CN112170696A - 汽车座椅边板腰托支架冲压成型模具 - Google Patents
汽车座椅边板腰托支架冲压成型模具 Download PDFInfo
- Publication number
- CN112170696A CN112170696A CN202011029590.2A CN202011029590A CN112170696A CN 112170696 A CN112170696 A CN 112170696A CN 202011029590 A CN202011029590 A CN 202011029590A CN 112170696 A CN112170696 A CN 112170696A
- Authority
- CN
- China
- Prior art keywords
- die
- guide
- plate
- fixed
- connecting plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
- B21D37/12—Particular guiding equipment, e.g. pliers; Special arrangements for interconnection or cooperation of dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/003—Positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/02—Ejecting devices
- B21D45/04—Ejecting devices interrelated with motion of tool
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
一种汽车座椅边板腰托支架冲压成型模具,包括下模座(1),下垫板(2),下模连接板(3),第一导柱(4)浮升导料销(5),内导套(6),第一冲孔定模(7),预冲孔定模(8)、第二冲孔定模(9)、一次切边定模(10)、折弯定模(11)、侧折弯模具(12)、整形模具(13)、切边切断定模(14),导正销柱(15),导正销孔(16),下退料销(44),上模座(29),上垫板(30),上连接板(31),压料板(33),退料弹簧(34),内导柱(35),导正销(36),导套(37),第一上斜楔块(38)和第二上斜楔块(39),第一冲孔冲头(40),预冲孔冲头(41),一次切边冲头(42),折弯冲头(43),切断冲头(45),上退料销(46)。
Description
技术领域
本发明涉及汽车零部件及其加工技术领域,尤其是涉及一种汽车座椅边板腰托支架冲压成型模具。
背景技术
汽车座椅是一种在汽车内为乘客提供支撑和安全保护的重要部件。随着汽车市场竞争日趋激烈,座椅舒适性已成为评价汽车整椅和整车质量的重要指标。腰托是座椅骨架上一个重要的改善舒适性的装置。腰托装配在靠背骨架总成上,用于对乘客的腰部提供支撑,缓解驾驶疲劳感。座椅边板腰托支架是靠背骨架总成中重要的零部件。现有的座椅边板腰托支架加工过程需要很多台独立模具分别加工,加工过程中要不断地进行料块的拆装作业,严重影响了产品的生产效率,同时也影响了产品的加工精度。
发明内容
为了克服现有技术的缺陷,本发明解决的技术问题在于提供一种汽车座椅边板腰托支架冲压成型模具,可大幅度提高生产效率和产品精度。
为了解决上述技术问题,本发明提供一种汽车座椅边板腰托支架冲压成型模具,包括上模总成和下模总成,所述上模总成和下模总成是连续模,所述下模总成包括下模座,位于所述下模座上方的下垫板,位于所述下垫板上方的下模连接板,至少四个连接在所述下模座上的第一导柱;与所述下模连接板连接,至少四个对称位于下模连接板的中轴线两侧的浮升导料销;至少四个分别与所述下模连接板连接的内导套;与所述下模连接板连接,位于下模连接板的中轴线上的第一冲孔定模,依次对称位于下模连接板的中轴线两侧的预冲孔定模、第二冲孔定模、一次切边定模、折弯定模、侧折弯模具、整形模具、切边切断定模;若干与所述下模连接板连接,位于下模连接板的中轴线上的导正销柱,和位于下模连接板的中轴线二侧的导正销孔;与下模座连接,穿过下垫板、下模连接板和切边切断定模的下退料销;所述侧折弯模具包括成型凹台,底端与下模座连接、并与所述成型凹台滑动连接的第二导柱,与下模座连接、位于成型凹台下方的浮升弹簧,设置在成型凹台上的第二导正销孔,位于成型凹台两侧的第一导槽和第二导槽,位于第一导槽和第二导槽之间、并与它们滑动连接的第一下斜楔块和第二下斜楔块,分别与第一下斜楔块和第二下斜楔块近成型凹台一侧连接的侧折弯冲头,位于第一导槽和第二导槽远离成型凹台一侧、与所述下垫板连接的第一固定靠块和第二固定靠块,与所述第一固定靠块滑动连接、第一端与第一下斜楔块连接的第一导向杆,位于第一固定靠块与第一导向杆另一端之间、套在第一导向杆外周上的第一复位弹簧,与所述第二固定靠块滑动连接、第一端与第二下斜楔块连接的第二导向杆,位于第二固定靠块与第二导向杆的另一端之间、套在第二导向杆外周上的第二复位弹簧;所述上模总成至少具有上模座,位于所述上模座的底板的下方与所述上模座连接的上垫板,位于所述上垫板的下方与所述上垫板连接的上连接板,位于所述上连接板的下方、可上下滑动的加强板,位于所述加强板的下方、可上下滑动的压料板,至少四个分别与上模总成连接的退料弹簧,与所述内导套相配合、连接在所述上垫板上的内导柱,与所述加强板连接、与导正销柱、导正销孔和第二导正销孔相配合的导正销,设置在所述上模总成上与第一导柱相配合的导套,与所述上垫板连接、分别与所述第一下斜楔块和第二下斜楔块相配合的第一上斜楔块和第二上斜楔块,与所述上垫板连接、且与所述第一冲孔定模相配合的第一冲孔冲头,与所述上垫板连接、且与所述预冲孔定模相配合的预冲孔冲头,与所述上垫板连接、且与所述一次切边定模相配合的一次切边冲头,与所述上垫板连接、且与所述折弯定模相配合的折弯冲头,与所述上垫板连接、且与切边切断定模相配合的切断冲头,与所述加强板连接的上退料销。
作为改进技术方案,本发明提供的汽车座椅边板腰托支架冲压成型模具,所述第一导柱为滚珠导柱。
作为改进技术方案,本发明提供的汽车座椅边板腰托支架冲压成型模具,所述导正销柱的顶端设有圆形沉孔,所述导正销顶部为锥形,冲压时导正销插入所述圆形沉孔内;或导正销插入所述导正销孔和第二导正销孔内。
在不冲突的情况下,上述改进方案可单独或组合实施。
本发明提供的技术方案,采用自动连续模具,模具的配合精度高,加工过程中无需进行料块的拆装作业,料块的工步对位精度高,大幅度提高了生产效率,和产品的加工精度。
附图说明
附图用来提供对本发明的进一步理解,构成本申请的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1为实施例汽车座椅边板腰托支架的结构原理示意图;
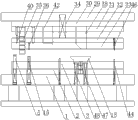
图2为汽车座椅边板腰托支架冲压成型模具主视结构原理示意图;
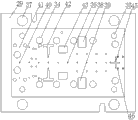
图3为实施例下模总成的俯视结构原理示意图;
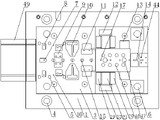
图4为实施例上模总成的仰视结构原理示意图;
图5为汽车座椅边板腰托支架冲压成型模具的侧折弯模具的结构原理示意图;
图6是汽车座椅边板腰托支架冲压成型过程示意图。
具体实施方式
如图1至图4所示的汽车座椅边板腰托支架冲压成型模具,包括上模总成和下模总成,上模总成和下模总成是连续模,下模总成包括下模座1,位于下模座1上方的下垫板2,位于下垫板2上方的下模连接板3,四个连接在下模座1上的第一导柱4;与下模连接板3连接,四个对称位于下模连接板3的中轴线两侧的浮升导料销5;四个分别与下模连接板3连接的内导套6;与下模连接板3连接,位于下模连接板3的中轴线上的第一冲孔定模7,依次对称位于下模连接板3的中轴线两侧的预冲孔定模8、第二冲孔定模9、一次切边定模10、折弯定模11、侧折弯模具12、整形模具13、切边切断定模14;若干与下模连接板3连接,位于下模连接板3的中轴线上的导正销柱15,和位于下模连接板3的中轴线二侧的导正销孔16;与下模座1连接,穿过下垫板2、下模连接板3和切边切断定模14的下退料销44。
参见图5,侧折弯模具12包括成型凹台18,二个底端与下模座1连接、并与成型凹台18滑动连接的第二导柱47,若干个与下模座1连接、位于成型凹台18下方的浮升弹簧48,设置在成型凹台18上的第二导正销孔17,位于成型凹台18两侧的第一导槽19和第二导槽20,位于第一导槽19和第二导槽20之间、并与它们滑动连接的第一下斜楔块21和第二下斜楔块22,分别与第一下斜楔块21和第二下斜楔块22近成型凹台18一侧连接的侧折弯冲头,位于第一导槽19和第二导槽20远离成型凹台18一侧、与下垫板3连接的第一固定靠块23和第二固定靠块24,与第一固定靠块23滑动连接、第一端与第一下斜楔块21连接的第一导向杆25,位于第一固定靠块23与第一导向杆25另一端之间、套在第一导向杆25外周上的第一复位弹簧26,与第二固定靠块24滑动连接、第一端与第二下斜楔块22连接的第二导向杆27,位于第二固定靠块24与第二导向杆27的另一端之间、套在第二导向杆27外周上的第二复位弹簧28。
上模总成至少具有上模座29,位于上模座29的底板的下方与上模座29连接的上垫板30,位于上垫板30的下方与上垫板30连接的上连接板31,位于上连接板31的下方、可上下滑动的加强板32,位于加强板32的下方、可上下滑动的压料板33,若干个分别与上模总成连接的退料弹簧34,与内导套6相配合、连接在上垫板30上的内导柱35,与加强板31连接、与导正销柱15、导正销孔16和第二导正销孔17相配合的导正销36,设置在上模总成上与第一导柱4相配合的导套37,与上垫板30连接、分别与第一下斜楔块21和第二下斜楔块22相配合的第一上斜楔块38和第二上斜楔块39,与上垫板30连接、且与第一冲孔定模7相配合的第一冲孔冲头40,与上垫板30连接、且与预冲孔定模8相配合的预冲孔冲头41,与上垫板30连接、且与一次切边定模10相配合的一次切边冲头42,与上垫板30连接、且与折弯定模11相配合的折弯冲头43,与上垫板30连接、且与切边切断定模14相配合的切断冲头45,与加强板42连接的上退料销46。第一导柱2为滚珠导柱。导正销柱15的顶端设有圆形沉孔,导正销36顶部为锥形,冲压时导正销36插入所述圆形沉孔内;或导正销36插入导正销孔16和第二导正销孔17内。
如图6所示,加工汽车座椅边板腰托支架时,汽车座椅边板腰托支架冲压成型模具的外配送料机构将用于加工汽车座椅边板腰托支架的钢板送入进料护槽49,进料护槽49起导向作用,钢板的通过进料护槽49后,二侧面卡入浮升导料销5的环形凹槽内,保障了钢板初始定位的精度。上模总成第1次下行时,进行第1工步操作,第一冲孔定模7冲钢板中部的导正、导向孔,预冲孔定模8冲两侧的导正、导向孔,以利于后续工步的加工,导正、导向孔在后续工步中与导正销柱15、导正销孔16、第二导正销孔17和导正销36相配合,在上模下行时导正销36穿过导正、导向孔后插入导正销柱15、导正销孔16或第二导正销孔17内,用于冲压过程中钢板的导正。
上模总成第2次下行时,进行第2工步(冲孔)操作,在钢板的中轴线两侧对称地冲出孔,导正销柱15设有弹簧,可以上下浮动,导正销柱15的一端端面设有圆形沉孔,导正销36顶部为锥形,冲压时导正销36插入圆形沉孔内,或插入导正销孔16或第二导正销孔17内,导正销36顶部为锥形便于插入导正、导向孔内,和便于插入圆形沉孔、导正销孔16或第二导正销孔17内。
上模总成第3次下行时,进行第3工步和第4工步(切边)操作,在钢板的中轴线两侧对称地冲去部分钢材。浮升导料销5和导正销柱15均设有弹簧,可以上下浮动,在冲压时,使钢板与第一冲孔定模7、预冲孔定模8、第二冲孔定模9、一次切边定模10、折弯定模11、侧折弯模具12、整形模具13、切边切断定模14接触,在上模总成提升时,浮升导料销5和导正销柱15配合下退料销44和折弯定模11将钢板顶起,便于送料。第一冲孔定模7冲出的中部导正、导向孔与导正销柱15或第二导正销孔17相配合,上模总成下移时,导正销36穿过中轴线上的导向、导正孔后,插入导正销柱15或第二导正销孔17内,用于后续工步的导向、导正,预冲孔定模8冲出的两侧导正、导向孔与导正销孔16和导正销36相配合,上模总成下移时,导正销36穿过两侧的导正、导向孔后插入两侧导正销孔16内,用于初期钢板和切料的导向、导正,提供下料时的精度。
上模总成第4次下行时,进行第5工步(折弯)操作,折弯冲头43下移并与折弯定模11配合将钢板的中轴线两侧折弯,使钢板上具有两个呈对称布置的毛坯件。
上模总成第5次、第7次下行时为空步,解决设置折弯定模11空间不足的问题。
上模总成第6次下行时,进行第7工步(侧折弯)操作,第一上斜楔块38、第二上斜楔块39下移并冲击第一下斜楔块21和第二下斜楔块22,第一下斜楔块21和第二下斜楔块22推动侧折弯冲头往成型凹台18一侧移动,将两个呈对称布置的毛坯件成型,压制成产品所需的型状。
上模总成第8次下行时进行第9工步(整形)操作,侧折弯模具12的成型凹台18与第二导柱47滑动连接,成型凹台18与下模座1之间设有浮升弹簧48,成型凹台18上设有第二导正销孔17,成型凹台18可上下浮动,当上模总成上升时,成型凹台18浮起,将钢板顶起,便于送料和使成型毛坯件进入整形模具13的上方,当上模总成下降冲击成型凹台18时,成型凹台18下降,毛坯件成型被压在成型凹台18与整形模具13之间,进行整形,提高产品的精度。
上模总成第9次下行时,进行第10工步(切边)和第11工步(切断)操作,切断冲头45下行,并与切边切断定模14配合,在钢板的中轴线两侧对称地冲去多余部分钢材,将冲压好的产品从钢板上切断,得到所需的成品,两成品分别从两出料口滑出;设置在切边切断定模14旁边的下退料销44,和切断冲头45旁边的上退料销46,便于产品从模具内脱离。
以上按工步对汽车座椅边板腰托支架的连续冲压过程进行了说明,在加工过程中,每次上模总成上行离开下模总成后,送料机构将用于加工汽车座椅边板腰托支架的钢板往前推送一个工步距离,在连续作业过程中,从第1工步到第11工步是同时进行的,每次上模总成下行,完成11个工步的操作。
上模总成下行过程中,四根第一导柱4和四个设置在上模总成上的导套37先接触配合,完成上、下模总成的初定位;然后,内导柱35插入内导套6内,完成上、下模总成的定位。第一冲孔定模7冲出的中部导正、导向孔与导正销柱15、或第二导正销孔17和导正销36相配合,上模总成下移时,导正销36穿过中轴线上的导向、导正孔后插入导正销柱15、或第二导正销孔17的孔内,用于后续工步的导向、导正,预冲孔定模8冲出的两侧导正、导向孔与导正销孔16和导正销36相配合,上模总成下移时,导正销36穿过两侧的导正、导向孔后插入两侧的导正销孔16内,用于初期钢板和切料的导向、导正,提高下料时的精度,保障加工过程中钢板的工步位置的对准和加工时钢板位置的固定,加上退料弹簧34对钢板进行挤压,冲压时使钢板紧贴模具。
本发明不限于以上优选实施方式,还可在本发明权利要求和说明书限定的精神内,进行多种形式的变换和改进,能解决同样的技术问题,并取得预期的技术效果,故不重述。本领域的普通技术人员能从本发明公开的内容直接或联想到的所有方案,只要在权利要求限定的精神之内,也属于本发明的保护范围。
Claims (3)
1.一种汽车座椅边板腰托支架冲压成型模具,包括上模总成和下模总成,所述上模总成和下模总成是连续模,所述下模总成包括下模座(1),位于所述下模座(1)上方的下垫板(2),位于所述下垫板(2)上方的下模连接板(3),至少四个连接在所述下模座(1)上的第一导柱(4);其特征在于:还具有与所述下模连接板(3)连接,至少四个对称位于下模连接板(3)的中轴线两侧的浮升导料销(5);至少四个分别与所述下模连接板(3)连接的内导套(6);与所述下模连接板(3)连接,位于下模连接板(3)的中轴线上的第一冲孔定模(7),依次对称位于下模连接板(3)的中轴线两侧的预冲孔定模(8)、第二冲孔定模(9)、一次切边定模(10)、折弯定模(11)、侧折弯模具(12)、整形模具(13)、切边切断定模(14);若干与所述下模连接板(3)连接,位于下模连接板(3)的中轴线上的导正销柱(15),和位于下模连接板(3)的中轴线二侧的导正销孔(16);与下模座(1)连接,穿过下垫板(2)、下模连接板(3)和切边切断定模(14)的下退料销(44);所述侧折弯模具(12)包括成型凹台(18),底端与下模座(1)连接、并与所述成型凹台(18)滑动连接的第二导柱(47),与下模座(1)连接、位于成型凹台(18)下方的浮升弹簧(48),设置在成型凹台(18)上的第二导正销孔(17),位于成型凹台(18)两侧的第一导槽(19)和第二导槽(20),位于第一导槽(19)和第二导槽(20)之间、并与它们滑动连接的第一下斜楔块(21)和第二下斜楔块(22),分别与第一下斜楔块(21)和第二下斜楔块(22)近成型凹台(18)一侧连接的侧折弯冲头,位于第一导槽(19)和第二导槽(20)远离成型凹台(18)一侧、与所述下垫板(3)连接的第一固定靠块(23)和第二固定靠块(24),与所述第一固定靠块(23)滑动连接、第一端与第一下斜楔块(21)连接的第一导向杆(25),位于第一固定靠块(23)与第一导向杆(25)另一端之间、套在第一导向杆(25)外周上的第一复位弹簧(26),与所述第二固定靠块(24)滑动连接、第一端与第二下斜楔块(22)连接的第二导向杆(27),位于第二固定靠块(24)与第二导向杆(27)的另一端之间、套在第二导向杆(27)外周上的第二复位弹簧(28);所述上模总成至少具有上模座(29),位于所述上模座(29)的底板的下方与所述上模座(29)连接的上垫板(30),位于所述上垫板(30)的下方与所述上垫板(30)连接的上连接板(31),位于所述上连接板(31)的下方、可上下滑动的加强板(32),位于所述加强板(32)的下方、可上下滑动的压料板(33),至少四个分别与上模总成连接的退料弹簧(34),与所述内导套(6)相配合、连接在所述上垫板(30)上的内导柱(35),与所述加强板(31)连接、与导正销柱(15)、导正销孔(16)和第二导正销孔(17)相配合的导正销(36),设置在所述上模总成上与第一导柱(4)相配合的导套(37),与所述上垫板(30)连接、分别与所述第一下斜楔块(21)和第二下斜楔块(22)相配合的第一上斜楔块(38)和第二上斜楔块(39),与所述上垫板(30)连接、且与所述第一冲孔定模(7)相配合的第一冲孔冲头(40),与所述上垫板(30)连接、且与所述预冲孔定模(8)相配合的预冲孔冲头(41),与所述上垫板(30)连接、且与所述一次切边定模(10)相配合的一次切边冲头(42),与所述上垫板(30)连接、且与所述折弯定模(11)相配合的折弯冲头(43),与所述上垫板(30)连接、且与切边切断定模(14)相配合的切断冲头(45),与所述加强板(42)连接的上退料销(46)。
2.根据权利要求1所述的汽车座椅边板腰托支架冲压成型模具,其特征在于:所述第一导柱(2)为滚珠导柱。
3.根据权利要求1所述的汽车座椅边板腰托支架冲压成型模具,其特征在于:所述导正销柱(15)的顶端设有圆形沉孔,所述导正销(36)顶部为锥形,冲压时导正销(36)插入所述圆形沉孔内;或导正销(36)插入所述导正销孔(16)和第二导正销孔(17)内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011029590.2A CN112170696B (zh) | 2020-09-27 | 2020-09-27 | 汽车座椅边板腰托支架冲压成型模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011029590.2A CN112170696B (zh) | 2020-09-27 | 2020-09-27 | 汽车座椅边板腰托支架冲压成型模具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112170696A true CN112170696A (zh) | 2021-01-05 |
| CN112170696B CN112170696B (zh) | 2022-04-08 |
Family
ID=73943732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011029590.2A Active CN112170696B (zh) | 2020-09-27 | 2020-09-27 | 汽车座椅边板腰托支架冲压成型模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112170696B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112676384A (zh) * | 2021-01-22 | 2021-04-20 | 深圳市亿和精密科技集团有限公司 | 一种v整型机械自动复位装置 |
| CN115069900A (zh) * | 2022-07-13 | 2022-09-20 | 海盐东通家居有限公司 | 一种揿手连杆生产用连续模 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19824741A1 (de) * | 1998-06-03 | 1999-12-16 | Federal Mogul Wiesbaden Gmbh | Verfahren und Vorrichtung zur Herstellung von Bundlagern |
| CN204396636U (zh) * | 2014-12-18 | 2015-06-17 | 长沙市金佰利汽车零部件有限公司 | 一种汽车扶手骨架自动连续成型模具 |
| CN104785625A (zh) * | 2015-03-24 | 2015-07-22 | 浙江龙生汽车部件股份有限公司 | 制作汽车座椅滑道保持架的连续模及其方法 |
| CN204620843U (zh) * | 2015-03-24 | 2015-09-09 | 浙江龙生汽车部件股份有限公司 | 制作汽车座椅卡板支架的连续模 |
| CN207255040U (zh) * | 2017-10-13 | 2018-04-20 | 厦门市榕鑫达实业有限公司 | 一种触头支撑座成型工装 |
| CN208245587U (zh) * | 2017-12-29 | 2018-12-18 | 芜湖瑞鑫精密模具有限公司 | 一种新型油管支架连续模 |
-
2020
- 2020-09-27 CN CN202011029590.2A patent/CN112170696B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19824741A1 (de) * | 1998-06-03 | 1999-12-16 | Federal Mogul Wiesbaden Gmbh | Verfahren und Vorrichtung zur Herstellung von Bundlagern |
| CN204396636U (zh) * | 2014-12-18 | 2015-06-17 | 长沙市金佰利汽车零部件有限公司 | 一种汽车扶手骨架自动连续成型模具 |
| CN104785625A (zh) * | 2015-03-24 | 2015-07-22 | 浙江龙生汽车部件股份有限公司 | 制作汽车座椅滑道保持架的连续模及其方法 |
| CN204620843U (zh) * | 2015-03-24 | 2015-09-09 | 浙江龙生汽车部件股份有限公司 | 制作汽车座椅卡板支架的连续模 |
| CN207255040U (zh) * | 2017-10-13 | 2018-04-20 | 厦门市榕鑫达实业有限公司 | 一种触头支撑座成型工装 |
| CN208245587U (zh) * | 2017-12-29 | 2018-12-18 | 芜湖瑞鑫精密模具有限公司 | 一种新型油管支架连续模 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112676384A (zh) * | 2021-01-22 | 2021-04-20 | 深圳市亿和精密科技集团有限公司 | 一种v整型机械自动复位装置 |
| CN115069900A (zh) * | 2022-07-13 | 2022-09-20 | 海盐东通家居有限公司 | 一种揿手连杆生产用连续模 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112170696B (zh) | 2022-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112170696B (zh) | 汽车座椅边板腰托支架冲压成型模具 | |
| CN103302166A (zh) | 一种高精度两工位覆盖件模具 | |
| CN106670306B (zh) | 一种螺母板零件的级进模一体化自动工装 | |
| CN111604411A (zh) | 一种不锈钢精密小孔无毛刺冲裁模及其成型方法 | |
| EP3456429B1 (en) | Forging method and forging apparatus | |
| CN211386579U (zh) | 一种一步完成上下折弯冲压模具 | |
| CN112170697B (zh) | 汽车八向前联滚动支架冲压成型模具 | |
| CN110538922A (zh) | 一种多次变薄拉深及反拉深级进模 | |
| CN213317202U (zh) | 一种车轮轮辐拉伸加工模具 | |
| CN216441509U (zh) | 一种斜楔结构式模具 | |
| CN114309248B (zh) | 一种用于加工波纹电阻管支架的连续成型模具 | |
| CN212442841U (zh) | 铝合金冲压翻边复合模具 | |
| CN214161117U (zh) | 一种带料上叶片圈圆的模具 | |
| CN110421058B (zh) | 一种盒形底盖切边模具 | |
| CN210614854U (zh) | 一种隔热罩的切边冲孔模具 | |
| CN115351162A (zh) | 一种高强度车门冲孔模具 | |
| CN217070365U (zh) | 一种tpu轮挡边加工用模具 | |
| CN218925903U (zh) | 一种储气罐筒体冲孔成型模具 | |
| CN217343130U (zh) | 一种座椅零件加工用模具 | |
| CN110340228B (zh) | 烤箱内胆分步拉深模具 | |
| CN213793679U (zh) | 一种用于废料落料的整形装置 | |
| CN219648521U (zh) | 一种用于汽车滑动门的连续冲压模具 | |
| CN215697325U (zh) | 一种圆筒形壁罩连续模 | |
| CN115041593B (zh) | 一种汽车中通道下部支撑板的成型模具及成型工艺 | |
| CN216501806U (zh) | 一种中厚板成型精冲模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |