CN1171725C - 烫印装置及其压印压力控制方法 - Google Patents
烫印装置及其压印压力控制方法 Download PDFInfo
- Publication number
- CN1171725C CN1171725C CNB011358513A CN01135851A CN1171725C CN 1171725 C CN1171725 C CN 1171725C CN B011358513 A CNB011358513 A CN B011358513A CN 01135851 A CN01135851 A CN 01135851A CN 1171725 C CN1171725 C CN 1171725C
- Authority
- CN
- China
- Prior art keywords
- impression
- cam
- stamping
- load
- surcharge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F19/00—Apparatus or machines for carrying out printing operations combined with other operations
- B41F19/02—Apparatus or machines for carrying out printing operations combined with other operations with embossing
- B41F19/06—Printing and embossing between a negative and a positive forme after inking and wiping the negative forme; Printing from an ink band treated with colour or "gold"
- B41F19/064—Presses of the reciprocating type
- B41F19/068—Presses of the reciprocating type motor-driven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F16/00—Transfer printing apparatus
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1705—Lamina transferred to base from adhered flexible web or sheet type carrier
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
Abstract
一种烫印装置(7),具有:将一端作为自由端的压印臂(26);配置在该自由端上对烫印箔(3)和附加价值媒体(2)施加压力而在附加价值媒体(2)上转印烫印箔(3)的压印部(9);与压印臂(26)抵接并使压印部(9)移动到附加价值媒体(2)附近的第一凸轮(27);驱动第一凸轮(27)的第一驱动部(28);将按压载荷作用在移动到附加价值媒体(2)附近的压印部(9)上的第二凸轮(29);以及驱动第二凸轮(29)的第二驱动部(30)。采用本发明,可用充分的载荷对厚度具有一定宽度的媒体进行高速的烫印。
Description
技术领域
本发明涉及在附加价值媒体上转印烫印箔的烫印装置。更详细地说,本发明涉及将具有一定厚度范围的媒体作为烫印对象的烫印装置。
本发明还涉及用最佳压力对烫印箔进行加压转印用的烫印装置及烫印装置的压印压力控制方法。
背景技术
作为在公文文件等的附加价值媒体上转印全息箔的现有的烫印装置,有一种国际公开号WO95/04657所公开的结构。这里,作为烫印对象的文件类,其厚度具有从单张票子到书本的范围。在该烫印装置中,用如下那样的结构对该文件类进行烫印。
即,为在与设想的文件类的厚度对应的行程范围内可以烫印所需的载荷进行压印,采用大型的凸轮结构和大型的电动机。另外,要施加超过所需压印载荷的按压力,由装在下侧座架里面的弹簧构件来吸收多余的压印载荷。另外,为充分提高可承受较大压印载荷的整体装置的刚性,压印台与载荷凸轮被配置在一直线上。
图23所示的烫印装置301是对票子和卡片类或公文文件类等的附加价值媒体302加压转印全息箔等烫印箔303的装置,即,对驱动用电动机305进行驱动而使凸轮306旋转,将烫印所需的载荷作用在压印部304上,从而将烫印箔303转印在附加价值媒体302上。另外,在烫印装置301中,作用于压印部304上的载荷作成规定的一定载荷,来进行均匀的烫印。若烫印装置301的压印部304通过附加价值媒体302和烫印箔303而与接触构件307抵接并锁定电动机轴308,则检测出流过电动机305的电流增加,并调节流过电动机305的电流。
然而,虽然不是烫印装置,但在日本发明专利特开平5-21529号所揭示的结合装置中,使用测力传感器来测定加压部的加压值,比较该加压值和规定的加压值,使加压部动作,以使各个加压值相一致。
但是,在现有的烫印装置中,虽然通过采用大型的凸轮结构和大型的电动机而可充分获得压印所需的载荷,但存在着装置大型化、制造成本增大和产品重量增大的问题。
另外,由装在下侧座架里面的弹簧构件来吸收多余的压印载荷的结构,由于成为压印基准的面的位置每次产生变动,故存在着文件类产生弯折或皱纹的现象。另外,由于重复载荷作用在较硬的压缩弹簧上,因此,不是产品寿命和可靠性较高的结构。此外,由于存在着压印台移动时的惯性的影响,故始终进行一定载荷的压印是困难的。
另外,将压印台和载荷凸轮配置在一直线上在刚性上是有效的,但存在着使装置整体大型化的问题。而在这种配置结构的烫印装置中,由于必须放置全息箔贴在各种结构零件上,因此,还存在着只能由熟练人员和专门服务负责人来更换全息箔的问题。
烫印箔(例如全息箔等)的转印所需的压力因烫印箔的种类而不同,并且所允许的压力因成为压印对象的附加价值媒体(例如票子纸片和塑料的卡片等)的种类而不同。即,能良好地转印烫印箔、且不会损伤附加价值媒体的最佳压力,因烫印箔和附加价值媒体的种类而不同。
但是,对于图23所示的烫印装置,没有根据烫印箔的种类和附加价值媒体的种类来适当控制压印压力。在图23所示的烫印装置301中,由于不知道电动机305的电流值和作用于压印部304上的载荷的关系,故难以控制正确的压印压力。
因此,如日本发明专利特开平5-21529号所揭示的结合装置那样,设想使用测力传感器来测定压印部的按压载荷,比较该按压载荷和所需的规定载荷而使压印部动作,以使按压载荷和规定载荷一致,但若仍将该控制用于烫印装置,则有如下的问题。
即,同一的烫印装置中所使用的压印部也有很多种类且各自尺寸不同,或在压印面上实施雕刻时等,压印部中烫印时与附加价值媒体接触的部分的面积(以下在本说明书中称作压印面积)各不相同。因此,即使作用规定载荷,也不能使烫印时压印部所产生的每单位面积的载荷即压力(以下在本说明书中称作压印压力)成为一定。即,即使作用规定载荷,在压印面积较大的压印部,压印压力较小,在压印面积较小的压印部,压印压力较大,不能进行均匀的烫印。因此,存在着压印压力较弱而不能良好地转印烫印箔、或压印压力过强而使附加价值媒体或压印部损坏之虞。
因此,本发明的目的是,提供一种小型的烫印装置,其可用充分的压印载荷对有一定厚度范围的附加价值媒体进行高速而良好的烫印,并且容易对烫印箔进行更换。
另外,本发明的目的是,提供一种烫印装置及烫印装置的压印压力控制方法,其与压印部的尺寸大小或压印面的形状等无关而可用最佳的压印压力进行均匀的烫印。
发明的公开
为实现上述目的,技术方案1的烫印装置具有:将一端作为自由端的压印臂;配置在该自由端上、对烫印箔和附加价值媒体施加压力而将所述烫印箔转印在所述附加价值媒体上的压印部;与所述压印臂抵接而使所述压印部移动到所述附加价值媒体附近的第一凸轮;驱动所述第一凸轮的第一驱动部;对移动到所述附加价值媒体附近的所述压印部施加所述按压载荷的第二凸轮;以及驱动所述第二凸轮的第二驱动部。由此,分别使用压印部移动用的高速凸轮即第一凸轮和压印部按压用的高载荷凸轮即第二凸轮,利用第一凸轮而使压印部迅速地移动到附加价值媒体的附近,利用第二凸轮产生烫印所需的按压载荷。
技术方案2的发明是,在技术方案1所述的烫印装置中,所述烫印箔是烫印箔带,所述烫印箔带被容纳在具有卷绕轴和送出轴的盒内。因此,在变更不同的烫印箔带时,通过换放盒就可容易进行。
技术方案3的发明是,在技术方案2所述的烫印装置中,利用所述第一凸轮的驱动,所述盒移动成与所述附加价值媒体抵接。因此,可固定附加价值媒体,并可防止烫印的错位。另外,可防止烫印箔带从附加价值媒体上剥离时附加价值媒体的上浮。
技术方案4的发明是,在技术方案3所述的烫印装置中,将盒与附加价值媒体抵接的位置作为烫印的基准位置,利用第一凸轮的驱动使压印部移动到基准位置,在基准位置利用第二凸轮的驱动而将按压载荷作用在压印部上。因此,即使附加价值媒体的厚度有一定宽度,也可始终以实用上无问题的水平作用一定的按压载荷。
为实现上述目的,技术方案5的发明是,烫印装置具有:将一端作为自由端的压印臂;配置在该自由端上、将烫印箔转印在附加价值媒体上的压印部;与压印臂抵接、将按压载荷作用在所述压印部上的加压机构;以及驱动所述加压机构的驱动部,其特征在于,在所述压印臂上安装有歪斜检测装置,从所述歪斜检测装置的输出计测烫印转印时的所述压印部的压印压力,比较所述压印压力和预定的目标压力求得必要加压量,对所述驱动部进行控制以将所述必要加压量作用在所述压印部上。因此,若由歪斜检测装置检测出压印臂的歪斜量,求得与该歪斜量对应的压印部产生的载荷大小,并用压印面积除以该载荷,则可计测压印部产生的每单位面积的载荷的压印压力。为计测压印压力、与对应于压印压力预先求出的烫印箔及附加价值媒体的最佳压力的目标压力相一致、或将目标压力处于作为基准的一定范围内,通过调整驱动部,而可与压印面积的大小无关地用最佳的压印压力来进行均匀的烫印。
技术方案6的发明是,在技术方案5所述的烫印装置中具有储存所述压印部的压印面积的储存装置。因此,在处理烫印时,即使使用者不特意输入压印面积,也可计测压印部产生的每单位面积的载荷的压印压力。另外,若对应于烫印箔及附加价值媒体的最佳压力的目标压力乘以压印面积,则可求得应作用于烫印部的目标载荷。
技术方案7的烫印装置的压印压力控制方法是,烫印装置具有:将一端作为自由端的压印臂;配置在该自由端上、将烫印箔转印在附加价值媒体上的压印部;与所述压印臂抵接、将按压载荷作用在所述压印部上的加压机构;以及驱动所述加压机构的驱动部,其特征在于,在压印臂上安装歪斜检测装置,从所述歪斜检测装置的输出计测烫印转印时的所述压印部的压印载荷,将所述压印部的压印面积乘以预定的目标压力作为目标载荷,比较所述压印载荷和所述目标载荷求得所需载荷,对所述驱动部进行控制以将所需载荷作用在压印部上。因此,由歪斜检测装置检测出压印臂的歪斜量,计测对应于该歪斜量的压印部产生的压印载荷,并且为使压印载荷与目标载荷一致或将目标载荷处于基准的一定范围内,通过调整驱动部,而可用最佳的压印压力来进行均匀的烫印,且与压印面积的大小无关。
附图的简单说明
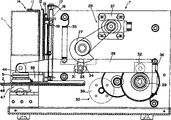
图1表示本发明的烫印装置的一实施形态,是表示烫印装置待机状态的概略侧剖视图。
图2是表示在上述烫印装置中从图1状态推压块与压印部抵接时状态的概略侧剖视图。
图3是表示在上述烫印装置中从图2状态盒与附加价值媒体抵接时状态的概略侧剖视图。
图4是表示在上述烫印装置中从图3状态压印部通过烫印箔带而与附加价值媒体抵接时状态的概略侧剖视图。
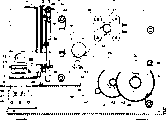
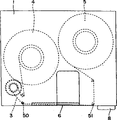
图5是表示上述烫印装置待机状态的概略主视图。
图6是表示在上述烫印装置中、烫印箔带用盒与附加价值媒体抵接时状态的概略主视图。
图7是表示在上述烫印装置中、压印部通过烫印箔带而与附加价值媒体抵接时状态的概略主视图。
图8是用来说明盒移动机构的结构一例子的示图,是表示处于最里边的板的安装状态的烫印装置的概略主视图。
图9是用来说明盒移动机构的结构一例子的示图,是表示处于中间的板的安装状态的烫印装置的概略主视图。
图10是用来说明盒移动机构的结构一例子的示图,是表示处于中间的板和处于最里边的板成为一体化而移动的状态的烫印装置的概略主视图。
图11是用来说明盒移动机构的结构一例子的示图,是表示处于最里边的板相对于处于中间的板进行差动的状态的烫印装置的概略主视图。
图12是表示卡合构件与设在盒移动机构上的防护门卡合的结构的一例子的烫印装置的概略主视图。
图13是用来说明箔剥离机构动作的示图,是表示烫印装置待机状态的概略主视图。
图14是用来说明箔剥离机构动作的概略主视图,表示从图13状态盒与附加价值媒体抵接时的状态。
图15是用来说明箔剥离机构动作的概略主视图,表示从图14状态压印部通过烫印箔带而与附加价值媒体抵接时的状态。
图16是表示盒的一例子的概略主视图。
图17是将本发明的烫印装置的压印部附近放大后的概略侧视图,图17(A)表示烫印装置待机状态时的压印部附近的状态,图17(B)表示烫印动作时的压印部附近的状态。
图18表示本发明的烫印装置的另一实施形态,是表示烫印装置待机状态的概略侧剖视图。
图19是表示在图18所示的另一实施形态的烫印装置中的烫印动作时状态的概略侧剖视图。
图20是表示在图18所示的另一实施形态的烫印装置中的烫印转印时状态的概略侧剖视图。
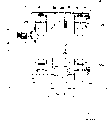
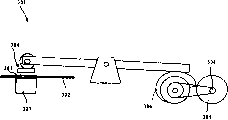
图21是表示本发明烫印装置的一实施形态的概略结构图。
图22是表示使用本发明烫印装置的压印压力控制方法的处理的一例子的流程图。
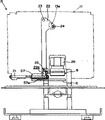
图23是表示现有的烫印装置的一例子的概略结构图。
发明的实施形态
下面,根据附图所示的实施形态来详细说明本发明的结构。
图1至图17表示本发明烫印装置的一实施形态。该烫印装置7具有:将一端作为自由端的压印臂26;配置在该自由端上、对烫印箔3和附加价值媒体2施加压力从而将烫印箔3转印在附加价值媒体2上的压印部9;与压印臂26抵接并使压印部9移动到附加价值媒体2附近的第一凸轮27;驱动第一凸轮27的第一驱动部28;将按压载荷作用在移动到附加价值媒体2附近的压印部9上的第二凸轮29;以及驱动第二凸轮29的第二驱动部30。
成为烫印对象的附加价值媒体2,是对付伪造等不正当行为而通过附上具有可保护价值的媒体或烫印箔来保证、证明具有一定价值的媒体,媒体的种类及形态并不特别限定。作为这种附加价值媒体2,例如有票子、商品券等的有价证券、信用卡等的卡片类、证明件、机密文件、公文书等文件类等等。在本实施形态中,作为附加价值媒体2,说明的是以具有例如从单张票子到书本的厚度范围的文书类、即文件为烫印对象的例子。下面,在本实施形态中将附加价值媒体称作为文件2。
另外,在本实施形态中,将烫印箔作成烫印箔带3,烫印箔带3容纳在具有卷绕轴4和送出轴5的盒1内。盒1可在烫印装置7上进行装拆。通过将烫印箔带3作成盒式,在变更例如图案不同的烫印箔带3场合等可通过换放盒1来容易地进行。另外,由于烫印箔带3容纳在盒1内,故不用拿出烫印箔带3就可防止带3的乱用。烫印箔是例如铝等的蒸镀层的全息箔。烫印箔带3,将全息箔保持在透明薄膜状的载体薄膜上。
本实施形态的压印臂26具有例如与凸轮27抵接的凸轮推杆31、与凸轮29抵接的凸轮推杆32。压印臂26上形成有安装凸轮推杆31、凸轮推杆32用的空间。凸轮推杆31及凸轮推杆32譬如都由滚筒构成,凸轮推杆31和凸轮推杆32分别旋转自如地安装在压印臂26的长度方向的大致中间位置和压印臂26的后端附近。另外,在压印臂26的侧面安装有与凸轮推杆31同轴的轴承33。轴承33可滑动地嵌在形成于框架10上的长孔34中。
如图1所示,在本实施形态中,在压印臂26的长度方向大致中间位置,在图中上方配置凸轮27,在压印臂26的后端附近,在图中下方配置凸轮29。并且,压印臂26安装承受图中向上方的力的施力装置例如螺旋弹簧35。由此,凸轮推杆31与凸轮27抵接,凸轮推杆32与凸轮29抵接,将压印臂26定位。
当驱动凸轮27时,凸轮29和压印臂26(凸轮推杆32)的接点成为压印臂26的旋转支点,另一方面,当驱动凸轮29时,凸轮27和压印臂26(凸轮推杆31)的接点成为压印臂26的旋转支点。
另外,在本实施形态中,为使压印臂26的移动快速地进行,凸轮27的每旋转角度的半径变化量(半径变化量/角度)设计得较大,另一方面,为将较大的载荷作用在压印臂26上,将凸轮29的每旋转角度的半径变化量设计得较小。由此,通过驱动凸轮27,可迅速地使压印部9移动到媒体附近,通过驱动凸轮29,可将较大的按压载荷作用在压印部9上。
驱动部28在本实施形态中,例如用步进电动机37构成。步进电动机37的旋转,使用例如同步皮带38而传递给凸轮27。另外,不限定使用同步皮带38,例如,也可使用齿轮或链条等将步进电动机37的旋转传递给凸轮27。通过控制输入于步进电动机37的输入脉冲数,就可按需要而旋转凸轮27。
驱动部30在本实施形态中,例如用DC电动机39构成。DC电动机39的旋转,通过例如齿轮40~43而传递给凸轮29。另外,在本实施形态中,驱动部28可用步进电动机37来控制凸轮27的正反旋转,另一方面,驱动部30作成使每旋转角度的半径变化量较小的凸轮29仅向一方向旋转。由此,当例如凸轮29旋转四分之三时,无需逆旋转四分之三,以使其回复到当初状态,只要旋转四分之一就足够了。由此,可使处理迅速化。另外,由于只要控制一方向的旋转即可,故可构成价廉且简单的驱动部30。而驱动部30不限定于使用DC电动机39,例如也可使用AC电动机。
在本实施形态中,不直接将压印部9安装在压印臂26上,而作成在烫印时使推压块44压入压印部9内,另一方面,在待机状态下,如图17(A)所示,在压印部9与推压块44的各抵接面间设有间隙(例如在本实施形态中设为0.5mm)。采用这种结构,在使压印部9的温度上升时不使热量流向压印臂26一侧。
推压块44以例如轴45为中心而旋转自如地安装在压印臂26的前端部分上。将推压块44设成旋转自如,从而与压印臂26的姿势无关地可将抵接在压印部9上的抵接面保持水平。
压印部9是压印块,其包括:在压印时与烫印箔接触的热版;对热版进行加热的陶瓷加热器;检测热版温度的热敏电阻;防止热量传向压印块外部的隔热板等。压印块9通过压印支承板58而固定安装在板13上。
另外,在与压印块9相对的位置,设置承受转印时反力的座架47。座架47例如通过夹装作为角度变化调整装置的球49而支承在与块48之间,可对座架47相对块48进行角度变化。另外,在烫印装置7上设有支承文件2的台板46。
作为角度变化调整装置,也可是球49以外的,例如,使用万向支架板弹簧(日文:ジンバル板バネ)等,但也可使用除此以外的弹性构件等。
另外,在本实施形态的烫印装置7中,利用第一凸轮27的驱动而使盒1移动成与文件2抵接。例如,本实施形态的烫印装置7具有盒移动机构14,其以在烫印时不使该文件2错位的程度的载荷而使盒1与文件2抵接、并在烫印后使盒1退离文件2,且利用第一凸轮27的驱动而使盒移动机构14动作。由此,烫印时,盒1成为将文件2固定的状态,防止压印错位。另外,在将保持有全息箔的载体薄膜从文件2上剥离时,可防止文件2的上浮,并可实施良好的烫印。
烫印装置7的框架10、10上设有铅垂方向的导向轴16、16。在本实施形态中,为使盒通过板11、12、13而可向导向轴16的轴向移动,盒移动机构14的结构如下。
板13设有可滑动地安装在导向轴16上的滑动部13a,且可移动地安装在导向轴16上(参照图8)。另外,板13承受施力装置例如螺旋弹簧17的施力而与设在框架10上的挡块18抵接。
在板12上也设有可滑动地安装在导向轴16上的滑动部12a,板12通过板13的缺口部13b而与板13重叠,并可移动地安装在导向轴16上(参照图9)。另外,板12通过施力装置例如螺旋弹簧19而与板13连接。例如,将设在板12上的钩挂部12b插入板13的缺口部13c中,在钩挂部12b和设在板13上的钩挂部13d上安装弹簧19。由此,板12随着板13在导向轴16上的移动而一体地移动(参照图9、图10)。另一方面,当通过盒1与文件2抵接而妨碍板12移动时,就克服弹簧19的弹力而仅使板13移动,即,板12和板13产生差动(参照图11)。
另外,在本实施形态中,由光电传感器20检测出板12和板13所产生差动的一瞬间。例如,将光电传感器20固定在板13上,与板13成为一体而移动。另外,在板12和板13产生差动的一瞬间,将遮住光电传感器20的遮蔽构件12c设在板12侧。遮蔽构件12c通过将例如板12的一部分折弯而成。通过检测出遮蔽构件12c遮住光电传感器20的一瞬间,而检测出板12和板13产生差动的一瞬间。
板11安装在板12上,且在导向轴16的轴向与板12成为一体地移动。并且,盒1保持在板11上。即,盒1通过板11、12、13而可向导向轴16的轴向移动。
在烫印装置7上设有未图示的带卷绕机构,向图5中箭头方向驱动卷绕轴4。通过卷绕轴4的驱动,卷绕烫印箔带3的使用结束部分,未使用部分被送出到烫印装置7的压印部9的对面。另外,在送出轴5侧设置例如限位开关只要不施加超过限位开关的制动力的张力,就不供给烫印箔带3,未图示。在一方卷绕轴4侧,设计成例如利用通过减速齿轮进行卷绕驱动的电动机的保持转矩(制动器转矩)而使卷绕轴4不转动。采用这种结构,在烫印后的烫印箔带3剥离时,可防止烫印箔带3拉伸松弛。
另外,在本实施形态的盒1下面,设有以足以例如将文件2固定的载荷而可移动的箝位器8。箝位器8从盒1下面突出,通过例如盒1下面与文件2抵接而压入盒1内。例如,在本实施形态中,箝位器8的可移动的行程设为5mm。因此,当盒1的下面处于离开文件2为5mm以内的位置时,箝位器8先移动并对文件2施力、压入。
本实施形态的盒1具有在烫印转印时以外对烫印箔带3进行保护的防护门6。此外,利用防护门6而将烫印箔带3从文件2上剥离。防护门6例如可滑动移动地安装在盒1的下面。防护门6的形状例如作成コ字形,从表面、背面两面保护烫印箔带3中从盒壳体露出的部分。
如图5所示,当盒1安装在烫印装置7上时,防护门6位于压印部9的对面。防护门6的开闭,作成例如与烫印装置7的烫印动作联动。即,如图7所示,在烫印转印时,防护门6从压印部9的对面退避而使烫印箔带3露出到压印部9的对面。而烫印结束后,防护门6再回复到初期位置,以保护烫印箔带3,在该回复时,利用防护门6使烫印箔带3从文件2上剥离。另外,在本实施形态中,如图16所示,将处于防护门6退避侧的导向滚轮50相对文件2而位于图中的比导向滚轮51稍稍上方,并作成烫印箔带3相对文件2具有角度,以良好地由防护门6对载体薄膜进行剥离。
在本实施形态的烫印装置7中,为利用例如盒移动机构14的动作而可对防护门6进行开闭,由具有防护门6的盒1和盒移动机构14如下述那样地构成将烫印箔带3从文件2上剥离的箔剥离机构15。
在板11的盒1安装面背侧固定有滑动轴21,卡合构件57(滑动板),以滑动轴21作为导向而安装成为可水平移动(参照图12)。在滑动板57上形成有突起部57a,在将盒1安装在板11上时,可使突起部57a与防护门6卡合。
另外,在板11的盒1安装面背侧,安装有以轴23为中心而可转动的动作杆22(参照图12)。在动作杆22上,安装有销子24,以与形成在板13上的L形槽13e卡合。由此,通过板13相对于板11的向图中下方的相对动作,从而通过卡合销子24而使动作杆22以轴23为中心转动(参照图13至图15)。另外,在板12上形成有不妨碍卡合销子24动作的缺口部12d。并在动作杆22上形成有长孔22a,安装在滑动板57上的带阶梯销子25与长孔22a卡合。由此,通过带阶梯销子25而将动作杆22的转动与滑动板57的动作连接起来。
下面,对如上构成的烫印装置7的动作的一例子进行说明。图1、图5、图13表示装置7的待机状态。板12、13处于图9所示的状态。待机状态的板13如图8所示,因弹簧17的弹力而与挡块18抵接。由弹簧19与板13连接的板12、铅垂方向与板12安装成一体的板11、保持在板11上的盒1,分别处于从台板46上的文件2向图中上方退避的位置。另外,通过压印支承板58而固定在板13上的压印块9也处于从文件2向图中上方退避的位置。另外,在待机状态下,在烫印箔带3与压印块9之间设置一定的间隔,以防止在烫印之前因压印块9的热量而使烫印箔带3受到损伤。
在待机状态下,压印块9被预热到例如70~80℃左右。通过预先预热到该范围的温度,则可在数秒钟内加热到可烫印的例如100℃左右的温度,可迅速地进行烫印。另外,在无需预热而优先防止耗电时等,也可不进行预热。
另外,在待机状态下,压印臂26例如隔开0.5mm间隔地位于压印块9与压入块44之间(参照图17(A))。由此,压印块9的热量不会流向压印臂26侧,而可抑制能量的浪费。
文件2被放在台板46上,当发出烫印指令时,通过步进电动机37的驱动而使凸轮27绕图1中顺时针方向旋转。根据凸轮27的轮廓形状,凸轮推杆31就克服弹簧35及弹簧36的弹力而移动。由此,一边使轴承33沿长孔34向图中下方移动,一边以凸轮29和凸轮推杆32的接点为旋转支点而使压印臂26转动。不久,压入块44与压印块9上面抵接。由此,烫印装置7处于图2及图17(B)所示的状态。
此外,当凸轮27旋转而使压印臂26转动时,压入块44朝向文件2而向下方压入压印块9。支承压印块9的压印支承板58固定在板13上,一边克服弹簧17的弹力,一边沿导向轴16而将板13推下到下方。由弹簧19与板13连接的板12、铅垂方向与板12安装成一体的板11、保持在板11上的盒1也与板13一起向下方移动。盒1朝向文件2地移动到下方,先使箝位器8与文件2抵接,不久,利用不使文件2错位程度的载荷而使盒1下面的整个面与文件2抵接。由此,烫印装置7成为图3、图6和图14所示的状态。而此时的板12、13处于图10所示的状态。
此外,当凸轮27旋转而使压印臂26转动时,压入块44进一步向下方压入压印块9。这里,盒1下面的整个面与文件2抵接后,盒1、板11、板12不能向下方移动,但板13可克服弹簧19的弹力而向下方移动(参照图11)。
当板11及板12停止、仅板13向下方移动时,卡合销子24就在L形槽13e中移动,并且动作杆22以轴23为中心而绕顺时针方向转动。随着动作杆22的转动,滑动板57向图14中左方滑动,使与滑动板57卡合的防护门6退避出压印块9的对面(参照图15)。即,遮蔽住烫印箔带3的防护门6成为打开的状态。
另一方面,由光电传感器20检测出板13与板12产生差动的一瞬间,即盒1下前面与文件2抵接的一瞬间。这里,由光电传感器20进行的该检测之前的压印块9和盒1下面的距离,由于板11、12、13为一体的移动,故与待机状态时相同,是已知的。因此,为从由光电传感器20进行检测的时刻仅以压印块9与盒下面的距离使压印块9移动,通过步进电动机37的脉冲数控制而以所需量旋转凸轮27。
防护门6打开,压印块9下面与烫印箔带3抵接,再通过烫印箔带3而使压印块9与应进行烫印的文件2上面抵接。由此,成为图4、图7和图15所示的状态。另外,此时的板12、13成为图11所示的状态。在该状态下,步进电动机37停止旋转,凸轮27也以该姿势停止旋转。由于凸轮27的每旋转角度的半径变化量设计得较大,故从待机状态到此处状态的压印臂26的移动,可进行得非常快速。
接着,驱动DC电动机39,使凸轮29绕图7中顺时针方向旋转。此时,凸轮27与凸轮推杆31的接点为旋转支点,根据凸轮29的轮廓形状,凸轮推杆32一边克服弹簧35及弹簧36的弹力一边移动(凸轮29成为图4中双点划线所示的状态)。由此,压印臂26进行转动,通过烫印箔带3而将压印块9按压在文件2上。即,将全息箔烫印在文件2上。由于凸轮29的每旋转角度的半径变化量设计得较小,故可将较大的载荷作用在压印臂26上。
这里,通过烫印而将全息箔熔敷在文件2上,保持全息箔的透明薄膜状的载体薄膜也通过熔敷的全息箔而成为熔敷在文件2上的状态。为使烫印工序结束,必须剥离该载体薄膜。在本实施形态中,利用将防护门6闭合到待机状态时位置的动作,而进行载体薄膜的剥离。
烫印后,使凸轮27绕图4中逆时针方向旋转,而使压印臂26回复到待机位置。随着凸轮27的旋转,弹簧17的弹力被释放,从而板13及压印块9向上方移动,板12、板11和盒1也向上方移动,而从文件2上离开。同时,弹簧19的弹力被释放,而使动作杆22以轴23为中心绕图15中逆时针方向转动并关闭防护门6。即,从盒1下面脱离文件2的时刻,防护门6开始闭合。此时,防护门6的前端成为插入载体薄膜与文件2之间的形态,随着防护门6的闭合,防护门6被插入载体薄膜与文件2之间,进行文件2与载体薄膜的剥离。另外,在由该防护门6进行剥离时,由于盒1继续向上方移动,故载体薄膜成为向上侧拉伸的状态,从而能更可靠地由防护门6进行剥离。
在例如脱离27旋转到待机状态时位置后,凸轮29旋转到待机状态时位置。此时,凸轮29不进行逆旋转而仅作正转(绕图4中顺时针方向)并回复到待机状态时位置。由此,烫印工序结束,回复到图1、图5和图13所示的待机状态。
如上所述,采用本发明的烫印装置7,可利用第一凸轮27使压印部9迅速地移动到文件2附近,可利用第二凸轮29产生烫印所需的按压载荷。即,由于分别使用作为压印部9移动用的高速凸轮27和作为朝向压印部9的按压用的高载荷凸轮29,故即使不使用大型的凸轮结构和大型的电动机也可获得充分的压印载荷,并且,与仅具有高载荷驱动部的现有的烫印装置相比,高速的烫印成为可能。此外,如现有技术那样不提高装置整体的刚性,只要确保与第二凸轮29对应部分的刚性就足够了。因此,可实现烫印装置7的简单化、小型化和低成本化。
另外,通过变更或调整第一凸轮27及第二凸轮29的形状、旋转量和旋转速度等,可容易地调整所需的烫印载荷。因此,可提供小型且通用性非常高的烫印装置。
另外,由于将烫印箔作成烫印箔带3而成为盒式,故烫印箔的更换作业变得非常容易。
此外,由于通过凸轮27的驱动,而将盒1移动到文件2侧并使盒1与文件2抵接,故文件2被固定,从而可防止烫印错位。并且,在将保持全息箔的载体薄膜从文件2上剥离时可防止文件2的上浮,可实施良好的烫印。
此外,由于将盒1与文件2抵接的位置作为烫印的基准位置,并利用凸轮27的驱动而使压印部9移动到该基准位置,在该基准位置利用凸轮29的驱动而将按压载荷作用在压印部9上,因此,即使文件2的厚度例如是从单张票子到书本的宽度,也可始终以实用上无问题的水平作用一定的按压载荷,可不受文件2的种类影响而可进行均匀且良好的烫印。
上述的实施形态是本发明的最佳的一实施例,但并不限于此,只要在不脱离本发明宗旨的范围内,可作各种变形实施。
例如,压印臂26的旋转支点、第一凸轮27及第二凸轮29的配置所产生的压印臂26的杠杆比并不限于上述的实施形态。可根据作成必要的烫印载荷、烫印速度而作适当调整。
另外,例如在上述的实施形态中,当驱动第一凸轮27时,第二凸轮29与压印臂26(凸轮推杆32)的接点为压印臂26的旋转支点,另一方面,当驱动第二凸轮29时,第一凸轮27与压印臂26(凸轮推杆31)的接点为压印臂26的旋转支点,但并不限于此。例如,也可在驱动第一凸轮27后,在驱动第二凸轮29时将压印臂26的旋转支点轴分别与压印臂26连接,使第一凸轮27从压印臂26上退避,将重新与压印臂26连接的该旋转支点轴为中心而通过第二凸轮29的驱动使压印臂26转动。另外,使第一凸轮27和第二凸轮29驱动的时间,不限于上述的实施形态,根据情况,也可一边驱动第一凸轮27、一边驱动第二凸轮29,使压印臂26转动。
另外,在上述的实施形态中,将盒1移动成与附加价值媒体2抵接,但本发明的烫印装置并不限于此。烫印装置也可具有与压印臂26抵接并使压印部9移动到附加价值媒体2附近的第一凸轮27、驱动凸轮27的第一驱动部28、将按压载荷作用到移动到附加价值媒体2附近的压印部9上的第二凸轮29和驱动凸轮29的第二驱动部30。
例如,如图18至图20所示的烫印装置7′那样,也可作成将保持盒1的板11′固定安装在框架10上的结构。此时,压印部9安装在压印臂26上。此时,可使在上述实施形态中说明的盒1移动的优点消失,但可进一步构成简单的烫印装置。
另外,在上述的实施形态中,利用凸轮27对压印臂26的移动量而使盒1及防护门6动作,构成以最佳的时间使烫印动作和盒1的移动动作与防护门6的开闭动作联动,但并不限于此,例如也可将动力从步进电动机37的驱动旋转轴上分开而进行盒1的移动和防护门6的开闭。或者,另外设置进行盒1的移动和防护门6的开闭的促动器,通过控制该促动器,以最佳的时间使烫印动作和盒1的移动动作与防护门6的开闭动作联动。
采用本发明的烫印装置7,即使压印对象媒体2的厚度存在误差,也可进行一定载荷的按压,还可控制按压量。因此,还可将本发明的烫印装置的结构应用于例如小型的冲压装置等。
接着说明以本发明的最佳压力对烫印箔加压转印用的烫印装置及烫印装置的压印压力控制方法。
下面根据附图详细说明本发明的结构。
图21及图22表示本发明的烫印装置的一实施形态。该烫印装置201具有:将一端作为自由端的压印臂202;对配置于该自由端上的附加价值媒体212转印烫印箔214的压印部203;与压印臂202抵接、作为对压印部203施加按压载荷的加压机构的凸轮204;以及驱动凸轮204的驱动部205,在压印臂202上安装有歪斜检测装置206,从歪斜检测装置206的输出来计测烫印转印时的压印部103的压印压力Ps,比较压印压力Ps和预定的目标压力Pt,求得必要加压量,控制驱动部205以将必要加压量作用在压印部203上。
歪斜检测装置206是例如将歪斜作为电阻的变化来检测的歪斜检测仪。歪斜检测仪206在如图21所示的例如本实施形态中,在烫印时承受压缩的弯曲应力的压印臂202的图中上面侧,贴附在配置压印部203的一端与旋转轴213的大致中间。即,在烫印时在压印臂202承受最大弯曲应力的位置贴附歪斜检测仪206,从而可精度良好地检测压印臂202的歪斜。但安装歪斜检测仪206的位置并不限于本实施形态所示的位置,例如也可安装在当烫印时承受拉伸弯曲应力的压印臂202的图中下面侧。
歪斜检测仪206的输出,是由用惠斯登电桥电路·放大器·A/D变换电路等构成的歪斜量检测电路207而进行放大、进行电压变换、进行A/D变换,从而输入到用CPU(中央运算处理装置)构成的控制部208。控制部208计测歪斜计测仪206的输出值。
驱动部205例如用DC电动机构成。电动机205通过驱动器209而与控制部208连接,由控制部208控制。控制部208例如以PWM(Pulse Width Modulation)方式控制电动机205。
当电动机205旋转时,该旋转就被传递给与压印臂202抵接的凸轮204。凸轮204产生旋转,压印臂202根据凸轮204的轮廓形状而以处于长度方向大致中间位置的旋转轴213为中心而转动。由此,压印部203移动成通过烫印箔214而与附加价值媒体212抵接。当电动机205进一步旋转时,按压载荷作用在压印部203上以将烫印箔214转印在附加价值媒体212上。烫印箔214例如是全息箔。成为烫印对象的附加价值媒体212,是对付伪造等不正当行为而通过附上具有可保护价值的媒体或烫印箔来保证、证明具有一定价值的媒体,媒体的种类及形态并不特别限定。作为这种附加价值媒体212,例如有票子、商品券等的有价证券、信用卡等的卡片类、文件、公文书等文件类等等。另外,驱动部205、压印臂202、凸轮204的形状和结构也不限于图21所示的形状和结构。例如,压印臂202不限于将长度方向大致中间位置作为旋转支点。另外。例如也可将用途分为压印部203的移动用和按压用而使用多个凸轮204和驱动部205。
此外,在本实施形态的烫印装置201中,具有对在压印部203中在烫印时与附加价值媒体212接触的部分的面积、即压印面积A进行储存的储存装置210。储存装置210使用例如可重写的作为不挥发性储存器的EEPROM(Electrically Erasable Programmable Read Only Memory)。但并不限于此,根据情况,也可使用RAM(Random Access Memory)等其他的储存器。储存装置210(以下在本实施形态中称作储存器210)与控制部208连接。控制部208可读入储存在储存器210中的信息或可将所需信息写入储存器210中。另外,烫印装置201作成可适当安装、更换许多种类的压印部203,也可将与该许多种类的压印部203对应的许多压印面积A储存在储存器210中。例如,当使用者利用未图示的输入装置输入压印部203的类型和尺寸时,则可选择与该输入对应的压印面积A。
在本实施形态中,预先求出烫印时在压印部203上产生的载荷(下面在本说明书中称作压印载荷Fs)和压印臂202的歪斜的相关关系。例如用测力传感器来计测压印载荷Fs,由该计测时的歪斜检测仪206的输出来求出压印载荷Fs与歪斜检测仪206的输出的相关关系式。该求出的相关关系式例如储存在储存器210中,控制部208可从歪斜检测仪206的输出来计算压印载荷Fs。控制部208通过用储存在储存器210中的压印面积A除该压印载荷Fs,从而可求出每单位面积的压印载荷、即压印部203上产生的压印压力Ps。
烫印所需的压印压力Ps因烫印箔214(例如全息箔)的种类而不同。另外,不使附加价值媒体212破损而被允许的压印压力Ps因附加价值媒体212(例如票子纸片和塑料卡片等)的种类而不同。因此,在本实施形态中,例如使用该烫印箔214及该附加价值媒体212进行压印试验,而预先求出与使用的烫印箔214的种类及成为烫印对象的附加价值媒体212的种类相对应的最佳的压印压力(以下在本说明书中称作目标压力Pt)。该目标压力Pt例如预先储存在储存器210中。
另外,也可预先将对应于许多种类的烫印箔214和许多种类的附加价值媒体212的许多目标压力Pt储存在储存器210中。例如,通过使用者利用未图示的输入装置输入烫印箔214的种类和附加价值媒体212的种类,从而从储存在储存器210中的许多目标压力Pt中选择对应于该输入的目标压力Pt。另外,也可将附加价值媒体212的厚度与目标压力Pt的相关关系式预先储存在储存器210中。例如,通过使用者利用未图示的输入装置输入附加价值媒体212的厚度,从而以储存在储存器210中的目标压力Pt为基准而计算出与该附加价值媒体212的厚度相对应的目标压力Pt。或者,也可通过使用者的键输入而可直接输入目标压力Pt的数值,并可阶段性地加减、调整目标压力Pt的数值。
下面,根据图22所示的流程图来说明上述结构的烫印装置201的压印压力控制方法的一例子。
当将附加价值媒体212放置在规定的压印位置、按压未图示的压印开始按钮时,控制部208就读入储存在储存器210中的规定的目标压力Pt(步骤1),读入储存在储存器210中的压印面积A(步骤2)。并且,目标压力Pt乘压印面积A而作为目标载荷Ft(步骤3)。由歪斜检测仪206的输出来计测压印载荷Fs,并驱动电动机205使压印载荷Fs与目标载荷Ft一致(步骤4~步骤7)。
即,控制部208每规定时间从歪斜检测仪206的输出来计测压印载荷Fs(步骤4),比较所计测的压印载荷Fs和目标载荷Ft(步骤5),若不一致(步骤5为否),则求出使压印载荷Fs与目标载荷Ft一致用的必要载荷、即目标载荷Ft与压印载荷Fs的差值(步骤6),为使该必要载荷作用在压印部203上,将对应于必要载荷的电力输入电动机205(步骤7)。即,控制部208对电动机205进行反馈控制以将必要载荷作用在压印部203上。
若压印载荷Fs达到目标载荷Ft(步骤5为是),则控制部208经过烫印箔214的转印所需的规定时间(步骤8为否),用PWM方式控制电动机205使压印载荷Fs处于目标载荷Ft的例如100~110%的范围内(步骤9)。并且,在经过规定时间后(步骤8为是),控制部208使电动机205反转,使压印部203退离附加价值媒体212,烫印处理结束。
在上述处理中,预定的目标压力Pt乘压印面积A而作为目标载荷Ft,比较所计测的压印载荷Fs与目标载荷Ft而求出必要载荷,对电动机205进行反馈控制以将该必要载荷作用在压印部203上,但也可例如象如下那样进行处理。
即,在每规定时间从歪斜检测仪206的输出中计测压印载荷Fs后,用储存在储存器210中的压印面积A除该压印载荷Fs而求得压印压力Ps。并且,比较所计测的压印压力Ps与储存器210中的目标压力Pt,求出必要的加压量(例如使压印压力Ps与目标压力Pt一致或使压印压力Ps处于目标压力Pt的例如100~110%的范围内而必要的加压量),对电动机205进行反馈控制,以将该必要加压量作用在压印部203上。这种处理时,本发明的效果是相同的。
如上所述,采用本发明的烫印装置201及烫印装置201的压印压力控制方法,无论压印面积A的大小,都可用预定的最佳压印压力即目标压力Pt进行烫印。即,无论压印部203的尺寸是大还是小,或者对压印面进行雕刻使压印面积A变小,始终可用最佳的压力进行均匀的烫印。因此,不会有压印压力Ps较弱而不能良好转印烫印箔214、或压印压力Ps过强而使附加价值媒体212和压印部203破损的问题。
另外,在本发明的烫印装置201及烫印装置201的压印压力控制方法中,由于产生与压印面积A对应的目标载荷Ft,所以压印面积A不限于一定,可自由选择尺寸大小和有无雕刻等压印部203。
由于可防止较小尺寸的压印部203上作用过大的载荷,故可防止较小尺寸的压印部203产生破损,并可延长压印部203的寿命。
通过在烫印装置201上设定与所使用的烫印箔214及成为烫印对象的附加价值媒体212相对应的共同的目标压力Pt,从而可缩小多个烫印装置201间的压力的误差。
另外,上述的实施形态是本发明的最佳的一实施例,但并不限于此,只要不脱离本发明的宗旨,可作各种变形。
例如,安装歪斜检测仪206的位置,不限于烫印时承受压缩弯曲应力的压印臂202的图21中的上面侧,也可安装在烫印时承受拉伸弯曲应力的压印臂202的图21中的下面侧。或者,将多个歪斜检测仪206安装在压印臂202上,而可获得多个输出,提高压印载荷Fs及压印压力Ps的计测精度。另外,加压机构204并不限于凸轮机构,也可是螺杆机构、连杆机构。
另外,例如也可在烫印时支承附加价值媒体212的压纸卷筒211上装入测力传感器,由该测力传感器求出压印载荷Fs。
从上得知,在技术方案1的烫印装置中,由于具有:将压力作用在烫印箔和附加价值媒体上而对附加价值媒体转印烫印箔的压印部;将压印部设在前端的压印臂;与压印臂抵接并使压印部移动到附加价值媒体附近的第一凸轮;驱动第一凸轮的第一驱动部;将按压载荷作用在移动到附加价值媒体附近的压印部上的第二凸轮;以及驱动第二凸轮的第二驱动部,因此,可利用第一凸轮使压印部迅速地移动到附加价值媒体附近,且可利用第二凸轮产生烫印所需的按压载荷。由此,即使不使用大型的凸轮结构和大型的电动机,也可用足够的压印载荷进行高速的烫印。此外,不提高装置整体的刚性,而只要确保与第二凸轮对应部分的刚性即可。因此,可实现烫印装置的简单化、小型化和低成本化。并且,通过变更或调整第一凸轮及第二凸轮的形状、旋转量和转速等,可容易地进行所需的烫印载荷的调整。因此,可提供小型的、且通用性非常高的烫印装置。
此外,在技术方案2的烫印装置中,由于烫印箔作成烫印箔带,该烫印箔带被容纳在具有卷绕轴和送出轴的盒内,因此,当变更为不同的烫印箔带时,通过换放盒就可容易地进行,与现有的开放式卷轴结构相比,更换作业非常容易。
在技术方案3的烫印装置中,由于利用第一凸轮的驱动而使盒移动成与附加价值媒体抵接,因此,附加价值媒体被固定,可防止烫印错位。另外,可防止在从附加价值媒体上剥离烫印箔带时附加价值媒体的上浮。由此,可进行良好的烫印。
在技术方案4的烫印装置中,将盒与附加价值媒体抵接的位置作为烫印的基准位置,利用第一凸轮的驱动而使压印部移动到基准位置,在基准位置利用第二凸轮的驱动而将按压载荷作用在压印部上。因此,即使附加价值媒体的厚度有宽度也可始终以实用上无问题的水平施加一定的按压载荷,可不受附加价值媒体种类影响地进行均匀而良好的烫印。
从上得知,在技术方案5的烫印装置中,由于在压印臂上安装歪斜检测装置,从歪斜检测装置的输出来计测烫印转印时的压印部的压印压力,比较压印压力与预定的目标压力,求出必要加压量,控制驱动部以将必要加压量作用在压印部上,因此,无论压印面积的大小,即无论压印部的尺寸是大是小,且即使当压印面上实施有雕刻而使压印面积变小时,都可始终以最佳的压印压力进行均匀的烫印。因此,不会有压印压力较弱而不能良好转印烫印箔、或压印压力过强而使附加价值媒体和压印部破损的问题。另外,由于可防止在较小尺寸的压印部上作用过大的载荷,故可延长压印部的寿命。
由于压印部的压印面积限定成一定,故可自由选择尺寸大小和有无雕刻等各种的压印部。
由于在烫印装置上设定对应于所使用的烫印箔及成为压印对象的附加价值媒体的共同的目标压力,因此,可缩小多个烫印装置间的压力的误差。
由于技术方案6的烫印装置具有对压印部的压印面积进行储存的储存装置,故在处理烫印时使用者无需特意输入压印面积,从而可将用最佳的压印压力进行均匀烫印的烫印处理自动化。
由于技术方案7的烫印装置的压印压力控制方法是,在压印臂上安装歪斜检测装置,从歪斜检测装置的输出来计测烫印转印时的压印部的压印载荷,将压印部的压印面积乘以预定的目标压力作为目标载荷,比较压印载荷与目标载荷而求出必要载荷,控制驱动部,以将必要载荷作用在压印部上,因此,无论压印面积的大小,即无论压印部的尺寸是大是小,且即使压印面上实施有雕刻而使压印面积变小,都可始终用最佳的压印压力进行均匀的烫印。
Claims (7)
1.一种烫印装置,其特征在于,具有:将一端作为自由端的压印臂;配置在该自由端上、对烫印箔和附加价值媒体施加压力而将所述烫印箔转印在所述附加价值媒体上的压印部;与所述压印臂抵接而使所述压印部移动到所述附加价值媒体附近的第一凸轮;驱动所述第一凸轮的第一驱动部;对移动到所述附加价值媒体附近的所述压印部施加所述按压载荷的第二凸轮;以及驱动所述第二凸轮的第二驱动部。
2.如权利要求1所述的烫印装置,其特征在于,所述烫印箔是烫印箔带,所述烫印箔带被容纳在具有卷绕轴和送出轴的盒内。
3.如权利要求2所述的烫印装置,其特征在于,利用所述第一凸轮的驱动,所述盒移动成与所述附加价值媒体抵接。
4.如权利要求3所述的烫印装置,其特征在于,将盒与附加价值媒体抵接的位置作为烫印的基准位置,利用第一凸轮的驱动使压印部移动到基准位置,在基准位置利用第二凸轮的驱动而将按压载荷作用在压印部上。
5.一种烫印装置,具有:将一端作为自由端的压印臂;配置在该自由端上、将烫印箔转印在附加价值媒体上的压印部;与压印臂抵接、将按压载荷作用在所述压印部上的加压机构;以及驱动所述加压机构的驱动部,其特征在于,在所述压印臂上安装有歪斜检测装置,从所述歪斜检测装置的输出计测烫印转印时的所述压印部的压印压力,比较所述压印压力和预定的目标压力求得必要加压量,对所述驱动部进行控制以将所述必要加压量作用在所述压印部上。
6.如权利要求5所述的烫印装置,其特征在于,具有储存所述压印部的压印面积的储存装置。
7.一种烫印装置的压印压力控制方法,烫印装置具有:将一端作为自由端的压印臂;配置在该自由端上、将烫印箔转印在附加价值媒体上的压印部;与所述压印臂抵接、将按压载荷作用在所述压印部上的加压机构;以及驱动所述加压机构的驱动部,其特征在于,在压印臂上安装歪斜检测装置,从所述歪斜检测装置的输出计测烫印转印时的所述压印部的压印载荷,将所述压印部的压印面积乘以预定的目标压力作为目标载荷,比较所述压印载荷和所述目标载荷求得所需载荷,对所述驱动部进行控制以将所需载荷作用在压印部上。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000325206A JP2002131154A (ja) | 2000-10-25 | 2000-10-25 | ホットスタンプ装置及びホットスタンプ装置のスタンプ加圧力制御方法 |
| JP325206/2000 | 2000-10-25 | ||
| JP325206/00 | 2000-10-25 | ||
| JP333689/00 | 2000-10-31 | ||
| JP2000333689A JP2002128330A (ja) | 2000-10-31 | 2000-10-31 | ホットスタンプ装置 |
| JP333689/2000 | 2000-10-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1349888A CN1349888A (zh) | 2002-05-22 |
| CN1171725C true CN1171725C (zh) | 2004-10-20 |
Family
ID=26602725
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011358513A Expired - Fee Related CN1171725C (zh) | 2000-10-25 | 2001-10-24 | 烫印装置及其压印压力控制方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6672357B2 (zh) |
| EP (1) | EP1201426B1 (zh) |
| CN (1) | CN1171725C (zh) |
| AT (1) | ATE337181T1 (zh) |
| DE (1) | DE60122450T2 (zh) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006081992A1 (de) * | 2005-02-04 | 2006-08-10 | Man Roland Druckmaschinen Ag | Folienführung für eine prägeeinrichtung |
| US7520219B2 (en) * | 2005-11-04 | 2009-04-21 | Reefdale Pty Ltd | Method for foil transfer printing on a garment in a screen printer |
| DE102008060740A1 (de) * | 2008-01-23 | 2009-07-30 | Heidelberger Druckmaschinen Ag | Druckmaschine |
| US8192098B1 (en) | 2008-06-17 | 2012-06-05 | Stalsen LLC | Automatically loading printing device and method of printing |
| FR2972135B1 (fr) * | 2011-03-01 | 2013-10-04 | Astea | Machine de transfert a chaud et sous pression d'une couche de protection d'un substrat |
| US20130337102A1 (en) * | 2012-06-14 | 2013-12-19 | Massachusetts Institute Of Technology | Embossing Press |
| EP2684695A1 (en) * | 2012-07-12 | 2014-01-15 | Gemalto SA | Device for laminating smart cards and associated lamination method |
| CN103302962B (zh) * | 2013-07-02 | 2015-03-25 | 青岛海刚烫印设备制造有限公司 | 票据自动烫金机 |
| JP6623637B2 (ja) * | 2015-09-16 | 2019-12-25 | 富士ゼロックス株式会社 | 画像形成装置 |
| JP6658106B2 (ja) * | 2016-03-01 | 2020-03-04 | コニカミノルタ株式会社 | 画像形成装置、画像形成方法、画像形成管理装置および制御プログラム |
| CN107150490A (zh) * | 2016-03-04 | 2017-09-12 | 青岛景钢烫印设备有限公司 | 盒盖平面防伪标烫印机 |
| FR3139501A1 (fr) * | 2022-09-14 | 2024-03-15 | Sabine Bartoli | Système de dépose par poinçon chauffant d’une sécurité holographique ou tridimensionnelle sur un rouleau support de titres sécurisés |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3415183A (en) * | 1966-11-09 | 1968-12-10 | Dennison Mfg Co | Bed and platen duplicate ticket printing machine |
| US3657051A (en) * | 1969-05-27 | 1972-04-18 | Dymo Industries Inc | Transfer printing addressing maching |
| US3916783A (en) | 1972-09-13 | 1975-11-04 | Texmark Inc | Automatic sequential textile marking machine |
| US4048913A (en) * | 1974-09-06 | 1977-09-20 | Adolph Gottscho, Inc. | Apparatus for repetitive imprinting at uniform increments on a continuously moving web |
| KR960003354B1 (ko) * | 1986-04-24 | 1996-03-08 | 타우러스 임프레션스 인코오포레이티드 | 책자표지 스탬프 프린터 |
| JPH0521529A (ja) | 1991-07-16 | 1993-01-29 | Sony Corp | ボンデイング装置 |
| US5441589A (en) * | 1993-06-17 | 1995-08-15 | Taurus Impressions, Inc. | Flat bed daisy wheel hot debossing stamper |
| GB9316154D0 (en) | 1993-08-04 | 1993-09-22 | Checkpoint Security Serv Ltd | Apparatus for applying heat transferable images |
| JP2001030465A (ja) * | 1999-07-26 | 2001-02-06 | Sankyo Seiki Mfg Co Ltd | ホットスタンプ箔用カセット及びホットスタンプ装置 |
-
2001
- 2001-10-24 US US10/066,083 patent/US6672357B2/en not_active Expired - Fee Related
- 2001-10-24 CN CNB011358513A patent/CN1171725C/zh not_active Expired - Fee Related
- 2001-10-25 EP EP01124394A patent/EP1201426B1/en not_active Expired - Lifetime
- 2001-10-25 AT AT01124394T patent/ATE337181T1/de not_active IP Right Cessation
- 2001-10-25 DE DE60122450T patent/DE60122450T2/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE60122450T2 (de) | 2007-05-16 |
| US20020124942A1 (en) | 2002-09-12 |
| EP1201426B1 (en) | 2006-08-23 |
| CN1349888A (zh) | 2002-05-22 |
| EP1201426A1 (en) | 2002-05-02 |
| US6672357B2 (en) | 2004-01-06 |
| ATE337181T1 (de) | 2006-09-15 |
| DE60122450D1 (de) | 2006-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1171725C (zh) | 烫印装置及其压印压力控制方法 | |
| US7654199B2 (en) | Printing device | |
| TW539605B (en) | Light guiding plate manufacturing apparatus and light guiding plate manufacturing method | |
| CN1214996A (zh) | 打印机 | |
| JP2000085096A5 (zh) | ||
| CN1154573C (zh) | 具有改进的色带传送系统的热转印印刷机 | |
| CN1284669C (zh) | 热印箔带用带盒、热印装置的箔剥离机构及方法 | |
| ATE470637T1 (de) | Drucker | |
| JP2010167680A (ja) | カッタユニット及びプリンタ | |
| CN1509886A (zh) | 带子打印设备 | |
| ATE509772T1 (de) | Drucker | |
| RU2309834C2 (ru) | Устройство для прорезания отверстий в основе | |
| JP2008030302A (ja) | プリンタ | |
| JP4190077B2 (ja) | 画像形成装置 | |
| JP2006159432A (ja) | 熱転写プリンタの印刷方法 | |
| US9180706B2 (en) | Cantilevered credential processing device component | |
| CN219171939U (zh) | 一种高效的彩印印刷机 | |
| CN2528619Y (zh) | 速印机制版机构 | |
| JP2019010826A (ja) | プリンタ及びその制御方法 | |
| JP4824188B2 (ja) | 製版印刷装置 | |
| JP4178623B2 (ja) | スタンプ作成装置 | |
| US7187395B2 (en) | Roll paper feeding device and photo printer | |
| ATE519597T1 (de) | Drucker | |
| RU2340460C1 (ru) | Комбинированная печать | |
| FR2609258A1 (fr) | Dispositif pour imprimer a chaud en une deuxieme couleur des portions predeterminees d'un support deja imprime dans une premiere couleur |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee |
Owner name: NIDEC SANKYO CORP. Free format text: FORMER NAME OR ADDRESS: SANKYO SEIKI MFG. SEISAKUSHO K.K. |
|
| CP03 | Change of name, title or address |
Address after: Nagano Patentee after: Sankyo Seiki Seisakusho KK Address before: Nagano Patentee before: Sankyo Seiki Manufacturing Co., Ltd. |
|
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |