CN114889052A - 一种塑料制品生产用注塑模具 - Google Patents
一种塑料制品生产用注塑模具 Download PDFInfo
- Publication number
- CN114889052A CN114889052A CN202210614824.2A CN202210614824A CN114889052A CN 114889052 A CN114889052 A CN 114889052A CN 202210614824 A CN202210614824 A CN 202210614824A CN 114889052 A CN114889052 A CN 114889052A
- Authority
- CN
- China
- Prior art keywords
- plate
- injection
- injection mold
- groove
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/18—Feeding the material into the injection moulding apparatus, i.e. feeding the non-plastified material into the injection unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/20—Injection nozzles
- B29C45/23—Feed stopping equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/53—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston
- B29C45/54—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston and plasticising screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C45/67—Mould opening, closing or clamping devices hydraulic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/74—Heating or cooling of the injection unit
Abstract
本发明提供一种塑料制品生产用注塑模具,涉及注塑模具技术领域,包括工作台,所述工作台上表面固定安装有模具板,所述模具板上表面固定安装有第一液压缸,所述第一液压缸输出端固定安装有模板,所述工作台上表面安装有注塑仓,所述模具板上设置有隔断组件,所述注塑仓上设置有注射组件,所述电机输出端安装有转动轴,所述转动轴侧面设置有输送螺叶,本发明在模板进行移动的时候,导向柱也会进行移动,带动齿板进行移动,使齿轮进行转动,丝杆螺套在丝杆上进行移动,挡板进行移动挡板从注塑口表面移动过去,反之则能够使挡板进行复位挡住注塑口,防止在没有进行注射的时候,融化的原料进入到模腔内部,影响下一次模具成型。
Description
技术领域
本发明涉及注塑模具技术领域,具体为一种塑料制品生产用注塑模具。
背景技术
塑料制品是采用塑料为主要原料加工而成的生活、工业等用品的统称。包括以塑料为原料的注塑、吸塑等所有工艺的制品。塑料是一类具有可塑性的合成高分子材料,在生产塑料制品大多都是采用注塑成型的方法,注塑成型是通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,而模腔与注射头之间是互通的,在没有进行高压注射时,注射头的熔融的塑料材料可能会流入到模腔内部,从而影响下一次加工的质量。
发明内容
针对现有技术的不足,本发明提供了一种塑料制品生产用注塑模具,解决了模腔与注射头之间是互通的,在没有进行高压注射时,注射头的熔融的塑料材料可能会流入到模腔内部,从而影响下一次加工的质量的问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种塑料制品生产用注塑模具,包括工作台,所述工作台上表面固定安装有模具板,所述模具板上表面固定安装有第一液压缸,所述第一液压缸输出端固定安装有模板,所述工作台上表面安装有注塑仓,所述模具板上设置有隔断组件,所述注塑仓上设置有注射组件,所述注塑仓一端固定安装有安装盒,所述安装盒内部表面固定安装有电机,所述电机输出端安装有转动轴,所述转动轴侧面设置有输送螺叶,所述注塑仓一端内壁上固定安装有定位盘,所述定位盘上开设有进料口。
作为优选,所述模板上端固定安装有连接块,所述第一液压缸输出端设置在连接块上;
所述工作台上表面固定安装有支撑台,所述注塑仓固定安装在支撑台上表面,所述注塑仓上设置有进料漏斗。
作为优选,所述工作台上表面开设有导向槽,所述模板固定安装有导向杆,所述导向杆滑动安装有导向槽内部。
作为优选,所述转动轴内壁上固定安装有固定板,所述固定板上固定安装与伸缩杆,所述伸缩杆一端从穿过定位盘,所述伸缩杆顶端固定安装有密封板。
作为优选,所述注射组件包括压力筒、支撑杆,所述注塑仓上设置有压力筒,所述模具板上表面固定安装有支撑杆。
作为优选,所述压力筒内部安装有活塞,所述活塞上固定安装有活动杆,所述活动杆上端固定安装有压盘。
作为优选,所述支撑杆上端固定安装有顶板,所述顶板下表面固定安装有第二液压缸,所述第二液压缸输出端设置在压盘上。
作为优选,所述隔断组件包括导向柱、安装槽、第一限位槽、第二限位槽,所述模板上固定安装有导向柱、所述模具板上设置有安装槽、第一限位槽、第二限位槽,所述导向柱活动贯穿安装槽。
作为优选,所述导向柱一端固定安装有齿板,所述第二限位槽两侧内壁之间安装有丝杆,所述丝杆一端固定安装有齿轮,所述齿轮与齿板啮合连接,所述丝杆上套设安装有丝杆螺套,所述安装槽内部表面开设有滑槽,所述滑槽内部滑动安装有滑块,所述滑块上端设置在丝杆螺套上。
作为优选,所述第二限位槽内部表面开设有通槽,所述丝杆螺套下端安装有推动板,所述推动板活动贯穿通槽设置在第一限位槽内部,所述推动板上固定安装有挡板;
所述第二限位槽两侧内壁之间固定安装有滑杆,所述丝杆螺套滑动安装在滑杆中部。
本发明提供了一种塑料制品生产用注塑模具。具备以下有益效果:
1、在输送的过程中,通过注塑仓进行加热使原料融化,此时继续对融化的原料进行输送,融化的原料会从进料口继续向前进行移动,移动到压力筒内部,此时通过第一液压缸输出端进行伸缩,能够带动模板进行移动,使模板与模具板贴合在一起,从而形成模腔,在模板进行移动的时候,导向柱也会进行移动,从而带动齿板进行移动,使齿轮进行转动,使丝杆进行转动,使丝杆螺套在丝杆上进行移动,带动推动板进行移动,使挡板进行移动,使挡板从注塑口表面移动过去,反之则能够使挡板进行复位挡住注塑口,防止在没有进行注射的时候,融化的原料进入到模腔内部,影响下一次模具成型,通过将丝杆螺套滑动安装在滑杆中部,从而能够保证丝杆螺套移动时候的稳定性。
2、通过电机输出端进行转动,能够带动转动轴进行转动,使输送螺叶进行转动,在输送螺叶进行转动时对原料进行输送,在输送的过程中,通过注塑仓进行加热,使原料融化,此时继续对融化的原料进行输送,融化的原料会从进料口继续向前进行移动,移动到压力筒内部,通过第二液压缸输出端进行伸缩,从而能够带动压盘向下进行移动,从而能够带动活塞在压力筒内壁上进行移动,从而能够将压力筒内部的融化的原料注射到模腔内部,去完成塑料加工,此装置加工效率高能够将融化的原料进行收集,进行连续加工,提高了加工的效率。
附图说明
图1为本发明的整体结构示意图;
图2为本发明中的侧视结构示意图;
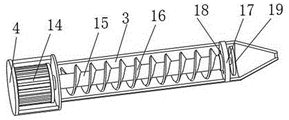
图3为本发明中的注塑仓结构示意图;
图4为本发明中的压力筒内部结构示意图;
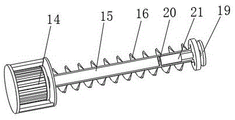
图5为本发明中的转动轴内部结构示意图;
图6为本发明图中的模具板内部结构示意图;
图7为本发明中的模具板内部侧视结构示意图。
其中,1、工作台;2、支撑台;3、注塑仓;4、安装盒;5、进料漏斗;6、注射组件;601、压力筒;602、支撑杆;603、顶板;604、第二液压缸;605、压盘;606、活动杆;607、活塞;7、隔断组件;701、导向柱;702、齿板;703、安装槽;704、齿轮;705、滑杆;706、丝杆螺套;707、丝杆;708、通槽;709、挡板;710、推动板;711、滑块;712、滑槽;713、第一限位槽;714、第二限位槽;8、第一液压缸;9、连接块;10、模板;11、导向杆;12、导向槽;13、模具板;14、电机;15、转动轴;16、输送螺叶;17、定位盘;18、进料口;19、密封板;20、固定板;21、伸缩杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1-3所示,本发明实施例提供一种塑料制品生产用注塑模具,包括工作台1,所述工作台1上表面固定安装有模具板13,所述模具板13上表面固定安装有第一液压缸8,所述第一液压缸8输出端固定安装有模板10,所述工作台1上表面安装有注塑仓3,所述模具板13上设置有隔断组件7,所述注塑仓3上设置有注射组件6,所述注塑仓3一端固定安装有安装盒4,所述安装盒4内部表面固定安装有电机14,所述电机14输出端安装有转动轴15,所述转动轴15侧面设置有输送螺叶16,所述注塑仓3一端内壁上固定安装有定位盘17,所述定位盘17上开设有进料口18。
如图1所示,所述模板10上端固定安装有连接块9,所述第一液压缸8输出端设置在连接块9上,所述工作台1上表面固定安装有支撑台2,所述注塑仓3固定安装在支撑台2上表面,所述注塑仓3上设置有进料漏斗5,通过将注塑仓3固定安装在支撑台2上表面能够保证注塑仓3的高度,便于工作人员进行操作,通过在注塑仓3上设置有进料漏斗5,能够便于工作人员箱注塑仓3内部倒入原料。
如图1所示,所述工作台1上表面开设有导向槽12,所述模板10固定安装有导向杆11,所述导向杆11滑动安装有导向槽12内部,通过将导向杆11滑动安装有导向槽12,能够保证模板10的稳定性,能够在模板10进行移动的时候稳定性更好。
如图5所示,所述转动轴15内壁上固定安装有固定板20,所述固定板20上固定安装与伸缩杆21,所述伸缩杆21一端从穿过定位盘17,所述伸缩杆21顶端固定安装有密封板19,在注射过程中,从而通过融化的原料的压力,从而能够使密封板19向后进行移动从而去堵住进料口18,防止融化的原料出现回流的情况。
如图2、4所示,所述注射组件6包括压力筒601、支撑杆602,所述注塑仓3上设置有压力筒601,所述模具板13上表面固定安装有支撑杆602,所述压力筒601内部安装有活塞607,所述活塞607上固定安装有活动杆606,所述活动杆606上端固定安装有压盘605,所述支撑杆602上端固定安装有顶板603,所述顶板603下表面固定安装有第二液压缸604,所述第二液压缸604输出端设置在压盘605上,通过电机14输出端进行转动,能够带动转动轴15进行转动,使输送螺叶16进行转动,在输送螺叶16进行转动时对原料进行输送,在输送的过程中,通过注塑仓3进行加热,使原料融化,此时继续对融化的原料进行输送,融化的原料会从进料口18继续向前进行移动,移动到压力筒601内部,此时通过第一液压缸8输出端进行伸缩,能够带动模板10进行移动,使模板10与模具板13贴合在一起,从而形成模腔,在模板10进行移动的时候,导向柱701也会进行移动,从而带动齿板702进行移动,使齿轮704进行转动,使丝杆707进行转动,使丝杆螺套706在丝杆707上进行移动,带动推动板710进行移动,使挡板709进行移动,使挡板709从注塑口表面移动过去,反之则能够使挡板709进行复位挡住注塑口,防止在没有进行注射的时候,融化的原料进入到模腔内部,影响下一次模具成型,在将模板10与模具板13贴合在一起后,此时通过第二液压缸604输出端进行伸缩,从而能够带动压盘605向下进行移动,从而能够带动活塞607在压力筒601内壁上进行移动,从而能够将压力筒601内部的融化的原料注射到模腔内部,完成塑料加工,提高了塑料加工的效率。
如图6、7所示,所述隔断组件7包括导向柱701、安装槽703、第一限位槽713、第二限位槽714,所述模板10上固定安装有导向柱701、所述模具板13上设置有安装槽703、第一限位槽713、第二限位槽714,所述导向柱701活动贯穿安装槽703,所述导向柱701一端固定安装有齿板702,所述第二限位槽714两侧内壁之间安装有丝杆707,所述丝杆707一端固定安装有齿轮704,所述齿轮704与齿板702啮合连接,所述丝杆707上套设安装有丝杆螺套706,所述安装槽703内部表面开设有滑槽712,所述滑槽712内部滑动安装有滑块711,所述滑块711上端设置在丝杆螺套706上,所述第二限位槽714内部表面开设有通槽708,所述丝杆螺套706下端安装有推动板710,所述推动板710活动贯穿通槽708设置在第一限位槽713内部,所述推动板710上固定安装有挡板709,所述第二限位槽714两侧内壁之间固定安装有滑杆705,所述丝杆螺套706滑动安装在滑杆705中部,通过将原料从进料漏斗5进入到注塑仓3内部,此时通过电机14输出端进行转动,能够带动转动轴15进行转动,使输送螺叶16进行转动,在输送螺叶16进行转动时对原料进行输送,在输送的过程中,通过注塑仓3进行加热,使原料融化,此时继续对融化的原料进行输送,融化的原料会从进料口18继续向前进行移动,移动到压力筒601内部,此时通过第一液压缸8输出端进行伸缩,能够带动模板10进行移动,使模板10与模具板13贴合在一起,从而形成模腔,在模板10进行移动的时候,导向柱701也会进行移动,从而带动齿板702进行移动,使齿轮704进行转动,使丝杆707进行转动,使丝杆螺套706在丝杆707上进行移动,带动推动板710进行移动,使挡板709进行移动,使挡板709从注塑口表面移动过去,反之则能够使挡板709进行复位挡住注塑口,防止在没有进行注射的时候,融化的原料进入到模腔内部,影响下一次模具成型,通过将丝杆螺套706滑动安装在滑杆705中部,从而能够保证丝杆螺套706移动时候的稳定性,在将模板10与模具板13贴合在一起后。
工作原理:首先通过将原料从进料漏斗5进入到注塑仓3内部,此时通过电机14输出端进行转动,能够带动转动轴15进行转动,使输送螺叶16进行转动,在输送螺叶16进行转动时对原料进行输送,在输送的过程中,通过注塑仓3进行加热,使原料融化,此时继续对融化的原料进行输送,融化的原料会从进料口18继续向前进行移动,移动到压力筒601内部,此时通过第一液压缸8输出端进行伸缩,能够带动模板10进行移动,使模板10与模具板13贴合在一起,从而形成模腔,在模板10进行移动的时候,导向柱701也会进行移动,从而带动齿板702进行移动,使齿轮704进行转动,使丝杆707进行转动,使丝杆螺套706在丝杆707上进行移动,带动推动板710进行移动,使挡板709进行移动,使挡板709从注塑口表面移动过去,反之则能够使挡板709进行复位挡住注塑口,防止在没有进行注射的时候,融化的原料进入到模腔内部,影响下一次模具成型,在将模板10与模具板13贴合在一起后,此时通过第二液压缸604输出端进行伸缩,从而能够带动压盘605向下进行移动,从而能够带动活塞607在压力筒601内壁上进行移动,从而能够将压力筒601内部的融化的原料注射到模腔内部,去完成塑料加工,此装置加工效率高能够将融化的原料进行收集,进行连续加工,提高了加工的效率,且在注射过程中,从而通过融化的原料的压力,从而能够使密封板19向后进行移动从而去堵住进料口18,防止融化的原料出现回流的情况,通过将注塑仓3固定安装在支撑台2上表面能够保证注塑仓3的高度,便于工作人员进行操作,通过在注塑仓3上设置有进料漏斗5,能够便于工作人员箱注塑仓3内部倒入原料,通过将导向杆11滑动安装有导向槽12,能够保证模板10的稳定性,能够在模板10进行移动的时候稳定性更好,提高了此装置的工作效率。
显然,本发明的上述实施例仅仅是为清楚地说明本发明所做的举例,而并非是对本发明实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发明的技术方案所引申出的显而易见的变化或变动仍处于本发明的保护范围之列。
Claims (10)
1.一种塑料制品生产用注塑模具,包括工作台(1),其特征在于:所述工作台(1)上表面固定安装有模具板(13),所述模具板(13)上表面固定安装有第一液压缸(8),所述第一液压缸(8)输出端固定安装有模板(10),所述工作台(1)上表面安装有注塑仓(3),所述模具板(13)上设置有隔断组件(7),所述注塑仓(3)上设置有注射组件(6),所述注塑仓(3)一端固定安装有安装盒(4),所述安装盒(4)内部表面固定安装有电机(14),所述电机(14)输出端安装有转动轴(15),所述转动轴(15)侧面设置有输送螺叶(16),所述注塑仓(3)一端内壁上固定安装有定位盘(17),所述定位盘(17)上开设有进料口(18)。
2.根据权利要求1所述的一种塑料制品生产用注塑模具,其特征在于:所述模板(10)上端固定安装有连接块(9),所述第一液压缸(8)输出端设置在连接块(9)上;
所述工作台(1)上表面固定安装有支撑台(2),所述注塑仓(3)固定安装在支撑台(2)上表面,所述注塑仓(3)上设置有进料漏斗(5)。
3.根据权利要求1所述的一种塑料制品生产用注塑模具,其特征在于:所述工作台(1)上表面开设有导向槽(12),所述模板(10)固定安装有导向杆(11),所述导向杆(11)滑动安装有导向槽(12)内部。
4.根据权利要求1所述的一种塑料制品生产用注塑模具,其特征在于:所述转动轴(15)内壁上固定安装有固定板(20),所述固定板(20)上固定安装与伸缩杆(21),所述伸缩杆(21)一端从穿过定位盘(17),所述伸缩杆(21)顶端固定安装有密封板(19)。
5.根据权利要求1所述的一种塑料制品生产用注塑模具,其特征在于:所述注射组件(6)包括压力筒(601)、支撑杆(602),所述注塑仓(3)上设置有压力筒(601),所述模具板(13)上表面固定安装有支撑杆(602)。
6.根据权利要求5所述的一种塑料制品生产用注塑模具,其特征在于:所述压力筒(601)内部安装有活塞(607),所述活塞(607)上固定安装有活动杆(606),所述活动杆(606)上端固定安装有压盘(605)。
7.根据权利要求5所述的一种塑料制品生产用注塑模具,其特征在于:所述支撑杆(602)上端固定安装有顶板(603),所述顶板(603)下表面固定安装有第二液压缸(604),所述第二液压缸(604)输出端设置在压盘(605)上。
8.根据权利要求1所述的一种塑料制品生产用注塑模具,其特征在于:所述隔断组件(7)包括导向柱(701)、安装槽(703)、第一限位槽(713)、第二限位槽(714),所述模板(10)上固定安装有导向柱(701)、所述模具板(13)上设置有安装槽(703)、第一限位槽(713)、第二限位槽(714),所述导向柱(701)活动贯穿安装槽(703)。
9.根据权利要求8所述的一种塑料制品生产用注塑模具,其特征在于:所述导向柱(701)一端固定安装有齿板(702),所述第二限位槽(714)两侧内壁之间安装有丝杆(707),所述丝杆(707)一端固定安装有齿轮(704),所述齿轮(704)与齿板(702)啮合连接,所述丝杆(707)上套设安装有丝杆螺套(706),所述安装槽(703)内部表面开设有滑槽(712),所述滑槽(712)内部滑动安装有滑块(711),所述滑块(711)上端设置在丝杆螺套(706)上。
10.根据权利要求9所述的一种塑料制品生产用注塑模具,其特征在于:所述第二限位槽(714)内部表面开设有通槽(708),所述丝杆螺套(706)下端安装有推动板(710),所述推动板(710)活动贯穿通槽(708)设置在第一限位槽(713)内部,所述推动板(710)上固定安装有挡板(709);
所述第二限位槽(714)两侧内壁之间固定安装有滑杆(705),所述丝杆螺套(706)滑动安装在滑杆(705)中部。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210614824.2A CN114889052A (zh) | 2022-06-01 | 2022-06-01 | 一种塑料制品生产用注塑模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210614824.2A CN114889052A (zh) | 2022-06-01 | 2022-06-01 | 一种塑料制品生产用注塑模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114889052A true CN114889052A (zh) | 2022-08-12 |
Family
ID=82726697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210614824.2A Pending CN114889052A (zh) | 2022-06-01 | 2022-06-01 | 一种塑料制品生产用注塑模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114889052A (zh) |
-
2022
- 2022-06-01 CN CN202210614824.2A patent/CN114889052A/zh active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN116037923A (zh) | 一种精密热压铸成型产品的生产线 | |
| CN113172826B (zh) | 一种集成式注塑模具 | |
| CN208148388U (zh) | 一种内螺纹旋转出模模具 | |
| CN113524560A (zh) | 一种可控速型电子零器件产品注塑系统及注塑工艺 | |
| CN114889052A (zh) | 一种塑料制品生产用注塑模具 | |
| CN116214857A (zh) | 一种高效率注塑机 | |
| CN213500437U (zh) | 一种注塑机注塑装置 | |
| CN212603094U (zh) | 一种新型组合式注塑模具 | |
| CN212331730U (zh) | 一种双螺杆高效注塑机 | |
| CN216068544U (zh) | 一种pc灯面罩注塑装置 | |
| CN219466857U (zh) | 一种组合式注塑模具 | |
| CN214491474U (zh) | 一种用于多功能组合式电连接器注胶模具 | |
| CN218948348U (zh) | 一种注塑模具的顶出结构 | |
| CN218803638U (zh) | 一种设有加热机构的单注射双模具注塑设备 | |
| CN220576469U (zh) | 一种贯流注塑塑料件一体化成型设备 | |
| CN215619355U (zh) | 一种便于成型取料的塑料模具 | |
| CN212385943U (zh) | 一种加热效率高的塑料注塑设备 | |
| CN209050933U (zh) | 一种塑料制品专用加工装置 | |
| CN217021320U (zh) | 一种用于模具加工用的顶出装置 | |
| CN220784678U (zh) | 一种带自清洁功能的注塑机喷嘴 | |
| CN218593572U (zh) | 一种高精度薄壁类产品注塑模具 | |
| CN219486464U (zh) | 一种可降解材料专用注塑机 | |
| CN218985618U (zh) | 一种模具顶出装置 | |
| CN220638801U (zh) | 一种高效节能塑胶注塑机 | |
| CN220638759U (zh) | 一种多功能注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |