定量の結合剤(例えばPVA)と水とを添加・混合して成形用素地スラリーを作る。なお、各成分源粉末は、例えばSi成分はSiO2粉末、Ca成分はCaCO3粉末、Mg成分はMgO粉末、Ba成分がBaCO3あるいはBaSO4、B成分がH3BO3粉末の形で配合できる。なお、H3BO3は溶液の形で配合してもよい。
【0078】
成形用素地スラリーは、スプレードライ法等により噴霧乾燥されて成形用素地造粒物とされる。そして、成形用素地造粒物をラバープレス成形することにより、絶縁体の原形となるプレス成形体を作る。成形体は、さらに外面側をグラインダ切削等により加工して、図1の絶縁体2に対応した外形形状に仕上げられ、次いで温度1400〜1600℃で焼成されて絶縁体2となる。
【0079】
他方、釉薬スラリーの調製を以下のようにして行う。
まず、Si、B、Zn、Ba、及びアルカリ金属成分(Na、K、Li)等の各成分源となる成分源粉末(例えば、Si成分はSiO2粉末、B成分はH3BO3粉末、ZnはZnO粉末、Ba成分はBaCO3あるいはBaSO4粉末、NaはNa2CO3粉末、KはK2CO3粉末、LiはLi2CO3粉末)を、所定の組成が得られるように配合して混合する。次いで、その混合物を1000〜1500℃に加熱して溶融させ、その溶融物を水中に投じて急冷・ガラス化し、さらに粉砕することにより釉薬粉末を作る。そして、この釉薬粉末にカオリン、蛙目粘土等の粘土鉱物と有機バインダーとを適量配合し、さらに水を加えて混合することにより釉薬スラリーを得る。
【0080】
そして、図7に示すように、この釉薬スラリーSを噴霧ノズルNから絶縁体2の必要な表面に噴霧・塗布することにより、釉薬粉末堆積層としての釉薬スラリー塗布層2d’を形成し、これを乾燥する。
【0081】
次に、この釉薬スラリー塗布層2d’を形成した絶縁体2への、中心電極3と端子金具13との組付け、及び抵抗体15と導電性ガラスシール層16,17との形成工程の概略は以下の通りである。まず、図8(a)に示すように、絶縁体2の貫通孔6に対し、その第一部分6aに中心電極3を挿入した後、(b)に示すように導電性ガラス粉末Hを充填する。そして、(c)に示すように、貫通孔6内に押さえ棒28を挿入して充填した粉末Hを予備圧縮し、第一の導電性ガラス粉末層26を形成する。次いで抵抗体組成物の原料粉末を充填して同様に予備圧縮し、さらに導電性ガラス粉末を充填して予備圧縮を行うことにより、図8(d)に示すように、中心電極3側(下側)から貫通孔6内には、第一の導電性ガラス粉末層26、抵抗体組成物粉末層25及び第二の導電性ガラス粉末層27が積層された状態となる。
【0082】
そして、図9(a)に示すように、貫通孔6に端子金具13を上方から配置した組立体PAを形成する。この状態で加熱炉に挿入してガラス軟化点以上である800〜950℃の所定温度に加熱し、その後、端子金具13を貫通孔6内へ中心電極3と反対側から軸方向に圧入して積層状態の各層25〜27を軸方向にプレスする。これにより、同図(b)に示すように、各層は圧縮・焼結されてそれぞれ導電性ガラスシール層16、抵抗体15及び導電性ガラスシール層17となる(以上、ガラスシール工程)。
【0083】
ここで、釉薬スラリー塗布層2d’に含まれる釉薬粉末の軟化点を600〜700℃としておけば、図9に示すように、釉薬スラリー塗布層2d’を、上記ガラスシール工程における加熱により同時に釉焼して釉薬層2dとすることができる。また、ガラスシール工程の加熱温度として800〜950℃の比較的低い温度を採用することで、中心電極3や端子金具13の表面への酸化も生じにくくなる。
【0084】
なお、加熱炉(釉焼炉も兼ねる)としてバーナー式のガス炉を用いると、加熱雰囲気には燃焼生成物である水蒸気が比較的多く含まれる。このとき、釉薬組成としてB成分の含有量を40mol%以下に留めたものを使用することにより、そのような水蒸気が多く存在する雰囲気下においても、釉焼時の流動性が確保できて、しかも平滑で均質であり、かつ絶縁性も良好な釉薬層形成が可能となる。
【0085】
こうしてガラスシール工程が完了した組立体PAには、主体金具1や接地電極4等が組み付けられて、図1に示すスパークプラグ100が完成する。スパークプラグ100は、そのねじ部7においてエンジンブロックに取り付けられ、燃焼室に供給される混合気への着火源として使用される。ここで、スパークプラグ100への高圧ケーブルあるいはイグニッションコイルの装着は、図1に仮想線で示すように、絶縁体2の本体部2bの外周面を覆うゴムキャップ(例えばシリコンゴム等で構成される)RCを用いて行われる。このゴムキャップRCの孔径は、本体部2bの外径D1(図3)よりも0.5〜1.0mm程度小さいものが使用される。本体部2bは孔を弾性的に拡径しつつその基端部まで覆われるようにこれに押し込まれる。その結果、ゴムキャップRCは、孔内面において本体部2bの基端部外周面に密着し、フラッシュオーバ等を防止するための絶縁被覆として機能する。
【0086】
なお、本発明のスパークプラグは図1に示すタイプのものに限らず、例えば図4に示すように、接地電極4の先端を中心電極3の側面と対向させてそれらの間に火花ギャップgを形成したものであってもよい。また、図5に示すように、スパークプラグ100を、絶縁体2の先端部を中心電極3の側面と接地電極4の先端面との間に進入させたセミ沿面放電型スパークプラグとして構成してもよい。
【0087】
【実験例】
本発明の効果を確認するために、以下の実験を行なった。
(実験例1)
絶縁体2を次のようにして作製した。まず、原料粉末として、アルミナ粉末(アルミナ95mol%、Na含有量(Na2O換算値)0.1mol%、平均粒径3.0μm)に対し、SiO2(純度99.5%、平均粒径1.5μm)、CaCO3(純度99.9%、平均粒径2.0μm)、MgO(純度99.5%、平均粒径2μm)、BaCO3(純度99.5%、平均粒径1.5μm)、H3BO3(純度99.0%、平均粒径1.5μm)、ZnO(純度99.5%、平均粒径2.0μm)を所定比率にて配合するとともに、この配合した粉末総量を100質量部として、親水性バインダとしてのPVAを3質量部と、水103質量部とを加えて湿式混合することにより、成形用素地スラリーを作製した。
【0088】
次いで、これら組成の異なるスラリーをそれぞれスプレードライ法により乾燥して、球状の成形用素地造粒物を調製した。なお、造粒物は、ふるいにより粒径50〜100μmに整粒している。そして、この造粒物を、公知のラバープレス法により圧力50MPaにて成形し、その成形体の外周面にグラインダ研削を施して所定の絶縁体形状に加工するとともに、温度1550℃で焼成することにより絶縁体2を得た。なお、蛍光X線分析により、絶縁体2は下記の組成を有していることがわかった:
Al成分:Al2O3換算値で94.9mol%;
Si成分:SiO2換算値で2.4mol%;
Ca成分:CaO換算値で1.9mol%;
Mg成分:MgOに換算値で0.1mol%;
Ba成分:BaOに換算値で0.4mol%;
B成分:B2O3換算値で0.3mol%。
【0089】
また、図3(a)を援用して示す絶縁体2の各部寸法は以下の通りである:L1=約60mm、L2=約8mm、L3=約14mm、D1=約10mm、D2=約13mm、D3=約7mm、D4=5.5mm、D5=4.5mm、D6=4mm、D7=2.6mm、t1=1.5mm、t2=1.45mm、t3=1.25mm、tA=1.35mm。さらに、図1を援用して示すと、絶縁体2の主体金具1の後方側に突出している部分2kの長さLQは25mmであり、絶縁体2の中心軸線Oを含む縦断面を取ったときに、絶縁体2の突出部分2kの外周面において、主体金具1の後端縁に対応する位置から、コルゲーション2cを経て絶縁体2の後端縁に至るまでの、その段面外形線に沿って測った長さLPは29mmである。
【0090】
次に、釉薬スラリーを次のようにして調製した。まず、原料としてSiO2(純度99.5%)、Al2O3粉末(純度99.5%)、H3BO3粉末(純度98.5%)、Na2CO3粉末(純度99.5%)、K2CO3粉末(純度99%)、Li2CO3粉末(純度99%)、BaSO4粉末(純度99.5%)、SrCO3粉末(純度99%)、ZnO粉末(純度99.5%)、MoО3粉末(純度99%)、Fe2O3粉末(純度99%)、WО3粉末(純度99%)、Ni3O4粉末(純度99%)、Co3O4粉末(純度99%)、MnO2粉末(純度99%)、CaO粉末(純度99.5%)、TiO2粉末(純度99.5%)、ZrO2粉末(純度99.5%)、HfO2粉末(純度99%)、MgO粉末(純度99.5%)、Sb2O5粉末(純度99%)、Bi2O3粉末(純度99%)、SnO2粉末(純度99.5%)、P2O5粉末(純度99%)、CuO粉末(純度99%)、CeO2粉末(純度99.5%)、Cr2O3粉末(純度99.5%)を各種比率で配合し、その混合物を1000〜1500℃に加熱して溶融させ、その溶融物を水中に投じて急冷・ガラス化し、さらにアルミナ製ポットミルにより粒径50μm以下に粉砕することにより釉薬粉末を作製した。そして、この釉薬粉末100質量部に対し粘土鉱物としてのニュージーランドカオリンを3質量部、及び有機バインダーとしてのPVAを2質量部配合し、さらに水を100質量部加えて混合することにより釉薬スラリーを得た。
【0091】
この釉薬スラリーを、図7のように噴霧ノズルより絶縁体2の表面に噴霧後、乾燥して釉薬スラリー塗布層2d’を形成した。なお、乾燥後の釉薬の塗布厚さは100μm程度である。この絶縁体2を用いて、図11〜図12を用いて既に説明した方法により、図1に示すスパークプラグ100を各種作成した。ただし、ねじ部7の外径は14mmとした。また、抵抗体15の原料粉末としてはB2O3−SiO2−BaO−Li2O系ガラス、ZrO2粉末、カーボンブラック粉末、TiO2粉末、金属Al粉末を、導電性ガラスシール層16,17の原料粉末としてはB2O3−SiO2−Na2O系ガラス、Cu粉末、Fe粉末、Fe−B粉末をそれぞれ用い、ガラスシール時の加熱温度、すなわち釉焼温度は900℃にて行った。
【0092】
他方、粉砕せずに塊状に凝固させた釉薬試料も作製した。なお、この塊状の釉薬試料は、X線回折によりガラス化(非晶質化)したものであることを確認した。これを用いて下記の実験を行った。
▲1▼化学組成分析:蛍光X線分析による。各試料毎の分析値(酸化物換算した値による)を表1〜表6に示している。なお、絶縁体2の表面に形成された釉薬層2dの各組成をEPMA法により測定したが、該塊状試料を用いて測定した分析値とほぼ一致していることが確認できた。
▲2▼熱膨張係数:塊状試料から寸法5mm×5mm×10mmの測定試料を切り出し、公知のディラトメータ法により20℃から350℃までの平均値として測定している。また、絶縁体2からも上記寸法の測定試料を切り出し、同様の測定を行ったところ、その値は73×10−7/℃であった。
▲3▼軟化点:粉末試料50mgを加熱しながら示差熱分析を行い、室温より測定開始し、第2番目の吸熱ピークとなった温度を軟化点として測定した。
【0093】
また、各スパークプラグについては、500℃での絶縁抵抗測定を、図8を用いて既に説明した方法により通電電圧1000Vにて行った。また、絶縁体2に対する釉薬層2dの形成状態(外観)を目視にて観察するとともに、絶縁体の基端部外周面位置における釉薬層の膜厚を断面のSEM観察により測定した。なお、釉薬層の外観判定は、光沢及び透明度ともに異常のないものを優良(◎)、許容範囲内ではあるがわずかにちぢれや失透が認められたものを良好(○)とし、明らかな異常が認められたものは、欄内にその異常の種別を具体的に示している。以上の結果を表1〜表6に示す。
【0094】
【表1】

【表2】
【表3】
【表4】
【表5】
【表6】
この結果によると、前記した本発明に係る釉薬組成を選択することにより、Pbをほとんど含有しないにもかかわらず、比較的低温で釉焼可能であり、また、十分な絶縁性能が確保されていることがわかる。また、釉焼面の外観もおおむね良好である。
【図面の簡単な説明】
【図1】本発明のスパークプラグの一例を示す全体正面断面図。
【図2】絶縁体の外観を釉薬層とともに示す正面図。
【図3】絶縁体のいくつかの実施例を示す縦断面図。
【図4】本発明のスパークプラグの別例を示す全体正面図。
【図5】本発明のスパークプラグのさらに別の例を示す全体正面図。
【図6】スパークプラグの絶縁抵抗値の測定方法を示す説明図。
【図7】釉薬スラリー塗布層の形成工程の説明図。
【図8】ガラスシール工程の説明図。
【図9】図8に続く説明図。
【符号の説明】
1 主体金具
2 絶縁体
2d 釉薬層
2d’ 釉薬スラリー塗布層(釉薬粉末堆積層)
3 中心電極
4 接地電極
S 釉薬スラリー
Claims (16)
- 中心電極と主体金具との間にアルミナ系セラミックからなる絶縁体を配したスパークプラグにおいて、その絶縁体の表面の少なくとも一部を覆う形態で酸化物主体の釉薬層が形成され、該釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
Si成分をSiO2に酸化物換算した値にて25〜45mol%、B成分をB2O3に酸化物換算した値にて20〜40mol%、Zn成分をZnOに酸化物換算した値にて5〜25mol%、Ba及び/又はSr成分を、BaOないしSrOに酸化物換算した値にて合計で0.5〜15mol%含有するとともに、
アルカリ金属成分として、NaはNa2O、KはK2O、LiはLi2Oに酸化物換算した値にて、Kを必須とする1種又は2種以上を合計で5〜10mol%の範囲にて含有し、
さらに、Mo、W及びCoの1種又は2種以上の成分を、MoはMoO3、WはWO3 に、CoはCo3O4にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲にて含有することを特徴とするスパークプラグ。 - 中心電極と主体金具との間にアルミナ系セラミックからなる絶縁体を配したスパークプラグにおいて、その絶縁体の表面の少なくとも一部を覆う形態で酸化物主体の釉薬層が形成され、該釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
Si成分をSiO 2 に酸化物換算した値にて25〜45mol%、B成分をB 2 O 3 に酸化物換算した値にて20〜40mol%、Zn成分をZnOに酸化物換算した値にて5〜25mol%、Ba及び/又はSr成分を、BaOないしSrOに酸化物換算した値にて合計で0.5〜15mol%含有するとともに、
アルカリ金属成分として、NaはNa 2 O、KはK 2 O、LiはLi 2 Oに酸化物換算した値にて、Kを必須とする1種又は2種以上を合計で5〜10mol%の範囲にて含有し、かつ最も含有率の高い成分がKであり、
さらに、Mo、W、Ni、Co、Fe及びMnの1種又は2種以上の成分を、MoはMoO 3 、WはWo 3 、NiはNi 3 O 4 、CoはCo 3 O 4 、FeはFe 2 O 3 、MnはMnO 2 にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲にて含有することを特徴とするスパークプラグ。 - 前記釉薬層は、Ti、Zr及びHfの1種又は2種以上の成分を、ZrはZrO2に、TiはTiO2に、HfはHfO2にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲で含有する請求項1又は2に記載のスパークプラグ。
- 中心電極と主体金具との間にアルミナ系セラミックからなる絶縁体を配したスパークプラグにおいて、その絶縁体の表面の少なくとも一部を覆う形態で酸化物主体の釉薬層が形成され、該釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
Si成分をSiO 2 に酸化物換算した値にて25〜45mol%、B成分をB 2 O 3 に酸化物換算した値にて20〜40mol%、Zn成分をZnOに酸化物換算した値にて5〜25mol%、Ba及び/又はSr成分を、BaOないしSrOに酸化物換算した値にて合計で0.5〜15mol%含有するとともに、
アルカリ金属成分として、NaはNa 2 O、KはK 2 O、LiはLi 2 Oに酸化物換算した値にて、それらの1種又は2種以上を合計で5〜10mol%の範囲にて含有し、
また、Ti、Zr及びHfの1種又は2種以上の成分を、ZrはZrO 2 に、TiはTiO 2 に、HfはHfO 2 にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲で含有するとともに、
さらに、Mo、W及びCoの1種又は2種以上の成分を、MoはMoO 3 、WはWO 3 、CoはCo 3 O 4 にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲にて含有することを特徴とするスパークプラグ。 - 中心電極と主体金具との間にアルミナ系セラミックからなる絶縁体を 配したスパークプラグにおいて、その絶縁体の表面の少なくとも一部を覆う形態で酸化物主体の釉薬層が形成され、該釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
Si成分をSiO 2 に酸化物換算した値にて25〜45mol%、B成分をB 2 O 3 に酸化物換算した値にて20〜40mol%、Zn成分をZnOに酸化物換算した値にて5〜25mol%、Ba及び/又はSr成分を、BaOないしSrOに酸化物換算した値にて合計で0.5〜15mol%含有するとともに、
アルカリ金属成分として、NaはNa 2 O、KはK 2 O、LiはLi 2 Oに酸化物換算した値にて、それらの1種又は2種以上を合計で5〜10mol%の範囲にて含有し、かつ最も含有率の高い成分がKであり、
また、Ti、Zr及びHfの1種又は2種以上の成分を、ZrはZrO 2 に、TiはTiO 2 に、HfはHfO 2 にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲で含有するとともに、
さらに、Mo、W、Ni、Co、Fe及びMnの1種又は2種以上の成分を、MoはMoO 3 、WはWO 3 、NiはNi 3 O 4 、CoはCo 3 O 4 、FeはFe 2 O 3 、MnはMnO 2 にそれぞれ酸化物換算した値にて合計で0.5〜5mol%の範囲にて含有することを特徴とするスパークプラグ。 - 前記釉薬層は、アルカリ金属成分としてLi、Na及びKの3つの成分を含み、かつ、Li 2 Oに酸化物換算した場合の合計モル含有量をNLi 2 O、Na 2 Oに酸化物換算したNa成分のモル含有量NNa 2 O、K 2 Oに酸化物換算したK成分のモル含有量NK 2 Oとして、
NNa 2 O≦NLi 2 O≦NK 2 O
を満たす組成を有する請求項1ないし5のいずれか1項に記載のスパークプラグ。 - 中心電極と主体金具との間にアルミナ系セラミックからなる絶縁体を配したスパークプラグにおいて、その絶縁体の表面の少なくとも一部を覆う形態で酸化物主体の釉薬層が形成され、該釉薬層が、
Pb成分の含有量がPbO換算にて1mol%以下とされ、
また、ガラス骨格成分としてSi成分及びB成分の一方又は双方を含有するとともに、アルカリ金属成分としてLi、Na及びKの3つの成分を含み、かつ、LI 2 Oに酸化物換算した場合の合計モル含有量をNLi 2 O、Na 2 Oに酸化物換算したNa成分のモル含有量NNa 2 O、K 2 Oに酸化物換算したK成分のモル含有量NK 2 Oとして、
NNa 2 O<NLi 2 O<NK 2 O
を満たす組成を有することを特徴とするスパークプラグ。 - 前記釉薬層はK成分を含有し、かつ、Li、Na及びKのうち、Kを含む2種以上からなるアルカリ金属成分をRとして、組成式R 2 Oに酸化物換算した場合の合計モル含有量をNR 2 O、K 2 Oに酸化物換算したK成分のモル含有量NK 2 Oとして、NK 2 O/NR 2 Oが0.4〜0.8に調整されている請求項1ないし7のいずれか1項に記載のスパークプラグ。
- 前記釉薬層はLi成分を含有し、かつ、Li、Na及びKのうち、Liを含む2種以上からなるアルカリ金属成分をRとして、組成式R 2 Oに酸化物換算した場合の合計モル含有量をNR 2 O、Li 2 Oに酸化物換算したLi成分のモル含有量をNLi 2 OとしてNLi 2 O/NR 2 Oが0.2〜0.5に調整されている請求項1ないし8のいずれか1項に記載のスパークプラグ。
- 前記釉薬層は、Zn成分と、Ba成分及び/又はSr成分とを、Zn成分はZnO、Ba成分はBaO、Sr成分はSrOにそれぞれ酸化物換算した値にて、合計で10〜30mol%の範囲で含有する請求項1ないし9のいずれか1項に記載のスパークプラグ。
- 前記釉薬層は、Al 2 O 3 に酸化物換算した値にて0.1〜10mol%のAl成分、CaOに酸化物換算した値にて0.1〜10mol%のCa成分、及びMgOに酸化物換算した値にて0.1〜10mol%のMg成分の1種又は2種以上を 合計で0.1〜15mol%含有する請求項1ないし10のいずれか1項に記載のスパークプラグ。
- 前記釉薬層は、Bi、Sn、Sb、P、Cu、Ce及びCrの1種又は2種以上の成分を、BiはBi 2 O 3 に、SnはSnO 2 に、SbはSb 2 O 5 に、PはP 2 O 5 に、CuはCuOに、CeはCeO 2 に、CrはCr 2 O 3 にそれぞれ酸化物換算した値にて合計で5mol%以下の範囲で含有する請求項1ないし11のいずれか1項に記載のスパークプラグ。
- 前記絶縁体には、軸線方向中間位置においてその外周面に周方向の突出部が形成され、
該軸線方向において前記中心電極の先端に向かう側を前方側として、前記突出部に対し後方側に隣接する絶縁体本体部の基端部外周面が円筒面状に形成され、
その基端部外周面を覆う形で前記釉薬層が膜厚7〜50μmの範囲内にて形成されている請求項1ないし12のいずれか1項に記載のスパークプラグ。 - 前記スパークプラグは、前記絶縁体の貫通孔内において、前記中心電極と一体に、又は導電性結合層を間に挟んで前記中心電極と別体に設けられた軸状の端子金具部を備え、
かつ該スパークプラグ全体を約500℃に保持し、前記絶縁体を介して前記端子金具部と前記主体金具との間で通電することにより測定される絶縁抵抗値が400MΩ以上である請求項1ないし13のいずれか1項に記載のスパークプラグ。 - 前記絶縁体は、Al成分をAl 2 O 3 に酸化物換算した重量にて85〜98mol%含有するアルミナ系絶縁材料で構成されており、
前記釉薬は、20〜350℃の温度範囲における前記釉薬の平均の熱膨張係数が、5×10 −6 /℃〜8.5×10 −6 /℃である請求項1ないし14のいずれか1項に記載のスパークプラグ。 - 前記釉薬層の軟化点が520〜620℃である請求項1ないし15のいずれか1項に記載のスパークプラグ。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001099528A JP3690995B2 (ja) | 2000-05-31 | 2001-03-30 | スパークプラグ |
| CA002349228A CA2349228A1 (en) | 2000-05-31 | 2001-05-31 | Spark plug |
| EP01304771A EP1160942B1 (en) | 2000-05-31 | 2001-05-31 | Spark plug |
| US09/867,759 US6590317B2 (en) | 2000-05-31 | 2001-05-31 | Spark plug |
| CNB011228881A CN1246944C (zh) | 2000-05-31 | 2001-05-31 | 火花塞 |
| DE60130602T DE60130602T2 (de) | 2000-05-31 | 2001-05-31 | Zündkerze |
| KR1020010030333A KR20010109196A (ko) | 2000-05-31 | 2001-05-31 | 점화 플러그 |
| BR0106029-5A BR0106029A (pt) | 2001-03-30 | 2001-11-29 | Vela de ignicão |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000-163846 | 2000-05-31 | ||
| JP2000163846 | 2000-05-31 | ||
| JP2001099528A JP3690995B2 (ja) | 2000-05-31 | 2001-03-30 | スパークプラグ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002056949A JP2002056949A (ja) | 2002-02-22 |
| JP2002056949A5 JP2002056949A5 (ja) | 2004-09-24 |
| JP3690995B2 true JP3690995B2 (ja) | 2005-08-31 |
Family
ID=26593134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001099528A Expired - Fee Related JP3690995B2 (ja) | 2000-05-31 | 2001-03-30 | スパークプラグ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6590317B2 (ja) |
| EP (1) | EP1160942B1 (ja) |
| JP (1) | JP3690995B2 (ja) |
| KR (1) | KR20010109196A (ja) |
| CN (1) | CN1246944C (ja) |
| CA (1) | CA2349228A1 (ja) |
| DE (1) | DE60130602T2 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002056950A (ja) * | 2000-05-31 | 2002-02-22 | Ngk Spark Plug Co Ltd | スパークプラグ |
| JP2003007424A (ja) * | 2001-06-26 | 2003-01-10 | Ngk Spark Plug Co Ltd | スパークプラグ |
| JP4285366B2 (ja) * | 2004-08-24 | 2009-06-24 | 株式会社デンソー | 内燃機関用のスパークプラグ |
| BRPI0713677A2 (pt) * | 2006-06-19 | 2012-10-23 | Federal Mogul Corp | vela de ignição para um evento de combustão de ignição por centelha |
| EP1976079B1 (en) * | 2007-03-30 | 2014-03-05 | NGK Spark Plug Co., Ltd. | Spark plug of internal combustion engine |
| US7994694B2 (en) * | 2007-03-30 | 2011-08-09 | Ngk Spark Plug Co., Ltd. | Spark plug for internal combustion engine |
| JP4719191B2 (ja) * | 2007-07-17 | 2011-07-06 | 日本特殊陶業株式会社 | 内燃機関用スパークプラグ |
| CN102180658A (zh) * | 2011-03-09 | 2011-09-14 | 李训竹 | 低熔点高韧性陶瓷材料及其制备方法和使用 |
| US9337627B2 (en) | 2011-05-26 | 2016-05-10 | Fram Group Ip Llc | Method of applying a coating to a spark plug insulator |
| US8981632B2 (en) * | 2011-05-26 | 2015-03-17 | Fram Group Ip Llc | Anti-fouling spark plug and method of making |
| CN102607178B (zh) * | 2012-03-25 | 2014-01-08 | 唐向平 | 电加热器 |
| CN102731154A (zh) * | 2012-06-14 | 2012-10-17 | 卡罗比亚釉料(昆山)有限公司 | 一种高耐候性的陶瓷釉 |
| JP6039983B2 (ja) | 2012-09-28 | 2016-12-07 | 株式会社デンソー | 内燃機関用のスパークプラグ及びその製造方法 |
| CN107617545B (zh) * | 2017-08-25 | 2020-09-29 | 中南大学 | 一种发动机部件用的金属陶瓷涂层及其制备方法 |
| CN114342196B (zh) * | 2019-09-06 | 2022-09-27 | 联邦-富豪燃气有限责任公司 | 用于火花塞的电极材料 |
| CN112178916B (zh) * | 2020-10-30 | 2024-08-23 | 山东禾田动力科技有限公司 | 一种柴暖一体机 |
| CN116003162B (zh) * | 2022-12-14 | 2023-08-08 | 萍乡学院 | 一种电瓷半导体釉料及其制备方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4084976A (en) * | 1977-07-20 | 1978-04-18 | Champion Spark Plug Company | Lead-free glaze for alumina bodies |
| US4120733A (en) * | 1977-12-01 | 1978-10-17 | Champion Spark Plug Company | Lead-free glaze for alumina bodies |
| US4256497A (en) * | 1980-02-08 | 1981-03-17 | Champion Spark Plug Company | Lead-free glaze for alumina bodies |
| EP0390065B1 (en) * | 1989-03-28 | 1994-01-19 | NGK Spark Plug Co. Ltd. | Spark plug for internal combustion engine |
| US5518968A (en) * | 1994-10-17 | 1996-05-21 | Cooper Industries, Inc. | Low-temperature lead-free glaze for alumina ceramics |
| JPH10115424A (ja) * | 1996-01-31 | 1998-05-06 | Ngk Spark Plug Co Ltd | スパークプラグ |
| JPH1143351A (ja) * | 1997-07-24 | 1999-02-16 | Nippon Electric Glass Co Ltd | 釉薬用ガラス組成物 |
| JPH11106234A (ja) * | 1997-09-30 | 1999-04-20 | Nippon Electric Glass Co Ltd | 釉薬用ガラス組成物 |
| JP2000048931A (ja) * | 1998-05-22 | 2000-02-18 | Ngk Spark Plug Co Ltd | スパ―クプラグ及びその製造方法 |
-
2001
- 2001-03-30 JP JP2001099528A patent/JP3690995B2/ja not_active Expired - Fee Related
- 2001-05-31 DE DE60130602T patent/DE60130602T2/de not_active Expired - Lifetime
- 2001-05-31 KR KR1020010030333A patent/KR20010109196A/ko not_active Application Discontinuation
- 2001-05-31 CA CA002349228A patent/CA2349228A1/en not_active Abandoned
- 2001-05-31 EP EP01304771A patent/EP1160942B1/en not_active Expired - Lifetime
- 2001-05-31 US US09/867,759 patent/US6590317B2/en not_active Expired - Lifetime
- 2001-05-31 CN CNB011228881A patent/CN1246944C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1246944C (zh) | 2006-03-22 |
| KR20010109196A (ko) | 2001-12-08 |
| DE60130602D1 (de) | 2007-11-08 |
| CA2349228A1 (en) | 2001-11-30 |
| EP1160942A3 (en) | 2005-04-20 |
| EP1160942A2 (en) | 2001-12-05 |
| DE60130602T2 (de) | 2008-06-26 |
| US6590317B2 (en) | 2003-07-08 |
| US20020036451A1 (en) | 2002-03-28 |
| JP2002056949A (ja) | 2002-02-22 |
| CN1326249A (zh) | 2001-12-12 |
| EP1160942B1 (en) | 2007-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100584943B1 (ko) | 스파크 플러그 | |
| JP3690995B2 (ja) | スパークプラグ | |
| KR100642349B1 (ko) | 스파크 플러그 | |
| EP1434324B1 (en) | Spark plug | |
| US6274971B1 (en) | Spark plug and method of manufacturing the same | |
| JP2002175863A (ja) | スパークプラグ | |
| JP2003007425A (ja) | スパークプラグの製造方法 | |
| JP3511602B2 (ja) | スパークプラグ | |
| JP3580761B2 (ja) | スパークプラグ | |
| JP3632953B2 (ja) | スパークプラグ | |
| JP2002056950A (ja) | スパークプラグ | |
| JP3510172B2 (ja) | スパークプラグ | |
| JP2007042656A (ja) | スパークプラグ及びその製造方法 | |
| JP4833526B2 (ja) | スパークプラグ | |
| JP2002117955A (ja) | スパークプラグ | |
| JP2006196474A (ja) | スパークプラグ | |
| JP2001203059A (ja) | スパークプラグ用絶縁体並びにそれを備えるスパークプラグ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050516 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050614 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080624 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090624 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090624 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090624 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100624 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100624 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110624 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110624 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120624 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120624 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130624 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130624 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |