CN112210857A - 一种包芯火草纱线及其制备方法和制备装置 - Google Patents
一种包芯火草纱线及其制备方法和制备装置 Download PDFInfo
- Publication number
- CN112210857A CN112210857A CN202010995459.5A CN202010995459A CN112210857A CN 112210857 A CN112210857 A CN 112210857A CN 202010995459 A CN202010995459 A CN 202010995459A CN 112210857 A CN112210857 A CN 112210857A
- Authority
- CN
- China
- Prior art keywords
- core
- yarn
- spun
- fiber
- twisting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H4/00—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques
- D01H4/02—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques imparting twist by a fluid, e.g. air vortex
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/32—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic
- D02G3/328—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic containing elastane
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2201/00—Cellulose-based fibres, e.g. vegetable fibres
- D10B2201/01—Natural vegetable fibres
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2201/00—Cellulose-based fibres, e.g. vegetable fibres
- D10B2201/01—Natural vegetable fibres
- D10B2201/02—Cotton
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2211/00—Protein-based fibres, e.g. animal fibres
- D10B2211/01—Natural animal fibres, e.g. keratin fibres
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/06—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of unsaturated alcohols, e.g. polyvinyl alcohol, or of their acetals or ketals
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/10—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyurethanes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract
本发明涉及一种包芯火草纱线及其制备方法和制备装置,包芯火草纱线由芯纱和包覆纱组成,包覆纱由火草纤维绒加捻而成;制备方法为:将火草叶片以叶背绒面朝上的状态输送至芯纱下方后,按压芯纱使其与火草叶片上的火草纤维绒接触后,边输送火草叶片,边搓捻芯纱使其在火草叶片上的火草纤维绒上滚动,表面包覆上火草纤维绒,边加捻表面包覆上火草纤维绒的芯纱得到包芯火草纱线,边收集包芯火草纱线;制备装置包括传送组件(包括网状传送带和负压抽吸装置)、钩纤组件(包括钩纤刺辊)、包芯组件(包括加压皮带)、加捻组件(用于对表面包覆上火草纤维绒的芯纱进行加捻)和卷绕组件。本发明的方法和装置简单,能够高效率、自动化的制备包芯火草纱线。
Description
技术领域
本发明属于纺织工程技术领域,涉及一种包芯火草纱线及其制备方法和制备装置。
背景技术
火草学名钩苞大丁草,有俗称“背面白”。其叶背白色纤维层可以撕下捻线,是为数不多的无需任何化学处理,直接将原材料进行纺织的纤维。火草纤维也是目前单纤维长度最短却应用于纺织领域的天然纤维。火草纤维具有柔软亲肤,吸湿透气、质轻保暖等优良性能。
然而这种珍贵的原料来源相对较为贫乏,火草产自我国云南、四川,目前主要以野生为主,人工种植还刚刚起步。火草的采摘很不容易,采摘火草在农历六月二十四左右,需要在山腰、岩坎寻找,采集足够的火草通常需要爬遍好几座山。另外,火草线的纺制需要抢时间,采摘好的火草叶需要在三天内洗净晾晒纺线。这些原因共同造成了火草线和火草衣的珍贵,但就目前而言,火草产品未能进行很好的开发。其纱线产品单一,成纱方式原始未能实现自动化,织物品种较少,严重制约了火草产品的发展。因此,如何更加有效利用这种优良的天然纤维,开发结构功能性火草纱线,实现包芯火草纱线的自动化制备成为火草产品发展的重要问题。此外,火草纤维从采集到制衣的工艺已经被收录于国家非物质文化遗产名录,对火草线的开发也是为了传承和发扬这项世所罕见的非物质文化遗产。
长久以来,火草线是单一的纯纺纱线,而火草纤维本身是非常珍贵和性能优异的纤维,火草纱线的产品远远滞后于它本具有的价值。纱线作为面料的基础单元,因此,寻找多元的火草纱线产品,丰富其产品结构和功能,着手功能性或新结构火草线的开发意义重大;此外由于火草线的加工较为原始,其手工捻线的方法费时费力,因此开发火草包芯纱的制备装置及方法也尤为紧迫。
现存火草线种类主要有二:其一,据考察,火草纺织传统技艺由年长一辈所传承,目前火草成纱依然停留于手工纯纺纱线;其二,专利CN 107354551 A提出用涤纶、锦纶等长丝作为芯纱,用火草纤维进行手工包覆并手工进行加捻。第一种传统手工纺制的纱线以纯纺为主,品种单一,适应性差;两种方法都是手工纺制,费时费力,且不具备适应高产的条件;两者皆非着手于功能性火草纱线产品的开发,未能实现火草包芯纱包芯结构的自动化制备方法,也未涉及非物质文化遗产的保护。
综上所述,火草纤维,这种具有柔软亲肤,吸湿透气、质轻保暖优良性能的珍贵纤维原料,在纺织加工时却未对其进行有效的功能性结构纱线开发及自动化制备,无法最大限度利用这种优良纤维突出其优良特性、无法满足更高品质性能要求,严重制约了火草产品的发展。因此,急需一种自动制备包芯火草纱线的装置及方法替代手工,达到省时省力,适应高产。
发明内容
本发明的目的是为了解决火草纱线产品单一,且新型结构火草纱纺制方式原始、效率低、未实现自动化等问题,而提出一种自动制备包芯火草纱线的装置及方法。
本发明通过构建机械装置模拟火草制线加压和搓捻的过程,能够实现火草纤维在叶片上的自动剥离和包芯加捻过程,且不破坏火草纤维之间的固有联系,由纤维网直接包覆芯纱再经加捻成线,大大提高新型结构火草线的纺制效率。本发明提供的装置配合制备方法可以实现火草包芯纱线的自动制备。
本发明的装置是为自动化纺制包芯火草纱线专门设计,其主体由钩纤刺辊、加压皮带、回转涡流喷嘴组、槽筒、卷绕辊等组成;芯纱提前从纱管引出并依次穿过并连接加压皮带、喇叭口、回转涡流喷嘴组、槽筒、卷绕辊形成芯纱系统;火草叶片按规定方向送入并传送至钩纤刺辊,由钩纤刺辊钩纤使火草叶背纤维绒翘起呈前弯钩状,由加压皮带和具有负压的传送带配合施加按压和搓捻作用使得火草叶背纤维绒包覆在芯纱上,在加捻组件和卷绕组件的辅助下,完成包芯火草纱线的自动制备。
为达到上述目的,本发明采用的技术方案如下:
一种包芯火草纱线,由芯纱和包覆纱组成,包覆纱由火草纤维绒加捻而成。
作为优选的技术方案:
如上所述的一种包芯火草纱线,芯纱为纯纺纱或混纺纱,具体地,纯纺纱为天然纤维纱或化纤长丝纱,天然纤维纱为棉纱、毛纱或麻纱,化纤长丝纱为维纶纱、涤纶纱、氨纶纱或锦纶纱,混纺纱为棉毛纱、棉麻纱、涤棉纱、毛涤纱、毛麻纱;芯纱的细度为18~29tex;火草纤维绒的厚度为200~700um,加捻的捻度为50~60捻/10cm,捻向与芯纱相同。
