CN110494251B - 金属产品的制造方法以及金属产品 - Google Patents
金属产品的制造方法以及金属产品 Download PDFInfo
- Publication number
- CN110494251B CN110494251B CN201880024445.XA CN201880024445A CN110494251B CN 110494251 B CN110494251 B CN 110494251B CN 201880024445 A CN201880024445 A CN 201880024445A CN 110494251 B CN110494251 B CN 110494251B
- Authority
- CN
- China
- Prior art keywords
- laser beam
- substrate
- mark
- marking
- scanning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K19/00—Record carriers for use with machines and with at least a part designed to carry digital markings
- G06K19/06—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code
- G06K19/06009—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code with optically detectable marking
- G06K19/06037—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code with optically detectable marking multi-dimensional coding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/24—Ablative recording, e.g. by burning marks; Spark recording
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
- B23K26/364—Laser etching for making a groove or trench, e.g. for scribing a break initiation groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/262—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used recording or marking of inorganic surfaces or materials, e.g. glass, metal, or ceramics
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K1/00—Methods or arrangements for marking the record carrier in digital fashion
- G06K1/12—Methods or arrangements for marking the record carrier in digital fashion otherwise than by punching
- G06K1/128—Methods or arrangements for marking the record carrier in digital fashion otherwise than by punching by electric registration, e.g. electrolytic, spark erosion
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K19/00—Record carriers for use with machines and with at least a part designed to carry digital markings
- G06K19/06—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code
- G06K19/06009—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code with optically detectable marking
- G06K19/06046—Constructional details
- G06K19/06121—Constructional details the marking having been punched or cut out, e.g. a barcode machined in a metal work-piece
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K19/00—Record carriers for use with machines and with at least a part designed to carry digital markings
- G06K19/06—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code
- G06K19/06009—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code with optically detectable marking
- G06K19/06046—Constructional details
- G06K19/06159—Constructional details the marking being relief type, e.g. three-dimensional bar codes engraved in a support
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K7/00—Methods or arrangements for sensing record carriers, e.g. for reading patterns
- G06K7/10—Methods or arrangements for sensing record carriers, e.g. for reading patterns by electromagnetic radiation, e.g. optical sensing; by corpuscular radiation
- G06K7/14—Methods or arrangements for sensing record carriers, e.g. for reading patterns by electromagnetic radiation, e.g. optical sensing; by corpuscular radiation using light without selection of wavelength, e.g. sensing reflected white light
- G06K7/1404—Methods for optical code recognition
- G06K7/1408—Methods for optical code recognition the method being specifically adapted for the type of code
- G06K7/1417—2D bar codes
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Theoretical Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Electromagnetism (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Artificial Intelligence (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
本公开说明一种能够提高识别码的读取性的金属产品的制造方法以及金属产品。转子层叠铁芯(1)的制造方法包括:重复多列地执行向层叠体(2)的表面(2b)照射基底用激光束并且使所述基底用激光束沿着规定的第一方向进行的扫描,从而在层叠体(2)的表面(2b)形成基底区域(12)的步骤;以及重复多列地执行向层叠体(2)的表面(2b)照射标记用激光束并且使所述标记用激光束沿着规定的第二方向进行的扫描,从而形成使层叠体(2)的表面(2b)氧化而成的黑色标记(14)的步骤。第二方向与第一方向不同。通过基底区域(12)和黑色标记(14)的组合而构成呈规定图案的识别码(10)。
Description
技术领域
本公开涉及一种金属产品的制造方法以及金属产品。
背景技术
专利文献1公开了一种在金属部件的表面形成二维码而获得金 属产品的方法。该方法包括:通过重复进行向金属部件的表面照射激 光束使金属氧化而在该表面烧制与光束形状对应的圆形点的处理,从 而呈规定图案的黑色标记。由此,在金属部件的表面形成由作为多个 圆形点的集合体的黑色单元与作为不照射激光束的区域的白色单元 的组合构成的二维码。该二维码具有作为识别码的功能,该识别码用 于识别金属产品的个体(例如,品种、制造日期时间、使用材料、生 产线等)。
现有技术文献
专利文献
专利文献1:日本特开2000-222516号公报
发明内容
(一)要解决的技术问题
另外,二维码的形成对象即金属部件通常是利用轧辊轧制金属材 料而获得的。此时,轧辊表面存在的伤痕会转印到金属部件的表面, 而有可能在金属部件的表面产生细线状痕迹(也称为轧制痕)。或者, 有时会在对金属部件形成识别码之前对金属部件进行各种表面处理。 伴随着该表面处理,有可能导致金属部件表面的光泽不均匀、或者金 属部件的表面成为镜面状态。
在这样的情况下,当为了利用读取摄像机对形成于金属表面的二 维码进行读取而向金属部件照射闪光灯光时,可能会由于轧制痕、光 泽等而导致光不规则地向读取摄像机入射、或者是在金属表面经镜面 反射的光向读取摄像机入射。因此,不仅会降低二维码的读取性,而 且会导致金属产品之间的二维码读取性的偏差。
因此,本公开说明一种能够提高识别码的读取性的金属产品的制 造方法以及金属产品。
(二)技术方案
本公开的一个观点的金属产品的制造方法包括:重复多列地执行 向金属部件的表面照射基底用激光束并且使所述基底用激光束沿着 规定的第一方向进行的扫描,从而在金属部件的表面形成基底区域的 步骤;以及重复多列地执行向金属部件的表面照射标记用激光束并且 使所述标记用激光束沿着规定的第二方向进行的扫描,从而形成使金 属部件的表面氧化而成的规定图案的黑色标记的步骤。第二方向与第 一方向不同。通过基底区域和标记的组合而构成呈规定图案的识别 码。
本公开的另一观点的金属产品的制造方法包括:重复多列地执行 向金属部件的表面照射脉冲状的激光即标记用激光束并且使所述标 记用激光束沿着规定的第一方向进行的扫描而形成标记的步骤。标记 用激光束在第一方向上以光斑直径以下的进给间距并且在列方向上 以规定的排列间距进行扫描。标记由呈正方形状的多个单元的组合构 成。形成标记的步骤包括:在将参数a、b、n分别定义为
a:单元的一边的长度;
b:标记用激光束的脉冲直径;
n:每个单元的标记用激光束的扫描数 的情况下,以满足式1的方式向各单元照射标记用激光束,
b×n/a≧0.5···(1)。
本公开的另一观点的金属产品是通过基底区域和标记的组合从 而在金属部件的表面形成有呈规定图案的识别码的金属产品。基底区 域构成为,排列有多列沿着规定的第一方向延伸的激光槽。标记构成 为,排列有多列沿着不同于第一方向的规定的第二方向延伸的激光 槽。
(三)有益效果
根据本公开的金属产品的制造方法以及金属产品,能够提高识别 码的读取性。
附图说明
图1是表示转子层叠铁芯一例的立体图。
图2是沿着图1的II-II线的剖视图。
图3是表示设置于转子层叠铁芯的识别码一例的俯视图。
图4是表示层叠体(冲裁部件)的表面轮廓一例的图。
图5是将基底区域局部放大表示的照片。
图6是表示黑色单元一例的示意图。
图7是将黑色标记与基底区域的边界附近局部放大表示的照片。
图8是用于说明识别码的形成过程一例的概要图。
图9是用于说明识别码的读取方法的图。
图10的(a)是表示标记用激光束针对一个一边是0.15mm的四 方单元的扫描数、与以该扫描数形成的识别码的读取成功率的关系的 图表。图10的(b)是表示标记用激光束针对一个一边是0.285mm 的四方单元的扫描数、与以该扫描数形成的识别码的读取成功率的关 系的图表。
图11是表示用摄像机拍摄识别码的图像一例的图。
图12是用于说明识别码的形成过程的另一例的概要图。
图13是用于说明识别码的形成过程的另一例的概要图。
图14是用于说明识别码的形成过程的另一例的概要图。
图15是用于说明识别码的形成过程的另一例的概要图。
图16是用于说明基底区域的形成过程的另一例的概要图。
具体实施方式
下面参照附图对本公开的实施方式的一例更详细地进行说明。在 以下的说明中,对于具有相同要素或者相同功能的要素使用相同附图 标记,并省略重复的说明。
[转子层叠铁芯的结构]
首先,参照图1和图2对作为金属产品一例的转子层叠铁芯1的 结构进行说明。转子层叠铁芯1是转子(rotor)的一部分。转子是通 过在转子层叠铁芯1上安装端面板及主轴(均未图示)而形成。如图 1所示,转子层叠铁芯1具备:层叠体2(金属部件)、铆接部3以及识别码10。
层叠体2呈圆筒形状。即,如图1所示,在层叠体2的中央部分 设置有沿中心轴Ax延伸的贯穿孔2a(中心孔)。在贯穿孔2a内能够 配置主轴。
层叠体2是层叠有多个冲裁部件W的层叠体2。冲裁部件W是 由电磁钢板(金属板)冲裁为规定形状的板状体。由于电磁钢板是利 用轧辊轧制得到的,因此有时会在冲裁部件W的表面产生轧制痕。 层叠体2可以通过一边使冲裁部件W彼此之间相对地错开角度一边对多个冲裁部件W进行层叠的所谓的旋转层叠而构成。旋转层叠的 角度可以设定为任意的大小。
在本实施方式中,在层叠方向上相邻的冲裁部件W彼此之间利 用铆接部3进行了紧固。具体而言,是如图2所示那样,铆接部3具 有:形成于层叠体2的除了构成最下层的层以外的其它层的冲裁部件 W的变形部3a、和形成于层叠体2的构成最下层的冲裁部件W的贯穿孔3b。变形部3a由形成于冲裁部件W的表面侧的凹部和形成于冲 裁部件W的背面侧的凸部构成。一个冲裁部件W的变形部3a的凹 部与相邻于该一个冲裁部件W的表面侧的另一个冲裁部件W的变形 部3a的凸部接合。一个冲裁部件W的变形部3a的凸部与在该一个 冲裁部件W的背面侧相邻的又一个冲裁部件W的变形部3a的凹部 接合。在贯穿孔3b中接合与层叠体2的最下层相邻的冲裁部件W的 变形部3a的凸部。贯穿孔3b具有在连续制造层叠体2时防止后续形 成的冲裁部件W因变形部3a而与已经制成的层叠体2紧固的功能。
多个冲裁部件W彼此之间也可以取代铆接部3而以其它各种公 知的方法来进行紧固。多个冲裁部件W彼此也可以使用例如粘接剂 或者树脂材料而相互接合,并且也可以通过焊接而相互接合。或者也 可以是,在冲裁部件W设置临时铆接,并通过临时铆接来紧固多个 冲裁部件W而获得层叠体,之后从该层叠体中除去临时铆接而获得 层叠体2。此外,所谓的“临时铆接”是指:在使多个冲裁部件W临 时性地成为一体时使用并且在制造产品(层叠体2)的过程中去除的 铆接。
可以是,在层叠体2设置有至少一个沿着中心轴Ax的延伸方向 (层叠方向)延伸并且贯穿自身的磁体插入孔(未图示)。在磁体插 入孔内,可以在配置有永久磁体(未图示)的状态下填充有树脂材料。 树脂材料具有在磁体插入孔内固定永久磁体的功能、以及使沿上下方 向相邻的冲裁部件W彼此接合的功能。
[识别码的详情]
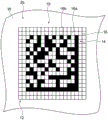
