CN113263223A - 管材、型材切割用自动落料装置 - Google Patents
管材、型材切割用自动落料装置 Download PDFInfo
- Publication number
- CN113263223A CN113263223A CN202110464070.2A CN202110464070A CN113263223A CN 113263223 A CN113263223 A CN 113263223A CN 202110464070 A CN202110464070 A CN 202110464070A CN 113263223 A CN113263223 A CN 113263223A
- Authority
- CN
- China
- Prior art keywords
- longitudinal
- plate
- transverse
- cutting
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 91
- 238000005520 cutting process Methods 0.000 title claims abstract description 61
- 230000007246 mechanism Effects 0.000 claims abstract description 81
- 238000010586 diagram Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 4
- 238000005299 abrasion Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000003698 laser cutting Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 241001391944 Commicarpus scandens Species 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D79/00—Methods, machines, or devices not covered elsewhere, for working metal by removal of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Sawing (AREA)
Abstract
本发明特别涉及一种管材、型材切割用自动落料装置,包括有底座,底座上方设置有可滑动的设置有沿底座横向移动的横向移动机构,横向移动机构上方设置有纵向移动机构,纵向移动机构上设置有放置机构,一端的放置机构侧面设置有加持机构;本发明可以自由调节接料板一与接料板二的上下高度、横向位置、纵向位置以便适应不同高度的切割机头;设置有加持机构对型材进行切割时,可以避免因型材伸出切割装置过长造成摆动的问题,并解决了对末端型材尾料进行切割时缺少型材固定装置造成切割时型材摆动切口不平整的问题,设置有可上下移动的接料板一可以快速的实现对型材的落料。
Description
技术领域
本发明属于材料切割技术领域,特别涉及一种管材、型材切割用自动落料装置。
背景技术
随着现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割功能的要求也在提升。数控切割机的发展必须要适应现代机械加工业发展的要求。切割机分为火焰切割机、等离子切割机、激光切割机、水切割等。激光切割机为效率最快,切割精度最高,切割厚度一般较小。等离子切割机切割速度也很快,切割面有一定的斜度。火焰切割机针对于厚度较大的碳钢材质。
在型材切割技术领域,通常需用到上料、切割、下料的工序,目前的此几种工序在进行时多是通过人工搬抬实现上下料作业,尤其是再自动化切割设备中,大多数的型材被切割后直接掉落至切割机下方,或者由人工接料;直接将切割后的型材掉落至切割机下方,容易造成型材的磕碰,且切割的过程中由于被切割的型材一端没有支撑,在切割时易造成切割未彻底就造成切割口处折断,或者切口不平整;人工接料存在一定的风险,切割过程中会造成突然型材切口处断裂造成人员受伤,且浪费大量的人力,无法满足自动化生产。
为解决上述问题,我们提供了一种可实现对切割时的型材夹紧、切割后型材接料、接料后自动落料的一种管材、型材切割用自动落料装置。
发明内容
本发明目的在于克服现有技术中存在的不足而提供一种管材、型材切割用自动落料装置。
本发明的目的是这样实现的:管材、型材切割用自动落料装置,包括有底座,所述底座上方设置有可滑动的设置有沿底座横向移动的横向移动机构,横向移动机构上方设置有至少两个沿横向移动机构纵向移动的纵向移动机构,纵向移动机构上设置有可上下移动的放置机构,一端的放置机构侧面设置有加持机构。
进一步的,所述横向移动机构包括有横向支架、横向电机、齿轮一、横向齿条,横向齿条固定在底座上,横向电机固定在横向支架上,横向电机输出端连接有齿轮一,齿轮一与横向齿条相互啮合,横向支架与底座之间为滑动连接,横向支架与底座之间通过滑轨滑块滑动连接。
进一步的,所述纵向移动机构包括有纵向支架、纵向电机、齿轮二、纵向齿条,纵向电机固定连接在横向支架上,纵向电机输出端连接有齿轮二,纵向齿条固定在纵向支架下部,纵向齿条与齿轮二相互啮合,纵向支架与横向支架之间为滑动连接,横向支架与纵向支架之间通过滑轨滑块滑动连接。
进一步的,所述放置机构包括有接料板一、接料板二、升降电机、丝杠、连接板、电缸一、升降板、固定板,升降电机固定在纵向支架上端,升降电机与丝杠连接,升降电机带动丝杠上下移动,丝杠垂直贯穿纵向支架上部,丝杠输出端固定连接有连接板,连接板与固定板连接,固定板与纵向支架之间为滑动连接,固定板与纵向支架之间通过滑轨滑块滑动连接,电缸一斜置在固定板一侧面,电缸一输出端连接有升降板,升降板上固定连接有接料板一,固定板外侧面上部为斜面,固定板上部斜面处固定连接有接料板二,接料板一与接料板二的工作面上分布有数个滚轮,接料板一与接料板二的工作面之间相互垂直。
进一步的,所述加持机构包括有电缸二、支撑架、电缸三、上夹板、下夹板、上夹块、下夹块、侧夹块、侧夹辊、下夹辊,支撑架固定在固定板侧面,电缸二固定在支撑架下部,电缸二的输出端与下夹板下端面连接,下夹板与支撑架滑动连接,下夹板与上夹板之间滑动连接,电缸三固定在下夹板上,电缸三输出端与上夹板下部连接;下夹板上部右侧凸出,上夹板上部左侧凸出,下夹板上部凸出部位固定设置有下夹块,下夹块上可转动的设置有下夹辊,上夹块上部凸出部位内侧固定设置有上夹块,上夹块下部固定设置有侧夹块,侧夹块上可转动的设置有侧夹辊。
本发明使用时,设置有横向移动机构可以调节该装置放置机构的横向位置,即由横向电机带动齿轮一进行转动,齿轮一与横向齿条相互啮合传动时横向支架沿着底座横向移动,进而实现放置机构的横向位置调节。设置有纵向移动机构可以调节该装置放置机构的纵向位置,即由纵向电机带动齿轮二进行转动,齿轮二与纵向齿条相互啮合传动时纵向支架沿着横向支架纵向移动,进而实现放置机构的纵向位置调节。设置有可调节高度的放置机构可以更好的适应不同高度的切割装置,以保证能够顺利的完成型材的接料,即通过升降电机转动带动丝杠进行上下移动,进而带动接料板一与接料板二上下移动。
当型材从切割机处运送至该装置上时,即型材由设有加持机构一端传送至接料板一与接料板二上,由于接料板一与接料板二上设置有多个滚轮,型材与滚轮接触可以避免型材与接料板一与接料板二表面接触,避免相互之间的相互磨损,且在传送的过程中减少摩擦。在需要的型材的长度位于本装置上时,通过加持机构将型材进行加紧,即通过电缸二带动下夹板沿着支撑架进行斜向移动,使得上夹板上的侧夹辊贴合型材下表面即侧夹辊与接料板二上的滚轮位于同一平面,此时下夹板上凸出部分位于接料板一处;再通过电缸三带动上夹板上的上夹块向接料板一工作面方向进行移动,通过上夹块、下夹辊、侧夹辊将型材进行加紧;型材进行加紧固定后再对型材进行切割,可以避免因型材伸出切割装置过长造成摆动的问题,并解决了对末端型材尾料进行切割时缺少型材固定装置造成切割时型材摆动切口不平整的问题。
当切割完成后需要对型材的落料,设置有可上下移动的接料板一可以快速的实现对型材的落料,即电缸一带动接料板一进行上下移动,当接料板一上表面低于接料板二工作面时,型材受重力作用落下,完成落料工序。
有益效果:该装置可以自由调节接料板一与接料板二的上下高度、横向位置、纵向位置以便适应不同高度的切割机头;设置有滚轮一方面可以在接料时减少型材与接料板一与接料板二之间的磨损,另一方面可以减少摩擦力,使得接料时型材更加便捷;设置有加持机构对型材进行切割时,可以避免因型材伸出切割装置过长造成摆动的问题,并解决了对末端型材尾料进行切割时缺少型材固定装置造成切割时型材摆动切口不平整的问题;设置有可上下移动的接料板一可以快速的实现对型材的落料。
附图说明
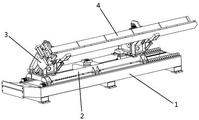
图1为发明的结构示意图。
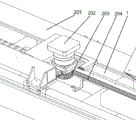
图2为发明的横向移动机构结构示意图。
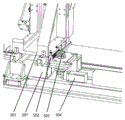
图3为发明的纵向移动机构结构示意图。
图4为发明的放置机构结构示意图。
图5为发明的放置机构局部结构示意图。
图6为发明的局部结构示意图。
图7为发明的加持机构结构示意图。
附图标记说明:
1.底座、2.横向移动机构、201.横向支架、202.横向电机、203.齿轮一、204.横向齿条、3.加持机构、301.电缸二、302.侧夹块、303.侧夹辊、304.电缸三、305.上夹块、306.下夹块、307.支撑架、308.下夹板、309.下夹辊、310.上夹板、4.放置机构、401.接料板一、402.接料板二、403.电缸一、404.固定板、405.连接板、406.升降电机、407.丝杠、408.升降板、5.纵向移动机构、501.纵向支架、502.纵向齿条、503.齿轮二、504.纵向电机。
具体实施方式
实施例1
如图1-7所示,本发明的目的是这样实现的:型材切割用手动调节型材升降架,包括有电缸1,电缸1侧面设置有连接板3,电缸1输出端连接有顶板5,托辊6侧面中部设有凹槽,设置有凹槽可便于放置型材。顶板5下方设置有导板9,导板9上设置有托辊6,导板9与连接板3之间为滑动连接,即导板9与连接板3之间设置有滑轨,导板9与连接板3之间通过滑轨滑动连接,滑轨包括有滑块11与滑道12,所述滑块11固定在连接板3上,滑道12固定在导板9上,滑块11与滑道12为滑动连接;连接板3上固定设置有固定块4,固定块4上固定连接有限位杆2,导板9低端固定连接有限位板10,限位杆2可滑动的贯穿限位板10。
导板9上设置有耳板7,导板9侧面设置有三角板8,耳板7固定在三角板8上,耳板7上可转动的设置有托辊6。
耳板7上固定设置有转轴15,转轴15上可转动的设置有托辊6,转轴15左部外侧面设有细牙螺纹,转轴15左侧设置有螺母16,螺母16与转轴15之间通过细牙螺纹连接,托辊6左侧设置有弹簧13,弹簧13套装在转轴15上,托辊6与转轴15之间通过轴承14转动连接,弹簧13与托辊6内的轴承14内圈接触。
在使用时,将该装置排列成一排至少为两个以上,将型材放置在托辊6上的凹槽内,当需要将型材纵向移动时,可通过电缸1的升降来控制型材的上下位置;当型材左右移动时,托辊6转动可方便托动型材移动;当需要调节型材的前后位置时,可通过旋转螺母16来控制托辊6在转轴15上的位置,当螺母16向转轴15内侧旋紧时,螺母16向托辊6压紧,弹簧13受压,托辊6向后移动;当螺母16向转轴15前端移动时,托辊6受弹簧13的弹力作用向前移动;在托辊6前后移动时弹簧13对托辊6起到压紧的作用,使托辊6始终与螺母16接触。管材、型材切割用自动落料装置,包括有底座1,所述底座1上方设置有可滑动的设置有沿底座1横向移动的横向移动机构2,横向移动机构2可以带动放置机构4进行横向移动,横向移动机构2上方设置有至少两个沿横向移动机构2纵向移动的纵向移动机构5,纵向移动机构5可以带动放置机构4进行纵向移动,纵向移动机构5上设置有可上下移动的放置机构4,可上下移动的放置机构4便于适应不同高度的切割机头,一端的放置机构4侧面设置有加持机构3,加持机构3用来对型材进行夹紧。
横向移动机构2包括有横向支架201,横向支架201可相对于底座1进行横向移动即可,优选方案为还包括有横向电机202、齿轮一203、横向齿条204,横向齿条204固定在底座1上,横向电机202固定在横向支架201上,横向电机202输出端连接有齿轮一203,齿轮一203与横向齿条204相互啮合,横向支架201与底座1之间为滑动连接,横向支架201与底座1之间通过滑轨滑块滑动连接。
纵向移动机构5包括有纵向支架501,纵向支架501可相对于横向之间进行纵向移动即可,优选方案为还包括有纵向电机504、齿轮二503、纵向齿条502,纵向电机504固定连接在横向支架201上,纵向电机504输出端连接有齿轮二503,纵向齿条502固定在纵向支架501下部,纵向齿条502与齿轮二503相互啮合,纵向支架501与横向支架201之间为滑动连接,横向支架201与纵向支架501之间通过滑轨滑块滑动连接。
放置机构4包括有接料板一401、接料板二402,接料板一401与接料板二402可上下移动,同时接料板一401相对于接料板二402可垂直移动;优选技术方案为还包括有升降电机406、丝杠407、连接板405、电缸一403、升降板408、固定板404,升降电机406固定在纵向支架501上端,升降电机406与丝杠407连接,升降电机406带动丝杠407上下移动,丝杠407垂直贯穿纵向支架501上部,丝杠407输出端固定连接有连接板405,连接板405与固定板404连接,固定板404与纵向支架501之间为滑动连接,固定板404与纵向支架501之间通过滑轨滑块滑动连接,电缸一403斜置在固定板404一侧面,电缸一403输出端连接有升降板408,升降板408上固定连接有接料板一401,固定板404外侧面上部为斜面,固定板404上部斜面处固定连接有接料板二402,接料板一401与接料板二402的工作面上分布有数个滚轮,接料板一401与接料板二402的工作面之间相互垂直。
加持机构3包括有电缸二301、支撑架307、电缸三304、上夹板310、下夹板308、上夹块305、下夹块306、侧夹块302、侧夹辊303、下夹辊309,支撑架307固定在固定板404侧面,电缸二301固定在支撑架307下部,电缸二301的输出端与下夹板308下端面连接,下夹板308与支撑架307滑动连接,下夹板308与上夹板310之间滑动连接,电缸三304固定在下夹板308上,电缸三304输出端与上夹板310下部连接;下夹板308上部右侧凸出,上夹板310上部左侧凸出,下夹板308上部凸出部位固定设置有下夹块306,下夹块306上可转动的设置有下夹辊309,上夹块305上部凸出部位内侧固定设置有上夹块305,上夹块305下部固定设置有侧夹块302,侧夹块302上可转动的设置有侧夹辊303。
在使用时,设置有横向移动机构2可以调节该装置放置机构4的横向位置,即由横向电机202带动齿轮一203进行转动,齿轮一203与横向齿条204相互啮合传动时横向支架201沿着底座1横向移动,进而实现放置机构4的横向位置调节。设置有纵向移动机构5可以调节该装置放置机构4的纵向位置,即由纵向电机504带动齿轮二503进行转动,齿轮二503与纵向齿条502相互啮合传动时纵向支架501沿着横向支架201纵向移动,进而实现放置机构4的纵向位置调节。设置有可调节高度的放置机构4可以更好的适应不同高度的切割装置,以保证能够顺利的完成型材的接料,即通过升降电机406转动带动丝杠407进行上下移动,进而带动接料板一401与接料板二402上下移动。
当型材从切割机处运送至该装置上时,即型材由设有加持机构3一端传送至接料板一401与接料板二402上,由于接料板一401与接料板二402上设置有多个滚轮,型材与滚轮接触可以避免型材与接料板一401与接料板二402表面接触,避免相互之间的相互磨损,且在传送的过程中减少摩擦。在需要的型材的长度位于本装置上时,通过加持机构3将型材进行加紧,即通过电缸二301带动下夹板308沿着支撑架307进行斜向移动,使得上夹板310上的侧夹辊303贴合型材下表面即侧夹辊303与接料板二402上的滚轮位于同一平面,此时下夹板308上凸出部分位于接料板一401处;再通过电缸三304带动上夹板310上的上夹块305向接料板一401工作面方向进行移动,通过上夹块305、下夹辊309、侧夹辊303将型材进行加紧;型材进行加紧固定后再对型材进行切割,可以避免因型材伸出切割装置过长造成摆动的问题,并解决了对末端型材尾料进行切割时缺少型材固定装置造成切割时型材摆动切口不平整的问题。
当切割完成后需要对型材的落料,设置有可上下移动的接料板一401可以快速的实现对型材的落料,即电缸一403带动接料板一401进行上下移动,当接料板一401上表面低于接料板二402工作面时,型材受重力作用落下,完成落料工序。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、 “右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“ 顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
以上所述仅为本发明的优选实施例而已,并不用以限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (7)
1.管材、型材切割用自动落料装置,包括有底座,其特征在于:所述底座上方设置有可滑动的设置有沿底座横向移动的横向移动机构,横向移动机构上方设置有至少两个沿横向移动机构纵向移动的纵向移动机构,纵向移动机构上设置有可上下移动的放置机构,一端的放置机构侧面设置有加持机构。
2.根据权利要求1所述管材、型材切割用自动落料装置,其特征在于:所述横向移动机构包括有横向支架,所述横向支架与底座之间为滑动连接。
3.根据权利要求2所述管材、型材切割用自动落料装置,其特征在于:所述横向移动机构还包括有横向电机、齿轮一、横向齿条,所述横向齿条固定在底座上,横向电机固定在横向支架上,横向电机输出端连接有齿轮一,齿轮一与横向齿条相互啮合,横向支架与底座之间为滑动连接。
4.根据权利要求2所述管材、型材切割用自动落料装置,其特征在于:所述纵向移动机构包括有纵向支架,所述纵向支架与横向移动机构之间为滑动连接,纵向支架可沿横向支架纵向移动。
5.根据权利要求4所述管材、型材切割用自动落料装置,其特征在于:所述纵向移动机构还包括有纵向电机、齿轮二、纵向齿条,纵向电机固定连接在横向支架上,纵向电机输出端连接有齿轮二,纵向齿条固定在纵向支架下部,纵向齿条与齿轮二相互啮合,纵向支架与横向支架之间为滑动连接。
6.根据权利要求1所述管材、型材切割用自动落料装置,其特征在于:所述放置机构包括有接料板一、接料板二、升降电机、丝杠、连接板、电缸一、升降板、固定板,升降电机固定在纵向支架上端,升降电机与丝杠连接,丝杠垂直贯穿纵向支架上部,丝杠输出端固定连接有连接板,连接板与固定板连接,固定板与纵向支架之间为滑动连接,电缸一斜置在固定板一侧面,电缸一输出端连接有升降板,升降板上固定连接有接料板一,固定板外侧面上部为斜面,固定板上部斜面处固定连接有接料板二。
7.根据权利要求1所述管材、型材切割用自动落料装置,其特征在于:所述加持机构包括有电缸二、支撑架、电缸三、上夹板、下夹板、上夹块、下夹块、侧夹块、侧夹辊、下夹辊,支撑架固定在固定板侧面,电缸二固定在支撑架下部,电缸二的输出端与下夹板下端面连接,下夹板与支撑架滑动连接,下夹板与上夹板之间滑动连接,电缸三固定在下夹板上,电缸三输出端与上夹板下部连接;下夹板上部右侧凸出,上夹板上部左侧凸出,下夹板上部凸出部位固定设置有下夹块,下夹块上可转动的设置有下夹辊,上夹块上部凸出部位内侧固定设置有上夹块,上夹块下部固定设置有侧夹块,侧夹块上可转动的设置有侧夹辊。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110464070.2A CN113263223B (zh) | 2021-04-28 | 2021-04-28 | 管材、型材切割用自动落料装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110464070.2A CN113263223B (zh) | 2021-04-28 | 2021-04-28 | 管材、型材切割用自动落料装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113263223A true CN113263223A (zh) | 2021-08-17 |
| CN113263223B CN113263223B (zh) | 2024-09-10 |
Family
ID=77229612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110464070.2A Active CN113263223B (zh) | 2021-04-28 | 2021-04-28 | 管材、型材切割用自动落料装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113263223B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114178716A (zh) * | 2021-12-28 | 2022-03-15 | 济南金强激光数控设备有限公司 | 一种激光切管机接料脱料机构 |
Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0957371A (ja) * | 1995-08-22 | 1997-03-04 | Synx Kk | 鋼材などの搬送装置 |
| JP2010179449A (ja) * | 2009-01-08 | 2010-08-19 | Amada Co Ltd | ワーク支持装置および搬送ローラ装置 |
| CN103111542A (zh) * | 2013-02-26 | 2013-05-22 | 中山市奥翔机械有限公司 | 一种管件落料送料机构 |
| CN204912915U (zh) * | 2015-04-20 | 2015-12-30 | 骏马石油装备制造有限公司 | 一种管材切割机 |
| CN105345543A (zh) * | 2015-12-15 | 2016-02-24 | 刘广利 | 管体切割装置使用的管体支撑结构 |
| CN105618847A (zh) * | 2016-02-29 | 2016-06-01 | 山东科技大学 | 管材下料设备 |
| CN205342636U (zh) * | 2016-01-20 | 2016-06-29 | 佛山市麦多机械有限公司 | 一种管材落料机构 |
| CN205675853U (zh) * | 2016-06-02 | 2016-11-09 | 江苏鼎固薄钢有限公司 | 一种彩钢卷轴上下料小车 |
| CN208391239U (zh) * | 2018-05-25 | 2019-01-18 | 天津彼洋科技有限公司 | 等离子圆管切割机下料装置 |
| CN208644225U (zh) * | 2018-07-05 | 2019-03-26 | 苏州大学张家港工业技术研究院 | 管件自动传送切割设备 |
| CN209062663U (zh) * | 2018-08-01 | 2019-07-05 | 无锡庆源激光科技有限公司 | 一种切管机零尾料自动下料装置 |
| CN110026894A (zh) * | 2019-04-10 | 2019-07-19 | 佛山市镭科智能设备有限公司 | 一种型材夹紧装置 |
| CN110434388A (zh) * | 2019-09-06 | 2019-11-12 | 昆山新同腾自动化设备有限公司 | 一种管状铝型材切割装置 |
| WO2020140695A1 (zh) * | 2019-01-04 | 2020-07-09 | 惠州市嘉隆达科技有限公司 | 一种新型切管设备 |
| CN111761382A (zh) * | 2020-07-09 | 2020-10-13 | 安徽海立精密铸造有限公司 | 一种压缩机曲轴定位加工装置 |
| CN111805272A (zh) * | 2020-08-03 | 2020-10-23 | 陈丽红 | 一种金属管钻孔机 |
| CN112477196A (zh) * | 2020-11-10 | 2021-03-12 | 哈尔滨工业大学 | 一种复合材料网格构件自动铺放头及铺放方法 |
| CN112706182A (zh) * | 2021-01-11 | 2021-04-27 | 河南勤工机器人有限公司 | 管、型材机器人识别无序抓取上料机 |
-
2021
- 2021-04-28 CN CN202110464070.2A patent/CN113263223B/zh active Active
Patent Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0957371A (ja) * | 1995-08-22 | 1997-03-04 | Synx Kk | 鋼材などの搬送装置 |
| JP2010179449A (ja) * | 2009-01-08 | 2010-08-19 | Amada Co Ltd | ワーク支持装置および搬送ローラ装置 |
| CN103111542A (zh) * | 2013-02-26 | 2013-05-22 | 中山市奥翔机械有限公司 | 一种管件落料送料机构 |
| CN204912915U (zh) * | 2015-04-20 | 2015-12-30 | 骏马石油装备制造有限公司 | 一种管材切割机 |
| CN105345543A (zh) * | 2015-12-15 | 2016-02-24 | 刘广利 | 管体切割装置使用的管体支撑结构 |
| CN205342636U (zh) * | 2016-01-20 | 2016-06-29 | 佛山市麦多机械有限公司 | 一种管材落料机构 |
| CN105618847A (zh) * | 2016-02-29 | 2016-06-01 | 山东科技大学 | 管材下料设备 |
| CN205675853U (zh) * | 2016-06-02 | 2016-11-09 | 江苏鼎固薄钢有限公司 | 一种彩钢卷轴上下料小车 |
| CN208391239U (zh) * | 2018-05-25 | 2019-01-18 | 天津彼洋科技有限公司 | 等离子圆管切割机下料装置 |
| CN208644225U (zh) * | 2018-07-05 | 2019-03-26 | 苏州大学张家港工业技术研究院 | 管件自动传送切割设备 |
| CN209062663U (zh) * | 2018-08-01 | 2019-07-05 | 无锡庆源激光科技有限公司 | 一种切管机零尾料自动下料装置 |
| WO2020140695A1 (zh) * | 2019-01-04 | 2020-07-09 | 惠州市嘉隆达科技有限公司 | 一种新型切管设备 |
| CN110026894A (zh) * | 2019-04-10 | 2019-07-19 | 佛山市镭科智能设备有限公司 | 一种型材夹紧装置 |
| CN110434388A (zh) * | 2019-09-06 | 2019-11-12 | 昆山新同腾自动化设备有限公司 | 一种管状铝型材切割装置 |
| CN111761382A (zh) * | 2020-07-09 | 2020-10-13 | 安徽海立精密铸造有限公司 | 一种压缩机曲轴定位加工装置 |
| CN111805272A (zh) * | 2020-08-03 | 2020-10-23 | 陈丽红 | 一种金属管钻孔机 |
| CN112477196A (zh) * | 2020-11-10 | 2021-03-12 | 哈尔滨工业大学 | 一种复合材料网格构件自动铺放头及铺放方法 |
| CN112706182A (zh) * | 2021-01-11 | 2021-04-27 | 河南勤工机器人有限公司 | 管、型材机器人识别无序抓取上料机 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114178716A (zh) * | 2021-12-28 | 2022-03-15 | 济南金强激光数控设备有限公司 | 一种激光切管机接料脱料机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113263223B (zh) | 2024-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN213080237U (zh) | 一种自动上料的圆钢切断机 | |
| CN113121100A (zh) | 一种玻璃裁剪装置 | |
| CN211077644U (zh) | 一种木料成组自动分料装置 | |
| CN113263223A (zh) | 管材、型材切割用自动落料装置 | |
| CN219402569U (zh) | 一种黑色金属冶炼延压品圆钢加工用切断装置 | |
| CN110076499B (zh) | 一种钢二柱切割、焊接装置 | |
| CN209777582U (zh) | 一种自动对心排列上料装置 | |
| CN218905676U (zh) | 一种木工机械用的自动进出料装置 | |
| CN107486802B (zh) | 一种物料夹紧固定装置 | |
| CN108326977B (zh) | 一种板料加工设备的进料装置 | |
| CN112092058A (zh) | 一种流水线自动切片的立式数控带锯开料设备 | |
| CN220636499U (zh) | 一种便于上料的带锯床 | |
| CN214819008U (zh) | 一种床垫加工用切割设备 | |
| CN118237660B (zh) | 多锯片切割机 | |
| CN215966791U (zh) | 金属板熔渣清除机 | |
| CN220943264U (zh) | 一种安装用移动式自动打孔装置 | |
| CN219965612U (zh) | 一种棒料分拣装置 | |
| CN221564412U (zh) | 一种长度可调节的紧固件下料机 | |
| CN211052337U (zh) | 板材剪切机的前置进料机构 | |
| CN219093309U (zh) | 一种洁净板材加工用自动定位冲缺装置 | |
| CN218613398U (zh) | 一种自动上下料的超精机 | |
| CN215280056U (zh) | 一种具有自动上料机构的剪板机 | |
| CN212705391U (zh) | 一种车厢板材用平整装置 | |
| CN217666866U (zh) | 一种带锯床 | |
| CN219945759U (zh) | 滚柱无心磨匀直线送料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |