CN1102501C - 涂敷装置、印刷装置、成像装置、印刷系统及印刷方法 - Google Patents
涂敷装置、印刷装置、成像装置、印刷系统及印刷方法 Download PDFInfo
- Publication number
- CN1102501C CN1102501C CN98800334A CN98800334A CN1102501C CN 1102501 C CN1102501 C CN 1102501C CN 98800334 A CN98800334 A CN 98800334A CN 98800334 A CN98800334 A CN 98800334A CN 1102501 C CN1102501 C CN 1102501C
- Authority
- CN
- China
- Prior art keywords
- image forming
- forming medium
- imaging
- imaging device
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F7/00—Rotary lithographic machines
- B41F7/02—Rotary lithographic machines for offset printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
- B41F27/005—Attaching and registering printing formes to supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F7/00—Rotary lithographic machines
- B41F7/02—Rotary lithographic machines for offset printing
- B41F7/10—Rotary lithographic machines for offset printing using one impression cylinder co-operating with several transfer cylinders for printing on sheets or webs, e.g. satellite-printing units
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N1/00—Scanning, transmission or reproduction of documents or the like, e.g. facsimile transmission; Details thereof
- H04N1/00127—Connection or combination of a still picture apparatus with another apparatus, e.g. for storage, processing or transmission of still picture signals or of information associated with a still picture
- H04N1/00278—Connection or combination of a still picture apparatus with another apparatus, e.g. for storage, processing or transmission of still picture signals or of information associated with a still picture with a printing apparatus, e.g. a laser beam printer
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Multimedia (AREA)
- Signal Processing (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Printing Methods (AREA)
- Rotary Presses (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
Abstract
本发明涉及涂敷装置、印刷装置、成像装置、成像方法、成像介质、印刷系统及印刷方法,是一种单张纸的印刷装置(1001),包括:对压印滚筒(1031、1032)正切的多个橡皮滚筒(1051-1054)、对各橡皮滚筒正切的印版滚筒(1041-1044)以及分别对各印版滚筒涂敷油墨的油墨涂敷装置(1061-1064),多个油墨涂敷装置(1061-1064)大致沿重力方向排列,向印刷装置供给单张纸的记录介质的供给装置(1020)和排出装置(1070)相对于橡皮滚筒被设置在与油墨涂敷装置设置侧相反的一侧,该印刷装置可容易地进行背面印刷,作业性良好。
Description
技术领域
本发明涉及涂敷装置、印刷装置、成像装置、成像方法、成像介质、印刷系统及印刷方法。
背景技术
有关这种印刷装置的技术,例如已知有日本发明专利公开1979年152504号公报(与美国发明专利第4280406号对应)、日本发明专利公告1980年28860号公报(与美国发明专利第4141293号对应)和日本发明专利公告1991年71983号公报等公开的技术,所有这些文献的内容均已在本说明书中加以引用。
日本发明专利公开1979年152504号公报的印刷装置如图29所示,它是将卷筒纸状的用纸的供给侧和被裁断单张化的用纸的排出侧设置在油墨涂敷装置设置侧的另一侧,通过将位于油墨涂敷装置设置侧的印版滚筒1041-1044和橡皮滚筒1051-1054装入可滑动拉出的同一框架组内,使其容易进行印版调换,由此,便于印刷格式的变更,改善印刷装置的操作性。
另外,如图30所示,日本发明专利公告1980年28860号公报的印刷装置是通过将多个印刷组件纵向排列,对连续纸进行多色印刷,并减小印刷装置的占地面积,同时又通过将油墨涂敷装置设置在同一侧上,使其容易进行印版调换。又如图31所示,日本发明专利公告1991年71983号公报的印刷装置是在多色印刷装置中,通过使用无水的印版、节省了湿水装置等的设置场所,在所述节省的场所按每个印版滚筒方式设置给排版装置,改善了操作性。
作为这些印刷装置中采用的涂敷装置的技术,例如已知有日本发明专利公开1982年178872号公报、日本实用新型专利公开1981年76438号公报和日本发明专利公告1992年68147号公报公开的技术。这些技术都是采用了印刷机械的油墨涂敷技术,大多使用无水的平版印刷和凸版印刷等方式。其中,日本发明专利公告1992年68147号公报的技术是一种装有表面有弹性的涂敷滚轮以及可对所述涂敷滚轮外周面进退自如的对所述外周面形成的涂敷膜厚度调整用的刮刀片结构的涂敷装置,在使用高粘性的油墨等场合,是一种非常有效的涂敷技术。
作为涂敷滚轮上的涂敷膜厚度的设定方法,这些涂敷装置采用的技术特征都在于使用了刮刀片。例如,如图32所示,在日本发明专利公告1992年68147号公报的技术中的油墨涂敷装置即油墨组件1002包括:具有弹性层的油墨着色滚轮1201、刮刀片1202、刮刀片进退调整用的偏心凸轮1203、搅拌滚轮1210、1211以及表面有弹性的辅助油墨着色滚轮1212。油墨着色滚轮1201、刮刀片1202、配置在油墨着色滚轮1201轴向两端的侧板1207、1208和油墨壶1206形成了一个被围住的油墨贮存空间1205,在油墨贮存空间1205中存有印刷用油墨i。
另外,通过与油墨着色滚轮1201一体转动的未图示的小齿轮和与印版滚筒1015一体转动的未图示的大齿轮啮合,从而使油墨着色滚轮1201和印版滚筒1015在接触部上,以相同的周速同步旋转。
并且,油墨组件1002的结构是,通过装在轴1204上的偏心凸轮1203转动,使刮刀片1202沿箭头A方向进退,从而改变刮刀片1202与油墨着色滚轮1201的压接状态,对油墨着色滚轮1201外周面形成的涂敷膜厚度进行调整。
以往,这种印刷装置中使用的成像介质即印刷版的制作一般是以照相制版方式将制版用的金属板印刷胶片制成PS版等。又由于制版装置和印刷装置通常是各自独立的装置,因此多色印刷时的各色成像介质相互间的定位通常按照以下要领进行。
首先,将规矩线等的方位标记描在各色的成像介质上,将所述各色的成像介质卷装在印刷装置的各个印版滚筒上,再将油墨供给所述各色的成像介质在纸等的记录介质上进行印刷。然后,对所述各色的成像介质的印刷装置内部的位置和印刷时间配合进行调整,直至与所述记录介质上印刷的方位标记位置相一致,从而决定出所述每种颜色的成像介质的相互位置。
然而,近年来,以与成像数据对应的数字的成像信息为基础制作成像介质即印刷版的成像装置的应用趋向增多。作为这种成像装置中的成像介质的固定方法,已知有日本发明专利公开1991年24549号公报(与美国发明专利第5094933号对应)和日本发明专利公开1993年8366号公报公开的技术,所有这些文献的内容均已在本说明书中加以引用。
在日本发明专利公开1991年24549号公报的装置中,如图33所示,在卷筒纸状的成像介质上进行成像后,按所需尺寸裁断所述成像介质,再经显象,由运送滚轮或传送带进行传送。
另外,在日本发明专利公开1993年8366号公报的装置中,如图34所示,将成像介质卷绕在安装体上使其转动,由能量射束照射进行成像,印刷滚筒上的成像介质的固定方法有皿头螺钉式固定以及粘合剂等方式的粘接。
另外,在将成像介质卷绕在安装体上使其转动并由能量射束照射的成像技术方面,上述日本发明专利公开1993年8366号公报的成像装置结构是,使装有成像介质的安装体转动、在将能量射束沿所述成像介质圆周方向扫描的同时、通过滚珠丝杠将具有半导体激光的激光块进行所述安装体的轴向扫描。
所述安装体的轴和所述滚珠丝杠相对于所述安装体的轴向平行配置,在对所述安装体每旋转一圈的圆周方向扫描时,对所述轴向进行扫描。这一扫描动作在达到成像介质整个面后进行成像。
又如图35所示,在日本发明专利公开1996年72311号公报的成像装置中,通过从具有多个能量射束照射源的多个记录头进行能量射束的照射,对卷绕在安装体上转动的成像介质进行成像。卷绕在所述安装体上转动的成像介质通过旋转在圆周方向扫描的同时,用线性马达等使所述多个记录头沿所述安装体轴向扫描。为此,所述安装体的回转轴以及使所述多个记录头沿所述安装体轴向扫描的线性马达等的车架装置相对于所述安装体的回转轴方向呈平行配置。
所述能量射束的照射位置是由检测所述能量射束的射束点光位置的检测装置和根据来自该检测装置的输出对所述射束点光向所述安装体的照射位置进行修正的装置来决定。
例如在图29所示的日本发明专利公开1979年152504号公报的印刷装置中,出现了单张用纸的给纸不能背面印刷的问题。并且,由于压印滚筒1031的抓取用纸的爪的圆周方向间隔比想要印刷的单张用纸行进方向的长度短,再加上用纸同时在两个部位被压印滚筒1031和橡皮滚筒夹持,用纸受到张力作用出现印刷偏斜的问题。另外,为了解决这一问题,如果加大抓取用纸的爪之间的间隔,则在3色以上印刷时,会产生不能配置油墨涂敷装置等问题。
另一方面,为配置油墨涂敷装置,如增大压印滚筒1031,使压印滚筒1031的直径过大,就必然会使整个印刷装置体积增大,不仅需要很大的设置场所,而且会使压印滚筒1031成本昂贵,其结果产生印刷装置价格增高的问题。
另外,采用日本发明专利公告1980年28860号公报的方法时,被限定为使用连续卷筒纸的印刷装置不能适用于单张用纸的印刷装置。在日本发明专利公告1991年71983号公报的技术中,由于在两个油墨涂敷装置中共用1个橡皮滚筒,会产生不能进行三原色印刷的问题。又由于在两个油墨涂敷装置中共用1个橡皮滚筒,在印刷装置的结构方面不能加大油墨涂敷装置的间隔,产生影响印版调换的作业性差的问题。在日本发明专利公告1991年71983号公报中,为改善作业性,使用了给排版装置,但使用给排版装置虽然可便于印版调换,然而出现了印刷装置成本增高的问题。
在日本发明专利公告1992年68147号公报的油墨涂敷装置中,因刮刀片部积存的纸粉等原因,造成了图6所示的涂敷膜表面圆周方向上的条纹状的缺陷。即,在刮刀片部因纸粉等原因被堵塞时,油墨着色滚轮1201因堵塞部而产生挠曲使油墨溢出。由此使该部分的油墨层增厚,并使积存的纸粉等将刮刀片1202与油墨着色滚轮1201之间堵塞,从而产生所述油墨层上的圆周方向条纹状缺陷1252的现象。
如图6所示,这种条纹状缺陷在涂敷滚轮上的油墨层上残留形成很深的槽沟,故单用搅拌滚轮是很难消除的,十分麻烦。
在日本发明专利公开1991年24549号公报的成像装置中,曝光、显象后的成像介质即印刷版在由内袋的切断装置切断后进行自动安装。但在这种成像装置中,由于多色的印刷装置不能正确地进行各色的成像介质相互印刷位置的定位,其结果是存在必须在连续印刷之前要重新调整成像介质位置的问题。
在日本发明专利公开1993年8366号公报的装置中,对印版滚筒的成像介质的固定方法介绍有用皿头螺钉或粘合剂层固定的方法。然而,这样的方法仍然不能对成像介质和印刷图形正确定位。另外,在该公报中,除了采用皿头螺钉或粘合剂层的方法之外,没有对成像介质和印刷图形定位的具体方法作出介绍。因此,在由日本发明专利公开1993年8366号公报记载的装置制作的成像介质在向印刷装置安装成像介质时只能按照另外介绍过的使方位标记位置对齐等方法来进行定位。
另一方面,众所周知,现已出现了在印刷装置中配设成像用的激光头等的装置。这种装置是将成像介质卷装在印版滚筒上进行成像,再原封不动地供给油墨进行印刷。因此,这样的装置在每一种颜色上如能完全对应于印版滚筒与成像头之间的位置关系,则可省去印刷时成像介质的定位,或者至少可大幅度地简易化。
然而,若在印刷装置内部设置成像用的头部,则在印刷中不能进行成像,在成像中不能进行印刷。因此,不得不使印刷装置或成像装置作成单体,而降低生产效率。加之,成像用的头部是一种昂贵的装置,占成像装置成本的大半,故若在每种颜色的印版滚筒上安装这一头部,就会使装置整体成本明显增高。并且,成像装置相对于印刷装置不需要1台对1台地配置,通常可由1台成像装置制成若干台印刷装置所用的成像介质。因此,与将印刷装置和成像装置作成不同的构成体配设的场合相比,上述装置那样的在印刷装置内部设置成像装置的方法从生产率和装置成本角度来考虑,则明显不利。
如前所述,多色印刷时的各种颜色的成像图形相互的定位一般是通过在印刷装置内部的调整印版位置和时间配合来进行的,以使各色的记录介质中印刷的方位标记位置一致。因此,仅将成像装置直接制成的成像介质安装在印刷装置上不能对成像介质进行正确定位。
并且,由于别的原因,至今尚无为调整成像介质位置必需的定位孔尺寸和成像介质端部的倒角等加工的方法以及为提高成像装置中的成像介质安装精度而在成像介质安装体上进行表面涂层处理的装置。
另一方面,以往在将成像介质卷装的安装体以一定速度连续回转的同时,使具有多个射束照射源的射束照射装置以一定速度沿所述安装体回转轴方向连续扫描方式进行成像的场合下,相对于成像介质本来的成像区域基准方向会出现制成的图像倾斜的问题。
即,在图34所示的成像装置中,在使成像介质以圆周速度Vr沿箭头R方向(安装体的回转方向)回转、射束照射装置以送进速度Vy沿箭头S方向(安装体的回转轴方向)扫描时,如图27A所示,成像介质2018的成像区域2091内形成的成像点2092以成像区域2091的沿箭头方向93的长方形矩阵状排列为最理想。
然而,在图34所示的成像装置中,由于安装体一边回转一边使射束照射装置沿回转轴方向扫描,将成像介质2018按照其成像区域的基准方向与作为安装体的印版滚筒2011的回转轴平行的方式进行安装。并使射束照射装置的扫描方向与箭头S方向完全一致(图27A-图27C中的θ=0)时,会出现成像点2092形成图27B所示的平行四边形的问题。
本发明的第1目的在于改进以往技术的缺点,提供背面印刷容易而又作业性良好的多色印刷装置。
本发明的第2目的在于提供印刷品质良好、印刷装置设置场地无需很大的价格低廉的多色印刷装置。
本发明的第3目的在于提供可在很小的场所内进行印刷品质优良而又简单的双面印刷方法。
本发明的第4目的在于改进以往技术的缺点,提供即使在涂敷高粘性油墨时也不易产生因纸粉等造成的在涂敷膜表面圆周方向上的条纹状缺陷的涂敷装置。
本发明的第5目的在于改进以往技术的缺点,在将成像装置和印刷装置按原样不变制成不同的构成体场合下提供可容易实现印刷时的印刷位置定位的成像装置、印刷装置、印刷系统及成像方法和印刷方法。
本发明的第6目的在于改进以往技术的缺点,对成像介质制成的图像不倾斜,在将成像装置和印刷装置作成不同的构成体的状态下可容易地进行成像时的成像介质的定位,限制成像介质中的图像位置出现倾斜,使其处在正确的位置,提供印刷装置中的可容易进行印刷版定位作业的、价格低廉的成像装置和成像方法及印刷系统。
发明概况
本发明提供的多色印刷装置是一种单张纸的印刷装置,包括对压印滚筒正切的多个橡皮滚筒、对所述各橡皮滚筒正切的印版滚筒以及对所述各印版滚筒分别涂敷油墨的油墨涂敷装置,其特点在于,所述多个油墨涂敷装置大致沿重力方向排列,向所述印刷装置供给单张纸的记录介质的供给装置和排出装置相对于所述橡皮滚筒被设置在与所述油墨涂敷装置的设置侧反向的一侧。
本发明较佳形态是提供压印滚筒数为多个的多色印刷装置。
又,本发明较佳形态提供的多色印刷装置,其特点在于,所述单张纸的记录介质的供给装置位于排出装置的下侧,所述单张纸的记录介质从下侧向上侧流动。
又,本发明较佳形态提供的多色印刷装置,其特点在于,所述油墨涂敷装置包括,有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如的对所述外周面形成的涂敷膜厚度进行调整的刮刀片。
又,本发明较佳形态提供的多色印刷装置,其特点在于,所述多个压印滚筒为2倍压印滚筒,通过3倍递纸滚筒进行所述2倍压印滚筒间的记录介质传送。
又,本发明较佳形态提供的多色印刷装置,其特点在于,所述多个压印滚筒为3倍压印滚筒,通过2倍递纸滚筒进行所述3倍压印滚筒的记录介质传送。
又,本发明较佳形态提供的多色印刷装置,其特点在于,设置有将已印刷的单张纸的记录介质从最后的所述橡皮滚筒与最后的所述压印滚筒之间排出后使所述单张纸的记录介质上的着色剂干燥的装置。
又,本发明较佳形态提供的多色印刷装置,其特点在于,将被印刷的单张纸的记录介质层叠放置的排出台的结构可呈水平方向回转,使所述被印刷叠放后的单张纸的记录介质方向可法向180度回转。
又,本发明较佳形态提供的多色印刷装置,其特点在于,设置有将所述被印刷叠放后的单张纸的记录介质方向在所述记录介质的法向180度回转后,使所述排出台向所述供给装置的所述记录介质提供给位置移动的排出台移动装置。
又,本发明较佳形态提供的多色印刷装置,其特点在于,所述印版滚筒可卷装不需用水的印版。