如图1所示,在层叠体2的表面2b(上表面或者下表面),即, 层叠体2的构成最上层或者最下层的冲裁部件W的外表面设置有一 个识别码10。识别码10具有保持用于识别具备该识别码10的转子 层叠铁芯1的个体(例如,品种、制造日期时间、使用材料、生产线 等)的个体信息的功能。识别码10只要通过亮花纹和暗花纹的组合 而能够保持该个体信息,则无特别限定,例如可以是条形码,也可以 是二维码。作为二维码,例如可以是QR代码(注册商标)、DataMatrix、 Vericode等。如图3所示,识别码10由基底区域12和黑色标记14 构成。识别码10通过这些基底区域12和黑色标记14的组合而呈规 定图案。
如图3所示,识别码10具有虚拟的多个单元16。多个单元16 呈格子状排列,且作为整体与识别码10的大小对应。需要说明的是, 虽然在图3中示出了划分各单元16的格子状的线,但是这些线仅是 为了有助于理解发明而描绘的,在实际的识别码10中则并不存在。单元16的大小并无特别限定,根据识别码10的所要求的性能而可以 是各种大小。单元16的形状并无特别限定,例如可以是正方形状、 矩形状、圆形状、多边形状、其它的不确定形状等。在本实施方式中, 单元16例如设定为0.15mm×0.15mm的正方形状、0.285mm× 0.285mm的正方形状等。在本说明书中,将形成有基底区域12的单 元16称为白色单元16a,将形成有黑色标记14的单元16称为黑色 单元16b。
通过向层叠体2的表面2b照射基底用激光束而形成基底区域12。 基底区域12的大小并无特别限定,与层叠体2的大小、冲裁部件W 的材料的种类、识别码10的形成位置等对应地而可以是各种大小。 基底区域12的形状并无特别限定,例如可以是正方形状、矩形状、圆形状、多边形状、其它的不确定形状等。在本实施方式中,基底区 域12例如设定为5mm×5mm的正方形状。
作为用于形成基底区域12的基底用激光束,例如可以举出YAG 激光、YVO4激光、光纤激光等。基底用激光束可以是连续波振荡(CW: Continuous Wave)激光,也可以是脉冲振荡激光。基底用激光束的光 束直径(光束到达照射对象之前的光线的直径)、光斑直径(基底用 激光束照射到照射对象物时的该照射对象物的表面上的光线的直径) 以及输出并无特别限定,根据光束的种类、冲裁部件W的材料种类、 冲裁部件W的厚度等而可以是各种大小。此外,由于根据基底用激 光束所照射的照射对象物的材料种类而利用光束形成的熔融状态会 有所不同,因此即使是在光束直径相同的情况下,光斑直径也有可能 发生变化。
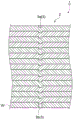
由于层叠体2(冲裁部件W)的表面2b通过基底用激光束进行 了处理,因此如图4所示那样,基底区域12具有极高的平坦性。例 如,虽然如该图4所示那样,存在轧制痕的冲裁部件W的表面具有 高度为几μm~几十μm的程度的凹凸,但是基底区域12表面存在的 凹凸的高度为1μm的程度以下。
基底区域12是通过重复多列地执行一边向层叠体2(冲裁部件 W)的表面照射基底用激光束一边使基底用激光束沿着规定的方向A (参照图8的(a))进行的扫描而构成的。即,如图5所示,基底区 域12构成为排列有多列沿方向A(扫描方向)延伸的激光槽。作为 一例,图5示出了使用脉冲振荡激光作为基底用激光束时的激光槽的 状态。图5中的一个激光槽由从图5的左侧朝向右侧相连的多个脉冲 痕迹(脉冲状的基底用激光束向冲裁部件W的表面照射所产生的痕 迹)构成。即,图5中的激光槽是通过基底用激光束从图5的左侧朝 向右侧扫描而形成的。
可以是,在基底用激光束的扫描列排列的方向(激光槽排列的方 向)即列方向上,基底用激光束的排列间距(激光槽的排列间距)为 基底用激光束的光斑直径以下。即,在列方向上相邻的激光槽彼此至 少部分地相互重叠。可以是,在基底用激光束是脉冲振荡激光的情况 下,在基底用激光束的扫描方向上,脉冲痕迹以光斑直径以下的进给 间距排列。
在本实施方式中,通过向基底区域12上照射标记用激光束而形 成黑色标记14。黑色标记14是利用标记用激光束使冲裁部件W氧 化而成为黑色的。黑色标记14呈规定的图案,并与周围的基底区域 12一起构成了识别码10。具体而言,是如图3所示那样,黑色标记14是多个黑色单元16b的集合体,该黑色单元16b是通过向单元16 照射标记用激光束而使单元16涂满黑色来构成的。
作为用于形成黑色标记14的标记用激光束,例如可以举出YAG 激光、YVO4激光、光纤激光等。标记用激光束可以是连续波振荡激 光,也可以是脉冲振荡激光。标记用激光束的光束直径(光束到达照 射对象之前的光线的直径)、光斑直径(标记用激光束照射到照射对 象物时的该照射对象物的表面上的光线的直径)以及输出并无特别限 定,根据光束的种类、冲裁部件W的材料种类、冲裁部件W的厚度 等而可以是各种大小。但是,标记用激光束的输出比基底用激光束的 输出大,例如可以是基底用激光束的输出的10倍以上。此外,由于 根据标记用激光束所照射的照射对象物的材料种类而利用光束形成 的熔融状态会有所不同,因此即使是在光束直径相同的情况下,光斑 直径也有可能发生变化。
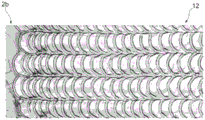
通过重复多列地执行一边向基底区域12照射标记用激光束一边 使标记用激光束沿着规定的方向B(参照图8的(b))进行的扫描而 构成了黑色单元16b。即,如图6及图7所示,基底区域12构成为 排列有多列沿方向B(扫描方向)延伸的激光槽。作为例子,图6及 图7都示出了使用脉冲振荡激光作为标记用激光束时的激光槽的状 态。图6及图7中的一个激光槽由从图6及图7的上侧朝向下侧相连 的多个脉冲痕迹(脉冲状的标记用激光束向基底区域12的表面照射 所产生的痕迹)构成。即,图6及图7中的激光槽是通过标记用激光 束从图6及图7的上侧朝向下侧进行扫描而形成的。
可以是,在标记用激光束的扫描列排列的方向(激光槽排列的方 向)即列方向上,标记用激光束的排列间距(激光槽的排列间距)设 定作为规定的间隔。例如可以是,如图6的(a)所示,该排列间距 与标记用激光束的光斑直径大致相同,也可以是,如图6的(b)所示,比标记用激光束的光斑直径大,也可以是,如图6的(c)所示, 比标记用激光束的光斑直径小。即,在列方向上相邻的激光槽彼此可 以相邻(参照图6的(a)),也可以分离(参照图6的(b)),还可以 彼此至少部分地重叠(参照图6的(c))。在标记用激光束是脉冲振 荡激光的情况下,可以是,在标记用激光束的扫描方向上,脉冲痕迹 以光斑直径以下的进给间距排列。
标记用激光束的扫描方向可以与基底用激光束的扫描方向不同。 即,标记用激光束的扫描方向与基底用激光束的扫描方向可以是相反 的朝向,也可以交叉。在图7所示的例子中,标记用激光束的扫描方 向与基底用激光束的扫描方向正交。
[识别码的形成方法]
接着,说明在层叠体2上形成识别码10的方法,即转子层叠铁 芯1的制造方法。首先,一边从作为带状的金属板的电磁钢板(被加 工板)中冲裁出冲裁部件W一边层叠而形成层叠体2。
接着,如图8的(a)所示,使用基底用激光束在层叠体2的表 面2b(构成层叠体2的最上层或者最下层的冲裁部件W的外表面) 形成基底区域12。此时,通过重复多列地执行使基底用激光束沿着 规定的方向A进行的扫描而构成基底区域12。在本实施方式中,对 识别码10的形成预定区域的整个区域照射基底用激光束。即,在本 实施方式中,也对形成黑色标记14的预定的单元16照射基底用激光 束。
接着,如图8的(b)所示,按照预定形成的识别码10来确定多 个单元16中的应该成为黑色单元16b的单元16。接着,使用标记用 激光束在基底区域12上形成黑色标记14。具体而言,是通过对所确 定的各单元16重复多列地执行使标记用激光束沿着不同于方向A的规定的方向B进行的扫描来构成黑色标记14。
在形成黑色标记14时,可以是,在将参数a、b、n分别定位为
a:单元16的一边的长度;
b:标记用激光束的脉冲直径;
n:每个单元16的标记用激光束的扫描数 的情况下,以满足式2的方式向所确定的各单元16照射标记用激光 束,
b×n/a≧0.5···(2)。
所谓的满足式2的情况是指,标记用激光束的照射面积a×b×n 相对于单元16的面积a2的比(a×b×n/a2)为0.5以上。因此,满 足式2的情况下的各黑色单元16b的涂满率为50%以上(作为涂满率 为57%程度的例子而参照图6的(b))。因此,各黑色单元16b的涂 满率比较大,因此进一步提高了黑色标记14与基底区域12之间的对 比度。因而,能够进一步提高识别码10的读取性。
在形成黑色标记14时,可以是,以参数a、b、n满足式3、式4 或者式5的方式向所确定的各单元16照射标记用激光束。
b×n/a≧1···(3)
b×n/a≧2···(4)
b×n/a≧3···(5)
在满足式3的情况下,各黑色单元16b的涂满率达到100%以上 (作为涂满率为100%程度的例子而参照图6的(a))。在满足式4的 情况下,各黑色单元16b的涂满率达到200%以上。在满足式5的情 况下,各黑色单元16b的涂满率达到300%以上(作为涂满率为300% 程度的例子而参照图6的(c))。在这些情况下,由于各黑色单元16b 的涂满率足够大,因此极大地提高了黑色标记14与基底区域12之间 的对比度。因而,能够极大地提高识别码10的读取性。
此外,长度a例如基于识别码10(基底区域12)的大小、识别 码10所保持的数据容量等来确定。脉冲直径b基于标记用激光束的 输出、照射对象物(层叠体2)的材质等来确定。
当经过以上工序而在层叠体2的表面2b形成识别码10时,则转 子层叠铁芯1完成。
[识别码的读取方法]
接着,对识别码10的读取方法进行说明。例如使用图9所示的 读取装置20来读取识别码10。读取装置20具备输送机22、读取用 的摄像机24、以及控制器26。
输送机22基于来自控制器26的指示进行工作,并具有将所载置 的转子层叠铁芯1向规定方向输送的功能。摄像机24位于输送机22 的上方。摄像机24基于来自控制器26的指示进行工作,并在利用输 送机22输送的转子层叠铁芯1通过摄像机24的下方时拍摄识别码10。控制器26对利用摄像机24拍摄的拍摄图像数据进行处理,并读 取识别码10。控制器26在判断为未读取识别码10的情况下,只要 转子层叠铁芯1存在于摄像机24的拍摄范围,则使摄像机24重复拍 摄识别码10。
在此,通过向正方形状的单元16照射光斑直径为30μm的脉冲 振荡激光即标记用激光束,从而在基底区域12内形成黑色标记14, 并通过利用摄像机24从规定的方向(但不是正上方)读取所获得的 识别码10,从而进行了一边使单元16的大小及扫描数变化一边测定 读取成功率的试验。此外,在本说明书中,所谓的“读取成功率”是 指,在利用摄像机24对识别码10进行50次读取的情况下,摄像机 24的读取成功的比例。
在图10的(a)中表示将单元16的一边设定为0.15mm,并且使 标记用激光束的扫描数在4个~32个(但是16个以后仅为偶数个) 之间变化时的结果。在扫描数是4个(涂满率为80%)的情况下,读 取成功率是35%。在扫描数是5个(涂满率为100%)的情况下,读 取成功率是37%。在扫描数是6个(涂满率为120%)的情况下,读 取成功率是39%。在扫描数是7个(涂满率为140%)的情况下,读 取成功率是42%。在扫描数是8个(涂满率为160%)的情况下,读 取成功率是45%。在扫描数是9个(涂满率为180%)的情况下,读 取成功率是72%。在扫描数是10个以上(涂满率为200%以上)的情 况下,读取成功率是100%。
在图10的(b)中表示将单元16的一边设定为0.285mm,并且 使标记用激光束的扫描数在6个~32个(但是16个以后仅为偶数个) 之间变化时的结果。在扫描数是6个(涂满率为63%)的情况下,读 取成功率是33%。在扫描数是7个(涂满率为73.7%)的情况下,读 取成功率是35%。在扫描数是8个(涂满率为84.2%)的情况下,读 取成功率是42%。在扫描数是9个(涂满率为94.7%)的情况下,读 取成功率是44%。在扫描数是10个(涂满率为105.3%)的情况下, 读取成功率是44%。在扫描数是11个(涂满率为115.8%)的情况下,读取成功率是43%。在扫描数是12个(涂满率为126.3%)的情况下, 读取成功率是56%。在扫描数是13个(涂满率为136.8%)的情况下, 读取成功率是56%。在扫描数是14个(涂满率为147.4%)的情况下, 读取成功率是60%。在扫描数是15个(涂满率为157.9%)的情况下,读取成功率是57%。在扫描数是16个(涂满率为168.4%)的情况下, 读取成功率是62%。在扫描数是18个(涂满率为189.4%)的情况下, 读取成功率是80%。在扫描数是20个以上(涂满率为210.5%以上) 的情况下,读取成功率是100%。
根据以上试验结果,当涂满率是50%以上时,则至少以30%的概 率确认了识别码10的读取是成功的。
[作用]
在以上的本实施方式中,首先在层叠体2的表面2b形成基底区 域12,之后,在基底区域12内形成黑色标记14。由此,获得在层叠 体2的表面2b形成了由黑色标记14和基底区域12的组合所构成的 识别码10的转子层叠铁芯1。因此,会在表面2b均匀化的基底区域 12内存在黑色标记14。因而,提高了黑色标记14与基底区域12之 间的对比度。其结果为,能够提高识别码10的读取性。
在本实施方式中,通过重复多列地执行使基底用激光束沿着方向 A进行的扫描而形成基底区域12,并且通过重复多列地执行使标记 用激光束沿着不同于方向A的方向B进行的扫描而形成黑色标记14。 即,构成基底区域12的激光槽在任一列都沿着相同的方向A延伸。 因此,容易使向基底区域12入射的光都向大致相同的方向反射。同 样地,构成黑色标记14的激光槽在任一列都沿着相同的方向B延伸。 因此,容易使向黑色标记14入射的光都向大致相同的方向反射。因 而,进一步了提高黑色标记14与基底区域12之间的对比度。其结果 为,能够进一步提高识别码10的读取性。
在本实施方式中,标记用激光束的扫描方向即方向B与基底用激 光束的扫描方向即方向A交叉(正交)。因此,来自基底区域12的 反射光的方向与来自黑色标记14的反射光的方向是不同的方向。因 而,进一步提高了黑色标记14与基底区域12之间的对比度。其结果 为,能够进一步提高识别码10的读取性。此外,如果标记用激光束 的扫描方向即方向B与基底用激光束的扫描方向即方向A相同,则 有可能如图11所示那样,对比度降低并且识别码10的拍摄图像不清 晰。
根据本发明,由于提高了黑色标记14与其周围的对比度,因此 不仅能够利用摄像机24从与识别码10对置的位置进行拍摄,也能够 从倾斜方向拍摄识别码10。特别是转子层叠铁芯1会由于在后续的 工序中将主轴插通于贯穿孔2a等而使状态发生变化,因此具有摄像 机24拍摄识别码10的方向受限的倾向,但是根据本发明,则能够从 各种方向读取识别码10。
[变形例]
以上对本公开的实施方式进行了详细说明,但是也可以在本发明 的主旨范围内对上述实施方式施加各种变形。
(1)识别码10只要是由基底区域12和黑色标记14的组合构成 即可。即,如上述的实施方式那样,可以在基底区域12上形成有黑 色标记14。或者,也可以是,以基底区域12与黑色标记14互不重 叠的方式形成。但是,容许由于基底用激光束和标记用激光束的照射误差而产生的基底区域12与黑色标记14的一定程度的重叠。
具体而言,首先,如图12的(a)所示,重复多列地执行仅对识 别码10中的形成基底区域12的预定的单元16照射基底用激光束并 且使基底用激光束沿着方向A进行的扫描,从而仅获得白色单元16a。 接着,如图12的(b)所示,重复多列地执行仅对识别码10中的形 成黑色标记14的预定的单元16照射标记用激光束并且使标记用激光 束沿着方向B进行的扫描,从而仅获得黑色单元16b。由此,以彼此 基本上不相互重叠的状态分别形成基底区域12和黑色标记14。
或者,首先,如图13的(a)所示,重复多列地执行仅对识别码 10中的形成黑色标记14的预定的单元16照射标记用激光束并且使 标记用激光束沿着方向B进行的扫描,从而仅获得黑色单元16b。接 着,如图13的(b)所示,重复多列地执行仅对识别码10中的形成 基底区域12的预定的单元16照射基底用激光束并且使基底用激光束 沿着方向A进行的扫描,从而仅获得白色单元16a。由此,以彼此基 本上不相互重叠的状态分别形成基底区域12和黑色标记14。
(2)标记用激光束的扫描方向即方向B与基底用激光束的扫描 方向即方向A可以不交叉。例如,方向B与方向A可以是大致相同 方向,也可以是大致相反方向。
(3)形成基底区域12时的基底用激光束的扫描方向不限于方向 A,而可以是各种方向,例如,可以是蛇行状,也可以是在去路和返 路为相反的朝向(参照图14),也可以是涡卷状(参照图15)。在基 底用激光束的扫描方向在去路和返路为相反的朝向的情况下,通过使 基底用激光束以在方向A1和与其为相反朝向的方向A2上往返的方 式进行扫描而形成基底区域12(参照图14的(a))。之后,通过使 标记用激光束沿着不同于方向A1、A2的方向B进行扫描,从而形成 黑色标记14(参照图14的(b))。在基底用激光束的扫描方向是涡 卷状的情况下,通过重复:使基底用激光束沿着方向A1扫描、使基 底用激光束从其终点沿着与方向A1正交的方向A2扫描、使基底用 激光束从其终点沿着与方向A2正交的方向A3扫描、使基底用激光 束从其终点沿着与方向A3正交的方向A4扫描,从而形成基底区域 12(参照图15的(a))。之后,通过使标记用激光束沿着不同于方向 A1、A3的方向B进行扫描,从而形成黑色标记14(参照图15的(b))。 同样地,形成黑色标记14时的标记用激光束的扫描方向不限于方向 B,而可以是各种方向,例如可以是蛇行状,也可以是在去路和返路 为相反的朝向,也可以是涡卷状。
(4)黑色单元16b内的激光槽的排列间距可以恒定,也可以不 恒定。即,相邻的激光槽的间隔可以是等间隔,也可以不是等间隔。 在相邻的激光槽的间隔不是等间隔的情况下,只要在单元16内以某 种程度均等地分配激光槽即可。
(5)在层叠体2的表面2b,可以不形成基底区域12而直接形 成黑色标记14。
(6)只要识别码10的读取成功率超过0%,在各黑色单元16b 中,涂满率可以不足50%。
(7)在层叠体2内设置有永久磁体的情况下,为了抑制磁体退 磁,可以在层叠体2的两端面分别配置例如不锈钢制的金属端板,并 在该端板上设置识别码10。有时对金属端板进行规定的表面处理, 可能会使金属端板的表面光泽变得不均匀或者金属端板的表面成为 镜面状态。但是,即使在这样的情况下,根据本发明,也能够提高黑 色标记14与其周围的对比度,因此能够提高识别码10的读取性。
(8)当利用摄像机24拍摄识别码10时,可以适当变更照明等 拍摄条件以获得识别码10的清晰的拍摄图像。
(9)可以通过白色单元16a和黑色单元16b的组合以外的其它 方式来构成识别码10。即,只要能够提高对比度,也可以通过对白 色和黑色之外的其它各种颜色进行组合来构成识别码10。例如,识 别码10可以是分级二维码(使颜色信息多级化而构成的二维形状码)。作为分级二维码,例如可以是PM码(注册商标)等。
(10)基底区域12可以是以如下方式形成。首先,使用基底用 激光束对层叠体2的表面2b(构成层叠体2的最上层或者最下层的 冲裁部件W的外表面)的规定区域进行预备处理(粗加工)。具体而 言,是重复多列地执行以第一输出向表面2b照射基底用激光束,并 且使基底用激光束沿着规定的方向A(参照图8的(a))进行的扫描。 由此,在表面2b形成预备区域(未图示)。该预备区域成为表面Wa 的轧制痕大致均匀的状态。例如,通过预备处理,使得轧制痕引起的 高度为几μm~几十μm程度的凹凸(参照图16的(a)的虚线)成为 5μm程度以下的高度的凹凸(参照图16的(a)的实线)。
接着,使用基底用激光束对该预备区域进行正式处理(精加工)。 具体而言,是重复多列地执行以比第一输出低的第二输出向预备区域 照射基底用激光束,并且使基底用激光束沿着规定的方向A(参照图 8的(a))进行的扫描。第二输出例如可以是第一输出的1/2以下, 也可以是第一输出的1/3以下,也可以是第一输出的1/4以下。由此, 在表面2b形成基底区域12。该基底区域12成为预备区域的表面更 加平坦化的状态。例如,通过正式处理,使得预备区域的高度为5μm 程度以下的凹凸(参照图16的(b)的虚线)成为1μm程度以下的高度的凹凸(参照图16的(b)的实线)。通过在这样形成的基底区 域12上形成黑色标记14,从而进一步提高了黑色标记14与基底区 域12之间的对比度。其结果为,能够极大地提高识别码10的读取性。
(11)不仅可以对转子层叠铁芯1适用本发明,而且也可以对定 子层叠铁芯适用本发明,也可以对其它的各种金属产品适用本发明。
[摘录]
例1.本公开的一个例子的金属产品的制造方法包括:重复多列 地执行对金属部件的表面照射基底用激光束并且使基底用激光束沿 着规定的第一方向进行的扫描,从而在金属部件的表面形成基底区域 的步骤;以及重复多列地执行向金属部件的表面照射标记用激光束并 且使标记用激光束沿着规定的第二方向进行的扫描,从而形成标记的 步骤。第二方向与第一方向不同。通过基底区域和标记的组合而构成 呈规定图案的识别码。
根据例1,进行:在金属部件的表面形成基底区域的步骤;以及 在金属部件的表面形成标记的步骤。由此,获得在金属部件的表面形 成有由组合标记和基底区域构成的识别码的金属产品。因此,在被表 面均匀化的基底区域包围的区域内存在标记。因而,提高了标记与基 底区域之间的对比度。其结果为,能够提高识别码的读取性。
根据例1,通过重复多列地执行基底用激光束沿着第一方向的扫 描而形成基底区域,并且通过重复多列地执行标记用激光束沿着第二 方向的扫描而形成标记。即,构成基底区域的激光槽在任一列都沿着 相同的第一方向延伸。因此,容易使向基底区域入射的光都向大致相 同的方向反射。同样地,构成标记的激光槽在任一列都沿着相同的第 二方向延伸。因此,容易使向标记入射的光都向大致相同的方向反射。 因而,进一步了提高标记与基底区域之间的对比度。其结果为,能够 进一步提高识别码的读取性。
根据例1,标记用激光束的扫描方向即第二方向与基底用激光束 的扫描方向即第一方向是不同的方向。因此,来自基底区域的反射光 的方向与来自标记的反射光的方向是不同的方向。因而,进一步提高 了标记与基底区域之间的对比度。其结果为,能够进一步提高识别码 的读取性。
例2.在例1的方法中,形成标记的步骤可以通过在基底区域上 照射标记用激光束来形成标记。
例3.在例1的方法中,基底区域和标记可以分别形成在彼此不 重叠的区域。
例4.在例1~例3的任一方法中,第二方向可以与第一方向交叉。 在这种情况下,进一步提高了标记与基底区域之间的对比度。其结果 为,能够进一步提高识别码的读取性。
例5.在例1~例4的任一方法中,可以是,基底用激光束和标记 用激光束分别是脉冲状的激光,基底用激光束在第一方向上以光斑直 径以下的进给间距且在列方向上以光斑直径以下的排列间距进行扫 描,标记用激光束在第二方向上以光斑直径以下的进给间距且在列方 向上以规定的排列间距进行扫描。
例6.在例5的方法中,可以是,标记由呈正方形状的多个单元 构成,形成标记的步骤包括:在将参数a、b、n分别定义为
a:单元的一边的长度;
b:标记用激光束的脉冲直径;
n:每个单元的标记用激光束的扫描数 的情况下,以满足式6的方式向各单元照射标记用激光束,
b×n/a≧0.5···(6)。
在这种情况下,第二激光束的照射总面积相对于构成标记的一个 单元的面积的比例,即第二激光束相对于一个单元的涂满率(以下简 称为“涂满率”)是50%以上。因此,各单元的涂满率比较大,因此 进一步提高了标记与基底区域之间的对比度。其结果为,能够更加提 高识别码的读取性。
例7.在例6的方法中,可以是,形成标记的步骤包括:以满足 式7的方式向各单元照射标记用激光束,
b×n/a≧1···(7)。
在这种情况下,涂满率为100%以上。因此,各单元的涂满率足 够大,因此极大地提高了标记与基底区域之间的对比度。其结果为, 能够极大地提高识别码的读取性。
例8.在例1~例7的任一方法中,可以是,标记是利用标记用激 光束使金属部件的表面氧化而成的黑色标记。
例9.在例1~例8的任一方法中,可以是,形成基底区域的步骤 包括:重复多列地执行以第一输出向金属部件的表面照射基底用激光 束并且使基底用激光束沿着第一方向进行的扫描;以及重复多列地执 行对以第一输出照射有基底用激光束的区域用比第一输出低的第二 输出照射基底用激光束并且使基底用激光束沿着第一方向进行的扫 描。在这种情况下,当形成基底区域时,首先照射输出较高的激光。 因此,金属部件的表面的轧制痕大致均匀(粗加工)。之后,向照射 了输出较高的激光的区域照射输出较低的激光。因此,大致均匀的金 属部件的表面的凹凸更加平坦化(精加工)。因而,通过在这样形成 的基底区域形成标记,从而进一步提高了标记与基底区域之间的对比 度。其结果为,能够极大地提高识别码的读取性。
例10.本公开的另一例的金属产品的制造方法包括:重复多列地 执行向金属部件的表面照射作为脉冲状的激光的标记用激光束并且 使标记用激光束沿着规定的第一方向进行的扫描而形成标记。标记用 激光束在第一方向上以光斑直径以下的进给间距且在列方向上以规 定的排列间距进行扫描。标记由呈正方形状的多个单元构成。形成标 记的步骤包括:在将参数a、b、n分别定义为
a:单元的一边的长度;
b:标记用激光束的脉冲直径;
n:每个单元的标记用激光束的扫描数 的情况下,以满足式8的方式向各单元照射标记用激光束,
b×n/a≧0.5···(8)。
根据例10,以满足式8的方式向各单元照射标记用激光束。因 此,涂满率为50%以上。因而,各单元的涂满率比较大,因此进一步 提高了标记与其周围的区域之间的对比度。其结果为,能够更加提高 识别码的读取性。
例11.在例10的方法中,可以是,形成标记的步骤包括:以满 足式9的方式向各单元照射标记用激光束,
b×n/a≧1···(9)。
在这种情况下,能够获得与例5同样的作用效果。
例12.例10或者例11的方法,可以是,在形成标记的步骤之前, 还包括重复多列地执行向金属部件的表面照射基底用激光束并且使 基底用激光束沿着规定的第二方向进行的扫描,从而在金属部件的表 面形成基底区域的步骤,通过基底区域和标记的组合从而构成呈规定 图案的识别码,形成标记的步骤包括向基底区域上照射标记用激光束 的步骤。在这种情况下,能够获得与例1同样的作用效果。
例13.例10或者例11的方法,可以是,还包括重复多列地执行 向金属部件的表面照射基底用激光束并且使基底用激光束沿着规定 的第二方向进行的扫描,从而在金属部件的表面形成基底区域的步 骤,通过基底区域和标记的组合从而构成呈规定图案的识别码,基底 区域和标记分别形成于彼此不重叠的区域。在这种情况下,能够获得 与例1同样的作用效果。
例14.在例12或例13所述的方法中,可以是,第一方向与第二 方向交叉。在这种情况下,能够获得与例4同样的作用效果。
例15.在例12~例14的任一方法中,可以是,基底用激光束是 脉冲状的激光,基底用激光束在第二方向上以光斑直径以下的进给间 距且在列方向上以光斑直径以下的排列间距进行扫描。
例16.在例12~例15的任一方法中,可以是,形成基底区域的步骤包括:重复多列地执行以第一输出向金属部件的表面照射基底用激光束并且使基底用激光束沿着第一方向进行的扫描;以及重复多列地执行以比第一输出低的第二输出向以第一输出照射了基底用激光 束的区域照射基底用激光束并且使基底用激光束沿着第一方向进行 的扫描。在这种情况下,能够获得与例9同样的作用效果。
例17.在例10~例16的任一方法中,可以是,标记是利用标记 用激光束使金属部件的表面氧化而成的黑色标记。
例18.本公开的另一例的金属产品是通过基底区域和标记的组 合从而在金属部件的表面形成有呈规定图案的识别码的金属产品,基 底区域构成为,排列有多列沿着规定的第一方向延伸的激光槽,标记 构成为,排列有多列沿着不同于第一方向的规定的第二方向延伸的激 光槽。根据例18,能够实现与例1相同的作用效果。
例19.在例18的金属产品中,可以是,第二方向与第一方向交 叉。在这种情况下,能够获得与例2同样的作用效果。
例20.在例19的金属产品中,可以是,基底区域构成为,在第 一方向上脉冲痕迹以光斑直径以下的进给间距排列,并且在列方向上 脉冲痕迹以光斑直径以下的排列间距排列,标记构成为,在第二方向 上脉冲痕迹以光斑直径以下的进给间距排列,并且在列方向上脉冲痕 迹以规定的排列间距排列。
例21.在例18~例20的任一金属产品中,可以是,标记是使金 属部件的表面氧化而成的黑色标记。
附图标记说明
1-转子层叠铁芯(金属产品);2-层叠体(金属部件);2b-表面; 10-识别码;12-基底区域;14-黑色标记;16-单元;16a-白色单元;16b- 黑色单元;20-读取装置;24-摄像机;26-控制器;W-冲裁部件(金 属部件)。
Claims (21)
1.一种金属产品的制造方法,其包括:
重复多列地执行向金属部件的表面照射基底用激光束并且使所述基底用激光束沿着规定的第一方向进行的扫描,从而在所述金属部件的表面形成基底区域的步骤;以及
重复多列地执行向所述金属部件的表面照射标记用激光束并且使所述标记用激光束沿着规定的第二方向进行的扫描,从而形成标记的步骤,
所述第二方向与所述第一方向不同,
通过所述基底区域和所述标记的组合从而构成呈规定图案的识别码。
2.根据权利要求1所述的方法,其特征在于,
形成所述标记的步骤包括:通过向所述基底区域上照射所述标记用激光束从而形成所述标记。
3.根据权利要求1所述的方法,其特征在于,
所述基底区域和所述标记分别形成于彼此不重叠的区域。
4.根据权利要求1所述的方法,其特征在于,
所述第二方向与所述第一方向交叉。
5.根据权利要求1~4中任意一项所述的方法,其特征在于,
所述基底用激光束和所述标记用激光束分别是脉冲状的激光,
所述基底用激光束在所述第一方向上以光斑直径以下的进给间距并且在列方向上以光斑直径以下的排列间距进行扫描,
所述标记用激光束在所述第二方向上以光斑直径以下的进给间距并且在列方向上以规定的排列间距进行扫描。
6.根据权利要求5所述的方法,其特征在于,
所述标记由呈正方形状的多个单元的组合构成,
形成所述标记的步骤包括:在将参数a、b、n分别定义为
a:所述单元的一边的长度;
b:所述标记用激光束的脉冲直径;
n:每个所述单元的所述标记用激光束的扫描数的情况下,以满足式1的方式向所述各单元照射所述标记用激光束,
b×n/a≧0.5···(1)。
7.根据权利要求6所述的方法,其特征在于,
形成所述标记的步骤,包括以满足式2的方式向所述各单元照射所述标记用激光束的步骤,
b×n/a≧1···(2)。
8.根据权利要求1所述的方法,其特征在于,
所述标记是利用所述标记用激光束使所述金属部件的表面氧化而成的黑色标记。
9.根据权利要求1所述的方法,其特征在于,
所述形成基底区域的步骤包括:
重复多列地执行以第一输出向所述金属部件的表面照射所述基底用激光束并且使所述基底用激光束沿着所述第一方向进行的扫描的步骤;以及
重复多列地执行以比所述第一输出低的第二输出向以所述第一输出照射了所述基底用激光束的区域照射所述基底用激光束并且使所述基底用激光束沿着所述第一方向进行的扫描的步骤。
10.一种金属产品的制造方法,其包括:
重复多列地执行向金属部件的表面照射脉冲状的激光即标记用激光束并且使所述标记用激光束沿着规定的第一方向进行的扫描而形成标记的步骤,所述标记构成为,排列有多列沿着所述第一方向延伸的激光槽,
所述标记用激光束在所述第一方向上以光斑直径以下的进给间距并且在列方向上以光斑直径以下的排列间距进行扫描,
所述标记由呈正方形状的多个单元的组合构成,
形成所述标记的步骤包括:在将参数a、b、n分别定义为
a:所述单元的一边的长度;
b:所述标记用激光束的脉冲直径;
n:每个所述单元的所述标记用激光束的扫描数的情况下,以满足式3,并且在所述列方向上相邻的所述激光槽彼此相互重叠的方式,向所述各单元照射所述标记用激光束,
b×n/a>1···(3)。
11.根据权利要求10所述的方法,其特征在于,
在形成所述标记的步骤之前,还包括重复多列地执行向所述金属部件的表面照射基底用激光束并且使所述基底用激光束沿着规定的第二方向进行的扫描,从而在所述金属部件的表面形成基底区域的步骤,
通过所述基底区域和所述标记的组合从而构成呈规定图案的识别码,
形成所述标记的步骤包括向所述基底区域上照射所述标记用激光束的步骤。
12.根据权利要求10所述的方法,其特征在于,
还包括重复多列地执行向所述金属部件的表面照射基底用激光束并且使所述基底用激光束沿着规定的第二方向进行的扫描,从而在所述金属部件的表面形成基底区域的步骤,
通过所述基底区域和所述标记的组合从而构成呈规定图案的识别码,
所述基底区域和所述标记分别形成于彼此不重叠的区域。
13.根据权利要求11所述的方法,其特征在于,
所述第一方向与所述第二方向交叉。
14.根据权利要求12所述的方法,其特征在于,
所述第一方向与所述第二方向交叉。
15.根据权利要求11~14中任意一项所述的方法,其特征在于,
所述基底用激光束是脉冲状的激光,所述基底用激光束在所述第二方向上以光斑直径以下的进给间距并且在列方向上以光斑直径以下的排列间距进行扫描。
16.根据权利要求11~14中任意一项所述的方法,其特征在于,
形成所述基底区域的步骤包括:
重复多列地执行以第一输出向所述金属部件的表面照射所述基底用激光束并且使所述基底用激光束沿着所述第一方向进行的扫描的步骤;以及
重复多列地执行以比所述第一输出低的第二输出向以所述第一输出照射了所述基底用激光束的区域照射所述基底用激光束并且使所述基底用激光束沿着所述第一方向进行的扫描的步骤。
17.根据权利要求10所述的方法,其特征在于,
所述标记是利用所述标记用激光束使所述金属部件的表面氧化而成的黑色标记。
18.一种金属产品,其通过基底区域和标记的组合从而在金属部件的表面形成有呈规定图案的识别码,
所述基底区域构成为,排列有多列沿着规定的第一方向延伸的激光槽,
所述标记构成为,排列有多列沿着不同于所述第一方向的规定的第二方向延伸的激光槽。
19.根据权利要求18所述的金属产品,其特征在于,
所述第二方向与所述第一方向交叉。
20.根据权利要求19所述的金属产品,其特征在于,
所述基底区域构成为,在所述第一方向上脉冲痕迹以光斑直径以下的进给间距排列,并且在列方向上脉冲痕迹以光斑直径以下的排列间距排列,
所述标记构成为,在所述第二方向上脉冲痕迹以光斑直径以下的进给间距排列,并且在列方向上脉冲痕迹以规定的排列间距排列。
21.根据权利要求18~20中任意一项所述的金属产品,其特征在于,
所述标记是使所述金属部件的表面氧化而成的黑色标记。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111499408.4A CN114160986A (zh) | 2017-04-14 | 2018-02-06 | 金属产品的制造方法以及金属产品 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017080582A JP6843686B2 (ja) | 2017-04-14 | 2017-04-14 | 金属製品の製造方法及び金属製品 |
| JP2017-080582 | 2017-04-14 | ||
| PCT/JP2018/004071 WO2018189988A1 (ja) | 2017-04-14 | 2018-02-06 | 金属製品の製造方法及び金属製品 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111499408.4A Division CN114160986A (zh) | 2017-04-14 | 2018-02-06 | 金属产品的制造方法以及金属产品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110494251A CN110494251A (zh) | 2019-11-22 |
| CN110494251B true CN110494251B (zh) | 2021-12-21 |
Family
ID=63792401
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880024445.XA Active CN110494251B (zh) | 2017-04-14 | 2018-02-06 | 金属产品的制造方法以及金属产品 |
| CN202111499408.4A Pending CN114160986A (zh) | 2017-04-14 | 2018-02-06 | 金属产品的制造方法以及金属产品 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111499408.4A Pending CN114160986A (zh) | 2017-04-14 | 2018-02-06 | 金属产品的制造方法以及金属产品 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US11366994B2 (zh) |
| EP (1) | EP3610980B1 (zh) |
| JP (1) | JP6843686B2 (zh) |
| CN (2) | CN110494251B (zh) |
| WO (1) | WO2018189988A1 (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7538531B2 (ja) | 2018-09-20 | 2024-08-22 | 国立大学法人 東京医科歯科大学 | レンチウイルスベクター産生の増強方法 |
| JP7099936B2 (ja) * | 2018-11-15 | 2022-07-12 | 株式会社三井ハイテック | 鉄心製品及び鉄心製品の製造方法 |
| CN110458271B (zh) * | 2019-08-01 | 2024-03-22 | 大有智能科技(嘉兴)有限公司 | 防伪标志的制作方法、设备、验证方法、设备与处理系统 |
| EP3950211B1 (en) * | 2020-08-03 | 2024-05-15 | Toyota Jidosha Kabushiki Kaisha | Method of manufacturing a metal member |
| JP7154344B1 (ja) | 2021-05-13 | 2022-10-17 | 日東電工株式会社 | 配線回路基板および配線回路基板集合体シート |
| LU103058B1 (de) | 2023-01-05 | 2024-07-05 | Fusion Bionic Gmbh | Oberflächenstrukturiertes substrat mit einem schwarzmarkierungsbereich |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI92112C (fi) * | 1992-11-09 | 1994-09-26 | Partek Cargotec Oy | Menetelmä taustastaan tummempina erottuvien alueiden muodostamiseksi kirkkaaseen metallipintaan ja tällä tavoin värjättyjä alueita käsittävä metallipinta |
| JP2562423B2 (ja) * | 1994-11-25 | 1996-12-11 | 上田日本無線株式会社 | バーコードのマーキング方法 |
| JP3259014B2 (ja) * | 1996-07-24 | 2002-02-18 | ミヤチテクノス株式会社 | スキャニング式レーザマーキング方法及び装置 |
| JPH1119193A (ja) | 1997-06-27 | 1999-01-26 | Zexel Corp | 殺菌処理用ブース |
| JP3557512B2 (ja) * | 1997-12-03 | 2004-08-25 | ミヤチテクノス株式会社 | 2次元バーコードのレーザマーキング方法 |
| JP2913475B1 (ja) * | 1998-02-17 | 1999-06-28 | 一男 佐藤 | 二次元コードの形成方法 |
| JP3010293B1 (ja) | 1999-01-28 | 2000-02-21 | 一男 佐藤 | 二次元コ―ドの形成方法 |
| JP4098937B2 (ja) * | 1999-11-24 | 2008-06-11 | ミヤチテクノス株式会社 | 二次元バーコードのレーザマーキング方法及び装置 |
| JP2002205178A (ja) * | 2000-12-28 | 2002-07-23 | Hitachi Constr Mach Co Ltd | レーザマーキング方法 |
| JP2008265344A (ja) * | 2003-01-28 | 2008-11-06 | Iwakura Yosetsu Kogyosho:Kk | レーザによるカラーマーキング方法 |
| WO2005015478A1 (ja) * | 2003-08-11 | 2005-02-17 | Technology Transfer Service Corp. | 2次元コードの形成方法及び形成装置 |
| JP4454264B2 (ja) | 2003-08-12 | 2010-04-21 | アライ株式会社 | 2次元コードの形成方法及び2次元コードの形成装置 |
| US7005603B2 (en) * | 2004-04-02 | 2006-02-28 | Hewlett-Packard Development Company, L.P. | Laser marking |
| JP4575812B2 (ja) * | 2005-03-15 | 2010-11-04 | 株式会社キーエンス | レーザーマーキング装置及びそれを用いたバーコード印字方法 |
| GB0522087D0 (en) | 2005-10-28 | 2005-12-07 | Powerlase Ltd | A method of laser marking a surface |
| JP4910100B2 (ja) * | 2006-07-06 | 2012-04-04 | 日本ケミコン株式会社 | 電子部品の金属ケース |
| JP5397070B2 (ja) * | 2008-08-13 | 2014-01-22 | 株式会社リコー | 制御装置、レーザ照射装置、最適化フォントデータdb、記録方法、プログラム、記憶媒体 |
| JP5424863B2 (ja) * | 2009-12-26 | 2014-02-26 | 京セラ株式会社 | ドリルの識別記号付与方法 |
| JP5432036B2 (ja) * | 2010-03-31 | 2014-03-05 | パナソニック デバイスSunx株式会社 | レーザマーキング装置及びレーザマーキング方法 |
| JP2012148308A (ja) | 2011-01-19 | 2012-08-09 | Keyence Corp | 印字品質評価システム、レーザマーキング装置、印字条件設定装置、印字品質評価装置、印字条件設定プログラム、印字品質評価プログラム、コンピュータで読み取り可能な記録媒体 |
| EP2692474B1 (en) * | 2011-03-30 | 2018-04-04 | NGK Insulators, Ltd. | Method for marking metal member |
| US20140015170A1 (en) * | 2012-07-10 | 2014-01-16 | Electro Scientific Industries, Inc. | Method and apparatus for marking an article |
| CN205764438U (zh) * | 2015-02-09 | 2016-12-07 | 司浦爱激光技术英国有限公司 | 激光焊缝和包括激光焊缝的物品 |
-
2017
- 2017-04-14 JP JP2017080582A patent/JP6843686B2/ja active Active
-
2018
- 2018-02-06 WO PCT/JP2018/004071 patent/WO2018189988A1/ja unknown
- 2018-02-06 CN CN201880024445.XA patent/CN110494251B/zh active Active
- 2018-02-06 EP EP18783821.4A patent/EP3610980B1/en active Active
- 2018-02-06 CN CN202111499408.4A patent/CN114160986A/zh active Pending
-
2019
- 2019-10-10 US US16/597,857 patent/US11366994B2/en active Active
-
2022
- 2022-05-19 US US17/748,100 patent/US20220277180A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018176230A (ja) | 2018-11-15 |
| US11366994B2 (en) | 2022-06-21 |
| CN110494251A (zh) | 2019-11-22 |
| US20200042848A1 (en) | 2020-02-06 |
| WO2018189988A1 (ja) | 2018-10-18 |
| EP3610980A1 (en) | 2020-02-19 |
| JP6843686B2 (ja) | 2021-03-17 |
| EP3610980B1 (en) | 2024-09-25 |
| US20220277180A1 (en) | 2022-09-01 |
| EP3610980A4 (en) | 2021-09-01 |
| CN114160986A (zh) | 2022-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110494251B (zh) | 金属产品的制造方法以及金属产品 | |
| EP3406391B1 (en) | Metal product manufacturing method | |
| KR100268681B1 (ko) | 세라믹 그린시트에 관통홀을 형성하는 방법 및 장치 | |
| CN106061746B (zh) | 具有标识码的玻璃片材 | |
| JP4910100B2 (ja) | 電子部品の金属ケース | |
| EP1369230A1 (en) | Method of manufacturing an engraved plate | |
| US8442297B2 (en) | Methods of evaluating the quality of two-dimensional matrix dot-peened marks on objects and mark verification systems | |
| WO2019216276A1 (ja) | 金属製品の製造方法及び金属製品 | |
| JP2018176230A5 (zh) | ||
| JP2021087997A (ja) | 金属製品の製造方法及び金属製品 | |
| CN114730141A (zh) | 用于柔印版的持久标记的系统和方法以及利用其标记的版 | |
| CN114127918A (zh) | 陶瓷基板及其制造方法、复合基板及其制造方法以及电路基板及其制造方法 | |
| DE102005025474A1 (de) | Verfahren zum Bestimmen der Position eines Bezugspunktes | |
| CN113299479B (zh) | 层叠芯片部件的制造方法 | |
| US11710327B2 (en) | Identification of 3D printed objects | |
| DE102015119647A1 (de) | Verfahren zum Herstellen einer integrierten Schaltung mit Einprägung, integrierte Schaltung mit Einprägung, Einrichtung zum Ausbilden einer integrierten Schaltung mit Einprägung und Verifikationssystem für eine integrierte Schaltung mit Einprägung | |
| US20140175705A1 (en) | Manufacturing method for substrate | |
| CN112445061B (zh) | 掩模板的定位点制作方法和掩模板 | |
| JPH09129504A (ja) | 積層型電子部品の製造方法 | |
| JP2006013004A (ja) | 板状部材の分割方法および該分割方法を用いて製造された基板 | |
| CN220233166U (zh) | 电子部件 | |
| US20240155769A1 (en) | Method for forming functional layer, method for manufacturing electronic component, and electronic component including functional layer | |
| JP4484080B2 (ja) | 積層電子部品の製造方法 | |
| JP2949503B2 (ja) | 印字ヘッド | |
| JP2001512293A (ja) | ウェハマーキング |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |