CN114435913B - 多功能摄像头组件自动化贴附设备 - Google Patents
多功能摄像头组件自动化贴附设备 Download PDFInfo
- Publication number
- CN114435913B CN114435913B CN202210206017.7A CN202210206017A CN114435913B CN 114435913 B CN114435913 B CN 114435913B CN 202210206017 A CN202210206017 A CN 202210206017A CN 114435913 B CN114435913 B CN 114435913B
- Authority
- CN
- China
- Prior art keywords
- axis direction
- control
- conveying
- control mechanism
- move
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 630
- 239000000463 material Substances 0.000 claims abstract description 209
- 238000012546 transfer Methods 0.000 claims abstract description 91
- 230000003287 optical effect Effects 0.000 claims abstract description 30
- 238000012360 testing method Methods 0.000 claims abstract description 30
- 239000003292 glue Substances 0.000 claims abstract description 28
- 238000001514 detection method Methods 0.000 claims abstract description 26
- 238000007599 discharging Methods 0.000 claims abstract description 24
- 230000033001 locomotion Effects 0.000 claims description 38
- 230000007306 turnover Effects 0.000 claims description 17
- 230000003028 elevating effect Effects 0.000 claims description 14
- 238000010030 laminating Methods 0.000 claims description 14
- 230000005540 biological transmission Effects 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 20
- 238000007689 inspection Methods 0.000 abstract 1
- 210000000078 claw Anatomy 0.000 description 21
- 238000010586 diagram Methods 0.000 description 18
- 230000007723 transport mechanism Effects 0.000 description 14
- 230000009467 reduction Effects 0.000 description 6
- 230000001360 synchronised effect Effects 0.000 description 6
- 238000001179 sorption measurement Methods 0.000 description 5
- 239000000725 suspension Substances 0.000 description 5
- 230000006698 induction Effects 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000006641 stabilisation Effects 0.000 description 3
- 238000011105 stabilization Methods 0.000 description 3
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 238000012840 feeding operation Methods 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000012769 display material Substances 0.000 description 1
- 230000000763 evoking effect Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Images


































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
- B65G47/24—Devices influencing the relative position or the attitude of articles during transit by conveyors orientating the articles
- B65G47/248—Devices influencing the relative position or the attitude of articles during transit by conveyors orientating the articles by turning over or inverting them
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G37/00—Combinations of mechanical conveyors of the same kind, or of different kinds, of interest apart from their application in particular machines or use in particular manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G41/00—Supporting frames or bases for conveyors as a whole, e.g. transportable conveyor frames
- B65G41/001—Supporting frames or bases for conveyors as a whole, e.g. transportable conveyor frames with the conveyor adjustably mounted on the supporting frame or base
- B65G41/003—Supporting frames or bases for conveyors as a whole, e.g. transportable conveyor frames with the conveyor adjustably mounted on the supporting frame or base mounted for linear movement only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
- B65G43/08—Control devices operated by article or material being fed, conveyed or discharged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/901—Devices for picking-up and depositing articles or materials provided with drive systems with rectilinear movements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/91—Devices for picking-up and depositing articles or materials incorporating pneumatic, e.g. suction, grippers
- B65G47/914—Devices for picking-up and depositing articles or materials incorporating pneumatic, e.g. suction, grippers provided with drive systems incorporating rotary and rectilinear movements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B11/00—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding
- F16B11/006—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding by gluing
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N23/00—Cameras or camera modules comprising electronic image sensors; Control thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Multimedia (AREA)
- Signal Processing (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
本发明提供一种多功能摄像头组件自动化贴附设备,包括可旋翻转上下料装置、光学测试装置、点胶装置、高精度贴合装置、紫外线灯和物料传送机构,可旋翻转上下料装置、光学测试装置、点胶装置、高精度贴合装置以及紫外线灯在X轴方向上依次并排设置,紫外线灯在Z轴方向上位于物料传送机构的上方,可旋翻转上下料装置包括旋翻转机构、中转机构和上下料机构,光学测试装置包括AOI相机和测试控制机构,点胶装置包括点胶器和点胶控制机构,高精度贴合装置包括贴附机构、品质检测机构和取料机构。本发明多功能摄像头组件自动化贴附设备的自动化程度高,通用性强,工作稳定可靠,结构简单紧凑,能够减小生产作业占用空间,降低企业生产成本。
Description
技术领域
本发明涉及自动化生产设备技术领域,尤其是涉及多功能摄像头组件自动化贴附设备。
背景技术
在摄像头组件生产装配过程中,摄像头组件的两个零部件之间经常会通过点胶和贴附工序粘结固定成一体,比如摄像头的IR片(滤光片)贴附、摄像头的棱镜贴附、摄像头的mirror镜(反光镜)贴附、摄像头的铝片贴附、摄像头的模组支架贴附、摄像头的PCB组件贴附等。由于不同摄像头组件的两个零部件之间的贴附面不相同,因此在装配作业之前,需要对相关零部件进行不同角度的旋转或者翻转。
为了保证自动化生产效率,现有一种作业方式是利用多轴工业机器人对不同摄像头组件的相关零部件进行不同角度的旋转或者翻转,但是多轴工业机器人的各个关节臂的运动行程较大,导致设备的作业占用空间较大,并且多轴工业机器人的价格普遍较高,进而增加生产成本。
此外,现有另外一种作业方式是针对不同摄像头组件设计不同自动化贴附设备,大大增加企业的生产成本,并大大增加企业的生产作业占用空间。
发明内容
本发明的主要目的是提供一种自动化程度高、通用性强、工作稳定可靠、结构简单紧凑、减小生产作业占用空间且降低企业生产成本的多功能摄像头组件自动化贴附设备。
为了实现本发明的主要目的,本发明提供一种多功能摄像头组件自动化贴附设备,包括可旋翻转上下料装置、光学测试装置、点胶装置、高精度贴合装置、紫外线灯和物料传送机构,可旋翻转上下料装置、光学测试装置、点胶装置、高精度贴合装置以及紫外线灯在X轴方向上依次并排设置,物料传送机构用于将物料在X轴方向上传送,紫外线灯在Z轴方向上位于物料传送机构的上方,可旋翻转上下料装置包括旋翻转机构、中转机构和上下料机构,旋翻转机构、中转机构和上下料机构在Y轴方向上依次并排设置,上下料机构在Z轴方向上位于物料传送机构的上方,旋翻转机构包括移动驱动机构、第一移动板、旋转控制机构、翻转控制机构、吸嘴座和第一真空吸嘴,移动驱动机构可控制第一移动板分别在Y轴方向上和Z轴方向上移动,翻转控制机构设置在第一移动板上并可控制吸嘴座绕X轴方向旋转,旋转控制机构和第一真空吸嘴分别设置在吸嘴座上,且旋转控制机构可控制第一真空吸嘴绕自身轴线旋转,中转机构包括中转台和升降驱动机构,升降驱动机构可控制中转台在Z轴方向上移动,上下料机构包括搬动驱动机构和第一搬动板,搬动驱动机构可控制第一搬动板分别在Y轴方向上和Z轴方向上移动,第一搬动板上设置有第二真空吸嘴或者真空吸料盘,光学测试装置包括AOI相机和测试控制机构,AOI相机在Z轴方向上位于物料传送机构的上方,测试控制机构可控制AOI相机分别在Z轴方向上和Y轴方向上移动,点胶装置包括点胶器和点胶控制机构,点胶器在Z轴方向上位于物料传送机构的上方,点胶控制机构可控制点胶器分别在Z轴方向上和Y轴方向上移动,高精度贴合装置包括贴附机构、品质检测机构和取料机构,品质检测机构在Y轴方向上位于贴附机构和取料机构之间,品质检测机构包括旋转控制机构、旋转盘和AOI光学检测器,旋转控制机构可控制旋转盘绕Z轴旋转,旋转盘开设有多个通槽,多个通槽绕旋转盘的旋转轴均匀分布并在Z轴方向上贯穿旋转盘设置,AOI光学检测器在Z轴方向上位于旋转盘的下方并与通槽相对设置,取料机构包括移载控制机构、第一移载座和第一真空取料嘴,移载控制机构可控制第一移载座分别在X轴方向上、Y轴方向上和Z轴方向上移动,第一真空取料嘴设置在第一移载座上,贴附机构包括搬载控制机构、第一搬载座、第二真空取料嘴和两个UV曝光灯,搬载控制机构可控制第一搬载座分别在X轴方向上、Y轴方向上和Z轴方向上移动,第二真空取料嘴和两个UV曝光灯分别设置在第一搬载座上,且两个UV曝光灯分别位于第二真空取料嘴的外周并朝向第二真空取料嘴倾斜设置。
由上述方案可见,本发明多功能摄像头组件自动化贴附设备的自动化程度高,通用性强,工作稳定可靠,结构简单紧凑,减小生产作业占用空间,且降低企业生产成本。
一个优选的方案是,可旋翻转上下料装置还包括定位检测机构,定位检测机构在Y轴方向上位于旋翻转机构远离上下料机构的一侧,定位检测机构包括定位相机、定位板和定位驱动机构,定位驱动机构可控制定位板在Y轴方向上移动,定位相机设置在定位板上。
更进一步的方案是,定位检测机构还包括第一维码扫描器,第一维码扫描器设置在定位板上。
更进一步的方案是,可旋翻转上下料装置还包括第二维码扫描器,第二维码扫描器在Z轴方向上位于第一维码扫描器的下方。
更进一步的方案是,高精度贴合装置还包括第一定位机构,第一定位机构在Y轴方向上位于贴附机构远离取料机构的一侧并在Z轴方向上位于物料传送机构的上方,第一定位机构包括第一移送控制机构、第一移送座和第一相机,第一移送控制机构可控制第一移送座分别在Y轴方向上和Z轴方向上移动,第一相机设置在第一移送座上;和/或,高精度贴合装置还包括第二定位机构,第二定位机构在Y轴方向上位于品质检测机构远离第一定位机构的一侧,第二定位机构包括第二移送控制机构、第二移送座和第二相机,第二移送控制机构可控制第二移送座在Y轴方向上移动,第二相机设置在第二移送座上;和/或,高精度贴合装置还包括第三相机,第三相机在Z轴方向上位于旋转盘的上方,且第三相机在Y轴方向上位于旋转盘远离取料机构的一侧并与通槽相对设置;和/或,高精度贴合装置还包括第四相机,第四相机在Z轴方向上位于旋转盘的下方并在Y轴方向上位于旋转盘远离取料机构的一侧,且第四相机与通槽相对设置。
更进一步的方案是,旋转盘在Z轴方向上靠近AOI光学检测器的端面设置有多个加热环,一个加热环环绕设置在一个通槽的外周。
更进一步的方案是,多功能摄像头组件自动化贴附设备还包括靠近取料机构设置的晶圆上料装置,晶圆上料装置包括扩膜机构和顶起机构,扩膜机构包括滑动板、滑动控制机构、承接板、承接控制机构、挡板、扩膜环和转动控制机构,滑动控制机构可控制滑动板在X轴方向上移动,承接板可在Z轴方向上移动地支撑在滑动板的上方,承接控制机构可控制承接板在Z轴方向上移动,承接板在Z轴方向上贯穿开设有扩膜孔,挡板邻接扩膜孔的外周设置在承接板上,且挡板与承接板之间在Z轴方向上形成限位间隙,扩膜环可绕Z轴方向旋转地支撑在滑动板上,转动控制机构可控制扩膜环绕Z轴方向旋转,且扩膜环的扩膜棱端可插穿扩膜孔设置,顶起机构包括真空套筒、运行控制机构、顶起柱和顶升控制机构,运行控制机构可控制真空套筒在Y轴方向上移动,真空套筒的顶端插入扩膜环的环孔内,且真空套筒的顶端面开设有多个真空吸孔,顶起柱在Z轴方向上延伸并可在Z轴方向上移动地位于真空套筒内,顶起柱的顶端凸出设置有多个顶针,多个顶针在Z轴方向上延伸并可移动地穿出真空套筒的顶端面设置,且顶升控制机构设置在真空套筒上并可控制顶起柱在Z轴方向上移动。
更进一步的方案是,多功能摄像头组件自动化贴附设备还包括靠近旋翻转机构设置的双层输送线,双层输送线包括第一上层输送机构、第一下层输送机构和第一运动控制机构,第一上层输送机构在Z轴方向上位于第一下层输送机构的上方,第一上层输送机构包括第一支撑架、第一传送带、第二传送带和第一传送控制机构,第一传送带和第二传送带在X轴方向上延伸并可在X轴方向上移动地支撑在第一支撑架上,且第一传送带和第二传送带在Y轴方向上并排设置,第一传送控制机构可控制第一传送带和第二传送带同步在X轴方向上移动,第一运动控制机构可控制第一支撑架在X轴方向上移动,第一下层输送机构包括第二支撑架、第三传送带、第四传送带和第二传送控制机构,第三传送带和第四传送带在X轴方向上延伸并可在X轴方向上移动地支撑在第二支撑架上,且第三传送带和第四传送带在Y轴方向上并排设置,第二传送控制机构可控制第三传送带和第四传送带同步在X轴方向上移动。
更进一步的方案是,可旋翻转上下料装置的数量为两个,一个可旋翻转上下料装置在X轴方向上位于光学测试装置远离紫外线灯的一侧,另一个可旋翻转上下料装置在X轴方向上位于紫外线灯远离光学测试装置的一侧,双层输送线还包括第二上层输送机构和第二运动控制机构,第二上层输送机构和第一上层输送机构在X轴方向上位于两个可旋翻转上下料装置之间,且第二上层输送机构在Z轴方向上位于第一下层输送机构的上方,第二上层输送机构包括第五支撑架、第九传送带、第十传送带和第五传送控制机构,第九传送带和第十传送带在X轴方向上延伸并可在X轴方向上移动地支撑在第五支撑架上,且第九传送带和第十传送带在Y轴方向上并排设置,第五传送控制机构可控制第九传送带和第十传送带同步在X轴方向上移动,且第二运动控制机构可控制第五支撑架在X轴方向上移动。
更进一步的方案是,双层输送线还包括上料升降机构,上料升降机构在X轴方向上位于第一下层输送机构的第一端,上料升降机构包括第三支撑架、第五传送带、第六传送带、第三传送控制机构和第一升降控制机构,第一升降控制机构可控制第三支撑架在Z轴方向上移动,第五传送带和第六传送带在X轴方向上延伸并可在X轴方向上移动地支撑在第三支撑架上,且第五传送带和第六传送带在Y轴方向上并排设置,第三传送控制机构可控制第五传送带和第六传送带同步在X轴方向上移动;和/或,双层输送线还包括下料升降机构,下料升降机构在X轴方向上位于第一下层输送机构的第二端,下料升降机构包括第四支撑架、第七传送带、第八传送带、第四传送控制机构和第二升降控制机构,第二升降控制机构可控制第四支撑架在Z轴方向上移动,第七传送带和第八传送带在X轴方向上延伸并可在X轴方向上移动地支撑在第四支撑架上,且第七传送带和第八传送带在Y轴方向上并排设置,第四传送控制机构可控制第七传送带和第八传送带同步在X轴方向上移动。
附图说明
图1是本发明多功能摄像头组件自动化贴附设备实施例的结构图。
图2是本发明多功能摄像头组件自动化贴附设备实施例中双层输送线的结构图。
图3是本发明多功能摄像头组件自动化贴附设备实施例中上料升降机构的第一视角结构图和第二视角结构图。
图4是本发明多功能摄像头组件自动化贴附设备实施例中上料升降机构的第一视角分解图和第二视角分解图。
图5是本发明多功能摄像头组件自动化贴附设备实施例中第一上层输送机构和第一下层输送机构配合的第一视角结构图和第二视角结构图。
图6是本发明多功能摄像头组件自动化贴附设备实施例中第三上层输送机构的结构图。
图7是本发明多功能摄像头组件自动化贴附设备实施例中第二上层输送机构和第二下层输送机构配合的第一视角结构图和第二视角结构图。
图8是本发明多功能摄像头组件自动化贴附设备实施例中下料升降机构的结构图。
图9是本发明多功能摄像头组件自动化贴附设备实施例中下料升降机构的分解图。
图10是本发明多功能摄像头组件自动化贴附设备实施例中推料机构的结构图。
图11是本发明多功能摄像头组件自动化贴附设备实施例中物料传送机构的结构图和局部结构剖视图。
图12是本发明多功能摄像头组件自动化贴附设备实施例中可旋翻转上下料装置的结构图。
图13是本发明多功能摄像头组件自动化贴附设备实施例中定位检测机构的结构图。
图14是本发明多功能摄像头组件自动化贴附设备实施例中旋翻转机构的第一视角结构图。
图15是本发明多功能摄像头组件自动化贴附设备实施例中旋翻转机构的第二视角结构图。
图16是本发明多功能摄像头组件自动化贴附设备实施例中上下料机构的一种实施方式的第一视角结构图。
图17是本发明多功能摄像头组件自动化贴附设备实施例中上下料机构的一种实施方式的第二视角结构图。
图18是本发明多功能摄像头组件自动化贴附设备实施例中上下料机构的另一种实施方式的结构图。
图19是本发明多功能摄像头组件自动化贴附设备实施例中光学测试装置的结构图。
图20是本发明多功能摄像头组件自动化贴附设备实施例中点胶装置的结构图。
图21是本发明多功能摄像头组件自动化贴附设备实施例中一个点胶机构的结构图。
图22是本发明多功能摄像头组件自动化贴附设备实施例中取料机构的结构图。
图23是本发明多功能摄像头组件自动化贴附设备实施例中高精度贴合装置的结构图。
图24是本发明多功能摄像头组件自动化贴附设备实施例中品质检测机构的结构图。
图25是本发明多功能摄像头组件自动化贴附设备实施例中贴附机构的结构图。
图26是本发明多功能摄像头组件自动化贴附设备实施例中贴附机构的局部结构分解图。
图27是本发明多功能摄像头组件自动化贴附设备实施例中第一定位机构的结构图。
图28是本发明多功能摄像头组件自动化贴附设备实施例中紫外线灯的结构图。
图29是本发明多功能摄像头组件自动化贴附设备实施例中晶圆上料装置的提篮机构的结构图。
图30是本发明多功能摄像头组件自动化贴附设备实施例中晶圆上料装置的扩膜机构、顶起机构和防护罩配合的结构图。
图31是本发明多功能摄像头组件自动化贴附设备实施例中晶圆上料装置的扩膜机构和顶起机构配合的第一视角结构图和第二视角结构图。
图32是本发明多功能摄像头组件自动化贴附设备实施例中晶圆上料装置的顶起机构的结构图和局部结构剖视图。
图33是本发明多功能摄像头组件自动化贴附设备实施例中晶圆上料装置的扩膜机构的结构图和局部结构剖视图。
图34是本发明多功能摄像头组件自动化贴附设备实施例中晶圆上料装置用于托盘上料实施方式的结构图。
图35是本发明多功能摄像头组件自动化贴附设备实施例中晶圆上料装置用于托盘上料实施方式的挡板的结构图。
以下结合附图及实施例对本发明作进一步说明。
具体实施方式
参见图1,本实施例公开一种多功能摄像头组件自动化贴附设备1,包括工作台10以及设置在工作台10上的双层输送线2、两个可旋翻转上下料装置3、光学测试装置4、点胶装置5、高精度贴合装置6、紫外线灯7、物料传送机构8和晶圆上料装置9,一个可旋翻转上下料装置3、光学测试装置4、点胶装置5、高精度贴合装置6、紫外线灯7以及一个可旋翻转上下料装置3在X轴方向上依次并排设置,即两个可旋翻转上下料装置3中的一个可旋翻转上下料装置3在X轴方向上位于光学测试装置4远离紫外线灯7的一侧,两个可旋翻转上下料装置3中的另一个可旋翻转上下料装置3在X轴方向上位于紫外线灯7远离光学测试装置4的一侧,且双层输送线2和物料传送机构8在Y轴方向上并排设置并分别用于将物料在X轴方向上传送。
参见图2至图10,双层输送线2包括第一上层输送机构21、第一下层输送机构22和第一运动控制机构,第一上层输送机构21在Z轴方向上位于第一下层输送机构22的上方,第一上层输送机构21包括第一支撑架213、第一传送带211、第二传送带212和第一传送控制机构,第一传送带211和第二传送带212在X轴方向上延伸并可在X轴方向上移动地支撑在第一支撑架213上,且第一传送带211和第二传送带212在Y轴方向上并排设置,第一传送控制机构可控制第一传送带211和第二传送带212同步在X轴方向上移动,第一运动控制机构可控制第一支撑架213在X轴方向上移动,第一下层输送机构22包括第二支撑架226、第三传送带221、第四传送带222和第二传送控制机构,第三传送带221和第四传送带222在X轴方向上延伸并可在X轴方向上移动地支撑在第二支撑架226上,且第三传送带221和第四传送带222在Y轴方向上并排设置,第二传送控制机构可控制第三传送带221和第四传送带222同步在X轴方向上移动。双层输送线2通过第一运动控制机构控制第一支撑架213在X轴方向上移动,使得第一上层输送机构21可在X轴方向上移动以便第一上层输送机构21进行多工位生产作业的物料输送,同时第一下层输送机构22进行单纯连线物料传送,使得双层输送线2能够多功能同时进行多工位生产作业和单纯连线物料传送,自动化程度高,工作稳定可靠,并且双层输送线2的第一上层输送机构21在Z轴方向上位于第一下层输送机构22的上方,结构简单紧凑,从而减小生产作业占用空间,进而降低企业生产成本。具体地,第一运动控制机构利用第一运动电机、第一运动丝杆217和第一运动螺母实现控制第一支撑架213在X轴方向上移动。
为了能够自动化地将物料上料给第一上层输送机构21和第一下层输送机构22,双层输送线2还包括上料升降机构23,上料升降机构23在X轴方向上位于第一下层输送机构22的第一端,上料升降机构23包括第三支撑架231、第五传送带232、第六传送带233、第三传送控制机构和第一升降控制机构,第一升降控制机构可控制第三支撑架231在Z轴方向上移动,第五传送带232和第六传送带233在X轴方向上延伸并可在X轴方向上移动地支撑在第三支撑架231上,且第五传送带232和第六传送带233在Y轴方向上并排设置,第三传送控制机构可控制第五传送带232和第六传送带233同步在X轴方向上移动。具体地,第一升降控制机构利用第一升降电机238、第十一转轮239、第十二转轮2311、第五皮带2310、第一升降丝杆2312以及第一升降螺母实现控制第三支撑架231在Z轴方向上移动。
为了避免物料无法顺畅地完全上料至双层输送线2上,上料升降机构23还包括夹料机构237,夹料机构237在Y轴方向上位于第五传送带232和第六传送带233之间,夹料机构237包括第一夹爪2372、第二夹爪2373、夹爪控制机构、第一支撑座2371和第一支撑控制机构,第一支撑控制机构可控制第一支撑座2371分别在X轴方向上和Z轴方向上移动,夹爪控制机构设置在第一支撑座2371上并可控制第一夹爪2372和第二夹爪2373朝向或远离彼此移动。在进行上料时,第一支撑控制机构控制第一支撑座2371在Z轴方向上向上移动并在X轴方向上朝向外部移动,随后夹爪控制机构控制第一夹爪2372和第二夹爪2373朝向彼此移动以夹持物料,之后第一支撑控制机构控制第一支撑座2371在X轴方向上朝向第五传送带232和第六传送带233移动,接着夹爪控制机构控制第一夹爪2372和第二夹爪2373远离彼此移动将物料松开放置在第五传送带232和第六传送带233上,随后第一支撑控制机构控制第一支撑座2371在X轴方向上远离物料移动,然后第一支撑控制机构控制第一支撑座2371在Z轴方向上向下移动,则自动化将外部物料顺畅地完全上料至双层输送线2的上料升降机构23上。具体地,第一支撑控制机构利用第一支撑电机2376、第十三转轮2377、第十四转轮2379、第六皮带2378、第一支撑丝杆23710以及第一支撑螺母实现控制第一支撑座2371在Z轴方向上移动,且第一支撑控制机构利用第二支撑电机2374、第二支撑丝杆2375以及第二支撑螺母实现控制第一支撑座2371在X轴方向上移动。
为了能够自动化地将第一上层输送机构21和第一下层输送机构22的物料进行下料至外部,双层输送线2还包括下料升降机构24,下料升降机构24在X轴方向上位于第一下层输送机构22的第二端,下料升降机构24包括第四支撑架241、第七传送带242、第八传送带243、第四传送控制机构和第二升降控制机构,第二升降控制机构可控制第四支撑架241在Z轴方向上移动,第七传送带242和第八传送带243在X轴方向上延伸并可在X轴方向上移动地支撑在第四支撑架241上,且第七传送带242和第八传送带243在Y轴方向上并排设置,第四传送控制机构可控制第七传送带242和第八传送带243同步在X轴方向上移动。具体地,第二升降控制机构利用第二升降电机248、第十五转轮249、第十六转轮2410、第七皮带2411、第二升降丝杆2412以及第二升降螺母实现控制第四支撑架241在Z轴方向上移动。
为了避免双层输送线2上的物料无法顺畅地从双层输送线2下料至外部,下料升降机构24还包括推料机构247,推料机构247在Y轴方向上位于第七传送带242和第八传送带243之间,推料机构247包括推杆2472、运转控制机构2474、第二支撑座2471和第二支撑控制机构2473,第二支撑控制机构2473可控制第二支撑座2471在X轴方向上移动,运转控制机构2474设置在第二支撑座2471上并可控制推杆2472绕X轴方向旋转,推杆2472在X轴方向上延伸。当位于第七传送带242和第八传送带243上的物料输送到远离第一下层输送机构22的一端时,推料机构247的运转控制机构2474控制推杆2472绕X轴方向旋转使得推杆2472在Z轴方向上与物料平齐,随后推料机构247的第二支撑控制机构2473控制第二支撑座2471带动推杆2472在X轴方向上移动使得推杆2472抵推在物料的一侧,伴随着第二支撑控制机构2473控制第二支撑座2471带动推杆2472在X轴方向上朝向外部移动,则推杆2472同步迫使物料在X轴方向上远离第七传送带242和第八传送带243移动,从而使得第七传送带242和第八传送带243上的物料顺畅地完全下料至外部,之后运转控制机构2474控制推杆2472绕X轴方向旋转使得推杆2472在Z轴方向上位于第七传送带242和第八传送带243上的物料的下方,然后第二支撑控制机构2473控制第二支撑座2471带动推杆2472在X轴方向上移动至第七传送带242和第八传送带243内,从而往复循环以上动作进行顺畅下料。
为了保证双层输送线2在长距离的稳定可靠输送工作,双层输送线2还包括第二上层输送机构25、第二运动控制机构、第二下层输送机构26和第三上层输送机构27,第二上层输送机构25和第二运动控制机构在X轴方向上位于第一上层输送机构21和下料升降机构24之间,第二上层输送机构25在Z轴方向上位于第一下层输送机构22的上方,第二上层输送机构25包括第五支撑架253、第九传送带251、第十传送带252和第五传送控制机构,第九传送带251和第十传送带252在X轴方向上延伸并可在X轴方向上移动地支撑在第五支撑架253上,第九传送带251和第十传送带252在Y轴方向上并排设置,第五传送控制机构可控制第九传送带251和第十传送带252同步在X轴方向上移动,第二运动控制机构可控制第五支撑架253在X轴方向上移动。第二下层输送机构26在X轴方向上位于第一下层输送机构22和下料升降机构24之间,第二下层输送机构26在Z轴方向上位于第二上层输送机构25的下方,第二下层输送机构26包括第六支撑架266、第十一传送带261、第十二传送带262和第六传送控制机构,第十一传送带261和第十二传送带262在X轴方向上延伸并可在X轴方向上移动地支撑在第六支撑架266上,第十一传送带261和第十二传送带262在Y轴方向上并排设置,第六传送控制机构可控制第十一传送带261和第十二传送带262同步在X轴方向上移动。第三上层输送机构27在X轴方向上位于第一上层输送机构21和第二上层输送机构25之间并在Z轴方向上位于第一下层输送机构22和第二下层输送机构26的上方,第三上层输送机构27包括第七支撑架275、第十三传送带271、第十四传送带272和第七传送控制机构,第十三传送带271和第十四传送带272在X轴方向上延伸并可在X轴方向上移动地支撑在第七支撑架275上,第十三传送带271和第十四传送带272在Y轴方向上并排设置,第七传送控制机构可控制第十三传送带271和第十四传送带272同步在X轴方向上移动。第二运动控制机构利用第二运动电机、第二运动丝杆257和第二运动螺母实现控制第五支撑架253在X轴方向上移动。
为了在Y轴方向上调整双层输送线2的宽度以适用不同宽度的物料,上料升降机构23还包括第一定轨234、第一动轨235和第一调动控制机构,第一定轨234和第一动轨235分别支撑在第三支撑架231上并在X轴方向上延伸,第一定轨234和第一动轨235在Y轴方向上并排设置,第五传送带232可在X轴方向上移动地支撑在第一定轨234靠近第一动轨235的一侧,第六传送带233可在X轴方向上移动地支撑在第一动轨235靠近第一定轨234的一侧,第一调动控制机构可控制第一动轨235在Y轴方向上移动;第一上层输送机构21还包括第二定轨215、第二动轨216和第二调动控制机构,第二定轨215和第二动轨216分别支撑在第一支撑架213上并在X轴方向上延伸,第二定轨215和第二动轨216在Y轴方向上并排设置,第一传送带211可在X轴方向上移动地支撑在第二定轨215靠近第二动轨216的一侧,第二传送带212可在X轴方向上移动地支撑在第二动轨216靠近第二定轨215的一侧,第二调动控制机构可控制第二动轨216在Y轴方向上移动;第二上层输送机构25还包括第三定轨255、第三动轨256和第三调动控制机构,第三定轨255和第三动轨256分别支撑在第五支撑架253上并在X轴方向上延伸,第三定轨255和第三动轨256在Y轴方向上并排设置,第九传送带251可在X轴方向上移动地支撑在第三定轨255靠近第三动轨256的一侧,第十传送带252可在X轴方向上移动地支撑在第三动轨256靠近第三定轨255的一侧,第三调动控制机构可控制第三动轨256在Y轴方向上移动;第三上层输送机构27还包括第四定轨273、第四动轨274和第四调动控制机构,第四定轨273和第四动轨274分别支撑在第七支撑架275上并在X轴方向上延伸,第四定轨273和第四动轨274在Y轴方向上并排设置,第十三传送带271可在X轴方向上移动地支撑在第四定轨273靠近第四动轨274的一侧,第十四传送带272可在X轴方向上移动地支撑在第四动轨274靠近第四定轨273的一侧,第四调动控制机构可控制第四动轨274在Y轴方向上移动;第一下层输送机构22还包括第五定轨224、第五动轨225和第五调动控制机构,第五定轨224和第五动轨225分别支撑在第二支撑架上并在X轴方向上延伸,第五定轨224和第五动轨225在Y轴方向上并排设置,第三传送带221可在X轴方向上移动地支撑在第五定轨224靠近第五动轨225的一侧,第四传送带222可在X轴方向上移动地支撑在第五动轨225靠近第五定轨224的一侧,第五调动控制机构可控制第五动轨225在Y轴方向上移动;第二下层输送机构26还包括第六定轨264、第六动轨265和第六调动控制机构,第六定轨264和第六动轨265分别支撑在第六支撑架266上并在X轴方向上延伸,第六定轨264和第六动轨265在Y轴方向上并排设置,第十一传送带261可在X轴方向上移动地支撑在第六定轨264靠近第六动轨265的一侧,第十二传送带262可在X轴方向上移动地支撑在第六动轨265靠近第六定轨264的一侧,第六调动控制机构可控制第六动轨265在Y轴方向上移动;下料升降机构24还包括第七定轨244、第七动轨245和第七调动控制机构,第七定轨244和第七动轨245分别支撑在第四支撑架241上并在X轴方向上延伸,第七定轨244和第七动轨245在Y轴方向上并排设置,第七传送带242可在X轴方向上移动地支撑在第七定轨244靠近第七动轨245的一侧,第八传送带243可在X轴方向上移动地支撑在第七动轨245靠近第七定轨244的一侧,第七调动控制机构可控制第七动轨245在Y轴方向上移动。具体地,调动控制机构利用调动电机、调动丝杆和调动螺母实现控制动轨在Y轴方向上移动,从而调整定轨和动轨在Y轴方向上的宽度以适用不同宽度的物料输送。
为了提高物料的输送顺畅性,上料升降机构23还包括第一顶升板236和第一顶升机构,第一顶升板236在Y轴方向上位于第五传送带232和第六传送带233之间并在X轴方向上靠近第一下层输送机构22设置,第一顶升机构可控制第一顶升板236在Z轴方向上移动;第一上层输送机构21还包括第二顶升板214和第二顶升机构,第二顶升板214在Y轴方向上位于第一传送带211和第二传送带212之间,第二顶升机构可控制第二顶升板214在Z轴方向上移动;第二上层输送机构25还包括第三顶升板254和第三顶升机构,第三顶升板254在Y轴方向上位于第九传送带251和第十传送带252之间并在X轴方向上靠近下料升降机构24设置,第三顶升机构可控制第三顶升板254在Z轴方向上移动;第三上层输送机构27还包括第四顶升板和第四顶升机构,第四顶升板在Y轴方向上位于第十三传送带271和第十四传送带272之间并在X轴方向上靠近第二上层输送机构25设置,第四顶升机构可控制第四顶升板在Z轴方向上移动;第一下层输送机构22还包括第五顶升板223和第五顶升机构,第五顶升板223在Y轴方向上位于第三传送带221和第四传送带222之间并在X轴方向上靠近第二下层输送机构26设置,第五顶升机构可控制第五顶升板223在Z轴方向上移动;第二下层输送机构26还包括第六顶升板263和第六顶升机构,第六顶升板263在Y轴方向上位于第十一传送带261和第十二传送带262之间并在X轴方向上靠近下料升降机构24设置,第六顶升机构可控制第六顶升板263在Z轴方向上移动;下料升降机构24还包括第七顶升板246和第七顶升机构,第七顶升板246在Y轴方向上位于第七传送带242和第八传送带243之间并在X轴方向上远离第二下层输送机构26设置,第七顶升机构可控制第七顶升板246在Z轴方向上移动。
参见图11,物料传送机构8包括传送驱动机构、传送带81和治具板82,传送带81在X轴方向上延伸,治具板82安装在传送带81上,且传送驱动机构可控制传送带81在X轴方向上移动。具体地,治具板82在Z轴方向上远离传送带81的端面开设有多个真空吸附孔821,通过真空吸附将物料稳固在治具板82上,从而提高工作稳定性和可靠性。
参见图12和图18,可旋翻转上下料装置3包括旋翻转机构32、中转机构和上下料机构33,旋翻转机构32和上下料机构33在Y轴方向上并排设置,旋翻转机构32靠近双层输送线2设置,上下料机构33靠近物料传送机构8设置并在Z轴方向上位于物料传送机构8的上方。其中,旋翻转机构32包括移动驱动机构、第一移动板321、旋转控制机构323、翻转控制机构322、吸嘴座325和第一真空吸嘴324,移动驱动机构可控制第一移动板321分别在Y轴方向上和Z轴方向上移动,翻转控制机构322设置在第一移动板321上并可控制吸嘴座325绕X轴方向旋转,旋转控制机构323和第一真空吸嘴324分别设置在吸嘴座325上,旋转控制机构323可控制第一真空吸嘴324绕自身轴线旋转,中转机构包括中转台34和升降驱动机构341,升降驱动机构341可控制中转台34在Z轴方向上移动,上下料机构33包括搬动驱动机构和第一搬动板331,搬动驱动机构可控制第一搬动板331分别在Y轴方向上和Z轴方向上移动,第一搬动板331上设置有第二真空吸嘴332或者真空吸料盘333。当需要将双层输送线2上的物料一个一个地输送至物料传送机构8或者将物料传送机构8上的物料一个一个地输送至双层输送线2,移动驱动机构控制第一移动板321分别在Y轴方向上和Z轴方向上移动,使得第一真空吸嘴324位于双层输送线2的物料的正上方并对双层输送线2上的物料进行真空吸附,随后移动驱动机构控制第一移动板321带动第一真空吸嘴324和物料分别在Y轴方向上和Z轴方向上移动,接着翻转控制机构322控制吸嘴座325带动第一真空吸嘴324和物料绕X轴方向旋转,和/或,旋转控制机构323控制第一真空吸嘴324带动物料绕第一真空吸嘴324的自身轴线旋转,从而实现物料的不同角度旋转或者翻转,使得物料的贴附面朝上以方便后续贴附工作的进行,随后上下料机构33的搬动驱动机构控制第一搬动板331分别在Y轴方向上和Z轴方向上移动,使得第二真空吸嘴332位于第一真空吸嘴324吸附的物料的上方并对第一真空吸嘴324吸附的物料进行吸附,接着第一真空吸嘴324松开物料,则搬动驱动机构控制第一搬动板331带动第二真空吸嘴332和物料分别在Y轴方向上和Z轴方向上移动至物料传送机构8的正上方,第二真空吸嘴332将物料松开放置在物料传送机构8上。当物料的贴附面不需要进行旋转或者翻转操作时,第一真空吸嘴324将双层输送线2上的物料吸附后放置到中转机构的中转台34上,中转机构的升降驱动机构341控制中转台34带动物料在Z轴方向上移动调整高度,随后第二真空吸嘴332将中转台34上的物料吸附后放置到物料传送机构8上进行输送。当需要将双层输送线2上的整盘物料输送至物料传送机构8或者将物料传送机构8上的整盘物料输送至双层输送线2,则上下料机构33的搬动驱动机构控制第一搬动板331分别在Y轴方向上和Z轴方向上移动,使得真空吸料盘333位于双层输送线2的整盘物料的正上方并对双层输送线2上的整盘物料进行真空吸附,之后将整盘物料上下料到物料传送机构8上。从而,可旋翻转上下料装置3能够实现不同物料以及对物料进行不同角度的旋转或者翻转,使得物料的贴附面朝上以方便后续贴附工作的进行,通用性强,工作稳定可靠,自动化程度高,结构简单紧凑,减小作业占用空间,降低生产成本。
为了提高旋翻转机构32的取料精准度,可旋翻转上下料装置3还包括设置在工作台10上的定位检测机构31,定位检测机构31在Y轴方向上位于旋翻转机构32远离上下料机构33的一侧,定位检测机构31包括定位相机311、定位板313和定位驱动机构,定位驱动机构可控制定位板313在Y轴方向上移动,定位相机311设置在定位板313上。为了对物料不同位置的二维码进行扫描,定位检测机构31还包括第一维码扫描器312,第一维码扫描器312设置在定位板313上,可旋翻转上下料装置3还包括设置在工作台10上的第二维码扫描器35,第二维码扫描器35在Z轴方向上位于第一维码扫描器312的下方。
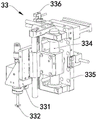
为了提高传动工作的稳定性和可靠性,移动驱动机构包括第一驱动机构、第二驱动机构、第一丝杆327和第一螺母,旋翻转机构32还包括第二移动板326,第一驱动机构可控制第二移动板326在Y轴方向上移动,第一丝杆327在Z轴方向上延伸并可旋转地支撑在第二移动板326上,第一螺母可在Z轴方向上移动地套设在第一丝杆327上,第一移动板321设置在第一螺母上;搬动驱动机构包括第三驱动机构、第四驱动机构、第二丝杆334和第二螺母,上下料机构33还包括第二搬动板335,第三驱动机构可控制第二搬动板335在Y轴方向上移动,第二丝杆334在Z轴方向上延伸并可旋转地支撑在第二搬动板335上,第二螺母可在Z轴方向上移动地套设在第二丝杆334上,第一搬动板331设置在第二螺母上;可旋翻转上下料装置3还包括龙门架,龙门架的两个立柱361安装在工作台10上,龙门架的横梁36在Y轴方向上延伸,横梁36上设置有在Y轴方向上延伸的滑轨37,定位板313设置有第一滑块,第二移动板326设置有第二滑块,第二搬动板335设置有第三滑块,第一滑块、第二滑块和第三滑块可在Y轴方向上移动地与滑轨37配合;第二移动板326在Y轴方向上的两侧分别设置有第一感应板328和第二感应板329,定位板313在Y轴方向上靠近第二移动板326的一侧设置有第一感应器314,第一感应器314开设有第一通槽,第一感应板328在Y轴方向上可移动地插入第一感应器314的第一通槽内,第二搬动板335在Y轴方向上靠近第二移动板326的一侧设置有第二感应器336,第二感应器336开设有第二通槽,第二感应板329在Y轴方向上可移动地插入第二通槽内。
参见图19,光学测试装置4包括AOI相机41和测试控制机构42,AOI相机41在Z轴方向上位于物料传送机构8的上方,测试控制机构42可控制AOI相机41分别在Z轴方向上和Y轴方向上移动,AOI相机41对物料传送机构8上的物料的贴附面进行自动扫描、采集图像,并与数据库中的合格的参数进行比较,经过图像处理,检查出物料的贴附面上缺陷,并通过显示器或自动标志把缺陷显示/标示出来。测试控制机构42利用两个测试电机421、两个测试丝杆422和两个测试螺母实现控制AOI相机41在Z轴方向上和Y轴方向上移动。
参见图20和图21,物料传送机构8的数量为三个,三个物料传送机构8在Y轴方向上并排设置,对应地,点胶装置5的点胶机构51的数量为四个,一个点胶机构51对应一个物料传送机构8进行点胶工作,其中一个点胶机构51作为待用预设。每一个点胶机构51包括安装板512、CCD相机513、测高传感器514、点胶器511和点胶控制机构,点胶器511、CCD相机513和测高传感器514分别设置在安装板512上并在Z轴方向上位于物料传送机构8的上方,点胶控制机构可控制安装板512带动点胶器511、CCD相机513和测高传感器514分别在Z轴方向上和Y轴方向上移动。点胶装置5的CCD相机513用于对物料传送机构8上的物料进行拍照并计算出物料的精准位置,测高传感器514用于检测距离物料在Z轴方向上的高度,随后点胶器511对物料的贴附面进行点胶,从而提高点胶工作的稳定性和精确度。
参见图22至图27,高精度贴合装置6包括第一定位机构61、贴附机构62、品质检测机构63和取料机构64,品质检测机构63在Y轴方向上位于贴附机构62和取料机构64之间,第一定位机构61在Y轴方向上位于贴附机构62远离取料机构64的一侧并在Z轴方向上位于物料传送机构8的上方,第一定位机构61包括第一移送控制机构、第一移送座611和第一相机612,第一移送控制机构可控制第一移送座611分别在Y轴方向上和Z轴方向上移动,第一相机612设置在第一移送座611上。取料机构64包括移载控制机构、第一移载座641和第一真空取料嘴642,移载控制机构可控制第一移载座641分别在X轴方向上、Y轴方向上和Z轴方向上移动,第一真空取料嘴642设置在第一移载座641上,品质检测机构63包括旋转控制机构633、旋转盘631和AOI光学检测器634,旋转控制机构633可控制旋转盘631绕Z轴旋转,旋转盘631开设有多个通槽632,多个通槽632绕旋转盘631的旋转轴均匀分布并在Z轴方向上贯穿旋转盘631设置,AOI光学检测器634在Z轴方向上位于旋转盘631的下方并与通槽632相对设置。贴附机构62包括搬载控制机构、第一搬载座621、第二真空取料嘴622和两个UV曝光灯623,搬载控制机构可控制第一搬载座621分别在X轴方向上、Y轴方向上和Z轴方向上移动,第二真空取料嘴622和两个UV曝光灯623分别设置在第一搬载座621上,且两个UV曝光灯623分别位于第二真空取料嘴622的外周并朝向第二真空取料嘴622倾斜设置。取料机构64的移载控制机构控制第一移载座641带动第一真空取料嘴642在X轴方向上、Y轴方向上和Z轴方向上移动,使得第一真空取料嘴642移动至晶圆上料装置9的上方并对晶圆上料装置9的辅料进行吸附,随后移载控制机构控制第一移载座641带动第一真空取料嘴642和辅料在X轴方向上、Y轴方向上和Z轴方向上移动至品质检测机构63的旋转盘631的一个通槽632处,第一真空取料嘴642将辅料松开放置在旋转盘631上并与一个通槽632对应,随后品质检测机构63的旋转控制机构控制旋转盘631绕Z轴旋转使得辅料位于AOI光学检测器634的正上方,AOI光学检测器634穿过通槽632对辅料的贴附面进行自动扫描、采集图像,并与数据库中的合格的参数进行比较,经过图像处理,检查出物料的贴附面上缺陷,并通过显示器或自动标志把缺陷显示/标示出来,AOI光学检测器634检测合格后,品质检测机构63的旋转控制机构控制旋转盘631绕Z轴旋转使得辅料位于贴附机构62的取料位置,接着贴附机构62的搬载控制机构控制第一搬载座621分别在X轴方向上、Y轴方向上和Z轴方向上移动,使得第二真空取料嘴622位于处于贴附机构62的取料位置的辅料的正上方并将辅料吸附,随后搬载控制机构控制第一搬载座621带动第二真空取料嘴622和辅料分别在X轴方向上、Y轴方向上和Z轴方向上移动,使得辅料移动至物料传送机构8的上方,同时第一定位机构61的第一移送控制机构控制第一移送座611带动第一相机612分别在Y轴方向上和Z轴方向上移动对物料传送机构8上的待贴附物料进行拍摄定位,则第二真空取料嘴622将辅料松开贴附在物料传送机构8上已拍摄定位的物料上,同时两个UV曝光灯623对物料的贴附面上的胶水给热量使胶水初步固化,从而避免贴附后的组件在物料传送机构8输送至下个工位时导致物料与辅料之间出现错位,保证物料与辅料之间贴附的稳定。高精度贴合装置6通过设置第一定位机构61和品质检测机构63能够确保物料和辅料的品质精度,从而提高贴附生产的良品率,而且自动化程度高,工作稳定可靠,结构简单紧凑,进而降低生产成本。
为了提高取料机构64的工作精度,高精度贴合装置6还包括设置在工作台10上的第二定位机构65,第二定位机构65在Y轴方向上位于品质检测机构63远离第一定位机构61的一侧,第二定位机构65包括第二移送控制机构、第二移送座651和第二相机652,第二移送控制机构可控制第二移送座651在Y轴方向上移动,第二相机652设置在第二移送座651上。为了提高贴附机构62的取料工作精度,高精度贴合装置6还包括设置在工作台10上的第三相机66,第三相机66在Z轴方向上位于旋转盘631的上方,且第三相机66在Y轴方向上位于旋转盘631远离取料机构64的一侧并与通槽632相对设置,同时高精度贴合装置6还包括设置在工作台10上的第四相机68,第四相机68在Z轴方向上位于旋转盘631的下方并与第三相机66相对设置。由于有些物料在常温下是软的,需要加热硬化后才方便进行贴合,因此旋转盘631在Z轴方向上靠近AOI光学检测器634的端面设置有多个加热环,一个加热环环绕设置在一个通槽632的外周。为了使得UV曝光灯623的倾斜角度可调,贴附机构62还包括第一安装板624和两个第二安装板625,第一安装板624的第一端安装在第一搬载座621上,第一安装板624的第二端开设有两个第一圆孔6241和两个弧形孔6242,一个弧形孔6242以一个第一圆孔6241为轴心延伸,一个UV曝光灯623安装在一个第二安装板625上,每一个第二安装板625开设有两个第二圆孔6251,第一紧固件穿过一个第一圆孔6241和一个第二圆孔6251以将第二安装板625与第一安装板624锁紧,且第二紧固件穿过一个弧形孔6242和一个第二圆孔6251以将第二安装板625与第一安装板624锁紧。
为了提高传动工作的稳定性和可靠性,移载控制构包括第一控制机构、第二控制机构和第三控制机构,取料机构64还包括第二移载座644和第三移载座643,第一控制机构可控制第二移载座644在Y轴方向上移动,第二控制机构设置在第二移载座644上并可控制第三移载座643在X轴方向上移动,第三控制机构设置在第三移载座643上并可控制第一移载座641在Z轴方向上移动;搬载控制机构包括第四控制机构、第五控制机构和第六控制机构,贴附机构62还包括第二搬载座627和第三搬载座626,第四控制机构可控制第二搬载座627在Y轴方向上移动,第五控制机构设置在第二搬载座627上并可控制第三搬载座626在X轴方向上移动,第六控制机构设置在第三搬载座626上并可控制第一搬载座621在Z轴方向上移动;第一移送控制机构包括第七控制机构和第八控制机构,第一定位机构61还包括第三移送座613,第七控制机构可控制第三移送座613在Y轴方向上移动,第八控制机构设置在第三移送座613上并可控制第一移送座611在Z轴方向上移动;高精度贴合装置6还包括设置在工作台10上并在Y轴方向上延伸的悬架67,悬架67上设置有在Y轴方向上延伸的第一导轨673,第二移载座644设置有第一导块,第一导块可在Y轴方向上移动地与第一导轨673配合,悬架67上设置有在Y轴方向上延伸的第二导轨672,第二搬载座627设置有第二导块,第二导块可在Y轴方向上移动地与第二导轨672配合,悬架67上设置有在Y轴方向上延伸的第三导轨671,第三移送座613设置有第三导块,第三导块可在Y轴方向上移动地与第三导轨671配合,悬架67上设置有在Y轴方向上延伸的第四导轨674,第二移送座651设置有第四导块,第四导块可在Y轴方向上移动地与第四导轨674配合;第一移载座641上设置有第一光栅尺645,第一搬载座621上设置有第二光栅尺628,第一移送座611上设置有第三光栅尺614,光栅尺用于读取Z轴方向上的移动数据。
参见图28,紫外线灯7在Z轴方向上位于物料传送机构8的上方并能够对物料传送机构8上的物料与辅料贴附形成的组件之间的胶水给予热量使胶水进一步固化,以进一步保证物料与辅料之间的贴附稳定性。
参见图29至图33,晶圆上料装置9靠近高精度贴合装置6的取料机构64设置,晶圆上料装置9包括扩膜机构和顶起机构,扩膜机构包括滑动板93、滑动控制机构、承接板94、承接控制机构、挡板95、扩膜环915和转动控制机构,滑动控制机构可控制滑动板93在X轴方向上移动,承接板94可在Z轴方向上移动地支撑在滑动板93的上方,承接控制机构可控制承接板94在Z轴方向上移动。承接板94在Z轴方向上贯穿开设有扩膜孔941,挡板95邻接扩膜孔941的外周设置在承接板94上,且挡板95与承接板94之间在Z轴方向上形成限位间隙,扩膜环915可绕Z轴方向旋转地支撑在滑动板93上,转动控制机构可控制扩膜环915绕Z轴方向旋转,且扩膜环915的扩膜棱端可插穿扩膜孔941设置。顶起机构包括真空套筒914、运行控制机构、顶起柱916和顶升控制机构,运行控制机构可控制真空套筒914在Y轴方向上移动,真空套筒914的顶端插入扩膜环915的环孔内,且真空套筒914的顶端面开设有多个真空吸孔9141,顶起柱916在Z轴方向上延伸并可在Z轴方向上移动地位于真空套筒914内,顶起柱916的顶端凸出设置有多个顶针917,多个顶针917在Z轴方向上延伸并可移动地穿出真空套筒914的顶端面设置,且顶升控制机构设置在真空套筒914上并可控制顶起柱916在Z轴方向上移动。封装晶圆蓝膜的不锈钢圆环位于挡板95与承接板94之间在Z轴方向上形成限位间隙内,承接控制机构控制承接板94带动晶圆辅料在Z轴方向上向下朝向扩膜环915移动,使得扩膜环915的扩膜棱端被动顶推晶圆辅料的蓝膜,则蓝膜能够被扩张绷紧,蓝膜扩张后使得蓝膜上的每两个相邻芯片之间出现间隙,则相邻两芯片之间的相互作用力消失,同时转动控制机构控制扩膜环915绕Z轴方向旋转以调整晶圆辅料的角度,随后滑动控制机构可控制滑动板93带动承接板94、挡板95和扩膜环915在X轴方向上移动进行供料操作,同时顶起机构的运行控制机构控制真空套筒914带动顶起柱916在Y轴方向上移动,当真空套筒914位于准备上料的晶圆芯片的下方,真空套筒914通过真空吸孔9141将该晶圆芯片对应的局部蓝膜向下吸附,随后顶升控制机构控制顶起柱916在Z轴方向上朝向该晶圆芯片移动,使得位于顶起柱916的顶端上的顶针917穿出真空套筒914的顶端面将该晶圆芯片向上顶起,从而能够大大削弱该晶圆芯片与蓝膜之间的附着力,则取料机构64的第一真空取料嘴吸附在该晶圆芯片上,只需较小的吸附抓取力即可快速将该晶圆芯片从蓝膜上剥离,能够有效避免蓝膜出现局部变形影响周边芯片的稳定性,工作稳定可靠,自动化程度高,工作效率高。
为了提高传动工作的稳定性和可靠性,运行控制机构包括运行电机9111、运行丝杆9112和运行螺母9113,运行丝杆9112在Y轴方向上延伸,运行电机9111可控制运行丝杆9112绕Y轴方向旋转,且运行螺母9113可在Y轴方向上移动地套设在运行丝杆9112上,真空套筒914设置在运行螺母9113上,顶升控制机构为音圈电机9110;滑动控制机构包括滑动电机99、滑动丝杆910和滑动螺母,滑动丝杆910在X轴方向上延伸,滑动电机99可控制滑动丝杆910绕X轴方向旋转,且滑动螺母可在X轴方向上移动地套设在滑动丝杆910上,滑动板93设置在滑动螺母上;承接控制机构包括承接电机9114、承接丝杆9118、承接螺母、第一主动轮9115、第一从动轮9116、第一同步带9117,承接电机9114设置在滑动板93上,承接电机9114的驱动轴在Z轴方向上延伸,第一主动轮9115套接在承接电机9114的驱动轴上,承接螺母设置在滑动板93上,承接丝杆9118在Z轴方向上延伸贯穿承接螺母设置并可绕Z轴方向旋转,承接丝杆9118在Z轴方向上的两端设置有承接板94和第一从动轮9116,第一同步带9117套设在第一从动轮9116和第一主动轮9115之间,具体地,承接丝杆9118和承接螺母的数量分别为四个,四个承接丝杆9118分布在承接板94的四个拐角位置,一个承接螺母适配一个承接丝杆9118,第一从动轮9116套接在其中一个承接丝杆9118上,且每一个承接丝杆9118上套接有第三从动轮9119,四个第三从动轮9119之间套设有第四同步带9120;转动控制机构包括转动电机9121、第三主动轮9122和第三同步带9123,转动电机9121设置在滑动板93上,转动电机9121的驱动轴在Z轴方向上延伸,第三主动轮9122套接在转动电机9121的驱动轴上,第三同步带9123套设在第三主动轮9122和扩膜环915之间,第三同步带9123的外侧设置有转动支撑在滑动板93上的张紧轮9124。
为了提高顶起柱916工作的可靠性,顶起柱916的底端在Z轴方向上延伸凸出真空套筒914设置并设置有挡块919,顶起柱916的底端套设有压簧918,且压簧918在Z轴方向上的两端分别抵压在挡块919和真空套筒914之间。当顶升控制机构控制顶起柱916在Z轴方向上朝向晶圆芯片移动,使得位于顶起柱916的顶端上的顶针917穿出真空套筒914的顶端面将该晶圆芯片向上顶起时,蓝膜会对顶针917给予向下的反作用力,为了避免顶针917冲撞向上移动导致蓝膜损坏,压簧918在Z轴方向上的两端分别抵压在挡块919和真空套筒914之间可给予顶针917带动顶起柱916具有向下缓冲移动的空间,从而确保顶起柱916和顶针917的工作可靠性。
为了提高自动化生产效率,晶圆上料装置9还包括在X轴方向上位于扩膜机构外侧的提篮机构91,提篮机构91包括载料板911和载料控制机构912,载料控制机构912可控制载料板911在Z轴方向上移动,且扩膜机构还包括联动臂96、联动控制机构、第一气爪97、第二气爪98和气爪控制机构,联动臂96可在X轴方向上移动地支撑在滑动板93上,联动控制机构可控制联动臂96在X轴方向上移动,气爪控制机构设置在联动臂96上并可控制第一气爪97和第二气爪98朝向或远离彼此移动,且第一气爪97和第二气爪98可同步在X轴方向上移动地穿过挡板95设置。载料板911上放置有辅料周转箱,载料控制机构912控制载料板911在Z轴方向上移动至与第一气爪97、第二气爪98相同高度,随后联动控制机构可控制联动臂96带动第一气爪97和第二气爪98在X轴方向上朝向辅料周转箱移动,接着气爪控制机构控制第一气爪97和第二气爪98朝向彼此移动以夹持辅料周转箱内的辅料盘,随后联动控制机构可控制联动臂96带动第一气爪97、第二气爪98和辅料盘在X轴方向上朝向挡板95与承接板94之间在Z轴方向上形成的限位间隙移动,从而使得辅料盘被限制在限位间隙内,则完成自动化辅料上料操作。具体地,联动控制机构包括联动电机913、第二主动轮、第二从动轮和第二同步带,联动电机913设置在滑动板93上,联动电机913的驱动轴在Y轴方向上延伸,第二主动轮套接在联动电机913的驱动轴上,第二主动轮和第二从动轮在X轴方向上并排设置,且第二同步带套设在第二从动轮和第二主动轮之间,联动臂96设置在第二同步带上。
为了减少晶圆上料装置9上的辅料出现被污染风险,晶圆上料装置9还包括防护罩92,防护罩92盖合在滑动板93上并在挡板95的上方延伸至局部遮挡扩膜孔941,且防护罩92靠近提篮机构91的侧面开设有避位槽921以供辅料盘通过。为了能够对封装晶圆蓝膜的不锈钢圆环进行稳固限制,挡板95的数量为两个,两个挡板95关于扩膜孔941的轴心对称设置,每一个挡板95绕扩膜孔941的轴心呈圆弧形设置,两个挡板95在扩膜孔941的周向的两端形成有供第一气爪97和第二气爪98穿过的避让槽。
参见图34和图35,为晶圆上料装置9用于托盘9126上料实施方式,挡板9125靠近承接板94的定位端设置有弹簧柱塞,弹簧柱塞的弹簧可迫使弹簧柱塞的定位珠9127朝向承接板94并凸出挡板9125的定位端移动。第一气爪97和第二气爪98将托盘9126从提篮机构91上料后,托盘9126的周边被限制在挡板9125与承接板94之间在Z轴方向上形成限位间隙内,由于挡板9125靠近承接板94的定位端设置有弹簧柱塞,则弹簧柱塞的定位珠9127在弹簧的迫使作用力下抵压在托盘9126的周边上,使得托盘9126的周边稳固限制在限位间隙内,随后在辅料上料过程中,转动控制机构无需控制扩膜环915绕Z轴方向旋转,且运行控制机构无需控制真空套筒914在Y轴方向上移动,且顶升控制机构无需控制顶起柱916在Z轴方向上移动,从而使得晶圆上料装置9可兼容刚性托盘9126和晶圆蓝膜上料。
以上实施例,只是本发明的较佳实例,并非来限制本发明实施范围,故凡依本发明申请专利范围的构造、特征及原理所做的等效变化或修饰,均应包括于本发明专利申请范围内。
Claims (10)
1.多功能摄像头组件自动化贴附设备,其特征在于,包括可旋翻转上下料装置、光学测试装置、点胶装置、高精度贴合装置、紫外线灯和物料传送机构,所述可旋翻转上下料装置、所述光学测试装置、所述点胶装置、所述高精度贴合装置以及所述紫外线灯在X轴方向上依次并排设置,所述物料传送机构用于将物料在X轴方向上传送,所述紫外线灯在Z轴方向上位于所述物料传送机构的上方;
所述可旋翻转上下料装置包括旋翻转机构、中转机构和上下料机构,所述旋翻转机构、所述中转机构和所述上下料机构在Y轴方向上依次并排设置,所述上下料机构在Z轴方向上位于所述物料传送机构的上方,所述旋翻转机构包括移动驱动机构、第一移动板、旋转控制机构、翻转控制机构、吸嘴座和第一真空吸嘴,所述移动驱动机构可控制所述第一移动板分别在Y轴方向上和Z轴方向上移动,所述翻转控制机构设置在所述第一移动板上并可控制所述吸嘴座绕X轴方向旋转,所述旋转控制机构和所述第一真空吸嘴分别设置在所述吸嘴座上,且所述旋转控制机构可控制所述第一真空吸嘴绕自身轴线旋转,所述中转机构包括中转台和升降驱动机构,所述升降驱动机构可控制所述中转台在Z轴方向上移动,所述上下料机构包括搬动驱动机构和第一搬动板,所述搬动驱动机构可控制所述第一搬动板分别在Y轴方向上和Z轴方向上移动,所述第一搬动板上设置有第二真空吸嘴或者真空吸料盘;
所述光学测试装置包括AOI相机和测试控制机构,所述AOI相机在Z轴方向上位于所述物料传送机构的上方,所述测试控制机构可控制所述AOI相机分别在Z轴方向上和Y轴方向上移动,所述点胶装置包括点胶器和点胶控制机构,所述点胶器在Z轴方向上位于所述物料传送机构的上方,所述点胶控制机构可控制所述点胶器分别在Z轴方向上和Y轴方向上移动,所述高精度贴合装置包括贴附机构、品质检测机构和取料机构,所述品质检测机构在Y轴方向上位于所述贴附机构和所述取料机构之间,所述品质检测机构包括旋转控制机构、旋转盘和AOI光学检测器,所述旋转控制机构可控制所述旋转盘绕Z轴旋转,所述旋转盘开设有多个通槽,多个所述通槽绕所述旋转盘的旋转轴均匀分布并在Z轴方向上贯穿所述旋转盘设置,所述AOI光学检测器在Z轴方向上位于所述旋转盘的下方并与所述通槽相对设置,所述取料机构包括移载控制机构、第一移载座和第一真空取料嘴,所述移载控制机构可控制所述第一移载座分别在X轴方向上、Y轴方向上和Z轴方向上移动,所述第一真空取料嘴设置在所述第一移载座上;
所述贴附机构包括搬载控制机构、第一搬载座、第二真空取料嘴和两个UV曝光灯,所述搬载控制机构可控制所述第一搬载座分别在X轴方向上、Y轴方向上和Z轴方向上移动,所述第二真空取料嘴和两个所述UV曝光灯分别设置在所述第一搬载座上,且两个所述UV曝光灯分别位于所述第二真空取料嘴的外周并朝向所述第二真空取料嘴倾斜设置。
2.根据权利要求1所述的多功能摄像头组件自动化贴附设备,其特征在于:
所述可旋翻转上下料装置还包括定位检测机构,所述定位检测机构在Y轴方向上位于所述旋翻转机构远离所述上下料机构的一侧;
所述定位检测机构包括定位相机、定位板和定位驱动机构,所述定位驱动机构可控制所述定位板在Y轴方向上移动,所述定位相机设置在所述定位板上。
3.根据权利要求2所述的多功能摄像头组件自动化贴附设备,其特征在于:
所述定位检测机构还包括第一维码扫描器,所述第一维码扫描器设置在所述定位板上。
4.根据权利要求3所述的多功能摄像头组件自动化贴附设备,其特征在于:
所述可旋翻转上下料装置还包括第二维码扫描器,所述第二维码扫描器在Z轴方向上位于所述第一维码扫描器的下方。
5.根据权利要求1所述的多功能摄像头组件自动化贴附设备,其特征在于:
所述高精度贴合装置还包括第一定位机构,所述第一定位机构在Y轴方向上位于所述贴附机构远离所述取料机构的一侧并在Z轴方向上位于所述物料传送机构的上方,所述第一定位机构包括第一移送控制机构、第一移送座和第一相机,所述第一移送控制机构可控制所述第一移送座分别在Y轴方向上和Z轴方向上移动,所述第一相机设置在所述第一移送座上;
和/或,所述高精度贴合装置还包括第二定位机构,所述第二定位机构在Y轴方向上位于所述品质检测机构远离所述第一定位机构的一侧,所述第二定位机构包括第二移送控制机构、第二移送座和第二相机,所述第二移送控制机构可控制所述第二移送座在Y轴方向上移动,所述第二相机设置在所述第二移送座上;
和/或,所述高精度贴合装置还包括第三相机,所述第三相机在Z轴方向上位于所述旋转盘的上方,且所述第三相机在Y轴方向上位于所述旋转盘远离所述取料机构的一侧并与所述通槽相对设置;
和/或,所述高精度贴合装置还包括第四相机,所述第四相机在Z轴方向上位于所述旋转盘的下方并在Y轴方向上位于所述旋转盘远离所述取料机构的一侧,且所述第四相机与所述通槽相对设置。
6.根据权利要求1所述的多功能摄像头组件自动化贴附设备,其特征在于:
所述旋转盘在Z轴方向上靠近所述AOI光学检测器的端面设置有多个加热环,一个所述加热环环绕设置在一个所述通槽的外周。
7.根据权利要求1所述的多功能摄像头组件自动化贴附设备,其特征在于:
所述多功能摄像头组件自动化贴附设备还包括靠近所述取料机构设置的晶圆上料装置,所述晶圆上料装置包括扩膜机构和顶起机构,所述扩膜机构包括滑动板、滑动控制机构、承接板、承接控制机构、挡板、扩膜环和转动控制机构,所述滑动控制机构可控制所述滑动板在X轴方向上移动,所述承接板可在Z轴方向上移动地支撑在所述滑动板的上方,所述承接控制机构可控制所述承接板在Z轴方向上移动;
所述承接板在Z轴方向上贯穿开设有扩膜孔,所述挡板邻接所述扩膜孔的外周设置在所述承接板上,且所述挡板与所述承接板之间在Z轴方向上形成限位间隙,所述扩膜环可绕Z轴方向旋转地支撑在所述滑动板上,所述转动控制机构可控制所述扩膜环绕Z轴方向旋转,且所述扩膜环的扩膜棱端可插穿所述扩膜孔设置;
所述顶起机构包括真空套筒、运行控制机构、顶起柱和顶升控制机构,所述运行控制机构可控制所述真空套筒在Y轴方向上移动,所述真空套筒的顶端插入所述扩膜环的环孔内,且所述真空套筒的顶端面开设有多个真空吸孔,所述顶起柱在Z轴方向上延伸并可在Z轴方向上移动地位于所述真空套筒内,所述顶起柱的顶端凸出设置有多个顶针,多个所述顶针在Z轴方向上延伸并可移动地穿出所述真空套筒的顶端面设置,且所述顶升控制机构设置在所述真空套筒上并可控制所述顶起柱在Z轴方向上移动。
8.根据权利要求1至7任一项所述的多功能摄像头组件自动化贴附设备,其特征在于:
所述多功能摄像头组件自动化贴附设备还包括靠近所述旋翻转机构设置的双层输送线,所述双层输送线包括第一上层输送机构、第一下层输送机构和第一运动控制机构,所述第一上层输送机构在Z轴方向上位于所述第一下层输送机构的上方,所述第一上层输送机构包括第一支撑架、第一传送带、第二传送带和第一传送控制机构,所述第一传送带和所述第二传送带在X轴方向上延伸并可在X轴方向上移动地支撑在所述第一支撑架上,且所述第一传送带和所述第二传送带在Y轴方向上并排设置,所述第一传送控制机构可控制所述第一传送带和所述第二传送带同步在X轴方向上移动;
所述第一运动控制机构可控制所述第一支撑架在X轴方向上移动,所述第一下层输送机构包括第二支撑架、第三传送带、第四传送带和第二传送控制机构,所述第三传送带和所述第四传送带在X轴方向上延伸并可在X轴方向上移动地支撑在所述第二支撑架上,且所述第三传送带和所述第四传送带在Y轴方向上并排设置,所述第二传送控制机构可控制所述第三传送带和所述第四传送带同步在X轴方向上移动。
9.根据权利要求8所述的多功能摄像头组件自动化贴附设备,其特征在于:
所述可旋翻转上下料装置的数量为两个,一个所述可旋翻转上下料装置在X轴方向上位于所述光学测试装置远离所述紫外线灯的一侧,另一个所述可旋翻转上下料装置在X轴方向上位于所述紫外线灯远离所述光学测试装置的一侧;
所述双层输送线还包括第二上层输送机构和第二运动控制机构,所述第二上层输送机构和所述第一上层输送机构在X轴方向上位于两个所述可旋翻转上下料装置之间,且所述第二上层输送机构在Z轴方向上位于所述第一下层输送机构的上方;
所述第二上层输送机构包括第五支撑架、第九传送带、第十传送带和第五传送控制机构,所述第九传送带和所述第十传送带在X轴方向上延伸并可在X轴方向上移动地支撑在所述第五支撑架上,且所述第九传送带和所述第十传送带在Y轴方向上并排设置,所述第五传送控制机构可控制所述第九传送带和所述第十传送带同步在X轴方向上移动,且第二运动控制机构可控制所述第五支撑架在X轴方向上移动。
10.根据权利要求8所述的多功能摄像头组件自动化贴附设备,其特征在于:
所述双层输送线还包括上料升降机构,所述上料升降机构在X轴方向上位于所述第一下层输送机构的第一端,所述上料升降机构包括第三支撑架、第五传送带、第六传送带、第三传送控制机构和第一升降控制机构,所述第一升降控制机构可控制所述第三支撑架在Z轴方向上移动,所述第五传送带和所述第六传送带在X轴方向上延伸并可在X轴方向上移动地支撑在所述第三支撑架上,且所述第五传送带和所述第六传送带在Y轴方向上并排设置,所述第三传送控制机构可控制所述第五传送带和所述第六传送带同步在X轴方向上移动;
和/或,所述双层输送线还包括下料升降机构,所述下料升降机构在X轴方向上位于所述第一下层输送机构的第二端,所述下料升降机构包括第四支撑架、第七传送带、第八传送带、第四传送控制机构和第二升降控制机构,所述第二升降控制机构可控制所述第四支撑架在Z轴方向上移动,所述第七传送带和所述第八传送带在X轴方向上延伸并可在X轴方向上移动地支撑在所述第四支撑架上,且所述第七传送带和所述第八传送带在Y轴方向上并排设置,所述第四传送控制机构可控制所述第七传送带和所述第八传送带同步在X轴方向上移动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210206017.7A CN114435913B (zh) | 2022-03-02 | 2022-03-02 | 多功能摄像头组件自动化贴附设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210206017.7A CN114435913B (zh) | 2022-03-02 | 2022-03-02 | 多功能摄像头组件自动化贴附设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114435913A CN114435913A (zh) | 2022-05-06 |
| CN114435913B true CN114435913B (zh) | 2022-11-25 |
Family
ID=81359195
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210206017.7A Active CN114435913B (zh) | 2022-03-02 | 2022-03-02 | 多功能摄像头组件自动化贴附设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114435913B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114918157B (zh) * | 2022-05-25 | 2023-12-01 | 佑光智能半导体科技(深圳)有限公司 | 一种蓝膜分选机及分选方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000016560A (ja) * | 1998-06-30 | 2000-01-18 | Ishikawajima Harima Heavy Ind Co Ltd | プレハブ住宅用パネルの面材供給装置 |
| CN103790911A (zh) * | 2014-03-03 | 2014-05-14 | 尹先和 | 高精度液晶屏幕贴合机 |
| CN108289163A (zh) * | 2018-03-30 | 2018-07-17 | 深圳市鹰眼在线电子科技有限公司 | 多摄像头模组组装设备 |
| CN208712096U (zh) * | 2018-08-24 | 2019-04-09 | 东莞触点智能装备有限公司 | 一种贴合设备 |
| CN209334129U (zh) * | 2018-12-13 | 2019-09-03 | 深圳市诺峰光电设备有限公司 | 一种自动在线烘焙机 |
| CN110683336A (zh) * | 2019-11-04 | 2020-01-14 | 东莞市鼎力自动化科技有限公司 | 一种摄像头模组贴合设备 |
| CN111498487A (zh) * | 2020-03-18 | 2020-08-07 | 深圳市鑫三力自动化设备有限公司 | 一种屏下摄像头贴合组装设备 |
| CN214059057U (zh) * | 2020-11-18 | 2021-08-27 | 苏州卓翔自动化设备有限公司 | 一种产品翻转搬运机构 |
| CN114093799A (zh) * | 2021-10-28 | 2022-02-25 | 深圳市鹰眼在线电子科技有限公司 | 一种芯片贴合设备 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7430515B2 (ja) * | 2019-11-06 | 2024-02-13 | 株式会社ディスコ | ウエーハの処理方法 |
-
2022
- 2022-03-02 CN CN202210206017.7A patent/CN114435913B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000016560A (ja) * | 1998-06-30 | 2000-01-18 | Ishikawajima Harima Heavy Ind Co Ltd | プレハブ住宅用パネルの面材供給装置 |
| CN103790911A (zh) * | 2014-03-03 | 2014-05-14 | 尹先和 | 高精度液晶屏幕贴合机 |
| CN108289163A (zh) * | 2018-03-30 | 2018-07-17 | 深圳市鹰眼在线电子科技有限公司 | 多摄像头模组组装设备 |
| CN208712096U (zh) * | 2018-08-24 | 2019-04-09 | 东莞触点智能装备有限公司 | 一种贴合设备 |
| CN209334129U (zh) * | 2018-12-13 | 2019-09-03 | 深圳市诺峰光电设备有限公司 | 一种自动在线烘焙机 |
| CN110683336A (zh) * | 2019-11-04 | 2020-01-14 | 东莞市鼎力自动化科技有限公司 | 一种摄像头模组贴合设备 |
| CN111498487A (zh) * | 2020-03-18 | 2020-08-07 | 深圳市鑫三力自动化设备有限公司 | 一种屏下摄像头贴合组装设备 |
| CN214059057U (zh) * | 2020-11-18 | 2021-08-27 | 苏州卓翔自动化设备有限公司 | 一种产品翻转搬运机构 |
| CN114093799A (zh) * | 2021-10-28 | 2022-02-25 | 深圳市鹰眼在线电子科技有限公司 | 一种芯片贴合设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114435913A (zh) | 2022-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN217296334U (zh) | 可旋翻转上下料装置 | |
| KR101261266B1 (ko) | 레이저 가공 장치 및 이를 이용한 레이저 가공 방법 | |
| CN211707423U (zh) | 转盘式手表玻璃镜片检测机 | |
| CN113314445B (zh) | Cob自动组装设备 | |
| WO2021164667A1 (zh) | 晶圆及其转载机构的校准装置及校准方法 | |
| CN110841929A (zh) | 转盘式手表玻璃镜片检测机 | |
| CN114643208B (zh) | 一种光学镜片瑕疵自动检测设备 | |
| CN114435913B (zh) | 多功能摄像头组件自动化贴附设备 | |
| CN116598233B (zh) | 一种芯片检测分选设备 | |
| CN114566450B (zh) | 晶圆上料装置 | |
| CN115452058A (zh) | 微型元件自动检测机构 | |
| CN115610998A (zh) | 一种指纹模组检测系统及其传送机构 | |
| CN115254644A (zh) | Dfb芯片四面检测设备及其检测方法 | |
| CN114435889A (zh) | 双层输送线 | |
| CN113567360B (zh) | 一种兼容多款产品的色差光泽检测装置及其操作方法 | |
| JPS6146971B2 (zh) | ||
| CN217641262U (zh) | 高精度贴合装置 | |
| CN114895539B (zh) | 一种芯片光刻设备 | |
| CN115682936A (zh) | 转盘检测平台 | |
| CN211907401U (zh) | 晶圆载盘的置卸载装置 | |
| JP2010126242A (ja) | テーピング装置 | |
| TWM622071U (zh) | 預治式晶圓載盤之置卸載裝置 | |
| CN114354648A (zh) | 涂层检测设备及涂层检测方法 | |
| JP2005017386A (ja) | 平板状ワークの検査、修正装置 | |
| CN209911252U (zh) | 外观检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |