CN115384824A - 一种高效全自动药片包装机 - Google Patents
一种高效全自动药片包装机 Download PDFInfo
- Publication number
- CN115384824A CN115384824A CN202211197576.2A CN202211197576A CN115384824A CN 115384824 A CN115384824 A CN 115384824A CN 202211197576 A CN202211197576 A CN 202211197576A CN 115384824 A CN115384824 A CN 115384824A
- Authority
- CN
- China
- Prior art keywords
- shaft
- heat
- rotating
- transverse sealing
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/10—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders
- B65B1/14—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders of centrifugal type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/12—Feeding webs from rolls
- B65B41/16—Feeding webs from rolls by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/08—Forming three-dimensional containers from sheet material
- B65B43/10—Forming three-dimensional containers from sheet material by folding the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
Abstract
本发明涉及药物生产包装领域,尤其涉及一种高效全自动药片包装机。包括机架,机架上设置药片输送装置及其薄膜输送装置,储存漏斗的底部设置出料孔,出料孔上通过设置输送管与药片旋转圆盘相连接,药片旋转圆盘包括上旋转盘和下固定盘,上旋转盘上圆周设置入料口,入料口内设置通料管,通料管上可活动的套设有下盘抵触套,下盘抵触套的一端通过弹簧与上旋转盘相抵,落料口上通过设置袋口伸入管与包装袋成型装置相连,包装袋成型装置的下端分别设置袋口纵封机构和横封剪切机构。本发明提供的一种高效全自动药片包装机,具有药片输送防卡、包装袋防热损、自动快速的包装的优点;结构简单、操作方便、有效改善了工人作业条件、进一步提高了生产效率。
Description
技术领域
本发明涉及药物生产包装领域,尤其涉及一种高效全自动药片包装机。
背景技术
药片行业中的药丸、药片等产品的包装一般都是在药片包装机上完成包装的。目前使用的药片包装机一般包括药片送入机构、包装机构和输出机构,加工完成的药片经送入机构送到包装机构中,再经过包装机构的包装后由输出机构送出。但是这种目前使用的药片包装机存在以下缺点:
1、多个部件如药片送入机构、包装机构和输出机构都需要单一的驱动组件造成资源浪费;2、包装袋经过包装袋纵向热封装置时,包装袋传送工作平台大多采用钢质材料,导热能力强,包装袋传送过工作平台时贴于工作台表面的包装纸部分容易因工作台高温而发生损坏,更重要的是,通常的此部分包装纸上印有保质期等重要的信息,受热后会变得模糊甚至烫毁;3、由于药片在装袋过程中位置可能变化,扭转错位的药片会将包装袋顶高,容易将原本水平布置的包装袋扭转移位,扭转移位后的包装袋影响下一步的切边工序。
发明内容
为了解决上述技术问题,本发明提供一种高效全自动药片包装机。
本发明为实现上述目的而采取的技术方案为:
一种节能高效全自动打包装置,该装置包括机架,所述机架上至少设置一个输送装置及其薄膜输送装置,该输送装置包括储存漏斗,所述的储存漏斗的底部设置出料孔,所述的出料孔上通过设置输送管与旋转圆盘相连接,所述的旋转圆盘包括上旋转盘和下固定盘,所述的上旋转盘上圆周设置多个入料口,所述的上旋转盘上圆周设置输送管滑行槽,所述的多个入料口分别置于圆周输送管滑行槽内;所述的入料口内设置通料管,所述的通料管上可活动的套设有下盘抵触套,所述的下盘抵触套的一端通过弹簧与上旋转盘相抵,使其下盘抵触套在弹性压力的作用下一直抵触下固定盘的上平面,所述下固定盘一侧对应入料口设置落料口,所述的落料口上通过设置袋口伸入管与包装袋纵向热封装置相连,所述的纵向热封装置的下端设置横封剪切机构;机架上还设置旋转电机,所述的旋转电机通过减速机与第一驱动轴相连,第一驱动轴通过第一齿轮组与第一主动轴相连动,所述的第一驱动轴上通过设置同步轮和同步皮带与上旋转盘驱动轴相连接,所述的第一主动轴的末端通过设置第二齿轮组与第一从动轴相连动,所述的第一主动轴通过设置同步轮和同步皮带与打码驱动轴相连动,并在第一从动轴一端设置第三齿轮组与第二从动轴连动,所述的第二从动轴通过与末端输出轨道的主动轮相连动。
作为进一步改进,所述的薄膜输送装置包括薄膜输送安装架,所述的薄膜输送安装架上可转动设置薄膜辊,所述的薄膜辊上的薄膜通过设置在薄膜输送安装架上的导向轮输送到折膜板上,所述的折膜板套设在袋口伸入管上,薄膜通过折膜板将其薄膜环抱住袋口伸入管的下端,所述的袋口伸入管的下端设置打码组件,所述的打码组件包括设置在袋口伸入管的下端两侧的打码轮,所述的打码轮通过旋转轮轴可旋转的穿插在摆动块的一端,摆动块另一端通过第二旋转轴可旋转设置在固定架上,所述的两侧的打码轮其中一侧的第二旋转轴穿过摆动块设置第一齿轮,且第二旋转轴通过同步轮和同步皮带与第一从动轴相连动,所述的摆动块的一端下部设置摆动气缸,所述的摆动气缸的输出轴端铰接在摆动块的一端,所述的旋转轮轴穿插出摆动块的端部设置第二齿轮,所述的第二齿轮与第一齿轮相齿合。
作为进一步改进,所述的包装袋纵向热封装置设置在袋口伸入管的一侧,包括左右热封模组,所述左右热封模组设置在热封模组机架上,所述的热封模组机架上设置滑动轴,所述的滑动轴上可活动的设置热封滑块,所述的热封滑块上设置右热封模组,在对应右热封模组的热封模组机架上设置左热封模组。
作为进一步改进,所述的横封剪切机构包括横封剪切支架,所述的横封剪切支架的两端分别设置导向轴,所述导向轴的两端分别设置横封滑动块,两个横封滑动块相对应端设置内横封条组件,在对应内横封条组件的横封剪切支架上设置外横封条组件,所述的外横封条组件上还设置内切刀。
作为进一步改进,所述的内横封条组件的一端铰接设置第一摆动板,所述的第一摆动板与旋转板的一端相铰接,所述的旋转板的中部通过旋转轴与旋转固定板相连接,所述的旋转固定板固定设置在横封剪切支架上,所述的旋转板的另一端铰接设置第二摆动板,所述的第二摆动板与驱动板相铰接,所述的驱动板与驱动气缸的输出轴相连接。
作为进一步改进,所述的横封剪切机构的下端设置引料板与末端输出轨道相对接,所述的末端输出轨道包括两端通过同步皮带相连接的从动轮与主动轮,所述的主动轮与第二从动轴相连动。
本发明提供的一种高效全自动药片包装机,通过单一的驱动旋转电机,多个从动轴及其齿轮组的配合实现了单一驱动就可带动药片送入机构、包装机构和输出机构运作;且结构简单、操作方便、有效改善了工人作业条件、进一步提高了生产效率。
附图说明
图1是本发明的结构示意图;
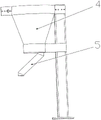
图2是本发明的药片储存漏斗的结构示意图;
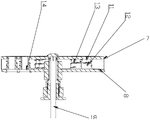
图3是本发明的药片旋转圆盘示意图;
图4是本发明药片旋转圆盘剖视结构示意图;
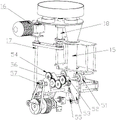
图5是本发明的侧视的结构示意图;
图6是本发明的打码组件的结构示意图;
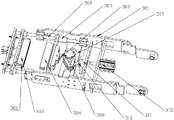
图7是本发明的横封剪切机构结构示意图。
具体实施方式
下面结合附图对本发明的具体实施方式做个详细的说明。
如图1-5所示,一种节能高效全自动打包装置,该装置包括机架1,所述机架1上至少设置一个输送装置及其薄膜输送装置3,该输送装置包括储存漏斗4,所述的储存漏斗4的底部设置出料孔,所述的出料孔上通过设置输送管5与旋转圆盘2相连接,所述的旋转圆盘2包括上旋转盘7和下固定盘8,所述的上旋转盘7上圆周设置多个入料口9,所述的上旋转盘7上圆周设置输送管滑行槽10,所述的多个入料口9分别置于圆周输送管滑行槽10内;所述的入料口9内设置通料管11,所述的通料管11上可活动的套设有下盘抵触套12,所述的下盘抵触套12的一端通过弹簧与上旋转盘7相抵,使其下盘抵触套12在弹性压力的作用下一直抵触下固定盘8的上平面,所述下固定盘8一侧对应入料口设置落料口14,所述的落料口14上通过设置袋口伸入管15与包装袋纵向热封装置20相连,所述的纵向热封装置20的下端设置横封剪切机构30;机架上还设置旋转电机16,所述的旋转电机16通过减速机与第一驱动轴17相连,所述的第一驱动轴17上通过设置同步轮和同步皮带与上旋转盘驱动轴18相连接,第一驱动轴17通过第一齿轮组与第一主动轴19相连动,所述的第一主动轴19通过设置同步轮和同步皮带与打码驱动轴相连动,所述的第一主动轴19的末端通过设置第二齿轮组与第一从动轴21相连动,并在第一从动轴21一端设置第三齿轮组与第二从动轴22连动,所述的第二从动轴22与末端输出轨道50的主动轮相连动。
如图6所示,所述的薄膜输送装置3包括薄膜输送安装架31,所述的薄膜输送安装架31上可转动设置薄膜辊32,所述的薄膜辊32上的薄膜通过设置在薄膜输送安装架上的导向轮输送到折膜板33上,所述的折膜板33套设在袋口伸入管15上,薄膜通过折膜板33将其薄膜环抱住袋口伸入管15的下端,所述的袋口伸入管15的下端设置打码组件,所述的打码组件包括设置在袋口伸入管15的下端两侧的打码轮51,所述的打码轮51通过旋转轮轴可旋转的穿插在摆动块52的一端,摆动块52另一端通过第二旋转轴可旋转设置在固定架53上,所述的两侧的打码轮51其中一侧的第二旋转轴穿过摆动块设置第一齿轮56,且第二旋转轴通过同步轮和同步皮带与第一从动轴57相连动,所述的摆动块52的一端下部设置摆动气缸55,所述的摆动气缸22的输出轴端铰接在摆动块52的一端,所述的摆动气缸22的输出轴端的另一端设置在固定架53上,所述的旋转轮轴穿插出摆动块52的端部设置第二齿轮54,所述的第二齿轮54与第一齿轮56相齿合。
所述的包装袋纵向热封装置20设置在袋口伸入管15的一侧,包括左右热封模组,所述左右热封模组设置在热封模组机架上,所述的热封模组机架上设置滑动轴,所述的滑动轴上可活动的设置热封滑块,所述的热封滑块上设置右热封模组,在对应右热封模组的热封模组机架上设置左热封模组。
如图7所示,所述的横封剪切机构30包括横封剪切支架301,所述的横封剪切支架301的两端分别设置导向轴302,所述导向轴302的两端分别设置横封滑动块303,两个横封滑动块303相对应端设置内横封条组件304,在对应内横封条组件304的横封剪切支架上设置外横封条组件305,所述的外横封条组件305上还设置内切刀306,所述的内横封条组件305的一端铰接设置第一摆动板307,所述的第一摆动板307与旋转板308的一端相铰接,所述的旋转板308的中部通过旋转轴与旋转固定板309相连接,所述的旋转固定板309固定设置在横封剪切支架301上,所述的旋转板309的另一端铰接设置第二摆动板310,所述的第二摆动板310与驱动板311相铰接,所述的驱动板311与驱动气缸312的输出轴相连接。
所述的横封剪切机构30的下端设置引料板40与末端输出轨道50相对接,所述的末端输出轨道50包括两端通过同步皮带相连接的从动轮与主动轮,所述的主动轮与第二从动轴相连动。
Claims (6)
1.一种节能高效全自动打包装置,该装置包括机架,所述机架上至少设置一个输送装置及其薄膜输送装置,其特征在于:该输送装置包括储存漏斗,所述的储存漏斗的底部设置出料孔,所述的出料孔上通过设置输送管与旋转圆盘相连接,所述的旋转圆盘包括上旋转盘和下固定盘,所述的上旋转盘上圆周设置多个入料口,所述的上旋转盘上圆周设置输送管滑行槽,所述的多个入料口分别置于圆周输送管滑行槽内;所述的入料口内设置通料管,所述的通料管上可活动的套设有下盘抵触套,所述的下盘抵触套的一端通过弹簧与上旋转盘相抵,使其下盘抵触套在弹性压力的作用下一直抵触下固定盘的上平面,所述下固定盘一侧对应入料口设置落料口,所述的落料口上通过设置袋口伸入管与包装袋纵向热封装置相连,所述的纵向热封装置的下端设置横封剪切机构;机架上还设置旋转电机,所述的旋转电机通过减速机与第一驱动轴相连,第一驱动轴通过第一齿轮组与第一主动轴相连动,所述的第一驱动轴上通过设置同步轮和同步皮带与上旋转盘驱动轴相连接,所述的第一主动轴通过设置同步轮和同步皮带与打码驱动轴相连动,所述的第一主动轴的末端通过设置第二齿轮组与第一从动轴相连动,并在第一从动轴一端设置第三齿轮组与第二从动轴连动,所述的第二从动轴与末端输出轨道的主动轮相连动。
2.根据权利要求1所述的一种节能高效全自动打包装置,其特征在于:所述的薄膜输送装置包括薄膜输送安装架,所述的薄膜输送安装架上可转动设置薄膜辊,所述的薄膜辊上的薄膜通过设置在薄膜输送安装架上的导向轮输送到折膜板上,所述的折膜板套设在袋口伸入管上,薄膜通过折膜板将其薄膜环抱住袋口伸入管的下端,所述的袋口伸入管的下端设置打码组件,所述的打码组件包括设置在袋口伸入管的下端两侧的打码轮,所述的打码轮通过旋转轮轴可旋转的穿插在摆动块的一端,摆动块另一端通过第二旋转轴可旋转设置在固定架上,所述的两侧的打码轮其中一侧的第二旋转轴穿过摆动块设置第一齿轮,且第二旋转轴通过同步轮和同步皮带与第一从动轴相连动,所述的摆动块的一端下部设置摆动气缸,所述的摆动气缸的输出轴端铰接在摆动块的一端,所述的旋转轮轴穿插出摆动块的端部设置第二齿轮,所述的第二齿轮与第一齿轮相齿合。
3.根据权利要求1所述的一种高效全自动药片包装机,其特征在于:所述的包装袋纵向热封装置设置在袋口伸入管的一侧,包括左右热封模组,所述左右热封模组设置在热封模组机架上,所述的热封模组机架上设置滑动轴,所述的滑动轴上可活动的设置热封滑块,所述的热封滑块上设置右热封模组,在对应右热封模组的热封模组机架上设置左热封模组。
4.根据权利要求1所述的一种高效全自动药片包装机,其特征在于:所述的横封剪切机构包括横封剪切支架,所述的横封剪切支架的两端分别设置导向轴,所述导向轴的两端分别设置横封滑动块,两个横封滑动块相对应端设置内横封条组件,在对应内横封条组件的横封剪切支架上设置外横封条组件,所述的外横封条组件上还设置内切刀。
5.根据权利要求4所述的一种高效全自动药片包装机,其特征在于:所述的内横封条组件的一端铰接设置第一摆动板,所述的第一摆动板与旋转板的一端相铰接,所述的旋转板的中部通过旋转轴与旋转固定板相连接,所述的旋转固定板固定设置在横封剪切支架上,所述的旋转板的另一端铰接设置第二摆动板,所述的第二摆动板与驱动板相铰接,所述的驱动板与驱动气缸的输出轴相连接。
6.根据权利要求5所述的一种高效全自动药片包装机,其特征在于:所述的横封剪切机构的下端设置引料板与末端输出轨道相对接,所述的末端输出轨道包括两端通过同步皮带相连接的从动轮与主动轮,所述的主动轮与第二从动轴相连动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211197576.2A CN115384824A (zh) | 2022-09-29 | 2022-09-29 | 一种高效全自动药片包装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211197576.2A CN115384824A (zh) | 2022-09-29 | 2022-09-29 | 一种高效全自动药片包装机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115384824A true CN115384824A (zh) | 2022-11-25 |
Family
ID=84129200
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211197576.2A Withdrawn CN115384824A (zh) | 2022-09-29 | 2022-09-29 | 一种高效全自动药片包装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115384824A (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0597123A (ja) * | 1991-10-09 | 1993-04-20 | Nippon Seiki Co Ltd | 包装機のフイルム自動切換装置 |
| CN102730214A (zh) * | 2012-07-16 | 2012-10-17 | 上海松川远亿机械设备有限公司 | 多列条状包装机 |
| CN105151416A (zh) * | 2015-09-18 | 2015-12-16 | 中国科学院合肥物质科学研究院 | 一种型材自动封袋封口装置 |
| CN107892002A (zh) * | 2017-11-07 | 2018-04-10 | 张家港市欧微自动化研发有限公司 | 一种药品颗粒包装设备 |
| CN109292509A (zh) * | 2018-12-01 | 2019-02-01 | 天津瑞泰包装机械有限公司 | 一种用于袋装包装机械生产设备的高效送纸装置 |
| CN109625377A (zh) * | 2019-02-14 | 2019-04-16 | 王从珠 | 一种高效全自动药片包装机 |
| CN111268206A (zh) * | 2020-04-13 | 2020-06-12 | 陈克云 | 一种立式抽真空热封包装机 |
| CN114872450A (zh) * | 2022-05-13 | 2022-08-09 | 山东济宁烟草有限公司 | 一种自动页码机 |
| CN115108089A (zh) * | 2022-06-29 | 2022-09-27 | 广州珐玛珈智能设备股份有限公司 | 一种单列液体条包生产设备 |
-
2022
- 2022-09-29 CN CN202211197576.2A patent/CN115384824A/zh not_active Withdrawn
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0597123A (ja) * | 1991-10-09 | 1993-04-20 | Nippon Seiki Co Ltd | 包装機のフイルム自動切換装置 |
| CN102730214A (zh) * | 2012-07-16 | 2012-10-17 | 上海松川远亿机械设备有限公司 | 多列条状包装机 |
| CN105151416A (zh) * | 2015-09-18 | 2015-12-16 | 中国科学院合肥物质科学研究院 | 一种型材自动封袋封口装置 |
| CN107892002A (zh) * | 2017-11-07 | 2018-04-10 | 张家港市欧微自动化研发有限公司 | 一种药品颗粒包装设备 |
| CN109292509A (zh) * | 2018-12-01 | 2019-02-01 | 天津瑞泰包装机械有限公司 | 一种用于袋装包装机械生产设备的高效送纸装置 |
| CN109625377A (zh) * | 2019-02-14 | 2019-04-16 | 王从珠 | 一种高效全自动药片包装机 |
| CN111268206A (zh) * | 2020-04-13 | 2020-06-12 | 陈克云 | 一种立式抽真空热封包装机 |
| CN114872450A (zh) * | 2022-05-13 | 2022-08-09 | 山东济宁烟草有限公司 | 一种自动页码机 |
| CN115108089A (zh) * | 2022-06-29 | 2022-09-27 | 广州珐玛珈智能设备股份有限公司 | 一种单列液体条包生产设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114148563B (zh) | 一种封装一体的自动化四边封袋机 | |
| CN111392125A (zh) | 一种自动化管材包装机 | |
| CN115384824A (zh) | 一种高效全自动药片包装机 | |
| CN117002792A (zh) | 一种分割肉包装设备 | |
| CN209921738U (zh) | 一种无纺布包装封口装置 | |
| CN209023268U (zh) | 一种挂耳咖啡内外袋包装机 | |
| CN105691719A (zh) | 长方形包裹快速打包机 | |
| CN214566541U (zh) | 一种全自动给袋式包装机 | |
| CN211196791U (zh) | 一种全自动预制袋包装机 | |
| CN212099594U (zh) | 一种全自动套袋封口机 | |
| CN211281731U (zh) | 一种包装机热封辊筒封口机构 | |
| CN210479213U (zh) | 无纺布自动包装用切割装置 | |
| CN112607109A (zh) | 一种全自动绞纱真空包装机 | |
| CN207045818U (zh) | 一种食品包装机 | |
| CN215399709U (zh) | 一种热熔压敏胶枕头包自动包装机器 | |
| CN217779095U (zh) | 一种医用耗材自动包装设备 | |
| CN213893178U (zh) | 一种碗团自动包装生产线 | |
| CN212023147U (zh) | 一种自动化管材包装机 | |
| CN212922148U (zh) | 一种防护性强的玻璃新型包装设备 | |
| CN215945002U (zh) | 一种水果自动包装一体机 | |
| CN217049263U (zh) | 一种包装成型机构 | |
| CN216186540U (zh) | 一种用于豆腐封口机的传输装置 | |
| CN220010314U (zh) | 一种包装袋封口机 | |
| CN214875784U (zh) | 一种全自动连续拉伸膜包装机 | |
| CN218578185U (zh) | 热封式包装用纸尿裤包装袋封边机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20221125 |
|
| WW01 | Invention patent application withdrawn after publication |