CN108570895B - 轨道再造型方法和设备 - Google Patents
轨道再造型方法和设备 Download PDFInfo
- Publication number
- CN108570895B CN108570895B CN201810290231.9A CN201810290231A CN108570895B CN 108570895 B CN108570895 B CN 108570895B CN 201810290231 A CN201810290231 A CN 201810290231A CN 108570895 B CN108570895 B CN 108570895B
- Authority
- CN
- China
- Prior art keywords
- milling
- milling cutter
- rail
- cutting
- inches
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

































Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B31/00—Working rails, sleepers, baseplates, or the like, in or on the line; Machines, tools, or auxiliary devices specially designed therefor
- E01B31/02—Working rail or other metal track components on the spot
- E01B31/12—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails
- E01B31/13—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails by milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/002—Milling elongated workpieces
- B23C3/005—Rails
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/06—Face-milling cutters, i.e. having only or primarily a substantially flat cutting surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0407—Cutting angles
- B23C2210/0421—Cutting angles negative
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0407—Cutting angles
- B23C2210/0421—Cutting angles negative
- B23C2210/0428—Cutting angles negative axial rake angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0407—Cutting angles
- B23C2210/0421—Cutting angles negative
- B23C2210/0435—Cutting angles negative radial rake angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2215/00—Details of workpieces
- B23C2215/32—Railway tracks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2222/00—Materials of tools or workpieces composed of metals, alloys or metal matrices
- B23C2222/28—Details of hard metal, i.e. cemented carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q9/00—Arrangements for supporting or guiding portable metal-working machines or apparatus
- B23Q9/0014—Portable machines provided with or cooperating with guide means supported directly by the workpiece during action
- B23Q9/0028—Portable machines provided with or cooperating with guide means supported directly by the workpiece during action the guide means being fixed only on the machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/1912—Tool adjustable relative to holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/192—Face or end mill with separate means to fasten tool to holder
- Y10T407/1922—Wedge clamp element
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1932—Rotary cutting tool including holder [i.e., head] having seat for inserted tool with means to fasten tool seat to holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
- Y10T409/303808—Process including infeeding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/3042—Means to remove scale or raised surface imperfection
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306216—Randomly manipulated, work supported, or work following device
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306216—Randomly manipulated, work supported, or work following device
- Y10T409/306384—Randomly manipulated, work supported, or work following device with work supported guide means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/307672—Angularly adjustable cutter head
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/307784—Plural cutters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/30784—Milling including means to adustably position cutter
- Y10T409/307952—Linear adjustment
- Y10T409/308344—Plural cutters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/30952—Milling with cutter holder
Abstract
一种铣削铁路轨道的型面的方法,其包括:旋转铣削切割器,所述铣削切割器包含围绕其外围安装的多个面安装切割嵌件;以在对应于所要轨道型面的至少一部分的预定平面中旋转的所述切割嵌件的切割边缘铣削铁路轨道,同时控制所述切割嵌件的切割深度;在铣削所述铁路轨道的同时以所述铣削切割器横越所述铁路轨道;以及控制所述铣削切割器沿着所述铁路轨道的横越速度。
Description
分案申请的相关信息
本案是分案申请。该分案的母案是申请日为2014年3月14日、申请号为201480015672.8、发明名称为“轨道再造型方法和设备”的发明专利申请案。
技术领域
本发明大体上涉及用于铣削的设备和技术。本发明更具体来说涉及适合于铣削铁路轨道的设备和技术。
背景技术
铁路网络在全世界用于货运和类似的运输。随时间过去,铁路轨道变得磨损且可产生不规则性,尤其是沿着轨头型面处。因此,必须通过更换或再造型磨损或变形的轨道来维护铁路。举例来说,可进行轨道再造型以解决常见的轨道变形,例如轨道波曲度,其可包括短到长波长。波曲度已知会造成噪声、振动和过早的车轮磨损。也可以进行轨道再造型作为旨在延长轨道的使用寿命的常规维护计划表的部分。
为了最小化对轨道交通的干扰且减少劳动成本,现场再造型磨损的轨道常常是有利的。虽然现场再造型可避免延长的离线周期,但包括平刨、研磨和(最近)外围铣削的当前再造型策略是大体上缓慢和/或危险的工作。举例来说,轨道研磨可采用安装到轨道研磨车辆的一或多个研磨轮。轨道研磨车辆已知在研磨过程期间产生大量的火花,在其外围沿着铁路可存在显著的火灾危险。常规的轨道再造型车辆已知产生颤振且可能不能够产生合意的光滑且连续的轨头型面。某些常规的轨道铣削车辆采用外围铣削技术来在轨道上铣削预定型面。虽然与轨道研磨车辆相比存在较小火灾风险,但轨道铣削车辆通常沿着铁路缓慢前进,且可能需要铁路停工达延长的周期。轨道铣削车辆也可能不能够连续地铣削轨道。举例来说,此些车辆上使用的外围铣削切割器经设计以形成特定轨头型面,且因此不能够充分适合改变的轨道条件,例如轨头型面的变化、曲线或过渡(例如铁路平交道)。因此,可减缓常规轨道铣削过程以便调整或更换铣削切割器以匹配轨道型面变化,适合于轨道的条件的改变,或解决曲线或过渡。在一些情况下,由于变化或过渡,必然会忽略或不充分地铣削铁路的较大截面。
给定前述缺点,开发用于轨道再造型的改进的技术将是有利的。
发明内容
根据本发明的一个方面,一种铣削铁路轨道的型面的方法包括:旋转铣削切割器,所述铣削切割器包含围绕其外围安装的多个面安装切割嵌件;以在对应于所要轨道型面的至少一部分的预定平面中旋转的所述切割嵌件的切割边缘铣削铁路轨道,同时控制所述切割嵌件的切割深度;在铣削所述铁路轨道的同时以所述铣削切割器横越所述铁路轨道;以及控制所述铣削切割器沿着所述铁路轨道的横越速度。
根据某些非限制性实施例,所述方法进一步包括以多个铣削切割器铣削所述铁路轨道,每一铣削切割器包含围绕其外围安装的多个面安装切割嵌件。在此方法中,每一铣削切割器的所述切割嵌件的切割边缘在对应于所要轨道型面的至少一部分的预定平面中旋转。
根据本发明的额外方面,一种用于现场在铁路轨道上铣削所要型面的至少一部分的设备包括:铣削切割器,其包含包括切割器面的切割器主体,其中所述铣削切割器可围绕旋转轴旋转;以及多个切割嵌件,其安装在所述切割器面的外围周围。所述多个切割嵌件中的每一者包括从所述切割器面延伸一距离以接合且铣削所述铁路轨道上的型面片段的切割边缘。所述旋转轴实质上垂直于将由所述切割嵌件在所述铁路轨道上铣削的所述型面片段的平面。
根据某些非限制性实施例,所述设备进一步包括多个铣削切割器,每一铣削切割器包含可围绕旋转轴旋转的切割器主体和切割器面。多个切割嵌件安装在所述多个铣削切割器中的每一者的所述切割器面的外围周围,且所述多个切割嵌件中的每一者包括从所述切割器面延伸一距离以接合铁路轨道且在所述铁路轨道上铣削所要型面的区段的切割边缘。
根据某些非限制性实施例,所述设备可包括所述多个铣削切割器安装于其上的轨道车辆。在某些实施例中,所述多个铣削切割器个别地安装到相应主轴,且所述多个铣削切割器中的每一者可个别地围绕铁路轨道定位以在所述铁路轨道上铣削所要型面的多个区段。
附图说明
通过考虑结合附图的以下描述可较好地理解本文所描述的方法和设备的各种实施例。
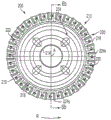
图1A是根据本文所揭示的各种实施例的铣削切割器的透视图;
图1B示意性地说明根据本文所描述的各种实施例的经定位以接合且铣削铁路轨道的铣削切割器;
图2示意性地说明根据本文所描述的各种实施例的铣削切割器的某些特征;
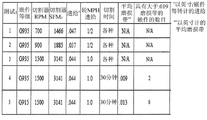
图3是提供用以评估如本文中所描述的某些铣削切割器配置的各种参数的表;
图4呈现在根据图3的表中列出的参数进行的某些测试中使用的铣削嵌件的照片;
图5A-5C示意性地说明根据本文所描述的各种实施例的铣削切割器的特征;
图6A-6C说明根据本文所描述的各种实施例的铣削切割器的某些组件;
图7是说明根据本文所描述的各种实施例的铣削嵌件的特征的半示意图;
图8说明根据本文所描述的各种实施例将常规铣削定向和爬升铣削定向应用于铁路轨道的铣削;
图9是根据本文所描述的各种实施例的铣削铁路轨道的铣削切割器的摄影描述;
图10是根据本文所描述的各种实施例的铣削铁路轨道的铣削切割器的摄影描述;
图11是提供在评估如本文中所描述的某些铣削切割器配置中使用的各种参数的表;
图12A示意性地说明根据本文所描述的各种实施例的在成角定向中接触铁路轨道的铣削切割器;
图12B说明根据本文所描述的各种实施例的铣削切割器相对于铁路轨道的各种成角定向;
图13A是提供在评估如本文中所描述的铣削切割器的某些配置中使用的各种参数的表;
图13B是在本文所描述的测试中使用的切割嵌件的摄影描述;
图14A是提供在评估如本文中所描述的某些铣削切割器配置中使用的各种参数的表;
图14B是在本文所描述的测试中再造型的轨道的摄影描述;
图15是提供在评估如本文中所描述的铣削切割器的某些配置中使用的各种参数的表;
图16提供在本文所描述的测试中使用的各种切割嵌件的照片描绘;
图17A-17C示意性地说明根据本文所描述的各种实施例的铣削切割器的某些特征;
图18A是提供在评估如本文中所描述的铣削切割器的某些配置中使用的各种参数的表;
图18B是在本文所描述的测试中使用的包含两个铣削切割器的测试车架的摄影描述;
图19A-C提供在本文所描述的测试中使用的各种切割嵌件的摄影描绘;
图20A和20B示意性地说明根据本文所描述的各种实施例的铣削切割器的某些特征;
图21示意性地说明根据本文所描述的各种实施例的多个铣削切割器的布置,所述多个铣削切割器围绕铁路轨道定向以各自界定轨道型面的单独部分或区;
图22示意性地说明在铣削切割器横越铁路轨道时在铁路轨道上铣削所要型面的区段的方法的非限制性实施例的方面;以及
图23是包含由根据本发明的非限制性方法形成的铣削片段(刻面)的铁路轨道的摄影描述。
具体实施方式
本发明描述用于再造型铁路轨道的设备、铣削切割器、铣削嵌件和铣削方法的各种实施例。在一个实施例中,根据本发明的铣削切割器包括多个切割嵌件。切割嵌件可接近于待再造型的铁路轨道定位于一或多个定向中。在某些形式中,铣削切割器包括切割器主体,其经配置以在其上保持多个切割嵌件,例如可转位的切割嵌件。铣削切割器可在围绕中心轴旋转的同时横越铁路轨道。所述多个切割嵌件中的每一者可包括切割边缘,其经配置以在切割器主体的旋转期间接合轨道以进而从轨道移除材料且提供所要轨道型面或者轨道型面部分或区。在各种实施例中,提供一种车辆,其包含一或多个铣削切割器,所述切割器经配置以在以大于1mph的速度下横越轨道的同时在铁路轨道中铣削所要型面,调准轨道,且提供连续的表面处理,所述速度例如大于3mph、高达15mph、1到15mph、5到15mph、10到15mph或更快的速度。在某些实施例中,铣削切割器可安装在车辆上且可围绕一或多个轴线移动以使得铣削切割器可以接近于轨道在一或多个定向中可调整地定位以将轨道恢复到所要型面。
在一个实施例中,提供于铁路车辆上的一或多个铣削切割器可围绕垂直轴线旋转或围绕与垂直成一角度的轴线旋转。举例来说,包括围绕铣削切割器的面的外围紧固的多个切割嵌件的铣削切割器可接近于轨道定位以接合且进而铣削轨道并对轨道赋予所要型面或者型面部分或区。根据一个实施例,此铣削策略可视为一种形式的面铣削,本发明人已发现其通过合适地分布切屑负载而允许高进给速率。面铣削的使用明显地不同于已知用于轨道再造型的铣削策略,例如外围铣削。外围铣削可包含在水平轴线上安装且旋转的切割器,且切割嵌件以界定待切割型面的布置围绕铣削切割器的外围隔开。进行外围铣削的铁路车辆不能够以本文所描述的轨道再造型方法和设备可能的速度移动。在现场以比常规外围铣削再造型技术高的速度将型面铣削为铁路轨道的能力可减少铁路停工以用于再造型的时间。除缺乏以高速度横越轨道的能力之外,外围铣削还缺乏适配于弯曲轨道截面的能力。包含界定待切割形状的单个切割器的外围铣削车辆可产生沿着弯曲轨道从所要轨道型面的偏差,以及产生轨头上的非所要的有圆齿的表面处理。
在根据本发明的某些实施例中,多个面铣削切割器可安装在轨道车辆上且可个别地定位以在不同定向中接触轨道以再造型轨道。所述多个铣削切割器可经定向以使得铣削切割器中的至少两者经定位以铣削轨道上的所要轨道型面的不同部分或区。举例来说,在一个实施例中,第一铣削切割器可经定位以在轨道上铣削第一刻面,且第二铣削切割器可经定位以在轨道上铣削第二刻面。在切割器安装于其上的车辆横越轨道时可在轨道的不同区上同时铣削第一和第二刻面两者。
在根据本发明的一个实施例中,铣削切割器可安装在一或多个专用轨道车辆上。铣削切割器可各自可操作地耦合到专用或共享马达,所述马达可操作以在所要速率下旋转铣削切割器。在一个实施例中,两个或两个以上铣削切割器可耦合到经配置以接近于轨道定位铣削切割器的定位部件或系统。所述定位部件或系统可包括马达、齿轮、液压装置、泵或类似物。在各种形式中,所述定位部件或系统可为手动地操作、计算机辅助或自动的。举例来说,在一个实施例中,定位部件或系统可操作地耦合到经配置以控制铣削切割器的各种操作的控制系统。在一个实施例中,控制系统包括导引系统。所述导引系统可经编程以在铣削切割器的前方扫描,例如采用激光或其它检测设备,以提供关于轨道的接近区段的特性的信息到导引系统。所述导引系统可使用所述信息计算最佳切割深度、切割宽度或者对铣削切割器位置或定向的修改,或电力的供应。在各种实施例中,导引系统可控制或提供反馈到其它系统部件以直接或间接地调制切割操作。举例来说,来自导引系统的反馈可导致对主轴头的位置的修改。
参见图1A、1B和2,在根据本发明的各种实施例中,用于造型铁路轨道的方法和设备包括在接触铁路轨道11的同时围绕轴线“A”且在受控定向及位置中旋转铣削切割器10。铣削切割器10可包含切割器主体12,其界定中心直径14和外圆周16。切割器主体12可包含切割器面18,其界定围绕切割器面18的外围22安置的多个切割嵌件位置20。所述多个切割嵌件位置20中的每一者可经配置以接纳切割部件,例如切割嵌件24。切割嵌件24可定位在嵌件位置20内且通过保持组合件26保持于其中,所述保持组合件例如楔、螺钉或此项技术中已知的其它夹持组合件。图1A中说明的铣削切割器10包括多个切割嵌件24,其各自定位在巢套28内。切割嵌件24可经定位以从切割器面18延伸一距离以在个别切割嵌件24的一或多个切割边缘30处接合工件,例如轨道11。在各种实施例中,切割器主体12的中心直径14可经设定尺寸以安装到用于围绕旋转轴“A”旋转的主轴32。切割器主体12进一步界定多个孔34,所述孔经结构化以接纳螺钉以将主轴32的旋转定位到切割器主体12。
在操作中,铣削切割器10可在连续地横越轨道11的同时由主轴32旋转,以使得轨道11连续地进给到围绕切割器面18的外围定位的旋转切割嵌件24,如图1B中一般描绘。为了在轨道11的区上产生所要型面或刻面(即,型面部分或区),铣削切割器10和紧固到其的切割嵌件24可经定向在相对于轨道11的轴线“X-X”成预定角度处。举例来说,在一个实施例中,铣削切割器10相对于轨道11定位以使得切割嵌件24的切割边缘30定位在对应于将在轨道11上铣削的型面的至少一部分或区的预定平面中。
在各种实施例中,轨道再造型设备和方法包括旋转铣削切割器10,其具有安装在切割器面18的外围22周围的多个切割嵌件24。根据某些实施例,铣削切割器10可以小于1mph到高达约15mph的速度、以5到15mph、以10到15mph或以更快速度横越工件,例如铁路轨道。举例来说,铣削切割器10可旋转且沿着轨道11通过以使得轨道11以对应于铣削切割器10安装于其上的车辆的速度的进给速率进给到旋转铣削切割器10,以产生所要轨道型面。
为了开发所揭示的用于再造型铁路轨道上的表面同时维持充分的轨道表面处理和型面的铣削设备和方法,准备且测试各种高进给铣削切割器10和切割嵌件24组合。一般来说,开发高进给铣削切割器10,其利用嵌件导前角来产生切屑薄化效应,所述效应允许铣削切割器10在相对浅切割深度在高于正常进给速率的速率下运行。根据各种实施例,高进给铣削切割器10优选地包括中等间距或细间距铣削切割器。图1A是根据各种非限制性实施例的可配置为高进给铣削切割器的铣削切割器10的一般化描述的透视图。举例来说,铣削切割器10可安装到用于轨道11的高速铣削的轨道车。在此配置中,铣削切割器主体12具有8英寸直径且包含容纳16个单独切割嵌件的16个切割嵌件位置20。图2说明嵌套式切割嵌件配置且包含适于接纳嵌件的巢套28中的切割嵌件24。所述图2的右上处的图示提供切割嵌件24以及切割嵌件28嵌套于其内的巢套28的俯视图。图2的左上处的图示提供巢套28和切割嵌件24的侧视图。图2的右下处的图示提供端视图,例如,当保持在切割器主体内时围绕切割器主体12的圆周定位的巢套和切割嵌件24的部分的视图。嵌件24安置在巢套中的2°导前角(在44a与44b之间测得)处,且嵌件24具有11°度离隙(在29a-29b之间测得)。
通过抵靠着旋转轨道钢轮旋转铣削切割器10以模拟横越铁路轨道已证明用于铁路轨道的高速铣削的铣削切割器10的有效性。具体来说,铣削切割器10安装到从30马力测试机器延伸的主轴32。铣削切割器10抵靠着由轨道钢形成的37英寸直径轮逆时针旋转,所述轮在各种转速顺时针旋转以对应于特定mph。图3中提供此测试的参数。在所述测试期间,在约0.010英寸的切割深度处维持约0.38-0.62英寸之间的切割宽度。在测试1-3中,铣削切割器的转速从初始700RPM逐渐斜升到高达1500RPM,且轨道钢轮的转速从对应于0.5mph的转速逐渐斜升到高达对应于1mph的速度。16个嵌件的满排列安装在铣削切割器上且在图3中列出的测试2-5中使用。在速度斜升测试之后,将新嵌件24定位于切割器主体12中用于图3中列出的测试4和测试5,以便评估两组涂布PVD的碳化物嵌件24。在测试中使用的切割嵌件等级是 级G-935、涂布PVD的C5烧结碳化物级和
级G-935、涂布PVD的C5烧结碳化物级和 级G-915、涂布PVD的C1烧结碳化物级,这两个等级可购自美国宾夕法尼亚州塞格镇格林利夫公司(GreenleafCorporation,Saegertown,Pennsylvania USA)。
级G-915、涂布PVD的C1烧结碳化物级,这两个等级可购自美国宾夕法尼亚州塞格镇格林利夫公司(GreenleafCorporation,Saegertown,Pennsylvania USA)。
图4(左面板)是展示测试5中观测到的典型边缘磨损的切割嵌件24的切割边缘30的俯视图的摄影描述。图4(右面板)是左面板中所描绘的切割边缘30的侧视图的摄影描述。从每一嵌件24进行磨损带(36a-36b)测量以确定哪一测试等级表现更合意。在测试4中使用的由 级G-935材料制得的切割嵌件的平均磨损带(36a-36b)是0.009英寸,其中16嵌件中的2个展示超过0.019英寸的磨损带(36a-36b)。在测试5中使用的由
级G-935材料制得的切割嵌件的平均磨损带(36a-36b)是0.009英寸,其中16嵌件中的2个展示超过0.019英寸的磨损带(36a-36b)。在测试5中使用的由 级G-915材料制得的切割嵌件的平均磨损带(36a-36b)是0.013英寸,其中16个嵌件中的6个展示超过0.019英寸的磨损带(36a-36b)。
级G-915材料制得的切割嵌件的平均磨损带(36a-36b)是0.013英寸,其中16个嵌件中的6个展示超过0.019英寸的磨损带(36a-36b)。
虽然在测试中使用的大进给速率(范围在每转每嵌件0.037到0.047英寸(在此可缩略为“每嵌件英寸”)之间)产生低于最佳的部分表面处理,但所述部分表面处理在可接受限制内。因此,在1mph的结果证明可在较高进给下实现可接受的轨道表面处理。结果还证明通过恰当的铣削切割器和切割嵌件配置,可以可接受的嵌件磨损实现较高进给速率。
为了进一步证明可在高行进速度下铣削铁路轨道,同时维持需要的轨道表面处理和型面,根据本发明,各种铣削切割器配置安装到测试机器且用以铣削保持于旋转器具中的铁路轨道的11支脚片段以促进用于在轨道上铣削各种刻面角的转位。测试机器配备有35马力水平机械加工中心,其能够具有每分钟400英寸(IPM)的最大线性进给速率,或约0.38mph。在此测试中,使用经配置以保持32个切割嵌件的10英寸直径切割器主体评估两个铣削切割器和切割嵌件几何形状。
图5A-5C中展示评估的第一铣削切割器和嵌件配置100。在第一配置100中,铣削切割器110包括中性径向和正轴向倾角配置100。参见配置100的径向视图图5A和平面图图5B和5C,铣削切割器110包括切割器主体112,其界定中心直径114和向外延伸直径“D”的外圆周116。中心直径114围绕旋转轴“A”定位,且铣削切割器110经设定尺寸以安装到主轴132。铣削切割器110包含多个孔134,其经配置以接纳螺钉以将切割器主体112定位到主轴132的旋转。所属领域的技术人员将了解切割器主体可包括主轴配件的各种布置。举例来说,切割器主体112可经设计有包含孔或狭槽的配件,其经配置以用于安装到一或多个主轴或主轴转接器设计。因此,除非另外说明,否则本发明不受图解说明实施例中的特定主轴配件布置限制。
切割器主体112延伸到切割器面118,其围绕切割器面118的外围122界定32个切割嵌件位置120。切割嵌件(例如,124x,124y)紧固于嵌件位置120内。切割嵌件中的每一者从切割器面118延伸一距离且界定从切割器面118延伸的切割边缘130。切割器主体112经配置以在由箭头“R”指示的旋转方向中围绕轴线“A”旋转。图5A-5C中所示的视图说明切割嵌件124x、124y的几何形状。切割嵌件124y展示在图5A和5B中的六点钟位置,说明刮擦平坦部分40延伸0.140英寸到成角部分42(见图7中的切割嵌件细节),从而提供2°角度(在144a与144b之间测得)。切割嵌件124x展示在图5A和5C中的3点钟位置,说明正倾角。应了解虽然切割嵌件124x、124y由不同参考标号参考,但在各种实施例中,嵌件124x、124y以及安装在切割器主体112上的其它嵌件可共享相同或相似的几何形状和定向。
图6A-6C中展示评估的第二铣削切割器和嵌件配置200。在第二配置200中,铣削切割器210包括双负(轴向和径向)倾角配置200。参见铣削切割器210的径向视图图6A以及平面图图6B和6C,铣削切割器200包括切割器主体212,其界定中心直径214和延伸到直径“D”的外圆周216。中心直径214围绕旋转轴“A”定位且经设定尺寸以安装到主轴232。切割器主体212界定多个孔234,所述孔经结构化以接纳螺钉以将切割器主体212定位到主轴232的旋转。切割器主体212延伸到切割器面218,所述切割器面界定围绕切割器面218的外围222的32个嵌件位置220。切割嵌件(例如,224x,224y)紧固于嵌件位置220内,从切割器面218延伸一距离,且包含切割边缘230。铣削切割器200在由箭头“R”指示的旋转方向中旋转。铣削切割器210的径向视图或侧视图说明嵌件224x、224y的几何形状。在图6A和6B中提供的视图中,切割嵌件224y展示在六点钟位置,说明刮擦平坦部分40延伸0.140英寸到成角部分42(见图7中的切割嵌件细节),从而提供2°角度(在244a与244b之间测得)。切割嵌件224x展示在图6A和6C中的3点钟位置,说明负倾角。应了解虽然嵌件224x、224y由不同参考标号参考,但在各种实施例中,嵌件224x、224y以及安装在切割器主体212上的其它切割嵌件可共享相同或相似几何形状和定向。
如指示,图7分别提供图5A-5C和6A-6C中所描绘的切割嵌件124y和224y的半示意性细节视图,且进一步说明切割嵌件的几何形状和某些评估参数。图7中描绘切割嵌件124y、224y接合铁路轨道11,且所述嵌件包含平移到成角部分42的刮擦平坦部分40。图7中指示的经编程进给速率70、实际切屑负载(在72a与72b之间)和最大切割深度(在46a与46b之间)大体上对应于如下文进一步描述的测试参数。
除评估铣削切割器和切割嵌件几何形状之外,还研究铣削切割器与铁路轨道之间的相对定向。图8说明描绘“常规”(上)铣削300和“爬升”(下)铣削400的并排比较。图的下部部分描绘铣削切割器310、410,其可适用于本文所描述的铣削切割器中的任一者。铣削切割器310、410两者接近于轨道11定位。切割器主体312、412的切割器面318、418保持多个切割嵌件324、424,其包括经定位以当切割器310、410围绕旋转轴“A”沿箭头“R”的方向旋转时铣削轨道11的切割边缘330、430。轨道11可界定轴线“X”。根据某些实施例,轨道11可在铣削切割器310、410如由箭头52指示横越轨道的情况下进给所述切割嵌件324、424。在图8的上部部分中,铣削切割器310、410是在铣削切割器主体312、412的背面从主轴的轴向视角中说明的。在“常规”铣削定向300中,切屑厚度开始于零或接近零,且增加到最大以形成切割宽度(在48a与48b之间测得)。在“爬升”铣削定向400中,每一切割边缘在界定点处接合材料且切割宽度(在48a与48b之间)开始于最大值且在整个切割过程中减小。在图8中所描绘的两个定向中,铣削切割器310、410的轴线“A”从轴线“X”偏移,如图8中一般说明。然而在各种实施例中,当铣削切割器310、410正铣削轨道11时,铣削切割器310、410的轴线“A”可至少部分地在轴线“X”上定中心。
图9提供耦合到主轴532且在偏移定向500中对轨道11执行加工的铣削切割器510的摄影描述。确切地说,铣削切割器510包括切割器主体512,其经配置以容纳围绕铣削切割器510的切割器面518的外围522定位的多个切割嵌件524。如上文所介绍,铣削切割器510可在常规铣削定向或爬升铣削定向中定位。如图8-9中示出,旋转轴“A”可部分地从例如轴线“X”偏移,且旋转轴“A”可如图10中示出沿着刻面或切割宽度定中心。图10说明耦合到主轴632且在中心定向600中对轨道11执行加工的铣削切割器610。铣削切割器610包括切割器主体612,其经配置以容纳围绕铣削切割器610的切割器面618的外围622定位的多个切割嵌件624。
如上文所描述,为了进一步证明根据本发明可以高速度铣削轨道11,同时维持充分的轨道表面处理和型面,包括上方切割器主体/切割嵌件配置100、200和定向300、400、500、600的铣削切割器110、210、310、410、510、610安装到测试机器,所述测试机器提供400IPM(英寸每分钟)的最大线性进给速率以铣削在旋转器具60(如图10中示出)中保持的十一英尺长铁路轨道11。所述旋转器具促进转位轨道11以用于铣削轨道11上的各种刻面角。在测试期间,观测到负倾角配置200以在比正倾角配置100高的进给速率下提供较好部分表面处理。举例来说,与正倾角配置100相比,由负倾角配置200产生的表面处理在较高进给速率下呈现较小波状。特别地,负倾角配置200切割嵌件24也提供额外切割边缘。还发现在离开中心轴线“A”近似4英寸的偏移位置500中以铣削切割器410、510的爬升铣削400提供具有较好表面处理的较安静切割。图11提供测试参数,其中进行32次测试运行(G001-G0032)以评估定向于中心600上的双正铣削切割器配置100。
参见图12A,为了解决可在轨道中铣削的各种轨道刻面以一起提供所要轨头型面,进行测试,其中铣削切割器定位在离开水平“B”通过近似45°的各种切割器顶端角56a-56b处。图12B说明在轨道11上的型面或刻面区82a、82b的轨道的两侧上离开水平“B”的切割器顶端角的9个实例。使用配置100或200在轨道11上铣削所述9组刻面(总18个刻面)以提供所要轨道型面或轮廓。在测试期间,切割宽度(在48a与48b之间测得)近似为0.12-1.12英寸,且切割深度维持于0.005与0.010英寸之间(见例如图7)。仅四个嵌件安装在切割器主体上以执行测试。因此,估计由每一切割嵌件执行的工作等同于在32个嵌件的满负载下约3.03mph。图12A中说明的铣削切割器710的各种特征可类似于图8中说明的铣削切割器410的特征。举例来说,铣削切割器710定位于偏移定向700中。因此,相同的特征是由对应于铣削切割器410的特征的数字识别,并且出于简洁的目的不进一步描述。
如上所述,在测试中使用的用于测试机器的最大线性IPM进给是400IPM。因此,为了以mph进一步推动线性进给评估,通过各种测试,其中使用仅1或2个切割嵌件运行。图13A中提供用于这些测试的参数。测试正(测试1-7)和负(测试8-10)铣削切割器配置100、200两者。在所有测试中使用与4英寸的偏移切割器轨道定向700组合的爬升铣削定向400。切割宽度近似为0.12-1.12,且嵌件等级是可购自美国宾夕法尼亚州塞格镇格林利夫公司的 级GA-5125材料、CVD涂布的C6级。IPM进给在242.0IPM与400.4IPM之间改变。具有32个嵌件的满嵌件负载的估计mph进给在4.83mph与12.00mph之间。举例来说,对于测试6和10,经编程进给在1,100RPM下以每嵌件0.360进给运行(见例如图7),从而达到一个嵌件的396.0IPM的线性进给。在32个切割嵌件的满负载以每嵌件等效英寸进给速率运行的情况下,估计mph进给是约12mph。图13B是在测试G008、G001和G002中使用的切割嵌件的摄影描述。嵌件顶部或倾角面展示无损坏且仅侧面磨损可见。G002嵌件的磨损带(在36a与36b之间)测得为约0.025英寸。特别地,在2°刮擦平坦过渡处(大体上在线T-T处)观测到增加的磨损。据信对切割嵌件的半径的增加可减少此区中观测到的磨损增加。
级GA-5125材料、CVD涂布的C6级。IPM进给在242.0IPM与400.4IPM之间改变。具有32个嵌件的满嵌件负载的估计mph进给在4.83mph与12.00mph之间。举例来说,对于测试6和10,经编程进给在1,100RPM下以每嵌件0.360进给运行(见例如图7),从而达到一个嵌件的396.0IPM的线性进给。在32个切割嵌件的满负载以每嵌件等效英寸进给速率运行的情况下,估计mph进给是约12mph。图13B是在测试G008、G001和G002中使用的切割嵌件的摄影描述。嵌件顶部或倾角面展示无损坏且仅侧面磨损可见。G002嵌件的磨损带(在36a与36b之间)测得为约0.025英寸。特别地,在2°刮擦平坦过渡处(大体上在线T-T处)观测到增加的磨损。据信对切割嵌件的半径的增加可减少此区中观测到的磨损增加。
参见图22可较好理解在横越轨道的同时在铁路轨道的表面上铣削所要型面、型面的部分或“刻面”的技术的一个非限制性实施例,图22示意性地描绘包含可围绕旋转轴“X”旋转的切割器主体1202的铣削切割器1200。图22以向下看正在加工的轨道表面上的幻影描绘切割器主体1202的外围,且指示围绕切割器主体1202的切割器面的外围紧固到切割器主体1202的许多铣削嵌件1204中的若干者的位置。展示切割器主体1202面铣削铁路轨道1208的顶部表面1207的区以产生沿着铁路轨道1208的顶部表面1207纵向延伸的所要轨道型面部分或刻面1210。刻面1210可为铣削到铁路轨道1208的顶部表面1207上的若干刻面中的一者以提供所要轨道型面且进而再造型顶部表面1207。在切割器主体1202也沿着铁路轨道1208纵向横越时,切割器主体1202在图22中所示的旋转方向中(如从图22的角度所见为顺时针)围绕旋转轴“X”旋转。因此,铣削嵌件1204相对于铁路轨道1208的顶部表面1207的运动是切割器主体1202围绕旋转轴线X的旋转运动和切割器主体1202沿着铁路轨道1208在所说明纵向方向中的运动两者的结果。
如从图22将理解,铣削切割器1200可经定位以使得铣削嵌件1204以所要接近角度进入铁路轨道1208的顶部表面1207上正加工的切口。一个此接近角度是角度π,其经界定为铣削嵌件的切割边缘与铁路轨道顶部表面的纵向轴线之间的角度。在某些实施例中,角度π优选地在从20°到50°的范围中。每一铣削嵌件1204优选地在铣削切割器1202旋转时向下掠过铁路轨道1208,且以利用铣削嵌件1204的整个或几乎整个切割边缘从轨道1208铣削材料的方式纵向横越轨道1208,进而在铣削嵌件1204的整个或几乎整个切割边缘上分布热和磨损。铣削嵌件1204相对于轨道1208的顶部表面1207的移动产生沿轨道1208向下的剪切动作,从而连续地移除材料以沿着顶部表面1207形成所要刻面1210。
再次参见图22,在结合所述图描述的方法的某些非限制性实施例中,除提供20°到50°范围内的角度π之外,还调整切割器主体1202的转速以便避免形成由以相对于铁路轨道1208的纵向轴线成大体上90°的角度跨越刻面延伸的铣削标记或“交叉影线”的图案组成的刻面。以产生此类铣削标记图案的方式沿着铁路轨道铣削刻面可增加机械加工压力且不利地影响切割嵌件寿命和轨道表面处理。图23中展示根据本发明的用于在铁路轨道的顶部表面上铣削的刻面的合意铣削标记图案的一个实例,其中由所述铣削方法形成的刻面中的铣削标记以相对于铁路轨道的纵向轴线近似45°的角度跨越所述刻面延伸。如图23中所描绘,铁路轨道的左侧是内边缘,也被称作“规准侧”,其导引机车和轨道车的车轮。也被称作“场侧”的轨道的外侧可不需要再造型,因为其正常不导引车轮。
图14A提供用以评估两个经涂布的烧结碳化物切割嵌件等级的测试参数: 级GA-5125(测试1)和
级GA-5125(测试1)和 级G-955(测试2),其两者可购自美国宾夕法尼亚州塞格镇格林利夫公司。对于测试1和2,铣削切割器210在负倾角配置200中包含仅单个切割嵌件24。爬升铣削定向400在两个测试中使用,且铣削切割器定向在4英寸的切割器轨道偏移700处。在825RPM下每嵌件的经编程进给是0.360,从而达到单个嵌件的297IPM线性进给。具有32个切割嵌件的满嵌件负载的等效mph进给估计为约9.00mph。切割宽度近似为0.12-0.5英寸。图14B是测试中再造型的轨道511的摄影描述,表明可接受的部分表面处理。
级G-955(测试2),其两者可购自美国宾夕法尼亚州塞格镇格林利夫公司。对于测试1和2,铣削切割器210在负倾角配置200中包含仅单个切割嵌件24。爬升铣削定向400在两个测试中使用,且铣削切割器定向在4英寸的切割器轨道偏移700处。在825RPM下每嵌件的经编程进给是0.360,从而达到单个嵌件的297IPM线性进给。具有32个切割嵌件的满嵌件负载的等效mph进给估计为约9.00mph。切割宽度近似为0.12-0.5英寸。图14B是测试中再造型的轨道511的摄影描述,表明可接受的部分表面处理。
为了在增加的切割宽度下进一步评估嵌件等级,使用切割器配置200和三个经涂布的烧结碳化物嵌件等级执行额外测试: 级GA-5125、
级GA-5125、 级G-935和
级G-935和 级G-955,其全部可购自美国宾夕法尼亚州塞格镇格林利夫公司。图15中提供用于此测试的参数。由每一等级组成的切割嵌件在同一铣削切割器中运行相同时间以用于比较目的。切割深度是0.060英寸且切割宽度维持在近似2.50英寸。图16是每一等级的切割嵌件的摄影描述,其展示来自所述四个测试中的每一者的最多磨损。来自测试1的切割嵌件展现最多磨损且指示对于某些切割嵌件,随着切割宽度增加,可观测到嵌件寿命的对应减小。因此,在各种实施例中,可定位多个铣削切割器以使得所述铣削切割器中的一或多者沿着较小刻面或切割宽度再造型铁路轨道。因此,如下文更详细地描述,根据本发明的铣削切割器设备可包括轨道车辆,其安装有多个铣削切割器,所述多个铣削切割器经配置以铣削多个刻面以一起界定所要轨道型面。比较来自测试1的切割嵌件与来自测试2-3的切割嵌件还展示随着切割速度增加,可观测到切割嵌件寿命的对应减小。因此,在各种实施例中,所述多个铣削切割器可经定位以使得所述铣削切割器中的一或多者经定位以用窄刻面且以减少的RPM再造型轨道。
级G-955,其全部可购自美国宾夕法尼亚州塞格镇格林利夫公司。图15中提供用于此测试的参数。由每一等级组成的切割嵌件在同一铣削切割器中运行相同时间以用于比较目的。切割深度是0.060英寸且切割宽度维持在近似2.50英寸。图16是每一等级的切割嵌件的摄影描述,其展示来自所述四个测试中的每一者的最多磨损。来自测试1的切割嵌件展现最多磨损且指示对于某些切割嵌件,随着切割宽度增加,可观测到嵌件寿命的对应减小。因此,在各种实施例中,可定位多个铣削切割器以使得所述铣削切割器中的一或多者沿着较小刻面或切割宽度再造型铁路轨道。因此,如下文更详细地描述,根据本发明的铣削切割器设备可包括轨道车辆,其安装有多个铣削切割器,所述多个铣削切割器经配置以铣削多个刻面以一起界定所要轨道型面。比较来自测试1的切割嵌件与来自测试2-3的切割嵌件还展示随着切割速度增加,可观测到切割嵌件寿命的对应减小。因此,在各种实施例中,所述多个铣削切割器可经定位以使得所述铣削切割器中的一或多者经定位以用窄刻面且以减少的RPM再造型轨道。
参见图17A-17C,其提供轴向视图图17A和径向视图图17B(其一部分在铣削切割器810的图17C中提供的视图中放大,铣削切割器810包括切割器主体812,其界定中心直径814和由直径“D”界定的外圆周816。中心直径814围绕旋转轴“A”定位且经设定尺寸以安装到主轴832。切割器主体812界定多个孔834,所述孔经配置以接纳螺钉以将切割器主体812定位到主轴832的旋转。切割器主体812延伸到切割器面818,所述切割器面界定围绕切割器面818的外围822的32个嵌件位置820。切割嵌件(例如,824x,824y)紧固于嵌件位置820内。切割嵌件824x、824y从切割器面818延伸一距离以界定从其延伸的切割边缘830,且铣削切割器810经配置以在由箭头“R”指示的旋转方向中旋转。铣削切割器810的径向视图或侧视图说明嵌件824x、824y的几何形状。在图17A-17C中提供的视图中,切割嵌件824y展示在六点钟位置,说明在切割器面818处呈现的嵌件824y的实质上线性部分878。角度844a-844b包括约0°角度。在846a-846b之间说明切割深度。切割嵌件824x展示在图17A和17B中的3点钟位置,其说明负倾角。应了解虽然嵌件824x、824y是由不同参考标号参考,但在各种实施例中,切割嵌件824x、824y以及安装在切割器主体812上的其它切割嵌件可共享相同或相似的几何形状和定向。
图17A-17C中说明的铣削切割器还包括定位在切割器面处的减震板880。在各种实施例中,减震板880可邻近于一或多个切割嵌件(例如,824x,824y)定位于铣削主体的内圆周与切割器面818的外围822之间,以保护切割器主体和嵌件免于由于过量切割深度所致的磨损和断裂。减震板880还可提供硬止挡以限制切割深度以免超出最大值。举例来说,在一个实施例中,可在882a-882b之间界定减震板880和切割嵌件824ax、824y的轴向延伸中的差分。此距离可大于所要切割深度846a-846b。应了解本文所揭示的铣削切割器中的任一者可包括减震板。另外,预期减震板可包括可在需要时添加且随后在使用之后移除的模块化组件。在某些实施例中,可为特定铣削切割器提供多个减震板。减震板可包括各种厚度或可经配置以经由例如垫片而调节。减震板还可包括围绕切割器面818的圆周延伸的环或圆盘。减震板可包括其它形状和配置,例如分段板或分段环。在各种实施例中,减震板包括环,其包含刚性材料以保护切割器主体。在某些实施例中,减震板包括刚性金属材料或者刚性聚合物或陶瓷。
切割嵌件磨损是在铁路轨道再造型方法中必须考虑的重要方面。当切割嵌件磨损超出某一水平时,必须将它们转位或更换。在一些情况下,转位或替换可为耗时过程,且可进一步增加铁路片段停工的时间。为了进一步评估嵌件磨损,使用图17A-17C中说明的铣削切割器配置执行额外测试。除提供上文相对于图17A-17C描述的配置之外,嵌件824x、824y还接收包括0.015-0.020英寸带和0.002-0.003英寸磨头的边缘准备。所述测试包含将铣削切割器安装到测试车架以现场再造型铁路轨道的长度。图18A提供用于测试的参数。图18B是测试车架884的一部分的摄影描述。测试车架884包括分别安装到主轴832a、832b的两个铣削切割器810a、810b。切割器面818a、818b是可见的。铣削切割器810a、810b单独地成角度且相对于轨道11安置于偏移定向中以铣削轨道上的型面的区段。
图19A-19C是图18A中参考的在测试4-8中使用的切割嵌件的摄影描绘。右面板包含16个切割嵌件的切割边缘(朝向页的顶部展示),表示用于每一铣削切割器的8个切割嵌件(但铣削切割器经装备以保持32个切割嵌件)。从图19A-19C可以看出,相同切割嵌件切割边缘可运行远得多,直到必须进行转位。在使用如本文中所描述的设备和方法的再造型之后轨道的表面处理经确定为可接受的。左上面板描绘切割嵌件924的放大视图。切割边缘930的指示部分进一步在左下面板中放大,其展示切割嵌件924的顶部925。在927a-927b之间指示边缘准备。磨损带(在936a-936b之间)近似为0.010-0.015英寸。如所属领域的技术人员了解,磨损带是切割嵌件切割边缘上的扁平磨损区域,其由于因接触工件(例如,铁路轨道)的摩擦磨损而形成。据信随着磨损带增加,轨道的铣削表面处理可劣化,且切割压力和电力消耗也可增加。由于所揭示的设备和方法的唯一性质,在不利影响需要转位或更换切割嵌件之前,磨损带可能够增加到0.04英寸且超过0.04英寸。
参见图20A和20B,根据各种实施例,铣削切割器910包括围绕切割器面918定位的减震环990。铣削切割器910可包括类似于本文所揭示的铣削切割器中的任一者的特征。因此,相似特征由相似参考标号识别并且出于简洁起见将不重复。减震环990包括围绕铣削切割器910的圆周向容纳切割嵌件的切割器面922的外围外延伸的环。举例来说,切割嵌件924与旋转轴“A”之间的径向距离比减震环990与旋转轴“A”之间的径向距离短。除减震环990之外,铣削切割器910还包括定位在切割器面处的减震板980。在各种实施例中,减震板980可邻近于一或多个切割嵌件(例如,切割嵌件924x,924y)定位于铣削主体的内圆周与切割器面918的外围922之间,以保护切割器主体912。减震环990可提供硬止挡以限制切割深度以免超出最大值,例如当横越过渡、轨道之间的间隙或蘑菇形接头时。在一个实施例中,可在992a与992b之间界定减震环990和切割嵌件924ax、924y的轴向延伸中的差分。此距离可大于所要切割深度,并且当铣削切割器910也配备有减震器980时,嵌件924x、924y的轴向延伸可大于减震板980和减震环990两者。应了解,本文所揭示的铣削切割器中的任一者可包括减震板980和/或减震环990。在一些实施方案中,减震板980和/或减震环990可模块化。举例来说,减震环990可为可装卸式或可定制的。在一个实施例中,垫片可在位置994处放置于减震环990与切割器主体912之间以增加减震环990的轴向延伸。预期减震环990可包括模块化组件。模块化组件可在需要时添加或当不需要时移除。在某些实施例中,可提供多个减震环990以适合所要铣削切割器。减震环990可包括各种厚度或可经配置以经由例如垫片而调节。减震环990还可包括围绕切割器面918的圆周延伸的环、板或圆盘。减震环还可包括分段环、板或圆盘。在各种实施例中,减震环包括环,其包括刚性材料以保护切割器主体。在一个实施例中,减震板包括刚性金属材料或者刚性聚合物或陶瓷。
图21说明第一铣削切割器1010和第二铣削切割器1110,其各自包括具有沿着切割器面1018、1118的外围安置的多个切割嵌件1024、1124的切割器主体1012、1112。切割嵌件界定经配置以接合轨道11以形成轨道型面的切割边缘1030、1130。铣削切割器1010、1110两者定位于偏移定向中以使得旋转轴“A”从轨道和工件的轴线“X”偏移。在操作中,第一和第二铣削切割器1010、1110围绕其相应旋转轴线“A”旋转且可以1mph或更大的速度横越轨道11。铣削切割器1010、1110的旋转可在轨道11上方通过切割嵌件1024、1124的切割边缘1030、1130以使得每一者连续接合轨道以移除轨道材料的一部分。如图所示,多个铣削切割器1010、1110可围绕轨道11定位。铣削切割器1010、1110中的一或多者可定位于相对于轨道11的不同角度定向中。因此,在某些实施例中,多个铣削切割器可围绕轨道11定位于不同定向中以沿着轨道铣削多个刻面(即,型面区或区段)且进而提供所要轨道型面。在图21中,第一铣削切割器1010在大体上由箭头50指示的位置处沿着轨道形成刻面,而第二铣削切割器1110在大体上由箭头51指示的位置处沿着轨道11形成刻面。在各种实施例中,多个铣削切割器1010、1110可接近于多个轨道定位且可安装在同一或多个轨道车辆上。举例来说,在一个实施例中,一或多个大直径铣削切割器安装到第一轨道车辆,且一或多个较小直径铣削切割器在不同位置中安装到第一轨道车辆或安装到第二轨道车辆。大直径铣削切割器可执行对打开轨道的加工的大部分,而较小直径铣削切割器可从事较严格的加工条件,例如靠近过渡或在平交道处。
在各种实施例中,对轨道进行造型的方法包括接近于轨道11定位一对铣削切割器1010、1110,横越轨道11,使轨道11与切割边缘1030、1130接合,且铣削轨道11。举例来说,第一铣削切割器1010可定位在第一角度,且第二铣削切割器1110可定位在相对于轨道的第二角度。在一个实施例中,第一铣削切割器1010接近于轨道的一侧定位在与轨道成第一角度处,第二铣削切割器1110接近于轨道的另一侧定位在与轨道成第二角度处,且第一和第二角度实质上相同(例如,图12B中的a-a,b-b)。因此,所述对铣削切割器1010、1110可经定位以沿着轨道的两侧铣削一组匹配刻面。在一个此类实施例中,多对铣削切割器可沿着轨道11定位以使得每一对在横越轨道11的同时铣削一组匹配刻面。在一个实施例中,所述对铣削切割器经定位以从型面的较低部分到型面的较高部分渐进地或连续地铣削轨道。举例来说,参看图12B,第一对铣削切割器可经定位以铣削匹配刻面a-a、b-b,且第二对铣削切割器可经定位以铣削匹配刻面c-c、d-d。在一个实施例中,在轨道车辆沿着轨道11移动时,第一对铣削切割器接合轨道且铣削第一组匹配刻面,第二对铣削切割器接合轨道11且铣削第二组匹配刻面,且第三对铣削切割器接合轨道11且铣削第三组匹配刻面。第一组匹配刻面可位于第二组匹配刻面下方,且第二组匹配刻面可定位于第三组匹配刻面下方。在一个此类实施例中,第一组匹配刻面是在第二组匹配刻面之前铣削(在再造型车辆横越轨道时),且第二组匹配刻面是在第三组匹配刻面之前铣削。因此,在一个实施例中,对铁路轨道11进行再造型的方法包括接近于轨道11定位多个铣削切割器以使得所述多个铣削切割器从轨道的较低部分到轨道的较高部分连续地铣削多组匹配刻面。因为正再造型的轨道的宽度将大体上比铣削切割器的直径小得多,所以多对铣削切割器沿着轨道的长度在一或多个再造型车辆上通常将隔开。举例来说,铣削切割器可沿着轨道的一侧或两侧交错。并且,将理解,在根据本发明的方法和设备中可采用不成对的铣削切割器(即,不是一组的部分的铣削切割器)。因此,在某些实施例中,一或多个不成对的铣削切割器可安装在车架或其它轨道车辆上以在轨道中现场铣削型面的部分或区段,且此些车架或车辆也可或可不包含安装于其上的成对的多组铣削切割器。
在各种实施例中,根据本发明使用的铣削切割器可包含切割嵌件,其包括未经涂布烧结碳化物等级,例如C6碳化物,或经涂布的烧结碳化物等级,例如经涂布C6碳化物。经涂布碳化物等级可选自例如PVD或CVD涂布碳化物。在各种替代实施例中,根据本发明使用的铣削切割器可包含切割嵌件,其包括未经涂布陶瓷等级(例如, WG-300材料)或经涂布陶瓷等级(例如,
WG-300材料)或经涂布陶瓷等级(例如, WG-600材料)。
WG-600材料)。
根据各种实施例,包含安装于其上的一组8个切割嵌件的面铣削切割器可以300RPM在铣削切割器上旋转,且以1mph沿着铁路轨道前进达至少18,000英尺(ft)、27,000英尺或更远,然后才需要转位或更换切割嵌件中的一或多者。在另一实施例中,因为磨损大体上与由切割工具执行的加工成比例,所以包括32个切割嵌件的负载的相似铣削切割器配置可以300RPM运行,且以4mph沿着铁路轨道前进达108,000英尺(20.45英里)的距离,然后才需要转位或更换切割嵌件中的一或多者。
如上文所描述,关于切割嵌件寿命的另一因数是切割深度。如本文所揭示,将切割深度维持到0.005-0.010英寸左右可有利地增加切割嵌件寿命以及充分再造型铁路轨道而无需显著移除材料,显著移除材料原本会不可接受地缩短轨道的使用寿命。然而,在各种实施例中,可能需要或必需增加切割深度超出0.010英寸,例如达到0.040英寸或更大。在某些实施例中,所述方法可涉及将切割嵌件的切割深度控制到不超过0.040英寸、不超过约0.010英寸或在0.005英寸与0.010英寸之间的深度。
因此,除非另外说明,否则本发明不限于0.0010英寸切割深度或本文所描述的任何其它切割深度。
并且,如上文所描述,关于切割嵌件寿命考虑的一个因数是刻面宽度或切割宽度。举例来说,将轨道上的刻面宽度维持到最小,例如在一些情况下0.31英寸或更小,可得到增强的切割嵌件寿命。并且,举例来说,在某些实施例中当铣削轨道上的型面的片段或部分时切割宽度可限于约0.625英寸或更小。
根据各种实施例,切割嵌件的厚度可有利地增加切割嵌件的使用寿命。举例来说,因为随着一个区域中的切割边缘沿着切割嵌件的长度向下发展,磨损带将显著地增加,所以增加切割嵌件的厚度可允许进一步利用所有切割边缘。
在各种实施例中,铣削切割器可经配置以增强铁路轨道再造型应用中的切割嵌件寿命。举例来说,鉴于包括具有延伸第一距离到成角部分的线性(例如,刮擦)部分的嵌件边缘的切割嵌件一旦所述线性部分已磨损掉便会失去使用寿命,包括更大扫掠半径或具有延伸大于第一距离的第二距离的线性部分的嵌件边缘的切割嵌件可得到额外嵌件寿命。即,当在切割嵌件边缘的一个区域中线性部分磨损时,实际切割边缘可移动到嵌件的新的区域。在一个实施例中,切割嵌件的尺寸可包括0.375英寸的宽度、0.25英寸的厚度和0.75英寸的长度。在切割边缘沿着嵌件的长度定位的情况下,将嵌件的长度从0.75英寸增加到1.125英寸或更大可提供额外切割嵌件寿命。举例来说,切割边缘可包括实际切割边缘。实际切割边缘可随着其磨损而沿着边缘渐进地移动。在一个实施例中,切割嵌件中的一或多者的切割边缘可包括实际切割边缘。在一些情况下,实际切割边缘可当第一位置磨损时沿着切割边缘从第一位置过渡到第二位置,进而增加切割嵌件寿命。
所属领域的技术人员考虑某些实施例的当前描述将了解,切割嵌件的特定所要尺寸可取决于所要应用,例如铁路轨道的形状、形式、位置或环境。因此,除非另外说明,否则以上尺寸仅是切割嵌件尺寸的实例。
如上文所描述,在各种实施例中,铣削切割器可定位在相对于轨道的偏移配置中。举例来说,3到4.5英寸可使铣削切割器的旋转轴与沿着轨道执行的加工分离。在各种非限制性实施例中,且使用10英寸铣削切割器作为可缩放参考,铣削切割器可定位在3.5英寸与4.0英寸之间的偏移处,或可定位在约3.75英寸的偏移处。在某些实施例中,铣削切割器可定位在偏移定向中,包括铣削切割器直径的35%与40%之间的距离。也如上所述,在各种实施例中,多个铣削切割器可经定位以同时和/或连续地铣削轨道型面。在一个实施例中,铣削切割器可界定围绕轨道型面的0°与约55°之间的切割角度。
根据各种实施例,可对切割嵌件供应各种边缘准备。举例来说,边缘准备可包含仅0.002-0.003英寸磨头以及具有0.002-0.003英寸磨头的0.015-0.020英寸x20°负带。在某些实施例中,减少铣削切割器的转速可显著增加嵌件寿命。在一个实施例中,可减少铣削切割器的转速且可增加进给速率或横越速度以增加切割嵌件寿命。
将了解,虽然本发明可提供界定32个切割嵌件位置的示范性铣削切割器主体,但预期可与本发明的方法和设备一起使用经装备以接受多于或少于32个切割嵌件的铣削切割器。举例来说,可安装在面铣削切割器上的切割嵌件的数目大体上是由界定嵌件位置的切割器主体的外围部分的圆周和/或切割嵌件的大小所决定。在各种非限制性实施例中,铣削切割器的直径可在8英寸与16英寸之间,或10英寸与12英寸之间。在一些实施例中,直径小于10英寸(例如4英寸)的铣削切割器可单独使用或与直径可小于、大于或等于直径小于10英寸的铣削切割器的其它铣削切割器组合使用。预期减少直径铣削切割器配置可有益于轨道型面的难以到达区段的铣削,例如在过渡、平台或平交道处的轨道。还预期直径大于10英寸的铣削切割器可单独使用或与直径小于、大于或等于直径大于10英寸的铣削切割器的其它铣削切割器组合使用。预期增加直径铣削切割器可用以增加各种成组切割嵌件的速度或使用寿命。举例来说,较长嵌件寿命跨度可增加生产力且缩短由于再造型所致的轨道停工周期,因为维护人员将不需要中断再造型过程来频繁地转位或更换切割嵌件。
在实施例的当前描述中,除操作实例中外或在另外指示的情况下,表达元件、产品、处理或测试条件或参数及类似物的量或特性的所有数字应理解为在所有实例中由术语“约”修改。因此,除非相反地指示,否则在以下描述中阐述的任何数字参数是近似,其可取决于在根据本发明的设备和方法中试图获得的所要性质而变化。最低限度地,并且不试图限制等效物原则应用于权利要求书的范围,至少应根据所报告的有效数字的数目并且通过应用一般四舍五入技术来解释每个数值参数。
本发明描述轨道再造型设备和方法、系统及其方法的各种实施例的各种元件、特征、方面和优点。应理解,已经简化各种实施例的某些描述以仅说明与所揭示实施例的更清楚理解相关的那些元件、特征和方面,同时为了简洁或明确性而去除其它元件、特征和方面。对“各种实施例”、“某些实施例”、“一些实施例”、“一个实施例”或“一实施例”的任何参考大体上意指在所述实施例中描述的特定元件、特征和/或方面包含在至少一个实施例中。短语“在各种实施例中”、“在某些实施例中”、“在一些实施例中”、“在一个实施例中”或“在一实施例中”可不参考同一实施例。此外,短语“在一个此类实施例中”或“在某些此类实施例中”在大体上参考且阐述先前实施例的同时并未既定表明由所述短语引入的实施例的元件、特征和方面限于所述先前实施例;而是,提供所述短语以辅助读者理解本文所揭示的各种元件、特征和方面,且应理解所属领域的技术人员将认识到,所引入实施例中呈现的此些元件、特征和方面可与所揭示实施例中呈现的元件、特征和方面的其它各种组合和子组合结合而应用。
虽然前述描述已必然呈现仅有限数目的实施例,但相关领域的技术人员将了解所述设备和方法以及在此已描述和说明的实例的其它细节中的各种改变可由所属领域的技术人员做出,且所有此些修改将保持在如在此以及所附权利要求书中表达的本发明的原理和范围内。举例来说,虽然本发明已必然仅呈现轨道再造型设备和方法的有限数目的实施例,但将理解本发明和相关联权利要求书不受如此限制。所属领域的技术人员将容易识别额外的轨道再造型设备和方法,且可根据在此论述的必然有限数目的实施例并且在在此论述的必然有限数目的实施例的精神内设计和建立且使用额外的轨道再造型设备和方法。因此应理解,本发明不限于在此所揭示或并入的特定实施例或方法,而是既定涵盖如由权利要求所定义的在本发明的原理和范围内的修改。所属领域的技术人员还将理解,可在不脱离在此论述的实施例和方法的宽广发明概念的情况下对所述实施例和方法做出改变。
Claims (23)
1.一种现场在铁路轨道上铣削型面的方法,其包括:
绕旋转轴旋转铣削切割器,所述铣削切割器包含围绕所述铣削切割器外围安装的多个面安装切割嵌件,每一切割嵌件包含相应的切割边缘,所述切割边缘具有相应的径向外端及相应的径向内端;
以在对应于所要轨道型面的至少一部分的预定平面中旋转的所述切割嵌件的切割边缘现场沿着所述铁路轨道铣削刻面,同时控制所述切割嵌件的切割深度;
在铣削所述铁路轨道的同时以所述铣削切割器纵向横越所述铁路轨道;以及
控制所述铣削切割器沿着所述铁路轨道的横越速度;
其中所述刻面具有接近所述铣削切割器的所述旋转轴的内部纵向边缘,且具有远离所述铣削切割器的所述旋转轴的外部纵向边缘;
其中当所述铣削切割器绕所述旋转轴完全旋转一次,(ⅰ)所述切割嵌件中给定的一者的所述切割边缘的所述径向外端分别第一次与第二次进入所述刻面且第一次与第二次离开所述刻面,且(ⅱ)所述切割嵌件中所述给定的一者的所述切割边缘的所述径向内端分别第一次与第二次进入所述刻面且第一次与第二次离开所述刻面;
其中在所述铁路轨道的顶部表面的平面内、所述切割嵌件中所述给定的一者的所述切割边缘与所述刻面的所述外部纵向边缘之间、且在所述刻面的所述外部纵向边缘的一点处形成20°到50°的夹角,其中所述给定所述切割嵌件中的一者的所述切割边缘的所述径向外端在该点处随着所述铣削切割器绕所述旋转轴旋转而第一次离开所述刻面。
2.根据权利要求1所述的方法,其包括将所述铣削切割器沿着所述铁路轨道的所述横越速度控制到高达15mph的速度。
3.根据权利要求1所述的方法,其包括将所述铣削切割器沿着所述铁路轨道的所述横越速度控制到大于1mph的速度。
4.根据权利要求1所述的方法,其包括将所述铣削切割器沿着所述铁路轨道的所述横越速度控制到大于3mph的速度。
5.根据权利要求1所述的方法,其包括将所述铣削切割器沿着所述铁路轨道的所述横越速度控制到1mph到15mph之间的速度。
6.根据权利要求1所述的方法,其包括将所述切割嵌件的所述切割深度控制到不超过0.040英寸的深度。
7.根据权利要求1所述的方法,其包括将所述切割嵌件的所述切割深度控制到不超过0.010英寸的深度。
8.根据权利要求1所述的方法,其包括将所述切割嵌件的所述切割深度控制到0.005英寸与0.010英寸之间的深度。
9.根据权利要求1所述的方法,其中铣削所述铁路轨道包括使用常规铣削定向铣削所述铁路轨道。
10.根据权利要求1所述的方法,其中铣削所述铁路轨道包括使用爬升铣削定向铣削所述铁路轨道。
11.根据权利要求1所述的方法,其进一步包括将切割宽度控制到0.625英寸或更小。
12.根据权利要求1所述的方法,其中所述铣削切割器包括减震环和减震板中的一者。
13.根据权利要求1所述的方法,其中所述多个切割嵌件中的一或多者的所述切割边缘包括实质上线性切割边缘区域。
14.根据权利要求1所述的方法,其中所述切割嵌件包括未经涂布C6等级烧结碳化物和经涂布C6等级烧结碳化物中的一者。
15.根据权利要求1所述的方法,其中所述铣削切割器的所述旋转轴线在所述铁路轨道上从被所述铣削切割器所铣削的所述刻面偏移所述铣削切割器直径的35%与40%之间的距离。
16.根据权利要求1所述的方法,其中所述铣削切割器包括8英寸与16英寸之间的直径。
17.根据权利要求1所述的方法,其中被所述铣削切割器铣削的所述刻面包括0.12英寸到1.12英寸之间的宽度。
18.根据权利要求1所述的方法,其中所述铣削切割器包括在4英寸与16英寸范围之间的直径。
19.根据权利要求1所述的方法,其中所述铣削切割器的所述旋转轴线在所述铁路轨道上从正被所述铣削切割器所铣削的所述刻面偏移3英寸到4.5英寸之间的距离。
20.根据权利要求1所述的方法,包括将所述铣削切割器沿着所述铁路轨道的所述横越速度控制到超过15mph的速度。
21.根据权利要求1所述的方法,其中每一所述多个切割嵌件的所述切割边缘具有比在所述铁路轨道上正被所述铣削切割器所铣削的所述刻面的宽度更大的长度。
22.根据权利要求1所述的方法,其中每一所述切割嵌件的所述切割边缘安置在平行于所述铣削切割器的旋转平面的平面内。
23.根据权利要求1所述的方法,其中所述铣削切割器现场安装到沿着所述铁路轨道移动的车架上。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/841,036 US9617691B2 (en) | 2013-03-15 | 2013-03-15 | Rail re-profiling method and apparatus |
| US13/841,036 | 2013-03-15 | ||
| CN201480015672.8A CN105121094B (zh) | 2013-03-15 | 2014-03-14 | 轨道再造型方法和设备 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201480015672.8A Division CN105121094B (zh) | 2013-03-15 | 2014-03-14 | 轨道再造型方法和设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108570895A CN108570895A (zh) | 2018-09-25 |
| CN108570895B true CN108570895B (zh) | 2020-12-15 |
Family
ID=51527634
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810290231.9A Active CN108570895B (zh) | 2013-03-15 | 2014-03-14 | 轨道再造型方法和设备 |
| CN201480015672.8A Active CN105121094B (zh) | 2013-03-15 | 2014-03-14 | 轨道再造型方法和设备 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201480015672.8A Active CN105121094B (zh) | 2013-03-15 | 2014-03-14 | 轨道再造型方法和设备 |
Country Status (9)
| Country | Link |
|---|---|
| US (4) | US9617691B2 (zh) |
| EP (1) | EP2969393B1 (zh) |
| JP (2) | JP6728033B2 (zh) |
| CN (2) | CN108570895B (zh) |
| CA (2) | CA2905065C (zh) |
| ES (1) | ES2947221T3 (zh) |
| HK (1) | HK1256989A1 (zh) |
| PL (1) | PL2969393T3 (zh) |
| WO (1) | WO2014152094A2 (zh) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130189045A1 (en) * | 2012-01-19 | 2013-07-25 | Loram Maintenance Of Way, Inc. | Method and apparatus for milling of railroad track |
| US9617691B2 (en) | 2013-03-15 | 2017-04-11 | Greenleaf Technology Corporation | Rail re-profiling method and apparatus |
| EP2947204B1 (de) | 2014-05-19 | 2017-01-11 | Mevert Maschinenbau GmbH & Co.KG | Verfahrbare Vorrichtung zum Fräsen von Schienenköpfen und Verfahren zum Wechsel von Schneidplatten bei einer derartigen Vorrichtung |
| CN104439477A (zh) * | 2014-12-07 | 2015-03-25 | 张纪山 | 一种铁路铁轨用的轨顶铣刀 |
| US10654117B2 (en) * | 2016-03-03 | 2020-05-19 | Kennametal Inc. | Cutting tool assembly for milling a rail top |
| AT15965U1 (de) * | 2017-06-06 | 2018-10-15 | Ceratizit Austria Gmbh | Fräsverfahren |
| CN108356336A (zh) * | 2018-02-23 | 2018-08-03 | 中国神华能源股份有限公司 | 刀粒、改变铣刀、刀粒和钢轨的横断面的轮廓形状的方法 |
| CN108655481A (zh) * | 2018-05-18 | 2018-10-16 | 中铁山桥集团有限公司 | 一种道岔尖轨类工作边、轨顶面一体化铣削结构及方法 |
| CN109468898B (zh) * | 2018-12-28 | 2019-12-10 | 华夏铁路运营维护有限公司 | 钢轨养护方法及装置 |
| CN110153476B (zh) * | 2019-06-24 | 2020-01-24 | 滨州泽郦精密金属科技有限公司 | 一种立式自动化铣削加工中心 |
| CN111531211B (zh) * | 2020-04-02 | 2021-05-28 | 洛阳拓博尔铁路设备有限公司 | 一种钢轨铣削作业实时控制方法 |
| CN111618357B (zh) * | 2020-04-21 | 2022-12-16 | 深圳精匠云创科技有限公司 | 无线数据采集装置及具有该装置的钢轨铣刀设备 |
| CN111843007A (zh) * | 2020-07-31 | 2020-10-30 | 中国铁建高新装备股份有限公司 | 一种用于钢轨在线铣削的组合刀具 |
| US11602796B2 (en) | 2020-08-14 | 2023-03-14 | Kennametal Inc. | Indexable tangential railway wheel milling inserts and cutting tool holders |
| CN113529507B (zh) * | 2021-07-22 | 2022-09-27 | 孔超 | 铁路绝缘接头肥边切割机 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60184411A (ja) * | 1984-03-05 | 1985-09-19 | Nippon Steel Corp | 圧延設備におけるロ−ル研削装置 |
| WO1995020071A1 (de) * | 1994-01-19 | 1995-07-27 | Linsinger Maschinenbau Gesellschaft Mbh | Verfahren zum fräsen einer streifenförmigen werkstückfläche |
| CN1447869A (zh) * | 2000-07-17 | 2003-10-08 | 林辛格机械制造有限公司 | 磨削钢轨的方法及实施该方法的设备 |
| JP2004300667A (ja) * | 2003-03-28 | 2004-10-28 | Railway Technical Res Inst | レール削正装置及び鉄道車両 |
| CN2830490Y (zh) * | 2005-09-02 | 2006-10-25 | 大连陆通机械设备有限公司 | 铁路钢轨铣边机 |
Family Cites Families (50)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1887424A (en) | 1931-11-19 | 1932-11-08 | Perazzoli Henry | Milling machine |
| US2690610A (en) | 1949-06-27 | 1954-10-05 | Begle | Milling cutter |
| NL248863A (zh) | 1958-07-30 | |||
| US3116538A (en) | 1959-06-25 | 1964-01-07 | Viking Tool Company | Milling cutter having indexible and disposable cutting inserts |
| US3344496A (en) | 1966-07-01 | 1967-10-03 | Stephen A Patkay | Self-profiling cutter |
| US3699843A (en) | 1971-01-20 | 1972-10-24 | Devlieg Machine Co | Tool having resilient bumper |
| AT349659B (de) | 1972-06-07 | 1979-04-25 | Pfizer | Verfahren zur herstellung von neuen verbindungen |
| AT369456B (de) | 1977-12-30 | 1983-01-10 | Plasser Bahnbaumasch Franz | Gleisverfahrbare maschine zum abtragen von schienenkopfoberflaechen-unregelmaessigkeiten, insbesondere riffeln |
| US4324514A (en) * | 1979-03-01 | 1982-04-13 | Mark Craven | Router guide apparatus for cutting printing plates |
| FR2450655A1 (fr) * | 1979-03-05 | 1980-10-03 | Valent Robert | Systeme d'entrainement et de guidage pour machines a reprofiler le rail de chemin de fer |
| AT368220B (de) | 1979-08-14 | 1982-09-27 | Plasser Bahnbaumasch Franz | Maschine zur bearbeitung der schienenkopfoberfl[che eines verlegten gleises |
| CH633336A5 (fr) | 1980-01-09 | 1982-11-30 | Speno International | Machine de chantier ferroviaire pour la rectification du champignon des rails. |
| AT368219B (de) | 1980-01-17 | 1982-09-27 | Plasser Bahnbaumasch Franz | Verfahren zum entfernen von unregelmaessigkeiten an der schienenkopfoberflaeche verlegter gleise |
| DE3222208C2 (de) | 1982-06-12 | 1985-03-28 | Dr. techn. Ernst Linsinger & Co GmbH, Steyrermühl | Verfahrbare Vorrichtung zum Fräsen von Schienenköpfen |
| US4507897A (en) | 1982-12-20 | 1985-04-02 | Loram Maintenance Of Way, Inc. | Grinding head assembly |
| US4584798A (en) | 1984-03-29 | 1986-04-29 | Speno Rail Services Co. | Automated railway track maintenance system |
| US4583893A (en) | 1984-05-08 | 1986-04-22 | Matix Industries (Societe Anonyme) | Reprofiling device for rails through continuous milling |
| US4693039A (en) | 1985-01-31 | 1987-09-15 | Loram Maintenance Of Way, Inc. | Grinding head assembly |
| US4622781A (en) | 1985-02-19 | 1986-11-18 | Loram Maintenance Of Way, Inc. | Rail grinding machine |
| DE3538345C1 (de) | 1985-10-29 | 1987-02-26 | Linsinger Ernst & Co Gmbh | Verfahren und Vorrichtung zur Bearbeitung der Laufflaechen von Eisenbahnschienen durch Fraesen |
| US4862647A (en) | 1987-08-31 | 1989-09-05 | Loram Maintenance Of Way, Inc. | Rail grinding machine |
| US5140776A (en) | 1989-01-11 | 1992-08-25 | Loram Maintenance Of Way, Inc. | Apparatus and method for measuring and maintaining the profile of a railroad track rail |
| DE3937812C1 (zh) | 1989-11-14 | 1991-03-21 | Linsinger Maschinenbau Ges.M.B.H., Steyrermuehl, At | |
| GB9010769D0 (en) | 1990-05-14 | 1990-07-04 | Iscar Hartmetall | Cutting insert |
| US5111624A (en) | 1990-09-10 | 1992-05-12 | Loram Maintenance Of Way, Inc. | Method and apparatus for limiting the dispersion of rail grinding machine spark and dust residue |
| CH685129A5 (fr) | 1991-03-01 | 1995-03-31 | Speno International | Dispositif pour le reprofilage des rails d'une voie ferrée. |
| DE9306445U1 (zh) * | 1993-01-21 | 1993-06-17 | Dischler, Helmut, Dipl.-Ing., 4040 Neuss, De | |
| CH689643A5 (fr) | 1994-02-18 | 1999-07-30 | Speno International | Installation pour le reprofilage des rails d'une voie ferrée. |
| ATE196867T1 (de) * | 1995-06-06 | 2000-10-15 | Kennametal Inc | Hochgeschwindigkeitsfräser mit kassetten |
| US6033291A (en) | 1998-03-16 | 2000-03-07 | Loram Maintenance Of Way, Inc. | Offset rail grinding |
| JP2893020B1 (ja) | 1998-05-01 | 1999-05-17 | 東北技研工業株式会社 | 軌道レール接目の研削装置の研削体主体 |
| US6033166A (en) | 1998-08-27 | 2000-03-07 | Koppers Industries, Inc. | Rail milling machine |
| AT410951B (de) | 2000-07-17 | 2003-09-25 | Linsinger Maschinenbau Gmbh | Verfahren zum reprofilieren mindestens des fahrspiegels einer schiene sowie einrichtung hierzu |
| US6719616B2 (en) | 2000-09-08 | 2004-04-13 | Loram Maintenance Of Way, Inc. | Rail grinding apparatus |
| JP3356163B2 (ja) | 2000-10-10 | 2002-12-09 | 住友電気工業株式会社 | 回転切削工具 |
| JP2003019616A (ja) * | 2001-07-06 | 2003-01-21 | Star Seiki Co Ltd | プラスチック製品の切削加工用カッター及び切削加工方法 |
| DE60234627D1 (de) | 2001-10-25 | 2010-01-14 | Loram Maintenance Of Way | Verfahren und vorrichtung zum ununterbrochenen schleifen von bahnübergangs- und hauptgleisen |
| US6981907B1 (en) | 2004-11-03 | 2006-01-03 | Railworks Corporation | High angle grinder |
| CA2487387C (en) * | 2004-12-01 | 2010-02-23 | David Fenton | Rail grooming machine and method of use |
| DE102006008093A1 (de) | 2006-02-20 | 2007-09-06 | Linsinger-Maschinenbau Gmbh | Verfahrbare Vorrichtung zum Fräsen von Schienenköpfen |
| US7390150B2 (en) | 2006-05-03 | 2008-06-24 | Valenite Llc | Cutting tool with adjustable indexable cutting insert |
| SE530082C2 (sv) | 2006-05-31 | 2008-02-26 | Seco Tools Ab | Skärverktyg med inrättning för bestämmande av läget hos skär samt förfarande för fixering av ett skär i valbart läge |
| CN200970652Y (zh) * | 2006-08-11 | 2007-11-07 | 何凯 | 铁路车辆专用多功能铣床 |
| DE202007014009U1 (de) | 2007-10-06 | 2007-12-27 | Roth, Reiner, Dipl.-Ing. (Fh) | Pflastersteinsystem |
| IL195601A (en) | 2008-11-30 | 2013-11-28 | Iscar Ltd | Daphne mechanism |
| IL197205A0 (en) | 2009-02-24 | 2009-12-24 | Iscar Ltd | Cutting tool having adjustment mechanism |
| US20120288342A1 (en) * | 2010-01-21 | 2012-11-15 | Helmut Rungger | Device for reworking the running surface of a rail head by machining |
| US20130189045A1 (en) * | 2012-01-19 | 2013-07-25 | Loram Maintenance Of Way, Inc. | Method and apparatus for milling of railroad track |
| US9617691B2 (en) | 2013-03-15 | 2017-04-11 | Greenleaf Technology Corporation | Rail re-profiling method and apparatus |
| US10654117B2 (en) * | 2016-03-03 | 2020-05-19 | Kennametal Inc. | Cutting tool assembly for milling a rail top |
-
2013
- 2013-03-15 US US13/841,036 patent/US9617691B2/en active Active
-
2014
- 2014-03-14 EP EP14767411.3A patent/EP2969393B1/en active Active
- 2014-03-14 WO PCT/US2014/026942 patent/WO2014152094A2/en active Application Filing
- 2014-03-14 ES ES14767411T patent/ES2947221T3/es active Active
- 2014-03-14 CN CN201810290231.9A patent/CN108570895B/zh active Active
- 2014-03-14 JP JP2016502285A patent/JP6728033B2/ja active Active
- 2014-03-14 CA CA2905065A patent/CA2905065C/en active Active
- 2014-03-14 PL PL14767411.3T patent/PL2969393T3/pl unknown
- 2014-03-14 CA CA3044200A patent/CA3044200C/en active Active
- 2014-03-14 CN CN201480015672.8A patent/CN105121094B/zh active Active
- 2014-03-14 US US14/771,413 patent/US10352001B2/en active Active
-
2017
- 2017-02-15 US US15/433,529 patent/US9834891B2/en active Active
-
2018
- 2018-11-12 JP JP2018211949A patent/JP6797882B2/ja active Active
- 2018-12-12 HK HK18115958.8A patent/HK1256989A1/zh unknown
-
2019
- 2019-04-26 US US16/395,365 patent/US20200087865A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60184411A (ja) * | 1984-03-05 | 1985-09-19 | Nippon Steel Corp | 圧延設備におけるロ−ル研削装置 |
| WO1995020071A1 (de) * | 1994-01-19 | 1995-07-27 | Linsinger Maschinenbau Gesellschaft Mbh | Verfahren zum fräsen einer streifenförmigen werkstückfläche |
| CN1447869A (zh) * | 2000-07-17 | 2003-10-08 | 林辛格机械制造有限公司 | 磨削钢轨的方法及实施该方法的设备 |
| JP2004300667A (ja) * | 2003-03-28 | 2004-10-28 | Railway Technical Res Inst | レール削正装置及び鉄道車両 |
| CN2830490Y (zh) * | 2005-09-02 | 2006-10-25 | 大连陆通机械设备有限公司 | 铁路钢轨铣边机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2969393A4 (en) | 2016-09-14 |
| WO2014152094A3 (en) | 2014-11-13 |
| EP2969393A2 (en) | 2016-01-20 |
| CA3044200A1 (en) | 2014-09-25 |
| US20160130768A1 (en) | 2016-05-12 |
| US10352001B2 (en) | 2019-07-16 |
| US9617691B2 (en) | 2017-04-11 |
| CA2905065A1 (en) | 2014-09-25 |
| EP2969393C0 (en) | 2023-06-07 |
| PL2969393T3 (pl) | 2023-10-09 |
| CN108570895A (zh) | 2018-09-25 |
| US20170159245A1 (en) | 2017-06-08 |
| CA3044200C (en) | 2020-11-24 |
| JP2016518259A (ja) | 2016-06-23 |
| CA2905065C (en) | 2019-08-20 |
| CN105121094A (zh) | 2015-12-02 |
| WO2014152094A2 (en) | 2014-09-25 |
| HK1256989A1 (zh) | 2019-10-11 |
| JP2019051588A (ja) | 2019-04-04 |
| EP2969393B1 (en) | 2023-06-07 |
| ES2947221T3 (es) | 2023-08-03 |
| US20200087865A1 (en) | 2020-03-19 |
| US9834891B2 (en) | 2017-12-05 |
| US20140271012A1 (en) | 2014-09-18 |
| JP6728033B2 (ja) | 2020-07-22 |
| JP6797882B2 (ja) | 2020-12-09 |
| CN105121094B (zh) | 2018-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108570895B (zh) | 轨道再造型方法和设备 | |
| CN103097063B (zh) | 通过机械加工重新加工轨头的运行表面的装置 | |
| KR102622120B1 (ko) | 챔퍼링 도구, 챔퍼링 시스템, 기어 절삭기, 및 치형부 챔퍼링 방법 | |
| US5890854A (en) | Shaping tool for stock removal machining of wheelsets | |
| CN110121393B (zh) | 对内部齿形部分硬表面加工的方法和适合该方法的机床 | |
| JP6817717B2 (ja) | フライスカッタ、切削インサート及びフライス加工方法 | |
| JPS63120019A (ja) | 歯切り工具並びにその製作方法 | |
| PL208824B1 (pl) | Sposób reprofilowania co najmniej powierzchni tocznej szyny, szynowy frez profilowy do frezowania co najmniej powierzchni tocznej szyny oraz urządzenie do realizacji tego sposobu | |
| CN108480732B (zh) | 改变铣刀及其刀盘以及钢轨的横断面的轮廓形状的方法 | |
| WO2022022326A1 (zh) | 一种用于钢轨在线铣削的组合刀具 | |
| KR102622113B1 (ko) | 치형화 기계 가공 방법 및 치형화 기계 | |
| MXPA04007499A (es) | Metodo de rectificacion de hojas cortantes. | |
| CN212419799U (zh) | 一种新型可调角度的圆周成型铣刀架 | |
| CN111455748A (zh) | 一种钢轨廓形在线一次成型铣轨设备及方法 | |
| US5927167A (en) | Apparatus for truing wheelsets | |
| US20230064805A1 (en) | Method for producing a workpiece, in particular a turbine blade, using a milling tool | |
| CN211079787U (zh) | 一种高效铣削钢轨的刀盘 | |
| JP2008543596A (ja) | 全先端幅の切削刃 | |
| CN105478818A (zh) | 一种加工锯片锯隙的机床以及锯隙锯片 | |
| RU2279333C1 (ru) | Фреза для обработки поверхности головки рельса | |
| RU2811301C1 (ru) | Комбинированный режущий инструмент для фрезерования рельсов на месте установки | |
| RU2802981C1 (ru) | Устройство и способ профилирования поверхности катания головки рельса | |
| RU2456144C2 (ru) | Способ формирования профиля головки рельсов | |
| RU2472895C2 (ru) | Способ формирования профиля головки рельсов |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1256989 Country of ref document: HK |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |