CN1222400C - 异形组合构件及其制造方法 - Google Patents
异形组合构件及其制造方法 Download PDFInfo
- Publication number
- CN1222400C CN1222400C CNB018092365A CN01809236A CN1222400C CN 1222400 C CN1222400 C CN 1222400C CN B018092365 A CNB018092365 A CN B018092365A CN 01809236 A CN01809236 A CN 01809236A CN 1222400 C CN1222400 C CN 1222400C
- Authority
- CN
- China
- Prior art keywords
- section bar
- reinforcement
- combined member
- thermoplastic
- tie point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002131 composite material Substances 0.000 title abstract description 5
- 238000004519 manufacturing process Methods 0.000 title description 14
- 230000002787 reinforcement Effects 0.000 claims abstract description 113
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 60
- 238000000034 method Methods 0.000 claims abstract description 34
- 239000000463 material Substances 0.000 claims abstract description 29
- 239000004416 thermosoftening plastic Substances 0.000 claims description 59
- 238000002347 injection Methods 0.000 claims description 26
- 239000007924 injection Substances 0.000 claims description 26
- 239000004033 plastic Substances 0.000 claims description 23
- 229920003023 plastic Polymers 0.000 claims description 23
- 239000012815 thermoplastic material Substances 0.000 claims description 16
- 238000005507 spraying Methods 0.000 claims description 15
- 229910052751 metal Inorganic materials 0.000 claims description 9
- 239000002184 metal Substances 0.000 claims description 9
- 238000007789 sealing Methods 0.000 claims description 7
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 6
- -1 polybutylene terephthalate Polymers 0.000 claims description 6
- 229910000831 Steel Inorganic materials 0.000 claims description 5
- 239000004411 aluminium Substances 0.000 claims description 5
- 229910052782 aluminium Inorganic materials 0.000 claims description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 5
- 238000000465 moulding Methods 0.000 claims description 5
- 239000010959 steel Substances 0.000 claims description 5
- 229920001187 thermosetting polymer Polymers 0.000 claims description 5
- 101000598921 Homo sapiens Orexin Proteins 0.000 claims description 4
- 101001123245 Homo sapiens Protoporphyrinogen oxidase Proteins 0.000 claims description 4
- 239000004952 Polyamide Substances 0.000 claims description 4
- 239000004698 Polyethylene Substances 0.000 claims description 4
- 239000004642 Polyimide Substances 0.000 claims description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 claims description 4
- 239000004743 Polypropylene Substances 0.000 claims description 4
- 102100029028 Protoporphyrinogen oxidase Human genes 0.000 claims description 4
- 239000000203 mixture Substances 0.000 claims description 4
- 229920002647 polyamide Polymers 0.000 claims description 4
- 229920001707 polybutylene terephthalate Polymers 0.000 claims description 4
- 229920000573 polyethylene Polymers 0.000 claims description 4
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 claims description 4
- 229920001721 polyimide Polymers 0.000 claims description 4
- 229920000069 polyphenylene sulfide Polymers 0.000 claims description 4
- 229920001155 polypropylene Polymers 0.000 claims description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 3
- 229920010524 Syndiotactic polystyrene Polymers 0.000 claims description 3
- 229920001577 copolymer Polymers 0.000 claims description 3
- 230000002708 enhancing effect Effects 0.000 claims description 3
- 238000003780 insertion Methods 0.000 claims description 3
- 230000037431 insertion Effects 0.000 claims description 3
- 239000011777 magnesium Substances 0.000 claims description 3
- 229910052749 magnesium Inorganic materials 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 229920001470 polyketone Polymers 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical group C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 claims description 2
- 229920001431 Long-fiber-reinforced thermoplastic Polymers 0.000 claims description 2
- 239000004696 Poly ether ether ketone Substances 0.000 claims description 2
- 239000004793 Polystyrene Substances 0.000 claims description 2
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 claims description 2
- 150000001875 compounds Chemical class 0.000 claims description 2
- 239000004035 construction material Substances 0.000 claims description 2
- 238000005034 decoration Methods 0.000 claims description 2
- 239000004744 fabric Substances 0.000 claims description 2
- 229920002239 polyacrylonitrile Polymers 0.000 claims description 2
- 229920002530 polyetherether ketone Polymers 0.000 claims description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 claims description 2
- 238000001746 injection moulding Methods 0.000 description 16
- 239000011796 hollow space material Substances 0.000 description 15
- 239000011265 semifinished product Substances 0.000 description 12
- 238000005452 bending Methods 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 9
- 238000000576 coating method Methods 0.000 description 9
- 238000013461 design Methods 0.000 description 9
- 230000008878 coupling Effects 0.000 description 7
- 238000010168 coupling process Methods 0.000 description 7
- 238000005859 coupling reaction Methods 0.000 description 7
- 239000007921 spray Substances 0.000 description 7
- 238000005728 strengthening Methods 0.000 description 4
- 238000005266 casting Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000004512 die casting Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000001965 increasing effect Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 210000003746 feather Anatomy 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000011031 large-scale manufacturing process Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 238000013001 point bending Methods 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000003319 supportive effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/66—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by liberation of internal stresses, e.g. shrinking of one of the parts to be joined
- B29C65/68—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by liberation of internal stresses, e.g. shrinking of one of the parts to be joined using auxiliary shrinkable elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/70—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/524—Joining profiled elements
- B29C66/5243—Joining profiled elements for forming corner connections, e.g. for making window frames or V-shaped pieces
- B29C66/52431—Joining profiled elements for forming corner connections, e.g. for making window frames or V-shaped pieces with a right angle, e.g. for making L-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/524—Joining profiled elements
- B29C66/5244—Joining profiled elements for forming fork-shaped connections, e.g. for making window frames or Y-shaped pieces
- B29C66/52441—Joining profiled elements for forming fork-shaped connections, e.g. for making window frames or Y-shaped pieces with two right angles, e.g. for making T-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/524—Joining profiled elements
- B29C66/5245—Joining profiled elements for forming cross-shaped connections, e.g. for making window frames or X-shaped pieces
- B29C66/52451—Joining profiled elements for forming cross-shaped connections, e.g. for making window frames or X-shaped pieces with four right angles, e.g. for making +-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/63—Internally supporting the article during joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
- B60J5/0401—Upper door structure
- B60J5/0408—Upper door structure fastening window frame or parts of window frame to lower door structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
- B60J5/0463—Conceptual assembling of door, i.e. how door frame parts should be fitted together to form door
- B60J5/0466—Conceptual assembling of door, i.e. how door frame parts should be fitted together to form door using cast parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
- B60J5/048—Doors arranged at the vehicle sides characterised by the material
- B60J5/0484—Doors arranged at the vehicle sides characterised by the material hybrid, i.e. plastic moulded onto metal parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/10—Doors arranged at the vehicle rear
- B60J5/101—Doors arranged at the vehicle rear for non-load transporting vehicles, i.e. family cars including vans
- B60J5/107—Doors arranged at the vehicle rear for non-load transporting vehicles, i.e. family cars including vans constructional details, e.g. about door frame, panels, materials used, reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/08—Front or rear portions
- B62D25/14—Dashboards as superstructure sub-units
- B62D25/145—Dashboards as superstructure sub-units having a crossbeam incorporated therein
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
- B62D27/023—Assembly of structural joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
- B62D29/004—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material the metal being over-moulded by the synthetic material, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
- B62D29/005—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material preformed metal and synthetic material elements being joined together, e.g. by adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14836—Preventing damage of inserts during injection, e.g. collapse of hollow inserts, breakage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/33—Moulds having transversely, e.g. radially, movable mould parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7214—Fibre-reinforced materials characterised by the length of the fibres
- B29C66/72141—Fibres of continuous length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7394—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoset
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3002—Superstructures characterized by combining metal and plastics, i.e. hybrid parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24174—Structurally defined web or sheet [e.g., overall dimension, etc.] including sheet or component perpendicular to plane of web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/2419—Fold at edge
- Y10T428/24198—Channel-shaped edge component [e.g., binding, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Body Structure For Vehicles (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Mutual Connection Of Rods And Tubes (AREA)
Abstract
由两个或多个型材(1)和(2)组成的组合构件及其制造方法,其中至少一个带有一个自由端的型材(1)抵靠在第二型材(2)上或插入在第二型材(2)内,其特征在于,与型材(1)和(2)形成形状接合的加强件(3,3’;6,6’;23;25;21)固定在在型材(1)和(2)的连接点(10)附近,其特征还在于,型材(1)和(2)通过在连接点(10)附近喷射或热套热塑材料连接。
Description
技术领域
本发明涉及由两个或多个型材组成的组合构件及其制造方法,其中至少一个型材以一个自由端抵靠在第二型材上或插入在第二型材内,其中,与型材形成形状配合的加强件固定在型材连接点附近,其中,在连接点附近型材通过喷射或热套热塑塑料相互联结。
本发明特别涉及通过产生非常坚固和非常刚硬的组合构件来连接型材和板材的方法,特别是利用塑料/金属混合的构造方式,其中通过使热塑模制成份加热成型同时实现连接半成品和制造组合构件。
本发明还涉及通过利用混合构造方式产生可承受高应力的连接区域来连接半成品的方法。
该方法制造由非常坚固和非常刚硬的部件例如钢或复合材料组成的组合构件,构件通过利用热塑塑料形成的肋条或实心壁连接、固定在合适位置上并且支撑以保持形状。
背景技术
在车辆或机器构造中常存在供承受高应力的支撑件、型材、板材等使用的非常坚固的连接。在这种情况下,大量使用了用钢或铝制成的支撑件,它们在连接区域互相焊接或粘结在一起。为进一步增强连接点,下文也将之称为接合点,结合了支撑件或使用铸造接合例如铝压铸。另一种可能是使用由复合材料(长纤维增强的塑料)制成的半成品。它们通常通过与也是由复合材料的构成接合件层叠来相互联结。
这些在实际中通常使用的操作方式具有这样的缺点,即在大规模生产中,连接工序耗费时间并且仅能够实现有限的尺寸精度和再现性。如果使用支撑件以附加增强接合件,则它们必须使用厚壁(1至3毫米)以防止由于弯折或弯曲造成的失效。在汽车工业中制造小轿车所使用的金属板材传统壁厚0.7至1.2毫米。这增加了部件的重量,从而与特别是在车辆设计部门的设计者的努力产生矛盾。
发明内容
因此,本发明的目的在于创造一种在开始部分所述类型接合点的连接方法,其使得支撑件和板材的非常坚固和非常刚硬的联结变得容易并且实现经济上可行的半成品和结构局部部件的连接以形成构件。此外, 组合构件的生产应该与高的尺寸保持度和高再现性同时实现。一个特别的目的是当在注塑机内的处理型材时,防止由于喷射压力造成的壁厚为0.5至1毫米的薄壁型材失效。
根据本发明,该目的是这样实现的,即利用由非常坚固材料制成的零件连接半成品或结构局部部件并且增强组合结构零件,它们在联结区域布置为形状配合。然后在联结区域提供热塑部件,热塑部件在联结区域将所有的单个零件固定在一起并且防止非常坚固的单个零件发生过早的弯折或弯曲。
本发明提供了由两个或多个型材组成的组合构件,其中至少一个型材以一个自由端抵靠在第二型材上或插入在第二型材内,其特征在于,与型材形成形状配合的加强件固定在型材连接点附近,其特征还在于,在连接点附近型材通过喷射或热套热塑塑料相互联结。
加强件是例如由非常坚固材料制成的板材或压铸件。非常坚固材料可以是钢,铝,镁,陶瓷,热固性材料或长纤维增强塑料,用工业织物增强的复合物或塑料。
热塑性塑料可以由例如基于聚酰胺(PA)、聚酯、特别是聚对苯二甲酸乙二醇酯(PET)、聚对苯二甲酸丁二酯(PBT)、聚烯烃、特别是聚丙烯(PP)、聚乙烯(PE)、苯乙烯/丙烯腈共聚物、特别是丙烯腈/苯乙烯/丁二烯共聚物(ABS)、聚碳酸酯(PC)、聚环氧丙烷(PPO)、(PSO)、聚苯硫醚(PPS)、聚酰亚胺(PI)、(PEEK)、聚酮间同立构聚苯乙烯(polyketone syndiotactic polystyrene(PS))或这些塑料任何可能的混合物的非增强的或增强的或填充的塑料材料组成。
在本发明的上下文中,型材是例如任何截面的由塑料或金属(最好是金属,例如钢、铝、镁)制成的开口或封闭的型材。最好是圆形或矩形横截面的封闭型材或开口U形型材。型材优选壁厚为0.3至1.5毫米,最可取的是0.5至1.2毫米。
作为非常坚固部件的加强件是以夹、环和半壳形式被利用的,它们与待连接的型材(半成品)和结构局部部件形状配合,并特别利用支撑件和/或最好带有其它的支撑板材固定在一起起支撑作用。它们围绕待连接的型材和其它结构局部部件布置。加强件用于增强和加强连接点,并且形状做成与待连接的半成品和结构局部部件构成形状配合。
在组合构件的优选形式中,加强件备有另外的支撑壁,支撑壁特别在抵靠的型材情况下也防止连接点弯曲。
特别可取的是这样一种组合构件,其中在型材连接点提供了一个整块的加强件,在用热塑性塑料喷射之前型材被推入或插入在该加强件内。
热塑部件是这样利用热成形方法布置作为连接材料的,即其将按形状相互抵靠的构件(型材和板材)和加强件本身固定在位置上,如果没有热塑部件,构件借助于加强件只能松散地连接。这可通过局部或完全封装加强件实现。
这样通过加强件内的非常坚固的部件,力从一个构件传递到另一个构件。通过可选的另外模制的肋条或通过用热塑部件填充空腔(例如由单个支撑板材形成的)可进一步提高组合构件的强度,因为在这种情况下只有在高载荷时才会发生加强件内支撑件和支撑壁的弯折或弯曲。
已经证明组合构件在这样的情况下是特别有利的,即在重叠位置在型材和/或加强件上提供开口或钻孔,热塑塑料可穿过这些开口或钻孔并且锚定在这些开口或钻孔上。
此外或作为另外一种选择,在组合构件的另一种可取的变形中,在重叠位置在型材和/或在加强件内可提供变形,特别是凹入部分和凸出部分,热塑塑料锚定在这些部分上。
特别有利的是这样的优选组合构件,其中加强件设计为与至少型材之一成为一个整体,并且型材彼此形成形状配合。
例如,为此互锁型材的形状可以是这样,即它们具有确保形成形状配合的匹配的榫槽组合或凸出。
在连接点附近,一个型材还可以按照加强件优选材料的形状加强或具有更厚的壁。
此外,找到了通过在连接工序制造由至少两种不同材料构造的组合构件连接型材(半成品或结构局部部件)的方法。一个材料部件由热塑材料组成,另一个部件通常用非常坚固材料制造。
因此,本发明还提供了制造根据本发明的组合构件的方法,其特征在于,两个或多个型材插入或推入到加强件内或用加强件夹住,同时形成可拆的连接点,然后在注塑模内连接点被热塑塑料全部或部分封装,其中型材用加强件联结。
可取的是这样的方法,其中使用了开口型材,当用热塑塑料喷射时在开口型材内制造出加强支撑。
在一个特别可取的方法中,为改善开口型材的刚度,当用热塑塑料喷射时在连接点附近制造出另外的加强支撑。
制造根据本发明的组合构件的另一种替代制造方法的特征在于,两个或多个型材插入或推入到加强件内或用加强件夹住,同时形成可拆的连接点,然后连接点用由可收缩热塑塑料制成的一个或多个模制部分全部或部分包围,然后通过对模制部分进行热处理来将型材联结在加强件上。
一个特别优选的方法的特征在于,在装配或插入之前,在型材和/或加强件上提供变形,特别是凹入部分或凸出部分,并且/或者在型材和/或加强件上的特定位置提供开口或钻孔,这样在施加热塑塑料之前,这些部分在装配或插入型材和/或加强件时相互重叠。
由于连接过程是通过热塑部件的热形成实现的,所以可利用热塑塑料建立应力,这保证了型材连接点附近的永久且坚固的连接。
此外,另外的附加元件结合在组合构件中,这些集成构件实现机械功能如例如支撑附加的板材或支撑件,将随后安装的零件固定在位置上或接收附加的构件。这些组成零件一方面可通过插入由非常坚固材料制造的另外的形状配合零件制造,另一方面可通过利用热塑部件为凹入部分、凸出部分或螺钉圆顶造型来制造。
制造组合构件并且从而也实现连接方法可通过各种方式实现。这些可能的方法的主要区别在于热塑部件的应用:
通过注塑连接:
在利用注塑的连接方法中,待连接构件(型材或型材与板材及加强件)首先放置在注塑模内。然后关闭注塑模并喷射热塑塑料。由于塑料是以液体形式被引入注塑模内的,所以模内的零件可以在所有侧面都被包围,这确保了已经通过加强件形状实现的形状配合。通过要被连接的半成品和结构局部部件和/或加强件上的开口,还可以实现以铆钉头形式浇铸热塑部件,特别是在型材和加强件上的重叠开口区域。如果产生这种形式的浇铸,则不需要完全封装连接区域。
为防止在连接时熔化的塑料渗入型材内部,例如中空型材,用遮盖物(例如用焊接的板材或用板材加强的塑料帽)在前面将这些型材永久密封或利用安装在模内的活动型芯临时密封。当在注塑工序中施加高喷射压力时,通过在注塑模内插入活动型芯或通过在中空型材内插入例如用网形铁制成的永久肋条结构、双T形件或其它加强件以类似方式防止中空型材的坍陷。
通过热塑件的收缩连接:
该方法变形中的工序与前面利用注塑的方法没有本质上的区别。这里还是以形状配合方式将待连接半成品和结构局部部件和加强件装配起来,但其它们的联结是松散的。但然后用在连接区域由热塑塑料组成的遍布在连接上或咬接在连接上的连接件固定这些单个零件的组合。使用的热塑连接件事先被拉伸,现在通过加热连接区域的半成品或结构局部部件和加强件使热塑连接件收缩以便为用形状配合连接的加强件建立摩擦支撑。
不同连接或热形成方法的组合:
连接半成品或结构局部部件和加强件的其它可能方法由上述两种方法的组合构成。此外,仍然有利的是首先将带和不带加强件(例如插入的板材)的由热塑材料制成的夹子、壳等放置在位置上,然后通过利用注塑、粘接或焊接最终完成包围连接区域每个侧面的连接件。
此外,制造加强件和生产连接件和连接工序可组合成一个方法步骤。例如如果加强件由金属板组成,则可在注塑过程中提供具有其最终形状的加强件。为此,平面或已经具有某种程度形状的板材和待连接构件一起放置在喷射模内。通过使模的两半合在一起并施加需要的关闭力,加强件板材被加工成形,使得其围绕构件并具有了构件的形状。然后通过喷射和冷却熔化的塑料将待连接的构件和加强件连接起来。
本发明实现的优点总结如下:
本发明使得能够利用简单成形的半成品形成永久的、非常坚固且非常刚硬的连接和组合构件。
在一个注塑模内可同时连接几个连接点。
当大量制造带连接点的构件时,制造方法结合了高的尺寸保持度和再现性。
使得可在本身非常坚固和非常刚硬的连接区域中结合另外的机械或其它功能。
组合构件的设计可在成本和重量方面得到优化。
本发明还提供了在适当的设计中利用根据本发明的组合构件作为机器、车辆的构件,以及作为特别供机动车、电子产品、家庭用品或建筑材料用的各种结构零件。
组合构件最适合的应用是机动车的结构零件,特别是门、保险杠、支架、私人轿车的前部和后部零件、门槛支撑框架、仪表板支撑、车后备箱盖支撑、车顶框架和装饰件,这些零件除了其它材料特性外,还具有更高的强度。
附图说明
下面借助附图详细描述本发明,但本发明不限于这里所述细节。
图1 带两个加强件3,3’的用于连接通过喷射的热塑材料的两个矩形型材的组合构件;
图2 带有另外的加热边的与图1类似的组合构件;
图3 带有通过收缩的热塑模制件4,5形成的连接的与图1类似的组合构件;
图4 与图1类似的组合构件,不带用热塑材料制成的横向肋结构但带有整块的加强件3;
图5 带有被完全封装的加强件3,3’的与图1类似的组合构件;
图6 带有两个加强件3,3’的组合构件的侧视图,其中凸缘63位于型材2的端部,连接点10用塑料完全封装;
图7 沿图6的线A-A穿过图6中所示组合构件的横截面;
图8 图6中所示组合构件用的加强件3,3’的细节示意;
图9 图8中所示加强件3,3’的视图;
图10 图8中所示加强件3,3’的侧视图;
图11 由三个型材1,2,8制成的组合构件,其中型材1和8抵靠在型材2上;
图12 从后面看到的图11中所示组合构件;
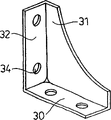
图13,14图11中所示组合构件用的不同形状的加强件30,136;
图15 与图4类似但带有两个加强件3,3’的由薄壁中空型材1,2制成的组合构件;
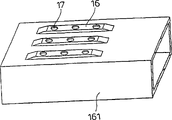
图16 由箱形型材161和U形型材162制成的组合构件,其中加强件21,23,25结合在U形型材内;
图17 图16中所示U形型材的细节示意;
图18 图16中所示箱形型材的细节示意;
图19 作为复杂组合构件实例的机动车仪表板用横向支撑;
图20沿图19的线A-A穿过图19的横向支撑的型材9的纵剖面;
图21不带包围型材的喷射塑料的图19中所示横向支撑的视图;
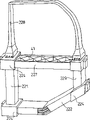
图22 作为复杂组合构件实例的机动车门框架结构;
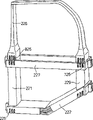
图23 不带包围型材的喷射塑料的门框架结构的视图;
图24 作为另一个复杂组合构件实例的机动车后备箱盖框架。
具体实施方式
实例
连接杆形实心和/或厚壁中空型材:
图1至10
实例1
图1至5中所示组合构件涉及连接两个矩形杆状构件(型材)1和2,它们通过非常坚固和非常刚硬的加强件3和3’被牢固地固定在一起,并借助由热塑塑料制成的连接件4和5牢固地连接和支撑。在图6和7中,待连接的构件和加强件通过包围连接点10的热塑塑料4固定在一起并支撑。
在图1至10的所有图中,型材1和2通过结合在加强件3,3’内的支撑壁31相对彼此固定在位置上。这防止了型材1相对型材2的横向移动。型材1和2的轮廓被加强件3和3’的壁32包围。这在待连接型材1和2与加强件3,3’之间产生了形状配合。
如果通过注塑连接薄壁中空型材,必须注意保证在向注塑模内喷射熔化的塑料时,不会由于较高的喷射压力而发生失效或塌陷。为防止发生这种情况,基本上有两种解决方式。一方面,可利用型芯在内部对中空型材进行支撑,另一方面,可通过组合构件的结构设计限制喷射压力对加强件的影响。
图1展示了带有用于连接两个矩形型材1,2的加强件3,3’的组合构件,加强件通过喷射的热塑材料4彼此连接。
图2展示了与图1类似的组合构件,其中加强件在支撑壁区域备有另外的加强边。
在图4的组合构件中,加强件3是一个整块的。
在图1至3所示的组合构件中,待连接型材1和2被推入或插入到加强件3,3’内,并被放置到注塑模内。通过喷射热塑部件4产生连接件4和5,部件4通过同时产生的由热塑塑料制成的壁42和肋结构41将加强件3,3’固定在一起。
在图3中所示的组合构件情况下,连接件4和5也可单独预先模制出来。在连接工序之前将它们拉伸并随后放置在支撑壁31上。随后的加热会使这种变形中的热塑件4,5收缩紧紧套在加强件3,3’上。在图1至3中所示的组合构件中,稍稍向内凸出的两个支撑壁3 1通过肋结构41支撑。这样就防止了支撑壁31过早地弯折或弯曲。
在图4和5中所示的组合构件中,这项任务是通过壁43完成的,壁43由热塑塑料制成并置于支撑壁31之间。在图1和4所示的组合构件中,热塑材料4和5穿过在加强件3,3’上提供的钻孔34并通过热塑材料牢固地锚定在这些所述加强件3,3’上。
在图5所示组合构件中,在连接点4和5附近的加强件3,3’被包围它们的壁42包围。在这种情况下,加强件3,3’被沿型材2底面的纵轴线21剖开。从而与图4的设计相比不会损害这种操作方式,并且两半加强件3的装配也简化了。
图1至7中所示组合构件展示了矩形横截面型材的连接。但是,由于可以使加强件3,3’的内轮廓与待连接型材的轮廓相匹配,所以其它横截面形状的型材也可相互连接。如果要连接圆形横截面的型材,可通过安装滑键、通过使型材在连接区域变形以产生椭圆形横截面或通过类似措施确保足够的扭转抵抗能力。
图6所示组合构件是由型材1和2和两个加强件3和3’(还可参见图8至10)形成的,其中加强件与待连接型材1和2形状配合。然后在连接点10附近热塑材料4被喷射在待连接型材1和2上以及加强件3,3’上。在图6中,牢固地连接在一起的型材1和2以及加强件3’展示在图的左手侧。右手侧展示了完全形成的连接,其中热塑材料4被喷射在型材1和2以及加强件3上。在该图中,加强件3被连接热塑材料4完全覆盖从而是看不到的。
图6和7中的组合构件展示了型材2如何通过另外的凸缘63和24连接在型材1上。加强件3,3’通过壁32保证了高的扭转抵抗能力,通过支撑壁31保证了型材1和2之间的高弯曲抵抗能力,其中壁32以形状配合方式包围型材1和2。由于在注塑过程中在热塑材料内产生的材料应力,包围所有单个零件1,2,3,3’的连接热塑材料4保证连接结合在一起。由热塑材料制成的肋41相互支撑向内凸出的支撑壁31。
连接杆形薄壁中空型材:图11至15
实例2
图11和12示出了一组合构件,其在背面具有开口35,从而利于在注塑过程中将型芯插入到注塑模内并从而为中空型材1,2和8提供支撑。在制造组合构件时,首先将所有的待连接构件1,2和8以及加强件6,6’和30(还可参见图4)放置在注塑模内。然后喷射热塑部件,从而形成了壁42和肋结构41,钻孔34也被填充。为增加组合构件的刚度,在喷射热塑部件后可用金属板材将开口35密封。
连接起来的型材1,2和8通过加强件6,6’和30内的支撑壁31相互支撑,并通过肋结构41,钻孔34内的填充物和壁42固定在一起。加强件6,6’和30可放进构件1,2和8内的凹入部分(未示出)内以在加强件6,6’和30与待连接型材1,2和8之前实现附加的形状配合。
另一种加强组合构件的方法展示在图13中。所示为用于加强角部的加强件136,该角部由与图11中所示类似的三个杆形构件构成。被连接的型材抵靠在壁32上并通过支撑壁31相互支撑。由于存在钻孔34,在被连接的型材和加强件136之间可形成铆接。
在图15所示的组合构件中,展示了一种解决方法,其中在注塑过程中喷射压力的作用被限制在被连接中空型材的外部区域。中空型材1和2以及加强件3,3’放置在注塑模内,仅在支撑壁31附近被热塑部件包围。
热塑部件形成连接件4,其由壁42,连接栓44和铆钉头45构成。由于存在连接栓44,壁42和铆钉头45可借助两个支撑壁31中的每一个中的门通过热塑部件形成。加强件3,3’的铆钉连接是通过铆钉头45附近的重叠的钻孔(未示出)产生的,其中钻孔位于加强件3和3’的支撑壁31上。通过壁42附近的边缘封装另外又加强了加强件3和3’的连接。
加强件3和3’也可放入构件1和2的凹入部分(未示出)内以在加强件3和3’与被连接的型材1和2之间实现另外的形状配合。
利用整块加强件将薄壁中空型材连接在U形型材上:图16至18
实例3
在图16所示组合构件中,中空型材161直接连接在U形型材162上。两个型材都是用金属制造的并以未连接状态分别展示在图17和18中。U形型材162设计为在连接区域低一些,这样支撑壁21可结合在上面和下面上。在该设计中,整块加强件处于型材内。加强件的功能是通过一起起作用的零件21,23和25实现的。如图16中所示,由于带肋41的肋结构4和边缘封装42,在载荷作用下支撑壁21保持了形状以防止由于弯折造成的过早失效。通过互锁的凹入部分16和26,中空型材161与U形型材162形状连接。在开口17和27附近,在肋结构4的连接栓44上可制造出模制的塑料铆钉45,它们保证了两个型材161和162的连接。为进一步提高组合构件对扭转的抵抗能力,将U形型材162在背面用壁25和凸缘23密封。凸缘23也可包含另外的钻孔(未示出),它们也用于形成铆钉连接。
在制造组合构件时,首先将型材161推入到型材162内,使得型材161位于型材162的凹口128(还可参见图17)内。然后将两个型材161和162放置在注塑模内。当喷射热塑部件4时,同时形成了肋41,边缘封装42,连接栓44和塑料铆钉45。连接栓44保证在注塑过程中,熔化的塑料能够到达开口17和27(见图17和18),从而形成塑料铆钉45和凸出23。后者导致边缘封装(未示出)的产生,并再次产生可选的另外的塑料铆钉(未示出)。在连接区域10型材161通过注塑模内的活动型芯支撑,型芯通过型材162的开口28插入到中空型材161内,以防止在注塑过程中由于高喷射压力使型材161发生塌陷。图16中所示连接形式还可通过旋转180°的U形型材实现。此外,通过下面的型材组合连接型材也是适合的:
-圆柱形中空型材与U形型材
-U形型材与U形型材
-U形型材与双T形型材
-U形型材与Z形型材
应用实例
机动车内仪表板用的横向支撑(图19至20)
实例4
图19所示为机动车仪表板的横向支撑实例,支撑由管状部分1,2和7组成。横向支撑通过凸缘136和736借助其中的钻孔134和734固定在翼形型材上(未示出)。在中部,它通过两个U形型材8支撑。为固定转向柱(未示出),在管状部分1上面安装了U形型材9。型材9通过凸缘936和钻孔934固定在车身(未示出)。乘客安全气囊通过两个固定件353上的钻孔334固定在位置上,固定件连接在管状部分7上。单个的型材1,2,3,7,8,9装配起来并通过喷涂一层热塑塑料4固定在一起。为能够表明型材1,2,3,7,8,9之间连接的连接区域,将它们以不带热塑涂层方式展示在图21中。型材1,2,7,8,9通过凹入部分126,326,726和926彼此牢固地连接在一起。通过重叠的钻孔327,827和927将单个部件1,2,7,8和9牢固地连接在一起,在喷涂过程中钻孔内被热塑材料4填充(见图19)。这些连接通过铆钉45(见图20)实现,铆钉构成涂层4和5的整体组成部分。通过利用凸缘323,823和923提高了连接对扭转的抵抗能力。为使U形型材8和9更刚硬,给它们配备了肋结构41。肋结构41在由多部分组成的连接区域通过边缘封装42和47连接在涂层4上。肋结构41在肋交叉处48通过铆钉45锚定在U形型材8或9上。U形型材9的肋结构41内的凹口46用于接收转向柱。为制造横向支撑,首先将所有的单个型材1,2,7,8和9装配起来。此外,还可以用一个管制造管状型材1,2和7(通过内高压热形成(IHT))或用两个纵向剖开的半壳制造管状型材1,2和7。装配完的型材1,2,7,8和9放置在注塑模内。将模关闭,并将作为注模组成部分的型芯插入到型材1和7内的每个开口内。型芯设计为在插入状态时构成管状部分1,2和7内轮廓的映像。然后喷射热塑塑料,从而形成了带有肋结构41和边缘封装42和47的热塑涂层4和5。在注塑过程中伸入到管状部分1,2和7内的活动型芯防止了由于高喷射压力造成这些部分塌陷。
实例5
商用车辆的门结构(图22和23)
图2 2展示连接型材221,222,227,228和229以制造带有热塑涂层224的门框架结构。为解释连接区域,在图23中仅示出了不带热塑涂层的型材221,222,227,228和229。型材221,228和229由抗扭密封箱形型材组成。型材228构成窗框架并在下端向外加宽,使得它可与型材221和229以形状配合装配。在其它的设计变形中,型材221,228和229也可以用单个的零件焊接在一起或用一个IHT零件组成。型材222和227是通过热塑肋结构41加强的U形型材。型材221,222,227,228和229的形状配合装配是通过凹入部分226,726和826实现的。热塑涂层224将装配好的单个零件221,222,227,228和229牢固地固定在一起。为制造门结构,将型材221到229装配好并放置在注塑模内。和前面的申请实例一样,在注塑过程中用活动型芯填充箱形型材221和229,从而将它们支撑住。通过喷射热塑塑料形成了连接区域的涂层224和肋结构41。
实例6
机动车后备箱盖支撑结构(图24)
图24中所示结构包括抗扭箱形型材241,两个已经施加了抗弯预应力的侧面U形型材242,242’,为使框架结构更刚硬,还包括另外的U形型材247和Z形型材248。在其它的设计变形中,型材247和248还可由U形型材或密封的箱形型材构成。U形型材242,242’和247通过肋结构41加强。Z形型材248还可备有的肋或用于接收窗玻璃,到水器电动机,锁等等(未示出)的功能件。热塑涂层244将单个型材241,242,242’,247和248固定在一起。与横向支撑类似,它们利用凹入部分(未示出)牢固地锚定在一起。开口11用于在注塑过程中支撑箱形型材241。制造过程和前面的申请实例一样,装配型材241,242,242’247和248,然后用热塑塑料244喷涂连接区域。
Claims (20)
1、由两个或多个型材(1)和(2)组成的组合构件,其中至少一个型材(1)以一个自由端抵靠在第二型材(2)上或插入在第二型材(2)内,其特征在于,与型材(1)和(2)形成形状接合的加强件(3,3’;6,6’;23;25;21)固定在型材(1)和(2)的连接点(10)附近,以及,型材(1)和(2)通过在连接点(10)附近喷射或热套热塑材料连接,其中,在重叠位置在型材(1,2)和/或加强件(3,3’;6,6’;23;25;21)上提供开口(34)或钻孔,热塑塑料可穿过这些开口或钻孔并且锚定在这些开口或钻孔上;和/或在型材(1,2)和/或在加强件(3,3’;6,6’;23;25;21)内在重叠位置提供变形(16,26),热塑塑料锚定在这些部分上。
2、根据权利要求1中所述的组合构件,其特征在于,型材(1,2)具有封闭的、或者开口的横截面。
3.根据权利要求2中所述的组合构件,其特征在于,所述横截面是圆形或矩形的,或者是U形的。
4、根据权利要求2中所述的组合构件,其特征在于,型材(1,2)是封闭的型材。
5、根据权利要求1至4中之一所述的组合构件,其特征在于,加强件(3,3’;6,6’;23;25;21)由金属、由陶瓷或由非常坚固的塑料、或由用工业织物增强的复合物或塑料组成。
6.根据权利要求5中所述的组合构件,其特征在于,所述金属是钢、铝或镁,所述非常坚固的塑料是热固性材料或长纤维增强塑料。
7、根据权利要求1至4中之一所述的组合构件,其特征在于,加强件(3,3’;6,6’;23;25;21)被设计作为夹、环和半壳。
8、根据权利要求1至4中之一所述的组合构件,其特征在于,加强件(3,3’;6,6’;23;25;21)备有另外的支撑壁(31)。
9、根据权利要求1至4中之一所述的组合构件,其特征在于,在连接点(10)提供了一个整块的加强件,在用热塑性塑料喷射之前型材被推入或插入在该加强件内。
10、根据权利要求1至4中之一所述的组合构件,其特征在于,热塑材料可由基于聚酰胺(PA)、聚酯、聚烯烃、苯乙烯/丙烯腈共聚物、聚碳酸酯(PC)、聚环氧丙烷(PPO)、(PSO)、聚苯硫醚(PPS)、聚酰亚胺(PI)、(PEEK)、聚酮间同立构聚苯乙烯(polyketonesyndiotactic polystyrene(PS))或这些塑料任何可能的混合物的非增强的或增强的或填充的塑料材料组成。
11.根据权利要求10所述的组合构件,其特征在于,所述聚酯是聚对苯二甲酸乙二醇酯(PET)、聚对苯二甲酸丁二酯(PBT);所述聚烯烃是聚丙烯(PP)或聚乙烯(PE);所述苯乙烯/丙烯腈共聚物是丙烯腈/苯乙烯/丁二烯共聚物(ABS)。
12、根据权利要求1至4中之一所述的组合构件,其特征在于,加强件(21,23,25)设计成与至少型材(1)或(2)之一成为一个整体,并且型材(1)和(2)相互形成形状配合布置。
13、利用根据权利要求1至4中之一所述的组合构件,用作为机器、车辆的构件,以及用作为供机动车、电子产品、家庭用品或建筑材料用的各种结构零件。
14、利用根据权利要求1至4中之一所述的组合构件,用作为机动车的结构零件,或者是门、保险杠、支架、私人轿车的前部和后部零件、门槛支撑框架、仪表板支撑、车后备箱盖支撑、车顶框架和装饰件。
15、制造根据权利要求1所述的组合构件的方法,其特征在于,两个或多个型材(1,2)插入或推入到加强件(3,3’;6,6’;23;25;21)内或用加强件(3,3’;6,6’;23;25;21)包围,同时形成临时连接点(10),然后在注塑模内连接点(10)被热塑塑料全部或部分喷射封装,其中型材(1,2)用加强件(3,3’;6,6’;23;25;21)联结。
16、制造根据权利要求1所述的组合构件的方法,其特征在于,两个或多个型材(1,2)插入或推入到加强件(3,3’;6,6’;23;25;21)内或用加强件(3,3’;6,6’;23;25;21)包围,同时形成临时连接点(10),然后在连接点(10)被用可收缩热塑塑料制成的一个或多个模制部分(4,5)全部或部分包围,然后通过对模制部分(4,5)进行加热处理来将型材(1,2)连接在加强件(3,3’;6,6’;23;25;21)上。
17、根据权利要求15或16所述的方法,其特征在于,使用了开口型材(8,9,162,242,242’,247,222,227),当喷射热塑塑料时在开口型材(8,9,162,242,242’,247,222,227)内制造出加强支撑(41)。
18、根据权利要求15或16中所述的方法,其特征在于,当喷射热塑塑料时,在连接点(10)附近制造了另外的加强支撑(41)。
19、根据权利要求15或16所述的方法,其特征在于,在装配或插入之前,在型材(1,2)和/或加强件(3,3’;6,6’;23;25;21)上提供变形(16,26),并且/或者在型材(1,2)和/或加强件(3,3’;6,6’;23;25;21)上的特定位置提供开口(34)或钻孔,这样这些部分在装配或插入型材(1,2)和/或加强件(3,3’;6,6’;23;25;21)时相互重叠。
20.根据权利要求19所述的方法,其特征在于,所述变形(16,26)是凹入部分或凸出部分。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10022360A DE10022360A1 (de) | 2000-05-08 | 2000-05-08 | Profilverbundbauteil und Verfahren zu seiner Herstellung |
| DE10022360.5 | 2000-05-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1427758A CN1427758A (zh) | 2003-07-02 |
| CN1222400C true CN1222400C (zh) | 2005-10-12 |
Family
ID=7641182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB018092365A Expired - Fee Related CN1222400C (zh) | 2000-05-08 | 2001-04-25 | 异形组合构件及其制造方法 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20030152745A1 (zh) |
| EP (1) | EP1282499A1 (zh) |
| JP (1) | JP2004501802A (zh) |
| KR (1) | KR20020091276A (zh) |
| CN (1) | CN1222400C (zh) |
| AR (1) | AR028027A1 (zh) |
| AU (1) | AU2002212112A1 (zh) |
| BR (1) | BR0110640A (zh) |
| CA (1) | CA2408241A1 (zh) |
| CZ (1) | CZ20023702A3 (zh) |
| DE (1) | DE10022360A1 (zh) |
| MX (1) | MXPA02010963A (zh) |
| PL (1) | PL358325A1 (zh) |
| TW (1) | TW519561B (zh) |
| WO (1) | WO2002002292A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104781060A (zh) * | 2012-10-31 | 2015-07-15 | 戴姆勒股份公司 | 横梁结构及其制造方法 |
Families Citing this family (74)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20120423U1 (de) * | 2001-12-18 | 2002-05-02 | Rehau Ag + Co, 95111 Rehau | Elemente zur gleitfähigen Befestigung von Bauteilen |
| FR2837750B1 (fr) * | 2002-03-29 | 2005-08-26 | Wagon Automotive Sa | Cadre pour porte de vehicule automobile et porte correspondante |
| DE10301520B4 (de) * | 2002-11-29 | 2012-06-21 | Lanxess Deutschland Gmbh | Kunststoff-Metall-Verbundbauteil |
| DE102005037688A1 (de) * | 2005-08-10 | 2007-02-15 | Bayerische Motoren Werke Ag | Verfahren zur Herstellung eines Leichtbau-Rohbauteils |
| EP2001647B1 (en) | 2006-03-21 | 2013-05-08 | Inteva Products | Method of making an integrated structural member for a vehicle |
| CN100404237C (zh) * | 2006-04-14 | 2008-07-23 | 上海华特汽车配件有限公司 | 一种车身空腔隔振垫的制造方法 |
| KR101443401B1 (ko) * | 2006-08-14 | 2014-10-02 | 바스프 에스이 | 복합 부품 |
| DE102007023833A1 (de) | 2007-02-13 | 2008-08-28 | Johnson Controls Gmbh | Strukturteil, insbesondere für einen Fahrzeugsitz |
| NL2000570C2 (nl) * | 2007-04-03 | 2008-10-06 | Stork Fokker Aesp Bv | Werkwijze voor het vervaardigen van een verbinding tussen composietdelen. |
| DE102007017415B4 (de) * | 2007-04-13 | 2016-06-02 | Daimler Ag | Verbundbauteil aus einem mittels Innenhochdruck umgeformten Hohlprofil und zumindest einem Spritzgusselement |
| DE102007053961A1 (de) | 2007-07-18 | 2009-01-22 | Johnson Controls Gmbh | Struktur für einen Fahrzeugsitz |
| CN101450543B (zh) * | 2007-12-06 | 2013-07-03 | 鸿富锦精密工业(深圳)有限公司 | 车辆油底壳及其制备方法 |
| FR2925871B1 (fr) * | 2007-12-26 | 2010-06-04 | Plastic Omnium Cie | Traverse surmoulee formant une piece structurelle et face avant technique de vehicule automobile |
| FR2925862B1 (fr) * | 2007-12-26 | 2012-05-25 | Plastic Omnium Cie | Ensemble d'un moule et d'une traverse et face avant technique de vehicule automobile |
| DE102008007556A1 (de) * | 2008-02-05 | 2009-08-06 | Daimler Ag | Hybridbauteil für einen Kraftwagen |
| FR2928100B1 (fr) * | 2008-02-28 | 2010-04-02 | Plastic Omnium Cie | Procede de fabrication d'une piece structurelle de vehicule automobile et une telle piece. |
| FR2985496B1 (fr) * | 2008-03-10 | 2015-02-06 | Plastic Omnium Cie | Ensemble d'un panneau d'ouvrant et d'elements de renfort. |
| DE102008031348A1 (de) | 2008-07-02 | 2010-01-07 | Röchling Automotive AG & Co. KG | Verbundbauteil aus wenigstens zwei Teilkomponenten und einer diese verbindenden Fügekomponente sowie Verfahren zur Herstellung desselben |
| DE102008055103A1 (de) | 2008-12-22 | 2010-07-01 | Sitech Sitztechnik Gmbh | Sitzstruktur |
| DE102009051036A1 (de) * | 2009-10-28 | 2011-05-05 | Audi Ag | Verbindungsstruktur für die Verbindung von Strukturbauteilen und Tragstruktur einer Fahrzeugkarosserie |
| DE102010014540A1 (de) | 2010-04-10 | 2011-10-13 | Daimler Ag | Verbindungsanordnung eines ersten Bauteils mit einem zweiten Bauteil sowie Verfahren zum Herstellen einer solchen Verbindungsanordnung |
| DE102010014504A1 (de) | 2010-04-10 | 2011-10-13 | Daimler Ag | Karosserie für einen Personenkraftwagen |
| DE102010014535A1 (de) | 2010-04-10 | 2011-10-13 | Daimler Ag | Verbundbauteil insbesondere für Kraftwagen |
| DE102010014512A1 (de) | 2010-04-10 | 2011-10-13 | Daimler Ag | Verfahren zum Herstellen eines Trägerverbunds und Trägerverbund |
| DE102010014510A1 (de) | 2010-04-10 | 2011-10-13 | Daimler Ag | Tür für einen Kraftwagen und Verfahren zu deren Herstellung |
| DE102010014542B4 (de) | 2010-04-10 | 2018-06-07 | Daimler Ag | Verfahren zur Herstellung eines Verbundbauteils |
| EP2377746A1 (de) | 2010-04-15 | 2011-10-19 | LANXESS Deutschland GmbH | Querträgermodul für ein Kraftfahrzeug |
| US8215714B2 (en) | 2010-05-17 | 2012-07-10 | Lear Corporation | Vehicle seat assembly with interlocking layered seating system |
| DE102010031201B4 (de) * | 2010-07-09 | 2012-01-26 | Thiel & Hoche Gmbh & Co. Kg | Rohrkörper insbesondere zur Verwendung im Automobilbereich |
| DE102010035378B3 (de) * | 2010-08-21 | 2011-10-20 | Keiper Gmbh & Co. Kg | Verfahren zum Verbinden eines Beschlags mit einem Strukturteil eines Fahrzeugsitzes |
| DE102011076224B4 (de) * | 2011-05-20 | 2021-09-30 | Ge Sensing & Inspection Technologies Gmbh | Ultraschallprüfkopf, sowie Ultraschallprüfeinrichtung |
| DE102011114742A1 (de) * | 2011-09-28 | 2013-03-28 | Keiper Gmbh & Co. Kg | Fahrzeugsitz, insbesondere Kraftfahrzeugsitz |
| JP2014129071A (ja) * | 2012-12-28 | 2014-07-10 | Unipres Corp | ステアリングメンバ取付構造 |
| CN103302447B (zh) * | 2013-03-19 | 2016-02-24 | 北京航星机器制造有限公司 | 一种真空热处理加工深孔的方法和深孔孔距检测装置 |
| DE102013016456A1 (de) | 2013-10-02 | 2015-04-02 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Unterbau für ein Kraftfahrzeug |
| JP2017124640A (ja) * | 2014-04-23 | 2017-07-20 | 日本精工株式会社 | ラックアンドピニオン式ステアリングギヤユニット用ハウジング |
| FR3030427B1 (fr) * | 2014-12-18 | 2016-12-16 | Renault Sa | Assemblage d'inserts de renfort par un materiau polymere, a inserts de renfort separables. |
| KR101655195B1 (ko) * | 2015-02-04 | 2016-09-22 | 현대자동차 주식회사 | 차체 멤버 연결부재 및 이를 이용한 차체 멤버 구조 |
| JP6109271B2 (ja) * | 2015-02-06 | 2017-04-05 | 株式会社神戸製鋼所 | 接合構造体、及び接合構造体の製造方法 |
| JP6521428B2 (ja) * | 2015-03-10 | 2019-05-29 | 株式会社Subaru | 車室前部用支持体 |
| US20180243957A1 (en) * | 2015-09-02 | 2018-08-30 | Simplicity Works Europe, S.L. | System for connection between parts of a structure |
| DE102015014364A1 (de) * | 2015-11-06 | 2017-05-11 | Audi Ag | Knotenstruktur mit integrierten Lasteinleitungselementen, Verfahren zur Herstellung, metallisches Lasteinleitungselement und Kraftfahrzeug |
| DE102015014360B4 (de) * | 2015-11-06 | 2020-10-08 | Audi Ag | Knotenstruktur für eine Fahrzeugkarosserie, Verfahren zur deren Herstellung und Fahrzeugkarosserie mit wenigstens einer Knotenstruktur |
| DE102015014357B4 (de) * | 2015-11-06 | 2019-12-19 | Audi Ag | Verfahren zur Herstellung einer Knotenstruktur für eine Fahrzeugkarosserie |
| DE102015014365A1 (de) * | 2015-11-06 | 2017-05-11 | Audi Ag | Rahmenstruktur mit wenigstens einer Konsole zur Anbindung weiterer Bauteile, Verfahren zur Herstellung und Kraftfahrzeugkarosserie |
| DE102015014358A1 (de) | 2015-11-06 | 2017-05-11 | Audi Ag | Verfahren zur Herstellung einer Knotenstruktur mit wenigstens zwei Profilbauteilen, sowie Knotenstruktur und Karosserie |
| DE102016000606A1 (de) * | 2016-01-21 | 2017-07-27 | Gm Global Technology Operations, Llc | Fahrzeugtür |
| JP6387981B2 (ja) * | 2016-02-19 | 2018-09-12 | マツダ株式会社 | 自動車のドア構造 |
| KR101788735B1 (ko) * | 2016-03-30 | 2017-10-20 | 동국실업 주식회사 | 차량의 카울크로스멤버 |
| DE102016106688A1 (de) * | 2016-04-12 | 2017-10-12 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Hybridbauteil für ein Fahrzeug |
| US20180065688A1 (en) * | 2016-09-07 | 2018-03-08 | Thunder Power New Energy Vehicle Development Compa ny Limited | Connection for the cross member and sill (pontoon) |
| US10220935B2 (en) * | 2016-09-13 | 2019-03-05 | The Boeing Company | Open-channel stiffener |
| KR101953261B1 (ko) * | 2016-10-26 | 2019-02-28 | 동국실업 주식회사 | 카울크로스 멤버를 제조하는 방법 및 이에 의해 제조된 카울크로스 멤버 |
| DE202017105474U1 (de) | 2017-09-08 | 2018-12-14 | Edag Engineering Gmbh | Materialoptimierter Verbindungsknoten |
| EP3740365B1 (en) * | 2018-01-19 | 2023-03-08 | Basf Se | Process for producing a composite component |
| FR3081946B1 (fr) * | 2018-05-31 | 2020-09-04 | Skf Aerospace France | Ensemble de liaison comportant une piece de liaison et au moins deux pieces d'appui |
| FR3083484B1 (fr) * | 2018-07-05 | 2021-04-09 | Renault Sas | Dispositif de structure de porte de coffre de vehicule |
| WO2020041462A1 (en) * | 2018-08-21 | 2020-02-27 | Zephyros, Inc. | Clamshell structural reinforcement |
| EP3617043B1 (de) * | 2018-09-03 | 2022-02-09 | MAGNA STEYR Fahrzeugtechnik AG & Co KG | Befestigungseinrichtung |
| DE102018132886B3 (de) | 2018-12-19 | 2019-12-12 | d&b audiotechnik Verwaltungs GmbH | Verfahren zur Herstellung eines kunststoffbeschichteten Lautsprechergehäuses und kunststoffbeschichtetes Lautsprechergehäuse |
| CN109667817A (zh) * | 2019-01-17 | 2019-04-23 | 江苏恒神股份有限公司 | 一种碳纤维复合材料多通接头 |
| FR3094325B1 (fr) * | 2019-03-25 | 2021-02-19 | Renault Sas | Piece de fonderie d’un vehicule automobile |
| US11999222B2 (en) * | 2019-06-21 | 2024-06-04 | Magna Exteriors Inc. | Revised mounting point |
| US20220258391A1 (en) * | 2019-07-05 | 2022-08-18 | Nissan Motor Co., Ltd. | Metal-resin composite production method, support member for use in said production method, and metal-resin composite |
| CN112441142B (zh) * | 2019-08-30 | 2022-04-15 | 比亚迪股份有限公司 | 车身骨架接头和具有其的车辆 |
| CN110628995B (zh) * | 2019-09-24 | 2021-10-08 | 紫荆浆体管道工程股份公司 | 一种具有不同截面厚度工件获取贝氏体复相组织的方法 |
| DE102019216518B3 (de) | 2019-10-25 | 2021-03-25 | Magna Exteriors Gmbh | Fahrzeugtür und deren Verfahren zur Herstellung einer Fahrzeugtür |
| US20220227314A1 (en) * | 2019-12-02 | 2022-07-21 | K.L. Kaschier-Und Laminier Gmbh | Inner face of a motor-vehicle door |
| DE102020204011A1 (de) | 2020-03-27 | 2021-09-30 | Robert Bosch Gesellschaft mit beschränkter Haftung | Strukturbauteil |
| KR20220125444A (ko) * | 2021-03-05 | 2022-09-14 | 현대자동차주식회사 | 차체 후방 연결 구조 |
| DE102021114962A1 (de) * | 2021-06-10 | 2022-12-15 | Universität Siegen, Körperschaft des öffentlichen Rechts | Fahrzeugtür in Hybridbauweise |
| CN113696406A (zh) * | 2021-07-23 | 2021-11-26 | 常熟常春汽车零部件有限公司 | 一种具有结构嵌件的热塑性复合材料制品的成型方法 |
| US20230235763A1 (en) * | 2022-01-25 | 2023-07-27 | Divergent Technologies, Inc. | Assembly having discretized and segmented joint architecture |
| DE102022118863A1 (de) | 2022-07-27 | 2024-02-01 | Smrc Automotive Holdings Netherlands B.V. | Hybridstützstruktur aus Metall und Kunststoff, insbesondere für ein Armaturenbrett eines Fahrzeugs, und Prozess zu ihrer Erzeugung |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI78775C (fi) * | 1983-12-19 | 1989-09-11 | Salakari Maija Leena | Foerfarande foer sammanfogning av skivformiga stycken. |
| US5190803A (en) * | 1988-11-25 | 1993-03-02 | Bayer Aktiengesellschaft | Structural shell with reinforcing ribs connected via perforations |
| FI895439A (fi) * | 1989-11-15 | 1991-05-16 | Neste Oy | Foerfarande foer framstaellning av en fog och fog mellan delar som ska anslutas till varandra och omges av foerbindningsaemne samt form foer framstaellning av en fog. |
| DE4423642C1 (de) * | 1994-07-06 | 1995-10-12 | Daimler Benz Aerospace Ag | Tragrahmen, insbesondere für ein Kraftfahrzeug |
| IT1268634B1 (it) * | 1994-10-21 | 1997-03-06 | Fiat Auto Spa | Procedimento di assemblaggio di elementi tubolari. |
| DE19500790A1 (de) * | 1995-01-13 | 1996-07-18 | Bayer Ag | Verfahren und Vorrichtung zur Herstellung von Kunststoff/Metallverbundkörpern |
| DE19625359A1 (de) * | 1996-06-25 | 1998-01-02 | Sachsenring Automobiltechnik G | Verfahren zur Herstellung eines Verbindungsknotens |
-
2000
- 2000-05-08 DE DE10022360A patent/DE10022360A1/de not_active Withdrawn
-
2001
- 2001-04-23 AR ARP010101877A patent/AR028027A1/es unknown
- 2001-04-25 US US10/275,456 patent/US20030152745A1/en not_active Abandoned
- 2001-04-25 AU AU2002212112A patent/AU2002212112A1/en not_active Abandoned
- 2001-04-25 MX MXPA02010963A patent/MXPA02010963A/es unknown
- 2001-04-25 BR BR0110640-6A patent/BR0110640A/pt not_active Application Discontinuation
- 2001-04-25 JP JP2002506908A patent/JP2004501802A/ja active Pending
- 2001-04-25 PL PL01358325A patent/PL358325A1/xx not_active Application Discontinuation
- 2001-04-25 EP EP01980211A patent/EP1282499A1/de not_active Withdrawn
- 2001-04-25 WO PCT/EP2001/004632 patent/WO2002002292A1/de not_active Application Discontinuation
- 2001-04-25 CZ CZ20023702A patent/CZ20023702A3/cs unknown
- 2001-04-25 KR KR1020027014899A patent/KR20020091276A/ko not_active Application Discontinuation
- 2001-04-25 CN CNB018092365A patent/CN1222400C/zh not_active Expired - Fee Related
- 2001-04-25 CA CA002408241A patent/CA2408241A1/en not_active Abandoned
- 2001-05-02 TW TW090110448A patent/TW519561B/zh active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104781060A (zh) * | 2012-10-31 | 2015-07-15 | 戴姆勒股份公司 | 横梁结构及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2002002292A1 (de) | 2002-01-10 |
| US20030152745A1 (en) | 2003-08-14 |
| AU2002212112A1 (en) | 2002-01-14 |
| KR20020091276A (ko) | 2002-12-05 |
| MXPA02010963A (es) | 2003-05-27 |
| CZ20023702A3 (cs) | 2003-04-16 |
| BR0110640A (pt) | 2003-03-18 |
| CA2408241A1 (en) | 2002-11-05 |
| CN1427758A (zh) | 2003-07-02 |
| AR028027A1 (es) | 2003-04-23 |
| PL358325A1 (en) | 2004-08-09 |
| DE10022360A1 (de) | 2001-11-15 |
| TW519561B (en) | 2003-02-01 |
| EP1282499A1 (de) | 2003-02-12 |
| JP2004501802A (ja) | 2004-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1222400C (zh) | 异形组合构件及其制造方法 | |
| JP6501781B2 (ja) | 自動車部分用構造部品およびその部品を含む自動車部分 | |
| US6287442B1 (en) | Injection molded thermoplastic integrated front end reinforcement and method of making same | |
| CN101581026B (zh) | 用于家用洗衣机的塑料容器及其制造方法 | |
| US20010053431A1 (en) | Laminated plastic and metal component and process for producing same | |
| CN1807072A (zh) | 用于制造管接头的方法 | |
| CN102076901B (zh) | 用于洗衣机的桶区段的制造方法 | |
| US12030229B2 (en) | Hybrid structure and method for manufacturing | |
| JP2014504967A (ja) | ボディモジュール部品およびその製造方法 | |
| EP2460924B1 (en) | Method for manufacturing a tub section for a washing machine | |
| CN102834238A (zh) | 乘用车的车身 | |
| CN105382986A (zh) | 部件接合结构和部件接合方法 | |
| SK7322002A3 (en) | Plastic composite unit | |
| CN108136973A (zh) | 车用内部装饰材料 | |
| CN105538695B (zh) | 连接元件的方法 | |
| CN105818870B (zh) | 用于生产复合结构类型的机动车辆车身的方法 | |
| CN104960420B (zh) | 用于车辆的控制踏板及其制造方法 | |
| CN101863125B (zh) | 异相热塑性塑料零部件界面反应性焊接方法 | |
| CN104960402A (zh) | 一种带嵌件的汽车复合天窗框 | |
| US20020168499A1 (en) | Laminated plastic and metal component and process for producing same | |
| FR2793438A1 (fr) | Article manufacture rigide comportant un renfort thermoplastique allege | |
| JP2003118384A (ja) | 自動車ドアベルトラインモールの端末構造 | |
| KR20130104710A (ko) | 스페어 타이어 웰 및 이의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1056704 Country of ref document: HK |