又,本发明另一种形态提供的双面印刷方法,是在具有对压印滚筒正切的多个橡皮滚筒、对所述橡皮滚筒正切的印版滚筒以及对所述各印版滚筒分别涂敷油墨大致呈重力方向排列的油墨涂敷装置的印刷装置中,其特点在于,从所述油墨涂敷装置设置侧相反一侧的记录介质供给位置对所述橡皮滚筒供给记录介质,使所述单张纸记录介质从所述橡皮滚筒与所述压印滚筒之间通过,将油墨图像转印在所述记录介质的第1个面上,将来自所述相反一侧排出的所述记录介质叠放在排出台上,使所述排出台进行所述记录介质法向180度回转的同时,将所述叠放后的记录介质提供给所述记录介质供给位置,使所述记录介质从所述橡皮滚筒与所述压印滚筒之间再次通过,将油墨图像转印在所述记录介质的第2个面上。
又,本发明提供的涂敷装置,包括具有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如地对所述外周面形成的涂敷膜厚度进行调整的刮刀片,其特点在于,至少设置1个使所述涂敷滚轮上涂敷膜表面平坦化的构件。
又,本发明较佳形态提供的涂敷装置,其特点在于,设置有多个所述涂敷膜表面平坦化的构件。
又,本发明较佳形态提供的涂敷装置,其特点在于,至少1个所述涂敷膜表面的平坦化构件为刀片。
又,本发明较佳形态提供的涂敷装置,其特点在于,至少1个所述涂敷膜表面的平坦化构件为滚轮,其周速慢于所述涂敷滚轮,回转方向与所述涂敷滚轮相同。
又,本发明较佳形态提供的涂敷装置,其特点在于,至少1个所述涂敷膜表面的平坦化构件相对于所述涂敷滚轮的行进方向被设置在所述刮刀片的上游侧。
又,本发明较佳形态提供的涂敷装置,其特点在于,至少1个所述涂敷膜表面的平坦化构件相对于所述涂敷滚轮的被涂敷面的行进方向被设置在所述刮刀片的下游侧。
又,本发明较佳形态提供的涂敷装置,其特点在于,所述至少1个涂敷膜表面的平坦化构件为刀片,所述刮刀片以及平坦化构件的刀片导入侧前端边缘呈圆弧状,所述刮刀片的曲率半径相同于或大于所述平坦化刀片的曲率半径。
又,本发明较佳形态提供的涂敷装置,相对对于所述涂敷滚轮的被涂敷面的行进方向,在所述涂敷滚轮的上游侧和下游侧设有辅助涂敷滚轮,在所述涂敷滚轮与所述辅助涂敷滚轮之间设置有同时与所述涂敷滚轮和所述辅助涂敷滚轮抵接的轴向摆动的搅拌滚轮。
又,本发明另一形态提供的印刷装置,系由上述任一种涂敷装置和从该涂敷装置接受油墨供给的卷装印版的印版滚筒所组成。
又,本发明又一形态提供的涂敷装置,包括具有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如的对所述外周面形成的涂敷膜厚度进行调整的刮刀片,其特点在于,相对于所述涂敷滚轮的被涂敷面的行进方向,在所述涂敷滚轮的上游侧和下游侧分别设有至少1个辅助涂敷滚轮,在所述涂敷滚轮与所述辅助涂敷滚轮之间设置有同时与所述涂敷滚轮和所述辅助涂敷滚轮抵接的轴向摆动的搅拌滚轮。
又,本发明又一形态提供的涂敷装置,包括具有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如的对所述外周面形成的涂敷膜厚度进行调整的刮刀片,其特点在于,相对于所述涂敷滚轮的行进方向,在所述涂敷滚轮的上游侧和下游侧分别设有至少1个辅助涂敷滚轮,在所述涂敷滚轮与所述辅助涂敷滚轮之间设置有同时与所述涂敷滚轮和所述辅助涂敷滚轮抵接的轴向摆动的搅拌滚轮,至少设有1个使所述涂敷滚轮上涂敷膜表面平坦化的构件。
又,本发明另一形态提供的涂敷装置,包括具有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如的对所述外周面形成的涂敷膜厚度进行调整的刮刀片,其特点在于,所述涂敷滚轮由非弹性体的回转轴以及将该回转轴内包的至少最表层采用聚氨脂的多层构造的弹性体组成,所述涂敷滚轮的弹性体各层的硬度越靠表层比内层越高。
又,本发明另一形态提供的涂敷装置,其所述涂敷滚轮表层的表面硬度根据JISA标准中的橡胶硬度,在40°以上。
又,本发明提供的印刷系统,包括通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置以及向成像后的所述成像介质供给油墨在记录介质上进行印刷的印刷装置,其特点在于,所述印刷装置中的所述成像介质的定位方法实际上是与所述成像装置中的所述成像介质的定位方法相同。
又,本发明较佳形态提供的印刷系统,其特点在于,成像介质向所述印刷装置上的固定方法实际上是与所述成像介质向所述成像装置上的固定方法相同。
又,本发明较佳形态提供的印刷系统,其特点在于,所述成像装置和所述印刷装置都是在印版滚筒上卷装成像介质的装置,所述成像装置的印版滚筒实际上与所述印刷装置的印版滚筒采用同一结构。
又,本发明较佳形态提供的印刷系统,其特点在于,所述成像装置中的成像介质的定位方法是通过设在所述成像介质上的定位孔与设在成像装置中的定位销嵌合来进行的。
又,本发明较佳形态提供的印刷系统,其特点在于,所述成像装置中的成像介质定位方法和所述印刷装置中的成像介质定位方法是通过将加工成规定形状的成像介质的顶靠部与所述成像装置或所述印刷装置的顶靠承接部的配合来进行的。
又,本发明较佳形态提供的印刷系统,其特点在于,所述成像装置中的成像介质定位方法是采用设在成像装置上的定位孔位置检测装置,根据检测设在所述成像介质上的定位孔的结构来进行的。
又,本发明较佳形态提供的印刷系统,其特点在于,所述印刷装置中的成像介质定位方法是通过将设在所述成像介质上的定位孔与设在所述印刷装置中的定位销嵌合来进行的。
又,本发明较佳形态提供的印刷系统,其特点在于,所述印刷装置中的成像介质定位方法是采用设在所述印刷装置中的定位孔位置检测装置,根据检测设在所述成像介质上的定位孔的结果来进行的。
又,本发明较佳形态提供的印刷系统,其特点在于所述成像装置中的成像介质定位方法是采用设在所述成像装置中的方位标记位置检测装置,根据检测成像之前设在所述成像介质上的方位标记位置的结果来进行的。
又,本发明较佳形态提供的印刷系统,其特点在于,所述印刷装置中的成像介质定位方法是采用设在印刷装置中的检测装置,根据检测印刷之前设在所述成像介质上的方位标记位置的结果来进行的。
又,本发明较佳形态提供的印刷系统,其特点在于,所述成像装置中的成像介质上的图像定位方法是采用设在所述成像装置中的方位标记位置检测装置,根据检测设在所述成像装置的成像介质安装体上的方位标记位置的结果来进行的。
又,本发明较佳形态提供的印刷系统,其特点在于,所述印刷装置中的印刷位置定位方法是采用设在印刷装置中的方位标记位置检测装置,根据检测设在所述印刷装置的成像介质安装体上的方法标记位置的结果来进行的。
又,本发明另一形态提供的印刷方法,其特点在于,在成像装置中进行成像介质定位,通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像,采用与所述成像装置实际上相同的定位方法,在印刷装置中进行该成像介质的定位,然后向所述成像介质供给油墨,在记录介质上进行印刷。
又,本发明另一形态提供的印刷方法,其特点在于,在成像装置中进行定位,采用与所述成像装置实际上相同的定位方法,在印刷装置中对通过能量射束的照射使与成像数据对应的成像特性产生变化的成像介质进行定位,然后向所述成像介质供给油墨,在记录介质上进行印刷。
又,本发明另一形态提供的成像装置,它是一种通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置,其特点在于,由该成像装置向成像后的所述成像介质提供油墨,采用与要在记录介质上印刷的印刷装置实际上相同的方法进行所述成像介质的定位。
又,本发明较佳形态提供的成像装置,其特点在于,所述成像装置一边使印版滚筒向第1回转方向回转,一边卷装成像介质,在此状态下进行成像,然后使所述印版滚筒向与第1回转方向相反的第2回转方向回转,同时将所述成像介质取出。
又,本发明另一形态提供的印刷装置,其特点在于,通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像,采用该成像装置向成像后的所述成像介质供给油墨,在记录介质上进行印刷,采用与所述成像装置实际上相同的方法进行所述成像介质的定位。
又,本发明另一形态提供的成像方法,其特点在于,通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像,使用该成像装置向成像后的所述成像介质提供油墨,采用与要在记录介质上印刷的印刷装置实际上相同的方法,在所述成像装置上进行所述成像介质的定位。
又,本发明另一形态提供的成像装置,其特点在于,在同一侧上设有向成像装置的成像介质供给装置和排出装置,一边使印版滚筒向第1回转方向回转,一边在所述印版滚筒上卷装来自所述供给装置提供的所述成像介质,在此状态下进行成像,在使所述印版滚筒向与所述第1回转方向相反的第2回转方向回转的同时,将所述成像介质取出,由所述排出装置排出。
又,本发明另一形态提供的成像装置,在通过将设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行成像装置的成像介质定位方法的成像装置中,其特点在于,所述成像介质的基材在使用树脂薄膜时,设在所述成像介质上的定位孔与设在所述成像装置中的定位销的嵌合状态被设定为,当所述定位孔开口直径大于所述定位销外径的场合,其差小于点间隔,当所述开口直径小于所述外径的场合,通过嵌合使所述定位孔处于不破损的范围。
又,本发明另一形态提供的印刷装置,在通过将设在所述成像介质上的定位孔与设在所述印刷装置中的定位销嵌合来进行印刷装置的成像介质定位方法的印刷装置中,其特点在于,所述成像介质的基材在使用树脂薄膜时,设在所述成像介质上的定位孔与设在所述印刷装置中的定位销的嵌合状态被设定为,当所述定位孔开口直径大于所述定位销外径的场合,其差小于点间隔,当所述开口直径小于所述外径的场合,通过嵌合使所述定位孔处于不破损的范围。
又,本发明另一形态提供的成像装置,在通过将设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行成像装置的成像介质定位方法的成像装置中,其特点在于,所述成像介质的基材在使用金属时,设在所述成像介质上的定位孔与设在所述成像装置中的定位销的嵌合状态被设定为,所述定位孔开口直径大于所述定位销外径,而且,其差小于点间隔。
又,本发明另一形态提供的印刷装置,在通过设在成像介质上的定位孔与设在所述印刷装置中的定位销嵌合来进行印刷装置的成像介质定位方法的印刷装置中,其特点在于,所述成像介质的基材在使用金属时,设在所述成像介质上的定位孔与设在所述印刷装置中的定位销的嵌合状态被设定为,所述定位孔开口直径大于所述定位销外径,而且,其差小于点间隔。
又,本发明另一形态提供的印刷系统,在通过设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行所述成像装置的成像介质定位方法的印刷系统中,其特点在于,所述成像介质的基材在使用树脂薄膜时,设在所述成像介质上的定位孔与设在所述成像装置中的定位销的嵌合状态被设定为,当所述定位孔开口直径大于所述定位销外径的场合,其差小于点间隔,当所述开口直径小于所述外径的场合,通过嵌合使所述定位孔处于不破损的范围。
又,本发明另一形态提供的印刷系统,在通过设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行所述成像装置的成像介质定位方法的印刷系统中,其特点在于,所述成像介质的基材在使用金属时,设在所述成像介质上的定位孔与设在所述成像装置中的定位销的嵌合状态被设定为,所述定位孔开口直径大于所述定位销外径,而且,其差小于点间隔。
又,本发明另一形态提供的印刷系统,在通过设在所述成像介质上的定位孔与设在成像装置中的定位销嵌合来进行所述成像装置的成像介质定位方法的印刷系统中,其特点在于,所述成像介质的基材为树脂薄膜和金属时,所述定位销与所述定位孔的大小、配置或形状至少有1个改变。
又,本发明另一形态提供的成像介质,其特点在于,通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像,使用该成像装置时,至少在成像面的反向侧面的成像装置向成像介质安装体上的卷绕初始侧端部经过了倒角加工。
又,本发明另一形态提供的成像介质,其特点在于,通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像,使用该成像装置时,按规定尺寸裁切时从成像面的反向侧面裁切加工。
又,本发明另一形态提供的成像装置,其特点在于,通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像,在该成像装置中,卷绕安装所述成像介质的安装体至少在圆周面上经过了比所述成像介质基材硬的表面处理。
又,本发明提供的成像装置,在通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置中,其特点在于,设置有卷装所述成像介质的安装体、回转驱动所述安装体的马达以及使所述能量射束的照射装置向与所述安装体回转轴方向大致相同的方向扫描的扫描装置,在将所述照射装置向与所述安装体回转轴方向大致相同的方向扫描时,使所述扫描方向相对于所述成像介质回转轴,实际上只需按所述扫描装置的扫描速度与卷装在所述安装体上的成像介质表面的圆周速度之比进行倾斜。
又,本发明提供的成像装置,在通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置中,其特点在于,设置有卷装所述成像介质的安装体、回转驱动所述安装体的马达以及使所述能量射束的照射装置向与所述安装体回转轴方向大致相同的方向扫描的扫描装置,并具有定位装置,该定位装置是在将所述成像介质向所述安装体安装时,使成像区域的基准方向相对于所述安装体的回转轴,实际上只需按所述扫描装置的扫描速度与卷装在所述安装体上的成像介质表面的圆周速度之比倾斜的方式,对所述成像介质进行定位。
又,本发明较佳形态提供的成像装置,其特点在于,使所述能量射束的照射装置的扫描方向相对于所述安装体的回转轴,实际上只需按所述扫描装置的扫描速度与卷装在所述安装体上的成像介质表面的圆周速度之比进行倾斜。
又,本发明较佳形态提供的成像方法,其特点在于,在将成像介质安装在安装体上,回转驱动所述安装体的同时,一边将能量射束的照射装置向与所述安装体回转轴方向大致相同的方向扫描,一边将能量射束从所述照射装置向所述成像介质照射,使所述成像介质上与成像数据对应的成像特性产生变化进行成像之际,在将所述成像介质向所述安装体卷装时,使成像区域的基准方向相对于所述安装体的回转轴,实际上,只需按所述照射装置的扫描速度与卷装在所述安装体的所述成像介质表面的圆周速度之比倾斜的方式安装所述成像介质。
又,本发明较佳形态提供的成像方法,其特点在于,在将所述能量射束的照射装置扫描时,使所述能量射束的扫描方向相对于所述安装体的回转轴,实际上只需按所述照射装置的扫描速度与卷装在所述安装体上的所述成像介质表面的圆周速度之比,以所述照射装置的射束照射方向作为轴进行倾斜状扫描。
又,本发明较佳形态提供的印刷系统,包括:通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置以及向成像后的所述成像介质供给油墨在记录介质上进行印刷的印刷装置,在如此结构的印刷系统中,其特点在于,所述成像装置设有卷装所述成像介质的成像用安装体、回转驱动所述成像用安装体的马达以及将所述能量射束的照射装置向与所述成像用安装体回转轴方向大致相同的方向扫描的扫描装置,并且,所述印刷装置设有将成像后的所述成像介质卷装的印刷用安装体以及回转驱动所述印刷用安装体的马达,在将所述成像介质卷装在所述成像用安装体上时,以及将成像后的所述成像介质卷装在所述印刷用安装体上时,向所述各安装体上安装的所述成像介质的卷装方向,实际上只需按所述能量射束的照射装置的扫描装置的扫描速度与卷装在所述成像用介质安装体上的所述成像介质表面的圆周速度之比,各自呈不同的方向。
又,本发明较佳形态提供的印刷系统,其特点在于,使所述能量射束的照射装置的扫描方向相对于所述成像介质的安装体的回转轴,实际上只需按所述扫描装置的扫描速度与卷装在所述成像介质的安装体上的所述成像介质表面的圆周速度之比,以所述照射装置的射束照射方向作为轴进行倾斜。
又,本发明较佳形态提供的印刷系统,其特点在于,所述印刷装置的成像介质的定位方法除了所述卷装方向不同外,其余与所述成像装置的定位方法实际上相同。
又,本发明较佳形态提供的印刷系统,其特点在于,向所述印刷装置上的所述成像介质的固定方法除了所述卷装方向不同外,其余与向所述成像装置的固定方法实际上相同。
又,本发明较佳形态提供的印刷系统,其特点在于,所述成像装置的成像介质的安装体和所述印刷装置的印刷版的安装体除了所述卷装方向不同外,其余结构实际上相同。
又,本发明较佳形态提供的成像装置,其特点在于,所述成像装置中的所述成像介质定位方法是通过设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行的。
又,本发明较佳形态提供的成像装置,其特点在于,所述成像装置中的所述成像介质定位方法和所述印刷装置中的所述成像介质定位方法是通过将加工成规定形状的所述成像介质的顶靠部与所述成像装置的顶靠承接部配合来进行的。
又,本发明较佳形态提供的成像装置,其特点在于,所述成像装置的所述成像介质上的图像定位方法是采用设在所述成像装置中的定位孔位置检测装置,根据检测设在所述成像介质上的定位孔的结果来进行的。
又,本发明较佳形态提供的成像装置,其特点在于,所述成像装置的所述成像介质上的图像定位方法是采用设在所述成像装置中的方位标记位置检测装置,根据检测设在所述成像装置的成像介质安装体的方位标记位置的结果来进行的。
又,本发明较佳形态提供的成像装置,其特点在于,所述成像装置的所述成像介质上的图像定位方法是采用设在所述成像装置中的方位标记位置检测装置,根据检测成像之前设在所述成像介质上的方位标记位置的结果来进行的。
在本发明中,所谓多个滚筒相互正切,是指各自的滚筒轴向实际上呈平行状态,使油墨或油墨图像相互可转印地接合。
在本发明中,所谓成像介质,是指包含对激光源等射束照射源的照射有特定反应显示层的多层结构的薄膜以及印刷版制作用金属板等。
上述特定的反应,根据反应的不同,大多数场合是被分金属成光子式和加热式两类中的某一种。
采用光子式时,特定反应的显示层即感光层是通过射束的光能量,使对于特定的溶剂的可溶性等物理化学特性起变化。也就是说,例如,使可溶性物质变为不可溶性,或者不可溶性物质变为可溶性。而且还能产生透光率的变化以及与表面的特定液体显现亲和性的特性变化。另外,在成像工序后,通过施加特定的溶剂进行的显像处理,可形成薄膜版和印版。
另一方面,采用加热式时,特定反应的显示层即感热层因射束的热能而被消去,或者会产生容易消去或难以消去等的变化。在单采用射束方式照射而不能完全消去照射部或非照射部的场合,可通过其后的物理性的后处理完全消去。这样,使成像介质表面产生物理性的凹凸,形成薄膜版和印版。
作为印刷用薄膜版,可分为设有银盐之类的感光层和设有光分解型树脂层与光重合型树脂层的光子式以及设有热破坏层和热接合层、热缩合层的加热式两种。
作为印刷用的印版,包括:如日本发明专利1994年186750号公报(与美国发明专利第5339737号对应,该文献的内容已成为本说明书的一部分)中记载的基板、在基板上形成的感热层(或感光层)以及在该感热层上形成的表面层,感热层和表面层最好采用对油墨或油墨回弹性的液体(湿水)等的印刷用液体具有不同亲和性的材料。
并且,也可以在感热层(感光层)与基板之间设置底漆层等,使其底漆层与表面层之间产生上述亲和性差异。作为加热式用的感热层,最好采用将碳黑分散在硝酸纤维素中的材料以及二氧化钛等的金属膜。
如上所述,在本发明说明书中,所谓成像介质的物理特性就是指有关成像介质中的受到或未受到射束照射部分之间的形状、化学亲和性或透光率等光学特性的特性。
在本发明中,所谓射束照射源除了产生激光束之类的光(包括所有的紫外线、可视光、红外线等的电磁波)射束的光源之外,还包括电子束等的粒子束等的发生源。另外,除了明确具有定向性的射束之外,通过静电印刷机等用的记录计电极等的放电等方法,结果可使成像介质微小部位上产生上述的物理特性变化的发生源均被包括在本发明中的射束照射源之内。
最合适的射束照射源是激光源以及将光纤维与光源的射出端连接式接合的该光纤维的射出端等。为使装置小型化,最好采用半导体激光作为激光源,想获得大功率时;最好使用氩离子激光和二氧化碳激光之类的气体激光或者称为YAG激光的固体激光。
在本发明中,所谓成像介质的安装体是指成像装置或印刷装置中将成像介质一体式固定的、向成像装置(成像用头部等)和印刷装置的记录介质运送路线的规定位置移动或固定成像介质用的构件。在印版滚筒上安装成像介质方式的装置中,印版滚筒就是安装体。除此之外,在圆筒鼓的内部安装成像介质方式的装置中,上述圆筒鼓就是安装体。另外,在配置平台时,成像介质的载置台就是安装体。
在本发明中,所谓成像介质的定位方法是指在成像装置或印刷装置的安装体上安装成像介质时的向安装体上的定位方法。较佳形态是采用如上所述的设在成像介质上的定位孔与设在安装体上相对应的定位销的方法等。
在本发明中,所谓定位孔的破损是指因物理性的力使定位孔变形失去原来功能的状态。例如,其中包括因塑性变形造成的定位孔径的扩大、孔中心位置的移动以及孔部位发生龟裂等现象。
另外,在本发明中,所谓成像介质的固定方法是指在成像装置或印刷装置的安装体上安装成像介质时的向安装体上的固定方法。
附图的简单说明
图1为本发明的多色印刷装置一实施形态的剖视图。
图2为本发明的多色印刷装置一实施形态的俯视图。
图3为本发明的多色印刷装置另一形态的剖视图。
图4为本发明的涂敷装置一实施形态的剖视图。
图5为本发明的表示刀片导出侧前边缘部形状的剖面图。
图6为印版滚筒上的圆周方向的条纹状缺陷的剖面图。
图7为将印版滚筒上的圆周方向的条纹状缺陷平坦化的剖面图。
图8为本发明的涂敷装置另一形态的油墨组件的剖视图。
图9为本发明的涂敷装置一实施例的剖视图。
图10为本发明的涂敷装置一实施例的俯视图。
图11为本发明的涂敷装置一实施形态的油墨组件的剖视图。
图12为本发明的涂敷装置一实施形态的另一种油墨组件的剖视图。
图13为本发明的成像装置一实施形态的轴测图。
图14为本发明的表示成像装置用的激光二极管排列的一实施形态的轴测图。
图15为本发明的表示成像装置用的纤维排列的一实施形态的轴测图。
图16为表示图15的光纤维射出端的主视图。
图17为说明倾斜排列用的主视图。
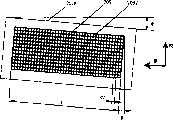
图18为本发明的成像装置用的成像介质一实施形态的俯视图。
图19为本发明的成像装置一实施形态的印版滚筒部的剖视图。
图20为本发明的成像装置另一实施形态的印版滚筒的剖视图。
图21为本发明的成像装置一实施形态的轴测图。
图22为本发明的成像装置一实施形态中的成像介质取出的说明图。
图23为本发明的成像装置的轴测图。
图24为本发明的成像装置一实施形态的轴测图。
图25为说明倾斜排列用的主视图。
图26为本发明的由成像装置制成的图像形状的说明图。
图27A至图27C为本发明的由成像装置制成的图像形状的说明图。
图28为本发明的成像装置一实施形态的轴测图。
图29为日本发明专利公开1979年152504号公报所公开的以往的多色印刷装置主视图。
图30为日本发明专利公告1980年28860号公报所公开的以往的多色印刷装置主视图。
图31为日本发明专利公告1991年71983号公报所公开的以往的多色印刷装置主视图。
图32为日本发明专利公告1992年68147号公报所公开的以往的涂敷装置剖视图。
图33为日本发明专利公告1991年24549号公报所公开的以往的成像装置概略剖视图。
图34为日本发明专利公告1993年8366号公报所公开的以往的成像装置轴测图。
图35为日本发明专利公告1996年72311号公报所公开的以往的成像装置轴测图。
实施发明用的最佳形态
下面,参照附图,对本发明的多色印刷装置及双面印刷方法的最佳的一实施形态作出说明。
图1为本发明的表示多色印刷装置一实施形态的概略剖视图。图2表示该形态的俯视图。
如图1所示,印刷装置1001具有框架本体1011和组件化的记录介质供给装置1020,并设置有送出滚筒1030、压印滚筒1031、1032、递纸滚筒1033、排出装置1070以及油墨涂敷装置1061、1062、1063、1064,在各油墨涂敷装置上,设有分别安装印刷版的印版滚筒1041、1042、1043、1044,并分别设有与各印版滚筒相接的橡皮滚筒1051、1052、1053、1054、另外,用纸的供给装置1020具有记录介质堆积器的给纸台1021、用纸拾取装置1022、作为用纸供给装置的用纸传送机1023、检测单张用纸的前端部进行给纸的送出滚筒1030以及供给用纸的给纸装置1024。
排出装置1070包括:从压印滚筒接受印刷后的单张纸的记录介质P的具有用纸把持装置的支杆1071、向排出台1073排出运送用纸的链式传送器1072、在叠放印刷后的记录介质的同时,在印刷结束后水平方向回转可沿记录介质法向180°改变的排出台1073以及对用链式传送器1072运送中的所述记录介质P进行干燥的干燥机1074。
在图1的印刷装置1001的印刷作业中,单张纸的记录介质P由人工或机械方式取出后,被整齐地叠放在图1所示的给纸台1021的规定位置。通过印刷装置1001的动作,被叠放在给纸台1021上的记录介质P受来自安装在用纸拾取装置1022上的未图示的气嘴的压缩空气喷射的作用,将记录介质P一张一张分开后,由用纸拾取装置1022将每张纸留有间隔地运送到用纸传送机1023。
被送到用纸传送机1023的记录介质P通过给纸装置1024,使记录介质的前端部位置在恰好符合回转的送出滚筒1030的用纸把持部动作的时间内送出,由送出滚筒1030的用纸把持装置将前端部夹住,向与送出滚筒1030同步回转的压印滚筒1031的用纸把持装置递送。
送出滚筒1030与压印滚筒1031的外径按照1对2的整数比例设计制成,所述各滚筒的用纸把持部按所述整数比,被设置在所述各滚筒上。即,送出滚筒1030设有1个部位、压印滚筒1031设有2个部位的用纸把持部(用纸把持部的滚筒外周方向的间隔与送出滚筒1030的滚筒外周长相符合)。记录介质P的供给间隔与压印滚筒1031的供给间隔相同,在送出滚筒1030的用纸把持部和压印滚筒1031的用纸把持部递送用纸的同时,用纸的把持部必须使滚筒之间互相不干涉。为使印刷装置小型化,本装置采用了1对2整数比的结构。
由压印滚筒1031的用纸把持装置夹住前端部的记录介质P与压印滚筒1031一起回转,按照橡皮滚筒1051与压印滚筒1031、橡皮滚筒1052与压印滚筒1031的接触部的顺序,被各自的接触部依次夹住,施加规定的压力。
此时,在橡皮滚筒1051、1052上,通过由油墨涂敷装置1061、1062分别供给的彩色油墨的作用,将卷在印版滚筒1041、1042上的印刷版1141、1142的图像图形分别作为油墨像被转印,所述各自的油墨像被转印到压印滚筒1031一起回转的记录介质P上。此外,从压印滚筒1031与橡皮滚筒1051接触的部分至压印滚筒1031与橡皮滚筒1052接触部分之间的长度设定得比记录介质P的行进方向最大长度还要长,记录介质P就不会同时与两个橡皮滚筒接触。
这样,在压印滚筒1031上的记录介质P可分别转印油墨涂敷装置1061、1062的两种颜色的油墨像,从压印滚筒1031向与压印滚筒1031同样的具有用纸把持装置的递纸滚筒1033递送。
压印滚筒1031与递纸滚筒1033的外径也按2对3的整数比设计制成,与所述送出滚筒一样,所述各滚筒的用纸把持部以上述整数比的方式被设置在所述各滚筒上。因此,压印滚筒1031的用纸把持部与递纸滚筒1033的用纸把持部必须在同一时间内递送。为使其小型化和尽可能地降低高成本的压印滚筒价格,在印刷装置1001中,采用了可缩小压印滚筒直径的2对3整数比的结构。
在递纸滚筒1033的表面卷绕有大量微小粒子的特殊纸,被转印在记录介质P上的油墨像的印刷油墨不能转印在递纸滚筒1033的表面。
这样,在递纸滚筒1033上递送的记录介质P由此从递纸滚筒1033、以与压印滚筒1031同样的形状向具有同样的用纸把持装置的压印滚筒1032递送。此时,通过由油墨涂敷装置1063、1064供给的各自油墨的作用,将卷在印版滚筒1043、1044上的印刷版1143、1144上的图像图形分别以油墨像的方式转印到橡皮滚筒1053、1054上,所述油墨像再继续被转印到在向压印滚筒1032递送并一起回转的记录介质P上。
以这种方式转印4色的记录介质P从压印滚筒1032向链式传送器1072的用纸把持构件即支杆1071递送。向支杆1071递送后的记录介质P在由链式传送器1072向排出台运送的过程中,例如由紫外线硬化装置之类的简易干燥机1074对用纸表面进行干燥,使印刷图像在用纸上不会出现透印。这样,由链式传送器1072向排出台1073运送的记录介质P经叠放后,结束一系列与多色印刷相关的印刷工序。
此时,从图1中可以看出,记录介质P的印刷面在叠放在给纸台1021上的状态时位于记录介质P的下面侧,结束印刷时,在排纸台1073上叠放后位于记录介质的上面侧。由此,即使在印刷途中出现印刷不良等异常情况,也能使操作者立即看清印刷结果。
另一方面,在印刷后的用纸背面继续印刷时,将给纸台1021取下之后转动排出台1073,将用纸方向作水平方向180°变更,将记录介质P与排出台1073一起向给纸台1021位置移动,将排纸台1073用作给纸台1021。由此可将排纸台1073安置在记录介质的供给装置1020的用纸供给位置。因此,印刷装置1001只要在排纸台1073上安装空了的给纸台1021就可以连续进行背面印刷,使双面印刷中的麻烦的记录介质移动动作减至最小限度。采用这种结构的印刷装置1001进行印刷,即使在狭小的场所也能进行简便而又高品质的双面印刷。
在上述实施形态中,将印版滚筒的2倍滚筒(记录介质卷装面的外周长为印版滚筒的2倍的滚筒)用作压印滚筒,将3倍滚筒用作压印滚筒的递纸滚筒,采用这样的结构,通过使用无需用水的印版可使油墨组件省去湿水供给装置,并容易将油墨涂敷装置呈大致重力方向配置。另外,如图3所示,将印版滚筒的3倍滚筒用作压印滚筒,将2倍滚筒用作递纸滚筒,也能提到大致相同的结果。此时,送出滚筒1030与压印滚筒1031的外径之比为1∶3。
下面,对本发明的涂敷装置和印刷装置的一较佳实施形态作出说明。
本实施形态的多色印刷或双面印刷使用的是不需用水的印版。即,本实施形态具有小型轻量的可拆卸的组件化油墨涂敷装置,所述油墨涂敷装置分别如图4所示,包括:具有一层或多层弹性层的油墨涂敷滚轮即油墨着色滚轮1201、刮刀片1202、刮刀片进退调整用的偏心凸轮1203、平坦化构件1209、搅拌滚轮1210、1211以及具有弹性表面的辅助涂敷滚轮即辅助油墨着色滚轮1212。
油墨着色滚轮1201、刮刀片1202、配置在油墨着色滚轮1201轴向两端的侧板1207、1208和油墨壶1206围住形成了存放印刷用油墨汁i的贮存空间1205。另外,在油墨着色滚轮1201上,通过轻轻地与侧板1207、1208压接形成密封,使油墨贮存空间1205的油墨不会外漏。
通过将与油墨着色滚轮1201一体回转的未图示的小齿轮和与印版滚筒1041一体回转的未图示的大齿轮啮合,使油墨着色滚轮1201和印版滚筒1041在接触部以相同周速同步回转。
又,所述油墨涂敷装置使装在轴1204上的偏心凸轮1203回转,从而使刮刀片1202沿箭头A方向进退。由此,所述油墨涂敷装置通过改变刮刀片1202与油墨着色滚轮1201的压接状态,对油墨着色滚轮1201外周面形成的涂敷膜厚度进行调整。
并且,膜厚调整后的油墨着色滚轮1201上的涂敷膜采用平坦化构件即平坦化刀片1209,使表面平坦化。
该涂敷装置用的刮刀片1202由板厚0.1-0.5mm的例如瑞典钢等材料制成,由油墨壶1206与下面的压紧构件1214从上下进行夹紧,形成油墨量调整构件1221。因此,在通过传感器对分别装在油墨涂敷装置1061-1064上的未图示的马达回转角度限制的同时,由电子线路控制正反回转,并通过轴1204对刮刀片1202的进退调整用的偏心凸轮1203进行微量回转驱动,以调整构成油墨量调整构件1221的刮刀片1202的向油墨着色滚轮1201表面的推入量。其结果,可调整油墨着色滚轮1201表面形成的油墨涂敷膜厚度。
在如图4所示的形态中,平坦化构件采用的是平坦化刀片1209,平坦化刀片由例如板厚0.1-0.5mm的钢材等制成,相对于油墨着色滚轮1201的行进方向,在刮刀片1202的下游侧隔开数mm设置1个。这种间隔设定为1mm以上时,平坦化效果明显,设定为10mm以下时,对装置小型化有好处,较佳范围是在1-3mm。
在将平坦化构件的设置位置相对于油墨着色滚轮1201的行进方向,被设置在刮刀片1202的上游侧时,由于在所述平坦化构件的设置部对油墨着色滚轮1201表面作过1次平坦化处理,故使刮刀片1202部分产生的纸粉等造成的油墨层表面圆周方向上的所述条纹状缺陷不再扩大,因此不十分显眼。特别是在如全页(ベタ)印刷、平网印刷等那样的滚轮轴方向上均匀的印刷图形的场合和如划线或文字那样的图像面积小的印刷图形中,对防止所述条纹状的缺陷有效果。
另一方向,如图4所示,在将平坦化构件的设置位置相对于油墨着色滚轮1201的行进方向,被设置在刮刀片1202的下游侧的场合,由于所述平坦化构件即平坦化刀片1209设置部的油墨着色滚轮1201上的油墨层膜厚与刮刀片1202部厚度相同且均匀,故与印刷版的图像图形无关,可使刮刀片1202部分产生的所述条纹状缺陷容易因平坦化刀片的作用而不显眼。并且,由于油墨着色滚轮1201上的油墨层膜厚与刮刀片1202部厚度相同且均匀,因此非常容易进行平坦化刀片1209与油墨着色滚轮1201表面的压接调整。因此,作为平均化构件的安装位置,如图4所示,相对于油墨着色滚轮1201的行进方向,最好设在刮刀片的下游侧。
又如图4所示,作为平坦化构件采用刀片时的最佳形态例,采用的是如图5所示的刮刀片1202和所述平坦构件即平坦化刀片1209的导入侧前端边缘为圆弧状、刮刀片1202的曲率半径R相同于或大于平坦化刀片1209的曲率半径r的涂敷装置。例如,在油墨着色滚轮1201的表面与刮刀片1202以及平坦化刀片1209的压接状态作成相同的场合,油墨着色滚轮1201表面形成的油墨层在通过平坦化刀片1209时,因所述导入侧前端边缘部的曲率之差,在刮刀片1202通过时会受到上述的阻力。因此,可构成容易进行油墨层表面的平坦化,并且,还能容易进行油墨着色滚轮1201的表面与刮刀片1202以及平坦化刀片1209的压接调整的涂敷装置。
在通常使用元需用水的油墨时,刮刀片1202的曲率半径R以15μm以上为宜,该曲率半径R根据油墨着色滚轮1201的弹性度、与油墨着色滚轮1201的刮刀片的相对速度以及油墨i的粘度等会有所变化,可选用上述15μm以上的适当的值。
作为一例,油墨着色滚轮1201为1层滚轮,表面的橡胶硬度为JISA(与肖氏公司、杜罗回跳式硬度计A型相当)30°、对刮刀片1202的相对速度为36m/分、油墨i的粘度约为900泊,此时,曲率半径R的最佳值为50-75μm。
在下面的说明中,使用的橡胶硬度都是指按照与上述肖氏公司、杜罗回跳式硬度计A型相当的JISA的硬度。
本发明的重要技术构思在于将以往刮刀片中设计的油墨汁涂敷膜的膜厚调整和油墨涂敷膜表层的平坦化两种功能分开,而使刮刀片具有油墨膜厚的调整功能,使平坦化构件具有涂敷表面的平坦化功能。
平坦化构件的作用是在涂敷层即油墨层1251移动时对油墨层表面产生适当的阻力,恰似使用熨斗一样,使所述油墨层表层平坦化。
即,在刮刀片1202部分因纸粉等造成堵塞时,油墨着色滚轮1201因该堵塞部而挠曲,使油墨溢出。由此,该部分的油墨层增厚,同时因堵塞的纸粉等使所述油墨层产生如图6所示的圆周方向的条纹状缺陷1252。条纹状缺陷1252一旦与平坦化构件接触,因所述油墨层的隆起部分被堵住不能通过,油墨被推向条纹状缺陷1252槽沟的部分。在此作用下,条纹状缺陷1252的槽部油墨填满,形成图7所示的平坦化。
因平坦化构件具有如上所述的作用,故只要能使油墨层表面产生适当的阻力予以堵住,任何形态均可,基本上不受平坦化构件的材质、形状和数量的限制。然而,从更加简单的结构和可更加简单调整的形态角度考虑,将平坦化构件设计成如图4所示的刀片,为便于制作,最好将其材质设计为铁等金属以及陶瓷、树脂等材料。
另外,作为更好形态的涂敷装置一例,如图8所示,其结构是相对于油墨着色滚轮1201的被涂敷面即印刷版的行进方向,在油墨着色滚轮1201的上游侧和下游侧设置有辅助油墨着色滚轮1212、1213,在油墨着色滚轮1201与辅助油墨着色滚轮1212、1213之间,设置有同时与油墨着色滚轮1201和辅助油墨着色滚轮1212、1213抵接的轴向摆动的搅拌滚轮1210、1211。
在这种涂敷装置中,油墨着色滚轮1201上的油墨层表面因平坦化构件而被平坦化,很难产生因纸粉等造成的涂敷膜表面圆周方向的条纹状缺陷1252。即使产生了条纹状缺陷,也会因轴向摆动的搅拌滚轮1210、1211的作用而使辅助油墨着色滚轮1213和油墨着色滚轮1201以及辅助油墨着色滚轮1213上的条纹状缺陷的相位不一样,从而在将油墨层转印到印刷版1141上时,会使所述条纹状缺陷更加不显眼。
例如,在如图9、图10所示的油墨涂敷装置中,即使在刮刀片1202部分产生条纹状缺陷,因轴向摆动的搅拌滚轮1210、1211的作用,在辅助油墨着色滚轮1212、1213上,分别与油墨着色滚轮1201在条纹状缺陷的相位的轴向错位状态下进行转印。因此,被涂敷面的印刷版1141上的辅助油墨着色滚轮1213、油墨着色滚轮1201和辅助油墨着色滚轮1212各自的油墨涂敷都在轴向相位错位的状态下进行。其结果,在被涂敷面即印刷版1141上,所述条纹状缺点就不显眼。
该涂敷装置用的油墨着色滚轮1201由具有弹性表面的例如橡胶或塑料弹性体的滚轮构成。该滚轮弹性部分可以采用一层结构,但最好设计的硬度是越向表层越比内层高。最好采用图4、图8、图9、图11和图12所示的采用2层以上的多层结构,它能减少所述条纹状缺陷的产生。
这种涂敷装置只能在刮刀片1202与油墨着色滚轮1201的压接状态变化时调整涂敷膜的厚度。因此,在油墨着色滚轮1201的材质采用如丁腈橡胶等的橡胶时,由于长时间使用会因滚轮表面磨擦造成涂敷膜的膜厚变化,或者橡胶内部的可塑剂失去使表面硬度高于初始设定值10°以上,出现因纸粉造成的条纹状缺陷增多的现象。
为此,更好的方法是采用油墨着色滚轮1201的材质表面层的设计硬度比内层高的多层结构的滚轮,至少最表层要采用聚氨脂橡胶,最好是各层都使用聚氨脂橡胶。
其中,所谓“表层的硬度比内层高”是指作为较佳形态来讲,所看到的相邻的两层,其接近表面的层要比接近内部的层的硬度高,包括按这一关系成立的所有相邻的两层结构在内,但并不局限于此,还表示将多层的橡胶层沿滚轮的半径方向对半分开时的表面侧的层的平均硬度(各层硬度乘以厚度的总和再除以总厚度)高于内部侧的层的平均硬度。因此,即使在橡胶层不具有明确的层构造场合,以上述观点分割为两个层次时,满足上述关系的场合也就满足了这一条件。
采用聚氨脂橡胶为好的理由有以下几条。首先,聚氨脂橡胶富有弹性和坚韧性,拉裂强度大、耐磨性好。因此,即使与刮刀片擦过时,尺寸稳定性也好,从而能始终保持涂敷膜的膜厚稳定。另外,聚氨脂橡胶与通常在印刷装置中使用的如丁腈橡胶等相比,可塑剂的含量明显减少。因此,因橡胶内部的可塑剂失去造成的橡胶硬度变化小。而且,聚氨脂橡胶为多层结构,表面层设计的硬度比内层高,与单层相比,可大大减少因所述纸粉造成的条纹状缺陷。
若所有各层都采用聚氨脂橡胶,因滚轮表面磨损小,即使长期使用,涂敷膜的厚度变化也很小,通过采用表面层设计的硬度比内层高的多层结构,可减少因纸粉造成的条纹状缺陷,又由于橡胶内部的可塑剂不会失去,减少了橡胶硬度的变化,能长时期保持良好的涂敷条件,所以是一种最佳的形态。
并且,在上述的油墨组件中,由于油墨着色滚轮1201与刮刀片1202通过油墨层擦过,因而存在着油墨着色滚轮1201容易磨损的缺点。在油墨着色滚轮1201的表面硬度越低时,这种磨损就越大。而且,所述油墨着色滚轮1201部分的发热加大,使油墨温度升高,故也会对印刷条件带来影响。但是,在所述聚氨脂橡胶单层的结构中,因硬度的限制,存在着不能使所述油墨着色滚轮的表面硬度明显增高的缺点。对此,若将所述油墨着色滚轮设计为多层结构,即使将最表层的表面硬度增大至单层不能使用的50°以上的硬度,通过降低内层的硬度,也能达到无所述条纹状缺陷的条件,具有可无问题地使用的优点。
上述本发明的聚氨脂橡胶的油墨着色滚轮1201必须始终保持一定的与刮刀片1202的压接状态,因此,最好采用能瞬时从变形状态恢复到原来状态的弹性体结构,不适宜使用从变形状态恢复到原来状态需化费时间的发泡体结构。
本发明通常过用以往制作困难的多层结构的聚氨脂橡胶滚轮,得到了所述的良好效果。
作为本发明可用的聚氨脂橡胶的种类,包括明和橡胶工业株式会社的UV萨米特(サミット)、株式会社金阳公司的尤龙(ュ-ロン)H以及株式会社加贯滚轮制作所的新的UV等。
在将油墨着色滚轮1201设计成橡胶或塑料的弹性体的单层结构时,油墨着色滚轮1201的表面硬度最好采用JISA(与肖氏公司、杜罗回跳式硬度计A型相当)规定的橡胶硬度,设定为15°-70°。这是因为硬度未满15°时,厚度薄的油墨膜难以形成,若硬度超过70°,不仅不能获得稳定的油墨膜,而且还不能进行向版面上的正常的油墨转印的缘故。
最佳的硬度值为25°-50°。其原因是油墨着色滚轮1201的表面硬度太低时,与印刷中的油墨着色滚轮1201压接的刮刀片1202之间产生的摩擦热增大。受其影响油墨着色滚轮1201热膨胀,油墨着色滚轮1201与印版滚筒产生周速差,导致产生滑移,从而出现容易弄脏橡皮滚筒的问题。消除这一问题的最佳的油墨着色滚轮1201的表面硬度值为40°-50°。
另一方面,在将油墨着色滚轮1201设计为橡胶或塑料的弹性体多层结构时,即使表层硬度超过70°,通过降低内层的硬度,也可获得稳定的油墨膜。因此,在此场合下,只要表层硬度不过于太低,就没有问题,故油墨着色滚轮1201最佳的最外层的硬度值在40°以上。
下面,参照附图对本发明的成像装置、成像方法、成像介质、印刷系统、印刷装置及印刷方法的一较佳实施形态作出说明。
图13为本发明的表示成像装置一实施形态的轴测图。如图13所示,成像装置2001具有将成像介质2018卷装在外表面用的介质支撑鼓即印版滚筒2011、包括射束照射源及其从射束照射源射出的射束聚光用的光学系统在内的成像头2012、控制射束照射源的控制组件2016以及连接成像头2012与控制组件2016的电缆线2015。
成像头2012被固定在相对于印版滚筒2011的轴向、实现平行移动的线性载物台2014上,对成像头2012与成像介质2018的间隔进行调整,以使其射束可在成像介质表面聚光。再根据激光功率检测器2017检测出的值调整射束照射源的输出,以使其成像介质2018的射束照射部和非照射部产生物理性的凹凸或对溶剂的可溶性变化这一物理特性的变化而进行充分的输出。
并且,在实施印刷图形的成像时,采用脉冲马达等的驱动马达2013,直接或者通过变速装置使卷有成像介质2018的印版滚筒2011沿图中的箭头R方向回转。与此同时,使固定在线性载物台2014上的成像头2012一边向平行于印版滚筒的轴的图中的箭头S方向移动,一边根据成像数据开闭射束照射源。这样,成像装置2001就会在成像介质2018的表面上产生与二维的成像数据对应的物理性的凹凸或对溶剂的可溶性变化等的物理特性的变化。
为提高性能,一般认为成像装置2001容易使用可独立驱动的多个射束照射源。其中所说的成像装置2001的性能提高,含义是提高成像速度和提高分辨率,成像速度和分辨率处在折衷选择的关系。
其中,所谓分辨率是指每单位长度可形成多少个点,其单位通常使用dpi(点/英寸)。例如,2540dpi与100点/mm相对应。
作为一例,考虑采用设有i个射束照射源的成像头2012,用i个射束照射源,对同时向主扫描方向连续的i根线进行成像。
此时,实现规定分辨率r的点间隔dp为1/r。另外,将通过印版滚筒2011的回转成像的线的方向R定义为主扫描方向,将通过成像头2012平行移动成像的线的方向S定义为副扫描方向。于是,在主扫描方向上完成了1个周的成像后,使成像头2012在副扫描方向上仅移动规定距离,而该规定的距离即为成像介质上的点间隔dp的i倍。其后,进行下1次的i根线成像,反复这一系列的动作后结束整个成像区域的成像动作。
这样,通过将射束照射源设计为i个,成像所需的时间在分辨率相同时可缩短为1/i。另外,将分辨率设定为j倍时,需要将点间隔设定为dp/i,将成像头的移动距离设定为dpi/j,成像所需的时间为j/i倍。
使用多个射束照射源的方法之一是激光二极管排列。其一般性的外观图示于图14。
激光二极管排列2008在1个基片中含有可独立驱动的8个激光二极管,在其各自的激光射出端2081a-2081h和驱动侧电极2082a-2082h以及全部激光二极管中具有通用的背面共用电极2081。通过在其驱动侧电极2082a-2082h上接通规定的电流,可从对应的激光射出端2081a-2081h射出激光。其中,所谓规定的电流是指激光二极管开始发出激光振荡的临界值以上的电流值。
使用多个射束照射源的另一种方法是纤维排列。图15表示纤维输出的激光装置2006的外观图。
激光装置2006具有卷装部2061和将激光引向外部的光纤维2062。插件部2061由至少具有1个发光端的激光二极管基片、二极管基片的电极与外部实现电气接触用的导电性构件、使来自二极管基片的发热向外部散发用的热传导构件以及将激光从激光二极管向光纤维射入用的光学系统构成。并且,激光可从光纤维2062的射出端2063射出。
图16所示的光纤维的射出端2063具有芯子部2064和包层部2065,激光由芯子部2064输出。并且,纤维排列是将输出纤维的激光装置的多个纤维射出端2063排列状排列固定而成。另外,将纤维排列用作射束照射源时的射束照射源的间隔最小值受包层部2065的外形尺寸的限制。
激光二极管排列和纤维排列的任何一种方法大多是不可能将射束照射源即各自的射出端无间隙地邻近配置。因此,为了在成像介质的成像范围内进行无间隙成像,如图17所示,只需将排列相对于副扫描方向S倾斜规定的角度θ。排列2007由2071a-2071h的8个射束照射源构成,其倾斜角θ即为下式(公式1)规定的角度。
cosθ=ds/a(公式1)
式中,a为射束照射源的间隔,光源面点间隔ds是将为获得副扫描方向S规定的分辨率应形成的点的中心间隔换算为射束照射源面上的尺寸,将介质面点间隔dp除以光学系统的倍率的数值。例如,分辨率2540dpi时,为dp=10μm,光学系统的倍率1/4时,为ds=40μm。
在多色印刷时,为改进印刷的品质,重要的是在具有单个或多个成像头的成像装置中提供成像后的成像介质上的点的位置精度,同时要使各色的成像介质的写出位置相同,这是十分明确的。因此,在不通过中介体直接对成像介质进行成像的同时,使成像介质的成像开始位置相同,由此,若能减小多色印刷中的各色成像介质印刷图形的微小位置偏差,则成为一种简便而又能提高多色印刷品质的有效手段。
以往,由于存在着以下原因,即:(1)较少进行直接对成像介质的成像、(2)相对于为实现成像装置轻量化的目标,印刷装置在通过提高强度来实现高品质印刷等方向,几乎没有各自的装置制作时构思的共同项目、(3)一般来讲,由于生产成像装置和印刷装置的企业大多是不相同的等原因,因此无法实现成像装置和印刷装置的定位方法、固定方法以及零件的通用化。并且,即使在采用成像装置快速制作成像介质的趋势日益增强的今天,也无法进行所述的通用化。
本发明的印刷系统的特点在于,印刷装置中的成像介质定位方法实际上与成像装置中的成像介质的定位方法相同。例如,在成像介质上设置定位孔,再以所述定位孔为基准,在所述成像介质上,采用能量射束直接形成印刷图形,在以上这种结构的成像装置中,设有印刷装置的印版滚筒,作为所述成像介质的安装体。由此,成像装置上的成像介质安装位置的基准与印刷装置上的成像介质安装位置的基准相同。
这样,能使各自装置中的因成像介质安装基准位置不同造成的微小的位置偏差得以消除,并且各自装置的印版滚筒上的固有曲率和卷装成像介质时因装置的缺陷造成的微小的位置偏差现象被减至最低限度,通过印版滚筒的通用化,从而构成了设计和生产成本降低的价格便宜的印刷装置和成像装置。
即使在因成像装置的印版滚筒轻量化等因素尚不能与印刷装置的印版滚筒完全通用化的场合下,通过成像介质安装部构造的通用化,也能将因所述成像介质安装基准位置不同造成的微小位置偏差以及各自装置的印版滚筒上的固有曲率和卷装成像介质时因装置缺陷造成的微小位置偏差限制在最小范围。因此,就可以进行与印版滚筒通用化一样的成像介质位置偏差小的高品质印刷,这是十分清楚的。
本发明印刷系统中的成像介质的定位方法是通过将设在成像介质上的定位孔与设在成像装置中的定位销嵌合来进行的,图18表示该场合时的成像介质一例。图13为该场合的成像装置的轴测图。
如图18所示,成像介质2018A在头部具有多个成像介质的定位孔2181,在尾部具有固定孔2182。多个定位孔2181和成像介质尾部的固定孔2182在成像介质2018A制作时沿着向印版滚筒的送进方向的两个侧边之中,至少1个侧边与成像介质头部的两边呈垂直状裁切,然后以所述垂直的两边为基准,由专用加工机床正确地加工成规定的形状。制版和印刷中的成像介质安装的基准位置就是多个定位孔2181。因此,作为开孔基准的所述侧边和所述成像介质头部的两边并不一定需要垂直,但由于在成像介质的裁切加工、定位孔2181的开孔加工以及成像介质的捆包作业等场合,采用垂直的方式有利于作业性,故以垂直为好。
另外,在所述成像介质的基材采用树脂薄膜时,设在所述成像介质上的定位孔2181与设在所述成像装置中的定位销的嵌合状态最好将其设定为,所述成像介质的定位孔开口直径大于所述定位销外径的场合,其差小于点间隔,另外,当定位孔2181开口直径小于所述定位销外径的场合,通过嵌合可使设在所述树脂薄膜上的定位孔处于不破损的范围。
其原因是,在成像介质的基材采用树脂薄膜时,即使所述定位销的外径大于定位孔2181的开口直径,因树脂薄膜弹性变形后嵌合,可使定位孔不破损地良好定位。与此相反,当所述定位销的外径小于定位孔2181开口直径的场合,只会因定位孔2181与所述定位销的间隙部分使定位精度变差。
另一方面,基材为金属时,较佳形态是,设在所述成像介质上的定位孔2181的开口直径大于所述定位销外径,并且,其差小于点间隔。
其原因是,在成像介质的基材采用金属时,定位销外径一旦大于定位孔的开口直径,就会使定位孔破损,降低定位精度,当定位销外径比定位孔的开口直径过分小时,只会因定位孔与定位销的间隙部分使定位精度变差。
本实施形态的成像装置上的成像介质的安装和取出动作详述如下。
图19表示图13的成像装置2001中的成像介质2018A向印版滚筒2011A的安装形态。
装在未图示的储料器上的成像介质2018A由供给滚轮2026向印版滚筒2011A运送。印版滚筒2011A与采用成像介质2018A销子固定方式的印刷装置的印版滚筒结构相同,包括:可回转地保持印版滚筒2011A形成回转中心的轴2020、对成像介质2018A的头部的定位孔形成嵌合状轴向排列的定位用销子组2023、以轴2021为回转中心将成像介质2018A头部固定的构件即头部固定爪2022以及以轴2024为回转中心在将成像介质2018A尾部固定的同时,向成像介质2018A提供张力使其不松弛的尾部固定爪2025。
为使印版滚筒2011A停止时的相位始终相同,采用未图示的传感器检测相位,通过控制驱动马达2013来控制停止位置。向停在规定位置上的印版滚筒2011A运送的成像介质2018A在收到来自检测成像介质2018A头部位置的未图示的位置检测传感器的信号后,使供给成像介质的供给滚轮2026停止运送,并使按照所述位置检测传感器发出的信号动作的头部固定爪2022向逆时针方向转动,将定位孔2181与销子组2023嵌合,以此来进行定位。
这样,头部定位后的成像介质2018A使用弹簧等,并通过装有头部固定爪2022的轴2021,向销子组2023施加压力,由此能可靠地保持在印版滚筒2011A上。其后,使用驱动马达2013,以比成像动作的周速2-10m/秒低的1/10以下的非常缓慢的速度使印版滚筒2011A回转,与此同时,一边用供给滚轮2026,以与印版滚筒2011A相同的周速送出,一边将成像介质2018A卷装在印版滚筒2011A上。
销子组2023与印版滚筒2011A的外周的交点部在安装时,不得在成像介质2018A上出现伤痕,在成像介质2018A上不允许产生松弛,为达到上述目的,沿印版滚筒2011的周方向被加工成半径15mm左右的平缓的曲率r,故在卷装时很难使成像介质带伤。
另一方面,配置在印版滚筒2011A周围的推压滚轮2027是在由橡胶海棉等柔软的具有弹性的材料制成的多个滚轮中设置金属轴的结构,可自由回转,装有对印版滚筒2011A的离接机构。另外,在印版滚筒2011A回转时,通过使滚轮2027压接转动,使卷装在印版滚筒2011A上的成像介质2018A不会产生松弛。
推压滚轮2027的所述多个滚轮与头部固定爪2022及尾部固定爪2025呈轴向错开配置,以使所述多个滚轮与所述各爪不产生碰撞。
通过印版滚筒2011A的转动,在成像介质2018A的成像介质尾部通过推压滚轮2027时,由未图示的凸轮驱动尾部固定爪2025,使用未图示的弹簧,以轴2024为中心向B方向转动。成像介质2018A通过插在尾部固定孔2182中的尾部固定爪2025,在使用所述弹簧施加张力的同时,由所述离接机构将推压滚轮2027与印版滚筒2011A分离,由此结束成像介质2018A的安装动作。
如图13所示,在印版滚筒2011A上设有方位标记2028,由设在成像头2012上的方位标记检测装置2019读取方位标记2028。由此,成像装置2001在对成像头2012与印版滚筒2011A的位置关系确认后开始成像。因销子组2023的作用,装在印版滚筒2011A上的成像介质2018A的位置始终相同。
因此,若一边以一定周速控制驱动印版滚筒2011A,一边使用成像头2012从规定位置开始成像,则由于在成像介质2018A上,始终从确定的位置开始制作印刷图形,故可使多色印刷中的各色成像介质的印刷图形的微小位置偏差降低至最小限度,可简便地制作高精度定位的成像介质。
在成像介质2018A的基材采用树脂薄膜时,设在成像介质2018A上的定位孔2181与设在成像装置2001中的销子组2023的曲合状态最好被设定为,在成像介质的定位孔2181的开口直径大于所述定位销外径的场合,其差小于点间隔,另外,当定位孔2181的开口直径小于所述定位销外径的场合,定位孔2181处于不破损的范围。
另一方面,在成像介质采用金属时,如前所述,设在成像介质上的定位孔2181与所述定位销的嵌合状态最好被设定为,定位孔的开口直径大于所述定位销外径,而且,其差小于点间隔。
为满足上述条件,在所述成像介质的基材采用树脂薄膜和金属时,最好使所述定位孔与定位销的大小、配置或形状中的至少1种不同。
作为具体的一例,例如,印版滚筒2011A的销子组2023的销子直径在成像介质的基材采用树脂膜时和金属时都相同的情况下,设在成像介质上的定位孔2181的直径在基材为树脂薄膜时,最好设定为,所述定位孔的直径大于所述定位销的直径,并且,所述定位销与所述定位孔之差小于点间隔。或者,在所述定位孔不破损的范围内,使所述定位孔直径小于所述定位销的直径。基材为金属时,最好设定为,所述定位孔的直径大于所述定位销的直径,并且,所述定位销与所述定位孔之差小于点间隔。
作为另一例,定位孔2181的直径在所述成像介质的基材为树脂薄膜时和金属时都相同的情况下,印版滚筒2011A的销子组2023的销子直径在基材为树脂薄膜时,最好设定为,所述定位销的直径小于所述定位孔的直径,并且,所述定位销与所述定位孔之差小于点间隔。或者,在所述定位孔不破损的范围内,可使所述定位销直径大于所述定位孔直径。基材为金属时,最好设定为,所述定位销的直径的所述定位孔的直径,并且,所述定位销与所述定位孔之差小于点间隔。
此时的销子组2023的销子,例如可以将全部销子中的一半用于薄膜,剩下一半用于金属。另外,销子组2023的销子排列有多种方法,例如两端用于薄膜、其内侧用于金属、再往内侧用于薄膜按顺序排列的方法以及将薄膜用销子和金属用销子交替呈锯齿状排列的方法等。总之,只要在圆周方向上不使薄膜用销子与金属用销子呈相同的相位配置,采用任何方法结构可获得相同的效果。
作为另一种方法,将设在印版滚筒2011A上的销子组2023的销子形状在成像介质的基材为薄膜时和金属时制成如圆形和方形那样的完全不同的形状,基材为薄膜时和金属时各自不用于定位的销子位置的成像介质的孔也可以相对于销子充分放大。在本发明中,相对于直径5-4.995mm的销子,在薄膜基材的成像介质上开有直径5-4.995mm的孔。
如前所述,总之,只要使成像装置2001中的成像介质2018A定位用的定位销与定位孔的大小、配置或形状在所述成像介质的基材为树脂薄膜时和金属时至少有1种不相同就行,除了前述的方法之外,即使所述定位销与定位孔的大小、配置或形状有2个以上的变化,其效果也相同,这是很清楚的。
下面,参照图20和图21,对不设置定位孔方式的使用成像介质的成像装置的例子作出说明。
如图20所示,在沿着印版滚筒的运送方向的两个侧边中,制成至少1个侧边与成像介质头部的两边呈垂直的成像介质2018B,然后将成像介质2018B装在未图示的储料器内,由供给滚轮2026向印版滚筒2011B运送成像介质2018B。
印版滚筒2011B的结构与使用卡爪固定成像介质方式的印刷装置的印版滚筒相同,包括:可回转支撑印版滚筒2011B作为回转中心的轴2038、与成像介质2018B的成像介质头部边端嵌合定位的圆周方向定位用的凸起2033,轴向定位用凸起2039、固定成像介质头部的卡爪2032以及用真空吸引方式固定成像介质尾部用的吸引孔2037。
在上述场合中,从成像介质垂直的两边交点附近至介质头部的边端的部位与本发明所说的加工成规定形状后的成像介质的抵靠部相当。只要是规定的形状,下列各边不再需要垂直。
为使印版滚筒2011B停止时的相位始终相同,由未图示的传感器检测相位,通过控制驱动马达2013来控制停止位置。向停在规定位置上的印版滚筒2011B运送的成像介质2018B收到来自成像介质头部的未图示的位置检测传感器的信号,在停止供给滚轮2026运送动作的同时,通过所述圆周方向的定位用的凸起2033和轴向定位用凸起2039与成像介质2018B的各边抵靠进行定位。
这样,将成像介质头部定位后的成像介质2018B通过弹簧等作用,从轴2031向头部固定爪2032施加压力得以可靠地保持。然后,成像介质2018B在通过驱动马达2013,以比成像动作时的周速2-10m/秒低的1/10以下慢得多的速度回转的同时,一边由供给滚轮2026以与印版滚筒2011B相同的周速送出,一边在印版2011B上进行卷装。
所述圆周方向的定位部与印版滚筒2011B外周的交点部在安装成像介质2018B时,不得在成像介质上出现伤痕,并使成像介质不产生松弛,为达到这一目的,在沿印版滚筒2011B的圆周方向加工有半径15mm左右的平缓的曲率r,故卷装时不会使成像介质带伤。
另一方面,配置在印版滚筒2011B周围的推压滚轮2027采用由橡胶海棉等柔软的具有弹性的材料制成的多个滚轮中设有金属轴的结构,可自由回转,设有对印版滚筒2011B的离接机构。
在印版滚筒2011B回转时,由于使推压滚轮2027压接转动,故卷装在印版滚筒2011B上的成像介质2018不会松驰。
并且,推压滚轮2027的所述多个滚轮与头部固定爪2032的相位呈轴向错开配置,以使所述多个滚轮不会与所述固定爪碰撞。
在印版滚筒2011B回转开始的同时,由未图示的吸引装置从真空吸引孔2038,穿过孔2036开始吸引,通过由印版滚筒2011B的侧板、隔壁板2034和隔壁板2035围住的空间2030,从成像介质吸引孔2037将卷装在印版滚筒2011B上的成像介质2018B吸引固定。并在成像介质2018B尾部通过推压滚轮2027之际,将推压滚轮2027与印版滚筒2011B的压接状态解除而分离,以此结束成像介质2018B的安装动作。
如图21所示,在印版滚筒2011B上设有方位标记2028,使用设在成像头2012上的方位标记检测装置2019读取方位标记2028,由此,在成像头2012与印版滚筒2011B的位置关系确认后开始成像。由于所述圆周方向定位用的凸起2033和轴向定位用凸起2039与象成介质2018B的端面抵靠使装在印版滚筒2011B上的成像介质2018B的安装位置始终相同,因此,若一边以一定周速控制驱动印版滚筒2011B,一边由成像头2012从规定位置开始成像,则在成像介质2018B上可始终从确定的位置制作印刷图形。因此,可将多色印刷中的各色成像介质的印刷图形的微小位置偏差减至最小限度,可简便地制作高定位精度的成像介质。
作为在成像介质2018确定的位置上正确制作印刷图形用的另一种方法,如图21所示,在成像装置2001上安装成像介质2018进行印刷图形成像之前,采用设在由成像头所确定位置上的方位标记检测装置2019,对预先设在成像介质2018上的多个方位标记2028p(也可采用对准位置用的方位孔)的位置进行检测,以此来检测成像介质2018的圆周方向和轴向的位置。
然后,一边以一定周速控制驱动印版滚筒2011,一边用成像头2012在成像介质2018的圆周方向和轴向检测出的位置的基础上,从规定的位置开始成像。这样,在成像介质2018上可在正确位置上制作印刷图形,使多色印刷中的各色成像介质的印刷图形的微小位置偏差降至最小限度,可简便地制作高精度定位的成像介质。为提高图20和图21所示的采用抵靠方式的精度,也可以补充性使用设在成像介质上的方位标记的方法。
若采用预先设在成像介质2018上的多个方位标记或多个方位销孔位置作为成像基准的方法,未必将外形制成矩形,并且即使不是在沿着印版滚筒上的运送方向的两个侧边中至少1个侧边与成像介质头部的两边垂直的成像介质,若在后加工中,以多个方位标记为基准,对成像介质进行裁切和孔加工,则也能得到高精度定位的成像介质,这是很容易推断的。然而,成像介质的裁切加工和定位孔2181的开孔加工以及成像介质的捆包作业等时,从提高作业性角度考虑,仍以垂直的方式为好。
其次,在从所述成像装置的印版滚筒取出成像介质时,例如在采用图20所示的装置场合,如图22所示,在结束印刷图形的成像之后,停止印版滚筒2011B的回转,然后由驱动马达2013使印版滚筒2011B沿与成像时相反的方向转动。
此时的周速是以比成像动作时的周速2-10m/秒低的1/10以下慢得多的圆周速度转动,以使成像介质不产生伤痕。在印版滚筒2011B转动的同时,以轴2042为中心,采用设有与印版滚筒2011B离接机构的成像介质2018分离用的分离爪2041,依次将成像介质2018从印版滚筒2011B分离,同时由与印版滚筒2011B相同周速的成像介质排出滚轮2043排出。
固定成像介质2018头部的头部固定爪2022在即将到达分离爪2041之前,通过未图示的凸轮使其转动,将成像介质2018B释放。其结果,成像介质2018B被顺利地从印版滚筒2011B排出,送至后处理工序。这一动作并不限制在图20所示的装置,在图19所示的具有定位销子组的装置中,只要补加成像介质头部的提升构件,也能很容易地适用。
一般来讲,在进行成像介质定位的成像介质的制作装置中,成像介质的固定大多是采用固定爪等将成像介质头部牢牢地固定住,在取出成像介质时,需要复杂的机构。因此,如前所述,在取出成像介质时,通过印版滚筒反向回转,可从拆卸结构比较简单的成像介质尾部一侧取出成像介质,因此,不仅结构简单,而且还能在不损伤成像介质的状态下稳妥地取出。
通过将成像介质安装时与取出时的成像介质移动方向呈相反的方向,可使成像介质的安装和取出作业时的作业侧相同,可将作业侧集中在1个部位上,就不需要成像装置的反作业侧和左右多余的场所。其结果,即使设置场所狭小,也能容易设置作业性良好的成像装置。
并且,通过将成像介质的供给装置和排出装置各自设置在同一侧上,可连续进行成像介质的供给和排出。因此,可进行连续的成像作业,并因操作侧相同,故用较小的面积即可设置装置。
如前所述,图1所示的印刷装置1001的印版滚筒的成像介质定位方法和固定方法与成像装置相同,不存在印刷装置和成像装置各自的装置中因成像介质安装基准位置的不同造成的微小位置偏差等现象。
印刷装置1001的各印版滚筒1141-1144上的成像介质定位方法实际上与所述成像装置2001的印版滚筒2011上的成像介质的定位方法相同。例如,成像装置采用在成像介质上设置定位孔、在印版滚筒一侧设置定位销的方法来进行成像介质定位的场合,最好在印刷装置一侧也采用同样的方法,或采用定位孔位置的检测方法。
在成像装置通过将成像介质的抵靠部与印版滚筒的抵靠承承接部进行定位的场合,在印刷装置一侧也可采用同样的方法。当然,在想要获得足够的定位精度时,在成像装置一侧以采用销孔的方法定位,在印刷装置一侧采用抵靠方法定位,或者即使将其相反组合使用,实际上有时也能得到同样的效果。但一般来讲,大多是采用以上所述的两者相同或近似的定位方法,这是一种简便而又高精度的方法。
并且,印刷装置一侧的成像介质的固定方法也实际上相同,故即使在成像装置一侧出现了成像介质变形等缺陷的场合,也能积极地利用这一缺陷。而对高精度定位进行可能的固定。印版滚筒的设计也作成相同或实际上相同,故成像介质的卷曲的影响也实际上相同。
通常,作为这种成像装置的能量射束照射源,可使用激光排列和纤维排列等,但都会使包含射出的射束聚光用的光学系统在内的成像头与成像介质的距离缩短,并使其焦点深度通常为数十μm,变得非常之小。因此,若从整体的装配精度、所述成像装置安装体的偏差以及所述成像介质的厚度精度考虑,将所述成像装置安装体直径的精度控制为约±5μm。为了获得该成像介质安装体直径的精度,在对所述安装体不加热的状态下,以往是对成像介质安装体表面进行涂层处理,对成像介质没有想过办法。
通常,成像装置的成像介质安装体采用A6061等的通常称为耐腐蚀铝的6000系列的铝材料制成,其表面硬度为布氏硬度HB30-95。另外,采用金属的成像介质的基材使用的是A1100等的通常称为纯铝的A1000系列的铝材料,其表面硬度为布氏硬度HB23-44。
如前所述,所述成像介质安装体与所述成像介质的基材表面硬度之差很小。因此,若长期使用成像装置,在所述成像介质安装时,由于与所述成像介质的成像面的相反侧面向安装体上卷装的开始侧端部与所述成像介质安装体擦过,因此,担心会使所述成像介质安装体的表面粗糙,不能保持所述成像介质安装体直径的精度。
本发明的成像介质的印刷系统,包括:通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置以及向成像后的成像介质供给油墨在记录介质上进行印刷的印刷装置,在将所述成像介质卷装在所述成像装置的安装体上时,通过对与所述成像介质的成像面相反一侧的安装体上的卷绕开始侧端部进行倒角加工,或者在将所述成像介质卷装在所述安装体的规定尺寸裁切时,通过从成像面的相反侧面进行裁切,可以在预先消除掉上述的问题。
为了使卷装有所述成像介质的安装体至少圆周面不受加工精度影响,本实施形态的成像装置通过采用镍等的低温无电解电镀处理方法,对表面进行涂层处理,将所述安装体表面的硬度,以布纸硬度换算,达到与HB200以上的淬火钢同等的硬度,即可消除掉上述问题。
下面,参照附图对本发明的成像装置、成像方法及印刷系统的较佳一实施形态作出说明。
图23表示本发明的成像装置一实施形态的轴测图。
如图23所示,成像装置2001具有将成像介质2018卷装在外表面上的印版滚筒2011、包含射束照射源及从该射束照射源射出的射束聚光用的光学系统在内的成像头2012、射束照射源控制组件2016、连接成像头2012与射束照射源控制组件2016的电缆线2015以及能量射束照射装置的轴向上的滚珠丝杠组件2014。
相对于将成像介质2018卷装在外表面用的成像用安装体即印版滚筒2011的回转轴,能量射束照射装置的沿轴向进行扫描的滚珠丝杠组件2014的轴只需按所述能量射束照射装置轴向上的扫描速度与卷装在印版滚筒2011上的成像介质2018的圆周速度之比θ进行倾斜。
成像头2012与成像介质2018的间隔被调整至可在包象介质表面进行射束聚光。另外,射束照射源的输出是在激光功率检测器2017测出的值的基础上,调整至成像介质2018的射束照射部和非照射部产生物理性的凹凸或者对溶剂的可溶性变化这一物理特性变化所需的足够的输出。
并且,在实施印刷图形的成像时,使用脉冲马达等的驱动马达2013,直接或通过变速装置使卷装有成像介质2018的印版滚筒2011向图中的箭头R方向回转。与此同时,一边使固定在滚珠丝杠组件2014上的成像头2012向图中的箭头S方向移动,一边开闭射束照射源,以使其与成像数据相对应。
由此,使成像介质表面产生与二维的成像数据对应的物理性的凹凸或对溶剂的可溶性变化等的物理特性变化。例如,即使按长方形的成像数据一边同时进行所述能量射束照射装置的轴向扫描和卷装在印版滚筒2011上的成像介质2018的圆周方向扫描,一边进行成像,所述成像介质表面上制成的二维成像图形也不会歪斜成如图27C所示的平行四边形。
图24表示本发明的另一成像装置的一实施形态的轴测图。
如图24所示,成像装置2001具有将成像介质2018卷装在外表面用的成像用安装体即印版滚筒2011、包含射束照射源及从该射束照射源射出的射束聚光用的光学系统在内的成像头2012、控制组件2016以连接成像头2012与控制组件2016的电缆线2015。
装在印版滚筒2011上的成像介质2018只需按所述能量射束照射装置的轴向扫描速度与卷装在印版滚筒2011上的成像介质2018的圆周速度之比进行倾斜。另外,成像头2012只需按相对于印版滚筒2011的轴向在所述能量射束照射装置轴向上的扫描速度与卷装在所述成像介质上的安装体的圆周速度之比进行倾斜的方式,被固定在移动的滚珠丝杠组件2014B上。成像头2012与成像介质2018的间隔被调整至可在成像介质表面进行射束聚光。
其次,在激光功率检测器2017测出的值的基础上,将射束照射源的输出调整至在成像介质2018的射束照射部和非照射部产生物理性的凹凸或者对溶剂的可溶性变化这一物理特性变化所需的足够的输出。
并且,在实施印刷图形的成像时,采用脉冲马达等的驱动马达2013,直接或通过变速装置,使卷装成像介质2018的印版滚筒2011向图中的箭头R方向回转。与此同时,一边使固定在滚珠丝杠组件2014B上的成像头2012向平行于印版滚筒轴的图中的箭头S方向大致平行移动,一边开闭射束照射源,以使其与成像数据对应。
由此,在成像介质表面产生与二维的成像数据对应的物理性凹凸或者对溶剂的可溶性变化等的物理特性变化。
作为提高这种成像装置性能的方法,如前所述,很容易考虑到使用可独立驱动的多个射束照射源。
作为一例,设想使用设有n个射束照射源的成像头,通过n个射束照射源同时对沿主扫描方向连续的n根线进行成像。此时,实现所定的分辨率r的点间隔dp为1/r。
将与通过印版滚筒2011的回转进行成象的线的方向大致平行的(仅倾斜角度θ)R定义为主扫描方向,将与通过成像头2012平行移动进行成像的线的方向大致平行的(仅倾斜θ角度)S定义为副扫描方向。这样,在R方向上完成1圈的成像之后,仅使成像头沿S方向移动规定的距离S,但该规定的距离S为成像介质上的点间隔dp的n倍。其后,对下一次的n根线进行成像,反复这样的一地动作,完成整个成像区域的成像。
由于射束照射源设有n个,在分辨率相同时,成像所需的时间可缩短为1/n。为使分辨率达到j倍,需要将点间隔设定为dp/j,将成像头的移动距离设定为dp×n/j,成象所需的时间为j/n倍。
作为一例,若将成像介质安装在成像用安装体上时的外径设定为160mm,激光的调制频率为1MHz、点密度为2540dpi(点间隔为10μm),则成像安装体的回转速度为1193.7转/分,圆周速度为10m/秒。另外,若将成像头的射束照射源的数设定为40个,此时的与回转轴方向大致相同的方向上的能量射束的传送为400μm/回转,故扫描速度为8mm/秒。
因此,所述成像介质的倾斜角度θ为0.046°,在相对于A3幅面或相当尺寸的形成成像区域的轴向长度480mm上,约有0.4mm的倾斜。
上面,已对使用多个射束照射源方法之一的激光二极管排列和纤维排列的方法作了说明。但无论采用激光二极管排列和纤维排列哪一种方法,大多不可能将射束照射源即各自的射出端无间隙地邻近配置。因此,为了在成像介质的成像范围内进行无间隙成像,如图25所示,通常是将排列相对于副扫描方向S,只需按规定角度进行倾斜。排列2007由8个射束照射源2071a-2071h构成,其倾斜角为下式(公式2)规定的角度。
cos=da/a (公式2)
其中,a为射束照射源的间隔,光源面点间隔da是将为获得副扫描方向S的规定分辨率应形成的点的中心间隔换算为射束照射源面上的尺寸,是将介质面点间隔dp除以光学系统的倍率后得到的数值。例如,分辨率为2540dpi时,dp=10μm,光学系统的倍率为1/4时,da=40μm。
本发明的成像装置的特点在于,在通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置中,具有卷装所述成像介质的安装体、回转驱动所述安装体的装置、将所述能量射束的照射装置向与所述安装体轴向大致相同的方向扫描的扫描装置以及定位装置,该定位装置是在所述成像介质向所述安装体安装时,成像区域的基准方向相对于所述安装体回转中心的轴,使所述成像介质实际上只需按所述能量射束扫描装置的扫描速度与卷装在所述安装体上的成像介质表面的圆周速度之比进行倾斜定位。
图26与图23对应,表示本发明的成像介质的安装方向与制成的成像之间的关系。如上所述,由于成像介质的安装方向仅倾斜θ,因此,可进行与图27A理想状态相同的成像。
如前所述,通过将成像介质倾斜定位,所述成像介质上的图像相对于成像介质不倾斜地始终在正确位置上作像。因此,在将由上述方法制成的成像介质即印版安装在印刷装置上时,印刷装置的操作者不必倾斜地进行安装,故在定位时可节省不少的麻烦。
在将预先设在毛坯版上的定位用的孔用于印刷装置的印版定位的方位销系统等中,也能在成像介质的印版上,始终不倾斜地将图像描绘在正确位置。因此,可直接使用由制板作成的印版,又可极易调整印刷装置上的印版位置。并且,即使在未装有印版扭曲调整机构的印刷装置中,也同样能使印版安装作业简单化。
在使用印刷装置中的成像介质定位方法时,最好是通过采用与所述成像装置实际上相同的所述安装时无倾斜的即修正的定位方法,能尽量减轻印刷装置的印版安装和多色印刷的各色印版的定位作业负担。另外,即使采用成像装置侧不倾斜而使印刷装置侧作出同样倾斜定位方法,也能获得相同效果。在本质上,只要在两者中的成像介质定位时相互间出现前述的角度θ不同的倾斜就行。不言而喻,这一倾斜方向应当处在抵消因成像装置的能量射束照射装置的扫描造成的成像区域倾斜的方向上。
例如,在成像介质上预先设置定位孔,接着以所述定位孔作为基准,在所述成像介质上采用能量射束直接形成印刷图形的成像装置中,除了印刷装置的印版滚筒和所述倾斜的修正有无之外,通过配置相同的构造作为所述成像介质的安装体,即可使成像装置上的成像介质安装位置基准与印刷装置中的成像介质安装位置的基准作成相同。
这样,既可消除因各自装置中的成像介质安装基准位置不同造成的微小位置偏差,又可将各自装置的印版滚筒上的固有曲率和成像介质卷装时因装置缺陷造成的微小位置偏差等问题减少至最低限度,并可通过印版滚筒的通用化,降低设计和制作成本,制造出价格便宜的装置。
即使在因成像装置的印版滚筒轻量化等原因,不能完全实现与印刷装置的印版滚筒通用化的场合,通过成像介质安装部结构的通用化,也能将因所述成像介质安装基准位置不同造成的微小位置偏差以及因各自装置的印版滚筒上的固有曲率和成像介质卷装时装置缺陷造成的微小位置偏差减少至最低限度。因此,就可以进行与印版滚筒通用化一样的成像介质位置偏差小的高品质印刷,这是十分清楚的。如上所述,通过使成像介质安装部结构通用化,或者印版滚筒主要构件本身的通用化,即可使成像装置与印刷装置的印版滚筒实际上相同。另外,最好使印版滚筒的外径一致。
本发明的成像介质定位方法通过设在成像介质上的定位孔与设在成像装置中的定位销嵌合来进行的,图18表示该场合的成像介质的一例。图24为该场合的成像装置轴测图。
如图18所示,成像介质2018A具有头部的多个定位孔2181和尾部的固定孔2182。多个定位孔2181和固定孔2182在制作成像介质2018A时,沿着印版滚筒的运送方向上的两个侧边中,至少1个侧边与成像介质头部的两边呈垂直状裁切,然后以所述垂直的两边作为基准,使用专用加工机床正确加工成规定的形状。由于制版和印刷时的成像介质安装的基准位置即为多个定位孔2181,故作为开孔基准的所述侧边和所述成像介质头部的两边未必一定要垂直,但因在成像介质的裁切加工、销孔2181的开孔加工以及成像介质的捆包作业等时能提高作业性,故以垂直状为好。成像区域大多是将成像介质外形中的某1个边或与销孔组的排列方向平行的方向作为基准方向。
本实施形态的成像装置上的成像介质的安装和取出动作与前述θ=0时是相同的,但因前述角度θ非常小,故即使与如前所述的θ=0时相同,也无任何问题。
即使在图28所示的未设置定位用销孔方式的使用成像介质的成像装置中,与设置定位用销孔方式的使用成像介质的成像装置一样,成像介质的安装和取出动作与前述θ=0时相同。但因前述角度θ十分小,故即使如前所述的θ=0时相同,也无任何问题,这是十分清楚的。
在上述的示例中,都是将成像头从印版滚筒回转轴方向只需接前述的角度θ倾斜的方向进行扫描的,但也可以在与印版滚筒回转轴方向一致的方向上扫描。此时,通过微妙地将射束照射的配合时间错开,即可防止图像形成平行四边形。
作为本发明的使用印刷系统的印刷装置,前面由图1所示的多色印刷装置等也适合使用。
如前所述,印刷装置1001的印版滚筒的成像介质的定位方法和固定方法,除了成像用安装体上的成像介质定位时设定的无倾斜度(进行修正)这一点之外,其余与成像装置相同,不存在印刷装置、成像装置各自的装置中的因成像介质安装基准位置不同造成的微小位置偏差等问题。
印刷装置1001的各印版滚筒1041-1044上的成像介质定位方法与所述的成像装置2001的印版滚筒2011上的成像介质定位方法实际上相同。
例如,在成像装置采用成像介质上设置定位孔,在印版滚筒一侧设置定位销的方法进行成像介质定位的场合,最好在印刷装置一侧也采用同样的方法,或者采用定位孔位置检测的方法。另外,在成像装置采用成像介质的抵靠部与印版滚筒的抵靠承接部进行定位的场合,最好在印刷装置一侧也采用同样的方法。当然,在可望得到足够的定位精度时,在成像装置一侧采用销孔方法定位,在印刷装置一侧采用抵靠方法定位,或者采用相反的组合,有时实际上也能获得相同效果,但一般来讲,大多是采用如上所述的两者相同或近似的定位方法,这是一种简便而又提高精度的方法。
并且,印刷装置一侧的成像介质的固定方法也实际上相同,故即使在成像装置一侧出现了成像介质变形等缺陷的场合,也能积极地利用这一缺陷,使高精度定位有可能进行固定。印版滚筒的设计也作成相同或实质上相同,故成像介质的卷曲的影响也实际上相同。
实施例1
在图1所示的印刷装置中,装有本发明的图4的油墨组件,在室温23℃、湿度40%的条件下,以印刷速度5000张/小时的速度进行了印刷评价测试。
其结果,如表1所示,相对于在日本发明专利公告1992年68147号公报告示的以往涂敷装置中印刷张数100张时出现条纹状缺陷,图1所示的本发明的印刷装置能在印刷张数达到1500张时未产生条纹状缺陷。
滚轮和刀片的条件是,油墨着色滚轮1201采用JISA(与肖氏公司、杜罗回跳式硬度计A型相当,以下相同)的橡胶硬度43°、外径60.1mm的单层橡胶滚轮,辅助油墨着色滚轮1212采用相同标准JISA的橡胶硬度35°、外径30.1mm的单层橡胶滚轮,搅拌滚轮1210、1211采用外径19.6mm的不锈钢制滚轮。
另外,刮刀片1202和平坦化刀片1209采用厚度为0.15mm、在抓取部的导入侧前边缘具有曲率的钢材,各自的曲率半径为50μm、15μm。刮刀片1202和平坦化刀片1209的间隔定为2mm。用纸为四六版尺寸(788mm×1091mm),采用70kg的A3尺寸的不含磨木浆的纸张。
实施例2
又,在图1所示的印刷装置中,装有本发明的图8的油墨组件,在室温23℃、湿度40%的条件下,以印刷速度5000张/小时的速度进行了印刷评价测试。
其结果,如表1所示,相对于在日本发明专利公告1992年68147号公报告示的以往涂敷装置中印刷张数100张时出现条纹状缺陷,图1所示的本发明的印刷装置能在印刷张数达到2000张时未产生条纹状缺陷。
滚轮和刀片的条件是,油墨着色滚轮1201采用橡胶硬度43°、外径60.1mm的单层橡张滚轮,辅助油墨着色滚轮1212、1213采用橡胶硬度35°、外径30.1mm的单层橡胶滚轮,搅拌滚轮1210、1211采用外径19.6mm的不锈钢制滚轮。
刮刀片1202和平坦化刀片1209采用厚度为0.15mm、在抓取部的导入侧前边缘具有曲率的钢材,各自的曲率半径为50μm、15μm。刮刀片1202和平坦化刀片1209的间隔定为2mm。用纸为四六版尺寸(788mm×1091mm),采用70kg的A3尺寸的不含磨木浆的纸张。
实施例3
又,在图1所示的印刷装置中,装有本发明的图9的油墨组件,在室温23℃、湿度40%的条件下,以印刷速度5000张/小时的速度进行了印刷评价测试。
其结果,如表1所示,相对于在日本发明专利公告1992年68147号公报告示的以往涂敷装置中印刷张数100张时出现条纹状缺陷,图1所示的本发明的印刷装置能在印刷张数达到1000张时未产生条纹状缺陷。
滚轮和刀片的条件是,油墨着色滚轮1201采用橡胶硬度43°、外径60.1mm的单层橡张滚轮,辅助油墨着色滚轮1212、1213采用橡胶硬度35°、外径30.1mm的单层橡胶滚轮,搅拌滚轮1210、1211采用外径19.6mm的不锈钢制滚轮。
刮刀片1202采用厚度为0.15mm、在抓取部的导入侧前边缘具有曲率,其曲率半径为50μm。用纸为四六版尺寸(788mm×1091mm),采用70kg的A3尺寸的不含磨木浆的纸张。
实施例4
在图1所示的印刷装置中,装有本发明的图9的油墨组件,在室温23℃、湿度35%的条件下,以印刷速度5000张/小时的速度进行了印刷评价测试。
其结果,如表1所示,相对于在日本发明专利公告1992年68147号公报告示的以往涂敷装置中印刷张数100张时出现条纹状缺陷,图1所示的本发明的印刷装置能在印刷张数达到6000张时仍未产生条纹状缺陷。
滚轮和刀片的条件是,油墨着色滚轮1201采用橡胶硬度40°、内层橡胶硬度25°、外径59.5mm的两层聚氨脂橡胶滚轮,辅助油墨着色滚轮1212、1213采用橡胶硬度35°、外径30.2mm的单层聚氨脂橡胶滚轮,搅拌滚轮1210、1211采用外径19.6mm的丽尔桑(耐纶11纤维)滚轮。
刮刀片1202采用厚度为0.15mm的钢材、在抓取部的导入侧前边缘具有曲率,其曲率半径为30μm用纸为四六版尺寸,采用70kg的A3尺寸的不含磨木浆的纸张。
如前所述,本发明的实施例1、实施例2、实施例3和实施例4中的评价结果详见表1。在连续印刷时,采用以往的日本发明专利公告1992年68147号公报的油墨组件时,可以确认原先印刷张数到达100张时产生的条纹状缺陷,在实施例1中增加到1500张、实施例2中为2000张、实施例3中为1000张、实施例4中为6000张以上。
表1产生条纹状缺陷之前的印刷张数
| 装置规格 | 印刷张数(张) |
| 现有装置(日本发明专利公告1992年68147)号公报 | 100 |
| 实施例1 | 1500 |
| 实施例2 | 2000 |
| 实施例3 | 1000 |
| 实施例4 | 6000以上 |
工业上的应用可能性
如上所述,若采用本发明的多色印刷装置,记录介质的移动量最小,作业性好,可容易进行背面印刷。
又,若采用本发明,印刷品质好,印刷装置的设置不需要宽广的场地,可提供价格便宜的多色印刷装置。
又,若采用本发明的涂敷装置,即使因纸粉等堵塞造成的涂敷膜表面圆周方向上产生条纹状缺陷,通过用平坦化构件使涂敷膜表面平坦化,很小出现涂敷表面圆周方向上的条纹状缺陷。
又,若采用本发明,只要将由成像装置制成的成像介质装在印刷装置上,即可实现定位大幅度减轻成像介质定位作业的难度,可简便地提高印刷品质,并且,不需要宽广的设置场所,容易制造出作业性良好的成像装置。
又,若采用本发明的成像装置,可在一边使卷装成像介质的安装体以一定速度连续回转,一边将射束照射装置以一定速度向大致与安装体回转轴相同的方向连续扫描进行成像的成像装置中,可对成像介质进行不倾斜的图像制作,在将成像装置和印刷装置仍作为各自单体的状态下,可容易进行成像时的成像介质定位,使成像介质上的图像位置不倾斜,始终处在正确的位置,故容易进行印刷装置中的印刷版定位作业,容易构成价格便宜的成像装置,并可容易构成作业性良好的印刷系统。
Claims (68)
1.一种多色印刷装置,它是单张纸的印刷装置,包括对压印滚筒正切的多个橡皮滚筒、对所述各橡皮滚筒正切的印版滚筒,以及对所述各印版滚筒分别涂敷油墨的油墨涂敷装置,其特征在于,所述多个油墨涂敷装置大致沿重力方向排列,向所述印刷装置供给单张纸的记录介质的供给装置和排出装置相对于所述橡皮滚筒,被设置在与所述油墨涂敷装置的设置侧相反一侧。
2.如权利要求1所述的多色印刷装置,其特征在于,压印滚筒数为多个。
3.如权利要求1所述的多色印刷装置,其特征在于,所述单张纸的记录介质的供给装置位于排出装置的下侧,所述单张纸的记录介质从下侧向上侧流动。
4.如权利要求1所述的多色印刷装置,其特征在于,所述油墨涂敷装置包括,有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如地对所述外周面形成的涂敷膜厚度进行调整的刮刀片。
5.如权利要求2所述的多色印刷装置,其特征在于,所述多个压印滚筒为2倍压印滚筒,通过3倍递纸滚筒进行所述2倍压印滚筒间的记录介质的运送。
6.如权利要求2所述的多色印刷装置,其特征在于,所述多个压印滚筒为3倍压印滚筒,通过2倍递纸滚筒进行所述3倍压印滚筒间的记录介质的运送。
7.如权利要求1所述的多色印刷装置,其特征在于,设置有将已印刷的单张纸的记录介质从最后的所述橡皮滚筒与最后的所述压印滚筒之间排出后使所述单张纸的记录介质上的着色剂干燥的装置。
8.如权利要求1所述的多色印刷装置,其特征在于,设有将从最后的所述橡皮滚筒与最后的所述压印滚筒之间排出后被印刷的单张纸的记录介质层叠放置的排出台,该排出台可呈水平方向回转,所述被印刷叠放后的单张纸的记录介质方向可法向180度回转。
9.如权利要求8所述的多色印刷装置,其特征在于,设有将所述被印刷叠放后的单张纸的记录介质的方向在所述记录介质的法向180度回转后,使所述排出台向所述供给装置的所述记录介质的供给位置移动的排出台移动装置。
10.如权利要求1至9中任一项所述的多色印刷装置,其特征在于,所述印版滚筒可卷装不需用水的印版。
11.一种双面印刷方法,在具有对压印滚筒正切的多个橡皮滚筒、对所述各橡皮滚筒正切的印版滚筒以及对所述各印版滚筒分别涂敷油墨大致呈重力方向排列的油墨涂敷装置的印刷装置中,其特征在于,从所述油墨涂敷装置设置侧相反一侧的记录介质供给位置对所述橡皮滚筒供给记录介质,使所述单张纸记录介质从所述橡皮滚筒与所述压印滚筒之间通过,将油墨图像转印在所述记录介质的第1个面上,将来自所述相反一侧排出的所述记录介质叠放在排出台上,使所述排出台进行所述记录介质法向180度回转的同时,将所述叠放后的记录介质提供至所述记录介质供给位置,使所述记录介质从所述橡皮滚筒与所述压印滚筒之间再次通过,将油墨图像转印在所述记录介质的第2个面上。
12.一种涂敷装置,包括具有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如地对所述外周面形成的涂敷膜厚度进行调整的刮刀片,其特征在于,至少设置1个使所述涂敷滚轮上涂敷膜表面平坦化的构件。
13.如权利要求12所述的涂敷装置,其特征在于,设置有多个所述涂敷膜表面平坦化的构件。
14.如权利要求12所述的涂敷装置,其特征在于,至少1个所述涂敷膜表面的平坦化构件为刀片。
15.如权利要求12所述的涂敷装置,其特征在于,至少1个所述涂敷膜表面的平坦化构件为滚轮,其周速慢于所述涂敷滚轮,回转方向与所述涂敷滚轮相同。
16.如权利要求12所述的涂敷装置,其特征在于,至少1个所述涂敷膜表面的平坦化构件相对于所述涂敷滚轮的行进方向被设置在所述刮刀片的上游侧。
17.如权利要求12所述的涂敷装置,其特征在于,至少1个所述涂敷膜表面的平坦化构件相对于所述涂敷滚轮的被涂敷面的行进方向被设置在所述刮刀片的下游侧。
18.如权利要求14所述的涂敷装置,其特征在于,所述至少1个涂敷膜表面的平坦化构件为刀片,所述刮刀片以及平坦化构件的刀片导入侧前端边缘呈圆弧状,所述刮刀片的曲率半径相同于或大于所述平坦化刀片的曲率半径。
19.如权利要求12所述的涂敷装置,其特征在于,相对于所述涂敷滚轮的被涂敷面的行进方向,在所述涂敷滚轮的上游侧和下游侧设有辅助涂敷滚轮,在所述涂敷滚轮与所述辅助涂敷滚轮之间,设置有同时与所述涂敷滚轮和所述辅助涂敷滚轮抵接的轴向摆动的搅拌滚轮。
20.一种印刷装置,其特征在于,设置有权利要求12至19中的任一项所述的涂敷装置和卷装从该涂敷装置接受油墨供给的印版的印版滚筒。
21.一种涂敷装置,包括具有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如地对所述外周面形成的涂敷膜厚度进行调整的刮刀片,其特征在于,相对于所述涂敷滚轮的被涂敷面的行进方向,在所述涂敷滚轮的上游侧和下游侧分别设有至少1个辅助涂敷滚轮,在所述涂敷滚轮与所述辅助涂敷滚轮之间设置有同时与所述涂敷滚轮和所述辅助涂敷滚轮抵接的轴向摆动的搅拌滚轮。
22.一种涂敷装置,包括具有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如的对所述外周面形成的涂敷膜厚度进行调整的刮刀片,其特征在于,相对于所述涂敷滚轮的被涂敷面的行进方向,在所述涂敷滚轮的上游侧和下游侧分别设有至少1个辅助涂敷滚轮,在所述涂敷滚轮与所述辅助涂敷滚轮之间设置有同时与所述涂敷滚轮和所述辅助涂敷滚轮抵接的轴向摆动的搅拌滚轮,所述涂敷滚轮上至少设有1个涂敷膜表面平坦化的构件。
23.一种涂敷装置,包括具有弹性表面的涂敷滚轮以及对所述涂敷滚轮外周面进退自如的对所述外周面形成的涂敷膜厚度进行调整的刮刀片,其特征在于,所述涂敷滚轮由非弹性体的回转轴以及将该回转轴内包的至少最表层采用聚氨脂的多层构造的弹性体组成,所述涂敷滚轮的弹性体各层的硬度越靠表层越比内层高。
24.如权利要求23所述的涂敷装置,其特征在于,所述涂敷滚轮表层的表面硬度采用JISA标准中的橡胶硬度,在40°以上。
25.一种印刷系统,包括:通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置以及向成像后的所述成像介质供给油墨在记录介质上进行印刷的印刷装置,其特征在于,所述印刷装置中的所述成像介质的定位方法实际上是与所述成像装置中的所述成像介质的定位方法相同。
26.如权利要求25所述的印刷系统,其特征在于,成像介质向所述印刷装置上的固定方法实际上是与所述成像介质向所述成像装置上的固定方法相同。
27.如权利要求26所述的印刷系统,其特征在于,所述成像装置和所述印刷装置都是在印版滚筒上卷装成像介质的装置,所述成像装置的印版滚筒实际上与所述印刷装置的印版滚筒采用同一结构。
28.如权利要求25所述的印刷系统,其特征在于,所述成像装置中的成像介质的定位方法是通过设在所述成像介质上的定位孔与设在成像装置中的定位销嵌合来进行的。
29.如权利要求25所述的印刷系统,其特征在于,所述成像装置中的成像介质的定位方法和所述印刷装置中的成像介质的定位方法是通过将加工成规定形状的成像介质的顶靠部与所述成像装置或所述印刷装置的顶靠承接部的配合来进行的。
30.如权利要求25所述的印刷系统,其特征在于,所述成像装置中的成像介质的定位方法是采用设在成像装置上的定位孔位置检测装置,根据检测设在所述成像介质上的定位孔的结果来进行的。
31.如权利要求28或30所述的印刷系统,其特征在于,所述印刷装置中的成像介质的定位方法是通过将设在所述成像介质上的定位孔与设在所述印刷装置中的定位销嵌合来进行的。
32.如权利要求25所述的印刷系统,其特征在于,所述印刷装置中的成像介质的定位方法是采用设在所述印刷装置中的定位孔位置检测装置,根据检测设在所述成像介质上的定位孔的结果来进行的。
33.如权利要求25所述的印刷系统,其特征在于,所述成像装置中的成像介质的定位方法是采用设在所述成像装置中的方位标记位置检测装置,根据检测成像之前设在所述成像介质上的方位标记位置的结果来进行的。
34.如权利要求25所述的印刷系统,其特征在于,所述印刷装置中的成像介质的定位方法是采用设立印刷装置中的检测装置,根据检测印刷之前设在所述成像介质上的方位标记位置的结果来进行的。
35.如权利要求30所述的印刷系统,其特征在于,所述成像装置中的成像介质上的图像定位方法是采用设在所述成像装置中的方位标记位置检测装置,根据检测设在所述成像装置的成像介质安装体上的方位标记位置的结果来进行的。
36.如权利要求25-27、30以及32-35中的任一项所述的印刷系统,其特征在于,所述印刷装置中的印刷位置定位方法是采用设在印刷装置中的方位标记位置检测装置,根据检测设在所述印刷装置的成像介质安装体上的方位标记位置的结果来进行的。
37.一种印刷方法,其特征在于,在成像装置中进行成像介质的定位,通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像,采用与所述成像装置实际上相同的定位方法,在印刷装置中进行该成像介质的定位,然后向所述成像介质供给油墨,在记录介质上进行印刷。
38.一种印刷方法,其特征在于,在成像装置中进行定位,采用与所述成像装置实际上相同的定位方法,在印刷装置中对通过能量射束的照射与成像数据对应的成像特性产生变化的成像介质进行定位,然后向所述成像介质供给油墨,在记录介质上进行印刷。
39.一种成像装置,在通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置中,其特征在于,由该成像装置向成像后的所述成像介质提供油墨,采用与记录介质上要印刷的印刷装置实际上相同的方法进行所述成像介质的定位。
40.如权利要求39所述的成像装置,其特征在于,所述成像装置一边使印版滚筒向第1回转方向回转,一边卷装成像介质,在此状态下进行成像,然后使所述印版滚筒向与第1回转方向相反的第2回转方向回转,并将所述成像介质取出。
41.一种印刷装置,采用通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置,向成像后的所述成像介质供给油墨,在记录介质上进行印刷的印刷装置中,其特征在于,采用与所述成像装置实际上相同的方法进行所述成像介质的定位。
42.一种成像方法,在采用通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置并进行成像的成像方法中,其特征在于,向成像后的所述成像介质提供油墨,采用与要在记录介质上印刷的印刷装置实际上相同的方法,在所述成像装置上进行所述成像介质的定位。
43.一种成像装置,其特征在于,在同一侧上设有向成像装置的成像介质供给装置和排出装置,一边使印版滚筒向第1回转方向回转,一边在所述印版滚筒上卷装来自所述供给装置提供的所述成像介质,在此状态下进行成像,在使所述印版滚筒向与所述第1回转方向相反的第2回转方向回转的同时,将所述成像介质取出,由所述排出装置排出。
44.一种成像装置,在通过将设成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行成像装置的成像介质定位方法的成像装置中,其特征在于,所述成像介质的基材在使用树脂薄膜时,设在所述成像介质上的定位孔与设在所述成像装置中的定位销的嵌合状态被设定为,当所述定位孔开口直径大于所述定位销外径的场合,其差小于点间隔,当所述开口直径小于所述外径的场合,通过嵌合使所述定位孔处于不破损的范围。
45.一种印刷装置,在通过将设在所述成像介质上的定位孔与设在所述印刷装置中的定位销嵌合来进行印刷装置的成像介质定位方法的印刷装置中,其特征在于,所述成像介质的基材在使用树脂薄膜时,设在所述成像介质上的定位孔与设在所述印刷装置中的定位销的嵌合状态被设定为,当所述定位孔开口直径大于所述定位销外径的场合,其差小于点间隔,当所述开口直径小于所述外径的场合,通过嵌合使所述定位孔处于不破损的范围。
46.一种成像装置,在通过将设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行成像装置的成像介质定位方法的成像装置中,其特征在于,所述成像介质的基材在使用金属时,设在所述成像介质上的定位孔与设在所述成像装置中的定位销的嵌合状态被设定为,所述定位孔开口直径大于所述定位销外径,而且,其差小于点间隔。
47.一种印刷装置,在通过设在成像介质上的定位孔与设在所述印刷装置中的定位销嵌合来进行印刷装置的成像介质定位方法的印刷装置中,其特征在于,所述成像介质的基材在使用金属时,设在所述成像介质上的定位孔与设在所述印刷装置中的定位销的嵌合状态被设定为,所述定位孔开口直径大于所述定位销外径,而且,其差小于点间隔。
48.如权利要求28所述的印刷系统,在通过设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行所述成像装置的成像介质定位方法的印刷系统中,其特征在于,所述成像介质的基材在使用树脂薄膜时,设在所述成像介质上的定位孔与设在所述成像装置中的定位销的嵌合状态被设定为,当所述定位孔开口直径大于所述定位销外径的场合,其差小于点间隔,当所述开口直径小于所述外径的场合,通过嵌合使所述定位孔处于不破损的范围。
49.如权利要求28所述的印刷系统,在通过设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行所述成像装置的成像介质定位方法的印刷系统中,其特征在于,所述成像介质的基材在使用金属时,设在所述成像介质上的定位孔与设在所述成像装置中的定位销的嵌合状态被设定为,所述定位孔开口直径大于所述定位销外径,而且,其差小于点间隔。
50.如权利要求28所述的印刷系统,在通过设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行所述成像装置的成像介质定位方法的印刷系统中,其特征在于,所述成像介质的基材为树脂薄膜和金属时,所述定位销的与所述定位孔的大小、配置或形状中至少有1个改变。
51.一种成像介质,它是采用通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置来进行成像的成像介质,其特征在于,至少在与成像面的相反侧面的成像装置上的向成像介质安装体上卷绕的初始侧端部经过了倒角加工。
52.一种成像介质,它是采用通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置来进行成像的成像介质,其特征在于,按规定尺寸裁切时,从成像面的反向侧面裁切加工。
53.一种成像装置,在通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置中,其特征在于,卷绕安装所述成像介质的安装体至少在圆周面上经过了比所述成像介质基材硬的表面处理。
54.一种成像装置,在通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置中,其特征在于,设置有卷装所述成像介质的安装体、回转驱动所述安装体的马达以及使所述能量射束的照射装置向与所述安装体的回转轴方向大致相同的方向扫描的扫描装置,在将所述照射装置向与所述安装体的回转轴方向大致相同的方向扫描时,使所述扫描方向相对于所述成像介质的回转轴,实际上只需按所述扫描装置的扫描速度与卷装在所述安装体的成像介质表面的圆周速度之比进行倾斜。
55.一种成像装置,在通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置中,其特征在于,设置有卷装所述成像介质的安装体、回转驱动所述安装体的马达以及使所述能量射束的照射装置向与所述安装体的回转轴方向大致相同的方向扫描的扫描装置,并装有定位装置,该定位装置是在将所述成像介质向所述安装体安装时,使成像区域的基准方向相对于所述安装体的回转轴,实际上只需按所述扫描装置的扫描速度与卷装在所述安装体上的成像介质表面的圆周速度之比倾斜的方式,对所述成像介质进行定位。
56.如权利要求55所述的成像装置,其特征在于,使所述能量射束的照射装置的扫描方向相对于所述安装体的回转轴,实际上,只需按所述扫描装置的扫描速度与卷装在所述安装体上的成像介质表面的圆周速度之比进行倾斜。
57.一种成像方法,其特征在于,在将成像介质装在安装体上,回转驱动所述安装体的同时,一边将能量射束的照射装置向与所述安装体的回转轴方向大致相同的方向扫描,一边将能量射束从所述照射装置向所述成像介质照射,使所述成像介质上与成像数据对应的成像特性产生变化进行成像之际,在将所述成像介质向所述安装体卷装时,使成像区域的基准方向相对于所述安装体的回转轴,实际上,只需按所述照射装置的扫描速度与卷装在所述安装体上的所述成像介质表面的圆周速度之比倾斜的方式安装所述成像介质。
58.一种成像方法,其特征在于,在将所述能量射束的照射装置扫描时,使所述能量射束的扫描方向相对于所述安装体的回转轴,实际上,只需按所述照射装置的扫描速度与卷装在所述安装体上的所述成像介质表面的圆周速度之比,以所述照射装置的射束照射方向作为轴进行倾斜状扫描。
59.一种印刷系统,包括:通过能量射束的照射使成像介质上与成像数据对应的成像特性产生变化进行成像的成像装置以及向成像后的所述成像介质供给油墨在记录介质上进行印刷的印刷装置,在如此结构的印刷系统中,其特征在于,所述成像装置设有卷装所述成像介质的成像用安装体、回转驱动所述成像用安装体的马达以及将所述能量射束的照射装置向与所述成像用安装体的回转轴方向大致相同的方向扫描的扫描装置,并且,所述印刷装置设有将成像后的所述成像介质卷装的印刷用安装体以及回转驱动所述印刷用安装体的马达,在将所述成像介质卷装在所述成像用安装体上时和将成像后的所述成像介质卷装在所述印刷用安装体上时,在所述各安装体上的所述成像介质的卷装方向实际上只需按所述能量射束的照射装置的扫描装置的扫描速度与卷装在所述成像用介质安装体上的所述成像介质表面的圆周速度之比,各自呈不同的方向。
60.一种印刷系统,其特征在于,使所述能量射束的照射装置的扫描方向相对于所述成像介质的安装体的回转轴,实际上只需按所述扫描装置的扫描速度与卷装在所述成像介质的安装体上的所述成像介质表面的圆周速度之比,以所述照射装置的射束照射方向作为轴进行倾斜。
61.如权利要求59或60所述的印刷系统,其特征在于,所述印刷装置的成像介质的定位方法除了所述卷装方向不同外,其余与所述成像装置的定位方法实际上相同。
62.如权利要求60所述的印刷系统,其特征在于,所述印刷装置上的所述成像介质的固定方法除了所述卷装方向不同外,其余与所述成像装置上的固定方法实际上相同。
63.如权利要求60所述的印刷系统,其特征在于,所述成像装置的成像介质的安装体和所述印刷装置的印刷版的安装体除了所述卷装方向不同外,其余结构实际上相同。
64.如权利要求55或56所述的成像装置,其特征在于,所述成像装置中的所述成像介质的定位方法是通过设在所述成像介质上的定位孔与设在所述成像装置中的定位销嵌合来进行的。
65.如权利要求55或56所述的成像装置,其特征在于,所述成像装置中的所述成像介质的定位方法和所述印刷装置中的所述成像介质的定位方法是通过将加工成规定形状的所述成像介质的顶靠部与所述成像装置的顶靠承接部配合进行的。
66.如权利要求42、43以及51至52中的任一项所述的成像装置,其特征在于,所述成像装置的所述成像介质上的图像定位方法是采用设在所述成像装置中的定位孔位置检测装置,根据检测设在所述成像介质上的定位孔的结构来进行的。
67.如权利要求55或56所述的成像装置,其特征在于,所述成像装置的所述成像介质上的图像定位方法是采用设在所述成像装置中的方位标记位置检测装置,根据检测设在所述成像装置的成像介质安装体上的方位标记位置的结果来进行的。
68.如权利要求55或56所述的成像装置,其特征在于,所述成像装置的所述成像介质上的图像定位方法是采用设在所述成像装置中的方位标记位置检测装置,根据检测成像之前设在所述成像介质上的方位标记位置的结果来进行的。
Applications Claiming Priority (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP69637/1997 | 1997-03-24 | ||
| JP69637/97 | 1997-03-24 | ||
| JP6963797 | 1997-03-24 | ||
| JP10937597 | 1997-04-25 | ||
| JP109375/1997 | 1997-04-25 | ||
| JP109375/97 | 1997-04-25 | ||
| JP13099097 | 1997-05-21 | ||
| JP130990/1997 | 1997-05-21 | ||
| JP130990/97 | 1997-05-21 | ||
| JP19149197 | 1997-07-16 | ||
| JP191491/97 | 1997-07-16 | ||
| JP191491/1997 | 1997-07-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1220630A CN1220630A (zh) | 1999-06-23 |
| CN1102501C true CN1102501C (zh) | 2003-03-05 |
Family
ID=27465160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98800334A Expired - Fee Related CN1102501C (zh) | 1997-03-24 | 1998-03-24 | 涂敷装置、印刷装置、成像装置、印刷系统及印刷方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (3) | US6227109B1 (zh) |
| EP (2) | EP0919371B1 (zh) |
| CN (1) | CN1102501C (zh) |
| AU (1) | AU6422598A (zh) |
| CA (1) | CA2255777C (zh) |
| DE (1) | DE69835266T2 (zh) |
| WO (1) | WO1998042508A1 (zh) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0919371B1 (en) | 1997-03-24 | 2006-07-19 | Toray Industries, Inc. | Coating device, printing device, imaging device, printing system, and printing method |
| JP4076248B2 (ja) * | 1997-09-09 | 2008-04-16 | オリンパス株式会社 | 色再現装置 |
| US6895861B2 (en) * | 2003-07-11 | 2005-05-24 | James F. Price | Keyless inking systems and methods using subtractive and clean-up rollers |
| US6672211B2 (en) * | 1999-03-03 | 2004-01-06 | James F. Price | Inking systems for printing presses |
| JP2001310447A (ja) * | 2000-04-28 | 2001-11-06 | Komori Corp | 輪転印刷機のインキ装置 |
| DE10113338B4 (de) * | 2001-03-20 | 2004-10-28 | Koenig & Bauer Ag | Verfahren und Vorrichtungen zum Antrieb einer Druckeinheit |
| US6769363B2 (en) * | 2001-06-27 | 2004-08-03 | Heidelberger Druckmaschinen Ag | Device and method for manufacturing a tubular printing blanket |
| US6651558B2 (en) * | 2002-03-12 | 2003-11-25 | Harry A. Benson | System for inserting pamphlets into a printing press |
| DE10236597A1 (de) * | 2002-08-09 | 2004-02-19 | Leonhard Kurz Gmbh & Co. Kg | Laserunterstütztes Replizierverfahren |
| JP2004098559A (ja) * | 2002-09-11 | 2004-04-02 | Fuji Photo Film Co Ltd | 画像記録方法と画像記録装置 |
| US20080271627A1 (en) * | 2005-02-14 | 2008-11-06 | Gary Ganghui Teng | Lithographic printing press and method for on-press imaging laser sensitive lithographic plate |
| CN101511492B (zh) * | 2006-09-08 | 2013-09-18 | 东丽株式会社 | 涂覆方法和涂覆装置 |
| KR20090082394A (ko) * | 2006-10-13 | 2009-07-30 | 후지필름 디마틱스, 인크. | 회전면 상에 프린팅하는 방법 |
| US8096239B2 (en) * | 2007-07-24 | 2012-01-17 | Eastman Kodak Company | Registering printing sleeve segments |
| KR101079451B1 (ko) * | 2009-04-02 | 2011-11-03 | 삼성전기주식회사 | 그라비아 인쇄장치 |
| US8537436B2 (en) * | 2011-02-16 | 2013-09-17 | Eastman Kodak Company | Obliquely mounted motor on scan bar assembly |
| DE102012008206A1 (de) * | 2012-04-26 | 2013-10-31 | Hell Gravure Systems Gmbh & Co. Kg | Verfahren und eine Vorrichtung zur Bearbeitung eines zylindrischen Werkstücks |
| TWI611099B (zh) * | 2015-05-13 | 2018-01-11 | 光陽工業股份有限公司 | 引擎節流閥體的構造 |
| US10507087B2 (en) | 2016-07-27 | 2019-12-17 | Align Technology, Inc. | Methods and apparatuses for forming a three-dimensional volumetric model of a subject's teeth |
| US10730323B2 (en) | 2017-03-10 | 2020-08-04 | Canon Kabushiki Kaisha | Printing apparatus, control method, and non-transitory storage medium |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5237997B2 (zh) * | 1971-09-03 | 1977-09-26 | ||
| JPS61179741A (ja) * | 1984-12-20 | 1986-08-12 | ヨツト・ゲ−・マイレンデル・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフトウング・ウント・コンパニ− | 単色または多色印刷機の作動方法並びに装置 |
| JPS63239056A (ja) * | 1986-10-17 | 1988-10-05 | Dainippon Screen Mfg Co Ltd | 多色オフセツト印刷機 |
| JPH03114836A (ja) * | 1989-09-29 | 1991-05-16 | Komori Corp | 多色刷印刷機 |
| JP3114836B2 (ja) * | 1994-01-10 | 2000-12-04 | 株式会社エヌ・ティ・ティ・ドコモ | プリントダイポールアンテナ |
Family Cites Families (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1137859A (en) * | 1913-04-24 | 1915-05-04 | Huber Hodgman Printing Press Company | Rotary printing-press. |
| US1481783A (en) * | 1921-09-16 | 1924-01-22 | Meisel Press Mfg Company | Printing press |
| FR564212A (fr) * | 1922-03-29 | 1923-12-24 | Vogtlandische Maschinen Fabrik | Machine rotative à imprimer par report pour impression en couleurs sur feuilles |
| US3037451A (en) * | 1959-07-15 | 1962-06-05 | William F Davis | Means for dispensing and apportioning fluids |
| US3570398A (en) * | 1968-06-19 | 1971-03-16 | Miller Printing Machinery Co | Sheet-fed rotary printing press |
| FR2350198A1 (fr) | 1976-05-07 | 1977-12-02 | Chambon Machines | Imprimeuse rotative a plusieurs couleurs |
| FR2419165A1 (fr) | 1978-03-10 | 1979-10-05 | Chambon Machines | Imprimeuse rotative pour l'impression en plusieurs couleurs sur des feuilles alimentees d'une maniere continue |
| JPS5944989B2 (ja) | 1978-08-22 | 1984-11-02 | 東洋紡績株式会社 | 繊維シ−トとプラスチツクスとの複合成形法 |
| US4259904A (en) * | 1979-07-23 | 1981-04-07 | Heinz Metje | Alignment system for offset printing presses |
| JPS5676138U (zh) | 1979-11-14 | 1981-06-22 | ||
| JPS5676438A (en) | 1979-11-28 | 1981-06-24 | Nippon Zeon Co Ltd | Production of acrylonitrile-diene rubber composition having improved resistance to low temperature and to permeation of freon gas |
| JPS57140167A (en) * | 1981-02-24 | 1982-08-30 | Dainippon Printing Co Ltd | Ink supply for water-free lithography |
| JPS57178872A (en) | 1981-04-28 | 1982-11-04 | Dahlgren Mfg Co | Regulator for quantity of ink for printer |
| JPS5980061A (ja) * | 1982-10-29 | 1984-05-09 | Dainippon Screen Mfg Co Ltd | 画像走査記録方法及び装置 |
| US4745487A (en) * | 1984-06-15 | 1988-05-17 | Olympus Optical Co., Ltd. | Helical scanning apparatus with one or more rows of scanning elements and an object of scanning disposed at an angle to the axis of a rotating drum to eliminate skew of scanning lines |
| US4727806A (en) * | 1985-08-26 | 1988-03-01 | Wilson Engraving Company, Inc. | Pin register system for flexographic printing plates |
| US4854232A (en) * | 1986-10-13 | 1989-08-08 | Dainippon Screen Mfg. Co. Ltd. | Method and apparatus for multi-color printing |
| JPS63179745A (ja) * | 1987-01-22 | 1988-07-23 | Toray Ind Inc | 塗布装置 |
| JPS63302049A (ja) * | 1987-01-22 | 1988-12-08 | Toray Ind Inc | 塗布装置 |
| JPH0162040U (zh) * | 1987-10-14 | 1989-04-20 | ||
| US4905025A (en) * | 1988-06-20 | 1990-02-27 | Dainippon Screen Mfg. Co., Ltd. | Method of and apparatus for recording image on photosensitive material with a plurality of photobeams |
| JPH02178675A (ja) * | 1988-12-29 | 1990-07-11 | Seikosha Co Ltd | 両面印字装置 |
| JPH02215646A (ja) * | 1989-02-16 | 1990-08-28 | Canon Inc | 画像形成装置 |
| DE3918216A1 (de) | 1989-06-03 | 1990-12-13 | Heidelberger Druckmasch Ag | Verfahren und einrichtung zur filmlosen erstellung einer druckform |
| ATE105774T1 (de) * | 1989-06-29 | 1994-06-15 | De La Rue Giori Sa | Tiefdruckmaschine zum drucken von wertpapieren. |
| JPH0371983A (ja) | 1989-08-07 | 1991-03-27 | Mazda Motor Corp | バツクバー電極の摩耗検出方法 |
| JPH0371973A (ja) | 1989-08-12 | 1991-03-27 | Suzuki Tekkosho:Kk | パイプ同士のろう付け方法 |
| JPH03293133A (ja) * | 1990-04-11 | 1991-12-24 | Toppan Printing Co Ltd | 紫外線乾燥装置付オフセット枚葉印刷機及びオフセット印刷方法 |
| JPH0468147A (ja) | 1990-07-09 | 1992-03-03 | Asahi Chem Ind Co Ltd | 斜め梁頂部の接合構造 |
| JP3028570B2 (ja) * | 1990-08-24 | 2000-04-04 | ソニー株式会社 | 両面印刷装置 |
| JP2737811B2 (ja) * | 1991-05-10 | 1998-04-08 | 富士写真フイルム株式会社 | 印刷方法および装置 |
| JP3355631B2 (ja) | 1991-07-05 | 2002-12-09 | ソニー株式会社 | レーザ製版装置及び製版方法 |
| US5129321A (en) * | 1991-07-08 | 1992-07-14 | Rockwell International Corporation | Direct-to-press imaging system for use in lithographic printing |
| US5205039A (en) * | 1991-11-14 | 1993-04-27 | James Ternes | Method for registering multiple printing plates |
| EP0545862B1 (en) * | 1991-12-03 | 1998-04-22 | Crown Cork & Seal Company, Inc. | Method and apparatus for printing multicolored container body blanks in a single pass |
| JPH05237997A (ja) * | 1992-02-26 | 1993-09-17 | Akiyama Insatsuki Seizo Kk | 印刷機 |
| JP3138528B2 (ja) * | 1992-04-24 | 2001-02-26 | 勇 関本 | 印刷機用ポリウレタンローラの製造方法 |
| US5339737B1 (en) | 1992-07-20 | 1997-06-10 | Presstek Inc | Lithographic printing plates for use with laser-discharge imaging apparatus |
| JPH0664151A (ja) * | 1992-08-24 | 1994-03-08 | Mitsumura Insatsu Kk | インキ供給装置 |
| US5322014A (en) * | 1992-08-25 | 1994-06-21 | Keller James J | Printing plate register system, device, and method |
| US5668588A (en) * | 1993-04-01 | 1997-09-16 | Dainippon Screen Mfg. Co., Ltd. | Spiral scanning image recording apparatus and image recording method |
| US5456175A (en) * | 1993-08-24 | 1995-10-10 | Sony Corporation | Printing sheet making and printing apparatus |
| US5469787A (en) * | 1994-03-15 | 1995-11-28 | Heath Custom Press, Inc. | Multi-color printing press |
| DE9405223U1 (de) * | 1994-03-28 | 1994-06-09 | Man Roland Druckmaschinen Ag, 63069 Offenbach | Trocknervorrichtung für eine Bogenrotationsdruckmaschine |
| US5447303A (en) * | 1994-06-20 | 1995-09-05 | Xerox Corporation | Sheet inverter apparatus |
| JP2945838B2 (ja) | 1994-09-08 | 1999-09-06 | 松下電送システム株式会社 | 画像記録装置 |
| US5654125A (en) * | 1995-05-01 | 1997-08-05 | E. I. Du Pont De Nemours And Company | Laser apparatus and process of use |
| JP2864224B2 (ja) * | 1995-06-30 | 1999-03-03 | 株式会社東京機械製作所 | インキ供給装置 |
| DE19523378A1 (de) * | 1995-06-30 | 1997-01-02 | Koenig & Bauer Albert Ag | Bogenoffsetrotationsdruckmaschine |
| CN1076283C (zh) * | 1995-07-18 | 2001-12-19 | 柯尼格及包尔-艾伯特公开股份有限公司 | 单张纸轮转胶印机 |
| US5727472A (en) * | 1995-07-25 | 1998-03-17 | Burgio; Joseph Thomas | Apparatus and method for drying sheets printed on a multi-stand press |
| US6130702A (en) * | 1995-07-28 | 2000-10-10 | Creo Products Inc. | Method for reliable loading of unexposed printing plates |
| EP0919371B1 (en) * | 1997-03-24 | 2006-07-19 | Toray Industries, Inc. | Coating device, printing device, imaging device, printing system, and printing method |
-
1998
- 1998-03-24 EP EP98909849A patent/EP0919371B1/en not_active Expired - Lifetime
- 1998-03-24 CA CA002255777A patent/CA2255777C/en not_active Expired - Fee Related
- 1998-03-24 EP EP05013853A patent/EP1577092A3/en not_active Withdrawn
- 1998-03-24 WO PCT/JP1998/001281 patent/WO1998042508A1/ja active IP Right Grant
- 1998-03-24 DE DE69835266T patent/DE69835266T2/de not_active Expired - Lifetime
- 1998-03-24 CN CN98800334A patent/CN1102501C/zh not_active Expired - Fee Related
- 1998-03-24 AU AU64225/98A patent/AU6422598A/en not_active Abandoned
- 1998-11-23 US US09/197,489 patent/US6227109B1/en not_active Expired - Lifetime
-
2000
- 2000-11-29 US US09/725,246 patent/US6382098B2/en not_active Expired - Lifetime
-
2002
- 2002-03-19 US US10/100,072 patent/US6886464B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5237997B2 (zh) * | 1971-09-03 | 1977-09-26 | ||
| JPS61179741A (ja) * | 1984-12-20 | 1986-08-12 | ヨツト・ゲ−・マイレンデル・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフトウング・ウント・コンパニ− | 単色または多色印刷機の作動方法並びに装置 |
| JPS63239056A (ja) * | 1986-10-17 | 1988-10-05 | Dainippon Screen Mfg Co Ltd | 多色オフセツト印刷機 |
| JPH03114836A (ja) * | 1989-09-29 | 1991-05-16 | Komori Corp | 多色刷印刷機 |
| JP3114836B2 (ja) * | 1994-01-10 | 2000-12-04 | 株式会社エヌ・ティ・ティ・ドコモ | プリントダイポールアンテナ |
Also Published As
| Publication number | Publication date |
|---|---|
| AU6422598A (en) | 1998-10-20 |
| EP0919371A1 (en) | 1999-06-02 |
| CA2255777C (en) | 2007-07-10 |
| EP0919371B1 (en) | 2006-07-19 |
| US20020139260A1 (en) | 2002-10-03 |
| US6382098B2 (en) | 2002-05-07 |
| US6886464B2 (en) | 2005-05-03 |
| DE69835266D1 (de) | 2006-08-31 |
| US6227109B1 (en) | 2001-05-08 |
| CA2255777A1 (en) | 1998-10-01 |
| EP1577092A2 (en) | 2005-09-21 |
| DE69835266T2 (de) | 2007-07-26 |
| EP1577092A3 (en) | 2011-03-30 |
| EP0919371A4 (en) | 1999-08-18 |
| US20010000861A1 (en) | 2001-05-10 |
| CN1220630A (zh) | 1999-06-23 |
| WO1998042508A1 (fr) | 1998-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1102501C (zh) | 涂敷装置、印刷装置、成像装置、印刷系统及印刷方法 | |
| CN1220590C (zh) | 进纸装置和具有该进纸装置的记录装置 | |
| CN1309563C (zh) | 印刷方法、印刷物及印刷控制装置 | |
| CN1196075C (zh) | 图象读取装置 | |
| CN1277687C (zh) | 打印装置 | |
| CN1220632A (zh) | 成象装置、成象方法及印刷装置 | |
| CN1122606C (zh) | 图象成形设备 | |
| CN101058375A (zh) | 纸张传送装置,图像扫描设备和图像形成设备 | |
| CN1253363C (zh) | 纸材供给方法及其装置,以及图像形成装置 | |
| CN1296213C (zh) | Led印刷头及led印刷头的制造方法 | |
| CN1572520A (zh) | 图像形成装置、图像形成系统、图像读取装置及调整方法 | |
| CN1278613A (zh) | 显影装置及图像形成装置 | |
| CN1756605A (zh) | 狭缝模具、和具有涂膜的基体材料的制造方法以及制造装置 | |
| CN1624519A (zh) | 光扫描设备和使用该光扫描设备的成像装置 | |
| CN1876380A (zh) | 液体盒、接触装置、记录装置、以及液体消耗装置 | |
| CN101046657A (zh) | 色粉补给装置、图像形成装置及色粉不足检测方法 | |
| CN1280919A (zh) | 供液方法、供液容器、负压生成部件容器和液体容器 | |
| CN1276286C (zh) | 光学扫描装置以及使用该装置的图像形成装置 | |
| CN1874895A (zh) | 打印方法和打印系统 | |
| CN1684829A (zh) | 液体喷射装置和打印系统 | |
| CN1298545C (zh) | 可采用双面印刷方式操作的印刷机 | |
| CN1874894A (zh) | 打印方法、打印设备、打印系统和测试图形 | |
| CN1671557A (zh) | 记录设备、记录方法、程序以及计算机系统 | |
| CN1799009A (zh) | 纸张供给装置、图像形成装置、图像形成系统、周边装置的安装方法和装置连接方法 | |
| CN1604856A (zh) | 多色图像形成材料和多色图像形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20030305 Termination date: 20140324 |