本发明还提供了制备如上所述的一种包芯火草纱线的方法,将火草叶片以叶背绒面朝上的状态输送至芯纱下方后,按压芯纱使其与火草叶片上的火草纤维绒接触后,边输送火草叶片,边搓捻芯纱使其在火草叶片上的火草纤维绒上滚动,表面包覆上火草纤维绒,边加捻表面包覆上火草纤维绒的芯纱得到包芯火草纱线,边收集包芯火草纱线;
火草叶片上的火草纤维绒为受到提升和开松作用后呈前弯钩状(以便于在起始时包覆芯纱)的火草纤维绒;
芯纱呈伸直状态,其伸直方向与火草叶片的输送方向呈一定夹角。
作为优选的技术方案:
如上所述的方法,火草叶片的输送方法为:首先将火草叶片水平放置在传送元件上,然后通过负压抽吸方式将火草叶片吸附在传送元件上,最后通过传送元件带动火草叶片运动。
如上所述的方法,火草叶片中脉平行于火草叶片的输送方向;一定的夹角为90°。
如上所述的方法,搓捻是通过沿同一方向转动芯纱整体实现的。
如上所述的方法,加捻是通过握持表面包覆上火草纤维绒的芯纱的一端,同时旋转表面包覆上火草纤维绒的芯纱的另一端实现的,旋转方向同搓捻时芯纱的转动方向。
如上所述的方法,提升和开松作用是通过控制钩纤刺辊与火草叶片的叶背绒面接触后沿火草叶片的输送方向的反向转动产生的。
本发明还提供了采用如上所述的方法的装置,包括传送组件、钩纤组件、包芯组件、加捻组件和卷绕组件;
传送组件包括水平放置的网状传送带以及负压抽吸范围为传动带下方空间的负压抽吸装置,负压抽吸范围止于包芯组件;
定义传送带运动方向为Y方向,垂直于传送带运动方向的水平方向为X方向,垂直于传送带运动方向的竖直方向为Z方向;
钩纤组件和包芯组件沿Y方向依次排列;包芯组件、加捻组件和卷绕组件沿X方向依次排列;
钩纤组件包括钩纤刺辊;钩纤刺辊可旋转地固定在传送带的上方,其中心轴线平行于X方向,其与传动带的间距(本发明中所有“间距”都是指两个部件之间的最小距离)等于去除叶背绒面后火草叶片的平均厚度,以刺辊底部最低处针尖接触并可刺入叶片背部纤维层为宜;
包芯组件包括加压皮带;加压皮带可传动地固定在传送带的上方,其传动方向与传送带运动方向相反,其与传送带的间距不大于火草叶片最大厚度和芯纱直径之和,以保证按压时前弯钩火草纤维绒被按压在芯纱上,并进行芯纱的包覆;
包芯过程是加压皮带和具有负压的传送带配合实现,加压皮带向下加压搓捻并与传送带相反的方向进行转动,加压皮带压在翘起的纤维和放置好的芯纱上,并同时搓捻,实现对芯纱的包覆;
加捻组件用于对表面包覆上火草纤维绒的芯纱进行加捻;
卷绕组件用于收集包芯火草纱线。
作为优选的技术方案:
如上所述的装置,加捻组件包括沿X方向依次排列的喇叭口和回转涡流喷嘴组,回转涡流喷嘴组位于喇叭口远离加压皮带的一侧;
喇叭口的大端朝向加压皮带,小端朝向回转涡流喷嘴组,且小端直径不大于表面包覆上火草纤维绒的芯纱的平均直径;
回转涡流喷嘴组由一对沿Z方向上下布置且位于表面包覆上火草纤维绒的芯纱运行路径的两侧的回转涡流喷嘴组成,一对回转涡流喷嘴的间距为表面包覆上火草纤维绒的芯纱的平均直径的4~6倍;
卷绕组件包括槽筒和卷绕辊;槽筒和卷绕辊的中心轴线都平行于Y方向,二者沿X方向并行排列,卷绕辊位于槽筒远离回转涡流喷嘴的一侧;槽筒在加压皮带作业时停止转动,在加压皮带暂停时开始卷绕。
采用本发明的装置制备包芯火草纱线的过程如下:
(1)芯纱系统准备:将芯纱从纱管引出,依次穿过加压皮带下方、喇叭口、一对回转涡流喷嘴之间、槽筒卷绕在卷绕辊上,即完成芯纱系统的准备,其中芯纱穿过加压皮带时要放得尽可能与皮带平面接近,以便于被后续传送来的火草纤维绒包覆;
(2)火草叶片的准备:将火草叶片以叶背绒面朝上的状态放置在传送带上,在负压作用下火草叶片被传送带牢牢吸住并输送至钩纤刺辊下方;
(3)包芯前钩纤:火草叶片输送至钩纤刺辊下方时,在旋转的钩纤刺辊的作用下火草叶背纤维网被提升,形成前弯钩状便于下一步的包芯,火草叶片在传送带的作用下继续运送至加压皮带;
(4)包芯:加压皮带向下按压并旋转施加搓捻作用,完成包芯动作;
(5)加捻卷绕:回转涡流喷嘴对完成包芯之后的纱线进行加捻,槽筒配合卷绕辊完成导纱和卷绕动作。
有益效果:
(1)本发明为包芯火草纱线提供自动制备的装置,该装置专门为火草纱线的制备设计,实现了机械方式自动化生产包芯火草纱线,省时省力,适应高产;
(2)本发明为包芯火草纱线提供一种自动制备的方法,不同于传统的手工搓捻制备火草纱线及火草包芯纱线等原始的方法,专利中的方法在无手工的情况下通过机械装置的配合,完成包芯、加捻、卷绕等动作;
(3)本发明实现了火草线多品种、多功能的生产,可将其他纱线应用在火草包芯纱机械制备的方法上,使得火草纱线产品更丰富,如将可溶性维纶长丝纱和火草线结合,经水溶后赋予火草线中空结构。
附图说明
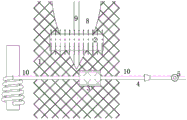
图1~图3为本发明的装置的示意图;
其中,1-网状传送带,2-钩纤刺辊,3-加压皮带,4-喇叭口,5-回转涡流喷嘴组,6-槽筒,7-卷绕辊,8-火草叶片,9-火草叶片中脉,10-芯纱。
具体实施方式
下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
一种包芯火草纱线,由芯纱和包覆纱组成,包覆纱由火草纤维绒加捻而成;芯纱为纯纺纱或混纺纱;芯纱的细度为18~29tex;火草纤维绒的厚度为200~700um,加捻的捻度为50~60捻/10cm,捻向与芯纱相同。
制备如上所述的一种包芯火草纱线的方法,将火草叶片以叶背绒面朝上的状态输送至芯纱下方后,按压芯纱使其与火草叶片上的火草纤维绒接触后,边输送火草叶片,边搓捻(具体是通过沿同一方向转动芯纱整体实现的)芯纱使其在火草叶片上的火草纤维绒上滚动,表面包覆上火草纤维绒,边加捻(具体是通过握持表面包覆上火草纤维绒的芯纱的一端,同时旋转表面包覆上火草纤维绒的芯纱的另一端实现的,旋转方向同搓捻时芯纱的转动方向)表面包覆上火草纤维绒的芯纱得到包芯火草纱线,边收集包芯火草纱线;
火草叶片的输送方法为:首先将火草叶片水平放置在传送元件上,然后通过负压抽吸方式将火草叶片吸附在传送元件上,最后通过传送元件带动火草叶片运动;
火草叶片中脉平行于火草叶片的输送方向;芯纱呈伸直状态,其伸直方向与火草叶片的输送方向呈90°夹角;
火草叶片上的火草纤维绒为受到提升和开松作用后呈前弯钩状的火草纤维绒,提升和开松作用是通过控制钩纤刺辊与火草叶片的叶背绒面接触后沿火草叶片的输送方向的反向转动产生的。
本发明还提供了采用如上所述的方法的装置,如图1~3所示,包括传送组件、钩纤组件、包芯组件、加捻组件和卷绕组件;
传送组件包括水平放置的网状传送带1以及负压抽吸范围为传动带下方空间的负压抽吸装置,负压抽吸范围止于包芯组件;
定义传送带运动方向为Y方向,垂直于传送带运动方向的水平方向为X方向,垂直于传送带运动方向的竖直方向为Z方向;
钩纤组件和包芯组件沿Y方向依次排列;包芯组件、加捻组件和卷绕组件沿X方向依次排列;
钩纤组件包括钩纤刺辊2;钩纤刺辊2可旋转地固定在传送带的上方,其中心轴线平行于X方向,其与传动带的间距等于去除叶背绒面后火草叶片8的平均厚度;
包芯组件包括加压皮带3;加压皮带3可传动地固定在传送带的上方,其传动方向与传送带运动方向相反,其与传送带的间距不大于火草叶片8最大厚度和芯纱10直径之和;
加捻组件用于对表面包覆上火草纤维绒的芯纱10进行加捻;加捻组件包括沿X方向依次排列的喇叭口4和回转涡流喷嘴组5,回转涡流喷嘴组5位于喇叭口4远离加压皮带3的一侧;喇叭口4的大端朝向加压皮带3,小端朝向回转涡流喷嘴组5,且小端直径不大于表面包覆上火草纤维绒的芯纱10的平均直径;回转涡流喷嘴组5由一对沿Z方向上下布置且位于表面包覆上火草纤维绒的芯纱10运行路径的两侧的回转涡流喷嘴组5成,一对回转涡流喷嘴的间距为表面包覆上火草纤维绒的芯纱10的平均直径的4~6倍;
卷绕组件用于收集包芯火草纱线;卷绕组件包括槽筒6和卷绕辊7;槽筒6和卷绕辊7的中心轴线都平行于Y方向,二者沿X方向并行排列,卷绕辊7位于槽筒6远离回转涡流喷嘴的一侧。
实施例1
一种包芯火草纱线的制备方法,采用如图1~3所示的装置,步骤如下:
(1)芯纱系统提前准备,将纱线从纱管上抽出作为芯纱10,依次穿过加压皮带3下方、喇叭口4、回转涡流喷嘴组5、槽筒6并卷绕在卷绕辊7上,注意保证芯纱10呈伸直状态;
(2)接通电源,打开开关,负压传送带传动,将采集好并洗净晾干的火草叶背绒面朝上,以叶片中脉9与芯纱10呈垂直的方向放在负压传送带上,同时抽气机工作,将火草叶片8吸附在传送带上;火草叶片8被传送带牢牢吸住并输送至钩纤刺辊2;
(3)当叶片传送至钩纤刺辊2处时,传送带下方负压吸附住叶片,钩纤刺辊2沿火草叶片输送方向的反向转动使得火草叶片上的纤维绒受到提升和开松作用,纤维绒呈前弯钩状送至加压皮带3;
(4)加压皮带3此时向下运动并沿火草叶片输送方向的同向转动,火草纤维绒和芯纱10受到按压搓捻的作用;加压皮带3外缘不超过火草叶片中脉9,加压皮带3对芯纱10按压搓捻的区域始终处于半片火草叶片的区域内;由于火草纤维绒呈前弯钩状,并且芯纱10放置距离传送皮带面较近,因此在按压搓捻的作用下火草纤维绒包覆住芯纱10,在加压皮带3按压搓捻的作用下完成芯纱10的包覆;
(5)加压皮带3后方的回转涡流喷嘴组5对表面包覆上火草纤维绒的芯纱10进行加捻,气腔内的压缩空气做螺旋运动,带动纱线完成加捻;
(6)加捻好的包芯纱通过槽筒6卷绕在卷绕辊7上,槽筒6表面的沟槽起到导纱的作用,使得纱线在卷绕辊7上分布均匀,而槽筒6与卷绕辊7的摩擦传动实现卷绕辊7对火草包芯纱的卷绕;至下一片火草叶片8运动至包芯组件下方时,系统状态与本例开始时状态相同,各组件针对新一段的芯纱10和火草叶片8重复上述钩纤-按压-搓捻-加捻-卷绕动作。
本例中,加工范围为半片火草叶片8,以火草叶片8中脉为分界,传送带、钩纤刺辊2共用,两半叶子分别由单独的加压皮带3、加捻卷绕机构进行加工,一半叶子相对于另一半叶子由沿Y方向滞后一段距离且对称的一套相同机构进行加工。
本例中,网状传送带1下方的负压抽吸范围截止至包芯组件处,以免火草纱线被吸附在传送带上。
实施例2
一种包芯火草纱线的制备方法,采用如图1~3所示的装置,步骤和实施例1相同,不同之处仅在于芯纱采用水溶温度为40摄氏度的可溶性维纶长丝纱(实施例1的芯纱为非可溶性维纶长丝纱)。
最终制得的包芯火草纱线中纱线中火草纤维绒紧密包裹在维纶长丝纱周围,可溶性维纶长丝纱居于火草纱线内部,成纱后经温水溶解,火草包芯纱则成为纯火草中空结构纱线。
Claims (10)
1.一种包芯火草纱线,其特征在于,由芯纱和包覆纱组成,包覆纱由火草纤维绒加捻而成。
2.根据权利要求1所述的一种包芯火草纱线,其特征在于,芯纱为纯纺纱或混纺纱;芯纱的细度为18~29tex;火草纤维绒的厚度为200~700um,加捻的捻度为50~60捻/10cm,捻向与芯纱相同。
3.制备如权利要求1或2所述的一种包芯火草纱线的方法,其特征在于,将火草叶片以叶背绒面朝上的状态输送至芯纱下方后,按压芯纱使其与火草叶片上的火草纤维绒接触后,边输送火草叶片,边搓捻芯纱使其在火草叶片上的火草纤维绒上滚动,表面包覆上火草纤维绒,边加捻表面包覆上火草纤维绒的芯纱得到包芯火草纱线,边收集包芯火草纱线;
火草叶片上的火草纤维绒为受到提升和开松作用后呈前弯钩状的火草纤维绒;
芯纱呈伸直状态,其伸直方向与火草叶片的输送方向呈一定夹角。
4.根据权利要求3所述的方法,其特征在于,火草叶片的输送方法为:首先将火草叶片水平放置在传送元件上,然后通过负压抽吸方式将火草叶片吸附在传送元件上,最后通过传送元件带动火草叶片运动。
5.根据权利要求4所述的方法,其特征在于,火草叶片中脉平行于火草叶片的输送方向;一定的夹角为90°。
6.根据权利要求3所述的方法,其特征在于,搓捻是通过沿同一方向转动芯纱整体实现的。
7.根据权利要求6所述的方法,其特征在于,加捻是通过握持表面包覆上火草纤维绒的芯纱的一端,同时旋转表面包覆上火草纤维绒的芯纱的另一端实现的,旋转方向同搓捻时芯纱的转动方向。
8.根据权利要求3所述的方法,其特征在于,提升和开松作用是通过控制钩纤刺辊与火草叶片的叶背绒面接触后沿火草叶片的输送方向的反向转动产生的。
9.采用如权利要求3~8任一项所述的方法的装置,其特征在于,包括传送组件、钩纤组件、包芯组件、加捻组件和卷绕组件;
传送组件包括水平放置的网状传送带以及负压抽吸范围为传动带下方空间的负压抽吸装置,负压抽吸范围止于包芯组件;
定义传送带运动方向为Y方向,垂直于传送带运动方向的水平方向为X方向,垂直于传送带运动方向的竖直方向为Z方向;
钩纤组件和包芯组件沿Y方向依次排列;包芯组件、加捻组件和卷绕组件沿X方向依次排列;
钩纤组件包括钩纤刺辊;钩纤刺辊可旋转地固定在传送带的上方,其中心轴线平行于X方向,其与传动带的间距等于去除叶背绒面后火草叶片的平均厚度;
包芯组件包括加压皮带;加压皮带可传动地固定在传送带的上方,其传动方向与传送带运动方向相反,其与传送带的间距不大于火草叶片最大厚度和芯纱直径之和;
加捻组件用于对表面包覆上火草纤维绒的芯纱进行加捻;
卷绕组件用于收集包芯火草纱线。
10.根据权利要求9所述的装置,其特征在于,加捻组件包括沿X方向依次排列的喇叭口和回转涡流喷嘴组,回转涡流喷嘴组位于喇叭口远离加压皮带的一侧;
喇叭口的大端朝向加压皮带,小端朝向回转涡流喷嘴组,且小端直径不大于表面包覆上火草纤维绒的芯纱的平均直径;
回转涡流喷嘴组由一对沿Z方向上下布置且位于表面包覆上火草纤维绒的芯纱运行路径的两侧的回转涡流喷嘴组成,一对回转涡流喷嘴的间距为表面包覆上火草纤维绒的芯纱的平均直径的4~6倍;
卷绕组件包括槽筒和卷绕辊;槽筒和卷绕辊的中心轴线都平行于Y方向,二者沿X方向并行排列,卷绕辊位于槽筒远离回转涡流喷嘴的一侧。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010995459.5A CN112210857B (zh) | 2020-09-21 | 2020-09-21 | 一种包芯火草纱线及其制备方法和制备装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010995459.5A CN112210857B (zh) | 2020-09-21 | 2020-09-21 | 一种包芯火草纱线及其制备方法和制备装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112210857A true CN112210857A (zh) | 2021-01-12 |
| CN112210857B CN112210857B (zh) | 2021-10-26 |
Family
ID=74049993
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010995459.5A Active CN112210857B (zh) | 2020-09-21 | 2020-09-21 | 一种包芯火草纱线及其制备方法和制备装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112210857B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113235192A (zh) * | 2021-04-28 | 2021-08-10 | 东华大学 | 一种火草纤维收集装置 |
| CN113684541A (zh) * | 2021-07-15 | 2021-11-23 | 东华大学 | 一种火草绒剥离及收集装置 |
| CN114348773A (zh) * | 2022-01-25 | 2022-04-15 | 东华大学 | 一种火草绒卷绕加捻收集装置 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003020531A (ja) * | 2001-07-04 | 2003-01-24 | Toray Ind Inc | 3層構造長短複合糸およびその製造方法 |
| JP2005256212A (ja) * | 2004-03-11 | 2005-09-22 | Toray Ind Inc | 耐熱性複合紡績糸およびそれを用いてなる布帛 |
| CN102704127A (zh) * | 2012-06-26 | 2012-10-03 | 东华大学 | 一种下托式包芯增强三轴系复合纱、纺纱方法及应用 |
| KR101430029B1 (ko) * | 2013-06-28 | 2014-08-14 | 건양대학교산학협력단 | 복합 커버링사 및 그 제조방법 |
| CN105133118A (zh) * | 2015-07-17 | 2015-12-09 | 山东岱银纺织集团股份有限公司 | 具有包芯和包缠结构的纱线及制作方法和制作装置 |
| CN106917174A (zh) * | 2017-03-31 | 2017-07-04 | 东华大学 | 一种赛络菲尔纺纯棉弹力纱及其制备和应用 |
| CN107012560A (zh) * | 2017-05-17 | 2017-08-04 | 汶上如意技术纺织有限公司 | 一种制造粗纱包芯纱的装置和方法 |
| CN107354551A (zh) * | 2017-08-16 | 2017-11-17 | 四川大学 | 一种钩苞大丁草纤维手纺纱线 |
| CN108486714A (zh) * | 2018-04-25 | 2018-09-04 | 江南大学 | 喷气涡流混纺纱的加工装置和方法 |
| CN109234882A (zh) * | 2018-09-04 | 2019-01-18 | 苏州大学 | 一种包芯纱的连续制备方法和制备装置 |
| CN109898144A (zh) * | 2019-02-22 | 2019-06-18 | 昆明理工大学 | 一种火草纤维收集装置 |
| CN111155215A (zh) * | 2020-01-19 | 2020-05-15 | 山东宏业纺织股份有限公司 | 一种三粗纱喂入的细纱工艺及细纱装置 |
| CN210765674U (zh) * | 2019-09-25 | 2020-06-16 | 江苏海特服饰股份有限公司 | 加捻包缠装置 |
| CN111455519A (zh) * | 2020-04-20 | 2020-07-28 | 浙江中鼎纺织股份有限公司 | 一种半精纺毛绒包芯纱加工工艺 |
-
2020
- 2020-09-21 CN CN202010995459.5A patent/CN112210857B/zh active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003020531A (ja) * | 2001-07-04 | 2003-01-24 | Toray Ind Inc | 3層構造長短複合糸およびその製造方法 |
| JP2005256212A (ja) * | 2004-03-11 | 2005-09-22 | Toray Ind Inc | 耐熱性複合紡績糸およびそれを用いてなる布帛 |
| CN102704127A (zh) * | 2012-06-26 | 2012-10-03 | 东华大学 | 一种下托式包芯增强三轴系复合纱、纺纱方法及应用 |
| KR101430029B1 (ko) * | 2013-06-28 | 2014-08-14 | 건양대학교산학협력단 | 복합 커버링사 및 그 제조방법 |
| CN105133118A (zh) * | 2015-07-17 | 2015-12-09 | 山东岱银纺织集团股份有限公司 | 具有包芯和包缠结构的纱线及制作方法和制作装置 |
| CN106917174A (zh) * | 2017-03-31 | 2017-07-04 | 东华大学 | 一种赛络菲尔纺纯棉弹力纱及其制备和应用 |
| CN107012560A (zh) * | 2017-05-17 | 2017-08-04 | 汶上如意技术纺织有限公司 | 一种制造粗纱包芯纱的装置和方法 |
| CN107354551A (zh) * | 2017-08-16 | 2017-11-17 | 四川大学 | 一种钩苞大丁草纤维手纺纱线 |
| CN108486714A (zh) * | 2018-04-25 | 2018-09-04 | 江南大学 | 喷气涡流混纺纱的加工装置和方法 |
| CN109234882A (zh) * | 2018-09-04 | 2019-01-18 | 苏州大学 | 一种包芯纱的连续制备方法和制备装置 |
| CN109898144A (zh) * | 2019-02-22 | 2019-06-18 | 昆明理工大学 | 一种火草纤维收集装置 |
| CN210765674U (zh) * | 2019-09-25 | 2020-06-16 | 江苏海特服饰股份有限公司 | 加捻包缠装置 |
| CN111155215A (zh) * | 2020-01-19 | 2020-05-15 | 山东宏业纺织股份有限公司 | 一种三粗纱喂入的细纱工艺及细纱装置 |
| CN111455519A (zh) * | 2020-04-20 | 2020-07-28 | 浙江中鼎纺织股份有限公司 | 一种半精纺毛绒包芯纱加工工艺 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113235192A (zh) * | 2021-04-28 | 2021-08-10 | 东华大学 | 一种火草纤维收集装置 |
| CN113684541A (zh) * | 2021-07-15 | 2021-11-23 | 东华大学 | 一种火草绒剥离及收集装置 |
| CN114348773A (zh) * | 2022-01-25 | 2022-04-15 | 东华大学 | 一种火草绒卷绕加捻收集装置 |
| CN114348773B (zh) * | 2022-01-25 | 2024-05-14 | 东华大学 | 一种火草绒卷绕加捻收集装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112210857B (zh) | 2021-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112210857B (zh) | 一种包芯火草纱线及其制备方法和制备装置 | |
| CN112226861B (zh) | 一种火草纤维收集装置 | |
| CN107513793A (zh) | 一种包芯纱生产装置及方法 | |
| CN108946035A (zh) | 一种亚麻卷连续上料机构 | |
| CN209081110U (zh) | 一种纱线间歇上料机构 | |
| CN206308457U (zh) | 一种纳米纤维和普通纤维混纺复合纱制备装置 | |
| CN208560704U (zh) | 一种亚麻卷连续上料机构 | |
| CN207276846U (zh) | 一种包芯纱生产装置 | |
| CN111455517A (zh) | 分梳纤维捻集纺纱方法及纺纱设备、花式纱线 | |
| GB2056853A (en) | Artificial tree and method and apparatus for making the same | |
| CN108466858A (zh) | 一种便于对收卷直径进行控制的纺织布用收卷装置 | |
| CN108977942A (zh) | 一种亚麻压折梳理机构 | |
| CN102206898B (zh) | 一种蚕丝的加工方法及专用设备 | |
| CN209082062U (zh) | 一种设有自动清理装置与压紧装置的清梳联合机 | |
| PL165034B1 (en) | Method and device for preparing the fibres for spinning | |
| CN116334859A (zh) | 一种棉纱加工用理线装置 | |
| CN1438367A (zh) | 羽枝纤维织物及其生产方法 | |
| CN113235192B (zh) | 一种火草纤维收集装置 | |
| SK277900B6 (en) | Method of manufacture of products of glass fibers and device for its realization | |
| CN108823955A (zh) | 一种亚麻卷转运端部切齐机构 | |
| CN215209763U (zh) | 一种作用于梳毛机胸锡林的风轮装置和梳毛机 | |
| CN113425003A (zh) | 一种用于羽绒服锁绒的方法 | |
| CN211199510U (zh) | 一种用于人造毛绒面料生产的和毛机 | |
| CN203144613U (zh) | 一步法高速poy+fdy复合丝纺丝设备 | |
| CN107082318A (zh) | 一种纺织机械中的防绞纱装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |